Wir sind Pulverkabinen Hersteller für unsere Kunden in Deutschland, Österreich und Schweiz. Höhe Qualitet, Niedriger Preis und kostenlose Beratung
Es gibt viele Hersteller von Pulverkabinen auf dem Markt, die sich auf die Entwicklung und Herstellung von Pulverbeschichtungsgeräten und -anlagen spezialisiert haben. Einige der bekannten Hersteller haben Niederlassungen in verschiedenen Ländern weltweit und bieten eine breite Palette von Beschichtungslösungen an. Es gibt jedoch auch kleinere und regionalere Hersteller, die sich auf bestimmte Märkte oder Anwendungsbereiche spezialisiert haben. Beispiele für bekannte Hersteller sind Unternehmen aus der Schweiz, Deutschland und den USA
Es gibt viele verschiedene Hersteller von Pulverkabinen auf dem Markt. Einige der bekanntesten und renommiertesten Hersteller sind:
Gema Switzerland GmbH: Ein Schweizer Unternehmen, das sich auf die Entwicklung und Herstellung von Pulverbeschichtungsgeräten und -anlagen spezialisiert hat. Gema ist einer der größten und bekanntesten Hersteller von Pulverkabinen weltweit.
Wagner Group GmbH: Ein deutsches Unternehmen, das Pulverbeschichtungsgeräte und -anlagen herstellt und vertreibt. Die Wagner Group ist seit über 60 Jahren in der Oberflächentechnikbranche tätig und hat weltweit zahlreiche Kunden.
Nordson Corporation: Ein US-amerikanisches Unternehmen, das eine breite Palette von Beschichtungslösungen anbietet, darunter auch Pulverkabinen und -geräte. Nordson hat weltweit mehrere Produktionsstätten und ist einer der größten Hersteller von Beschichtungslösungen weltweit.
ITW Gema: Ein Unternehmen, das sich auf die Herstellung von Pulverbeschichtungsgeräten und -anlagen spezialisiert hat. ITW Gema ist Teil der Illinois Tool Works Inc. (ITW) und hat Niederlassungen in mehreren Ländern weltweit.
Kigozi Technical Services Ltd: Ein ugandisches Unternehmen, das sich auf die Herstellung von Pulverkabinen und anderen Oberflächentechnik-Lösungen spezialisiert hat. Kigozi ist vor allem in Ostafrika aktiv, hat aber auch Kunden in anderen Regionen der Welt.
Es gibt viele weitere Hersteller von Pulverkabinen auf dem Markt, aber diese fünf sind einige der bekanntesten und renommiertesten.
Pulverkabine
Pulverkabine
Eine Pulverkabine, auch als Pulverbeschichtungskabine oder Pulverspritzkabine bezeichnet, ist eine spezielle Einrichtung, die in der Pulverbeschichtungsindustrie verwendet wird. Sie dient dazu, Pulverlacke auf Oberflächen von Werkstücken oder Produkten in einer kontrollierten Umgebung aufzutragen. Eine Pulverkabine bietet eine saubere und kontrollierte Umgebung, um eine gleichmäßige und hochwertige Pulverbeschichtung zu gewährleisten. Hier sind einige wichtige Merkmale und Funktionen einer Pulverkabine:
Kontrollierte Umgebung: Pulverkabinen sind so konstruiert, dass sie eine kontrollierte Umgebung bieten. Dies bedeutet, dass Temperatur, Luftfeuchtigkeit, Luftströmung und Staubpartikel in der Kabine auf ein optimales Niveau eingestellt werden können, um die besten Bedingungen für den Pulverbeschichtungsprozess zu schaffen.
Luftfiltration: Pulverkabinen verfügen über leistungsstarke Luftfiltrationssysteme, um Staub, Schmutz und Partikel aus der Luft zu entfernen. Dies hilft, eine saubere Oberfläche für die Pulverbeschichtung zu gewährleisten und Farbunreinheiten zu verhindern.
Belüftung: Die richtige Belüftung ist wichtig, um Dämpfe und Schadstoffe aus dem Beschichtungsprozess sicher abzuleiten und die Sicherheit des Bedieners zu gewährleisten.
Beleuchtung: Eine ausreichende Beleuchtung ist in der Pulverkabine unerlässlich, um sicherzustellen, dass der Beschichtungsprozess ordnungsgemäß überwacht wird und keine Fehler oder Unebenheiten auf der Oberfläche übersehen werden.
Pulverlackauftrag: Der Pulverlack wird in der Kabine mithilfe spezieller Pulverbeschichtungspistolen oder -geräte manuell auf die Werkstücke aufgetragen. Die Pistolen können von Hand geführt oder automatisiert sein.
Pulverrückgewinnung: In Pulverkabinen wird überschüssiger Pulverlack oft aufgefangen und recycelt, um den Pulververbrauch zu minimieren und die Betriebskosten zu senken.
Steuerung und Überwachung: Bediener können die Parameter des Pulverlackauftrags, wie Pulvermenge und Sprühmuster, in der Pulverkabine präzise steuern und überwachen, um die gewünschten Ergebnisse zu erzielen.
Sicherheit: Pulverkabinen sind mit Sicherheitsvorrichtungen ausgestattet, um die Sicherheit des Bedieners während des Beschichtungsprozesses zu gewährleisten, einschließlich Notausschaltern und Sicherheitsinterlocks.
Wartung und Reinigung: Regelmäßige Wartung und Reinigung der Pulverkabine sind wichtig, um die Leistung und Lebensdauer der Anlage aufrechtzuerhalten.
Pulverkabinen werden in verschiedenen Größen und Konfigurationen angeboten, um den Anforderungen unterschiedlicher Anwendungen gerecht zu werden. Sie sind ein wesentlicher Bestandteil des Pulverbeschichtungsprozesses und tragen dazu bei, hochwertige und langlebige Beschichtungen auf Produkten und Werkstücken zu erzeugen. Sie finden Anwendung in verschiedenen Branchen, darunter die Automobilindustrie, die Metallverarbeitung, die Möbelherstellung und die Architektur.
Pulverkabinenherstellung
Die Pulverkabinenherstellung ist ein komplexer Prozess, der eine Reihe von Schritten umfasst. Die wichtigsten Schritte sind:
Materialauswahl: Die Pulverkabine besteht aus einer Reihe von Materialien, darunter Stahl, Aluminium und Kunststoff. Die Wahl der Materialien hängt von der Größe und dem Anwendungsbereich der Kabine ab.
Konstruktion: Die Pulverkabine wird nach den Vorgaben des Kunden konstruiert. Die Konstruktion umfasst die Herstellung des Rahmens, der Türen und der Wände.
Montage: Die einzelnen Teile der Pulverkabine werden montiert.
Elektrische Installation: Die Pulverkabine wird mit den erforderlichen elektrischen Komponenten ausgestattet, darunter Beleuchtung, Lüftungssystem und Pulverbeschichtungssysteme.
Lackierung: Die Pulverkabine wird lackiert, um sie vor Rost und anderen Schäden zu schützen.
Materialauswahl
Die Pulverkabine besteht aus einer Reihe von Materialien, darunter Stahl, Aluminium und Kunststoff. Die Wahl der Materialien hängt von der Größe und dem Anwendungsbereich der Kabine ab.
Stahl: Stahl ist ein starkes und robustes Material, das für die Herstellung von großen Pulverkabinen geeignet ist.
Aluminium: Aluminium ist ein leichtes und langlebiges Material, das für die Herstellung von kleineren Pulverkabinen geeignet ist.
Kunststoff: Kunststoff ist ein kostengünstiges Material, das für die Herstellung von einfachen Pulverkabinen geeignet ist.
Konstruktion
Die Pulverkabine wird nach den Vorgaben des Kunden konstruiert. Die Konstruktion umfasst die Herstellung des Rahmens, der Türen und der Wände.
Rahmen: Der Rahmen der Pulverkabine besteht aus Stahl oder Aluminium. Der Rahmen muss stabil genug sein, um die Kabine zu tragen und den Druck des Pulverlacks zu bewältigen.
Türen: Die Türen der Pulverkabine müssen dicht sein, um das Pulver aus der Kabine zu halten.
Wände: Die Wände der Pulverkabine müssen aus einem Material bestehen, das das Pulver reflektiert.
Montage
Die einzelnen Teile der Pulverkabine werden montiert. Die Montage erfolgt in der Regel in einer Fabrik oder in einem Werk.
Elektrische Installation
Die Pulverkabine wird mit den erforderlichen elektrischen Komponenten ausgestattet, darunter Beleuchtung, Lüftungssystem und Pulverbeschichtungssysteme.
Beleuchtung: Die Pulverkabine muss ausreichend beleuchtet sein, um die Werkstücke zu sehen.
Lüftungssystem: Das Lüftungssystem der Pulverkabine muss das Pulver aus der Kabine abführen.
Pulverbeschichtungssysteme: Die Pulverkabine muss mit den erforderlichen Pulverbeschichtungssystemen ausgestattet sein.
Lackierung
Die Pulverkabine wird lackiert, um sie vor Rost und anderen Schäden zu schützen. Die Lackierung erfolgt in der Regel in einer Lackierkabine.
Qualitätskontrolle
Die Pulverkabine wird vor der Auslieferung an den Kunden einer Qualitätskontrolle unterzogen. Die Qualitätskontrolle umfasst die Überprüfung der Funktionsfähigkeit der Kabine und der Qualität der Verarbeitung.
Zukunft der Pulverkabinenherstellung
Die Pulverkabinenherstellung ist eine wachsende Branche. Die Nachfrage nach Pulverkabinen wird in Zukunft weiter steigen, da die Pulverbeschichtung eine umweltfreundliche und kostengünstige Alternative zu anderen Beschichtungsverfahren darstellt.
Die Pulverkabinenherstellung wird sich in Zukunft in den folgenden Bereichen weiterentwickeln:
Automatisierung: Die Pulverkabinenherstellung wird zunehmend automatisiert, um die Effizienz zu steigern.
Umweltverträglichkeit: Pulverkabinen werden umweltfreundlicher, um die Umweltbelastung zu reduzieren.
Sicherheit: Pulverkabinen werden sicherer, um die Gesundheit der Mitarbeiter zu schützen.
Die Entwicklung neuer Pulverkabinentechnologien wird die Qualität und Effizienz der Pulverbeschichtung verbessern.
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sich durch seine umweltfreundlichen Eigenschaften und Langlebigkeit der Beschichtung auszeichnet. Im Gegensatz zu herkömmlichen flüssigen Beschichtungen werden bei der Pulverbeschichtung trockene Pulverpartikel elektrostatisch auf die Oberfläche eines Werkstücks aufgebracht. Anschließend wird das Pulver in einem Ofen erhitzt, wodurch es schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Vorteile der Pulverbeschichtung umfassen:
Umweltfreundlichkeit: Keine Lösungsmittel und geringere Emissionen von flüchtigen organischen Verbindungen (VOC).
Effizienz: Hohe Materialausnutzung und weniger Abfall.
Robustheit: Gute Beständigkeit gegen chemische, mechanische und Witterungseinflüsse.
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen sind zentraler Bestandteil des Pulverbeschichtungsprozesses und umfassen die komplette Infrastruktur, die zur Anwendung von Pulverbeschichtungen erforderlich ist. Diese Anlagen sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedlichen industriellen Anforderungen gerecht zu werden.
Typen von Pulverbeschichtungsanlagen:
Manuelle Pulverbeschichtungsanlagen: Ideal für kleinere Betriebe oder spezialisierte Anwendungen, bei denen Flexibilität gefordert ist. Sie bestehen aus einer Pulverkabine, einem Pulvergerät und einem Einbrennofen.
Halbautomatische Anlagen: Kombinieren manuelle und automatische Prozesse, um eine höhere Effizienz bei mittleren Produktionsvolumina zu erreichen. Diese Anlagen bieten eine gute Balance zwischen Flexibilität und Automatisierung.
Vollautomatische Pulverbeschichtungsanlagen: Entwickelt für Großserienproduktionen. Diese Anlagen sind vollständig automatisiert und beinhalten Fördersysteme, automatische Pistolen und integrierte Steuerungssysteme, um hohe Produktionsgeschwindigkeiten und gleichbleibende Qualität zu gewährleisten.
Pulverkabinen
Pulverkabinen für Hand- und Automatikbeschichtung
Pulverkabinen sind spezielle Räume oder Gehäuse, in denen der Pulverbeschichtungsprozess stattfindet. Sie spielen eine entscheidende Rolle bei der Gewährleistung einer sauberen und kontrollierten Umgebung für die Pulverbeschichtung.
Typen von Pulverkabinen:
Offene Kabinen: Diese Kabinen sind ideal für kleine bis mittlere Anwendungen. Sie bieten einen offenen Zugang für den Bediener, sind jedoch weniger effektiv bei der Kontrolle von Overspray.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und minimieren Overspray durch integrierte Luftführungssysteme. Geschlossene Kabinen sind in der Regel effizienter und sicherer.
Selbstreinigende Kabinen: Ausgestattet mit automatischen Reinigungssystemen, die den Farbwechsel und die Wartung erleichtern. Diese Kabinen sind besonders nützlich in Anwendungen mit häufigem Farbwechsel.
Sicherheits- und Umweltaspekte: Pulverkabinen sind so konzipiert, dass sie die Sicherheit der Bediener gewährleisten und die Umweltbelastung minimieren. Dazu gehören Belüftungssysteme, Filter zur Partikelabscheidung und Schutzvorrichtungen, die den Kontakt mit dem Pulver verhindern.
Einbrennöfen
Einbrennofen Elektrisch
Der Einbrennofen ist ein unverzichtbarer Bestandteil des Pulverbeschichtungsprozesses, da er die notwendigen Temperaturen bereitstellt, um das aufgetragene Pulver zu einer harten, widerstandsfähigen Oberfläche zu verschmelzen.
Typen von Einbrennöfen:
Chargenöfen: Ideal für kleinere Produktionen oder variierende Chargengrößen. Diese Öfen sind flexibel und können unterschiedliche Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien, bei denen hohe Durchsatzraten erforderlich sind. Teile werden auf einem Förderband durch den Ofen transportiert, was eine konstante Verarbeitung ermöglicht.
Energieeffizienz und Temperatursteuerung: Moderne Einbrennöfen sind energieeffizient und bieten präzise Temperaturregelung, um gleichbleibende Beschichtungsqualität zu gewährleisten. Technologien wie Wärmerückgewinnungssysteme und fortschrittliche Isolierung tragen zur Reduzierung des Energieverbrauchs bei.
Pulvergeräte
Pulverbeschichtungspistole
Pulvergeräte sind für die Anwendung der Pulverbeschichtung unerlässlich. Sie bestehen aus verschiedenen Komponenten, die zusammenarbeiten, um das Pulver gleichmäßig und effizient auf die Oberfläche des Werkstücks aufzubringen.
Arten von Pulvergeräten:
Elektrostatische Sprühpistolen: Verwenden Hochspannung, um Pulverpartikel elektrostatisch aufzuladen, was eine gleichmäßige Verteilung und Haftung auf dem Werkstück fördert.
Pulverförderer: Transportieren das Pulver vom Vorratsbehälter zur Sprühpistole. Sie sind entscheidend für die Konsistenz und Effizienz des Beschichtungsprozesses.
Elektrostatik spielt eine zentrale Rolle bei der Pulverbeschichtung, da sie die Anziehungskraft zwischen den Pulverpartikeln und der Oberfläche erhöht und so eine gleichmäßige Beschichtung ermöglicht.
Auswahlkriterien für Pulvergeräte umfassen:
Kompatibilität: Passend für die spezifischen Anforderungen der Anwendung.
Flexibilität: Anpassungsfähigkeit an unterschiedliche Werkstückgrößen und -formen.
Effizienz: Hohe Materialausnutzung und minimierter Pulververbrauch.
Automatische Pulverbeschichtungsanlagen
Automatische Pulverbeschichtungsanlagen bieten zahlreiche Vorteile, insbesondere in Bezug auf Effizienz und Konsistenz. Sie sind ideal für Großserienproduktionen und tragen zur Senkung der Betriebskosten bei.
Vorteile der Automatisierung:
Erhöhte Produktivität: Automatische Systeme können kontinuierlich arbeiten und so die Produktionskapazität erheblich steigern.
Gleichbleibende Qualität: Minimierung von Fehlern und Variabilität durch präzise Steuerung der Beschichtungsparameter.
Kostenersparnis: Reduzierung der Arbeitskosten und des Materialverbrauchs durch optimierte Prozesse.
Komponenten und Funktionsweise:
Fördersysteme: Transportieren Werkstücke automatisch durch den Beschichtungsprozess.
Automatische Sprühpistolen: Verteilen das Pulver gleichmäßig auf den Werkstücken.
Integrierte Steuerungssysteme: Überwachen und steuern alle Aspekte des Beschichtungsprozesses, einschließlich Temperatur, Sprühzeit und Pulvermenge.
Ersatzteile für Pulverbeschichtungsanlagen
Ersatzteile sind entscheidend für die Wartung und Langlebigkeit von Pulverbeschichtungsanlagen. Regelmäßige Wartung und der rechtzeitige Austausch von Verschleißteilen sind unerlässlich, um Ausfallzeiten zu minimieren und die Effizienz der Anlagen aufrechtzuerhalten.
Wichtige Ersatzteile und ihre Funktionen:
Sprühdüsen: Stellen die gleichmäßige Verteilung des Pulvers sicher.
Filter: Entfernen überschüssige Pulverpartikel aus der Kabinenluft.
Förderbänder: Transportieren die Werkstücke durch den Beschichtungsprozess.
Wartung und Instandhaltung:
Regelmäßige Inspektionen: Identifizieren potenzielle Probleme frühzeitig und ermöglichen rechtzeitige Reparaturen.
Ersatzteilmanagement: Sicherstellung der Verfügbarkeit von Ersatzteilen zur Minimierung von Ausfallzeiten.
Zukunft der Pulverbeschichtungstechnologie
Pulverfördersystem
Die Pulverbeschichtungstechnologie entwickelt sich kontinuierlich weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Zu den wichtigsten Trends und Entwicklungen gehören:
Nachhaltigkeit: Einsatz umweltfreundlicher Materialien und Verfahren zur Reduzierung des ökologischen Fußabdrucks.
Fortschrittliche Materialien: Entwicklung neuer Pulverformeln, die verbesserte Eigenschaften wie Korrosionsbeständigkeit und UV-Stabilität bieten.
Digitalisierung: Integration von IoT und datenbasierten Lösungen zur Optimierung des Beschichtungsprozesses und zur Verbesserung der Qualitätssicherung.
Fazit
Pulverbeschichtungsanlagen und ihre Komponenten sind ein wesentlicher Bestandteil moderner Produktionsprozesse. Sie bieten eine umweltfreundliche, effiziente und langlebige Lösung für die Oberflächenveredelung. Durch die ständige Weiterentwicklung der Technologie und den Einsatz von Automatisierung können Unternehmen ihre Effizienz steigern und gleichzeitig die Qualität ihrer Produkte sicherstellen.
Ich hoffe, dieser umfassende Überblick über Pulverbeschichtungsanlagen und verwandte Komponenten ist hilfreich. Wenn Sie weitere Informationen oder spezifische Details zu einem bestimmten Abschnitt wünschen, lassen Sie es mich bitte wissen!
Wie lange hält Pulverbeschichtung?
Aktuelle Entwicklungen und Innovationen
Die Haltbarkeit einer Pulverbeschichtung kann je nach Anwendung, Umgebung und Qualität der Beschichtung stark variieren. Hier sind einige Faktoren, die die Lebensdauer einer Pulverbeschichtung beeinflussen können:
Faktoren, die die Haltbarkeit beeinflussen:
Qualität des Pulvers:
Pulverformulierung: Hochwertige Pulverlacke bieten in der Regel eine längere Haltbarkeit und bessere Widerstandsfähigkeit gegen Umwelteinflüsse.
UV-Stabilität: Speziell formulierte Pulverlacke mit UV-Schutz verlängern die Lebensdauer bei Anwendungen im Freien.
Vorbereitung der Oberfläche:
Reinigung: Eine gründliche Reinigung der Oberfläche vor der Beschichtung ist entscheidend, um eine gute Haftung des Pulvers zu gewährleisten.
Vorbehandlung: Verfahren wie das Phosphatieren oder Sandstrahlen verbessern die Haftung und Korrosionsbeständigkeit.
Bedingungen der Anwendung:
Innen- vs. Außenanwendung: Pulverbeschichtungen im Innenbereich können Jahrzehnte halten, während Beschichtungen im Außenbereich stärker durch UV-Strahlung, Feuchtigkeit und Temperaturschwankungen beansprucht werden.
Mechanische Belastung: Starke mechanische Belastungen oder Abnutzung können die Lebensdauer der Beschichtung verkürzen.
Betriebsumgebung:
Korrosive Umgebungen: In Industriegebieten oder maritimen Umgebungen kann die Lebensdauer aufgrund der erhöhten Korrosionsgefahr kürzer sein.
Witterungseinflüsse: Regionen mit extremen Wetterbedingungen können die Lebensdauer der Pulverbeschichtung verkürzen.
Beschichtungsdicke:
Eine angemessene Schichtdicke ist wichtig, um eine gleichmäßige Abdeckung und ausreichenden Schutz zu gewährleisten.
Typische Lebensdauer
Innenanwendungen: Pulverbeschichtungen, die in Innenbereichen aufgebracht werden, können oft 15-20 Jahre oder länger halten, da sie weniger extremen Bedingungen ausgesetzt sind.
Außenanwendungen: Bei Außenanwendungen hängt die Lebensdauer stark von den Umweltbedingungen ab, kann jedoch typischerweise zwischen 5 und 10 Jahren liegen. Hochwertige Pulverbeschichtungen, die speziell für den Außenbereich entwickelt wurden, können bis zu 15 Jahre oder länger halten, wenn sie regelmäßig gewartet werden.
Industrieanwendungen: In industriellen Anwendungen, die häufig aggressiven Chemikalien oder starker mechanischer Beanspruchung ausgesetzt sind, kann die Lebensdauer kürzer sein und erfordert häufigere Inspektionen und Wartungen.
Verlängerung der Haltbarkeit
Um die Lebensdauer der Pulverbeschichtung zu maximieren, sind folgende Maßnahmen empfehlenswert:
Regelmäßige Inspektion und Wartung: Frühe Erkennung von Schäden und rechtzeitige Reparaturen können die Haltbarkeit erheblich verlängern.
Vermeidung von physikalischen Schäden: Sorgfältiger Umgang mit beschichteten Oberflächen reduziert das Risiko von Kratzern und Abplatzungen.
Schutz vor chemischen Einflüssen: Vermeidung von Kontakt mit aggressiven Chemikalien und Reinigungsmitteln, die die Beschichtung angreifen könnten.
Fazit
Die Pulverbeschichtung ist eine langlebige und widerstandsfähige Methode zur Oberflächenveredelung, die bei richtiger Anwendung und Wartung viele Jahre halten kann. Die tatsächliche Lebensdauer hängt jedoch von zahlreichen Faktoren ab, einschließlich der Qualität des Pulvers, der Vorbereitung der Oberfläche und den Umgebungsbedingungen, denen die beschichteten Teile ausgesetzt sind.
Wartungstipps für Anlagen
Pulverpistole
Um die Langlebigkeit und Effizienz von Pulverbeschichtungsanlagen zu gewährleisten, ist eine regelmäßige Wartung entscheidend. Hier sind einige Wartungstipps, die Ihnen helfen, die Leistung Ihrer Anlagen zu maximieren und Ausfallzeiten zu minimieren:
1. Allgemeine Inspektion
Regelmäßige Überprüfungen: Führen Sie wöchentliche oder monatliche Inspektionen der gesamten Anlage durch, um sicherzustellen, dass alle Komponenten ordnungsgemäß funktionieren.
Sichtprüfung: Überprüfen Sie auf sichtbare Abnutzung, Schäden oder lose Teile, die die Funktion beeinträchtigen könnten.
2. Pulverkabinen
Filterwartung:
Reinigung oder Austausch: Reinigen oder ersetzen Sie die Filter regelmäßig, um eine effiziente Luftführung und Partikelabscheidung zu gewährleisten.
Filtertypen beachten: Verwenden Sie immer die vom Hersteller empfohlenen Filtertypen.
Kabinenreinigung:
Regelmäßige Reinigung: Halten Sie die Kabinenwände und -böden sauber, um Ansammlungen von überschüssigem Pulver zu vermeiden.
Staubabsaugung: Stellen Sie sicher, dass die Absauganlage regelmäßig geleert und gewartet wird, um eine optimale Funktion zu gewährleisten.
3. Einbrennöfen
Temperaturüberwachung:
Regelmäßige Kalibrierung: Überprüfen Sie regelmäßig die Kalibrierung der Temperatursteuerung, um eine gleichbleibende Beschichtungsqualität sicherzustellen.
Thermoelemente prüfen: Überprüfen Sie die Thermoelemente auf Genauigkeit und Funktionstüchtigkeit.
Ofenreinigung:
Innenreinigung: Entfernen Sie regelmäßig Rückstände und Ablagerungen im Inneren des Ofens, um die Effizienz zu erhalten.
Dichtungen überprüfen: Überprüfen Sie die Dichtungen an Türen und Durchgängen auf Abnutzung und tauschen Sie sie bei Bedarf aus.
4. Pulvergeräte
Sprühpistolenwartung:
Düsenreinigung: Reinigen Sie die Düsen regelmäßig, um Verstopfungen und ungleichmäßige Sprühmuster zu vermeiden.
Ersatzteile prüfen: Halten Sie Ersatzdüsen und andere Verschleißteile bereit, um Ausfallzeiten zu minimieren.
Pulverförderer:
Reinigungsintervalle: Reinigen Sie die Pulverförderer, um Blockaden zu verhindern und eine gleichmäßige Pulverzufuhr zu gewährleisten.
Antriebssysteme warten: Überprüfen Sie regelmäßig die Antriebe und Lager auf Verschleiß und tauschen Sie sie bei Bedarf aus.
5. Fördersysteme
Kettenspannung und Schmierung:
Spannung überprüfen: Kontrollieren Sie die Spannung der Förderketten und passen Sie sie bei Bedarf an, um einen reibungslosen Betrieb zu gewährleisten.
Schmierung: Schmieren Sie alle beweglichen Teile regelmäßig, um Verschleiß zu minimieren.
Lagerwartung:
Überprüfung der Lager: Überprüfen Sie die Lager auf Abnutzung und tauschen Sie sie bei Bedarf aus.
Schmiermittel verwenden: Verwenden Sie die vom Hersteller empfohlenen Schmiermittel, um die Lebensdauer der Lager zu verlängern.
6. Automatisierte Systeme
Steuerungssysteme:
Software-Updates: Halten Sie die Software der Steuerungssysteme auf dem neuesten Stand, um Effizienz und Sicherheit zu gewährleisten.
Fehlerprotokollierung: Überwachen Sie Fehlerprotokolle, um potenzielle Probleme frühzeitig zu erkennen.
Sensoren und Aktoren:
Funktionsprüfung: Überprüfen Sie regelmäßig die Sensoren und Aktoren auf ihre Funktionsfähigkeit und ersetzen Sie defekte Teile.
Kalibrierung: Führen Sie regelmäßige Kalibrierungen durch, um die Genauigkeit der automatisierten Systeme zu gewährleisten.
7. Ersatzteile und Lagerhaltung
Ersatzteilmanagement:
Bestandskontrolle: Führen Sie eine genaue Bestandskontrolle der Ersatzteile, um Ausfallzeiten durch fehlende Teile zu vermeiden.
Qualität der Ersatzteile: Verwenden Sie stets hochwertige Originalersatzteile, um die Funktionalität der Anlagen zu gewährleisten.
8. Schulung des Personals
Regelmäßige Schulungen: Schulen Sie Ihr Personal regelmäßig in der Bedienung und Wartung der Anlagen, um Bedienfehler zu vermeiden und die Sicherheit zu erhöhen.
Notfallverfahren: Stellen Sie sicher, dass alle Mitarbeiter mit den Notfallverfahren vertraut sind, um im Falle eines Ausfalls schnell reagieren zu können.
9. Dokumentation
Wartungsprotokolle: Führen Sie detaillierte Wartungsprotokolle, um den Wartungsverlauf und alle durchgeführten Arbeiten zu dokumentieren.
Checklisten verwenden: Nutzen Sie Wartungschecklisten, um sicherzustellen, dass alle erforderlichen Maßnahmen regelmäßig durchgeführt werden.
Fazit
Durch die Einhaltung dieser Wartungstipps können Sie die Effizienz und Lebensdauer Ihrer Pulverbeschichtungsanlagen maximieren. Eine gut gewartete Anlage führt zu einer höheren Produktqualität, weniger Ausfallzeiten und einer längeren Lebensdauer der Geräte. Regelmäßige Wartung ist eine Investition, die sich durch verbesserte Leistung und geringere Betriebskosten auszahlt.
Automatisierungsoptionen
Automatische Pulverbeschichtungsanlage
Automatisierungsoptionen in der Pulverbeschichtung bieten zahlreiche Vorteile, darunter erhöhte Effizienz, gleichbleibende Qualität und reduzierte Betriebskosten. Im Folgenden werden verschiedene Automatisierungsoptionen erläutert, die in modernen Pulverbeschichtungsanlagen eingesetzt werden können:
1. Automatische Sprühsysteme
Automatische Sprühsysteme sind eine wesentliche Komponente für die Automatisierung der Pulverbeschichtung und bieten präzise und gleichmäßige Beschichtungen. Sie bestehen aus mehreren automatisierten Sprühpistolen, die auf robotergesteuerten Armen montiert sind.
Robotergestützte Sprühpistolen: Diese Pistolen sind an Roboterarmen befestigt, die programmierbar sind, um komplexe Bewegungsmuster auszuführen und die Sprühwinkel für unterschiedliche Werkstückgeometrien zu optimieren.
Pulvermengensteuerung: Automatisierte Systeme ermöglichen die genaue Steuerung der Pulvermengen, was zu einer gleichmäßigen Schichtdicke und weniger Abfall führt.
Adaptive Technologie: Moderne Systeme nutzen Sensoren, um die Werkstückgeometrie in Echtzeit zu erfassen und die Sprühmuster entsprechend anzupassen.
2. Fördersysteme
Automatisierte Fördersysteme transportieren die Werkstücke durch die verschiedenen Phasen des Beschichtungsprozesses und tragen dazu bei, den Durchsatz zu erhöhen.
Overhead-Fördersysteme: Diese Systeme transportieren die Teile über Kopf durch die Kabinen und Öfen, was den Bodenraum frei hält und die Effizienz erhöht.
Ketten- und Schienensysteme: Förderbänder und Schienensysteme bieten Flexibilität bei der Gestaltung der Produktionslinie und können an unterschiedliche Anforderungen angepasst werden.
Variable Geschwindigkeit: Einige Fördersysteme ermöglichen die Anpassung der Geschwindigkeit je nach Werkstückgröße und Prozessanforderungen.
3. Einbrennöfen mit Automatisierung
Einbrennöfen können durch Automatisierung effizienter und präziser arbeiten, was die Qualität der Beschichtung verbessert.
Automatisierte Temperaturregelung: Intelligente Steuerungssysteme passen die Ofentemperatur in Echtzeit an, um die optimale Aushärtung der Pulverbeschichtung zu gewährleisten.
Zeitschaltuhren und Sensoren: Integrierte Timer und Sensoren helfen dabei, den Aushärtungsprozess genau zu überwachen und die Energieeffizienz zu maximieren.
Automatische Türsteuerung: Automatische Türen öffnen und schließen sich synchron mit dem Ein- und Ausgang der Werkstücke, um den Wärmeverlust zu minimieren.
4. Qualitätskontrollsysteme
Automatisierte Qualitätskontrollsysteme sorgen dafür, dass die Beschichtungen den festgelegten Standards entsprechen und verringern den Bedarf an manueller Inspektion.
Visuelle Inspektionssysteme: Kameras und Bildverarbeitungstechnologien prüfen die Beschichtungsqualität und identifizieren sofort Fehler oder Unregelmäßigkeiten.
Schichtdickenmessung: Berührungslose Messsysteme können die Dicke der Pulverbeschichtung präzise messen und Daten zur weiteren Analyse bereitstellen.
Echtzeit-Datenanalyse: Datenerfassungs- und Analysesysteme ermöglichen die Überwachung des gesamten Prozesses und helfen bei der Identifizierung von Optimierungspotenzialen.
5. Software-Integration
Softwarelösungen spielen eine entscheidende Rolle bei der Automatisierung, indem sie verschiedene Systeme integrieren und den Betrieb effizienter gestalten.
Leitsysteme (SCADA): Supervisory Control and Data Acquisition (SCADA) Systeme bieten eine zentrale Steuerung und Überwachung aller Anlagenkomponenten.
IoT-Integration: Internet of Things (IoT) Technologien ermöglichen die Vernetzung der Geräte und die Fernüberwachung sowie -steuerung der Prozesse.
Produktionsmanagement-Software: Diese Softwarelösungen helfen bei der Planung und Verwaltung von Produktionsabläufen, indem sie Daten aus verschiedenen Quellen konsolidieren.
6. Automatisierte Farbwechsel
Für Betriebe, die häufige Farbwechsel durchführen müssen, bieten automatisierte Farbwechselsysteme erhebliche Vorteile.
Schneller Farbwechsel: Automatisierte Systeme reduzieren die Zeit, die für den Farbwechsel benötigt wird, was die Produktionsausfallzeiten minimiert.
Minimierung von Pulverabfall: Durch den Einsatz von selbstreinigenden Sprühpistolen und Kabinen wird der Pulververbrauch optimiert.
7. Wartungsautomatisierung
Auch die Wartung von Anlagen kann automatisiert werden, um die Betriebszeiten zu maximieren und unvorhergesehene Ausfälle zu reduzieren.
Vorausschauende Wartung: Sensoren überwachen den Zustand der Anlagenkomponenten in Echtzeit und prognostizieren Wartungsbedarf, bevor Probleme auftreten.
Automatisierte Fehlerdiagnose: Diagnose-Tools identifizieren Probleme und bieten Lösungsvorschläge, die die Wartungseffizienz erhöhen.
Vorteile der Automatisierung in der Pulverbeschichtung
Erhöhte Produktivität: Automatisierte Systeme ermöglichen eine höhere Produktionsrate bei gleichzeitig konsistenter Qualität.
Geringere Betriebskosten: Durch die Optimierung des Materialverbrauchs und die Reduzierung des Arbeitsaufwands senken Automatisierungssysteme die Betriebskosten.
Verbesserte Qualität: Gleichbleibende Beschichtungsqualität und reduzierte Fehlerraten durch präzise Steuerung und Überwachung.
Umweltfreundlichkeit: Automatisierung reduziert den Pulverabfall und verbessert die Energieeffizienz der Anlagen.
Fazit
Automatisierungsoptionen in der Pulverbeschichtung bieten eine Vielzahl von Vorteilen und sind entscheidend für die Steigerung der Effizienz und Qualität in der Produktion. Die Integration von Robotik, fortschrittlicher Software und intelligenter Steuerung ermöglicht es Unternehmen, wettbewerbsfähig zu bleiben und gleichzeitig die Umweltbelastung zu reduzieren. Die Entscheidung für die richtige Kombination von Automatisierungstechnologien hängt von den spezifischen Anforderungen und Zielen des Unternehmens ab.
Automatisierungsvorteile
Die Stahlkabine für Pulverbeschichtung
Automatisierung in der Pulverbeschichtungsindustrie bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion steigern können. Hier sind die wichtigsten Vorteile der Automatisierung erklärt:
1. Erhöhte Effizienz
Höhere Produktionsraten: Automatisierte Systeme können kontinuierlich ohne Unterbrechungen arbeiten, was zu höheren Durchsatzraten führt. Dies bedeutet, dass mehr Teile in kürzerer Zeit beschichtet werden können, was die Gesamtproduktivität steigert.
Schnellere Zykluszeiten: Automatisierung reduziert die Bearbeitungszeit pro Werkstück erheblich, da Maschinen schneller und präziser arbeiten können als Menschen.
Minimierte Stillstandszeiten: Automatisierte Wartung und vorausschauende Diagnose minimieren ungeplante Ausfallzeiten, was die Verfügbarkeit der Anlage erhöht.
2. Gleichbleibende Qualität
Präzise Beschichtungsanwendung: Automatisierte Sprühsysteme sorgen für eine gleichmäßige Schichtdicke und reduzieren menschliche Fehler, die zu Qualitätsabweichungen führen können.
Wiederholgenauigkeit: Automatisierte Systeme wiederholen dieselben Bewegungen und Prozesse mit hoher Genauigkeit, was zu konsistenter Produktqualität führt, unabhängig von der Produktionsmenge.
Echtzeit-Qualitätskontrolle: Durch den Einsatz von Sensoren und Kameras können automatisierte Systeme kontinuierlich die Qualität der Beschichtung überwachen und sofort Anpassungen vornehmen.
3. Reduzierte Betriebskosten
Materialeinsparungen: Automatisierung optimiert den Einsatz von Pulvermaterialien, wodurch Abfall reduziert und die Materialnutzung verbessert wird.
Geringere Arbeitskosten: Der Bedarf an manueller Arbeit wird verringert, was die Personalkosten senkt. Mitarbeiter können in anderen Bereichen eingesetzt werden, wo menschliches Urteilsvermögen und Kreativität erforderlich sind.
Energieeffizienz: Automatisierte Systeme sind oft energieeffizienter, da sie optimierte Prozesse und Technologien verwenden, um den Energieverbrauch zu minimieren.
4. Verbesserte Sicherheit
Reduzierte Exposition gegenüber Gefahrenstoffen: Automatisierung minimiert den direkten Kontakt der Mitarbeiter mit potenziell gefährlichen Chemikalien und Pulvern, was das Risiko von Gesundheitsproblemen reduziert.
Sicherheitsüberwachung: Automatisierte Anlagen sind häufig mit Sicherheitssensoren ausgestattet, die Unfälle verhindern und im Notfall schnelle Reaktionen ermöglichen.
Ergonomische Vorteile: Mitarbeiter müssen weniger körperlich anspruchsvolle Aufgaben erledigen, was das Risiko von arbeitsbedingten Verletzungen verringert.
5. Flexibilität und Anpassungsfähigkeit
Schnelle Anpassung an Produktänderungen: Automatisierte Systeme können schnell neu programmiert werden, um auf Änderungen im Produktdesign oder der Produktion umzustellen, was die Flexibilität erhöht.
Einfache Integration neuer Technologien: Durch modulare Designs können neue Technologien oder Prozesse problemlos in bestehende Systeme integriert werden.
Vielfältige Anwendungsmöglichkeiten: Automatisierung kann an eine Vielzahl von Werkstückgrößen, -formen und -materialien angepasst werden, was die Vielseitigkeit der Produktion erhöht.
6. Nachhaltigkeit und Umweltfreundlichkeit
Reduzierung von Abfall und Emissionen: Automatisierte Systeme optimieren den Materialverbrauch und reduzieren den Überspray, was zu weniger Abfall und geringeren Emissionen führt.
Ressourceneffizienz: Durch die optimale Nutzung von Energie und Materialien tragen automatisierte Systeme zu nachhaltigeren Produktionsprozessen bei.
Verbesserte Umweltbilanz: Unternehmen können ihre Umweltziele leichter erreichen und ihre ökologische Verantwortung wahrnehmen.
7. Daten- und Prozessoptimierung
Datengesteuerte Entscheidungsfindung: Automatisierte Systeme sammeln kontinuierlich Daten, die zur Analyse und Optimierung der Produktionsprozesse verwendet werden können.
Prozessoptimierung durch IoT: Internet of Things (IoT) Technologien ermöglichen die Echtzeitüberwachung und -steuerung von Prozessen, was die Effizienz und Transparenz erhöht.
Vorausschauende Wartung: Durch die Analyse von Maschinendaten können Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Ausfällen führen.
Fazit
Die Automatisierung in der Pulverbeschichtung bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion erheblich steigern. Durch den Einsatz modernster Technologien können Unternehmen ihre Betriebskosten senken, die Produktsicherheit erhöhen und gleichzeitig ihre Umweltbilanz verbessern. Die Investition in Automatisierungslösungen zahlt sich langfristig durch höhere Produktivität, verbesserte Qualität und größere Flexibilität aus. Unternehmen, die Automatisierungstechnologien integrieren, positionieren sich besser im Wettbewerb und sind in der Lage, schneller auf Marktveränderungen zu reagieren.
Beispiele für Automatisierung
Hubgerät für Pulverbeschichtung
Hier sind einige konkrete Beispiele für Automatisierung in der Pulverbeschichtungsindustrie, die verdeutlichen, wie moderne Technologien den Beschichtungsprozess optimieren und verbessern können:
1. Robotergesteuerte Sprühapplikationen
Automatisierte Spritzroboter: Diese Roboterarme sind mit elektrostatischen Sprühpistolen ausgestattet und können komplexe Bewegungsmuster programmieren, um Teile unterschiedlicher Formen und Größen effizient zu beschichten. Durch die Robotersteuerung wird eine gleichmäßige Schichtdicke erreicht, und es gibt weniger Overspray.Beispiel: In der Automobilindustrie werden Karosserieteile oft mit robotergestützten Sprühsystemen beschichtet, um eine gleichmäßige und hochwertige Oberfläche zu gewährleisten. Ein Unternehmen wie ABB Robotics bietet Lösungen, die auf die spezifischen Anforderungen der Automobilindustrie zugeschnitten sind.
2. Automatische Fördersysteme
Overhead-Kettenförderer: Diese Systeme transportieren die Teile durch verschiedene Prozessschritte wie Reinigung, Beschichtung und Aushärtung. Sie ermöglichen einen kontinuierlichen Produktionsfluss und minimieren manuelle Eingriffe.Beispiel: Bei der Herstellung von Metallmöbeln werden Teile oft auf Förderbändern bewegt, die sie durch alle Beschichtungsphasen führen. Unternehmen wie Nordson bieten komplexe Fördersysteme an, die an verschiedene Produktionslayouts angepasst werden können.
3. Automatisierte Farbwechselsysteme
Schnellwechselkabinen: Diese Kabinen sind darauf ausgelegt, den Farbwechselprozess zu beschleunigen. Sie verfügen über automatische Reinigungszyklen und programmierbare Steuerungen, die den Farbwechsel effizienter machen.Beispiel: In der Fahrradindustrie, wo häufig Farbvarianten angeboten werden, nutzen Hersteller automatisierte Systeme, um den Farbwechsel schnell durchzuführen, ohne die Produktion zu verlangsamen. Systeme von Gema Switzerland bieten automatische Farbwechseltechnologien, die in der Branche weit verbreitet sind.
4. Intelligente Einbrennöfen
Automatisierte Temperatur- und Zeitsteuerung: Einbrennöfen sind mit Sensoren ausgestattet, die die Temperatur und den Durchsatz in Echtzeit überwachen und anpassen, um die optimale Aushärtung der Beschichtung zu gewährleisten.Beispiel: In der Elektronikindustrie, wo präzise Temperaturkontrollen entscheidend sind, verwenden Hersteller automatisierte Öfen, um die empfindlichen Komponenten richtig zu behandeln. Unternehmen wie Despatch Industries bieten Öfen an, die auf solche spezifischen Anforderungen abgestimmt sind.
5. Echtzeit-Qualitätskontrollsysteme
Vision-Systeme für die Inspektion: Kameras und Bildverarbeitungstechnologien erfassen die Beschichtungsqualität in Echtzeit, erkennen Fehler und ermöglichen sofortige Korrekturmaßnahmen.Beispiel: In der Luftfahrtindustrie, wo höchste Qualitätsstandards gelten, werden Vision-Systeme eingesetzt, um die Beschichtungen auf Flugzeugteilen zu überprüfen. Anbieter wie Cognex bieten fortschrittliche Bildverarbeitungslösungen an, die in diesen Anwendungen genutzt werden.
6. Datenanalyse und IoT-Integration
IoT-gestützte Prozessüberwachung: Sensoren an verschiedenen Stellen der Produktionslinie sammeln Daten, die zur Optimierung des gesamten Beschichtungsprozesses genutzt werden können. IoT-Plattformen ermöglichen eine zentrale Überwachung und Anpassung der Systeme in Echtzeit.Beispiel: Ein Hersteller von landwirtschaftlichen Maschinen nutzt IoT-Daten, um die Effizienz der Pulverbeschichtungsanlage zu verbessern und Wartungszyklen zu optimieren. Unternehmen wie Siemens bieten umfassende IoT-Lösungen an, die solche Anwendungen unterstützen.
7. Vorausschauende Wartung
Condition Monitoring: Automatisierte Überwachungssysteme analysieren kontinuierlich den Zustand von Anlagenkomponenten und prognostizieren Wartungsbedarf, bevor Ausfälle auftreten.Beispiel: Ein Hersteller von Haushaltsgeräten implementiert vorausschauende Wartung, um die Lebensdauer seiner Beschichtungsanlagen zu verlängern und die Verfügbarkeit zu maximieren. Lösungen von GE Digital bieten solche Condition-Monitoring-Tools an.
8. Automatisierte Reinigungssysteme
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungszyklen, die das Entfernen von Pulverrückständen und die Vorbereitung für den nächsten Durchgang erleichtern.Beispiel: In der Herstellung von Baukomponenten, die unterschiedliche Beschichtungen erfordern, helfen selbstreinigende Systeme, die Wechselzeiten zwischen den verschiedenen Pulverlacken zu verkürzen. Systeme von Wagner bieten effiziente Reinigungsoptionen, die in solchen Anwendungen zum Einsatz kommen.
Fazit
Automatisierung in der Pulverbeschichtungsindustrie bietet vielfältige Möglichkeiten, die Produktion zu optimieren und gleichzeitig die Qualität zu steigern. Durch den Einsatz von robotergesteuerten Sprühsystemen, automatisierten Fördersystemen, intelligenten Einbrennöfen und fortschrittlichen Überwachungs- und Wartungstechnologien können Unternehmen ihre Effizienz erhöhen und ihre Wettbewerbsfähigkeit verbessern. Die Investition in Automatisierungstechnologien ermöglicht es Unternehmen, sich schnell an Marktveränderungen anzupassen und gleichzeitig ihre Produktionskosten zu senken.
Komponenten einer Komplette Pulverbeschichtungsanlage
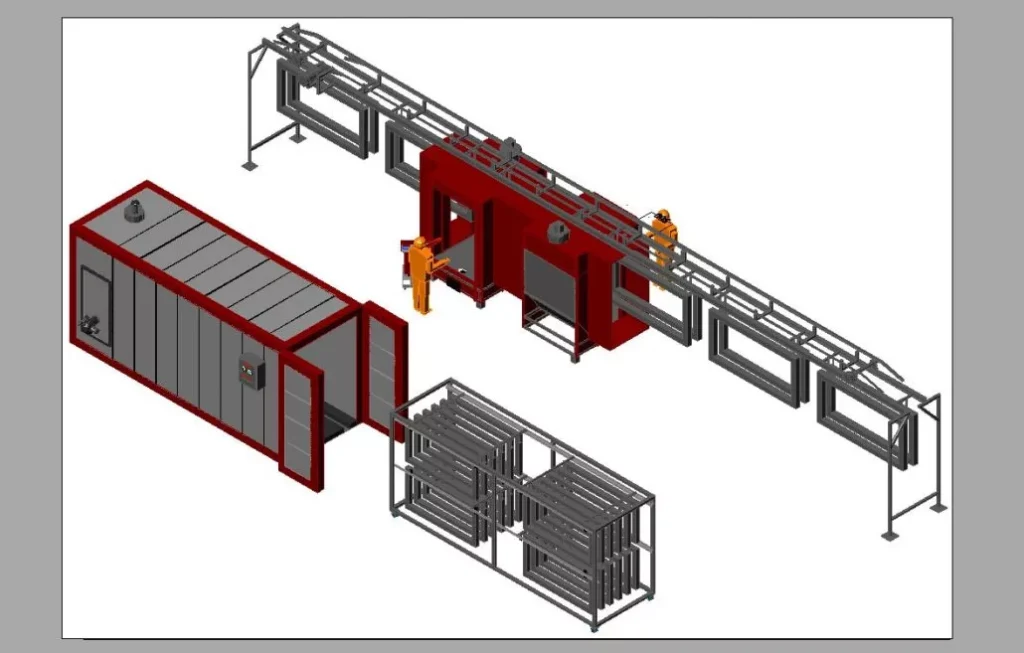
Pulverbeschichtungsanlage mit Traversen
Eine komplette Pulverbeschichtungsanlage besteht aus mehreren wesentlichen Komponenten, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu gewährleisten. Hier sind die Hauptkomponenten einer solchen Anlage und ihre Funktionen:
1. Vorbehandlungssystem
Oberflächenvorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt, um sicherzustellen, dass die Oberfläche des Werkstücks sauber und bereit für die Beschichtung ist. Die Vorbehandlung verbessert die Haftung der Pulverbeschichtung und erhöht die Korrosionsbeständigkeit.
Reinigungsstationen: Entfernen Öl, Fett, Staub und andere Verunreinigungen von der Oberfläche des Werkstücks.
Phosphatier- oder Chromatierstationen: Bilden eine Schutzschicht, die die Haftung verbessert und die Korrosionsbeständigkeit erhöht.
Spül- und Trocknungsstationen: Stellen sicher, dass das Werkstück frei von chemischen Rückständen und trocken ist, bevor es zur Beschichtung weitergeleitet wird.
2. Pulverkabinen
Automatische Pulverbeschichtungsanlage
Die Pulverkabine ist der Bereich, in dem das Pulver elektrostatisch auf die Werkstücke aufgetragen wird. Sie ist so konzipiert, dass sie eine saubere und kontrollierte Umgebung bietet, um überschüssiges Pulver effizient zurückzugewinnen.
Offene Kabinen: Geeignet für kleinere, manuelle Anwendungen, wo der Bediener direkten Zugang benötigt.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und sind effizienter bei der Kontrolle und Rückgewinnung von Overspray.
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungssysteme, die den Farbwechsel und die Wartung erleichtern.
3. Pulverauftragsgeräte
Automatisierte Pulverbeschichtung
Diese Geräte sind für die eigentliche Anwendung des Pulvers auf die Werkstücke verantwortlich und bestehen aus verschiedenen Komponenten, die den Pulverauftrag optimieren.
Elektrostatische Sprühpistolen: Laden die Pulverpartikel elektrostatisch auf, damit sie gleichmäßig auf der Werkstückoberfläche haften.
Pulverförderer: Transportieren das Pulver von den Vorratsbehältern zur Sprühpistole und sorgen für eine gleichmäßige Pulverzufuhr.
Steuerungseinheiten: Erlauben die Anpassung der Auftragsparameter wie Spannung, Pulverfluss und Sprühzeit.
4. Fördersysteme
Fördersysteme
Fördersysteme transportieren die Werkstücke durch die verschiedenen Stationen der Beschichtungsanlage, von der Vorbehandlung bis zur Aushärtung.
Kettenförderer: Bieten kontinuierliche Bewegung und sind ideal für die Massenproduktion.
Schienen- und Rollensysteme: Ermöglichen Flexibilität bei der Anordnung der Produktionslinie.
Pufferzonen: Bereiche, in denen Werkstücke zwischengelagert werden können, um den Produktionsfluss zu optimieren.
5. Einbrennöfen
Pulverofen
Einbrennöfen sind entscheidend für die Aushärtung der Pulverbeschichtung, da sie die erforderliche Wärme bereitstellen, um das Pulver zu schmelzen und eine dauerhafte Oberfläche zu schaffen.
Chargenöfen: Ideal für kleinere Produktionen mit variablen Chargengrößen; sie bieten Flexibilität und können verschiedene Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien mit hohen Durchsatzraten. Teile werden auf einem Förderband durch den Ofen transportiert.
Konvektions- und Infrarotöfen: Verschiedene Technologien bieten spezifische Vorteile in Bezug auf Aufheizgeschwindigkeit und Energieeffizienz.
6. Rückgewinnungs- und Recycling-Systeme
Zyklonrückgewinnung
Diese Systeme sind darauf ausgelegt, überschüssiges Pulver aufzufangen und wiederzuverwenden, um Abfall zu minimieren und die Effizienz zu maximieren.
Zyklonabscheider: Trennen überschüssiges Pulver aus der Luft und führen es zurück in den Beschichtungsprozess.
Filtersysteme: Entfernen Feinstaub aus der Luft und stellen sicher, dass nur saubere Luft in die Umgebung abgegeben wird.
Siebsysteme: Stellen sicher, dass nur qualitativ hochwertiges Pulver erneut verwendet wird, indem sie Verunreinigungen entfernen.
7. Steuerungs- und Überwachungssysteme
Moderne Steuerungssysteme ermöglichen die Überwachung und Anpassung aller Aspekte des Beschichtungsprozesses in Echtzeit.
Prozessleitsysteme (PLS): Überwachen und steuern den gesamten Produktionsablauf und bieten Echtzeit-Daten zur Optimierung der Prozesse.
Benutzeroberflächen: Intuitive Bedienpanels ermöglichen eine einfache Steuerung und Anpassung der Systemeinstellungen.
Datenanalyse-Tools: Erfassen und analysieren Daten zur Prozessoptimierung und Fehlererkennung.
8. Kühlzonen
Nach dem Aushärtungsprozess müssen die Werkstücke auf Raumtemperatur abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden können.
Luftkühlungssysteme: Nutzen Luftzirkulation, um die Werkstücke effizient abzukühlen.
Wasserkühlungssysteme: In speziellen Anwendungen, wo schnelle Abkühlung erforderlich ist, können Wasserkühlungssysteme eingesetzt werden.
9. Materialhandling-Systeme
Diese Systeme unterstützen das Be- und Entladen von Werkstücken und die Bewegung innerhalb der Anlage.
Robotiksysteme: Automatisierte Roboterarme, die Werkstücke präzise positionieren und handhaben.
Hubsysteme: Unterstützen beim Transport schwerer Werkstücke innerhalb der Anlage.
10. Wartungseinrichtungen
Regelmäßige Wartung ist entscheidend, um die Effizienz und Lebensdauer der Anlage zu gewährleisten.
Integrierte Wartungstools: Sensoren und Software zur vorausschauenden Wartung, die den Zustand der Anlage überwachen und Wartungsbedarf identifizieren.
Zugängliche Wartungsbereiche: Einfache Zugänglichkeit für regelmäßige Inspektionen und Reparaturen.
Fazit
Eine komplette Pulverbeschichtungsanlage besteht aus vielen Komponenten, die zusammenarbeiten, um eine effiziente, qualitativ hochwertige und umweltfreundliche Beschichtung zu gewährleisten. Jede Komponente spielt eine entscheidende Rolle im Beschichtungsprozess, von der Vorbereitung der Werkstücke bis zur Aushärtung der Beschichtung. Die Wahl der richtigen Technologien und die Integration von Automatisierungslösungen können den Betrieb optimieren und die Produktionsziele eines Unternehmens effektiv unterstützen.
Anlagengröße
Pulverauftragskammer
Die Größe von Pulverbeschichtungsanlagen kann je nach den spezifischen Anforderungen eines Unternehmens stark variieren. Die Anlagengröße hängt von mehreren Faktoren ab, darunter die Art und Größe der zu beschichtenden Werkstücke, das Produktionsvolumen und die verfügbaren räumlichen Gegebenheiten. Hier sind einige wichtige Überlegungen und Optionen zur Variation der Anlagengröße:
Faktoren, die die Anlagengröße beeinflussen
Art der zu beschichtenden Werkstücke
Kleinere Teile: Bei der Beschichtung von kleineren Teilen, wie z. B. Elektrokomponenten oder kleinen Metallteilen, können kompaktere Anlagen eingesetzt werden.
Große Werkstücke: Für größere Teile, wie Automobilkarosserien oder große Maschinenteile, sind größere Anlagen mit geräumigen Kabinen und Öfen erforderlich.
Produktionsvolumen
Kleinserienproduktion: Unternehmen, die kleinere Produktionsvolumen handhaben, können mit einfacheren und kleineren Anlagen auskommen.
Massenproduktion: Für hohe Produktionsvolumen sind größere und komplexere Anlagen notwendig, die einen kontinuierlichen Betrieb ermöglichen.
Verfügbare Fläche
Kompakte Lösungen: In begrenzten Räumlichkeiten können platzsparende Designs und integrierte Systeme genutzt werden, um den verfügbaren Platz optimal zu nutzen.
Großflächige Anlagen: In größeren Einrichtungen kann eine weitläufige Anordnung von Vorbehandlung, Beschichtung und Aushärtung erfolgen, um einen reibungslosen Produktionsablauf zu gewährleisten.
Prozessanforderungen
Vielseitigkeit: Anlagen, die verschiedene Beschichtungsarten und Materialien verarbeiten müssen, erfordern möglicherweise eine modulare Struktur, die Anpassungen erlaubt.
Spezialanforderungen: Bestimmte Anwendungen, wie z. B. die Beschichtung von hitzeempfindlichen Materialien, erfordern spezifische Anpassungen der Anlagengröße und -konfiguration.
Optionen zur Variation der Anlagengröße
1. Modulare Anlagen
Modulare Anlagen sind flexibel und können an unterschiedliche Produktionsanforderungen angepasst werden. Sie bestehen aus separaten Modulen, die nach Bedarf hinzugefügt oder entfernt werden können.
Vorteile:
Flexibilität: Einfaches Anpassen und Erweitern der Anlage, um auf wechselnde Produktionsanforderungen zu reagieren.
Kosteneffizienz: Investitionen können nach und nach getätigt werden, indem nur die notwendigen Module erworben werden.
Einfache Wartung: Einzelne Module können leicht gewartet oder ausgetauscht werden, ohne den gesamten Betrieb zu unterbrechen.
Beispiele:
Modulare Kabinen: Erlauben die Anpassung der Kabinengröße je nach Werkstückgröße.
Erweiterbare Fördersysteme: Zusätzliche Förderstrecken können hinzugefügt werden, um den Produktionsfluss zu erweitern.
2. Kompakte Anlagen
Kompakte Anlagen sind ideal für Unternehmen mit begrenztem Platzangebot oder für kleinere Produktionsvolumen.
Vorteile:
Platzsparend: Effektive Nutzung des verfügbaren Raums.
Geringere Investitionskosten: Reduzierte Anfangsinvestitionen durch den kleineren Maßstab der Anlage.
Schnellere Installation: Einfachere und schnellere Implementierung.
Beispiele:
Mini-Kabinen: Kleinere Beschichtungskabinen für spezialisierte Anwendungen.
Integrierte Systeme: Anlagen, die Vorbehandlung, Beschichtung und Aushärtung in einem kompakten Layout vereinen.
3. Großflächige Anlagen
Für Unternehmen mit hohen Produktionsanforderungen oder großen Werkstücken sind großflächige Anlagen notwendig.
Vorteile:
Hohe Kapazität: Eignen sich für die Massenproduktion und den gleichzeitigen Betrieb mehrerer Linien.
Vielseitigkeit: Möglichkeit, mehrere Prozesse gleichzeitig durchzuführen.
Effizienz: Optimierte Produktionsabläufe durch die großzügige Gestaltung der Anlage.
Beispiele:
Mehrere Kabinen und Öfen: Separate Bereiche für unterschiedliche Farben oder Materialien.
Erweiterte Fördersysteme: Lange Förderstrecken für den Transport großer oder zahlreicher Teile.
Planungsüberlegungen bei der Anlagengrößenauswahl
Zukunftsprognosen
Marktentwicklung: Berücksichtigen Sie mögliche Expansionen oder Veränderungen in der Nachfrage.
Technologische Fortschritte: Planen Sie für zukünftige Anpassungen oder Upgrades der Anlage.
Kostenüberlegungen
Anfangsinvestition vs. Betriebskosten: Wägen Sie die Anfangsinvestitionen gegen die langfristigen Betriebskosten ab.
Finanzielle Flexibilität: Planen Sie die Finanzierung der Anlage im Einklang mit den finanziellen Möglichkeiten und Zielen des Unternehmens.
Integration und Kompatibilität
Bestehende Infrastruktur: Überprüfen Sie die Kompatibilität der neuen Anlage mit bestehenden Systemen und Einrichtungen.
Erweiterungsmöglichkeiten: Planen Sie die Integration zukünftiger Erweiterungen oder Module.
Umwelt- und Sicherheitsstandards
Regulierungen: Stellen Sie sicher, dass die Anlage alle relevanten Umwelt- und Sicherheitsstandards erfüllt.
Nachhaltigkeit: Berücksichtigen Sie umweltfreundliche Technologien und Praktiken bei der Planung und dem Betrieb der Anlage.
Fazit
Die Größe einer Pulverbeschichtungsanlage kann an die spezifischen Bedürfnisse und Anforderungen eines Unternehmens angepasst werden. Durch die Auswahl der richtigen Anlagengröße und -konfiguration können Unternehmen ihre Produktionsziele effizient erreichen, die Qualität ihrer Produkte verbessern und die Betriebskosten optimieren. Ob modular, kompakt oder großflächig, jede Anlagengröße hat ihre eigenen Vorteile und Herausforderungen, die sorgfältig abgewogen werden müssen, um die besten Ergebnisse zu erzielen.
Benötigte Mitarbeiterzahl
Beschichtungseinheit
Die Anzahl der benötigten Mitarbeiter für den Betrieb einer Pulverbeschichtungsanlage hängt von mehreren Faktoren ab, darunter die Größe und Automatisierung der Anlage, das Produktionsvolumen, die Art der zu beschichtenden Werkstücke und die spezifischen betrieblichen Anforderungen. Hier sind einige Überlegungen, um die optimale Mitarbeiterzahl für den Betrieb einer Pulverbeschichtungsanlage zu bestimmen:
1. Faktoren, die die Mitarbeiterzahl beeinflussen
a. Größe der Anlage
Kleine Anlagen:
Typischerweise weniger Mitarbeiter erforderlich.
Häufig eine Mischung aus manuellen und halbautomatisierten Prozessen.
Große Anlagen:
Mehr Mitarbeiter erforderlich, insbesondere bei einer hohen Produktionskapazität.
Automatisierte Systeme können jedoch den Bedarf an Personal verringern.
b. Automatisierungsgrad
Hochautomatisierte Anlagen:
Reduzierter Bedarf an manueller Arbeit.
Erfordern jedoch technisches Personal für die Überwachung, Wartung und Programmierung der Anlagen.
Manuelle oder halbautomatisierte Anlagen:
Höherer Personalbedarf für die Bedienung und Überwachung der Anlagen.
c. Produktionsvolumen
Niedriges Produktionsvolumen:
Geringerer Personalbedarf.
Mehr Flexibilität bei der Planung von Schichten.
Hohes Produktionsvolumen:
Mehr Mitarbeiter erforderlich, um den Produktionsfluss aufrechtzuerhalten.
Möglicherweise mehrere Schichten zur Maximierung der Betriebszeit.
d. Werkstücktypen
Komplexe oder große Werkstücke:
Erfordern möglicherweise mehr Personal für die Handhabung und Inspektion.
Spezialisierte Mitarbeiter für die Anpassung der Beschichtungsparameter.
Kleine oder standardisierte Teile:
Weniger Personal für die Handhabung erforderlich.
Prozessabläufe sind oft einfacher und standardisiert.
2. Typische Rollen in einer Pulverbeschichtungsanlage
a. Produktionsmitarbeiter
Bediener der Beschichtungsanlagen:
Verantwortlich für das Auftragen der Pulverbeschichtung.
Überwachung der Qualität und Sicherstellung der richtigen Parameter.
Vorbehandlungsmitarbeiter:
Durchführung von Reinigungs- und Vorbehandlungsprozessen.
Sicherstellung, dass die Werkstücke ordnungsgemäß vorbereitet sind.
b. Technisches Personal
Wartungstechniker:
Regelmäßige Wartung und Reparatur der Anlagen.
Überwachung der Systemleistung und Durchführung von Fehlerbehebungen.
Automatisierungs- und Steuerungstechniker:
Programmierung und Überwachung automatisierter Systeme.
Anpassung der Steuerungsparameter und Optimierung der Prozesse.
c. Qualitätssicherung
Qualitätsinspektoren:
Durchführung von Qualitätskontrollen zur Sicherstellung der Einhaltung von Standards.
Verwendung von Messgeräten zur Überprüfung der Schichtdicke und Oberflächenqualität.
Prozessoptimierer:
Analyse von Produktionsdaten zur Verbesserung der Effizienz und Qualität.
Implementierung von Verbesserungsmaßnahmen.
d. Management und Verwaltung
Produktionsleiter:
Überwachung der gesamten Produktionslinie.
Koordination der Mitarbeiter und Sicherstellung der Zielerreichung.
Logistik- und Materialplaner:
Verwaltung der Materialflüsse und Bestände.
Planung der Produktion auf Basis von Nachfrage und Kapazität.
3. Beispiel einer Mitarbeiterverteilung
Hier ist ein Beispiel für die Mitarbeiterverteilung in einer mittelgroßen, teilautomatisierten Pulverbeschichtungsanlage:
Rolle
Anzahl der Mitarbeiter
Beschreibung
Bediener der Vorbehandlung
2-3
Verantwortlich für Reinigung und Vorbereitung der Werkstücke.
Pulverbeschichtungsbediener
3-4
Durchführung des Beschichtungsprozesses.
Wartungstechniker
1-2
Wartung und Reparatur der Anlagen.
Automatisierungstechniker
1-2
Überwachung der automatisierten Systeme und Prozesssteuerung.
Qualitätsinspektoren
1-2
Überprüfung der Qualität der beschichteten Teile.
Produktionsleiter
1
Leitung der Produktion und Koordination der Schichten.
Logistik- und Materialplaner
1
Verwaltung der Materialbestände und Produktionsplanung.
4. Optimierung der Mitarbeiterzahl
Um die Mitarbeiterzahl effizient zu nutzen, können Unternehmen folgende Strategien in Betracht ziehen:
Schulung und Weiterbildung: Regelmäßige Schulungen, um die Qualifikation der Mitarbeiter zu verbessern und sie auf mehrere Aufgaben vorzubereiten.
Einsatz von Zeitarbeitern: Flexible Personalplanung durch den Einsatz von Zeitarbeitskräften, um bei Bedarf Spitzenbelastungen abzufangen.
Prozessoptimierung: Einsatz von Lean-Management-Prinzipien, um Prozesse zu optimieren und den Personalbedarf zu reduzieren.
Investition in Automatisierung: Einsatz von Automatisierungstechnologien zur Reduzierung des manuellen Arbeitsaufwands und Verbesserung der Effizienz.
Fazit
Die optimale Anzahl der Mitarbeiter in einer Pulverbeschichtungsanlage hängt von vielen Faktoren ab, darunter die Größe der Anlage, der Automatisierungsgrad und das Produktionsvolumen. Durch den Einsatz von Automatisierung, Schulung und Prozessoptimierung können Unternehmen ihre Personalkosten minimieren und gleichzeitig die Effizienz und Qualität ihrer Produktion maximieren. Eine sorgfältige Planung und Anpassung der Personalressourcen ist entscheidend, um den Erfolg der Anlage zu gewährleisten.
Wir sind Hersteller von automatischer Elektrostatische Bepuderung Maschine. Guter Preis, hohe Qualität, kostenlose Beratung und lange Produktlebensdauer.
Eine elektrostatische Bepuderungsmaschine wird in der Regel als eine elektrostatische Pulverbeschichtungspistole bezeichnet. Diese Maschine verwendet elektrostatische Kräfte, um das Pulver auf die zu beschichtende Oberfläche zu übertragen.
Die Maschine besteht aus folgenden Hauptteilen:
Hochspannungsgenerator: Erzeugt eine elektrische Hochspannung, um eine elektrostatische Aufladung zu erzeugen.
Pulverbehälter: Speichert das Pulver, das auf die zu beschichtende Oberfläche aufgetragen wird.
Pumpe und Luftversorgung: Förderung des Pulvers und der Druckluft, um das Pulver aus der Pistole auszustoßen.
Pulverdüse: Eine Düse, die das Pulver in Form eines Sprühnebels ausstößt.
Steuerungseinheit: Eine elektronische Einheit, die die Pulvermenge, die Hochspannung und den Luftdruck regelt, um eine gleichmäßige Beschichtung zu gewährleisten.
Erdungskabel: Ein Kabel, das an die zu beschichtende Oberfläche angeschlossen wird, um eine elektrostatische Aufladung der Oberfläche zu verhindern.
Wenn es um Kabel und Gummibeschichtungen geht, gibt es verschiedene Arten von Gummi, die für die Beschichtung von Kabeln verwendet werden können. Einige der häufig verwendeten Gummiarten sind:
Ethylen-Propylen-Dien-Kautschuk (EPDM): Dies ist ein synthetischer Kautschuk, der für seine hervorragenden elektrischen und Wärmeisolierungseigenschaften bekannt ist. Es wird oft für die Beschichtung von Kabeln und Leitungen verwendet, um sie vor Umwelteinflüssen und Abrieb zu schützen.
Silikonkautschuk: Dies ist ein weiterer synthetischer Kautschuk, der für seine hohe Temperaturbeständigkeit und chemische Beständigkeit bekannt ist. Es wird oft für die Beschichtung von Kabeln verwendet, die in extremen Temperaturen oder aggressiven Umgebungen eingesetzt werden.
Chloropren-Kautschuk (Neopren): Dies ist ein synthetischer Kautschuk, der für seine gute Beständigkeit gegen Öl, Fett und Chemikalien bekannt ist. Es wird oft für die Beschichtung von Kabeln verwendet, die in der Industrie oder im Automobilbereich eingesetzt werden.
Die Gummi-Beschichtung von Kabeln dient dazu, sie vor Beschädigungen durch Abrieb, Feuchtigkeit, UV-Strahlen und anderen Umwelteinflüssen zu schützen. Dadurch wird sichergestellt, dass die Kabel und Leitungen eine lange Lebensdauer haben und zuverlässig funktionieren
Elektrostatische Bepuderung Maschine
Eine elektrostatische Bepuderungsmaschine ist ein Gerät, das Pulverlack auf Werkstücke aufträgt, indem es ein elektrisches Feld verwendet, um den Pulverlack an der Oberfläche des Werkstücks zu binden. Elektrostatische Bepuderungsmaschinen sind die gebräuchlichste Art von Bepuderungsmaschinen. Sie sind einfach zu bedienen und können eine gleichmäßige Beschichtung erzielen.
Funktionsweise
Eine elektrostatische Bepuderungsmaschine besteht aus folgenden Komponenten:
Pulvervorratsbehälter: Der Pulvervorratsbehälter enthält den Pulverlack.
Pulververteiler: Der Pulververteiler verteilt den Pulverlack gleichmäßig auf die Oberfläche des Werkstücks.
Elektroden: Die Elektroden erzeugen ein elektrisches Feld, das den Pulverlack an der Oberfläche des Werkstücks bindet.
Der Pulverlack wird aus dem Pulvervorratsbehälter durch den Pulververteiler auf die Oberfläche des Werkstücks verteilt. Der Pulverlack ist positiv geladen, während die Elektroden negativ geladen sind. Das elektrische Feld zieht den Pulverlack an die Oberfläche des Werkstücks.
Vorteile
Elektrostatische Bepuderungsmaschinen bieten eine Reihe von Vorteilen, darunter:
Hohe Qualität: Beschichtungen mit Pulverlack sind in der Regel von hoher Qualität.
Lange Lebensdauer: Beschichtungen mit Pulverlack haben eine lange Lebensdauer.
Korrosionsschutz: Beschichtungen mit Pulverlack bieten einen guten Korrosionsschutz.
Umweltfreundlich: Pulverlack ist umweltfreundlicher als andere Beschichtungsmethoden.
Nachteile
Elektrostatische Bepuderungsmaschinen können auch einige Nachteile haben, darunter:
Kosten: Elektrostatische Bepuderungsmaschinen können teuer sein.
Wartung: Elektrostatische Bepuderungsmaschinen erfordern eine regelmäßige Wartung.
Gesundheitsrisiko: Pulverlack kann ein Gesundheitsrisiko darstellen.
Sicherheit
Bei der Bepulverung mit einer elektrostatischen Bepuderungsmaschine ist es wichtig, die örtlichen Sicherheitsvorschriften zu beachten. Zu den wichtigsten Sicherheitsmaßnahmen bei der Bepulverung gehören:
Schutzkleidung: Tragen Sie immer Schutzkleidung, einschließlich Schutzbrille, Handschuhen und Atemschutzgerät, wenn Sie mit elektrostatischen Bepuderungsmaschinen arbeiten.
Lüftung: Stellen Sie sicher, dass der Arbeitsbereich gut belüftet ist, um die Exposition gegenüber Pulverlack zu reduzieren.
Entsorgung: Entsorgen Sie Pulverlack gemäß den örtlichen Vorschriften.
Anwendungsbereiche
Elektrostatische Bepuderungsmaschinen werden in einer Vielzahl von Branchen eingesetzt, darunter:
Automobilindustrie: Pulverbeschichtungen werden für die Beschichtung von Autos, Motorrädern und anderen Fahrzeugen verwendet.
Möbelindustrie: Pulverbeschichtungen werden für die Beschichtung von Möbeln verwendet.
Industrie: Pulverbeschichtungen werden für die Beschichtung von Industrieanlagen, Maschinen und anderen metallischen Gegenständen verwendet.
Bauindustrie: Pulverbeschichtungen werden für die Beschichtung von Baumaterialien, wie z. B. Fensterrahmen, Türen und Zäune, verwendet.
Zukunft
Elektrostatische Bepuderungsmaschinen werden in Zukunft immer wichtiger werden, da die Nachfrage nach Pulverbeschichtungen wächst. Elektrostatische Bepuderungsmaschinen werden auch innovativer und umweltfreundlicher werden.
Es wird erwartet, dass in Zukunft in folgenden Bereichen Fortschritte erzielt werden:
Automatisierung: Bepuderungsprozesse werden zunehmend automatisiert, um die Effizienz zu steigern.
Umweltverträglichkeit: Elektrostatische Bepuderungsmaschinen werden umweltfreundlicher, um die Umweltbelastung zu reduzieren.
Sicherheit: Bepuderungsprozesse werden sicherer, um die Gesundheit der Mitarbeiter zu schützen.
Die Entwicklung neuer Bepuderungsverfahren ist ein wichtiger Trend, der die Qualität und Effizienz der Pulverbeschichtung verbessern wird.
Hochspannungsgenerator
Ein Hochspannungsgenerator ist ein Gerät, das elektrische Energie von einer niedrigen Spannung auf eine hohe Spannung umwandelt. Hochspannungsgeneratoren werden in einer Vielzahl von Anwendungen eingesetzt, darunter:
Energieübertragung und -verteilung: Hochspannungsgeneratoren werden verwendet, um Strom über lange Distanzen zu übertragen und zu verteilen.
Medizintechnik: Hochspannungsgeneratoren werden in medizinischen Geräten wie Röntgenapparaten und MRT-Geräten verwendet.
Forschung und Entwicklung: Hochspannungsgeneratoren werden in der Forschung und Entwicklung für eine Vielzahl von Anwendungen eingesetzt, z. B. für die Materialprüfung und die Oberflächenbehandlung.
Funktionsweise
Hochspannungsgeneratoren arbeiten nach verschiedenen Prinzipien, aber die meisten funktionieren durch Induktion. Induktion ist ein physikalisches Phänomen, bei dem in einer Spule eine Spannung erzeugt wird, wenn sich der magnetische Fluss durch die Spule ändert.
Hochspannungsgeneratoren bestehen aus zwei Hauptkomponenten:
Primärspule: Die Primärspule ist an eine niedrige Spannung angeschlossen.
Sekundärspule: Die Sekundärspule ist an eine hohe Spannung angeschlossen.
Wenn Strom durch die Primärspule fließt, erzeugt dies ein Magnetfeld. Dieses Magnetfeld induziert eine Spannung in der Sekundärspule. Die induzierte Spannung in der Sekundärspule ist proportional zur Anzahl der Windungen in der Sekundärspule und zum Änderungstempo des magnetischen Flusses.
Vorteile
Hochspannungsgeneratoren bieten eine Reihe von Vorteilen, darunter:
Hohe Effizienz: Hochspannungsgeneratoren können elektrische Energie mit hoher Effizienz von einer niedrigen Spannung auf eine hohe Spannung umwandeln.
Hohe Leistung: Hochspannungsgeneratoren können große Mengen an elektrischer Energie mit hoher Leistung erzeugen.
Zuverlässigkeit: Hochspannungsgeneratoren sind in der Regel sehr zuverlässig und können unter schwierigen Bedingungen eingesetzt werden.
Nachteile
Hochspannungsgeneratoren können auch einige Nachteile haben, darunter:
Kosten: Hochspannungsgeneratoren können teuer sein.
Größe und Gewicht: Hochspannungsgeneratoren können groß und schwer sein.
Sicherheit: Hochspannungsgeneratoren können ein Sicherheitsrisiko darstellen, wenn sie nicht richtig gehandhabt werden.
Sicherheit
Bei der Verwendung von Hochspannungsgeneratoren ist es wichtig, die örtlichen Sicherheitsvorschriften zu beachten. Zu den wichtigsten Sicherheitsmaßnahmen bei der Verwendung von Hochspannungsgeneratoren gehören:
Schutzkleidung: Tragen Sie immer Schutzkleidung, einschließlich Schutzbrille, Handschuhen und Isolierkleidung, wenn Sie mit Hochspannungsgeneratoren arbeiten.
Lüftung: Stellen Sie sicher, dass der Arbeitsbereich gut belüftet ist, um die Exposition gegenüber Ozon und anderen Gasen zu reduzieren.
Erdung: Stellen Sie sicher, dass der Hochspannungsgenerator ordnungsgemäß geerdet ist.
Ausbildung: Stellen Sie sicher, dass Sie ordnungsgemäß in der Bedienung von Hochspannungsgeneratoren geschult sind.
Zukunft
Hochspannungsgeneratoren werden in Zukunft immer wichtiger werden, da die Nachfrage nach elektrischer Energie wächst. Hochspannungsgeneratoren werden auch innovativer und effizienter werden.
Es wird erwartet, dass in Zukunft in folgenden Bereichen Fortschritte erzielt werden:
Materialien: Hochspannungsgeneratoren werden aus neuen Materialien hergestellt, die leichter, stärker und effizienter sind.
Design: Hochspannungsgeneratoren werden neu gestaltet, um sie kompakter, leichter und effizienter zu machen.
Steuerung: Hochspannungsgeneratoren werden mit neuen Steuerungssystemen ausgestattet, die die Leistung und Effizienz verbessern.
Die Entwicklung neuer Hochspannungsgeneratoren wird die Qualität und Effizienz der Energieübertragung, der Medizintechnik und anderer Anwendungen verbessern.
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sich durch seine umweltfreundlichen Eigenschaften und Langlebigkeit der Beschichtung auszeichnet. Im Gegensatz zu herkömmlichen flüssigen Beschichtungen werden bei der Pulverbeschichtung trockene Pulverpartikel elektrostatisch auf die Oberfläche eines Werkstücks aufgebracht. Anschließend wird das Pulver in einem Ofen erhitzt, wodurch es schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Vorteile der Pulverbeschichtung umfassen:
Umweltfreundlichkeit: Keine Lösungsmittel und geringere Emissionen von flüchtigen organischen Verbindungen (VOC).
Effizienz: Hohe Materialausnutzung und weniger Abfall.
Robustheit: Gute Beständigkeit gegen chemische, mechanische und Witterungseinflüsse.
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen sind zentraler Bestandteil des Pulverbeschichtungsprozesses und umfassen die komplette Infrastruktur, die zur Anwendung von Pulverbeschichtungen erforderlich ist. Diese Anlagen sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedlichen industriellen Anforderungen gerecht zu werden.
Typen von Pulverbeschichtungsanlagen:
Manuelle Pulverbeschichtungsanlagen: Ideal für kleinere Betriebe oder spezialisierte Anwendungen, bei denen Flexibilität gefordert ist. Sie bestehen aus einer Pulverkabine, einem Pulvergerät und einem Einbrennofen.
Halbautomatische Anlagen: Kombinieren manuelle und automatische Prozesse, um eine höhere Effizienz bei mittleren Produktionsvolumina zu erreichen. Diese Anlagen bieten eine gute Balance zwischen Flexibilität und Automatisierung.
Vollautomatische Pulverbeschichtungsanlagen: Entwickelt für Großserienproduktionen. Diese Anlagen sind vollständig automatisiert und beinhalten Fördersysteme, automatische Pistolen und integrierte Steuerungssysteme, um hohe Produktionsgeschwindigkeiten und gleichbleibende Qualität zu gewährleisten.
Pulverkabinen
Pulverkabinen für Hand- und Automatikbeschichtung
Pulverkabinen sind spezielle Räume oder Gehäuse, in denen der Pulverbeschichtungsprozess stattfindet. Sie spielen eine entscheidende Rolle bei der Gewährleistung einer sauberen und kontrollierten Umgebung für die Pulverbeschichtung.
Typen von Pulverkabinen:
Offene Kabinen: Diese Kabinen sind ideal für kleine bis mittlere Anwendungen. Sie bieten einen offenen Zugang für den Bediener, sind jedoch weniger effektiv bei der Kontrolle von Overspray.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und minimieren Overspray durch integrierte Luftführungssysteme. Geschlossene Kabinen sind in der Regel effizienter und sicherer.
Selbstreinigende Kabinen: Ausgestattet mit automatischen Reinigungssystemen, die den Farbwechsel und die Wartung erleichtern. Diese Kabinen sind besonders nützlich in Anwendungen mit häufigem Farbwechsel.
Sicherheits- und Umweltaspekte: Pulverkabinen sind so konzipiert, dass sie die Sicherheit der Bediener gewährleisten und die Umweltbelastung minimieren. Dazu gehören Belüftungssysteme, Filter zur Partikelabscheidung und Schutzvorrichtungen, die den Kontakt mit dem Pulver verhindern.
Einbrennöfen
Einbrennofen Elektrisch
Der Einbrennofen ist ein unverzichtbarer Bestandteil des Pulverbeschichtungsprozesses, da er die notwendigen Temperaturen bereitstellt, um das aufgetragene Pulver zu einer harten, widerstandsfähigen Oberfläche zu verschmelzen.
Typen von Einbrennöfen:
Chargenöfen: Ideal für kleinere Produktionen oder variierende Chargengrößen. Diese Öfen sind flexibel und können unterschiedliche Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien, bei denen hohe Durchsatzraten erforderlich sind. Teile werden auf einem Förderband durch den Ofen transportiert, was eine konstante Verarbeitung ermöglicht.
Energieeffizienz und Temperatursteuerung: Moderne Einbrennöfen sind energieeffizient und bieten präzise Temperaturregelung, um gleichbleibende Beschichtungsqualität zu gewährleisten. Technologien wie Wärmerückgewinnungssysteme und fortschrittliche Isolierung tragen zur Reduzierung des Energieverbrauchs bei.
Pulvergeräte
Pulverbeschichtungspistole
Pulvergeräte sind für die Anwendung der Pulverbeschichtung unerlässlich. Sie bestehen aus verschiedenen Komponenten, die zusammenarbeiten, um das Pulver gleichmäßig und effizient auf die Oberfläche des Werkstücks aufzubringen.
Arten von Pulvergeräten:
Elektrostatische Sprühpistolen: Verwenden Hochspannung, um Pulverpartikel elektrostatisch aufzuladen, was eine gleichmäßige Verteilung und Haftung auf dem Werkstück fördert.
Pulverförderer: Transportieren das Pulver vom Vorratsbehälter zur Sprühpistole. Sie sind entscheidend für die Konsistenz und Effizienz des Beschichtungsprozesses.
Elektrostatik spielt eine zentrale Rolle bei der Pulverbeschichtung, da sie die Anziehungskraft zwischen den Pulverpartikeln und der Oberfläche erhöht und so eine gleichmäßige Beschichtung ermöglicht.
Auswahlkriterien für Pulvergeräte umfassen:
Kompatibilität: Passend für die spezifischen Anforderungen der Anwendung.
Flexibilität: Anpassungsfähigkeit an unterschiedliche Werkstückgrößen und -formen.
Effizienz: Hohe Materialausnutzung und minimierter Pulververbrauch.
Automatische Pulverbeschichtungsanlagen
Automatische Pulverbeschichtungsanlagen bieten zahlreiche Vorteile, insbesondere in Bezug auf Effizienz und Konsistenz. Sie sind ideal für Großserienproduktionen und tragen zur Senkung der Betriebskosten bei.
Vorteile der Automatisierung:
Erhöhte Produktivität: Automatische Systeme können kontinuierlich arbeiten und so die Produktionskapazität erheblich steigern.
Gleichbleibende Qualität: Minimierung von Fehlern und Variabilität durch präzise Steuerung der Beschichtungsparameter.
Kostenersparnis: Reduzierung der Arbeitskosten und des Materialverbrauchs durch optimierte Prozesse.
Komponenten und Funktionsweise:
Fördersysteme: Transportieren Werkstücke automatisch durch den Beschichtungsprozess.
Automatische Sprühpistolen: Verteilen das Pulver gleichmäßig auf den Werkstücken.
Integrierte Steuerungssysteme: Überwachen und steuern alle Aspekte des Beschichtungsprozesses, einschließlich Temperatur, Sprühzeit und Pulvermenge.
Ersatzteile für Pulverbeschichtungsanlagen
Ersatzteile sind entscheidend für die Wartung und Langlebigkeit von Pulverbeschichtungsanlagen. Regelmäßige Wartung und der rechtzeitige Austausch von Verschleißteilen sind unerlässlich, um Ausfallzeiten zu minimieren und die Effizienz der Anlagen aufrechtzuerhalten.
Wichtige Ersatzteile und ihre Funktionen:
Sprühdüsen: Stellen die gleichmäßige Verteilung des Pulvers sicher.
Filter: Entfernen überschüssige Pulverpartikel aus der Kabinenluft.
Förderbänder: Transportieren die Werkstücke durch den Beschichtungsprozess.
Wartung und Instandhaltung:
Regelmäßige Inspektionen: Identifizieren potenzielle Probleme frühzeitig und ermöglichen rechtzeitige Reparaturen.
Ersatzteilmanagement: Sicherstellung der Verfügbarkeit von Ersatzteilen zur Minimierung von Ausfallzeiten.
Zukunft der Pulverbeschichtungstechnologie
Pulverfördersystem
Die Pulverbeschichtungstechnologie entwickelt sich kontinuierlich weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Zu den wichtigsten Trends und Entwicklungen gehören:
Nachhaltigkeit: Einsatz umweltfreundlicher Materialien und Verfahren zur Reduzierung des ökologischen Fußabdrucks.
Fortschrittliche Materialien: Entwicklung neuer Pulverformeln, die verbesserte Eigenschaften wie Korrosionsbeständigkeit und UV-Stabilität bieten.
Digitalisierung: Integration von IoT und datenbasierten Lösungen zur Optimierung des Beschichtungsprozesses und zur Verbesserung der Qualitätssicherung.
Fazit
Pulverbeschichtungsanlagen und ihre Komponenten sind ein wesentlicher Bestandteil moderner Produktionsprozesse. Sie bieten eine umweltfreundliche, effiziente und langlebige Lösung für die Oberflächenveredelung. Durch die ständige Weiterentwicklung der Technologie und den Einsatz von Automatisierung können Unternehmen ihre Effizienz steigern und gleichzeitig die Qualität ihrer Produkte sicherstellen.
Ich hoffe, dieser umfassende Überblick über Pulverbeschichtungsanlagen und verwandte Komponenten ist hilfreich. Wenn Sie weitere Informationen oder spezifische Details zu einem bestimmten Abschnitt wünschen, lassen Sie es mich bitte wissen!
Wie lange hält Pulverbeschichtung?
Aktuelle Entwicklungen und Innovationen
Die Haltbarkeit einer Pulverbeschichtung kann je nach Anwendung, Umgebung und Qualität der Beschichtung stark variieren. Hier sind einige Faktoren, die die Lebensdauer einer Pulverbeschichtung beeinflussen können:
Faktoren, die die Haltbarkeit beeinflussen:
Qualität des Pulvers:
Pulverformulierung: Hochwertige Pulverlacke bieten in der Regel eine längere Haltbarkeit und bessere Widerstandsfähigkeit gegen Umwelteinflüsse.
UV-Stabilität: Speziell formulierte Pulverlacke mit UV-Schutz verlängern die Lebensdauer bei Anwendungen im Freien.
Vorbereitung der Oberfläche:
Reinigung: Eine gründliche Reinigung der Oberfläche vor der Beschichtung ist entscheidend, um eine gute Haftung des Pulvers zu gewährleisten.
Vorbehandlung: Verfahren wie das Phosphatieren oder Sandstrahlen verbessern die Haftung und Korrosionsbeständigkeit.
Bedingungen der Anwendung:
Innen- vs. Außenanwendung: Pulverbeschichtungen im Innenbereich können Jahrzehnte halten, während Beschichtungen im Außenbereich stärker durch UV-Strahlung, Feuchtigkeit und Temperaturschwankungen beansprucht werden.
Mechanische Belastung: Starke mechanische Belastungen oder Abnutzung können die Lebensdauer der Beschichtung verkürzen.
Betriebsumgebung:
Korrosive Umgebungen: In Industriegebieten oder maritimen Umgebungen kann die Lebensdauer aufgrund der erhöhten Korrosionsgefahr kürzer sein.
Witterungseinflüsse: Regionen mit extremen Wetterbedingungen können die Lebensdauer der Pulverbeschichtung verkürzen.
Beschichtungsdicke:
Eine angemessene Schichtdicke ist wichtig, um eine gleichmäßige Abdeckung und ausreichenden Schutz zu gewährleisten.
Typische Lebensdauer
Innenanwendungen: Pulverbeschichtungen, die in Innenbereichen aufgebracht werden, können oft 15-20 Jahre oder länger halten, da sie weniger extremen Bedingungen ausgesetzt sind.
Außenanwendungen: Bei Außenanwendungen hängt die Lebensdauer stark von den Umweltbedingungen ab, kann jedoch typischerweise zwischen 5 und 10 Jahren liegen. Hochwertige Pulverbeschichtungen, die speziell für den Außenbereich entwickelt wurden, können bis zu 15 Jahre oder länger halten, wenn sie regelmäßig gewartet werden.
Industrieanwendungen: In industriellen Anwendungen, die häufig aggressiven Chemikalien oder starker mechanischer Beanspruchung ausgesetzt sind, kann die Lebensdauer kürzer sein und erfordert häufigere Inspektionen und Wartungen.
Verlängerung der Haltbarkeit
Um die Lebensdauer der Pulverbeschichtung zu maximieren, sind folgende Maßnahmen empfehlenswert:
Regelmäßige Inspektion und Wartung: Frühe Erkennung von Schäden und rechtzeitige Reparaturen können die Haltbarkeit erheblich verlängern.
Vermeidung von physikalischen Schäden: Sorgfältiger Umgang mit beschichteten Oberflächen reduziert das Risiko von Kratzern und Abplatzungen.
Schutz vor chemischen Einflüssen: Vermeidung von Kontakt mit aggressiven Chemikalien und Reinigungsmitteln, die die Beschichtung angreifen könnten.
Fazit
Die Pulverbeschichtung ist eine langlebige und widerstandsfähige Methode zur Oberflächenveredelung, die bei richtiger Anwendung und Wartung viele Jahre halten kann. Die tatsächliche Lebensdauer hängt jedoch von zahlreichen Faktoren ab, einschließlich der Qualität des Pulvers, der Vorbereitung der Oberfläche und den Umgebungsbedingungen, denen die beschichteten Teile ausgesetzt sind.
Wartungstipps für Anlagen
Pulverpistole
Um die Langlebigkeit und Effizienz von Pulverbeschichtungsanlagen zu gewährleisten, ist eine regelmäßige Wartung entscheidend. Hier sind einige Wartungstipps, die Ihnen helfen, die Leistung Ihrer Anlagen zu maximieren und Ausfallzeiten zu minimieren:
1. Allgemeine Inspektion
Regelmäßige Überprüfungen: Führen Sie wöchentliche oder monatliche Inspektionen der gesamten Anlage durch, um sicherzustellen, dass alle Komponenten ordnungsgemäß funktionieren.
Sichtprüfung: Überprüfen Sie auf sichtbare Abnutzung, Schäden oder lose Teile, die die Funktion beeinträchtigen könnten.
2. Pulverkabinen
Filterwartung:
Reinigung oder Austausch: Reinigen oder ersetzen Sie die Filter regelmäßig, um eine effiziente Luftführung und Partikelabscheidung zu gewährleisten.
Filtertypen beachten: Verwenden Sie immer die vom Hersteller empfohlenen Filtertypen.
Kabinenreinigung:
Regelmäßige Reinigung: Halten Sie die Kabinenwände und -böden sauber, um Ansammlungen von überschüssigem Pulver zu vermeiden.
Staubabsaugung: Stellen Sie sicher, dass die Absauganlage regelmäßig geleert und gewartet wird, um eine optimale Funktion zu gewährleisten.
3. Einbrennöfen
Temperaturüberwachung:
Regelmäßige Kalibrierung: Überprüfen Sie regelmäßig die Kalibrierung der Temperatursteuerung, um eine gleichbleibende Beschichtungsqualität sicherzustellen.
Thermoelemente prüfen: Überprüfen Sie die Thermoelemente auf Genauigkeit und Funktionstüchtigkeit.
Ofenreinigung:
Innenreinigung: Entfernen Sie regelmäßig Rückstände und Ablagerungen im Inneren des Ofens, um die Effizienz zu erhalten.
Dichtungen überprüfen: Überprüfen Sie die Dichtungen an Türen und Durchgängen auf Abnutzung und tauschen Sie sie bei Bedarf aus.
4. Pulvergeräte
Sprühpistolenwartung:
Düsenreinigung: Reinigen Sie die Düsen regelmäßig, um Verstopfungen und ungleichmäßige Sprühmuster zu vermeiden.
Ersatzteile prüfen: Halten Sie Ersatzdüsen und andere Verschleißteile bereit, um Ausfallzeiten zu minimieren.
Pulverförderer:
Reinigungsintervalle: Reinigen Sie die Pulverförderer, um Blockaden zu verhindern und eine gleichmäßige Pulverzufuhr zu gewährleisten.
Antriebssysteme warten: Überprüfen Sie regelmäßig die Antriebe und Lager auf Verschleiß und tauschen Sie sie bei Bedarf aus.
5. Fördersysteme
Kettenspannung und Schmierung:
Spannung überprüfen: Kontrollieren Sie die Spannung der Förderketten und passen Sie sie bei Bedarf an, um einen reibungslosen Betrieb zu gewährleisten.
Schmierung: Schmieren Sie alle beweglichen Teile regelmäßig, um Verschleiß zu minimieren.
Lagerwartung:
Überprüfung der Lager: Überprüfen Sie die Lager auf Abnutzung und tauschen Sie sie bei Bedarf aus.
Schmiermittel verwenden: Verwenden Sie die vom Hersteller empfohlenen Schmiermittel, um die Lebensdauer der Lager zu verlängern.
6. Automatisierte Systeme
Steuerungssysteme:
Software-Updates: Halten Sie die Software der Steuerungssysteme auf dem neuesten Stand, um Effizienz und Sicherheit zu gewährleisten.
Fehlerprotokollierung: Überwachen Sie Fehlerprotokolle, um potenzielle Probleme frühzeitig zu erkennen.
Sensoren und Aktoren:
Funktionsprüfung: Überprüfen Sie regelmäßig die Sensoren und Aktoren auf ihre Funktionsfähigkeit und ersetzen Sie defekte Teile.
Kalibrierung: Führen Sie regelmäßige Kalibrierungen durch, um die Genauigkeit der automatisierten Systeme zu gewährleisten.
7. Ersatzteile und Lagerhaltung
Ersatzteilmanagement:
Bestandskontrolle: Führen Sie eine genaue Bestandskontrolle der Ersatzteile, um Ausfallzeiten durch fehlende Teile zu vermeiden.
Qualität der Ersatzteile: Verwenden Sie stets hochwertige Originalersatzteile, um die Funktionalität der Anlagen zu gewährleisten.
8. Schulung des Personals
Regelmäßige Schulungen: Schulen Sie Ihr Personal regelmäßig in der Bedienung und Wartung der Anlagen, um Bedienfehler zu vermeiden und die Sicherheit zu erhöhen.
Notfallverfahren: Stellen Sie sicher, dass alle Mitarbeiter mit den Notfallverfahren vertraut sind, um im Falle eines Ausfalls schnell reagieren zu können.
9. Dokumentation
Wartungsprotokolle: Führen Sie detaillierte Wartungsprotokolle, um den Wartungsverlauf und alle durchgeführten Arbeiten zu dokumentieren.
Checklisten verwenden: Nutzen Sie Wartungschecklisten, um sicherzustellen, dass alle erforderlichen Maßnahmen regelmäßig durchgeführt werden.
Fazit
Durch die Einhaltung dieser Wartungstipps können Sie die Effizienz und Lebensdauer Ihrer Pulverbeschichtungsanlagen maximieren. Eine gut gewartete Anlage führt zu einer höheren Produktqualität, weniger Ausfallzeiten und einer längeren Lebensdauer der Geräte. Regelmäßige Wartung ist eine Investition, die sich durch verbesserte Leistung und geringere Betriebskosten auszahlt.
Automatisierungsoptionen
Automatische Pulverbeschichtungsanlage
Automatisierungsoptionen in der Pulverbeschichtung bieten zahlreiche Vorteile, darunter erhöhte Effizienz, gleichbleibende Qualität und reduzierte Betriebskosten. Im Folgenden werden verschiedene Automatisierungsoptionen erläutert, die in modernen Pulverbeschichtungsanlagen eingesetzt werden können:
1. Automatische Sprühsysteme
Automatische Sprühsysteme sind eine wesentliche Komponente für die Automatisierung der Pulverbeschichtung und bieten präzise und gleichmäßige Beschichtungen. Sie bestehen aus mehreren automatisierten Sprühpistolen, die auf robotergesteuerten Armen montiert sind.
Robotergestützte Sprühpistolen: Diese Pistolen sind an Roboterarmen befestigt, die programmierbar sind, um komplexe Bewegungsmuster auszuführen und die Sprühwinkel für unterschiedliche Werkstückgeometrien zu optimieren.
Pulvermengensteuerung: Automatisierte Systeme ermöglichen die genaue Steuerung der Pulvermengen, was zu einer gleichmäßigen Schichtdicke und weniger Abfall führt.
Adaptive Technologie: Moderne Systeme nutzen Sensoren, um die Werkstückgeometrie in Echtzeit zu erfassen und die Sprühmuster entsprechend anzupassen.
2. Fördersysteme
Automatisierte Fördersysteme transportieren die Werkstücke durch die verschiedenen Phasen des Beschichtungsprozesses und tragen dazu bei, den Durchsatz zu erhöhen.
Overhead-Fördersysteme: Diese Systeme transportieren die Teile über Kopf durch die Kabinen und Öfen, was den Bodenraum frei hält und die Effizienz erhöht.
Ketten- und Schienensysteme: Förderbänder und Schienensysteme bieten Flexibilität bei der Gestaltung der Produktionslinie und können an unterschiedliche Anforderungen angepasst werden.
Variable Geschwindigkeit: Einige Fördersysteme ermöglichen die Anpassung der Geschwindigkeit je nach Werkstückgröße und Prozessanforderungen.
3. Einbrennöfen mit Automatisierung
Einbrennöfen können durch Automatisierung effizienter und präziser arbeiten, was die Qualität der Beschichtung verbessert.
Automatisierte Temperaturregelung: Intelligente Steuerungssysteme passen die Ofentemperatur in Echtzeit an, um die optimale Aushärtung der Pulverbeschichtung zu gewährleisten.
Zeitschaltuhren und Sensoren: Integrierte Timer und Sensoren helfen dabei, den Aushärtungsprozess genau zu überwachen und die Energieeffizienz zu maximieren.
Automatische Türsteuerung: Automatische Türen öffnen und schließen sich synchron mit dem Ein- und Ausgang der Werkstücke, um den Wärmeverlust zu minimieren.
4. Qualitätskontrollsysteme
Automatisierte Qualitätskontrollsysteme sorgen dafür, dass die Beschichtungen den festgelegten Standards entsprechen und verringern den Bedarf an manueller Inspektion.
Visuelle Inspektionssysteme: Kameras und Bildverarbeitungstechnologien prüfen die Beschichtungsqualität und identifizieren sofort Fehler oder Unregelmäßigkeiten.
Schichtdickenmessung: Berührungslose Messsysteme können die Dicke der Pulverbeschichtung präzise messen und Daten zur weiteren Analyse bereitstellen.
Echtzeit-Datenanalyse: Datenerfassungs- und Analysesysteme ermöglichen die Überwachung des gesamten Prozesses und helfen bei der Identifizierung von Optimierungspotenzialen.
5. Software-Integration
Softwarelösungen spielen eine entscheidende Rolle bei der Automatisierung, indem sie verschiedene Systeme integrieren und den Betrieb effizienter gestalten.
Leitsysteme (SCADA): Supervisory Control and Data Acquisition (SCADA) Systeme bieten eine zentrale Steuerung und Überwachung aller Anlagenkomponenten.
IoT-Integration: Internet of Things (IoT) Technologien ermöglichen die Vernetzung der Geräte und die Fernüberwachung sowie -steuerung der Prozesse.
Produktionsmanagement-Software: Diese Softwarelösungen helfen bei der Planung und Verwaltung von Produktionsabläufen, indem sie Daten aus verschiedenen Quellen konsolidieren.
6. Automatisierte Farbwechsel
Für Betriebe, die häufige Farbwechsel durchführen müssen, bieten automatisierte Farbwechselsysteme erhebliche Vorteile.
Schneller Farbwechsel: Automatisierte Systeme reduzieren die Zeit, die für den Farbwechsel benötigt wird, was die Produktionsausfallzeiten minimiert.
Minimierung von Pulverabfall: Durch den Einsatz von selbstreinigenden Sprühpistolen und Kabinen wird der Pulververbrauch optimiert.
7. Wartungsautomatisierung
Auch die Wartung von Anlagen kann automatisiert werden, um die Betriebszeiten zu maximieren und unvorhergesehene Ausfälle zu reduzieren.
Vorausschauende Wartung: Sensoren überwachen den Zustand der Anlagenkomponenten in Echtzeit und prognostizieren Wartungsbedarf, bevor Probleme auftreten.
Automatisierte Fehlerdiagnose: Diagnose-Tools identifizieren Probleme und bieten Lösungsvorschläge, die die Wartungseffizienz erhöhen.
Vorteile der Automatisierung in der Pulverbeschichtung
Erhöhte Produktivität: Automatisierte Systeme ermöglichen eine höhere Produktionsrate bei gleichzeitig konsistenter Qualität.
Geringere Betriebskosten: Durch die Optimierung des Materialverbrauchs und die Reduzierung des Arbeitsaufwands senken Automatisierungssysteme die Betriebskosten.
Verbesserte Qualität: Gleichbleibende Beschichtungsqualität und reduzierte Fehlerraten durch präzise Steuerung und Überwachung.
Umweltfreundlichkeit: Automatisierung reduziert den Pulverabfall und verbessert die Energieeffizienz der Anlagen.
Fazit
Automatisierungsoptionen in der Pulverbeschichtung bieten eine Vielzahl von Vorteilen und sind entscheidend für die Steigerung der Effizienz und Qualität in der Produktion. Die Integration von Robotik, fortschrittlicher Software und intelligenter Steuerung ermöglicht es Unternehmen, wettbewerbsfähig zu bleiben und gleichzeitig die Umweltbelastung zu reduzieren. Die Entscheidung für die richtige Kombination von Automatisierungstechnologien hängt von den spezifischen Anforderungen und Zielen des Unternehmens ab.
Automatisierungsvorteile
Die Stahlkabine für Pulverbeschichtung
Automatisierung in der Pulverbeschichtungsindustrie bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion steigern können. Hier sind die wichtigsten Vorteile der Automatisierung erklärt:
1. Erhöhte Effizienz
Höhere Produktionsraten: Automatisierte Systeme können kontinuierlich ohne Unterbrechungen arbeiten, was zu höheren Durchsatzraten führt. Dies bedeutet, dass mehr Teile in kürzerer Zeit beschichtet werden können, was die Gesamtproduktivität steigert.
Schnellere Zykluszeiten: Automatisierung reduziert die Bearbeitungszeit pro Werkstück erheblich, da Maschinen schneller und präziser arbeiten können als Menschen.
Minimierte Stillstandszeiten: Automatisierte Wartung und vorausschauende Diagnose minimieren ungeplante Ausfallzeiten, was die Verfügbarkeit der Anlage erhöht.
2. Gleichbleibende Qualität
Präzise Beschichtungsanwendung: Automatisierte Sprühsysteme sorgen für eine gleichmäßige Schichtdicke und reduzieren menschliche Fehler, die zu Qualitätsabweichungen führen können.
Wiederholgenauigkeit: Automatisierte Systeme wiederholen dieselben Bewegungen und Prozesse mit hoher Genauigkeit, was zu konsistenter Produktqualität führt, unabhängig von der Produktionsmenge.
Echtzeit-Qualitätskontrolle: Durch den Einsatz von Sensoren und Kameras können automatisierte Systeme kontinuierlich die Qualität der Beschichtung überwachen und sofort Anpassungen vornehmen.
3. Reduzierte Betriebskosten
Materialeinsparungen: Automatisierung optimiert den Einsatz von Pulvermaterialien, wodurch Abfall reduziert und die Materialnutzung verbessert wird.
Geringere Arbeitskosten: Der Bedarf an manueller Arbeit wird verringert, was die Personalkosten senkt. Mitarbeiter können in anderen Bereichen eingesetzt werden, wo menschliches Urteilsvermögen und Kreativität erforderlich sind.
Energieeffizienz: Automatisierte Systeme sind oft energieeffizienter, da sie optimierte Prozesse und Technologien verwenden, um den Energieverbrauch zu minimieren.
4. Verbesserte Sicherheit
Reduzierte Exposition gegenüber Gefahrenstoffen: Automatisierung minimiert den direkten Kontakt der Mitarbeiter mit potenziell gefährlichen Chemikalien und Pulvern, was das Risiko von Gesundheitsproblemen reduziert.
Sicherheitsüberwachung: Automatisierte Anlagen sind häufig mit Sicherheitssensoren ausgestattet, die Unfälle verhindern und im Notfall schnelle Reaktionen ermöglichen.
Ergonomische Vorteile: Mitarbeiter müssen weniger körperlich anspruchsvolle Aufgaben erledigen, was das Risiko von arbeitsbedingten Verletzungen verringert.
5. Flexibilität und Anpassungsfähigkeit
Schnelle Anpassung an Produktänderungen: Automatisierte Systeme können schnell neu programmiert werden, um auf Änderungen im Produktdesign oder der Produktion umzustellen, was die Flexibilität erhöht.
Einfache Integration neuer Technologien: Durch modulare Designs können neue Technologien oder Prozesse problemlos in bestehende Systeme integriert werden.
Vielfältige Anwendungsmöglichkeiten: Automatisierung kann an eine Vielzahl von Werkstückgrößen, -formen und -materialien angepasst werden, was die Vielseitigkeit der Produktion erhöht.
6. Nachhaltigkeit und Umweltfreundlichkeit
Reduzierung von Abfall und Emissionen: Automatisierte Systeme optimieren den Materialverbrauch und reduzieren den Überspray, was zu weniger Abfall und geringeren Emissionen führt.
Ressourceneffizienz: Durch die optimale Nutzung von Energie und Materialien tragen automatisierte Systeme zu nachhaltigeren Produktionsprozessen bei.
Verbesserte Umweltbilanz: Unternehmen können ihre Umweltziele leichter erreichen und ihre ökologische Verantwortung wahrnehmen.
7. Daten- und Prozessoptimierung
Datengesteuerte Entscheidungsfindung: Automatisierte Systeme sammeln kontinuierlich Daten, die zur Analyse und Optimierung der Produktionsprozesse verwendet werden können.
Prozessoptimierung durch IoT: Internet of Things (IoT) Technologien ermöglichen die Echtzeitüberwachung und -steuerung von Prozessen, was die Effizienz und Transparenz erhöht.
Vorausschauende Wartung: Durch die Analyse von Maschinendaten können Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Ausfällen führen.
Fazit
Die Automatisierung in der Pulverbeschichtung bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion erheblich steigern. Durch den Einsatz modernster Technologien können Unternehmen ihre Betriebskosten senken, die Produktsicherheit erhöhen und gleichzeitig ihre Umweltbilanz verbessern. Die Investition in Automatisierungslösungen zahlt sich langfristig durch höhere Produktivität, verbesserte Qualität und größere Flexibilität aus. Unternehmen, die Automatisierungstechnologien integrieren, positionieren sich besser im Wettbewerb und sind in der Lage, schneller auf Marktveränderungen zu reagieren.
Beispiele für Automatisierung
Hubgerät für Pulverbeschichtung
Hier sind einige konkrete Beispiele für Automatisierung in der Pulverbeschichtungsindustrie, die verdeutlichen, wie moderne Technologien den Beschichtungsprozess optimieren und verbessern können:
1. Robotergesteuerte Sprühapplikationen
Automatisierte Spritzroboter: Diese Roboterarme sind mit elektrostatischen Sprühpistolen ausgestattet und können komplexe Bewegungsmuster programmieren, um Teile unterschiedlicher Formen und Größen effizient zu beschichten. Durch die Robotersteuerung wird eine gleichmäßige Schichtdicke erreicht, und es gibt weniger Overspray.Beispiel: In der Automobilindustrie werden Karosserieteile oft mit robotergestützten Sprühsystemen beschichtet, um eine gleichmäßige und hochwertige Oberfläche zu gewährleisten. Ein Unternehmen wie ABB Robotics bietet Lösungen, die auf die spezifischen Anforderungen der Automobilindustrie zugeschnitten sind.
2. Automatische Fördersysteme
Overhead-Kettenförderer: Diese Systeme transportieren die Teile durch verschiedene Prozessschritte wie Reinigung, Beschichtung und Aushärtung. Sie ermöglichen einen kontinuierlichen Produktionsfluss und minimieren manuelle Eingriffe.Beispiel: Bei der Herstellung von Metallmöbeln werden Teile oft auf Förderbändern bewegt, die sie durch alle Beschichtungsphasen führen. Unternehmen wie Nordson bieten komplexe Fördersysteme an, die an verschiedene Produktionslayouts angepasst werden können.
3. Automatisierte Farbwechselsysteme
Schnellwechselkabinen: Diese Kabinen sind darauf ausgelegt, den Farbwechselprozess zu beschleunigen. Sie verfügen über automatische Reinigungszyklen und programmierbare Steuerungen, die den Farbwechsel effizienter machen.Beispiel: In der Fahrradindustrie, wo häufig Farbvarianten angeboten werden, nutzen Hersteller automatisierte Systeme, um den Farbwechsel schnell durchzuführen, ohne die Produktion zu verlangsamen. Systeme von Gema Switzerland bieten automatische Farbwechseltechnologien, die in der Branche weit verbreitet sind.
4. Intelligente Einbrennöfen
Automatisierte Temperatur- und Zeitsteuerung: Einbrennöfen sind mit Sensoren ausgestattet, die die Temperatur und den Durchsatz in Echtzeit überwachen und anpassen, um die optimale Aushärtung der Beschichtung zu gewährleisten.Beispiel: In der Elektronikindustrie, wo präzise Temperaturkontrollen entscheidend sind, verwenden Hersteller automatisierte Öfen, um die empfindlichen Komponenten richtig zu behandeln. Unternehmen wie Despatch Industries bieten Öfen an, die auf solche spezifischen Anforderungen abgestimmt sind.
5. Echtzeit-Qualitätskontrollsysteme
Vision-Systeme für die Inspektion: Kameras und Bildverarbeitungstechnologien erfassen die Beschichtungsqualität in Echtzeit, erkennen Fehler und ermöglichen sofortige Korrekturmaßnahmen.Beispiel: In der Luftfahrtindustrie, wo höchste Qualitätsstandards gelten, werden Vision-Systeme eingesetzt, um die Beschichtungen auf Flugzeugteilen zu überprüfen. Anbieter wie Cognex bieten fortschrittliche Bildverarbeitungslösungen an, die in diesen Anwendungen genutzt werden.
6. Datenanalyse und IoT-Integration
IoT-gestützte Prozessüberwachung: Sensoren an verschiedenen Stellen der Produktionslinie sammeln Daten, die zur Optimierung des gesamten Beschichtungsprozesses genutzt werden können. IoT-Plattformen ermöglichen eine zentrale Überwachung und Anpassung der Systeme in Echtzeit.Beispiel: Ein Hersteller von landwirtschaftlichen Maschinen nutzt IoT-Daten, um die Effizienz der Pulverbeschichtungsanlage zu verbessern und Wartungszyklen zu optimieren. Unternehmen wie Siemens bieten umfassende IoT-Lösungen an, die solche Anwendungen unterstützen.
7. Vorausschauende Wartung
Condition Monitoring: Automatisierte Überwachungssysteme analysieren kontinuierlich den Zustand von Anlagenkomponenten und prognostizieren Wartungsbedarf, bevor Ausfälle auftreten.Beispiel: Ein Hersteller von Haushaltsgeräten implementiert vorausschauende Wartung, um die Lebensdauer seiner Beschichtungsanlagen zu verlängern und die Verfügbarkeit zu maximieren. Lösungen von GE Digital bieten solche Condition-Monitoring-Tools an.
8. Automatisierte Reinigungssysteme
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungszyklen, die das Entfernen von Pulverrückständen und die Vorbereitung für den nächsten Durchgang erleichtern.Beispiel: In der Herstellung von Baukomponenten, die unterschiedliche Beschichtungen erfordern, helfen selbstreinigende Systeme, die Wechselzeiten zwischen den verschiedenen Pulverlacken zu verkürzen. Systeme von Wagner bieten effiziente Reinigungsoptionen, die in solchen Anwendungen zum Einsatz kommen.
Fazit
Automatisierung in der Pulverbeschichtungsindustrie bietet vielfältige Möglichkeiten, die Produktion zu optimieren und gleichzeitig die Qualität zu steigern. Durch den Einsatz von robotergesteuerten Sprühsystemen, automatisierten Fördersystemen, intelligenten Einbrennöfen und fortschrittlichen Überwachungs- und Wartungstechnologien können Unternehmen ihre Effizienz erhöhen und ihre Wettbewerbsfähigkeit verbessern. Die Investition in Automatisierungstechnologien ermöglicht es Unternehmen, sich schnell an Marktveränderungen anzupassen und gleichzeitig ihre Produktionskosten zu senken.
Komponenten einer Komplette Pulverbeschichtungsanlage
Pulverbeschichtungsanlage mit Traversen
Eine komplette Pulverbeschichtungsanlage besteht aus mehreren wesentlichen Komponenten, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu gewährleisten. Hier sind die Hauptkomponenten einer solchen Anlage und ihre Funktionen:
1. Vorbehandlungssystem
Oberflächenvorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt, um sicherzustellen, dass die Oberfläche des Werkstücks sauber und bereit für die Beschichtung ist. Die Vorbehandlung verbessert die Haftung der Pulverbeschichtung und erhöht die Korrosionsbeständigkeit.
Reinigungsstationen: Entfernen Öl, Fett, Staub und andere Verunreinigungen von der Oberfläche des Werkstücks.
Phosphatier- oder Chromatierstationen: Bilden eine Schutzschicht, die die Haftung verbessert und die Korrosionsbeständigkeit erhöht.
Spül- und Trocknungsstationen: Stellen sicher, dass das Werkstück frei von chemischen Rückständen und trocken ist, bevor es zur Beschichtung weitergeleitet wird.
2. Pulverkabinen
Automatische Pulverbeschichtungsanlage
Die Pulverkabine ist der Bereich, in dem das Pulver elektrostatisch auf die Werkstücke aufgetragen wird. Sie ist so konzipiert, dass sie eine saubere und kontrollierte Umgebung bietet, um überschüssiges Pulver effizient zurückzugewinnen.
Offene Kabinen: Geeignet für kleinere, manuelle Anwendungen, wo der Bediener direkten Zugang benötigt.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und sind effizienter bei der Kontrolle und Rückgewinnung von Overspray.
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungssysteme, die den Farbwechsel und die Wartung erleichtern.
3. Pulverauftragsgeräte
Automatisierte Pulverbeschichtung
Diese Geräte sind für die eigentliche Anwendung des Pulvers auf die Werkstücke verantwortlich und bestehen aus verschiedenen Komponenten, die den Pulverauftrag optimieren.
Elektrostatische Sprühpistolen: Laden die Pulverpartikel elektrostatisch auf, damit sie gleichmäßig auf der Werkstückoberfläche haften.
Pulverförderer: Transportieren das Pulver von den Vorratsbehältern zur Sprühpistole und sorgen für eine gleichmäßige Pulverzufuhr.
Steuerungseinheiten: Erlauben die Anpassung der Auftragsparameter wie Spannung, Pulverfluss und Sprühzeit.
4. Fördersysteme
Fördersysteme
Fördersysteme transportieren die Werkstücke durch die verschiedenen Stationen der Beschichtungsanlage, von der Vorbehandlung bis zur Aushärtung.
Kettenförderer: Bieten kontinuierliche Bewegung und sind ideal für die Massenproduktion.
Schienen- und Rollensysteme: Ermöglichen Flexibilität bei der Anordnung der Produktionslinie.
Pufferzonen: Bereiche, in denen Werkstücke zwischengelagert werden können, um den Produktionsfluss zu optimieren.
5. Einbrennöfen
Pulverofen
Einbrennöfen sind entscheidend für die Aushärtung der Pulverbeschichtung, da sie die erforderliche Wärme bereitstellen, um das Pulver zu schmelzen und eine dauerhafte Oberfläche zu schaffen.
Chargenöfen: Ideal für kleinere Produktionen mit variablen Chargengrößen; sie bieten Flexibilität und können verschiedene Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien mit hohen Durchsatzraten. Teile werden auf einem Förderband durch den Ofen transportiert.
Konvektions- und Infrarotöfen: Verschiedene Technologien bieten spezifische Vorteile in Bezug auf Aufheizgeschwindigkeit und Energieeffizienz.
6. Rückgewinnungs- und Recycling-Systeme
Zyklonrückgewinnung
Diese Systeme sind darauf ausgelegt, überschüssiges Pulver aufzufangen und wiederzuverwenden, um Abfall zu minimieren und die Effizienz zu maximieren.
Zyklonabscheider: Trennen überschüssiges Pulver aus der Luft und führen es zurück in den Beschichtungsprozess.
Filtersysteme: Entfernen Feinstaub aus der Luft und stellen sicher, dass nur saubere Luft in die Umgebung abgegeben wird.
Siebsysteme: Stellen sicher, dass nur qualitativ hochwertiges Pulver erneut verwendet wird, indem sie Verunreinigungen entfernen.
7. Steuerungs- und Überwachungssysteme
Moderne Steuerungssysteme ermöglichen die Überwachung und Anpassung aller Aspekte des Beschichtungsprozesses in Echtzeit.
Prozessleitsysteme (PLS): Überwachen und steuern den gesamten Produktionsablauf und bieten Echtzeit-Daten zur Optimierung der Prozesse.
Benutzeroberflächen: Intuitive Bedienpanels ermöglichen eine einfache Steuerung und Anpassung der Systemeinstellungen.
Datenanalyse-Tools: Erfassen und analysieren Daten zur Prozessoptimierung und Fehlererkennung.
8. Kühlzonen
Nach dem Aushärtungsprozess müssen die Werkstücke auf Raumtemperatur abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden können.
Luftkühlungssysteme: Nutzen Luftzirkulation, um die Werkstücke effizient abzukühlen.
Wasserkühlungssysteme: In speziellen Anwendungen, wo schnelle Abkühlung erforderlich ist, können Wasserkühlungssysteme eingesetzt werden.
9. Materialhandling-Systeme
Diese Systeme unterstützen das Be- und Entladen von Werkstücken und die Bewegung innerhalb der Anlage.
Robotiksysteme: Automatisierte Roboterarme, die Werkstücke präzise positionieren und handhaben.
Hubsysteme: Unterstützen beim Transport schwerer Werkstücke innerhalb der Anlage.
10. Wartungseinrichtungen
Regelmäßige Wartung ist entscheidend, um die Effizienz und Lebensdauer der Anlage zu gewährleisten.
Integrierte Wartungstools: Sensoren und Software zur vorausschauenden Wartung, die den Zustand der Anlage überwachen und Wartungsbedarf identifizieren.
Zugängliche Wartungsbereiche: Einfache Zugänglichkeit für regelmäßige Inspektionen und Reparaturen.
Fazit
Eine komplette Pulverbeschichtungsanlage besteht aus vielen Komponenten, die zusammenarbeiten, um eine effiziente, qualitativ hochwertige und umweltfreundliche Beschichtung zu gewährleisten. Jede Komponente spielt eine entscheidende Rolle im Beschichtungsprozess, von der Vorbereitung der Werkstücke bis zur Aushärtung der Beschichtung. Die Wahl der richtigen Technologien und die Integration von Automatisierungslösungen können den Betrieb optimieren und die Produktionsziele eines Unternehmens effektiv unterstützen.
Anlagengröße
Pulverauftragskammer
Die Größe von Pulverbeschichtungsanlagen kann je nach den spezifischen Anforderungen eines Unternehmens stark variieren. Die Anlagengröße hängt von mehreren Faktoren ab, darunter die Art und Größe der zu beschichtenden Werkstücke, das Produktionsvolumen und die verfügbaren räumlichen Gegebenheiten. Hier sind einige wichtige Überlegungen und Optionen zur Variation der Anlagengröße:
Faktoren, die die Anlagengröße beeinflussen
Art der zu beschichtenden Werkstücke
Kleinere Teile: Bei der Beschichtung von kleineren Teilen, wie z. B. Elektrokomponenten oder kleinen Metallteilen, können kompaktere Anlagen eingesetzt werden.
Große Werkstücke: Für größere Teile, wie Automobilkarosserien oder große Maschinenteile, sind größere Anlagen mit geräumigen Kabinen und Öfen erforderlich.
Produktionsvolumen
Kleinserienproduktion: Unternehmen, die kleinere Produktionsvolumen handhaben, können mit einfacheren und kleineren Anlagen auskommen.
Massenproduktion: Für hohe Produktionsvolumen sind größere und komplexere Anlagen notwendig, die einen kontinuierlichen Betrieb ermöglichen.
Verfügbare Fläche
Kompakte Lösungen: In begrenzten Räumlichkeiten können platzsparende Designs und integrierte Systeme genutzt werden, um den verfügbaren Platz optimal zu nutzen.
Großflächige Anlagen: In größeren Einrichtungen kann eine weitläufige Anordnung von Vorbehandlung, Beschichtung und Aushärtung erfolgen, um einen reibungslosen Produktionsablauf zu gewährleisten.
Prozessanforderungen
Vielseitigkeit: Anlagen, die verschiedene Beschichtungsarten und Materialien verarbeiten müssen, erfordern möglicherweise eine modulare Struktur, die Anpassungen erlaubt.
Spezialanforderungen: Bestimmte Anwendungen, wie z. B. die Beschichtung von hitzeempfindlichen Materialien, erfordern spezifische Anpassungen der Anlagengröße und -konfiguration.
Optionen zur Variation der Anlagengröße
1. Modulare Anlagen
Modulare Anlagen sind flexibel und können an unterschiedliche Produktionsanforderungen angepasst werden. Sie bestehen aus separaten Modulen, die nach Bedarf hinzugefügt oder entfernt werden können.
Vorteile:
Flexibilität: Einfaches Anpassen und Erweitern der Anlage, um auf wechselnde Produktionsanforderungen zu reagieren.
Kosteneffizienz: Investitionen können nach und nach getätigt werden, indem nur die notwendigen Module erworben werden.
Einfache Wartung: Einzelne Module können leicht gewartet oder ausgetauscht werden, ohne den gesamten Betrieb zu unterbrechen.
Beispiele:
Modulare Kabinen: Erlauben die Anpassung der Kabinengröße je nach Werkstückgröße.
Erweiterbare Fördersysteme: Zusätzliche Förderstrecken können hinzugefügt werden, um den Produktionsfluss zu erweitern.
2. Kompakte Anlagen
Kompakte Anlagen sind ideal für Unternehmen mit begrenztem Platzangebot oder für kleinere Produktionsvolumen.
Vorteile:
Platzsparend: Effektive Nutzung des verfügbaren Raums.
Geringere Investitionskosten: Reduzierte Anfangsinvestitionen durch den kleineren Maßstab der Anlage.
Schnellere Installation: Einfachere und schnellere Implementierung.
Beispiele:
Mini-Kabinen: Kleinere Beschichtungskabinen für spezialisierte Anwendungen.
Integrierte Systeme: Anlagen, die Vorbehandlung, Beschichtung und Aushärtung in einem kompakten Layout vereinen.
3. Großflächige Anlagen
Für Unternehmen mit hohen Produktionsanforderungen oder großen Werkstücken sind großflächige Anlagen notwendig.
Vorteile:
Hohe Kapazität: Eignen sich für die Massenproduktion und den gleichzeitigen Betrieb mehrerer Linien.
Vielseitigkeit: Möglichkeit, mehrere Prozesse gleichzeitig durchzuführen.
Effizienz: Optimierte Produktionsabläufe durch die großzügige Gestaltung der Anlage.
Beispiele:
Mehrere Kabinen und Öfen: Separate Bereiche für unterschiedliche Farben oder Materialien.
Erweiterte Fördersysteme: Lange Förderstrecken für den Transport großer oder zahlreicher Teile.
Planungsüberlegungen bei der Anlagengrößenauswahl
Zukunftsprognosen
Marktentwicklung: Berücksichtigen Sie mögliche Expansionen oder Veränderungen in der Nachfrage.
Technologische Fortschritte: Planen Sie für zukünftige Anpassungen oder Upgrades der Anlage.
Kostenüberlegungen
Anfangsinvestition vs. Betriebskosten: Wägen Sie die Anfangsinvestitionen gegen die langfristigen Betriebskosten ab.
Finanzielle Flexibilität: Planen Sie die Finanzierung der Anlage im Einklang mit den finanziellen Möglichkeiten und Zielen des Unternehmens.
Integration und Kompatibilität
Bestehende Infrastruktur: Überprüfen Sie die Kompatibilität der neuen Anlage mit bestehenden Systemen und Einrichtungen.
Erweiterungsmöglichkeiten: Planen Sie die Integration zukünftiger Erweiterungen oder Module.
Umwelt- und Sicherheitsstandards
Regulierungen: Stellen Sie sicher, dass die Anlage alle relevanten Umwelt- und Sicherheitsstandards erfüllt.
Nachhaltigkeit: Berücksichtigen Sie umweltfreundliche Technologien und Praktiken bei der Planung und dem Betrieb der Anlage.
Fazit
Die Größe einer Pulverbeschichtungsanlage kann an die spezifischen Bedürfnisse und Anforderungen eines Unternehmens angepasst werden. Durch die Auswahl der richtigen Anlagengröße und -konfiguration können Unternehmen ihre Produktionsziele effizient erreichen, die Qualität ihrer Produkte verbessern und die Betriebskosten optimieren. Ob modular, kompakt oder großflächig, jede Anlagengröße hat ihre eigenen Vorteile und Herausforderungen, die sorgfältig abgewogen werden müssen, um die besten Ergebnisse zu erzielen.
Benötigte Mitarbeiterzahl
Beschichtungseinheit
Die Anzahl der benötigten Mitarbeiter für den Betrieb einer Pulverbeschichtungsanlage hängt von mehreren Faktoren ab, darunter die Größe und Automatisierung der Anlage, das Produktionsvolumen, die Art der zu beschichtenden Werkstücke und die spezifischen betrieblichen Anforderungen. Hier sind einige Überlegungen, um die optimale Mitarbeiterzahl für den Betrieb einer Pulverbeschichtungsanlage zu bestimmen:
1. Faktoren, die die Mitarbeiterzahl beeinflussen
a. Größe der Anlage
Kleine Anlagen:
Typischerweise weniger Mitarbeiter erforderlich.
Häufig eine Mischung aus manuellen und halbautomatisierten Prozessen.
Große Anlagen:
Mehr Mitarbeiter erforderlich, insbesondere bei einer hohen Produktionskapazität.
Automatisierte Systeme können jedoch den Bedarf an Personal verringern.
b. Automatisierungsgrad
Hochautomatisierte Anlagen:
Reduzierter Bedarf an manueller Arbeit.
Erfordern jedoch technisches Personal für die Überwachung, Wartung und Programmierung der Anlagen.
Manuelle oder halbautomatisierte Anlagen:
Höherer Personalbedarf für die Bedienung und Überwachung der Anlagen.
c. Produktionsvolumen
Niedriges Produktionsvolumen:
Geringerer Personalbedarf.
Mehr Flexibilität bei der Planung von Schichten.
Hohes Produktionsvolumen:
Mehr Mitarbeiter erforderlich, um den Produktionsfluss aufrechtzuerhalten.
Möglicherweise mehrere Schichten zur Maximierung der Betriebszeit.
d. Werkstücktypen
Komplexe oder große Werkstücke:
Erfordern möglicherweise mehr Personal für die Handhabung und Inspektion.
Spezialisierte Mitarbeiter für die Anpassung der Beschichtungsparameter.
Kleine oder standardisierte Teile:
Weniger Personal für die Handhabung erforderlich.
Prozessabläufe sind oft einfacher und standardisiert.
2. Typische Rollen in einer Pulverbeschichtungsanlage
a. Produktionsmitarbeiter
Bediener der Beschichtungsanlagen:
Verantwortlich für das Auftragen der Pulverbeschichtung.
Überwachung der Qualität und Sicherstellung der richtigen Parameter.
Vorbehandlungsmitarbeiter:
Durchführung von Reinigungs- und Vorbehandlungsprozessen.
Sicherstellung, dass die Werkstücke ordnungsgemäß vorbereitet sind.
b. Technisches Personal
Wartungstechniker:
Regelmäßige Wartung und Reparatur der Anlagen.
Überwachung der Systemleistung und Durchführung von Fehlerbehebungen.
Automatisierungs- und Steuerungstechniker:
Programmierung und Überwachung automatisierter Systeme.
Anpassung der Steuerungsparameter und Optimierung der Prozesse.
c. Qualitätssicherung
Qualitätsinspektoren:
Durchführung von Qualitätskontrollen zur Sicherstellung der Einhaltung von Standards.
Verwendung von Messgeräten zur Überprüfung der Schichtdicke und Oberflächenqualität.
Prozessoptimierer:
Analyse von Produktionsdaten zur Verbesserung der Effizienz und Qualität.
Implementierung von Verbesserungsmaßnahmen.
d. Management und Verwaltung
Produktionsleiter:
Überwachung der gesamten Produktionslinie.
Koordination der Mitarbeiter und Sicherstellung der Zielerreichung.
Logistik- und Materialplaner:
Verwaltung der Materialflüsse und Bestände.
Planung der Produktion auf Basis von Nachfrage und Kapazität.
3. Beispiel einer Mitarbeiterverteilung
Hier ist ein Beispiel für die Mitarbeiterverteilung in einer mittelgroßen, teilautomatisierten Pulverbeschichtungsanlage:
Rolle
Anzahl der Mitarbeiter
Beschreibung
Bediener der Vorbehandlung
2-3
Verantwortlich für Reinigung und Vorbereitung der Werkstücke.
Pulverbeschichtungsbediener
3-4
Durchführung des Beschichtungsprozesses.
Wartungstechniker
1-2
Wartung und Reparatur der Anlagen.
Automatisierungstechniker
1-2
Überwachung der automatisierten Systeme und Prozesssteuerung.
Qualitätsinspektoren
1-2
Überprüfung der Qualität der beschichteten Teile.
Produktionsleiter
1
Leitung der Produktion und Koordination der Schichten.
Logistik- und Materialplaner
1
Verwaltung der Materialbestände und Produktionsplanung.
4. Optimierung der Mitarbeiterzahl
Um die Mitarbeiterzahl effizient zu nutzen, können Unternehmen folgende Strategien in Betracht ziehen:
Schulung und Weiterbildung: Regelmäßige Schulungen, um die Qualifikation der Mitarbeiter zu verbessern und sie auf mehrere Aufgaben vorzubereiten.
Einsatz von Zeitarbeitern: Flexible Personalplanung durch den Einsatz von Zeitarbeitskräften, um bei Bedarf Spitzenbelastungen abzufangen.
Prozessoptimierung: Einsatz von Lean-Management-Prinzipien, um Prozesse zu optimieren und den Personalbedarf zu reduzieren.
Investition in Automatisierung: Einsatz von Automatisierungstechnologien zur Reduzierung des manuellen Arbeitsaufwands und Verbesserung der Effizienz.
Fazit
Die optimale Anzahl der Mitarbeiter in einer Pulverbeschichtungsanlage hängt von vielen Faktoren ab, darunter die Größe der Anlage, der Automatisierungsgrad und das Produktionsvolumen. Durch den Einsatz von Automatisierung, Schulung und Prozessoptimierung können Unternehmen ihre Personalkosten minimieren und gleichzeitig die Effizienz und Qualität ihrer Produktion maximieren. Eine sorgfältige Planung und Anpassung der Personalressourcen ist entscheidend, um den Erfolg der Anlage zu gewährleisten.
Wir sind Hersteller von automatischen Bepuderung Maschinen. Guter Preis, hohe Qualität, kostenlose Beratung und lange Produktlebensdauer.
Eine Bepuderungsmaschine (auch Pulverauftragssystem genannt) ist eine Maschine, die verwendet wird, um Pulvermaterialien auf verschiedene Oberflächen aufzutragen, einschließlich Metallteilen, Kunststoffen und anderen Materialien. Es gibt verschiedene Arten von Bepuderungsmaschinen, die für unterschiedliche Anwendungen und Anforderungen geeignet sind.
Bepuderungsmaschinen sind Geräte, die Pulverlack auf Werkstücke auftragen. Sie werden in einer Vielzahl von Branchen eingesetzt, darunter:
Automobilindustrie: Pulverbeschichtungen werden für die Beschichtung von Autos, Motorrädern und anderen Fahrzeugen verwendet.
Möbelindustrie: Pulverbeschichtungen werden für die Beschichtung von Möbeln verwendet.
Industrie: Pulverbeschichtungen werden für die Beschichtung von Industrieanlagen, Maschinen und anderen metallischen Gegenständen verwendet.
Bauindustrie: Pulverbeschichtungen werden für die Beschichtung von Baumaterialien, wie z. B. Fensterrahmen, Türen und Zäune, verwendet.
Arten von Bepuderungsmaschinen
Es gibt zwei Haupttypen von Bepuderungsmaschinen:
Statische Maschinen: Statische Maschinen verwenden ein elektrisches Feld, um Pulverlack an der Oberfläche des Werkstücks zu binden.
Dynamische Maschinen: Dynamische Maschinen verwenden einen Luftstrom, um Pulverlack auf die Oberfläche des Werkstücks zu sprühen.
Statische Bepuderungsmaschinen
Statische Bepuderungsmaschinen sind die gebräuchlichste Art von Bepuderungsmaschinen. Sie sind einfach zu bedienen und können eine gleichmäßige Beschichtung erzielen.
Statische Bepuderungsmaschinen bestehen aus folgenden Komponenten:
Pulvervorratsbehälter: Der Pulvervorratsbehälter enthält den Pulverlack.
Pulververteiler: Der Pulververteiler verteilt den Pulverlack gleichmäßig auf die Oberfläche des Werkstücks.
Elektroden: Die Elektroden erzeugen ein elektrisches Feld, das den Pulverlack an der Oberfläche des Werkstücks bindet.
Dynamische Bepuderungsmaschinen
Dynamische Bepuderungsmaschinen werden häufig für die Beschichtung großer Werkstücke verwendet. Sie können eine gleichmäßigere Beschichtung erzielen als statische Maschinen.
Dynamische Bepuderungsmaschinen bestehen aus folgenden Komponenten:
Pulvervorratsbehälter: Der Pulvervorratsbehälter enthält den Pulverlack.
Pulverpumpe: Die Pulverpumpe transportiert den Pulverlack zu den Düsen.
Düsen: Die Düsen sprühen den Pulverlack auf die Oberfläche des Werkstücks.
Luftkompressor: Der Luftkompressor erzeugt den Luftstrom, der den Pulverlack auf die Oberfläche des Werkstücks trägt.
Vorteile von Bepuderungsmaschinen
Bepuderungsmaschinen bieten eine Reihe von Vorteilen, darunter:
Hohe Qualität: Beschichtungen mit Pulverlack sind in der Regel von hoher Qualität.
Lange Lebensdauer: Beschichtungen mit Pulverlack haben eine lange Lebensdauer.
Korrosionsschutz: Beschichtungen mit Pulverlack bieten einen guten Korrosionsschutz.
Umweltfreundlich: Pulverlack ist umweltfreundlicher als andere Beschichtungsmethoden.
Nachteile von Bepuderungsmaschinen
Bepuderungsmaschinen können auch einige Nachteile haben, darunter:
Kosten: Bepuderungsmaschinen können teuer sein.
Wartung: Bepuderungsmaschinen erfordern eine regelmäßige Wartung.
Gesundheitsrisiko: Pulverlack kann ein Gesundheitsrisiko darstellen.
Sicherheit bei der Bepulverung
Bei der Bepulverung ist es wichtig, die örtlichen Sicherheitsvorschriften zu beachten. Zu den wichtigsten Sicherheitsmaßnahmen bei der Bepulverung gehören:
Schutzkleidung: Tragen Sie immer Schutzkleidung, einschließlich Schutzbrille, Handschuhen und Atemschutzgerät, wenn Sie mit Bepulverungsmaschinen arbeiten.
Lüftung: Stellen Sie sicher, dass der Arbeitsbereich gut belüftet ist, um die Exposition gegenüber Pulverlack zu reduzieren.
Entsorgung: Entsorgen Sie Pulverlack gemäß den örtlichen Vorschriften.
Zukunft der Bepuderungsmaschinen
Bepuderungsmaschinen werden in Zukunft immer wichtiger werden, da die Nachfrage nach Pulverbeschichtungen wächst. Bepuderungsmaschinen werden auch innovativer und umweltfreundlicher werden.
Es wird erwartet, dass in Zukunft in folgenden Bereichen Fortschritte erzielt werden:
Automatisierung: Bepuderungsprozesse werden zunehmend automatisiert, um die Effizienz zu steigern.
Umweltverträglichkeit: Bepuderungsmaschinen werden umweltfreundlicher, um die Umweltbelastung zu reduzieren.
Sicherheit: Bepuderungsprozesse werden sicherer, um die Gesundheit der Mitarbeiter zu schützen.
Die Entwicklung neuer Bepuderungsverfahren ist ein wichtiger Trend
Hier sind einige der gängigen Typen von Bepuderungsmaschinen:
Handheld-Pulverbeschichtungsgeräte: Diese sind handgeführte Geräte, die manuell bedient werden, um das Pulver auf das Teil aufzutragen. Sie sind in der Regel für kleinere Teile geeignet und werden häufig in der manuellen Pulverbeschichtung eingesetzt.
Automatische Bepuderungsmaschinen: Diese Maschinen sind automatisierte Systeme, die den Prozess der Pulverbeschichtung automatisieren und die Teile in der Regel auf ein Förderband legen, das sie durch den Pulverauftragstunnel führt. Diese Maschinen sind in der Regel für größere Teile oder große Produktionsvolumen geeignet.
Elektrostatische Bepuderungsmaschinen: Diese Maschinen verwenden elektrostatische Kräfte, um das Pulver auf das zu beschichtende Teil aufzutragen. Die elektrostatische Ladung erzeugt eine Anziehungskraft zwischen dem Pulver und dem Teil, wodurch eine gleichmäßige Beschichtung erzielt wird.
Flüssigkeitsbett-Bepuderungsmaschinen: Diese Maschinen verwenden ein Flüssigkeitsbett, um das Pulver auf das Teil aufzutragen. Das zu beschichtende Teil wird in das Flüssigkeitsbett getaucht und das Pulver haftet an ihm. Diese Methode wird häufig für Teile verwendet, die nicht elektrostatisch aufgeladen werden können oder für Teile, die eine besonders dicke Beschichtung erfordern.
Diese Bepuderungsmaschinen können einzeln oder als Teil einer größeren Pulverbeschichtungsanlage verwendet werden. Sie sind in der Regel robust und langlebig und können in einer Vielzahl von Anwendungen eingesetzt werden, einschließlich der Automobil-, Luft- und Raumfahrt-, Bau- und Möbelindustrie.
Anwendungen der Bepuderung maschinen
Bepuderungsmaschinen werden in einer Vielzahl von Anwendungen eingesetzt, um Pulvermaterialien auf verschiedene Oberflächen aufzutragen. Die häufigsten Anwendungen sind:
Metallbeschichtung: Bepuderungsmaschinen werden häufig zur Beschichtung von Metallteilen verwendet, um sie vor Korrosion und Verschleiß zu schützen. Die Beschichtung kann dekorative Zwecke erfüllen oder die Oberfläche des Teils verbessern.
Kunststoffbeschichtung: Bepuderungsmaschinen werden auch zur Beschichtung von Kunststoffteilen verwendet, um sie vor UV-Strahlung, Kratzern und anderen Beschädigungen zu schützen. Die Beschichtung kann auch die Oberfläche des Teils verbessern oder ihr ein dekoratives Aussehen verleihen.
Gummibeschichtung: Bepuderungsmaschinen werden auch zur Beschichtung von Gummiteilen verwendet, um sie vor Verschleiß und anderen Beschädigungen zu schützen. Die Beschichtung kann auch die Oberfläche des Teils verbessern oder ihr ein dekoratives Aussehen verleihen.
Holzbeschichtung: Bepuderungsmaschinen werden auch zur Beschichtung von Holzteilen verwendet, um sie vor Korrosion und Verschleiß zu schützen. Die Beschichtung kann auch die Oberfläche des Teils verbessern oder ihr ein dekoratives Aussehen verleihen.
Darüber hinaus werden Bepuderungsmaschinen in einer Vielzahl von anderen Anwendungen eingesetzt, darunter:
Elektronik: Bepuderungsmaschinen werden zur Beschichtung von elektronischen Bauteilen verwendet, um sie vor Korrosion und anderen Beschädigungen zu schützen.
Medizintechnik: Bepuderungsmaschinen werden zur Beschichtung von medizinischen Geräten verwendet, um sie vor Korrosion und anderen Beschädigungen zu schützen.
Bauwesen: Bepuderungsmaschinen werden zur Beschichtung von Bauteilen verwendet, um sie vor Korrosion und anderen Beschädigungen zu schützen.
Bepuderungsmaschinen bieten eine Reihe von Vorteilen gegenüber anderen Beschichtungsverfahren, darunter:
Hohe Qualität: Bepuderungsmaschinen können eine gleichmäßige und hochqualitative Beschichtung erzielen.
Effizient: Bepuderungsmaschinen sind ein effizientes Verfahren, das eine hohe Produktivität ermöglicht.
Umweltfreundlich: Bepuderungsmaschinen sind ein umweltfreundliches Verfahren, das die Abfallmenge reduziert.
Die Auswahl der richtigen Bepuderungsmaschine hängt von einer Reihe von Faktoren ab, darunter die Art des zu beschichtenden Materials, die gewünschte Beschichtungsdicke und -qualität sowie die Produktionsrate.
Wagner Fangdüse Preis kaufen. Handpistole, Pulverbeschichtungsgerät, Pulverbeschichtungsanlage mit Garantie. Sprühpistole ersatzteile neu kaufen
Die Fangdüse ist eine wichtige Komponente in einer Wagner Pulverbeschichtungsanlage. Es handelt sich dabei um eine Absaugvorrichtung, die dazu dient, überschüssiges Pulver aufzufangen, welches beim Sprühvorgang nicht auf das Werkstück gelangt ist.
Die Fangdüse befindet sich in der Regel direkt unter dem Sprühkopf und wird durch einen speziellen Staubsauger angesaugt. Das überschüssige Pulver wird in der Fangdüse aufgefangen und kann wiederverwendet werden. Das spart nicht nur Materialkosten, sondern sorgt auch für eine umweltfreundliche Arbeitsweise.
Die Fangdüse kann je nach Größe und Ausführung der Pulverbeschichtungsanlage variieren. Grundsätzlich gibt es jedoch zwei Arten von Fangdüsen: die manuelle und die automatische. Bei der manuellen Fangdüse muss das aufgefangene Pulver manuell aus der Düse entfernt werden. Dies ist in der Regel bei kleineren Anlagen der Fall. Bei größeren Anlagen wird oft eine automatische Fangdüse verwendet, bei der das Pulver automatisch in den Wiederbeschaffungskreislauf zurückgeführt wird.
Die Fangdüse spielt eine wichtige Rolle in der Qualitätssicherung von Pulverbeschichtungen. Wenn das überschüssige Pulver nicht ordnungsgemäß aufgefangen wird, kann dies zu Farbabweichungen und anderen Qualitätsproblemen führen. Eine regelmäßige Reinigung und Wartung der Fangdüse ist daher unerlässlich, um eine hohe Qualität und eine lange Lebensdauer der Anlage zu gewährleisten.
Insgesamt ist die Fangdüse ein unverzichtbarer Bestandteil einer Wagner Pulverbeschichtungsanlage und trägt zur Effizienz und Umweltverträglichkeit bei.
Wagner Fangdüse
Eine Wagner Fangdüse ist eine spezielle Art von Düse, die für die Pulverbeschichtung verwendet wird. Sie wurde von der Firma Wagner entwickelt und ist für ihre hohe Effizienz und Präzision bekannt.
Wagner Fangdüsen sind in verschiedenen Größen und Ausführungen erhältlich, um den Anforderungen unterschiedlicher Anwendungen gerecht zu werden. Sie können für manuelle oder automatisch betriebene Pulverbeschichtungsanlagen verwendet werden.
Die Funktionsweise einer Wagner Fangdüse ist wie folgt:
Das Pulver wird in einen Behälter gefüllt und mit Druckluft auf die Düse gepresst.
Die Düse erzeugt einen konzentrierten Strahl aus Pulver, der auf die Oberfläche des Werkstücks aufgetragen wird.
Die elektrostatische Aufladung der Düse sorgt dafür, dass das Pulver an der Oberfläche des Werkstücks haftet.
Das Werkstück wird dann in einem Einbrennofen erhitzt, wodurch das Pulver aushärtet und eine dauerhafte Beschichtung bildet.
Wagner Fangdüsen bieten eine Reihe von Vorteilen gegenüber anderen Düsen für die Pulverbeschichtung, darunter:
Hohe Effizienz: Wagner Fangdüsen tragen das Pulver sehr effizient auf die Oberfläche des Werkstücks auf, wodurch weniger Pulververlust entsteht.
Präzise Anwendung: Wagner Fangdüsen ermöglichen eine sehr präzise Anwendung des Pulvers, auch an schwer zugänglichen Stellen.
Lange Lebensdauer: Wagner Fangdüsen sind sehr robust und langlebig.
Wagner Fangdüsen werden in einer Vielzahl von Branchen eingesetzt, darunter:
Automobilindustrie: Wagner Fangdüsen werden für die Pulverbeschichtung von Fahrzeugteilen wie Karosserien, Felgen und Stoßstangen verwendet.
Industrie: Wagner Fangdüsen werden für die Pulverbeschichtung von Maschinen, Werkzeugen und anderen industriellen Anwendungen verwendet.
Architektur: Wagner Fangdüsen werden für die Pulverbeschichtung von Fassaden, Fenstern und anderen Bauelementen verwendet.
Wohnen: Wagner Fangdüsen werden für die Pulverbeschichtung von Möbeln, Türen und anderen Haushaltsgegenständen verwendet.
Pulverbeschichtungsgerät Profi Preis kaufen. Handpistole, Pulverbeschichtungsgerät, Pulverbeschichtungsanlage mit Garantie. Sprühpistole ersatzteile neu kaufen
Ein Pulverbeschichtungsgerät ist ein wichtiger Bestandteil einer Pulverbeschichtungsanlage. Es ermöglicht das Auftragen von Pulverbeschichtungen auf verschiedenen Oberflächen. Das Pulverbeschichtungsgerät „Profi“ von Wagner ist eine hochwertige Maschine, die speziell für industrielle Anwendungen entwickelt wurde.
Das Gerät besteht aus einer Steuereinheit, einem Pulverbehälter, einer Pistole und einem Schlauch. Die Steuereinheit ist das Gehirn des Geräts und steuert die verschiedenen Funktionen wie die Menge des aufzutragenden Pulvers, die Luft- und Pulverzufuhr sowie den Sprühdruck. Der Pulverbehälter ist ein Edelstahlbehälter, der das Pulver aufnimmt und es dann über den Schlauch zur Pistole transportiert.
Die Pistole ist das Hauptwerkzeug des Pulverbeschichtungsgeräts. Es ist so konzipiert, dass es das Pulver auf die Oberfläche aufträgt. Die Pistole ist mit einem elektrostatischen Feld ausgestattet, das das Pulver auflädt, bevor es auf die Oberfläche gesprüht wird. Der Schlauch verbindet den Pulverbehälter mit der Pistole und transportiert das Pulver zum Auftragen.
Das Pulverbeschichtungsgerät „Profi“ von Wagner bietet viele Vorteile gegenüber anderen Maschinen auf dem Markt. Es ist einfach zu bedienen und bietet eine hohe Effizienz. Das Gerät ist langlebig und zuverlässig, was es zu einer ausgezeichneten Wahl für industrielle Anwendungen macht.
Zusätzlich zu seiner Haltbarkeit und Effizienz verfügt das Pulverbeschichtungsgerät „Profi“ von Wagner über viele Funktionen, die es zu einem vielseitigen Werkzeug für Pulverbeschichtungsanwendungen machen. Das Gerät kann für verschiedene Arten von Pulvern und Oberflächen eingesetzt werden und bietet eine einstellbare Pulvermenge, um eine optimale Beschichtung zu gewährleisten.
Zusammenfassend kann gesagt werden, dass das Pulverbeschichtungsgerät „Profi“ von Wagner eine hervorragende Wahl für die Industrie ist. Es bietet eine hohe Effizienz, ist langlebig und vielseitig einsetzbar. Die Kombination aus Steuereinheit, Pulverbehälter, Pistole und Schlauch macht es zu einem unverzichtbaren Werkzeug für das Auftragen von Pulverbeschichtungen auf verschiedenen Oberflächen.
Wie funktioniert das Pulverbeschichtungsgerät Profi?
Das Pulverbeschichtungsgerät Profi von Wagner ist ein professionelles Gerät, das für die Beschichtung von Oberflächen mit Pulverbeschichtungen verwendet wird. Es funktioniert auf folgende Weise:
Vorbereitung der Oberfläche: Bevor das Gerät verwendet wird, muss die zu beschichtende Oberfläche gründlich gereinigt und vorbereitet werden. Dazu gehört das Entfernen von Rost, Schmutz und anderen Verunreinigungen, die die Qualität der Beschichtung beeinträchtigen könnten.
Vorbereitung des Pulvers: Das Pulverbeschichtungsgerät Profi verwendet spezielle Pulverbeschichtungspulver, die in einer Pulverbeschichtungspistole eingesetzt werden. Diese Pistole wird an das Gerät angeschlossen und mit Druckluft betrieben.
Anwendung des Pulvers: Sobald das Gerät und die Pistole vorbereitet sind, kann die Pulverbeschichtung auf die Oberfläche aufgetragen werden. Das Pulver wird aus der Pistole durch Druckluft ausgestoßen und bildet eine gleichmäßige Schicht auf der Oberfläche.
Aushärtung des Pulvers: Nachdem das Pulver aufgetragen wurde, muss es durch Erhitzen ausgehärtet werden. Dazu wird die beschichtete Oberfläche in einen Ofen gebracht, wo das Pulver bei hohen Temperaturen schmilzt und eine dauerhafte Beschichtung bildet.
Nachbehandlung: Nachdem die Beschichtung ausgehärtet ist, kann die Oberfläche je nach Bedarf weiter bearbeitet werden. Dazu gehört das Schleifen, Polieren oder Lackieren der Oberfläche.
Die Wagner Pulverbeschichtungsgeräte, einschließlich des Pulverbeschichtungsgeräts Profi, sind für ihre hohe Qualität, Zuverlässigkeit und Benutzerfreundlichkeit bekannt. Sie sind ideal für die Beschichtung von Metallteilen, Möbeln, Maschinen und anderen Gegenständen und bieten eine langlebige und attraktive Oberflächenbeschichtung.
Pulverbeschichtungsgerät Profi
Ein Pulverbeschichtungsgerät Profi ist ein Gerät, das zum Auftragen von Pulverbeschichtungen auf Metall-, Kunststoff- oder Holzteile verwendet wird. Es ist für den professionellen Einsatz konzipiert und bietet eine Reihe von Funktionen und Vorteilen, die es für den Einsatz in Produktionsumgebungen geeignet machen.
Funktionsweise
Ein Pulverbeschichtungsgerät Profi besteht aus den folgenden Hauptkomponenten:
Pulverbehälter: Der Pulverbehälter enthält das Pulver, das auf die Teile aufgetragen wird.
Pulverpistole: Die Pulverpistole zerstäubt das Pulver und lädt es elektrostatisch auf.
Abluftanlage: Die Abluftanlage saugt das überschüssige Pulver aus der Kabine ab.
Filteranlage: Die Filteranlage reinigt die Abluft, bevor sie in die Umwelt abgegeben wird.
Einbrennofen: Der Einbrennofen härtet das Pulver aus und sorgt für eine dauerhafte Beschichtung.
Vorteile
Pulverbeschichtungsgeräte Profi bieten eine Reihe von Vorteilen gegenüber anderen Verfahren zum Aufbringen von Pulverbeschichtungen, darunter:
Hohe Effizienz: Pulverbeschichtungsgeräte Profi können eine große Anzahl von Teilen in kurzer Zeit beschichten.
Gleichmäßige Beschichtung: Pulverbeschichtungsgeräte Profi sorgen für eine gleichmäßige Beschichtung der gesamten Oberfläche des Werkstücks.
Umweltfreundlichkeit: Pulverbeschichtungsgeräte Profi verwenden keine Lösungsmittel, wodurch sie umweltfreundlicher sind als andere Verfahren zum Aufbringen von Pulverbeschichtungen.
Lange Lebensdauer: Pulverbeschichtungsgeräte Profi sind sehr robust und langlebig.
Anwendungen
Pulverbeschichtungsgeräte Profi werden in einer Vielzahl von Branchen eingesetzt, darunter:
Automobilindustrie: Pulverbeschichtungsgeräte Profi werden für die Pulverbeschichtung von Fahrzeugteilen wie Karosserien, Felgen und Stoßstangen verwendet.
Industrie: Pulverbeschichtungsgeräte Profi werden für die Pulverbeschichtung von Maschinen, Werkzeugen und anderen industriellen Anwendungen verwendet.
Architektur: Pulverbeschichtungsgeräte Profi werden für die Pulverbeschichtung von Fassaden, Fenstern und anderen Bauelementen verwendet.
Wohnen: Pulverbeschichtungsgeräte Profi werden für die Pulverbeschichtung von Möbeln, Türen und anderen Haushaltsgegenständen verwendet.
Beispiele für Pulverbeschichtungsgeräte Profi
Hier sind einige Beispiele für Pulverbeschichtungsgeräte Profi:
Gema OptiFlex: Die Gema OptiFlex ist ein Pulverbeschichtungsgerät Profi für den automatischen Betrieb. Sie ist sehr effizient und präzise.
Nordson Encore HD: Die Nordson Encore HD ist ein Pulverbeschichtungsgerät Profi für den automatischen Betrieb. Sie ist sehr robust und langlebig.
Wagner PowerCoat: Die Wagner PowerCoat ist ein Pulverbeschichtungsgerät Profi für den manuellen Betrieb. Sie ist in verschiedenen Größen und Ausführungen erhältlich.
Fazit
Pulverbeschichtungsgeräte Profi sind eine effiziente und umweltfreundliche Methode zum Aufbringen von Pulverbeschichtungen auf Metall-, Kunststoff- oder Holzteile. Sie werden in einer Vielzahl von Branchen eingesetzt, darunter der Automobilindustrie, der Industrie, der Architektur und dem Wohnen.
Weitere Informationen
Bei der Auswahl eines Pulverbeschichtungsgeräts Profi sind folgende Faktoren zu berücksichtigen:
Art der Anwendung: Je nach Art der Anwendung sind verschiedene Pulverbeschichtungsgeräte Profi geeignet. So werden für die Pulverbeschichtung von Fahrzeugteilen andere Geräte benötigt als für die Pulverbeschichtung von Möbeln.
Größe der Teile: Je größer die Teile sind, die beschichtet werden sollen, desto größer muss das Pulverbeschichtungsgerät sein.
Produktionsvolumen: Bei hohem Produktionsvolumen ist ein Pulverbeschichtungsgerät Profi mit hoher Kapazität erforderlich.
Budget: Pulverbeschichtungsgeräte Profi sind in verschiedenen Preisklassen erhältlich.
Sicherheitshinweise
Bei der Verwendung eines Pulverbeschichtungsgeräts Profi sind folgende Sicherheitshinweise zu beachten:
Tragen Sie immer Schutzkleidung, einschließlich Schutzbrille, Atemschutzmaske und Handschuhen.
Betreiben Sie das Gerät nur in einem gut belüfteten Raum.
Vermeiden Sie den Kontakt mit dem Pulver.
Lagern Sie das Pulver an einem sicheren Ort.
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sich durch seine umweltfreundlichen Eigenschaften und Langlebigkeit der Beschichtung auszeichnet. Im Gegensatz zu herkömmlichen flüssigen Beschichtungen werden bei der Pulverbeschichtung trockene Pulverpartikel elektrostatisch auf die Oberfläche eines Werkstücks aufgebracht. Anschließend wird das Pulver in einem Ofen erhitzt, wodurch es schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Vorteile der Pulverbeschichtung umfassen:
Umweltfreundlichkeit: Keine Lösungsmittel und geringere Emissionen von flüchtigen organischen Verbindungen (VOC).
Effizienz: Hohe Materialausnutzung und weniger Abfall.
Robustheit: Gute Beständigkeit gegen chemische, mechanische und Witterungseinflüsse.
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen sind zentraler Bestandteil des Pulverbeschichtungsprozesses und umfassen die komplette Infrastruktur, die zur Anwendung von Pulverbeschichtungen erforderlich ist. Diese Anlagen sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedlichen industriellen Anforderungen gerecht zu werden.
Typen von Pulverbeschichtungsanlagen:
Manuelle Pulverbeschichtungsanlagen: Ideal für kleinere Betriebe oder spezialisierte Anwendungen, bei denen Flexibilität gefordert ist. Sie bestehen aus einer Pulverkabine, einem Pulvergerät und einem Einbrennofen.
Halbautomatische Anlagen: Kombinieren manuelle und automatische Prozesse, um eine höhere Effizienz bei mittleren Produktionsvolumina zu erreichen. Diese Anlagen bieten eine gute Balance zwischen Flexibilität und Automatisierung.
Vollautomatische Pulverbeschichtungsanlagen: Entwickelt für Großserienproduktionen. Diese Anlagen sind vollständig automatisiert und beinhalten Fördersysteme, automatische Pistolen und integrierte Steuerungssysteme, um hohe Produktionsgeschwindigkeiten und gleichbleibende Qualität zu gewährleisten.
Pulverkabinen
Pulverkabinen für Hand- und Automatikbeschichtung
Pulverkabinen sind spezielle Räume oder Gehäuse, in denen der Pulverbeschichtungsprozess stattfindet. Sie spielen eine entscheidende Rolle bei der Gewährleistung einer sauberen und kontrollierten Umgebung für die Pulverbeschichtung.
Typen von Pulverkabinen:
Offene Kabinen: Diese Kabinen sind ideal für kleine bis mittlere Anwendungen. Sie bieten einen offenen Zugang für den Bediener, sind jedoch weniger effektiv bei der Kontrolle von Overspray.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und minimieren Overspray durch integrierte Luftführungssysteme. Geschlossene Kabinen sind in der Regel effizienter und sicherer.
Selbstreinigende Kabinen: Ausgestattet mit automatischen Reinigungssystemen, die den Farbwechsel und die Wartung erleichtern. Diese Kabinen sind besonders nützlich in Anwendungen mit häufigem Farbwechsel.
Sicherheits- und Umweltaspekte: Pulverkabinen sind so konzipiert, dass sie die Sicherheit der Bediener gewährleisten und die Umweltbelastung minimieren. Dazu gehören Belüftungssysteme, Filter zur Partikelabscheidung und Schutzvorrichtungen, die den Kontakt mit dem Pulver verhindern.
Einbrennöfen
Einbrennofen Elektrisch
Der Einbrennofen ist ein unverzichtbarer Bestandteil des Pulverbeschichtungsprozesses, da er die notwendigen Temperaturen bereitstellt, um das aufgetragene Pulver zu einer harten, widerstandsfähigen Oberfläche zu verschmelzen.
Typen von Einbrennöfen:
Chargenöfen: Ideal für kleinere Produktionen oder variierende Chargengrößen. Diese Öfen sind flexibel und können unterschiedliche Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien, bei denen hohe Durchsatzraten erforderlich sind. Teile werden auf einem Förderband durch den Ofen transportiert, was eine konstante Verarbeitung ermöglicht.
Energieeffizienz und Temperatursteuerung: Moderne Einbrennöfen sind energieeffizient und bieten präzise Temperaturregelung, um gleichbleibende Beschichtungsqualität zu gewährleisten. Technologien wie Wärmerückgewinnungssysteme und fortschrittliche Isolierung tragen zur Reduzierung des Energieverbrauchs bei.
Pulvergeräte
Pulverbeschichtungspistole
Pulvergeräte sind für die Anwendung der Pulverbeschichtung unerlässlich. Sie bestehen aus verschiedenen Komponenten, die zusammenarbeiten, um das Pulver gleichmäßig und effizient auf die Oberfläche des Werkstücks aufzubringen.
Arten von Pulvergeräten:
Elektrostatische Sprühpistolen: Verwenden Hochspannung, um Pulverpartikel elektrostatisch aufzuladen, was eine gleichmäßige Verteilung und Haftung auf dem Werkstück fördert.
Pulverförderer: Transportieren das Pulver vom Vorratsbehälter zur Sprühpistole. Sie sind entscheidend für die Konsistenz und Effizienz des Beschichtungsprozesses.
Elektrostatik spielt eine zentrale Rolle bei der Pulverbeschichtung, da sie die Anziehungskraft zwischen den Pulverpartikeln und der Oberfläche erhöht und so eine gleichmäßige Beschichtung ermöglicht.
Auswahlkriterien für Pulvergeräte umfassen:
Kompatibilität: Passend für die spezifischen Anforderungen der Anwendung.
Flexibilität: Anpassungsfähigkeit an unterschiedliche Werkstückgrößen und -formen.
Effizienz: Hohe Materialausnutzung und minimierter Pulververbrauch.
Automatische Pulverbeschichtungsanlagen
Automatische Pulverbeschichtungsanlagen bieten zahlreiche Vorteile, insbesondere in Bezug auf Effizienz und Konsistenz. Sie sind ideal für Großserienproduktionen und tragen zur Senkung der Betriebskosten bei.
Vorteile der Automatisierung:
Erhöhte Produktivität: Automatische Systeme können kontinuierlich arbeiten und so die Produktionskapazität erheblich steigern.
Gleichbleibende Qualität: Minimierung von Fehlern und Variabilität durch präzise Steuerung der Beschichtungsparameter.
Kostenersparnis: Reduzierung der Arbeitskosten und des Materialverbrauchs durch optimierte Prozesse.
Komponenten und Funktionsweise:
Fördersysteme: Transportieren Werkstücke automatisch durch den Beschichtungsprozess.
Automatische Sprühpistolen: Verteilen das Pulver gleichmäßig auf den Werkstücken.
Integrierte Steuerungssysteme: Überwachen und steuern alle Aspekte des Beschichtungsprozesses, einschließlich Temperatur, Sprühzeit und Pulvermenge.
Ersatzteile für Pulverbeschichtungsanlagen
Ersatzteile sind entscheidend für die Wartung und Langlebigkeit von Pulverbeschichtungsanlagen. Regelmäßige Wartung und der rechtzeitige Austausch von Verschleißteilen sind unerlässlich, um Ausfallzeiten zu minimieren und die Effizienz der Anlagen aufrechtzuerhalten.
Wichtige Ersatzteile und ihre Funktionen:
Sprühdüsen: Stellen die gleichmäßige Verteilung des Pulvers sicher.
Filter: Entfernen überschüssige Pulverpartikel aus der Kabinenluft.
Förderbänder: Transportieren die Werkstücke durch den Beschichtungsprozess.
Wartung und Instandhaltung:
Regelmäßige Inspektionen: Identifizieren potenzielle Probleme frühzeitig und ermöglichen rechtzeitige Reparaturen.
Ersatzteilmanagement: Sicherstellung der Verfügbarkeit von Ersatzteilen zur Minimierung von Ausfallzeiten.
Zukunft der Pulverbeschichtungstechnologie
Pulverfördersystem
Die Pulverbeschichtungstechnologie entwickelt sich kontinuierlich weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Zu den wichtigsten Trends und Entwicklungen gehören:
Nachhaltigkeit: Einsatz umweltfreundlicher Materialien und Verfahren zur Reduzierung des ökologischen Fußabdrucks.
Fortschrittliche Materialien: Entwicklung neuer Pulverformeln, die verbesserte Eigenschaften wie Korrosionsbeständigkeit und UV-Stabilität bieten.
Digitalisierung: Integration von IoT und datenbasierten Lösungen zur Optimierung des Beschichtungsprozesses und zur Verbesserung der Qualitätssicherung.
Fazit
Pulverbeschichtungsanlagen und ihre Komponenten sind ein wesentlicher Bestandteil moderner Produktionsprozesse. Sie bieten eine umweltfreundliche, effiziente und langlebige Lösung für die Oberflächenveredelung. Durch die ständige Weiterentwicklung der Technologie und den Einsatz von Automatisierung können Unternehmen ihre Effizienz steigern und gleichzeitig die Qualität ihrer Produkte sicherstellen.
Ich hoffe, dieser umfassende Überblick über Pulverbeschichtungsanlagen und verwandte Komponenten ist hilfreich. Wenn Sie weitere Informationen oder spezifische Details zu einem bestimmten Abschnitt wünschen, lassen Sie es mich bitte wissen!
Wie lange hält Pulverbeschichtung?
Aktuelle Entwicklungen und Innovationen
Die Haltbarkeit einer Pulverbeschichtung kann je nach Anwendung, Umgebung und Qualität der Beschichtung stark variieren. Hier sind einige Faktoren, die die Lebensdauer einer Pulverbeschichtung beeinflussen können:
Faktoren, die die Haltbarkeit beeinflussen:
Qualität des Pulvers:
Pulverformulierung: Hochwertige Pulverlacke bieten in der Regel eine längere Haltbarkeit und bessere Widerstandsfähigkeit gegen Umwelteinflüsse.
UV-Stabilität: Speziell formulierte Pulverlacke mit UV-Schutz verlängern die Lebensdauer bei Anwendungen im Freien.
Vorbereitung der Oberfläche:
Reinigung: Eine gründliche Reinigung der Oberfläche vor der Beschichtung ist entscheidend, um eine gute Haftung des Pulvers zu gewährleisten.
Vorbehandlung: Verfahren wie das Phosphatieren oder Sandstrahlen verbessern die Haftung und Korrosionsbeständigkeit.
Bedingungen der Anwendung:
Innen- vs. Außenanwendung: Pulverbeschichtungen im Innenbereich können Jahrzehnte halten, während Beschichtungen im Außenbereich stärker durch UV-Strahlung, Feuchtigkeit und Temperaturschwankungen beansprucht werden.
Mechanische Belastung: Starke mechanische Belastungen oder Abnutzung können die Lebensdauer der Beschichtung verkürzen.
Betriebsumgebung:
Korrosive Umgebungen: In Industriegebieten oder maritimen Umgebungen kann die Lebensdauer aufgrund der erhöhten Korrosionsgefahr kürzer sein.
Witterungseinflüsse: Regionen mit extremen Wetterbedingungen können die Lebensdauer der Pulverbeschichtung verkürzen.
Beschichtungsdicke:
Eine angemessene Schichtdicke ist wichtig, um eine gleichmäßige Abdeckung und ausreichenden Schutz zu gewährleisten.
Typische Lebensdauer
Innenanwendungen: Pulverbeschichtungen, die in Innenbereichen aufgebracht werden, können oft 15-20 Jahre oder länger halten, da sie weniger extremen Bedingungen ausgesetzt sind.
Außenanwendungen: Bei Außenanwendungen hängt die Lebensdauer stark von den Umweltbedingungen ab, kann jedoch typischerweise zwischen 5 und 10 Jahren liegen. Hochwertige Pulverbeschichtungen, die speziell für den Außenbereich entwickelt wurden, können bis zu 15 Jahre oder länger halten, wenn sie regelmäßig gewartet werden.
Industrieanwendungen: In industriellen Anwendungen, die häufig aggressiven Chemikalien oder starker mechanischer Beanspruchung ausgesetzt sind, kann die Lebensdauer kürzer sein und erfordert häufigere Inspektionen und Wartungen.
Verlängerung der Haltbarkeit
Um die Lebensdauer der Pulverbeschichtung zu maximieren, sind folgende Maßnahmen empfehlenswert:
Regelmäßige Inspektion und Wartung: Frühe Erkennung von Schäden und rechtzeitige Reparaturen können die Haltbarkeit erheblich verlängern.
Vermeidung von physikalischen Schäden: Sorgfältiger Umgang mit beschichteten Oberflächen reduziert das Risiko von Kratzern und Abplatzungen.
Schutz vor chemischen Einflüssen: Vermeidung von Kontakt mit aggressiven Chemikalien und Reinigungsmitteln, die die Beschichtung angreifen könnten.
Fazit
Die Pulverbeschichtung ist eine langlebige und widerstandsfähige Methode zur Oberflächenveredelung, die bei richtiger Anwendung und Wartung viele Jahre halten kann. Die tatsächliche Lebensdauer hängt jedoch von zahlreichen Faktoren ab, einschließlich der Qualität des Pulvers, der Vorbereitung der Oberfläche und den Umgebungsbedingungen, denen die beschichteten Teile ausgesetzt sind.
Wartungstipps für Anlagen
Pulverpistole
Um die Langlebigkeit und Effizienz von Pulverbeschichtungsanlagen zu gewährleisten, ist eine regelmäßige Wartung entscheidend. Hier sind einige Wartungstipps, die Ihnen helfen, die Leistung Ihrer Anlagen zu maximieren und Ausfallzeiten zu minimieren:
1. Allgemeine Inspektion
Regelmäßige Überprüfungen: Führen Sie wöchentliche oder monatliche Inspektionen der gesamten Anlage durch, um sicherzustellen, dass alle Komponenten ordnungsgemäß funktionieren.
Sichtprüfung: Überprüfen Sie auf sichtbare Abnutzung, Schäden oder lose Teile, die die Funktion beeinträchtigen könnten.
2. Pulverkabinen
Filterwartung:
Reinigung oder Austausch: Reinigen oder ersetzen Sie die Filter regelmäßig, um eine effiziente Luftführung und Partikelabscheidung zu gewährleisten.
Filtertypen beachten: Verwenden Sie immer die vom Hersteller empfohlenen Filtertypen.
Kabinenreinigung:
Regelmäßige Reinigung: Halten Sie die Kabinenwände und -böden sauber, um Ansammlungen von überschüssigem Pulver zu vermeiden.
Staubabsaugung: Stellen Sie sicher, dass die Absauganlage regelmäßig geleert und gewartet wird, um eine optimale Funktion zu gewährleisten.
3. Einbrennöfen
Temperaturüberwachung:
Regelmäßige Kalibrierung: Überprüfen Sie regelmäßig die Kalibrierung der Temperatursteuerung, um eine gleichbleibende Beschichtungsqualität sicherzustellen.
Thermoelemente prüfen: Überprüfen Sie die Thermoelemente auf Genauigkeit und Funktionstüchtigkeit.
Ofenreinigung:
Innenreinigung: Entfernen Sie regelmäßig Rückstände und Ablagerungen im Inneren des Ofens, um die Effizienz zu erhalten.
Dichtungen überprüfen: Überprüfen Sie die Dichtungen an Türen und Durchgängen auf Abnutzung und tauschen Sie sie bei Bedarf aus.
4. Pulvergeräte
Sprühpistolenwartung:
Düsenreinigung: Reinigen Sie die Düsen regelmäßig, um Verstopfungen und ungleichmäßige Sprühmuster zu vermeiden.
Ersatzteile prüfen: Halten Sie Ersatzdüsen und andere Verschleißteile bereit, um Ausfallzeiten zu minimieren.
Pulverförderer:
Reinigungsintervalle: Reinigen Sie die Pulverförderer, um Blockaden zu verhindern und eine gleichmäßige Pulverzufuhr zu gewährleisten.
Antriebssysteme warten: Überprüfen Sie regelmäßig die Antriebe und Lager auf Verschleiß und tauschen Sie sie bei Bedarf aus.
5. Fördersysteme
Kettenspannung und Schmierung:
Spannung überprüfen: Kontrollieren Sie die Spannung der Förderketten und passen Sie sie bei Bedarf an, um einen reibungslosen Betrieb zu gewährleisten.
Schmierung: Schmieren Sie alle beweglichen Teile regelmäßig, um Verschleiß zu minimieren.
Lagerwartung:
Überprüfung der Lager: Überprüfen Sie die Lager auf Abnutzung und tauschen Sie sie bei Bedarf aus.
Schmiermittel verwenden: Verwenden Sie die vom Hersteller empfohlenen Schmiermittel, um die Lebensdauer der Lager zu verlängern.
6. Automatisierte Systeme
Steuerungssysteme:
Software-Updates: Halten Sie die Software der Steuerungssysteme auf dem neuesten Stand, um Effizienz und Sicherheit zu gewährleisten.
Fehlerprotokollierung: Überwachen Sie Fehlerprotokolle, um potenzielle Probleme frühzeitig zu erkennen.
Sensoren und Aktoren:
Funktionsprüfung: Überprüfen Sie regelmäßig die Sensoren und Aktoren auf ihre Funktionsfähigkeit und ersetzen Sie defekte Teile.
Kalibrierung: Führen Sie regelmäßige Kalibrierungen durch, um die Genauigkeit der automatisierten Systeme zu gewährleisten.
7. Ersatzteile und Lagerhaltung
Ersatzteilmanagement:
Bestandskontrolle: Führen Sie eine genaue Bestandskontrolle der Ersatzteile, um Ausfallzeiten durch fehlende Teile zu vermeiden.
Qualität der Ersatzteile: Verwenden Sie stets hochwertige Originalersatzteile, um die Funktionalität der Anlagen zu gewährleisten.
8. Schulung des Personals
Regelmäßige Schulungen: Schulen Sie Ihr Personal regelmäßig in der Bedienung und Wartung der Anlagen, um Bedienfehler zu vermeiden und die Sicherheit zu erhöhen.
Notfallverfahren: Stellen Sie sicher, dass alle Mitarbeiter mit den Notfallverfahren vertraut sind, um im Falle eines Ausfalls schnell reagieren zu können.
9. Dokumentation
Wartungsprotokolle: Führen Sie detaillierte Wartungsprotokolle, um den Wartungsverlauf und alle durchgeführten Arbeiten zu dokumentieren.
Checklisten verwenden: Nutzen Sie Wartungschecklisten, um sicherzustellen, dass alle erforderlichen Maßnahmen regelmäßig durchgeführt werden.
Fazit
Durch die Einhaltung dieser Wartungstipps können Sie die Effizienz und Lebensdauer Ihrer Pulverbeschichtungsanlagen maximieren. Eine gut gewartete Anlage führt zu einer höheren Produktqualität, weniger Ausfallzeiten und einer längeren Lebensdauer der Geräte. Regelmäßige Wartung ist eine Investition, die sich durch verbesserte Leistung und geringere Betriebskosten auszahlt.
Automatisierungsoptionen
Automatische Pulverbeschichtungsanlage
Automatisierungsoptionen in der Pulverbeschichtung bieten zahlreiche Vorteile, darunter erhöhte Effizienz, gleichbleibende Qualität und reduzierte Betriebskosten. Im Folgenden werden verschiedene Automatisierungsoptionen erläutert, die in modernen Pulverbeschichtungsanlagen eingesetzt werden können:
1. Automatische Sprühsysteme
Automatische Sprühsysteme sind eine wesentliche Komponente für die Automatisierung der Pulverbeschichtung und bieten präzise und gleichmäßige Beschichtungen. Sie bestehen aus mehreren automatisierten Sprühpistolen, die auf robotergesteuerten Armen montiert sind.
Robotergestützte Sprühpistolen: Diese Pistolen sind an Roboterarmen befestigt, die programmierbar sind, um komplexe Bewegungsmuster auszuführen und die Sprühwinkel für unterschiedliche Werkstückgeometrien zu optimieren.
Pulvermengensteuerung: Automatisierte Systeme ermöglichen die genaue Steuerung der Pulvermengen, was zu einer gleichmäßigen Schichtdicke und weniger Abfall führt.
Adaptive Technologie: Moderne Systeme nutzen Sensoren, um die Werkstückgeometrie in Echtzeit zu erfassen und die Sprühmuster entsprechend anzupassen.
2. Fördersysteme
Automatisierte Fördersysteme transportieren die Werkstücke durch die verschiedenen Phasen des Beschichtungsprozesses und tragen dazu bei, den Durchsatz zu erhöhen.
Overhead-Fördersysteme: Diese Systeme transportieren die Teile über Kopf durch die Kabinen und Öfen, was den Bodenraum frei hält und die Effizienz erhöht.
Ketten- und Schienensysteme: Förderbänder und Schienensysteme bieten Flexibilität bei der Gestaltung der Produktionslinie und können an unterschiedliche Anforderungen angepasst werden.
Variable Geschwindigkeit: Einige Fördersysteme ermöglichen die Anpassung der Geschwindigkeit je nach Werkstückgröße und Prozessanforderungen.
3. Einbrennöfen mit Automatisierung
Einbrennöfen können durch Automatisierung effizienter und präziser arbeiten, was die Qualität der Beschichtung verbessert.
Automatisierte Temperaturregelung: Intelligente Steuerungssysteme passen die Ofentemperatur in Echtzeit an, um die optimale Aushärtung der Pulverbeschichtung zu gewährleisten.
Zeitschaltuhren und Sensoren: Integrierte Timer und Sensoren helfen dabei, den Aushärtungsprozess genau zu überwachen und die Energieeffizienz zu maximieren.
Automatische Türsteuerung: Automatische Türen öffnen und schließen sich synchron mit dem Ein- und Ausgang der Werkstücke, um den Wärmeverlust zu minimieren.
4. Qualitätskontrollsysteme
Automatisierte Qualitätskontrollsysteme sorgen dafür, dass die Beschichtungen den festgelegten Standards entsprechen und verringern den Bedarf an manueller Inspektion.
Visuelle Inspektionssysteme: Kameras und Bildverarbeitungstechnologien prüfen die Beschichtungsqualität und identifizieren sofort Fehler oder Unregelmäßigkeiten.
Schichtdickenmessung: Berührungslose Messsysteme können die Dicke der Pulverbeschichtung präzise messen und Daten zur weiteren Analyse bereitstellen.
Echtzeit-Datenanalyse: Datenerfassungs- und Analysesysteme ermöglichen die Überwachung des gesamten Prozesses und helfen bei der Identifizierung von Optimierungspotenzialen.
5. Software-Integration
Softwarelösungen spielen eine entscheidende Rolle bei der Automatisierung, indem sie verschiedene Systeme integrieren und den Betrieb effizienter gestalten.
Leitsysteme (SCADA): Supervisory Control and Data Acquisition (SCADA) Systeme bieten eine zentrale Steuerung und Überwachung aller Anlagenkomponenten.
IoT-Integration: Internet of Things (IoT) Technologien ermöglichen die Vernetzung der Geräte und die Fernüberwachung sowie -steuerung der Prozesse.
Produktionsmanagement-Software: Diese Softwarelösungen helfen bei der Planung und Verwaltung von Produktionsabläufen, indem sie Daten aus verschiedenen Quellen konsolidieren.
6. Automatisierte Farbwechsel
Für Betriebe, die häufige Farbwechsel durchführen müssen, bieten automatisierte Farbwechselsysteme erhebliche Vorteile.
Schneller Farbwechsel: Automatisierte Systeme reduzieren die Zeit, die für den Farbwechsel benötigt wird, was die Produktionsausfallzeiten minimiert.
Minimierung von Pulverabfall: Durch den Einsatz von selbstreinigenden Sprühpistolen und Kabinen wird der Pulververbrauch optimiert.
7. Wartungsautomatisierung
Auch die Wartung von Anlagen kann automatisiert werden, um die Betriebszeiten zu maximieren und unvorhergesehene Ausfälle zu reduzieren.
Vorausschauende Wartung: Sensoren überwachen den Zustand der Anlagenkomponenten in Echtzeit und prognostizieren Wartungsbedarf, bevor Probleme auftreten.
Automatisierte Fehlerdiagnose: Diagnose-Tools identifizieren Probleme und bieten Lösungsvorschläge, die die Wartungseffizienz erhöhen.
Vorteile der Automatisierung in der Pulverbeschichtung
Erhöhte Produktivität: Automatisierte Systeme ermöglichen eine höhere Produktionsrate bei gleichzeitig konsistenter Qualität.
Geringere Betriebskosten: Durch die Optimierung des Materialverbrauchs und die Reduzierung des Arbeitsaufwands senken Automatisierungssysteme die Betriebskosten.
Verbesserte Qualität: Gleichbleibende Beschichtungsqualität und reduzierte Fehlerraten durch präzise Steuerung und Überwachung.
Umweltfreundlichkeit: Automatisierung reduziert den Pulverabfall und verbessert die Energieeffizienz der Anlagen.
Fazit
Automatisierungsoptionen in der Pulverbeschichtung bieten eine Vielzahl von Vorteilen und sind entscheidend für die Steigerung der Effizienz und Qualität in der Produktion. Die Integration von Robotik, fortschrittlicher Software und intelligenter Steuerung ermöglicht es Unternehmen, wettbewerbsfähig zu bleiben und gleichzeitig die Umweltbelastung zu reduzieren. Die Entscheidung für die richtige Kombination von Automatisierungstechnologien hängt von den spezifischen Anforderungen und Zielen des Unternehmens ab.
Automatisierungsvorteile
Die Stahlkabine für Pulverbeschichtung
Automatisierung in der Pulverbeschichtungsindustrie bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion steigern können. Hier sind die wichtigsten Vorteile der Automatisierung erklärt:
1. Erhöhte Effizienz
Höhere Produktionsraten: Automatisierte Systeme können kontinuierlich ohne Unterbrechungen arbeiten, was zu höheren Durchsatzraten führt. Dies bedeutet, dass mehr Teile in kürzerer Zeit beschichtet werden können, was die Gesamtproduktivität steigert.
Schnellere Zykluszeiten: Automatisierung reduziert die Bearbeitungszeit pro Werkstück erheblich, da Maschinen schneller und präziser arbeiten können als Menschen.
Minimierte Stillstandszeiten: Automatisierte Wartung und vorausschauende Diagnose minimieren ungeplante Ausfallzeiten, was die Verfügbarkeit der Anlage erhöht.
2. Gleichbleibende Qualität
Präzise Beschichtungsanwendung: Automatisierte Sprühsysteme sorgen für eine gleichmäßige Schichtdicke und reduzieren menschliche Fehler, die zu Qualitätsabweichungen führen können.
Wiederholgenauigkeit: Automatisierte Systeme wiederholen dieselben Bewegungen und Prozesse mit hoher Genauigkeit, was zu konsistenter Produktqualität führt, unabhängig von der Produktionsmenge.
Echtzeit-Qualitätskontrolle: Durch den Einsatz von Sensoren und Kameras können automatisierte Systeme kontinuierlich die Qualität der Beschichtung überwachen und sofort Anpassungen vornehmen.
3. Reduzierte Betriebskosten
Materialeinsparungen: Automatisierung optimiert den Einsatz von Pulvermaterialien, wodurch Abfall reduziert und die Materialnutzung verbessert wird.
Geringere Arbeitskosten: Der Bedarf an manueller Arbeit wird verringert, was die Personalkosten senkt. Mitarbeiter können in anderen Bereichen eingesetzt werden, wo menschliches Urteilsvermögen und Kreativität erforderlich sind.
Energieeffizienz: Automatisierte Systeme sind oft energieeffizienter, da sie optimierte Prozesse und Technologien verwenden, um den Energieverbrauch zu minimieren.
4. Verbesserte Sicherheit
Reduzierte Exposition gegenüber Gefahrenstoffen: Automatisierung minimiert den direkten Kontakt der Mitarbeiter mit potenziell gefährlichen Chemikalien und Pulvern, was das Risiko von Gesundheitsproblemen reduziert.
Sicherheitsüberwachung: Automatisierte Anlagen sind häufig mit Sicherheitssensoren ausgestattet, die Unfälle verhindern und im Notfall schnelle Reaktionen ermöglichen.
Ergonomische Vorteile: Mitarbeiter müssen weniger körperlich anspruchsvolle Aufgaben erledigen, was das Risiko von arbeitsbedingten Verletzungen verringert.
5. Flexibilität und Anpassungsfähigkeit
Schnelle Anpassung an Produktänderungen: Automatisierte Systeme können schnell neu programmiert werden, um auf Änderungen im Produktdesign oder der Produktion umzustellen, was die Flexibilität erhöht.
Einfache Integration neuer Technologien: Durch modulare Designs können neue Technologien oder Prozesse problemlos in bestehende Systeme integriert werden.
Vielfältige Anwendungsmöglichkeiten: Automatisierung kann an eine Vielzahl von Werkstückgrößen, -formen und -materialien angepasst werden, was die Vielseitigkeit der Produktion erhöht.
6. Nachhaltigkeit und Umweltfreundlichkeit
Reduzierung von Abfall und Emissionen: Automatisierte Systeme optimieren den Materialverbrauch und reduzieren den Überspray, was zu weniger Abfall und geringeren Emissionen führt.
Ressourceneffizienz: Durch die optimale Nutzung von Energie und Materialien tragen automatisierte Systeme zu nachhaltigeren Produktionsprozessen bei.
Verbesserte Umweltbilanz: Unternehmen können ihre Umweltziele leichter erreichen und ihre ökologische Verantwortung wahrnehmen.
7. Daten- und Prozessoptimierung
Datengesteuerte Entscheidungsfindung: Automatisierte Systeme sammeln kontinuierlich Daten, die zur Analyse und Optimierung der Produktionsprozesse verwendet werden können.
Prozessoptimierung durch IoT: Internet of Things (IoT) Technologien ermöglichen die Echtzeitüberwachung und -steuerung von Prozessen, was die Effizienz und Transparenz erhöht.
Vorausschauende Wartung: Durch die Analyse von Maschinendaten können Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Ausfällen führen.
Fazit
Die Automatisierung in der Pulverbeschichtung bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion erheblich steigern. Durch den Einsatz modernster Technologien können Unternehmen ihre Betriebskosten senken, die Produktsicherheit erhöhen und gleichzeitig ihre Umweltbilanz verbessern. Die Investition in Automatisierungslösungen zahlt sich langfristig durch höhere Produktivität, verbesserte Qualität und größere Flexibilität aus. Unternehmen, die Automatisierungstechnologien integrieren, positionieren sich besser im Wettbewerb und sind in der Lage, schneller auf Marktveränderungen zu reagieren.
Beispiele für Automatisierung
Hubgerät für Pulverbeschichtung
Hier sind einige konkrete Beispiele für Automatisierung in der Pulverbeschichtungsindustrie, die verdeutlichen, wie moderne Technologien den Beschichtungsprozess optimieren und verbessern können:
1. Robotergesteuerte Sprühapplikationen
Automatisierte Spritzroboter: Diese Roboterarme sind mit elektrostatischen Sprühpistolen ausgestattet und können komplexe Bewegungsmuster programmieren, um Teile unterschiedlicher Formen und Größen effizient zu beschichten. Durch die Robotersteuerung wird eine gleichmäßige Schichtdicke erreicht, und es gibt weniger Overspray.Beispiel: In der Automobilindustrie werden Karosserieteile oft mit robotergestützten Sprühsystemen beschichtet, um eine gleichmäßige und hochwertige Oberfläche zu gewährleisten. Ein Unternehmen wie ABB Robotics bietet Lösungen, die auf die spezifischen Anforderungen der Automobilindustrie zugeschnitten sind.
2. Automatische Fördersysteme
Overhead-Kettenförderer: Diese Systeme transportieren die Teile durch verschiedene Prozessschritte wie Reinigung, Beschichtung und Aushärtung. Sie ermöglichen einen kontinuierlichen Produktionsfluss und minimieren manuelle Eingriffe.Beispiel: Bei der Herstellung von Metallmöbeln werden Teile oft auf Förderbändern bewegt, die sie durch alle Beschichtungsphasen führen. Unternehmen wie Nordson bieten komplexe Fördersysteme an, die an verschiedene Produktionslayouts angepasst werden können.
3. Automatisierte Farbwechselsysteme
Schnellwechselkabinen: Diese Kabinen sind darauf ausgelegt, den Farbwechselprozess zu beschleunigen. Sie verfügen über automatische Reinigungszyklen und programmierbare Steuerungen, die den Farbwechsel effizienter machen.Beispiel: In der Fahrradindustrie, wo häufig Farbvarianten angeboten werden, nutzen Hersteller automatisierte Systeme, um den Farbwechsel schnell durchzuführen, ohne die Produktion zu verlangsamen. Systeme von Gema Switzerland bieten automatische Farbwechseltechnologien, die in der Branche weit verbreitet sind.
4. Intelligente Einbrennöfen
Automatisierte Temperatur- und Zeitsteuerung: Einbrennöfen sind mit Sensoren ausgestattet, die die Temperatur und den Durchsatz in Echtzeit überwachen und anpassen, um die optimale Aushärtung der Beschichtung zu gewährleisten.Beispiel: In der Elektronikindustrie, wo präzise Temperaturkontrollen entscheidend sind, verwenden Hersteller automatisierte Öfen, um die empfindlichen Komponenten richtig zu behandeln. Unternehmen wie Despatch Industries bieten Öfen an, die auf solche spezifischen Anforderungen abgestimmt sind.
5. Echtzeit-Qualitätskontrollsysteme
Vision-Systeme für die Inspektion: Kameras und Bildverarbeitungstechnologien erfassen die Beschichtungsqualität in Echtzeit, erkennen Fehler und ermöglichen sofortige Korrekturmaßnahmen.Beispiel: In der Luftfahrtindustrie, wo höchste Qualitätsstandards gelten, werden Vision-Systeme eingesetzt, um die Beschichtungen auf Flugzeugteilen zu überprüfen. Anbieter wie Cognex bieten fortschrittliche Bildverarbeitungslösungen an, die in diesen Anwendungen genutzt werden.
6. Datenanalyse und IoT-Integration
IoT-gestützte Prozessüberwachung: Sensoren an verschiedenen Stellen der Produktionslinie sammeln Daten, die zur Optimierung des gesamten Beschichtungsprozesses genutzt werden können. IoT-Plattformen ermöglichen eine zentrale Überwachung und Anpassung der Systeme in Echtzeit.Beispiel: Ein Hersteller von landwirtschaftlichen Maschinen nutzt IoT-Daten, um die Effizienz der Pulverbeschichtungsanlage zu verbessern und Wartungszyklen zu optimieren. Unternehmen wie Siemens bieten umfassende IoT-Lösungen an, die solche Anwendungen unterstützen.
7. Vorausschauende Wartung
Condition Monitoring: Automatisierte Überwachungssysteme analysieren kontinuierlich den Zustand von Anlagenkomponenten und prognostizieren Wartungsbedarf, bevor Ausfälle auftreten.Beispiel: Ein Hersteller von Haushaltsgeräten implementiert vorausschauende Wartung, um die Lebensdauer seiner Beschichtungsanlagen zu verlängern und die Verfügbarkeit zu maximieren. Lösungen von GE Digital bieten solche Condition-Monitoring-Tools an.
8. Automatisierte Reinigungssysteme
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungszyklen, die das Entfernen von Pulverrückständen und die Vorbereitung für den nächsten Durchgang erleichtern.Beispiel: In der Herstellung von Baukomponenten, die unterschiedliche Beschichtungen erfordern, helfen selbstreinigende Systeme, die Wechselzeiten zwischen den verschiedenen Pulverlacken zu verkürzen. Systeme von Wagner bieten effiziente Reinigungsoptionen, die in solchen Anwendungen zum Einsatz kommen.
Fazit
Automatisierung in der Pulverbeschichtungsindustrie bietet vielfältige Möglichkeiten, die Produktion zu optimieren und gleichzeitig die Qualität zu steigern. Durch den Einsatz von robotergesteuerten Sprühsystemen, automatisierten Fördersystemen, intelligenten Einbrennöfen und fortschrittlichen Überwachungs- und Wartungstechnologien können Unternehmen ihre Effizienz erhöhen und ihre Wettbewerbsfähigkeit verbessern. Die Investition in Automatisierungstechnologien ermöglicht es Unternehmen, sich schnell an Marktveränderungen anzupassen und gleichzeitig ihre Produktionskosten zu senken.
Komponenten einer Komplette Pulverbeschichtungsanlage
Pulverbeschichtungsanlage mit Traversen
Eine komplette Pulverbeschichtungsanlage besteht aus mehreren wesentlichen Komponenten, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu gewährleisten. Hier sind die Hauptkomponenten einer solchen Anlage und ihre Funktionen:
1. Vorbehandlungssystem
Oberflächenvorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt, um sicherzustellen, dass die Oberfläche des Werkstücks sauber und bereit für die Beschichtung ist. Die Vorbehandlung verbessert die Haftung der Pulverbeschichtung und erhöht die Korrosionsbeständigkeit.
Reinigungsstationen: Entfernen Öl, Fett, Staub und andere Verunreinigungen von der Oberfläche des Werkstücks.
Phosphatier- oder Chromatierstationen: Bilden eine Schutzschicht, die die Haftung verbessert und die Korrosionsbeständigkeit erhöht.
Spül- und Trocknungsstationen: Stellen sicher, dass das Werkstück frei von chemischen Rückständen und trocken ist, bevor es zur Beschichtung weitergeleitet wird.
2. Pulverkabinen
Automatische Pulverbeschichtungsanlage
Die Pulverkabine ist der Bereich, in dem das Pulver elektrostatisch auf die Werkstücke aufgetragen wird. Sie ist so konzipiert, dass sie eine saubere und kontrollierte Umgebung bietet, um überschüssiges Pulver effizient zurückzugewinnen.
Offene Kabinen: Geeignet für kleinere, manuelle Anwendungen, wo der Bediener direkten Zugang benötigt.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und sind effizienter bei der Kontrolle und Rückgewinnung von Overspray.
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungssysteme, die den Farbwechsel und die Wartung erleichtern.
3. Pulverauftragsgeräte
Automatisierte Pulverbeschichtung
Diese Geräte sind für die eigentliche Anwendung des Pulvers auf die Werkstücke verantwortlich und bestehen aus verschiedenen Komponenten, die den Pulverauftrag optimieren.
Elektrostatische Sprühpistolen: Laden die Pulverpartikel elektrostatisch auf, damit sie gleichmäßig auf der Werkstückoberfläche haften.
Pulverförderer: Transportieren das Pulver von den Vorratsbehältern zur Sprühpistole und sorgen für eine gleichmäßige Pulverzufuhr.
Steuerungseinheiten: Erlauben die Anpassung der Auftragsparameter wie Spannung, Pulverfluss und Sprühzeit.
4. Fördersysteme
Fördersysteme
Fördersysteme transportieren die Werkstücke durch die verschiedenen Stationen der Beschichtungsanlage, von der Vorbehandlung bis zur Aushärtung.
Kettenförderer: Bieten kontinuierliche Bewegung und sind ideal für die Massenproduktion.
Schienen- und Rollensysteme: Ermöglichen Flexibilität bei der Anordnung der Produktionslinie.
Pufferzonen: Bereiche, in denen Werkstücke zwischengelagert werden können, um den Produktionsfluss zu optimieren.
5. Einbrennöfen
Pulverofen
Einbrennöfen sind entscheidend für die Aushärtung der Pulverbeschichtung, da sie die erforderliche Wärme bereitstellen, um das Pulver zu schmelzen und eine dauerhafte Oberfläche zu schaffen.
Chargenöfen: Ideal für kleinere Produktionen mit variablen Chargengrößen; sie bieten Flexibilität und können verschiedene Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien mit hohen Durchsatzraten. Teile werden auf einem Förderband durch den Ofen transportiert.
Konvektions- und Infrarotöfen: Verschiedene Technologien bieten spezifische Vorteile in Bezug auf Aufheizgeschwindigkeit und Energieeffizienz.
6. Rückgewinnungs- und Recycling-Systeme
Zyklonrückgewinnung
Diese Systeme sind darauf ausgelegt, überschüssiges Pulver aufzufangen und wiederzuverwenden, um Abfall zu minimieren und die Effizienz zu maximieren.
Zyklonabscheider: Trennen überschüssiges Pulver aus der Luft und führen es zurück in den Beschichtungsprozess.
Filtersysteme: Entfernen Feinstaub aus der Luft und stellen sicher, dass nur saubere Luft in die Umgebung abgegeben wird.
Siebsysteme: Stellen sicher, dass nur qualitativ hochwertiges Pulver erneut verwendet wird, indem sie Verunreinigungen entfernen.
7. Steuerungs- und Überwachungssysteme
Moderne Steuerungssysteme ermöglichen die Überwachung und Anpassung aller Aspekte des Beschichtungsprozesses in Echtzeit.
Prozessleitsysteme (PLS): Überwachen und steuern den gesamten Produktionsablauf und bieten Echtzeit-Daten zur Optimierung der Prozesse.
Benutzeroberflächen: Intuitive Bedienpanels ermöglichen eine einfache Steuerung und Anpassung der Systemeinstellungen.
Datenanalyse-Tools: Erfassen und analysieren Daten zur Prozessoptimierung und Fehlererkennung.
8. Kühlzonen
Nach dem Aushärtungsprozess müssen die Werkstücke auf Raumtemperatur abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden können.
Luftkühlungssysteme: Nutzen Luftzirkulation, um die Werkstücke effizient abzukühlen.
Wasserkühlungssysteme: In speziellen Anwendungen, wo schnelle Abkühlung erforderlich ist, können Wasserkühlungssysteme eingesetzt werden.
9. Materialhandling-Systeme
Diese Systeme unterstützen das Be- und Entladen von Werkstücken und die Bewegung innerhalb der Anlage.
Robotiksysteme: Automatisierte Roboterarme, die Werkstücke präzise positionieren und handhaben.
Hubsysteme: Unterstützen beim Transport schwerer Werkstücke innerhalb der Anlage.
10. Wartungseinrichtungen
Regelmäßige Wartung ist entscheidend, um die Effizienz und Lebensdauer der Anlage zu gewährleisten.
Integrierte Wartungstools: Sensoren und Software zur vorausschauenden Wartung, die den Zustand der Anlage überwachen und Wartungsbedarf identifizieren.
Zugängliche Wartungsbereiche: Einfache Zugänglichkeit für regelmäßige Inspektionen und Reparaturen.
Fazit
Eine komplette Pulverbeschichtungsanlage besteht aus vielen Komponenten, die zusammenarbeiten, um eine effiziente, qualitativ hochwertige und umweltfreundliche Beschichtung zu gewährleisten. Jede Komponente spielt eine entscheidende Rolle im Beschichtungsprozess, von der Vorbereitung der Werkstücke bis zur Aushärtung der Beschichtung. Die Wahl der richtigen Technologien und die Integration von Automatisierungslösungen können den Betrieb optimieren und die Produktionsziele eines Unternehmens effektiv unterstützen.
Anlagengröße
Pulverauftragskammer
Die Größe von Pulverbeschichtungsanlagen kann je nach den spezifischen Anforderungen eines Unternehmens stark variieren. Die Anlagengröße hängt von mehreren Faktoren ab, darunter die Art und Größe der zu beschichtenden Werkstücke, das Produktionsvolumen und die verfügbaren räumlichen Gegebenheiten. Hier sind einige wichtige Überlegungen und Optionen zur Variation der Anlagengröße:
Faktoren, die die Anlagengröße beeinflussen
Art der zu beschichtenden Werkstücke
Kleinere Teile: Bei der Beschichtung von kleineren Teilen, wie z. B. Elektrokomponenten oder kleinen Metallteilen, können kompaktere Anlagen eingesetzt werden.
Große Werkstücke: Für größere Teile, wie Automobilkarosserien oder große Maschinenteile, sind größere Anlagen mit geräumigen Kabinen und Öfen erforderlich.
Produktionsvolumen
Kleinserienproduktion: Unternehmen, die kleinere Produktionsvolumen handhaben, können mit einfacheren und kleineren Anlagen auskommen.
Massenproduktion: Für hohe Produktionsvolumen sind größere und komplexere Anlagen notwendig, die einen kontinuierlichen Betrieb ermöglichen.
Verfügbare Fläche
Kompakte Lösungen: In begrenzten Räumlichkeiten können platzsparende Designs und integrierte Systeme genutzt werden, um den verfügbaren Platz optimal zu nutzen.
Großflächige Anlagen: In größeren Einrichtungen kann eine weitläufige Anordnung von Vorbehandlung, Beschichtung und Aushärtung erfolgen, um einen reibungslosen Produktionsablauf zu gewährleisten.
Prozessanforderungen
Vielseitigkeit: Anlagen, die verschiedene Beschichtungsarten und Materialien verarbeiten müssen, erfordern möglicherweise eine modulare Struktur, die Anpassungen erlaubt.
Spezialanforderungen: Bestimmte Anwendungen, wie z. B. die Beschichtung von hitzeempfindlichen Materialien, erfordern spezifische Anpassungen der Anlagengröße und -konfiguration.
Optionen zur Variation der Anlagengröße
1. Modulare Anlagen
Modulare Anlagen sind flexibel und können an unterschiedliche Produktionsanforderungen angepasst werden. Sie bestehen aus separaten Modulen, die nach Bedarf hinzugefügt oder entfernt werden können.
Vorteile:
Flexibilität: Einfaches Anpassen und Erweitern der Anlage, um auf wechselnde Produktionsanforderungen zu reagieren.
Kosteneffizienz: Investitionen können nach und nach getätigt werden, indem nur die notwendigen Module erworben werden.
Einfache Wartung: Einzelne Module können leicht gewartet oder ausgetauscht werden, ohne den gesamten Betrieb zu unterbrechen.
Beispiele:
Modulare Kabinen: Erlauben die Anpassung der Kabinengröße je nach Werkstückgröße.
Erweiterbare Fördersysteme: Zusätzliche Förderstrecken können hinzugefügt werden, um den Produktionsfluss zu erweitern.
2. Kompakte Anlagen
Kompakte Anlagen sind ideal für Unternehmen mit begrenztem Platzangebot oder für kleinere Produktionsvolumen.
Vorteile:
Platzsparend: Effektive Nutzung des verfügbaren Raums.
Geringere Investitionskosten: Reduzierte Anfangsinvestitionen durch den kleineren Maßstab der Anlage.
Schnellere Installation: Einfachere und schnellere Implementierung.
Beispiele:
Mini-Kabinen: Kleinere Beschichtungskabinen für spezialisierte Anwendungen.
Integrierte Systeme: Anlagen, die Vorbehandlung, Beschichtung und Aushärtung in einem kompakten Layout vereinen.
3. Großflächige Anlagen
Für Unternehmen mit hohen Produktionsanforderungen oder großen Werkstücken sind großflächige Anlagen notwendig.
Vorteile:
Hohe Kapazität: Eignen sich für die Massenproduktion und den gleichzeitigen Betrieb mehrerer Linien.
Vielseitigkeit: Möglichkeit, mehrere Prozesse gleichzeitig durchzuführen.
Effizienz: Optimierte Produktionsabläufe durch die großzügige Gestaltung der Anlage.
Beispiele:
Mehrere Kabinen und Öfen: Separate Bereiche für unterschiedliche Farben oder Materialien.
Erweiterte Fördersysteme: Lange Förderstrecken für den Transport großer oder zahlreicher Teile.
Planungsüberlegungen bei der Anlagengrößenauswahl
Zukunftsprognosen
Marktentwicklung: Berücksichtigen Sie mögliche Expansionen oder Veränderungen in der Nachfrage.
Technologische Fortschritte: Planen Sie für zukünftige Anpassungen oder Upgrades der Anlage.
Kostenüberlegungen
Anfangsinvestition vs. Betriebskosten: Wägen Sie die Anfangsinvestitionen gegen die langfristigen Betriebskosten ab.
Finanzielle Flexibilität: Planen Sie die Finanzierung der Anlage im Einklang mit den finanziellen Möglichkeiten und Zielen des Unternehmens.
Integration und Kompatibilität
Bestehende Infrastruktur: Überprüfen Sie die Kompatibilität der neuen Anlage mit bestehenden Systemen und Einrichtungen.
Erweiterungsmöglichkeiten: Planen Sie die Integration zukünftiger Erweiterungen oder Module.
Umwelt- und Sicherheitsstandards
Regulierungen: Stellen Sie sicher, dass die Anlage alle relevanten Umwelt- und Sicherheitsstandards erfüllt.
Nachhaltigkeit: Berücksichtigen Sie umweltfreundliche Technologien und Praktiken bei der Planung und dem Betrieb der Anlage.
Fazit
Die Größe einer Pulverbeschichtungsanlage kann an die spezifischen Bedürfnisse und Anforderungen eines Unternehmens angepasst werden. Durch die Auswahl der richtigen Anlagengröße und -konfiguration können Unternehmen ihre Produktionsziele effizient erreichen, die Qualität ihrer Produkte verbessern und die Betriebskosten optimieren. Ob modular, kompakt oder großflächig, jede Anlagengröße hat ihre eigenen Vorteile und Herausforderungen, die sorgfältig abgewogen werden müssen, um die besten Ergebnisse zu erzielen.
Benötigte Mitarbeiterzahl
Beschichtungseinheit
Die Anzahl der benötigten Mitarbeiter für den Betrieb einer Pulverbeschichtungsanlage hängt von mehreren Faktoren ab, darunter die Größe und Automatisierung der Anlage, das Produktionsvolumen, die Art der zu beschichtenden Werkstücke und die spezifischen betrieblichen Anforderungen. Hier sind einige Überlegungen, um die optimale Mitarbeiterzahl für den Betrieb einer Pulverbeschichtungsanlage zu bestimmen:
1. Faktoren, die die Mitarbeiterzahl beeinflussen
a. Größe der Anlage
Kleine Anlagen:
Typischerweise weniger Mitarbeiter erforderlich.
Häufig eine Mischung aus manuellen und halbautomatisierten Prozessen.
Große Anlagen:
Mehr Mitarbeiter erforderlich, insbesondere bei einer hohen Produktionskapazität.
Automatisierte Systeme können jedoch den Bedarf an Personal verringern.
b. Automatisierungsgrad
Hochautomatisierte Anlagen:
Reduzierter Bedarf an manueller Arbeit.
Erfordern jedoch technisches Personal für die Überwachung, Wartung und Programmierung der Anlagen.
Manuelle oder halbautomatisierte Anlagen:
Höherer Personalbedarf für die Bedienung und Überwachung der Anlagen.
c. Produktionsvolumen
Niedriges Produktionsvolumen:
Geringerer Personalbedarf.
Mehr Flexibilität bei der Planung von Schichten.
Hohes Produktionsvolumen:
Mehr Mitarbeiter erforderlich, um den Produktionsfluss aufrechtzuerhalten.
Möglicherweise mehrere Schichten zur Maximierung der Betriebszeit.
d. Werkstücktypen
Komplexe oder große Werkstücke:
Erfordern möglicherweise mehr Personal für die Handhabung und Inspektion.
Spezialisierte Mitarbeiter für die Anpassung der Beschichtungsparameter.
Kleine oder standardisierte Teile:
Weniger Personal für die Handhabung erforderlich.
Prozessabläufe sind oft einfacher und standardisiert.
2. Typische Rollen in einer Pulverbeschichtungsanlage
a. Produktionsmitarbeiter
Bediener der Beschichtungsanlagen:
Verantwortlich für das Auftragen der Pulverbeschichtung.
Überwachung der Qualität und Sicherstellung der richtigen Parameter.
Vorbehandlungsmitarbeiter:
Durchführung von Reinigungs- und Vorbehandlungsprozessen.
Sicherstellung, dass die Werkstücke ordnungsgemäß vorbereitet sind.
b. Technisches Personal
Wartungstechniker:
Regelmäßige Wartung und Reparatur der Anlagen.
Überwachung der Systemleistung und Durchführung von Fehlerbehebungen.
Automatisierungs- und Steuerungstechniker:
Programmierung und Überwachung automatisierter Systeme.
Anpassung der Steuerungsparameter und Optimierung der Prozesse.
c. Qualitätssicherung
Qualitätsinspektoren:
Durchführung von Qualitätskontrollen zur Sicherstellung der Einhaltung von Standards.
Verwendung von Messgeräten zur Überprüfung der Schichtdicke und Oberflächenqualität.
Prozessoptimierer:
Analyse von Produktionsdaten zur Verbesserung der Effizienz und Qualität.
Implementierung von Verbesserungsmaßnahmen.
d. Management und Verwaltung
Produktionsleiter:
Überwachung der gesamten Produktionslinie.
Koordination der Mitarbeiter und Sicherstellung der Zielerreichung.
Logistik- und Materialplaner:
Verwaltung der Materialflüsse und Bestände.
Planung der Produktion auf Basis von Nachfrage und Kapazität.
3. Beispiel einer Mitarbeiterverteilung
Hier ist ein Beispiel für die Mitarbeiterverteilung in einer mittelgroßen, teilautomatisierten Pulverbeschichtungsanlage:
Rolle
Anzahl der Mitarbeiter
Beschreibung
Bediener der Vorbehandlung
2-3
Verantwortlich für Reinigung und Vorbereitung der Werkstücke.
Pulverbeschichtungsbediener
3-4
Durchführung des Beschichtungsprozesses.
Wartungstechniker
1-2
Wartung und Reparatur der Anlagen.
Automatisierungstechniker
1-2
Überwachung der automatisierten Systeme und Prozesssteuerung.
Qualitätsinspektoren
1-2
Überprüfung der Qualität der beschichteten Teile.
Produktionsleiter
1
Leitung der Produktion und Koordination der Schichten.
Logistik- und Materialplaner
1
Verwaltung der Materialbestände und Produktionsplanung.
4. Optimierung der Mitarbeiterzahl
Um die Mitarbeiterzahl effizient zu nutzen, können Unternehmen folgende Strategien in Betracht ziehen:
Schulung und Weiterbildung: Regelmäßige Schulungen, um die Qualifikation der Mitarbeiter zu verbessern und sie auf mehrere Aufgaben vorzubereiten.
Einsatz von Zeitarbeitern: Flexible Personalplanung durch den Einsatz von Zeitarbeitskräften, um bei Bedarf Spitzenbelastungen abzufangen.
Prozessoptimierung: Einsatz von Lean-Management-Prinzipien, um Prozesse zu optimieren und den Personalbedarf zu reduzieren.
Investition in Automatisierung: Einsatz von Automatisierungstechnologien zur Reduzierung des manuellen Arbeitsaufwands und Verbesserung der Effizienz.
Fazit
Die optimale Anzahl der Mitarbeiter in einer Pulverbeschichtungsanlage hängt von vielen Faktoren ab, darunter die Größe der Anlage, der Automatisierungsgrad und das Produktionsvolumen. Durch den Einsatz von Automatisierung, Schulung und Prozessoptimierung können Unternehmen ihre Personalkosten minimieren und gleichzeitig die Effizienz und Qualität ihrer Produktion maximieren. Eine sorgfältige Planung und Anpassung der Personalressourcen ist entscheidend, um den Erfolg der Anlage zu gewährleisten.
Pulverbeschichtungsgerät Power Coat 4 PRO Preis kaufen. Handpistole, Pulverbeschichtungsgerät, Pulverbeschichtungsanlage mit Garantie. Sprühpistole ersatzteile neu kaufen
Das Pulverbeschichtungsgerät Power Coat 4 PRO ist ein Hochleistungsgerät für die industrielle Pulverbeschichtung. Es bietet eine hervorragende Sprühleistung und ermöglicht eine schnelle und gleichmäßige Beschichtung von großen oder komplex geformten Teilen.
Das Gerät ist mit einer speziellen elektrostatischen Sprühtechnologie ausgestattet, die das Pulver anzieht und es gleichmäßig auf der Oberfläche verteilt. Dabei wird das Pulver auf das Werkstück durch ein Spray-Gerät aufgebracht, das von einem Hochspannungs-Elektrostatiksystem gesteuert wird.
Die Pulverbeschichtungsanlage verfügt über eine digitale Steuerung, die eine präzise Einstellung der Pulvermenge und der Sprühgeschwindigkeit ermöglicht. Sie kann auch mit einer automatischen Sprühsteuerung ausgestattet werden, die die Pulvermenge und die Sprühgeschwindigkeit automatisch anpasst, um eine gleichmäßige Beschichtung zu gewährleisten.
Das Gerät ist einfach zu bedienen und erfordert nur minimale Wartung. Es besteht aus robusten Materialien und ist für den Dauerbetrieb ausgelegt. Eine Vielzahl von Optionen ist verfügbar, einschließlich verschiedener Düsen- und Sprühaufsätze für die Anpassung an unterschiedliche Anwendungen.
Insgesamt ist das Pulverbeschichtungsgerät Power Coat 4 PRO eine ideale Lösung für industrielle Anwendungen, die eine schnelle, effiziente und zuverlässige Pulverbeschichtung erfordern.
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sich durch seine umweltfreundlichen Eigenschaften und Langlebigkeit der Beschichtung auszeichnet. Im Gegensatz zu herkömmlichen flüssigen Beschichtungen werden bei der Pulverbeschichtung trockene Pulverpartikel elektrostatisch auf die Oberfläche eines Werkstücks aufgebracht. Anschließend wird das Pulver in einem Ofen erhitzt, wodurch es schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Vorteile der Pulverbeschichtung umfassen:
Umweltfreundlichkeit: Keine Lösungsmittel und geringere Emissionen von flüchtigen organischen Verbindungen (VOC).
Effizienz: Hohe Materialausnutzung und weniger Abfall.
Robustheit: Gute Beständigkeit gegen chemische, mechanische und Witterungseinflüsse.
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen sind zentraler Bestandteil des Pulverbeschichtungsprozesses und umfassen die komplette Infrastruktur, die zur Anwendung von Pulverbeschichtungen erforderlich ist. Diese Anlagen sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedlichen industriellen Anforderungen gerecht zu werden.
Typen von Pulverbeschichtungsanlagen:
Manuelle Pulverbeschichtungsanlagen: Ideal für kleinere Betriebe oder spezialisierte Anwendungen, bei denen Flexibilität gefordert ist. Sie bestehen aus einer Pulverkabine, einem Pulvergerät und einem Einbrennofen.
Halbautomatische Anlagen: Kombinieren manuelle und automatische Prozesse, um eine höhere Effizienz bei mittleren Produktionsvolumina zu erreichen. Diese Anlagen bieten eine gute Balance zwischen Flexibilität und Automatisierung.
Vollautomatische Pulverbeschichtungsanlagen: Entwickelt für Großserienproduktionen. Diese Anlagen sind vollständig automatisiert und beinhalten Fördersysteme, automatische Pistolen und integrierte Steuerungssysteme, um hohe Produktionsgeschwindigkeiten und gleichbleibende Qualität zu gewährleisten.
Pulverkabinen
Pulverkabinen für Hand- und Automatikbeschichtung
Pulverkabinen sind spezielle Räume oder Gehäuse, in denen der Pulverbeschichtungsprozess stattfindet. Sie spielen eine entscheidende Rolle bei der Gewährleistung einer sauberen und kontrollierten Umgebung für die Pulverbeschichtung.
Typen von Pulverkabinen:
Offene Kabinen: Diese Kabinen sind ideal für kleine bis mittlere Anwendungen. Sie bieten einen offenen Zugang für den Bediener, sind jedoch weniger effektiv bei der Kontrolle von Overspray.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und minimieren Overspray durch integrierte Luftführungssysteme. Geschlossene Kabinen sind in der Regel effizienter und sicherer.
Selbstreinigende Kabinen: Ausgestattet mit automatischen Reinigungssystemen, die den Farbwechsel und die Wartung erleichtern. Diese Kabinen sind besonders nützlich in Anwendungen mit häufigem Farbwechsel.
Sicherheits- und Umweltaspekte: Pulverkabinen sind so konzipiert, dass sie die Sicherheit der Bediener gewährleisten und die Umweltbelastung minimieren. Dazu gehören Belüftungssysteme, Filter zur Partikelabscheidung und Schutzvorrichtungen, die den Kontakt mit dem Pulver verhindern.
Einbrennöfen
Einbrennofen Elektrisch
Der Einbrennofen ist ein unverzichtbarer Bestandteil des Pulverbeschichtungsprozesses, da er die notwendigen Temperaturen bereitstellt, um das aufgetragene Pulver zu einer harten, widerstandsfähigen Oberfläche zu verschmelzen.
Typen von Einbrennöfen:
Chargenöfen: Ideal für kleinere Produktionen oder variierende Chargengrößen. Diese Öfen sind flexibel und können unterschiedliche Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien, bei denen hohe Durchsatzraten erforderlich sind. Teile werden auf einem Förderband durch den Ofen transportiert, was eine konstante Verarbeitung ermöglicht.
Energieeffizienz und Temperatursteuerung: Moderne Einbrennöfen sind energieeffizient und bieten präzise Temperaturregelung, um gleichbleibende Beschichtungsqualität zu gewährleisten. Technologien wie Wärmerückgewinnungssysteme und fortschrittliche Isolierung tragen zur Reduzierung des Energieverbrauchs bei.
Pulvergeräte
Pulverbeschichtungspistole
Pulvergeräte sind für die Anwendung der Pulverbeschichtung unerlässlich. Sie bestehen aus verschiedenen Komponenten, die zusammenarbeiten, um das Pulver gleichmäßig und effizient auf die Oberfläche des Werkstücks aufzubringen.
Arten von Pulvergeräten:
Elektrostatische Sprühpistolen: Verwenden Hochspannung, um Pulverpartikel elektrostatisch aufzuladen, was eine gleichmäßige Verteilung und Haftung auf dem Werkstück fördert.
Pulverförderer: Transportieren das Pulver vom Vorratsbehälter zur Sprühpistole. Sie sind entscheidend für die Konsistenz und Effizienz des Beschichtungsprozesses.
Elektrostatik spielt eine zentrale Rolle bei der Pulverbeschichtung, da sie die Anziehungskraft zwischen den Pulverpartikeln und der Oberfläche erhöht und so eine gleichmäßige Beschichtung ermöglicht.
Auswahlkriterien für Pulvergeräte umfassen:
Kompatibilität: Passend für die spezifischen Anforderungen der Anwendung.
Flexibilität: Anpassungsfähigkeit an unterschiedliche Werkstückgrößen und -formen.
Effizienz: Hohe Materialausnutzung und minimierter Pulververbrauch.
Automatische Pulverbeschichtungsanlagen
Automatische Pulverbeschichtungsanlagen bieten zahlreiche Vorteile, insbesondere in Bezug auf Effizienz und Konsistenz. Sie sind ideal für Großserienproduktionen und tragen zur Senkung der Betriebskosten bei.
Vorteile der Automatisierung:
Erhöhte Produktivität: Automatische Systeme können kontinuierlich arbeiten und so die Produktionskapazität erheblich steigern.
Gleichbleibende Qualität: Minimierung von Fehlern und Variabilität durch präzise Steuerung der Beschichtungsparameter.
Kostenersparnis: Reduzierung der Arbeitskosten und des Materialverbrauchs durch optimierte Prozesse.
Komponenten und Funktionsweise:
Fördersysteme: Transportieren Werkstücke automatisch durch den Beschichtungsprozess.
Automatische Sprühpistolen: Verteilen das Pulver gleichmäßig auf den Werkstücken.
Integrierte Steuerungssysteme: Überwachen und steuern alle Aspekte des Beschichtungsprozesses, einschließlich Temperatur, Sprühzeit und Pulvermenge.
Ersatzteile für Pulverbeschichtungsanlagen
Ersatzteile sind entscheidend für die Wartung und Langlebigkeit von Pulverbeschichtungsanlagen. Regelmäßige Wartung und der rechtzeitige Austausch von Verschleißteilen sind unerlässlich, um Ausfallzeiten zu minimieren und die Effizienz der Anlagen aufrechtzuerhalten.
Wichtige Ersatzteile und ihre Funktionen:
Sprühdüsen: Stellen die gleichmäßige Verteilung des Pulvers sicher.
Filter: Entfernen überschüssige Pulverpartikel aus der Kabinenluft.
Förderbänder: Transportieren die Werkstücke durch den Beschichtungsprozess.
Wartung und Instandhaltung:
Regelmäßige Inspektionen: Identifizieren potenzielle Probleme frühzeitig und ermöglichen rechtzeitige Reparaturen.
Ersatzteilmanagement: Sicherstellung der Verfügbarkeit von Ersatzteilen zur Minimierung von Ausfallzeiten.
Zukunft der Pulverbeschichtungstechnologie
Pulverfördersystem
Die Pulverbeschichtungstechnologie entwickelt sich kontinuierlich weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Zu den wichtigsten Trends und Entwicklungen gehören:
Nachhaltigkeit: Einsatz umweltfreundlicher Materialien und Verfahren zur Reduzierung des ökologischen Fußabdrucks.
Fortschrittliche Materialien: Entwicklung neuer Pulverformeln, die verbesserte Eigenschaften wie Korrosionsbeständigkeit und UV-Stabilität bieten.
Digitalisierung: Integration von IoT und datenbasierten Lösungen zur Optimierung des Beschichtungsprozesses und zur Verbesserung der Qualitätssicherung.
Fazit
Pulverbeschichtungsanlagen und ihre Komponenten sind ein wesentlicher Bestandteil moderner Produktionsprozesse. Sie bieten eine umweltfreundliche, effiziente und langlebige Lösung für die Oberflächenveredelung. Durch die ständige Weiterentwicklung der Technologie und den Einsatz von Automatisierung können Unternehmen ihre Effizienz steigern und gleichzeitig die Qualität ihrer Produkte sicherstellen.
Ich hoffe, dieser umfassende Überblick über Pulverbeschichtungsanlagen und verwandte Komponenten ist hilfreich. Wenn Sie weitere Informationen oder spezifische Details zu einem bestimmten Abschnitt wünschen, lassen Sie es mich bitte wissen!
Wie lange hält Pulverbeschichtung?
Aktuelle Entwicklungen und Innovationen
Die Haltbarkeit einer Pulverbeschichtung kann je nach Anwendung, Umgebung und Qualität der Beschichtung stark variieren. Hier sind einige Faktoren, die die Lebensdauer einer Pulverbeschichtung beeinflussen können:
Faktoren, die die Haltbarkeit beeinflussen:
Qualität des Pulvers:
Pulverformulierung: Hochwertige Pulverlacke bieten in der Regel eine längere Haltbarkeit und bessere Widerstandsfähigkeit gegen Umwelteinflüsse.
UV-Stabilität: Speziell formulierte Pulverlacke mit UV-Schutz verlängern die Lebensdauer bei Anwendungen im Freien.
Vorbereitung der Oberfläche:
Reinigung: Eine gründliche Reinigung der Oberfläche vor der Beschichtung ist entscheidend, um eine gute Haftung des Pulvers zu gewährleisten.
Vorbehandlung: Verfahren wie das Phosphatieren oder Sandstrahlen verbessern die Haftung und Korrosionsbeständigkeit.
Bedingungen der Anwendung:
Innen- vs. Außenanwendung: Pulverbeschichtungen im Innenbereich können Jahrzehnte halten, während Beschichtungen im Außenbereich stärker durch UV-Strahlung, Feuchtigkeit und Temperaturschwankungen beansprucht werden.
Mechanische Belastung: Starke mechanische Belastungen oder Abnutzung können die Lebensdauer der Beschichtung verkürzen.
Betriebsumgebung:
Korrosive Umgebungen: In Industriegebieten oder maritimen Umgebungen kann die Lebensdauer aufgrund der erhöhten Korrosionsgefahr kürzer sein.
Witterungseinflüsse: Regionen mit extremen Wetterbedingungen können die Lebensdauer der Pulverbeschichtung verkürzen.
Beschichtungsdicke:
Eine angemessene Schichtdicke ist wichtig, um eine gleichmäßige Abdeckung und ausreichenden Schutz zu gewährleisten.
Typische Lebensdauer
Innenanwendungen: Pulverbeschichtungen, die in Innenbereichen aufgebracht werden, können oft 15-20 Jahre oder länger halten, da sie weniger extremen Bedingungen ausgesetzt sind.
Außenanwendungen: Bei Außenanwendungen hängt die Lebensdauer stark von den Umweltbedingungen ab, kann jedoch typischerweise zwischen 5 und 10 Jahren liegen. Hochwertige Pulverbeschichtungen, die speziell für den Außenbereich entwickelt wurden, können bis zu 15 Jahre oder länger halten, wenn sie regelmäßig gewartet werden.
Industrieanwendungen: In industriellen Anwendungen, die häufig aggressiven Chemikalien oder starker mechanischer Beanspruchung ausgesetzt sind, kann die Lebensdauer kürzer sein und erfordert häufigere Inspektionen und Wartungen.
Verlängerung der Haltbarkeit
Um die Lebensdauer der Pulverbeschichtung zu maximieren, sind folgende Maßnahmen empfehlenswert:
Regelmäßige Inspektion und Wartung: Frühe Erkennung von Schäden und rechtzeitige Reparaturen können die Haltbarkeit erheblich verlängern.
Vermeidung von physikalischen Schäden: Sorgfältiger Umgang mit beschichteten Oberflächen reduziert das Risiko von Kratzern und Abplatzungen.
Schutz vor chemischen Einflüssen: Vermeidung von Kontakt mit aggressiven Chemikalien und Reinigungsmitteln, die die Beschichtung angreifen könnten.
Fazit
Die Pulverbeschichtung ist eine langlebige und widerstandsfähige Methode zur Oberflächenveredelung, die bei richtiger Anwendung und Wartung viele Jahre halten kann. Die tatsächliche Lebensdauer hängt jedoch von zahlreichen Faktoren ab, einschließlich der Qualität des Pulvers, der Vorbereitung der Oberfläche und den Umgebungsbedingungen, denen die beschichteten Teile ausgesetzt sind.
Wartungstipps für Anlagen
Pulverpistole
Um die Langlebigkeit und Effizienz von Pulverbeschichtungsanlagen zu gewährleisten, ist eine regelmäßige Wartung entscheidend. Hier sind einige Wartungstipps, die Ihnen helfen, die Leistung Ihrer Anlagen zu maximieren und Ausfallzeiten zu minimieren:
1. Allgemeine Inspektion
Regelmäßige Überprüfungen: Führen Sie wöchentliche oder monatliche Inspektionen der gesamten Anlage durch, um sicherzustellen, dass alle Komponenten ordnungsgemäß funktionieren.
Sichtprüfung: Überprüfen Sie auf sichtbare Abnutzung, Schäden oder lose Teile, die die Funktion beeinträchtigen könnten.
2. Pulverkabinen
Filterwartung:
Reinigung oder Austausch: Reinigen oder ersetzen Sie die Filter regelmäßig, um eine effiziente Luftführung und Partikelabscheidung zu gewährleisten.
Filtertypen beachten: Verwenden Sie immer die vom Hersteller empfohlenen Filtertypen.
Kabinenreinigung:
Regelmäßige Reinigung: Halten Sie die Kabinenwände und -böden sauber, um Ansammlungen von überschüssigem Pulver zu vermeiden.
Staubabsaugung: Stellen Sie sicher, dass die Absauganlage regelmäßig geleert und gewartet wird, um eine optimale Funktion zu gewährleisten.
3. Einbrennöfen
Temperaturüberwachung:
Regelmäßige Kalibrierung: Überprüfen Sie regelmäßig die Kalibrierung der Temperatursteuerung, um eine gleichbleibende Beschichtungsqualität sicherzustellen.
Thermoelemente prüfen: Überprüfen Sie die Thermoelemente auf Genauigkeit und Funktionstüchtigkeit.
Ofenreinigung:
Innenreinigung: Entfernen Sie regelmäßig Rückstände und Ablagerungen im Inneren des Ofens, um die Effizienz zu erhalten.
Dichtungen überprüfen: Überprüfen Sie die Dichtungen an Türen und Durchgängen auf Abnutzung und tauschen Sie sie bei Bedarf aus.
4. Pulvergeräte
Sprühpistolenwartung:
Düsenreinigung: Reinigen Sie die Düsen regelmäßig, um Verstopfungen und ungleichmäßige Sprühmuster zu vermeiden.
Ersatzteile prüfen: Halten Sie Ersatzdüsen und andere Verschleißteile bereit, um Ausfallzeiten zu minimieren.
Pulverförderer:
Reinigungsintervalle: Reinigen Sie die Pulverförderer, um Blockaden zu verhindern und eine gleichmäßige Pulverzufuhr zu gewährleisten.
Antriebssysteme warten: Überprüfen Sie regelmäßig die Antriebe und Lager auf Verschleiß und tauschen Sie sie bei Bedarf aus.
5. Fördersysteme
Kettenspannung und Schmierung:
Spannung überprüfen: Kontrollieren Sie die Spannung der Förderketten und passen Sie sie bei Bedarf an, um einen reibungslosen Betrieb zu gewährleisten.
Schmierung: Schmieren Sie alle beweglichen Teile regelmäßig, um Verschleiß zu minimieren.
Lagerwartung:
Überprüfung der Lager: Überprüfen Sie die Lager auf Abnutzung und tauschen Sie sie bei Bedarf aus.
Schmiermittel verwenden: Verwenden Sie die vom Hersteller empfohlenen Schmiermittel, um die Lebensdauer der Lager zu verlängern.
6. Automatisierte Systeme
Steuerungssysteme:
Software-Updates: Halten Sie die Software der Steuerungssysteme auf dem neuesten Stand, um Effizienz und Sicherheit zu gewährleisten.
Fehlerprotokollierung: Überwachen Sie Fehlerprotokolle, um potenzielle Probleme frühzeitig zu erkennen.
Sensoren und Aktoren:
Funktionsprüfung: Überprüfen Sie regelmäßig die Sensoren und Aktoren auf ihre Funktionsfähigkeit und ersetzen Sie defekte Teile.
Kalibrierung: Führen Sie regelmäßige Kalibrierungen durch, um die Genauigkeit der automatisierten Systeme zu gewährleisten.
7. Ersatzteile und Lagerhaltung
Ersatzteilmanagement:
Bestandskontrolle: Führen Sie eine genaue Bestandskontrolle der Ersatzteile, um Ausfallzeiten durch fehlende Teile zu vermeiden.
Qualität der Ersatzteile: Verwenden Sie stets hochwertige Originalersatzteile, um die Funktionalität der Anlagen zu gewährleisten.
8. Schulung des Personals
Regelmäßige Schulungen: Schulen Sie Ihr Personal regelmäßig in der Bedienung und Wartung der Anlagen, um Bedienfehler zu vermeiden und die Sicherheit zu erhöhen.
Notfallverfahren: Stellen Sie sicher, dass alle Mitarbeiter mit den Notfallverfahren vertraut sind, um im Falle eines Ausfalls schnell reagieren zu können.
9. Dokumentation
Wartungsprotokolle: Führen Sie detaillierte Wartungsprotokolle, um den Wartungsverlauf und alle durchgeführten Arbeiten zu dokumentieren.
Checklisten verwenden: Nutzen Sie Wartungschecklisten, um sicherzustellen, dass alle erforderlichen Maßnahmen regelmäßig durchgeführt werden.
Fazit
Durch die Einhaltung dieser Wartungstipps können Sie die Effizienz und Lebensdauer Ihrer Pulverbeschichtungsanlagen maximieren. Eine gut gewartete Anlage führt zu einer höheren Produktqualität, weniger Ausfallzeiten und einer längeren Lebensdauer der Geräte. Regelmäßige Wartung ist eine Investition, die sich durch verbesserte Leistung und geringere Betriebskosten auszahlt.
Automatisierungsoptionen
Automatische Pulverbeschichtungsanlage
Automatisierungsoptionen in der Pulverbeschichtung bieten zahlreiche Vorteile, darunter erhöhte Effizienz, gleichbleibende Qualität und reduzierte Betriebskosten. Im Folgenden werden verschiedene Automatisierungsoptionen erläutert, die in modernen Pulverbeschichtungsanlagen eingesetzt werden können:
1. Automatische Sprühsysteme
Automatische Sprühsysteme sind eine wesentliche Komponente für die Automatisierung der Pulverbeschichtung und bieten präzise und gleichmäßige Beschichtungen. Sie bestehen aus mehreren automatisierten Sprühpistolen, die auf robotergesteuerten Armen montiert sind.
Robotergestützte Sprühpistolen: Diese Pistolen sind an Roboterarmen befestigt, die programmierbar sind, um komplexe Bewegungsmuster auszuführen und die Sprühwinkel für unterschiedliche Werkstückgeometrien zu optimieren.
Pulvermengensteuerung: Automatisierte Systeme ermöglichen die genaue Steuerung der Pulvermengen, was zu einer gleichmäßigen Schichtdicke und weniger Abfall führt.
Adaptive Technologie: Moderne Systeme nutzen Sensoren, um die Werkstückgeometrie in Echtzeit zu erfassen und die Sprühmuster entsprechend anzupassen.
2. Fördersysteme
Automatisierte Fördersysteme transportieren die Werkstücke durch die verschiedenen Phasen des Beschichtungsprozesses und tragen dazu bei, den Durchsatz zu erhöhen.
Overhead-Fördersysteme: Diese Systeme transportieren die Teile über Kopf durch die Kabinen und Öfen, was den Bodenraum frei hält und die Effizienz erhöht.
Ketten- und Schienensysteme: Förderbänder und Schienensysteme bieten Flexibilität bei der Gestaltung der Produktionslinie und können an unterschiedliche Anforderungen angepasst werden.
Variable Geschwindigkeit: Einige Fördersysteme ermöglichen die Anpassung der Geschwindigkeit je nach Werkstückgröße und Prozessanforderungen.
3. Einbrennöfen mit Automatisierung
Einbrennöfen können durch Automatisierung effizienter und präziser arbeiten, was die Qualität der Beschichtung verbessert.
Automatisierte Temperaturregelung: Intelligente Steuerungssysteme passen die Ofentemperatur in Echtzeit an, um die optimale Aushärtung der Pulverbeschichtung zu gewährleisten.
Zeitschaltuhren und Sensoren: Integrierte Timer und Sensoren helfen dabei, den Aushärtungsprozess genau zu überwachen und die Energieeffizienz zu maximieren.
Automatische Türsteuerung: Automatische Türen öffnen und schließen sich synchron mit dem Ein- und Ausgang der Werkstücke, um den Wärmeverlust zu minimieren.
4. Qualitätskontrollsysteme
Automatisierte Qualitätskontrollsysteme sorgen dafür, dass die Beschichtungen den festgelegten Standards entsprechen und verringern den Bedarf an manueller Inspektion.
Visuelle Inspektionssysteme: Kameras und Bildverarbeitungstechnologien prüfen die Beschichtungsqualität und identifizieren sofort Fehler oder Unregelmäßigkeiten.
Schichtdickenmessung: Berührungslose Messsysteme können die Dicke der Pulverbeschichtung präzise messen und Daten zur weiteren Analyse bereitstellen.
Echtzeit-Datenanalyse: Datenerfassungs- und Analysesysteme ermöglichen die Überwachung des gesamten Prozesses und helfen bei der Identifizierung von Optimierungspotenzialen.
5. Software-Integration
Softwarelösungen spielen eine entscheidende Rolle bei der Automatisierung, indem sie verschiedene Systeme integrieren und den Betrieb effizienter gestalten.
Leitsysteme (SCADA): Supervisory Control and Data Acquisition (SCADA) Systeme bieten eine zentrale Steuerung und Überwachung aller Anlagenkomponenten.
IoT-Integration: Internet of Things (IoT) Technologien ermöglichen die Vernetzung der Geräte und die Fernüberwachung sowie -steuerung der Prozesse.
Produktionsmanagement-Software: Diese Softwarelösungen helfen bei der Planung und Verwaltung von Produktionsabläufen, indem sie Daten aus verschiedenen Quellen konsolidieren.
6. Automatisierte Farbwechsel
Für Betriebe, die häufige Farbwechsel durchführen müssen, bieten automatisierte Farbwechselsysteme erhebliche Vorteile.
Schneller Farbwechsel: Automatisierte Systeme reduzieren die Zeit, die für den Farbwechsel benötigt wird, was die Produktionsausfallzeiten minimiert.
Minimierung von Pulverabfall: Durch den Einsatz von selbstreinigenden Sprühpistolen und Kabinen wird der Pulververbrauch optimiert.
7. Wartungsautomatisierung
Auch die Wartung von Anlagen kann automatisiert werden, um die Betriebszeiten zu maximieren und unvorhergesehene Ausfälle zu reduzieren.
Vorausschauende Wartung: Sensoren überwachen den Zustand der Anlagenkomponenten in Echtzeit und prognostizieren Wartungsbedarf, bevor Probleme auftreten.
Automatisierte Fehlerdiagnose: Diagnose-Tools identifizieren Probleme und bieten Lösungsvorschläge, die die Wartungseffizienz erhöhen.
Vorteile der Automatisierung in der Pulverbeschichtung
Erhöhte Produktivität: Automatisierte Systeme ermöglichen eine höhere Produktionsrate bei gleichzeitig konsistenter Qualität.
Geringere Betriebskosten: Durch die Optimierung des Materialverbrauchs und die Reduzierung des Arbeitsaufwands senken Automatisierungssysteme die Betriebskosten.
Verbesserte Qualität: Gleichbleibende Beschichtungsqualität und reduzierte Fehlerraten durch präzise Steuerung und Überwachung.
Umweltfreundlichkeit: Automatisierung reduziert den Pulverabfall und verbessert die Energieeffizienz der Anlagen.
Fazit
Automatisierungsoptionen in der Pulverbeschichtung bieten eine Vielzahl von Vorteilen und sind entscheidend für die Steigerung der Effizienz und Qualität in der Produktion. Die Integration von Robotik, fortschrittlicher Software und intelligenter Steuerung ermöglicht es Unternehmen, wettbewerbsfähig zu bleiben und gleichzeitig die Umweltbelastung zu reduzieren. Die Entscheidung für die richtige Kombination von Automatisierungstechnologien hängt von den spezifischen Anforderungen und Zielen des Unternehmens ab.
Automatisierungsvorteile
Die Stahlkabine für Pulverbeschichtung
Automatisierung in der Pulverbeschichtungsindustrie bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion steigern können. Hier sind die wichtigsten Vorteile der Automatisierung erklärt:
1. Erhöhte Effizienz
Höhere Produktionsraten: Automatisierte Systeme können kontinuierlich ohne Unterbrechungen arbeiten, was zu höheren Durchsatzraten führt. Dies bedeutet, dass mehr Teile in kürzerer Zeit beschichtet werden können, was die Gesamtproduktivität steigert.
Schnellere Zykluszeiten: Automatisierung reduziert die Bearbeitungszeit pro Werkstück erheblich, da Maschinen schneller und präziser arbeiten können als Menschen.
Minimierte Stillstandszeiten: Automatisierte Wartung und vorausschauende Diagnose minimieren ungeplante Ausfallzeiten, was die Verfügbarkeit der Anlage erhöht.
2. Gleichbleibende Qualität
Präzise Beschichtungsanwendung: Automatisierte Sprühsysteme sorgen für eine gleichmäßige Schichtdicke und reduzieren menschliche Fehler, die zu Qualitätsabweichungen führen können.
Wiederholgenauigkeit: Automatisierte Systeme wiederholen dieselben Bewegungen und Prozesse mit hoher Genauigkeit, was zu konsistenter Produktqualität führt, unabhängig von der Produktionsmenge.
Echtzeit-Qualitätskontrolle: Durch den Einsatz von Sensoren und Kameras können automatisierte Systeme kontinuierlich die Qualität der Beschichtung überwachen und sofort Anpassungen vornehmen.
3. Reduzierte Betriebskosten
Materialeinsparungen: Automatisierung optimiert den Einsatz von Pulvermaterialien, wodurch Abfall reduziert und die Materialnutzung verbessert wird.
Geringere Arbeitskosten: Der Bedarf an manueller Arbeit wird verringert, was die Personalkosten senkt. Mitarbeiter können in anderen Bereichen eingesetzt werden, wo menschliches Urteilsvermögen und Kreativität erforderlich sind.
Energieeffizienz: Automatisierte Systeme sind oft energieeffizienter, da sie optimierte Prozesse und Technologien verwenden, um den Energieverbrauch zu minimieren.
4. Verbesserte Sicherheit
Reduzierte Exposition gegenüber Gefahrenstoffen: Automatisierung minimiert den direkten Kontakt der Mitarbeiter mit potenziell gefährlichen Chemikalien und Pulvern, was das Risiko von Gesundheitsproblemen reduziert.
Sicherheitsüberwachung: Automatisierte Anlagen sind häufig mit Sicherheitssensoren ausgestattet, die Unfälle verhindern und im Notfall schnelle Reaktionen ermöglichen.
Ergonomische Vorteile: Mitarbeiter müssen weniger körperlich anspruchsvolle Aufgaben erledigen, was das Risiko von arbeitsbedingten Verletzungen verringert.
5. Flexibilität und Anpassungsfähigkeit
Schnelle Anpassung an Produktänderungen: Automatisierte Systeme können schnell neu programmiert werden, um auf Änderungen im Produktdesign oder der Produktion umzustellen, was die Flexibilität erhöht.
Einfache Integration neuer Technologien: Durch modulare Designs können neue Technologien oder Prozesse problemlos in bestehende Systeme integriert werden.
Vielfältige Anwendungsmöglichkeiten: Automatisierung kann an eine Vielzahl von Werkstückgrößen, -formen und -materialien angepasst werden, was die Vielseitigkeit der Produktion erhöht.
6. Nachhaltigkeit und Umweltfreundlichkeit
Reduzierung von Abfall und Emissionen: Automatisierte Systeme optimieren den Materialverbrauch und reduzieren den Überspray, was zu weniger Abfall und geringeren Emissionen führt.
Ressourceneffizienz: Durch die optimale Nutzung von Energie und Materialien tragen automatisierte Systeme zu nachhaltigeren Produktionsprozessen bei.
Verbesserte Umweltbilanz: Unternehmen können ihre Umweltziele leichter erreichen und ihre ökologische Verantwortung wahrnehmen.
7. Daten- und Prozessoptimierung
Datengesteuerte Entscheidungsfindung: Automatisierte Systeme sammeln kontinuierlich Daten, die zur Analyse und Optimierung der Produktionsprozesse verwendet werden können.
Prozessoptimierung durch IoT: Internet of Things (IoT) Technologien ermöglichen die Echtzeitüberwachung und -steuerung von Prozessen, was die Effizienz und Transparenz erhöht.
Vorausschauende Wartung: Durch die Analyse von Maschinendaten können Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Ausfällen führen.
Fazit
Die Automatisierung in der Pulverbeschichtung bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion erheblich steigern. Durch den Einsatz modernster Technologien können Unternehmen ihre Betriebskosten senken, die Produktsicherheit erhöhen und gleichzeitig ihre Umweltbilanz verbessern. Die Investition in Automatisierungslösungen zahlt sich langfristig durch höhere Produktivität, verbesserte Qualität und größere Flexibilität aus. Unternehmen, die Automatisierungstechnologien integrieren, positionieren sich besser im Wettbewerb und sind in der Lage, schneller auf Marktveränderungen zu reagieren.
Beispiele für Automatisierung
Hubgerät für Pulverbeschichtung
Hier sind einige konkrete Beispiele für Automatisierung in der Pulverbeschichtungsindustrie, die verdeutlichen, wie moderne Technologien den Beschichtungsprozess optimieren und verbessern können:
1. Robotergesteuerte Sprühapplikationen
Automatisierte Spritzroboter: Diese Roboterarme sind mit elektrostatischen Sprühpistolen ausgestattet und können komplexe Bewegungsmuster programmieren, um Teile unterschiedlicher Formen und Größen effizient zu beschichten. Durch die Robotersteuerung wird eine gleichmäßige Schichtdicke erreicht, und es gibt weniger Overspray.Beispiel: In der Automobilindustrie werden Karosserieteile oft mit robotergestützten Sprühsystemen beschichtet, um eine gleichmäßige und hochwertige Oberfläche zu gewährleisten. Ein Unternehmen wie ABB Robotics bietet Lösungen, die auf die spezifischen Anforderungen der Automobilindustrie zugeschnitten sind.
2. Automatische Fördersysteme
Overhead-Kettenförderer: Diese Systeme transportieren die Teile durch verschiedene Prozessschritte wie Reinigung, Beschichtung und Aushärtung. Sie ermöglichen einen kontinuierlichen Produktionsfluss und minimieren manuelle Eingriffe.Beispiel: Bei der Herstellung von Metallmöbeln werden Teile oft auf Förderbändern bewegt, die sie durch alle Beschichtungsphasen führen. Unternehmen wie Nordson bieten komplexe Fördersysteme an, die an verschiedene Produktionslayouts angepasst werden können.
3. Automatisierte Farbwechselsysteme
Schnellwechselkabinen: Diese Kabinen sind darauf ausgelegt, den Farbwechselprozess zu beschleunigen. Sie verfügen über automatische Reinigungszyklen und programmierbare Steuerungen, die den Farbwechsel effizienter machen.Beispiel: In der Fahrradindustrie, wo häufig Farbvarianten angeboten werden, nutzen Hersteller automatisierte Systeme, um den Farbwechsel schnell durchzuführen, ohne die Produktion zu verlangsamen. Systeme von Gema Switzerland bieten automatische Farbwechseltechnologien, die in der Branche weit verbreitet sind.
4. Intelligente Einbrennöfen
Automatisierte Temperatur- und Zeitsteuerung: Einbrennöfen sind mit Sensoren ausgestattet, die die Temperatur und den Durchsatz in Echtzeit überwachen und anpassen, um die optimale Aushärtung der Beschichtung zu gewährleisten.Beispiel: In der Elektronikindustrie, wo präzise Temperaturkontrollen entscheidend sind, verwenden Hersteller automatisierte Öfen, um die empfindlichen Komponenten richtig zu behandeln. Unternehmen wie Despatch Industries bieten Öfen an, die auf solche spezifischen Anforderungen abgestimmt sind.
5. Echtzeit-Qualitätskontrollsysteme
Vision-Systeme für die Inspektion: Kameras und Bildverarbeitungstechnologien erfassen die Beschichtungsqualität in Echtzeit, erkennen Fehler und ermöglichen sofortige Korrekturmaßnahmen.Beispiel: In der Luftfahrtindustrie, wo höchste Qualitätsstandards gelten, werden Vision-Systeme eingesetzt, um die Beschichtungen auf Flugzeugteilen zu überprüfen. Anbieter wie Cognex bieten fortschrittliche Bildverarbeitungslösungen an, die in diesen Anwendungen genutzt werden.
6. Datenanalyse und IoT-Integration
IoT-gestützte Prozessüberwachung: Sensoren an verschiedenen Stellen der Produktionslinie sammeln Daten, die zur Optimierung des gesamten Beschichtungsprozesses genutzt werden können. IoT-Plattformen ermöglichen eine zentrale Überwachung und Anpassung der Systeme in Echtzeit.Beispiel: Ein Hersteller von landwirtschaftlichen Maschinen nutzt IoT-Daten, um die Effizienz der Pulverbeschichtungsanlage zu verbessern und Wartungszyklen zu optimieren. Unternehmen wie Siemens bieten umfassende IoT-Lösungen an, die solche Anwendungen unterstützen.
7. Vorausschauende Wartung
Condition Monitoring: Automatisierte Überwachungssysteme analysieren kontinuierlich den Zustand von Anlagenkomponenten und prognostizieren Wartungsbedarf, bevor Ausfälle auftreten.Beispiel: Ein Hersteller von Haushaltsgeräten implementiert vorausschauende Wartung, um die Lebensdauer seiner Beschichtungsanlagen zu verlängern und die Verfügbarkeit zu maximieren. Lösungen von GE Digital bieten solche Condition-Monitoring-Tools an.
8. Automatisierte Reinigungssysteme
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungszyklen, die das Entfernen von Pulverrückständen und die Vorbereitung für den nächsten Durchgang erleichtern.Beispiel: In der Herstellung von Baukomponenten, die unterschiedliche Beschichtungen erfordern, helfen selbstreinigende Systeme, die Wechselzeiten zwischen den verschiedenen Pulverlacken zu verkürzen. Systeme von Wagner bieten effiziente Reinigungsoptionen, die in solchen Anwendungen zum Einsatz kommen.
Fazit
Automatisierung in der Pulverbeschichtungsindustrie bietet vielfältige Möglichkeiten, die Produktion zu optimieren und gleichzeitig die Qualität zu steigern. Durch den Einsatz von robotergesteuerten Sprühsystemen, automatisierten Fördersystemen, intelligenten Einbrennöfen und fortschrittlichen Überwachungs- und Wartungstechnologien können Unternehmen ihre Effizienz erhöhen und ihre Wettbewerbsfähigkeit verbessern. Die Investition in Automatisierungstechnologien ermöglicht es Unternehmen, sich schnell an Marktveränderungen anzupassen und gleichzeitig ihre Produktionskosten zu senken.
Komponenten einer Komplette Pulverbeschichtungsanlage
Pulverbeschichtungsanlage mit Traversen
Eine komplette Pulverbeschichtungsanlage besteht aus mehreren wesentlichen Komponenten, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu gewährleisten. Hier sind die Hauptkomponenten einer solchen Anlage und ihre Funktionen:
1. Vorbehandlungssystem
Oberflächenvorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt, um sicherzustellen, dass die Oberfläche des Werkstücks sauber und bereit für die Beschichtung ist. Die Vorbehandlung verbessert die Haftung der Pulverbeschichtung und erhöht die Korrosionsbeständigkeit.
Reinigungsstationen: Entfernen Öl, Fett, Staub und andere Verunreinigungen von der Oberfläche des Werkstücks.
Phosphatier- oder Chromatierstationen: Bilden eine Schutzschicht, die die Haftung verbessert und die Korrosionsbeständigkeit erhöht.
Spül- und Trocknungsstationen: Stellen sicher, dass das Werkstück frei von chemischen Rückständen und trocken ist, bevor es zur Beschichtung weitergeleitet wird.
2. Pulverkabinen
Automatische Pulverbeschichtungsanlage
Die Pulverkabine ist der Bereich, in dem das Pulver elektrostatisch auf die Werkstücke aufgetragen wird. Sie ist so konzipiert, dass sie eine saubere und kontrollierte Umgebung bietet, um überschüssiges Pulver effizient zurückzugewinnen.
Offene Kabinen: Geeignet für kleinere, manuelle Anwendungen, wo der Bediener direkten Zugang benötigt.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und sind effizienter bei der Kontrolle und Rückgewinnung von Overspray.
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungssysteme, die den Farbwechsel und die Wartung erleichtern.
3. Pulverauftragsgeräte
Automatisierte Pulverbeschichtung
Diese Geräte sind für die eigentliche Anwendung des Pulvers auf die Werkstücke verantwortlich und bestehen aus verschiedenen Komponenten, die den Pulverauftrag optimieren.
Elektrostatische Sprühpistolen: Laden die Pulverpartikel elektrostatisch auf, damit sie gleichmäßig auf der Werkstückoberfläche haften.
Pulverförderer: Transportieren das Pulver von den Vorratsbehältern zur Sprühpistole und sorgen für eine gleichmäßige Pulverzufuhr.
Steuerungseinheiten: Erlauben die Anpassung der Auftragsparameter wie Spannung, Pulverfluss und Sprühzeit.
4. Fördersysteme
Fördersysteme
Fördersysteme transportieren die Werkstücke durch die verschiedenen Stationen der Beschichtungsanlage, von der Vorbehandlung bis zur Aushärtung.
Kettenförderer: Bieten kontinuierliche Bewegung und sind ideal für die Massenproduktion.
Schienen- und Rollensysteme: Ermöglichen Flexibilität bei der Anordnung der Produktionslinie.
Pufferzonen: Bereiche, in denen Werkstücke zwischengelagert werden können, um den Produktionsfluss zu optimieren.
5. Einbrennöfen
Pulverofen
Einbrennöfen sind entscheidend für die Aushärtung der Pulverbeschichtung, da sie die erforderliche Wärme bereitstellen, um das Pulver zu schmelzen und eine dauerhafte Oberfläche zu schaffen.
Chargenöfen: Ideal für kleinere Produktionen mit variablen Chargengrößen; sie bieten Flexibilität und können verschiedene Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien mit hohen Durchsatzraten. Teile werden auf einem Förderband durch den Ofen transportiert.
Konvektions- und Infrarotöfen: Verschiedene Technologien bieten spezifische Vorteile in Bezug auf Aufheizgeschwindigkeit und Energieeffizienz.
6. Rückgewinnungs- und Recycling-Systeme
Zyklonrückgewinnung
Diese Systeme sind darauf ausgelegt, überschüssiges Pulver aufzufangen und wiederzuverwenden, um Abfall zu minimieren und die Effizienz zu maximieren.
Zyklonabscheider: Trennen überschüssiges Pulver aus der Luft und führen es zurück in den Beschichtungsprozess.
Filtersysteme: Entfernen Feinstaub aus der Luft und stellen sicher, dass nur saubere Luft in die Umgebung abgegeben wird.
Siebsysteme: Stellen sicher, dass nur qualitativ hochwertiges Pulver erneut verwendet wird, indem sie Verunreinigungen entfernen.
7. Steuerungs- und Überwachungssysteme
Moderne Steuerungssysteme ermöglichen die Überwachung und Anpassung aller Aspekte des Beschichtungsprozesses in Echtzeit.
Prozessleitsysteme (PLS): Überwachen und steuern den gesamten Produktionsablauf und bieten Echtzeit-Daten zur Optimierung der Prozesse.
Benutzeroberflächen: Intuitive Bedienpanels ermöglichen eine einfache Steuerung und Anpassung der Systemeinstellungen.
Datenanalyse-Tools: Erfassen und analysieren Daten zur Prozessoptimierung und Fehlererkennung.
8. Kühlzonen
Nach dem Aushärtungsprozess müssen die Werkstücke auf Raumtemperatur abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden können.
Luftkühlungssysteme: Nutzen Luftzirkulation, um die Werkstücke effizient abzukühlen.
Wasserkühlungssysteme: In speziellen Anwendungen, wo schnelle Abkühlung erforderlich ist, können Wasserkühlungssysteme eingesetzt werden.
9. Materialhandling-Systeme
Diese Systeme unterstützen das Be- und Entladen von Werkstücken und die Bewegung innerhalb der Anlage.
Robotiksysteme: Automatisierte Roboterarme, die Werkstücke präzise positionieren und handhaben.
Hubsysteme: Unterstützen beim Transport schwerer Werkstücke innerhalb der Anlage.
10. Wartungseinrichtungen
Regelmäßige Wartung ist entscheidend, um die Effizienz und Lebensdauer der Anlage zu gewährleisten.
Integrierte Wartungstools: Sensoren und Software zur vorausschauenden Wartung, die den Zustand der Anlage überwachen und Wartungsbedarf identifizieren.
Zugängliche Wartungsbereiche: Einfache Zugänglichkeit für regelmäßige Inspektionen und Reparaturen.
Fazit
Eine komplette Pulverbeschichtungsanlage besteht aus vielen Komponenten, die zusammenarbeiten, um eine effiziente, qualitativ hochwertige und umweltfreundliche Beschichtung zu gewährleisten. Jede Komponente spielt eine entscheidende Rolle im Beschichtungsprozess, von der Vorbereitung der Werkstücke bis zur Aushärtung der Beschichtung. Die Wahl der richtigen Technologien und die Integration von Automatisierungslösungen können den Betrieb optimieren und die Produktionsziele eines Unternehmens effektiv unterstützen.
Anlagengröße
Pulverauftragskammer
Die Größe von Pulverbeschichtungsanlagen kann je nach den spezifischen Anforderungen eines Unternehmens stark variieren. Die Anlagengröße hängt von mehreren Faktoren ab, darunter die Art und Größe der zu beschichtenden Werkstücke, das Produktionsvolumen und die verfügbaren räumlichen Gegebenheiten. Hier sind einige wichtige Überlegungen und Optionen zur Variation der Anlagengröße:
Faktoren, die die Anlagengröße beeinflussen
Art der zu beschichtenden Werkstücke
Kleinere Teile: Bei der Beschichtung von kleineren Teilen, wie z. B. Elektrokomponenten oder kleinen Metallteilen, können kompaktere Anlagen eingesetzt werden.
Große Werkstücke: Für größere Teile, wie Automobilkarosserien oder große Maschinenteile, sind größere Anlagen mit geräumigen Kabinen und Öfen erforderlich.
Produktionsvolumen
Kleinserienproduktion: Unternehmen, die kleinere Produktionsvolumen handhaben, können mit einfacheren und kleineren Anlagen auskommen.
Massenproduktion: Für hohe Produktionsvolumen sind größere und komplexere Anlagen notwendig, die einen kontinuierlichen Betrieb ermöglichen.
Verfügbare Fläche
Kompakte Lösungen: In begrenzten Räumlichkeiten können platzsparende Designs und integrierte Systeme genutzt werden, um den verfügbaren Platz optimal zu nutzen.
Großflächige Anlagen: In größeren Einrichtungen kann eine weitläufige Anordnung von Vorbehandlung, Beschichtung und Aushärtung erfolgen, um einen reibungslosen Produktionsablauf zu gewährleisten.
Prozessanforderungen
Vielseitigkeit: Anlagen, die verschiedene Beschichtungsarten und Materialien verarbeiten müssen, erfordern möglicherweise eine modulare Struktur, die Anpassungen erlaubt.
Spezialanforderungen: Bestimmte Anwendungen, wie z. B. die Beschichtung von hitzeempfindlichen Materialien, erfordern spezifische Anpassungen der Anlagengröße und -konfiguration.
Optionen zur Variation der Anlagengröße
1. Modulare Anlagen
Modulare Anlagen sind flexibel und können an unterschiedliche Produktionsanforderungen angepasst werden. Sie bestehen aus separaten Modulen, die nach Bedarf hinzugefügt oder entfernt werden können.
Vorteile:
Flexibilität: Einfaches Anpassen und Erweitern der Anlage, um auf wechselnde Produktionsanforderungen zu reagieren.
Kosteneffizienz: Investitionen können nach und nach getätigt werden, indem nur die notwendigen Module erworben werden.
Einfache Wartung: Einzelne Module können leicht gewartet oder ausgetauscht werden, ohne den gesamten Betrieb zu unterbrechen.
Beispiele:
Modulare Kabinen: Erlauben die Anpassung der Kabinengröße je nach Werkstückgröße.
Erweiterbare Fördersysteme: Zusätzliche Förderstrecken können hinzugefügt werden, um den Produktionsfluss zu erweitern.
2. Kompakte Anlagen
Kompakte Anlagen sind ideal für Unternehmen mit begrenztem Platzangebot oder für kleinere Produktionsvolumen.
Vorteile:
Platzsparend: Effektive Nutzung des verfügbaren Raums.
Geringere Investitionskosten: Reduzierte Anfangsinvestitionen durch den kleineren Maßstab der Anlage.
Schnellere Installation: Einfachere und schnellere Implementierung.
Beispiele:
Mini-Kabinen: Kleinere Beschichtungskabinen für spezialisierte Anwendungen.
Integrierte Systeme: Anlagen, die Vorbehandlung, Beschichtung und Aushärtung in einem kompakten Layout vereinen.
3. Großflächige Anlagen
Für Unternehmen mit hohen Produktionsanforderungen oder großen Werkstücken sind großflächige Anlagen notwendig.
Vorteile:
Hohe Kapazität: Eignen sich für die Massenproduktion und den gleichzeitigen Betrieb mehrerer Linien.
Vielseitigkeit: Möglichkeit, mehrere Prozesse gleichzeitig durchzuführen.
Effizienz: Optimierte Produktionsabläufe durch die großzügige Gestaltung der Anlage.
Beispiele:
Mehrere Kabinen und Öfen: Separate Bereiche für unterschiedliche Farben oder Materialien.
Erweiterte Fördersysteme: Lange Förderstrecken für den Transport großer oder zahlreicher Teile.
Planungsüberlegungen bei der Anlagengrößenauswahl
Zukunftsprognosen
Marktentwicklung: Berücksichtigen Sie mögliche Expansionen oder Veränderungen in der Nachfrage.
Technologische Fortschritte: Planen Sie für zukünftige Anpassungen oder Upgrades der Anlage.
Kostenüberlegungen
Anfangsinvestition vs. Betriebskosten: Wägen Sie die Anfangsinvestitionen gegen die langfristigen Betriebskosten ab.
Finanzielle Flexibilität: Planen Sie die Finanzierung der Anlage im Einklang mit den finanziellen Möglichkeiten und Zielen des Unternehmens.
Integration und Kompatibilität
Bestehende Infrastruktur: Überprüfen Sie die Kompatibilität der neuen Anlage mit bestehenden Systemen und Einrichtungen.
Erweiterungsmöglichkeiten: Planen Sie die Integration zukünftiger Erweiterungen oder Module.
Umwelt- und Sicherheitsstandards
Regulierungen: Stellen Sie sicher, dass die Anlage alle relevanten Umwelt- und Sicherheitsstandards erfüllt.
Nachhaltigkeit: Berücksichtigen Sie umweltfreundliche Technologien und Praktiken bei der Planung und dem Betrieb der Anlage.
Fazit
Die Größe einer Pulverbeschichtungsanlage kann an die spezifischen Bedürfnisse und Anforderungen eines Unternehmens angepasst werden. Durch die Auswahl der richtigen Anlagengröße und -konfiguration können Unternehmen ihre Produktionsziele effizient erreichen, die Qualität ihrer Produkte verbessern und die Betriebskosten optimieren. Ob modular, kompakt oder großflächig, jede Anlagengröße hat ihre eigenen Vorteile und Herausforderungen, die sorgfältig abgewogen werden müssen, um die besten Ergebnisse zu erzielen.
Benötigte Mitarbeiterzahl
Beschichtungseinheit
Die Anzahl der benötigten Mitarbeiter für den Betrieb einer Pulverbeschichtungsanlage hängt von mehreren Faktoren ab, darunter die Größe und Automatisierung der Anlage, das Produktionsvolumen, die Art der zu beschichtenden Werkstücke und die spezifischen betrieblichen Anforderungen. Hier sind einige Überlegungen, um die optimale Mitarbeiterzahl für den Betrieb einer Pulverbeschichtungsanlage zu bestimmen:
1. Faktoren, die die Mitarbeiterzahl beeinflussen
a. Größe der Anlage
Kleine Anlagen:
Typischerweise weniger Mitarbeiter erforderlich.
Häufig eine Mischung aus manuellen und halbautomatisierten Prozessen.
Große Anlagen:
Mehr Mitarbeiter erforderlich, insbesondere bei einer hohen Produktionskapazität.
Automatisierte Systeme können jedoch den Bedarf an Personal verringern.
b. Automatisierungsgrad
Hochautomatisierte Anlagen:
Reduzierter Bedarf an manueller Arbeit.
Erfordern jedoch technisches Personal für die Überwachung, Wartung und Programmierung der Anlagen.
Manuelle oder halbautomatisierte Anlagen:
Höherer Personalbedarf für die Bedienung und Überwachung der Anlagen.
c. Produktionsvolumen
Niedriges Produktionsvolumen:
Geringerer Personalbedarf.
Mehr Flexibilität bei der Planung von Schichten.
Hohes Produktionsvolumen:
Mehr Mitarbeiter erforderlich, um den Produktionsfluss aufrechtzuerhalten.
Möglicherweise mehrere Schichten zur Maximierung der Betriebszeit.
d. Werkstücktypen
Komplexe oder große Werkstücke:
Erfordern möglicherweise mehr Personal für die Handhabung und Inspektion.
Spezialisierte Mitarbeiter für die Anpassung der Beschichtungsparameter.
Kleine oder standardisierte Teile:
Weniger Personal für die Handhabung erforderlich.
Prozessabläufe sind oft einfacher und standardisiert.
2. Typische Rollen in einer Pulverbeschichtungsanlage
a. Produktionsmitarbeiter
Bediener der Beschichtungsanlagen:
Verantwortlich für das Auftragen der Pulverbeschichtung.
Überwachung der Qualität und Sicherstellung der richtigen Parameter.
Vorbehandlungsmitarbeiter:
Durchführung von Reinigungs- und Vorbehandlungsprozessen.
Sicherstellung, dass die Werkstücke ordnungsgemäß vorbereitet sind.
b. Technisches Personal
Wartungstechniker:
Regelmäßige Wartung und Reparatur der Anlagen.
Überwachung der Systemleistung und Durchführung von Fehlerbehebungen.
Automatisierungs- und Steuerungstechniker:
Programmierung und Überwachung automatisierter Systeme.
Anpassung der Steuerungsparameter und Optimierung der Prozesse.
c. Qualitätssicherung
Qualitätsinspektoren:
Durchführung von Qualitätskontrollen zur Sicherstellung der Einhaltung von Standards.
Verwendung von Messgeräten zur Überprüfung der Schichtdicke und Oberflächenqualität.
Prozessoptimierer:
Analyse von Produktionsdaten zur Verbesserung der Effizienz und Qualität.
Implementierung von Verbesserungsmaßnahmen.
d. Management und Verwaltung
Produktionsleiter:
Überwachung der gesamten Produktionslinie.
Koordination der Mitarbeiter und Sicherstellung der Zielerreichung.
Logistik- und Materialplaner:
Verwaltung der Materialflüsse und Bestände.
Planung der Produktion auf Basis von Nachfrage und Kapazität.
3. Beispiel einer Mitarbeiterverteilung
Hier ist ein Beispiel für die Mitarbeiterverteilung in einer mittelgroßen, teilautomatisierten Pulverbeschichtungsanlage:
Rolle
Anzahl der Mitarbeiter
Beschreibung
Bediener der Vorbehandlung
2-3
Verantwortlich für Reinigung und Vorbereitung der Werkstücke.
Pulverbeschichtungsbediener
3-4
Durchführung des Beschichtungsprozesses.
Wartungstechniker
1-2
Wartung und Reparatur der Anlagen.
Automatisierungstechniker
1-2
Überwachung der automatisierten Systeme und Prozesssteuerung.
Qualitätsinspektoren
1-2
Überprüfung der Qualität der beschichteten Teile.
Produktionsleiter
1
Leitung der Produktion und Koordination der Schichten.
Logistik- und Materialplaner
1
Verwaltung der Materialbestände und Produktionsplanung.
4. Optimierung der Mitarbeiterzahl
Um die Mitarbeiterzahl effizient zu nutzen, können Unternehmen folgende Strategien in Betracht ziehen:
Schulung und Weiterbildung: Regelmäßige Schulungen, um die Qualifikation der Mitarbeiter zu verbessern und sie auf mehrere Aufgaben vorzubereiten.
Einsatz von Zeitarbeitern: Flexible Personalplanung durch den Einsatz von Zeitarbeitskräften, um bei Bedarf Spitzenbelastungen abzufangen.
Prozessoptimierung: Einsatz von Lean-Management-Prinzipien, um Prozesse zu optimieren und den Personalbedarf zu reduzieren.
Investition in Automatisierung: Einsatz von Automatisierungstechnologien zur Reduzierung des manuellen Arbeitsaufwands und Verbesserung der Effizienz.
Fazit
Die optimale Anzahl der Mitarbeiter in einer Pulverbeschichtungsanlage hängt von vielen Faktoren ab, darunter die Größe der Anlage, der Automatisierungsgrad und das Produktionsvolumen. Durch den Einsatz von Automatisierung, Schulung und Prozessoptimierung können Unternehmen ihre Personalkosten minimieren und gleichzeitig die Effizienz und Qualität ihrer Produktion maximieren. Eine sorgfältige Planung und Anpassung der Personalressourcen ist entscheidend, um den Erfolg der Anlage zu gewährleisten.
EMS Pulverbeschichtungsanlagen
Unsere Pulverbeschichtungsanlage wird in Übereinstimmung mit den globalen fortschrittlichen Standards hergestellt und wurden mit vollem Vertrauen sowohl auf dem heimischen als auch auf dem weltweiten Markt bevorzugt.
Unsere Kapazität ist täglich gewachsen, wobei die Kundenzufriedenheit zusammen mit unserem gemeinsamen Vertriebs- und Servicenetz an erster Stelle steht.
Unser Unternehmen ist ein führendes türkisches Unternehmen, das sich auf die Herstellung von „Elektrostatischen Pulverbeschichtungsanlagen und kompletten Lackiersystemen“ mit 20 Jahren Wissen und praktischer Erfahrung spezialisiert hat.
Alle unsere Maschinen sind CE-gekennzeichnet, garantiert und können von potenziellen Kunden persönlich besichtigt werden. Es gibt auch Bilder und Videos auf dieser Seite, die die verwendeten Maschinen zeigen.
Wir entwerfen, fertigen und montieren Pulverbeschichtungsöfen, automatische und manuelle Kabinen, automatische und manuelle Pulverbeschichtungsanlagen, Pistolen, automatische und Stangentransfer-Pulverbeschichtungslinien, Pulverbeschichtungsfilter und Ersatzteile für Pulverbeschichtungspistolen
Pulverbeschichtungs Pulver Preis kaufen. Handpistole, Pulverbeschichtungsgerät, Pulverbeschichtungsanlage mit Garantie. Sprühpistole ersatzteile neu kaufen
Das Pulverbeschichtungspulver ist ein wichtiger Bestandteil des Pulverbeschichtungsprozesses. Es ist ein feines Pulver, das aus einer Mischung von Pigmenten, Harzen und Additiven besteht. Das Pulver wird elektrostatisch auf das Werkstück aufgetragen und dann im Ofen ausgehärtet.
Es gibt verschiedene Arten von Pulverbeschichtungspulvern, die je nach Anwendung und Anforderungen ausgewählt werden. Beispielsweise gibt es Epoxid-, Polyester-, Polyurethan- und Acrylpulverbeschichtungen.
Die Auswahl des richtigen Pulvers hängt von mehreren Faktoren ab, wie der Art des zu beschichtenden Substrats, der gewünschten Farbe und Textur, der Anforderungen an die chemische Beständigkeit und der UV-Stabilität.
Wichtig ist auch die Lagerung des Pulvers, da es anfällig für Feuchtigkeit und Verklumpung ist. Das Pulver sollte an einem trockenen und kühlen Ort aufbewahrt werden, um eine optimale Haltbarkeit zu gewährleisten.
Insgesamt ist das Pulverbeschichtungspulver ein wichtiger Bestandteil des Pulverbeschichtungsprozesses, der dazu beiträgt, eine haltbare und ästhetisch ansprechende Beschichtung auf Metallteilen zu erzeugen.
Pulverbeschichtungspulver gibt es in verschiedenen Farben, die je nach Bedarf gewählt werden können. Eine gute Pulverbeschichtung erfordert nicht nur ein qualitativ hochwertiges Pulver, sondern auch eine sorgfältige Vorbereitung der zu beschichtenden Oberfläche.
Das Pulver wird in der Regel auf elektrostatische Weise aufgetragen, um eine gleichmäßige Beschichtung zu gewährleisten. Dabei wird das zu beschichtende Objekt mit einer negativen Ladung versehen, während das Pulver eine positive Ladung erhält. Auf diese Weise werden die Pulverpartikel angezogen und haften an der Oberfläche des Objekts.
Das beschichtete Objekt wird anschließend in einen Ofen gegeben, um das Pulver zu schmelzen und eine dauerhafte Beschichtung zu erzeugen. Während des Schmelzvorgangs verbinden sich die Pulverpartikel zu einer glatten, gleichmäßigen Beschichtung, die widerstandsfähig gegen Korrosion, Abrieb und Witterungseinflüsse ist.
Die Qualität des Pulverbeschichtungspulvers und der Prozessparameter sind entscheidend für das Ergebnis der Pulverbeschichtung. Eine schlechte Pulverqualität oder eine unsachgemäße Anwendung können zu einer ungleichmäßigen Beschichtung, Rissen oder anderen Defekten führen.
Um eine optimale Leistung zu erzielen, sollte das Pulverbeschichtungspulver immer nach den Anweisungen des Herstellers angewendet werden. Außerdem ist eine sorgfältige Vorbereitung der Oberfläche, einschließlich der Reinigung und Vorbehandlung, unerlässlich, um eine gute Haftung und Haltbarkeit der Beschichtung sicherzustellen.
Insgesamt bietet die Pulverbeschichtung eine kosteneffektive und umweltfreundliche Möglichkeit, Oberflächen mit einer dauerhaften, attraktiven Beschichtung zu versehen
Pulverbeschichtung
Die Pulverbeschichtung ist ein Verfahren zur Oberflächenbeschichtung, bei dem trockenes Pulverlackmaterial auf ein Substrat aufgetragen wird und dann durch Erhitzen zu einer dauerhaften Beschichtung verschmilzt. Dieses Verfahren wird in einer Vielzahl von Branchen angewendet, darunter Automobilbau, Architektur, Metallverarbeitung und Möbelherstellung. Die Pulverbeschichtung bietet eine Reihe von Vorteilen gegenüber anderen Beschichtungsmethoden, darunter eine hohe Haltbarkeit, Umweltfreundlichkeit, geringe VOC-Emissionen (flüchtige organische Verbindungen) und eine breite Auswahl an Farben und Finish-Optionen. Der Prozess umfasst typischerweise die Oberflächenvorbereitung des Substrats, das Auftragen des Pulverlacks mittels elektrostatischer Ladung oder Sprühverfahren, das Aushärten im Ofen und gegebenenfalls eine Nachbehandlung wie Klarlackierung oder Texturierung. Pulverbeschichtungen werden häufig für Metall- und Kunststoffoberflächen verwendet, um sie vor Korrosion, Verschleiß, UV-Strahlung und chemischen Einflüssen zu schützen und gleichzeitig ein ästhetisch ansprechendes Finish zu erzielen.
Die Pulverbeschichtung ist ein hoch effizientes und vielseitiges Verfahren zur Oberflächenbeschichtung, das in einer Vielzahl von Branchen weit verbreitet ist. Im Gegensatz zu herkömmlichen flüssigen Beschichtungsmethoden, bei denen der Lack in Lösung oder Suspension auf das Substrat aufgetragen wird und dann verdunstet oder chemisch aushärtet, handelt es sich bei der Pulverbeschichtung um einen Trockenbeschichtungsprozess. Dabei wird pulverförmiges Lackmaterial verwendet, das auf das zu beschichtende Werkstück elektrostatisch aufgeladen und dann gleichmäßig verteilt wird.
Der Prozess der Pulverbeschichtung beginnt mit der Vorbereitung des Substrats, wobei die Oberfläche gereinigt, entfettet und gegebenenfalls chemisch vorbehandelt wird, um die Haftung des Pulverlacks zu verbessern. Anschließend wird das Pulverlackmaterial auf das vorbereitete Werkstück aufgebracht. Dies kann durch elektrostatisches Sprühen erfolgen, bei dem das pulverförmige Material auf das Werkstück gesprüht wird, während es durch ein elektrisches Feld geleitet wird, das eine gleichmäßige Verteilung des Pulvers ermöglicht. Alternativ kann das Pulver auch durch Tauchen, Wirbelschichtverfahren oder Fluidisierung aufgebracht werden.
Nach dem Auftragen wird das beschichtete Werkstück in einen Aushärtungsofen transportiert, wo das Pulverlackmaterial durch Erhitzen auf eine bestimmte Temperatur geschmolzen und zu einer festen Beschichtung ausgehärtet wird. Während des Aushärtungsprozesses verschmelzen die Pulverpartikel zu einer kontinuierlichen Beschichtungsschicht und bilden eine feste Verbindung mit dem Substrat. Die Aushärtungstemperatur und -zeit variieren je nach Art des verwendeten Pulverlackmaterials und den Anforderungen der spezifischen Anwendung.
Die Pulverbeschichtung bietet eine Reihe von Vorteilen gegenüber herkömmlichen Beschichtungsmethoden. Dazu gehören eine hohe Haltbarkeit und Witterungsbeständigkeit, eine breite Palette an Farben und Oberflächenfinish-Optionen, eine verbesserte Umweltverträglichkeit aufgrund geringerer VOC-Emissionen und die Möglichkeit, komplexe Geometrien und großflächige Bauteile effizient zu beschichten. Aufgrund dieser Eigenschaften wird die Pulverbeschichtung in einer Vielzahl von Anwendungen eingesetzt, darunter Automobilteile, Haushaltsgeräte, Möbel, Architekturoberflächen, Metallkonstruktionen und mehr.
Insgesamt ist die Pulverbeschichtung ein äußerst effektives Beschichtungsverfahren, das hochwertige Oberflächen mit ausgezeichneter Beständigkeit und Ästhetik liefert und gleichzeitig umweltfreundlich und wirtschaftlich ist.
Beschichtungspulver
Beschichtungspulver, auch bekannt als Pulverlack oder Polymerpulver, ist das zentrale Material, das bei der Pulverbeschichtung verwendet wird. Es besteht aus feinen Pulverpartikeln, die aus verschiedenen Polymeren, Harzen, Pigmenten und Additiven hergestellt werden und eine Vielzahl von chemischen und physikalischen Eigenschaften aufweisen können, je nach den Anforderungen der spezifischen Anwendung.
Die Zusammensetzung des Beschichtungspulvers kann je nach den gewünschten Eigenschaften des Endprodukts variieren. Zu den häufig verwendeten Polymeren gehören Epoxidharze, Polyesterharze, Polyurethanharze und Acrylate. Diese Polymere bieten unterschiedliche Eigenschaften wie hohe Härte, Flexibilität, Wetterbeständigkeit und chemische Beständigkeit.
Pigmente werden dem Beschichtungspulver zugesetzt, um die gewünschte Farbe, Deckkraft und UV-Stabilität zu erreichen. Die Auswahl der Pigmente hängt von den Farbanforderungen der Anwendung ab und kann organische oder anorganische Farbstoffe umfassen.
Zusätzlich zu Polymeren und Pigmenten können Beschichtungspulver verschiedene Additive enthalten, die spezifische Funktionen erfüllen. Dazu gehören Haftvermittler, die die Haftung des Pulverlacks auf dem Substrat verbessern, UV-Stabilisatoren, die die Farbe vor Verblassen schützen, Weichmacher, die die Flexibilität der Beschichtung erhöhen, und Antioxidationsmittel, die die Haltbarkeit des Pulverlacks verbessern.
Beschichtungspulver ist in einer Vielzahl von Farben, Texturen und Glanzgraden erhältlich und kann an die spezifischen Anforderungen einer breiten Palette von Anwendungen angepasst werden. Es kann in Form von einfarbigen Pulvern, Metallic-Pulvern, Perlmutt-Pulvern, Strukturpulvern und vielem mehr vorliegen, um den gewünschten ästhetischen Effekt zu erzielen.
Die Qualität des Beschichtungspulvers und seine Zusammensetzung spielen eine entscheidende Rolle für die Leistung und Haltbarkeit der Pulverbeschichtung. Daher ist es wichtig, hochwertige Pulver von vertrauenswürdigen Lieferanten zu beziehen und sicherzustellen, dass sie den spezifizierten Anforderungen der Anwendung entsprechen. Durch die richtige Auswahl und Verwendung von Beschichtungspulver können Hersteller hochwertige Beschichtungen mit ausgezeichneter Ästhetik, Haltbarkeit und Leistungsfähigkeit erzielen.
Polymerpulver
Polymerpulver ist ein grundlegendes Material in der Pulverbeschichtung und bildet die Basis für die Beschichtungsschicht, die auf das Substrat aufgetragen wird. Es besteht aus feinen Partikeln von Polymeren, die durch verschiedene Verfahren hergestellt werden und eine Vielzahl von chemischen und physikalischen Eigenschaften aufweisen können, je nach den Anforderungen der spezifischen Anwendung.
Die Auswahl des richtigen Polymerpulvers ist entscheidend für die Leistung und Haltbarkeit der Pulverbeschichtung. Die häufigsten Polymere, die für die Herstellung von Beschichtungspulvern verwendet werden, sind:
Epoxidharze: Diese bieten eine ausgezeichnete chemische Beständigkeit, Härte und Haftung auf metallischen Substraten. Sie eignen sich besonders gut für Anwendungen, die eine hohe Korrosionsbeständigkeit erfordern, wie z. B. im Automobil- und Maschinenbau.
Polyesterharze: Polyesterpulver sind bekannt für ihre hohe Witterungsbeständigkeit, UV-Stabilität und Farbintensität. Sie werden häufig in Anwendungen im Freien verwendet, wie z. B. für Architekturoberflächen, Gartenmöbel und Verkehrsschilder.
Polyurethanharze: Diese bieten eine ausgezeichnete Flexibilität, Abriebfestigkeit und chemische Beständigkeit. Sie eignen sich gut für Anwendungen, bei denen eine hohe Stoßfestigkeit und Flexibilität erforderlich sind, wie z. B. bei Sportgeräten und Möbeln.
Acrylharze: Acrylpulver zeichnen sich durch ihre schnelle Aushärtung, gute Wetterbeständigkeit und hohe Glanzstabilität aus. Sie werden häufig für hochglänzende Oberflächen in der Automobil- und Elektronikindustrie eingesetzt.
Die Herstellung von Polymerpulvern erfolgt durch verschiedene Verfahren, darunter Extrusion, Sprühtrocknung und Mahlen. Dabei werden die Polymerrohstoffe zusammen mit Pigmenten, Additiven und anderen Hilfsstoffen zu feinen Pulverpartikeln verarbeitet. Die Partikelgröße, Partikelgrößenverteilung und Zusammensetzung des Polymerpulvers können je nach den Anforderungen der spezifischen Anwendung optimiert werden.
Polymerpulver ist in einer breiten Palette von Farben, Texturen und Glanzgraden erhältlich und kann an die spezifischen Anforderungen einer Vielzahl von Anwendungen angepasst werden. Es bietet eine ausgezeichnete Haftung, Haltbarkeit und ästhetische Qualität und ist daher eine beliebte Wahl für die Oberflächenbeschichtung in vielen Industriebereichen.
Epoxidpulver
Epoxidpulver ist eine Form von Beschichtungspulver, das auf Epoxidharz basiert und für die Pulverbeschichtung verwendet wird. Es besteht aus feinen Pulverpartikeln, die Epoxidharz, Pigmente und gegebenenfalls Additive enthalten. Epoxidpulver zeichnet sich durch eine Reihe von Eigenschaften aus, die es zu einer beliebten Wahl für verschiedene Anwendungen machen.
Eigenschaften von Epoxidpulver:
Chemische Beständigkeit: Epoxidpulver bieten eine ausgezeichnete Beständigkeit gegenüber Chemikalien, Säuren, Laugen und Lösungsmitteln. Dies macht sie ideal für Anwendungen, die einer aggressiven Umgebung ausgesetzt sind, wie z. B. in der chemischen Industrie oder im Maschinenbau.
Härte und Abriebfestigkeit: Epoxidbeschichtungen sind bekannt für ihre hohe Härte und Abriebfestigkeit, was sie besonders geeignet macht für Anwendungen, die einer mechanischen Beanspruchung ausgesetzt sind, wie z. B. im Automobilbau oder in der industriellen Fertigung.
Korrosionsbeständigkeit: Aufgrund ihrer chemischen Beständigkeit bieten Epoxidbeschichtungen auch einen hervorragenden Schutz vor Korrosion. Sie werden oft auf metallischen Substraten verwendet, um diese vor Rost und Oxidation zu schützen.
Haftung: Epoxidpulver weisen eine ausgezeichnete Haftung auf einer Vielzahl von Substraten auf, einschließlich Metall, Beton, Holz und Kunststoff. Dies ermöglicht eine sichere und dauerhafte Befestigung der Beschichtungsschicht.
Temperaturbeständigkeit: Epoxidbeschichtungen können in einem breiten Temperaturbereich eingesetzt werden und behalten dabei ihre chemischen und mechanischen Eigenschaften bei. Dies macht sie geeignet für Anwendungen sowohl im Innen- als auch im Außenbereich.
Anwendungen von Epoxidpulver:
Industrielle Beschichtungen: Epoxidpulver werden häufig in der industriellen Fertigung eingesetzt, um Maschinen, Geräte, Rohre und andere Komponenten vor Korrosion, Abrieb und chemischer Einwirkung zu schützen.
Automobilbau: In der Automobilindustrie werden Epoxidbeschichtungen für die Beschichtung von Karosserieteilen, Felgen, Auspuffanlagen und anderen Komponenten verwendet, um sie vor den Strapazen des Straßenverkehrs zu schützen.
Bodenbeschichtungen: Epoxidbeschichtungen werden auch als Bodenbeschichtungen eingesetzt, um Böden in Industrie- und Gewerbegebäuden zu schützen und zu verschönern. Sie bieten eine widerstandsfähige und leicht zu reinigende Oberfläche.
Elektronikindustrie: In der Elektronikindustrie werden Epoxidbeschichtungen für die Isolierung von Leiterplatten und elektronischen Bauteilen verwendet, um sie vor Feuchtigkeit, Chemikalien und mechanischen Belastungen zu schützen.
Epoxidpulver sind vielseitige Beschichtungsmaterialien, die eine Kombination aus hoher Haltbarkeit, Chemikalienbeständigkeit und ästhetischer Qualität bieten. Sie sind eine beliebte Wahl für eine Vielzahl von Anwendungen in verschiedenen Industriebereichen.
Polyesterpulver
Polyesterpulver ist eine Form von Beschichtungspulver, das auf Polyesterharzen basiert und häufig in der Pulverbeschichtung verwendet wird. Es besteht aus feinen Pulverpartikeln, die Polyesterharz, Pigmente und gegebenenfalls Additive enthalten. Polyesterpulver zeichnet sich durch eine Reihe von Eigenschaften aus, die es zu einer beliebten Wahl für verschiedene Anwendungen machen.
Eigenschaften von Polyesterpulver:
Witterungsbeständigkeit: Polyesterpulver bieten eine ausgezeichnete Beständigkeit gegenüber Witterungseinflüssen wie UV-Strahlung, Feuchtigkeit und Temperaturschwankungen. Dies macht sie ideal für Anwendungen im Freien, wie z. B. für Architekturoberflächen, Gartenmöbel und Verkehrsschilder.
Farbstabilität: Polyesterbeschichtungen sind bekannt für ihre hohe Farbstabilität und Farbintensität, auch bei langfristiger UV-Exposition. Sie behalten ihre Farbe und Glanz über einen längeren Zeitraum bei, was sie besonders attraktiv für Anwendungen macht, bei denen eine ästhetisch ansprechende Oberfläche gefragt ist.
Chemische Beständigkeit: Polyesterpulver bieten eine gute Beständigkeit gegenüber den meisten Chemikalien, Säuren, Laugen und Lösungsmitteln. Dies macht sie vielseitig einsetzbar und geeignet für eine Vielzahl von Anwendungen in unterschiedlichen Umgebungen.
Härte und Abriebfestigkeit: Polyesterbeschichtungen weisen eine hohe Härte und Abriebfestigkeit auf, die sie widerstandsfähig gegenüber mechanischer Beanspruchung machen. Sie sind daher gut geeignet für Anwendungen, die einer hohen Beanspruchung ausgesetzt sind, wie z. B. im Automobilbau oder in der Möbelindustrie.
Haftung: Polyesterpulver haben eine gute Haftung auf einer Vielzahl von Substraten, einschließlich Metall, Aluminium, Kunststoff und Holz. Dies ermöglicht eine sichere und dauerhafte Befestigung der Beschichtungsschicht.
Anwendungen von Polyesterpulver:
Architekturoberflächen: Polyesterbeschichtungen werden häufig für die Beschichtung von Fassaden, Fensterrahmen, Geländern und anderen architektonischen Elementen verwendet, um sie vor Witterungseinflüssen und Verschleiß zu schützen und gleichzeitig eine attraktive Oberfläche zu schaffen.
Automobilteile: In der Automobilindustrie werden Polyesterbeschichtungen für die Beschichtung von Karosserieteilen, Felgen, Stoßstangen und anderen Komponenten verwendet, um sie vor Korrosion und Abrieb zu schützen und gleichzeitig ein ästhetisches Finish zu erzielen.
Möbel: Polyesterbeschichtungen werden in der Möbelindustrie für die Beschichtung von Möbeln, Tischen, Stühlen und anderen Einrichtungsgegenständen eingesetzt, um sie vor Verschleiß und Kratzern zu schützen und gleichzeitig eine attraktive Oberfläche zu schaffen.
Haushaltsgeräte: Polyesterbeschichtungen werden auch für die Beschichtung von Haushaltsgeräten wie Waschmaschinen, Trocknern, Kühlschränken und Geschirrspülern verwendet, um sie vor Korrosion und Abrieb zu schützen und gleichzeitig ein ästhetisches Erscheinungsbild zu erzielen.
Polyesterpulver sind vielseitige Beschichtungsmaterialien, die eine Kombination aus hoher Witterungsbeständigkeit, Farbstabilität, Härte und Haftung bieten. Sie sind eine beliebte Wahl für eine Vielzahl von Anwendungen in verschiedenen Industriebereichen.
Polyurethanpulver
Polyurethanpulver ist eine Form von Beschichtungspulver, das auf Polyurethanharzen basiert und häufig in der Pulverbeschichtung verwendet wird. Es besteht aus feinen Pulverpartikeln, die Polyurethanharz, Pigmente und gegebenenfalls Additive enthalten. Polyurethanpulver zeichnet sich durch eine Reihe von Eigenschaften aus, die es zu einer beliebten Wahl für verschiedene Anwendungen machen.
Eigenschaften von Polyurethanpulver:
Flexibilität: Polyurethanbeschichtungen sind bekannt für ihre hohe Flexibilität und Elastizität. Sie können sich mit dem Substrat dehnen und zusammenziehen, ohne zu reißen oder zu brechen, was sie ideal für Anwendungen macht, die einer hohen Beanspruchung und Bewegung ausgesetzt sind.
Abriebfestigkeit: Polyurethanpulver weisen eine ausgezeichnete Abriebfestigkeit auf, die sie widerstandsfähig gegenüber mechanischer Beanspruchung macht. Sie eignen sich daher gut für Anwendungen, die einer hohen Verschleißbelastung ausgesetzt sind, wie z. B. in der Automobil- und Maschinenbauindustrie.
Chemische Beständigkeit: Polyurethanbeschichtungen bieten eine gute Beständigkeit gegenüber den meisten Chemikalien, Säuren, Laugen und Lösungsmitteln. Dies macht sie vielseitig einsetzbar und geeignet für eine Vielzahl von Anwendungen in unterschiedlichen Umgebungen.
Witterungsbeständigkeit: Polyurethanpulver bieten eine gute Beständigkeit gegenüber Witterungseinflüssen wie UV-Strahlung, Feuchtigkeit und Temperaturschwankungen. Sie behalten ihre Farbe und Glanz über einen längeren Zeitraum bei, was sie besonders attraktiv für Anwendungen im Freien macht.
Haftung: Polyurethanpulver haben eine gute Haftung auf einer Vielzahl von Substraten, einschließlich Metall, Aluminium, Kunststoff und Holz. Dies ermöglicht eine sichere und dauerhafte Befestigung der Beschichtungsschicht.
Anwendungen von Polyurethanpulver:
Automobilbau: In der Automobilindustrie werden Polyurethanbeschichtungen für die Beschichtung von Karosserieteilen, Stoßstangen, Auspuffanlagen und anderen Komponenten verwendet, um sie vor Korrosion, Abrieb und Witterungseinflüssen zu schützen.
Möbel: Polyurethanbeschichtungen werden in der Möbelindustrie für die Beschichtung von Möbeln, Tischen, Stühlen und anderen Einrichtungsgegenständen eingesetzt, um sie vor Verschleiß, Kratzern und Chemikalien zu schützen.
Sportgeräte: In der Sportgeräteindustrie werden Polyurethanbeschichtungen für die Beschichtung von Sportausrüstung wie Skier, Snowboards, Fahrradrahmen und Helmen verwendet, um sie vor Abrieb, UV-Strahlung und Feuchtigkeit zu schützen.
Industrielle Beschichtungen: Polyurethanbeschichtungen werden häufig in der industriellen Fertigung eingesetzt, um Maschinen, Geräte, Rohre und andere Komponenten vor Korrosion, Abrieb und chemischer Einwirkung zu schützen.
Polyurethanpulver sind vielseitige Beschichtungsmaterialien, die eine Kombination aus hoher Flexibilität, Abriebfestigkeit, chemischer Beständigkeit und Haftung bieten. Sie sind eine beliebte Wahl für eine Vielzahl von Anwendungen in verschiedenen Industriebereichen.
Thermoplastisches Pulver
Thermoplastisches Pulver ist eine Form von Beschichtungspulver, das auf thermoplastischen Polymeren basiert und für die Pulverbeschichtung verwendet wird. Im Gegensatz zu anderen Beschichtungspulvern, die durch Aushärtung eine feste und dauerhafte Beschichtung bilden, bleiben thermoplastische Pulver nach dem Auftragen auf das Substrat thermoplastisch und können durch Hitze erneut geschmolzen und geformt werden. Dies bietet eine Reihe von Vorteilen und ermöglicht verschiedene Anwendungen.
Eigenschaften von thermoplastischem Pulver:
Thermoplastizität: Thermoplastische Pulver können durch Erhitzen geschmolzen und geformt werden. Dies ermöglicht eine einfache Reparatur, Neuformung oder Recycling der Beschichtungsschicht, was zu einer verbesserten Nachhaltigkeit und Wirtschaftlichkeit führt.
Hohe Haftung: Thermoplastische Pulver weisen eine ausgezeichnete Haftung auf einer Vielzahl von Substraten auf, einschließlich Metall, Kunststoff und Holz. Dies ermöglicht eine sichere und dauerhafte Befestigung der Beschichtungsschicht.
Chemische Beständigkeit: Thermoplastische Pulver bieten eine gute Beständigkeit gegenüber den meisten Chemikalien, Säuren, Laugen und Lösungsmitteln. Dies macht sie vielseitig einsetzbar und geeignet für eine Vielzahl von Anwendungen in unterschiedlichen Umgebungen.
Witterungsbeständigkeit: Thermoplastische Pulver können eine gute Beständigkeit gegenüber Witterungseinflüssen wie UV-Strahlung, Feuchtigkeit und Temperaturschwankungen bieten, abhängig von der spezifischen Polymerzusammensetzung.
Schnelle Aushärtung: Thermoplastische Pulver können durch schnelles Erhitzen und Abkühlen schnell aushärten, was zu kurzen Zykluszeiten und einer hohen Produktionsgeschwindigkeit führt.
Anwendungen von thermoplastischem Pulver:
Funktionsbeschichtungen: Thermoplastische Pulver werden häufig für funktionale Beschichtungen verwendet, bei denen Flexibilität, Haftung und Chemikalienbeständigkeit erforderlich sind. Beispiele sind Korrosionsschutzbeschichtungen, Versiegelungen und Antihaftbeschichtungen.
Elektronikindustrie: In der Elektronikindustrie werden thermoplastische Pulver für die Beschichtung von Leiterplatten und elektronischen Bauteilen verwendet, um sie vor Feuchtigkeit, Chemikalien und mechanischen Belastungen zu schützen.
Lebensmittelverarbeitung: Thermoplastische Pulver werden in der Lebensmittelverarbeitungsindustrie für die Beschichtung von Maschinen und Anlagen eingesetzt, um sie vor Korrosion, Abrieb und Lebensmittelkontamination zu schützen.
Medizinische Geräte: In der Medizintechnik werden thermoplastische Pulver für die Beschichtung von medizinischen Geräten und Instrumenten verwendet, um sie vor Korrosion, Abrieb und Desinfektionsmitteln zu schützen.
Thermoplastisches Pulver bietet eine Vielzahl von Vorteilen und wird in einer Vielzahl von Anwendungen eingesetzt, wo Flexibilität, Haftung und schnelle Aushärtung erforderlich sind. Es ist eine beliebte Wahl für Hersteller, die nach innovativen Beschichtungslösungen suchen.
Einbrennen
Einbrennen ist ein wichtiger Schritt im Pulverbeschichtungsprozess, der dazu dient, das aufgetragene Pulver zu schmelzen und zu einer dauerhaften Beschichtung zu verschmelzen. Nachdem das Beschichtungspulver auf das Werkstück aufgetragen wurde, wird es in einen Einbrennofen transportiert, wo es einer kontrollierten Erhitzung unterworfen wird.
Prozess des Einbrennens:
Vorwärmen: Bevor das Werkstück in den Einbrennofen gelangt, wird es oft vorgewärmt, um Feuchtigkeit zu entfernen und eine gleichmäßige Temperaturverteilung während des Einbrennprozesses sicherzustellen. Dies kann durch einen Vorwärmofen oder durch Infrarotstrahler erfolgen.
Erhitzung: Das Werkstück wird dann in den Einbrennofen gebracht, wo es einer kontrollierten Erhitzung unterzogen wird. Die Temperatur und die Verweilzeit im Ofen hängen von der Art des verwendeten Pulverlacks und den Anforderungen der spezifischen Anwendung ab. Typischerweise liegt die Einbrenntemperatur für Pulverbeschichtungen im Bereich von 150°C bis 220°C.
Schmelzen und Aushärten: Während des Einbrennprozesses schmilzt das Beschichtungspulver und bildet eine flüssige Beschichtungsschicht auf dem Werkstück. Diese flüssige Schicht fließt aus und verschmilzt zu einer gleichmäßigen Beschichtung. Gleichzeitig vernetzen sich die Moleküle des Pulverlacks, um eine dauerhafte Verbindung mit dem Substrat einzugehen und eine feste Beschichtung zu bilden.
Abkühlung: Nach dem Aushärten wird das Werkstück aus dem Einbrennofen entfernt und auf Raumtemperatur abgekühlt. Die Beschichtung wird während des Abkühlprozesses fest und hart, so dass sie bereit ist, weiteren Prozessen wie der Montage oder dem Verpacken unterzogen zu werden.
Bedeutung des Einbrennens:
Haltbarkeit: Das Einbrennen sorgt für eine dauerhafte und robuste Beschichtung, die eine ausgezeichnete Beständigkeit gegenüber Abrieb, Korrosion, Chemikalien und Witterungseinflüssen bietet.
Haftung: Durch das Schmelzen und Aushärten des Pulverlacks während des Einbrennprozesses entsteht eine starke Haftung zwischen der Beschichtung und dem Substrat, die eine sichere und dauerhafte Befestigung gewährleistet.
Ästhetik: Einbrennen ermöglicht eine gleichmäßige Verteilung des Beschichtungsmaterials und eine glatte Oberfläche ohne Einschlüsse oder Unebenheiten, was zu einer ästhetisch ansprechenden Endbeschichtung führt.
Effizienz: Der Einbrennprozess ist effizient und kann in kurzer Zeit durchgeführt werden, was zu einer hohen Produktionsgeschwindigkeit und niedrigen Produktionskosten führt.
Insgesamt ist das Einbrennen ein wesentlicher Schritt im Pulverbeschichtungsprozess, der dazu beiträgt, hochwertige Beschichtungen mit ausgezeichneter Haltbarkeit, Ästhetik und Leistungsfähigkeit zu erzielen.
Vorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt im Pulverbeschichtungsprozess, der dazu dient, die Oberfläche des Substrats auf die Aufnahme des Beschichtungspulvers vorzubereiten. Eine gründliche Vorbehandlung ist unerlässlich, um eine gute Haftung, Haltbarkeit und Ästhetik der Beschichtung sicherzustellen.
Prozess der Vorbehandlung:
Reinigung: Der erste Schritt der Vorbehandlung besteht in der gründlichen Reinigung der Oberfläche des Substrats, um Schmutz, Fett, Öl, Rost, Farbreste und andere Verunreinigungen zu entfernen. Dies kann durch verschiedene Methoden wie Waschen, Entfetten, Strahlen oder Beizen erfolgen.
Entfettung: Nach der Reinigung wird das Substrat einer Entfettung unterzogen, um alle Rückstände von Fetten und Ölen zu entfernen, die die Haftung der Beschichtung beeinträchtigen könnten. Dies kann durch chemische Entfettungsmittel oder alkalische Reinigungslösungen erfolgen.
Phosphatierung: Nach der Entfettung wird das Substrat oft einer Phosphatierung unterzogen, um die Oberfläche zu aktivieren und die Haftung und Haltbarkeit der Beschichtung weiter zu verbessern. Dies erfolgt durch das Auftragen einer Phosphatierungslösung, die eine dünne Phosphatschicht auf der Oberfläche bildet.
Spülen: Nach der Phosphatierung wird das Substrat gründlich mit Wasser gespült, um alle Rückstände von Reinigungsmitteln und Phosphatierungslösungen zu entfernen und eine saubere Oberfläche zu gewährleisten.
Trocknung: Nach dem Spülen wird das Substrat gründlich getrocknet, um sicherzustellen, dass keine Feuchtigkeit auf der Oberfläche verbleibt, die die Haftung der Beschichtung beeinträchtigen könnte. Dies kann durch Lufttrocknung, Warmlufttrocknung oder Ofentrocknung erfolgen.
Bedeutung der Vorbehandlung:
Haftung: Eine gründliche Vorbehandlung gewährleistet eine gute Haftung der Beschichtung auf dem Substrat, was zu einer dauerhaften und robusten Beschichtung führt.
Haltbarkeit: Die Vorbehandlung verbessert die Haltbarkeit der Beschichtung, indem sie die Oberfläche des Substrats vor Korrosion, Abrieb und anderen Umwelteinflüssen schützt.
Ästhetik: Eine saubere und vorbehandelte Oberfläche ermöglicht eine gleichmäßige Verteilung des Beschichtungspulvers und eine ästhetisch ansprechende Endbeschichtung ohne Einschlüsse oder Unebenheiten.
Umweltverträglichkeit: Eine effektive Vorbehandlung kann dazu beitragen, den Verbrauch von Beschichtungsmaterialien zu reduzieren und die Umweltbelastung durch Abfall und Emissionen zu minimieren.
Insgesamt ist die Vorbehandlung ein wesentlicher Schritt im Pulverbeschichtungsprozess, der dazu beiträgt, hochwertige Beschichtungen mit ausgezeichneter Haftung, Haltbarkeit und Ästhetik zu erzielen.
Pulverapplikation
Die Pulverapplikation ist ein entscheidender Schritt im Pulverbeschichtungsprozess, bei dem das Beschichtungspulver auf das vorbereitete Substrat aufgetragen wird. Eine effektive und präzise Pulverapplikation ist entscheidend für die Qualität und Leistungsfähigkeit der Endbeschichtung.
Methoden der Pulverapplikation:
Elektrostatische Pulverbeschichtung: Dies ist die häufigste Methode der Pulverapplikation, bei der das Beschichtungspulver elektrostatisch aufgeladen und auf das geerdete Substrat gesprüht wird. Die elektrostatische Aufladung des Pulvers führt dazu, dass es sich gleichmäßig um das Substrat herum verteilt und eine gleichmäßige Beschichtung bildet. Diese Methode ermöglicht eine hohe Effizienz und Materialausnutzung.
Pulverstreuen: Bei dieser Methode wird das Beschichtungspulver auf das Substrat gestreut oder geschüttet. Diese Methode eignet sich für großflächige Substrate oder für Substrate mit komplexen Geometrien, bei denen die elektrostatische Pulverbeschichtung möglicherweise nicht praktikabel ist. Die Pulvermenge kann durch eine Vorrichtung kontrolliert werden, um eine gleichmäßige Beschichtung zu gewährleisten.
Fluidisierung: Diese Methode der Pulverapplikation beinhaltet das Fluidisieren des Beschichtungspulvers in einem Behälter und das Ausblasen des Pulvers durch Druckluft oder Stickstoff auf das Substrat. Diese Methode ermöglicht eine präzise Steuerung der Pulvermenge und ist besonders für Anwendungen geeignet, bei denen eine hohe Materialausnutzung erforderlich ist.
Bedeutung der Pulverapplikation:
Gleichmäßige Beschichtung: Eine effektive Pulverapplikation gewährleistet eine gleichmäßige Verteilung des Beschichtungspulvers auf dem Substrat, was zu einer gleichmäßigen Beschichtungsdicke und einem ästhetisch ansprechenden Finish führt.
Effizienz: Die Pulverapplikation ermöglicht eine hohe Produktivität und Materialausnutzung, da das Pulver gezielt auf das Substrat aufgetragen wird, ohne übermäßigen Materialverlust.
Präzision: Durch die Auswahl der geeigneten Pulverapplikationsmethode und die richtige Einstellung der Parameter kann eine präzise Steuerung der Beschichtungsdicke und -qualität erreicht werden, um den Anforderungen der spezifischen Anwendung gerecht zu werden.
Wirtschaftlichkeit: Eine effiziente Pulverapplikation führt zu geringeren Material- und Arbeitskosten sowie zu einer verbesserten Gesamtproduktivität, was zu einer erhöhten Wirtschaftlichkeit des Beschichtungsprozesses führt.
Insgesamt ist eine sorgfältige Pulverapplikation ein wesentlicher Schritt im Pulverbeschichtungsprozess, der dazu beiträgt, hochwertige Beschichtungen mit gleichmäßiger Dicke, guter Haftung und ästhetischer Qualität zu erzielen.
Pulverrückgewinnung
Die Pulverrückgewinnung ist ein wichtiger Prozessschritt in der Pulverbeschichtung, der dazu dient, überschüssiges Beschichtungspulver zu sammeln und wiederzuverwenden. Dies trägt nicht nur zur Reduzierung von Abfall und Kosten bei, sondern erhöht auch die Effizienz des Beschichtungsprozesses.
Methoden der Pulverrückgewinnung:
Zyklonabscheider: Ein Zyklonabscheider ist eine Vorrichtung, die überschüssiges Pulver aus der Luftstrom trennt, indem es durch Zentrifugalkraft abgeschieden wird. Das gereinigte Luftgas wird abgeleitet, während das abgeschiedene Pulver gesammelt und für die Wiederverwendung aufbereitet wird.
Filtersysteme: Filtersysteme wie Patronenfilter oder Schlauchfilter werden verwendet, um das überschüssige Pulver aus der Abluft zu filtern und zurückzugewinnen. Das Pulver wird auf den Filtern gesammelt und kann durch verschiedene Methoden wie Rütteln, Abklopfen oder Rückspülen gesammelt und zurückgewonnen werden.
Siebung: Nach dem Sammeln wird das zurückgewonnene Pulver oft gesiebt, um Verunreinigungen zu entfernen und eine gleichmäßige Partikelgröße zu gewährleisten. Dies verbessert die Qualität des wiederverwendeten Pulvers und sorgt für eine konsistente Beschichtungsleistung.
Bedeutung der Pulverrückgewinnung:
Abfallreduzierung: Die Pulverrückgewinnung trägt zur Reduzierung von Abfall und Materialverlust bei, indem überschüssiges Pulver gesammelt und wiederverwendet wird. Dies hilft, die Kosten zu senken und die Umweltbelastung zu verringern.
Kostenersparnis: Durch die Wiederverwendung von Pulver kann die Material- und Entsorgungskosten reduziert werden, was zu erheblichen Einsparungen für Unternehmen führen kann.
Ressourceneffizienz: Die Pulverrückgewinnung maximiert die Nutzung der Beschichtungsmaterialien und reduziert den Bedarf an neuen Rohstoffen, was zu einer verbesserten Ressourceneffizienz beiträgt.
Prozesseffizienz: Eine effektive Pulverrückgewinnung erhöht die Gesamteffizienz des Beschichtungsprozesses, indem sie sicherstellt, dass das Beschichtungsmaterial optimal genutzt wird und keine unnötigen Materialverluste auftreten.
Die Pulverrückgewinnung ist daher ein wesentlicher Bestandteil des Pulverbeschichtungsprozesses, der zur Verbesserung der Nachhaltigkeit, Effizienz und Wirtschaftlichkeit des Beschichtungsprozesses beiträgt.
Ofen
Der Ofen ist eine zentrale Komponente im Pulverbeschichtungsprozess, die für das Einbrennen der aufgetragenen Beschichtung verantwortlich ist. Es gibt verschiedene Arten von Öfen, die je nach Anwendung und Anforderungen eingesetzt werden können.
Arten von Öfen:
Konvektionsofen: Ein Konvektionsofen erwärmt die Luft im Ofeninneren und zirkuliert sie um das Werkstück herum, um eine gleichmäßige Erwärmung und Aushärtung der Beschichtung zu gewährleisten. Diese Öfen bieten eine effiziente Wärmeübertragung und sind für viele Anwendungen geeignet.
Infrarotofen: Ein Infrarotofen nutzt Infrarotstrahlung, um das Werkstück direkt zu erwärmen, was zu schnelleren Aufheizzeiten und kürzeren Aushärtezeiten führen kann. Diese Öfen eignen sich besonders für Anwendungen, bei denen eine schnelle Produktion erforderlich ist.
Kombiofen: Ein Kombiofen kombiniert Konvektions- und Infrarottechnologie, um die Vorteile beider zu nutzen und eine optimale Wärmeübertragung und Aushärtung zu gewährleisten. Diese Öfen bieten Flexibilität und können für eine Vielzahl von Anwendungen eingesetzt werden.
Funktionen des Ofens:
Temperaturregelung: Der Ofen verfügt über ein Temperaturregelungssystem, das es ermöglicht, die Ofentemperatur genau zu steuern und auf die spezifischen Anforderungen der Beschichtung einzustellen.
Luftzirkulation: Ein effektives Luftzirkulationssystem im Ofen gewährleistet eine gleichmäßige Verteilung der Wärme um das Werkstück herum, um eine gleichmäßige Erwärmung und Aushärtung der Beschichtung zu gewährleisten.
Sicherheitsvorkehrungen: Der Ofen verfügt über verschiedene Sicherheitsvorkehrungen wie Überhitzungsschutz, Notausschalter und Brandschutzvorrichtungen, um die Sicherheit von Personal und Anlage zu gewährleisten.
Automatisierung: Moderne Öfen können mit automatisierten Steuerungssystemen ausgestattet sein, die den Ofenbetrieb überwachen und steuern können, um eine optimale Leistung und Effizienz zu gewährleisten.
Bedeutung des Ofens:
Qualität der Beschichtung: Der Ofen spielt eine entscheidende Rolle bei der Qualität der Endbeschichtung, indem er eine gleichmäßige Erwärmung und Aushärtung des Beschichtungsmaterials gewährleistet.
Effizienz des Beschichtungsprozesses: Ein effektiver Ofen trägt zur Effizienz des Beschichtungsprozesses bei, indem er kurze Aushärtezeiten und hohe Produktionsgeschwindigkeiten ermöglicht.
Flexibilität: Die Vielseitigkeit von Öfen ermöglicht es, sie an verschiedene Anwendungen und Materialien anzupassen und eine breite Palette von Beschichtungsanforderungen zu erfüllen.
Kostenersparnis: Ein effizienter Ofen kann zu geringeren Betriebskosten und höheren Einsparungen führen, indem er den Energieverbrauch optimiert und den Materialverlust minimiert.
Insgesamt ist der Ofen eine unverzichtbare Komponente im Pulverbeschichtungsprozess, die eine gleichmäßige und effektive Aushärtung der Beschichtung ermöglicht und zur Qualität, Effizienz und Wirtschaftlichkeit des Beschichtungsprozesses beiträgt.
Beschichtungsprozess
Der Beschichtungsprozess umfasst eine Reihe von Schritten, die durchgeführt werden, um das Substrat mit einer Schicht aus Beschichtungsmaterial zu versehen. Dieser Prozess ist entscheidend, um die gewünschten funktionellen und ästhetischen Eigenschaften der Beschichtung zu erreichen.
Schritte im Beschichtungsprozess:
Vorbereitung des Substrats: Der erste Schritt besteht darin, das Substrat gründlich zu reinigen und zu entfetten, um alle Verunreinigungen zu entfernen und eine saubere Oberfläche für die Beschichtung zu schaffen. Dies kann durch verschiedene Methoden wie Waschen, Strahlen oder Beizen erfolgen.
Vorbehandlung: Nach der Reinigung wird das Substrat einer Vorbehandlung unterzogen, um die Haftung und Haltbarkeit der Beschichtung zu verbessern. Dies umfasst oft Prozesse wie Phosphatieren, Chromatieren oder das Auftragen von Haftvermittlern.
Pulverapplikation: Das Beschichtungspulver wird auf das vorbereitete Substrat aufgetragen, entweder durch elektrostatische Pulverbeschichtung, Pulverstreuen oder Fluidisierung. Dieser Schritt gewährleistet eine gleichmäßige Verteilung des Pulvers und eine vollständige Abdeckung des Substrats.
Einbrennen: Das beschichtete Substrat wird in einen Ofen gebracht und erhitzt, um das Pulver zu schmelzen und zu einer dauerhaften Beschichtung zu verschmelzen. Dieser Schritt ist entscheidend für die Haftung, Haltbarkeit und Ästhetik der Endbeschichtung.
Kühlung und Inspektion: Nach dem Einbrennen wird das Werkstück abgekühlt und einer visuellen Inspektion unterzogen, um sicherzustellen, dass die Beschichtung gleichmäßig und frei von Mängeln ist. Gegebenenfalls können Reparaturen oder Nachbesserungen durchgeführt werden.
Verpackung und Versand: Schließlich wird das beschichtete Werkstück verpackt und für den Versand vorbereitet, entweder zum Kunden oder für weitere Verarbeitungs- oder Montageschritte.
Bedeutung des Beschichtungsprozesses:
Qualität der Beschichtung: Ein sorgfältig durchgeführter Beschichtungsprozess gewährleistet eine hochwertige Beschichtung mit den gewünschten funktionellen und ästhetischen Eigenschaften.
Effizienz: Ein effizienter Beschichtungsprozess führt zu kürzeren Durchlaufzeiten, niedrigeren Produktionskosten und einer höheren Gesamtproduktivität.
Konsistenz: Durch die standardisierten Verfahren im Beschichtungsprozess wird eine konsistente Qualität der Endbeschichtung sichergestellt, unabhängig von der Charge oder dem Produktionsstandort.
Kundenanforderungen: Der Beschichtungsprozess kann an die spezifischen Anforderungen und Präferenzen der Kunden angepasst werden, um maßgeschneiderte Lösungen zu liefern.
Insgesamt ist der Beschichtungsprozess ein entscheidender Schritt bei der Herstellung von beschichteten Werkstücken und trägt maßgeblich zur Qualität, Effizienz und Kundenzufriedenheit bei.
Aushärtung
Die Aushärtung ist ein entscheidender Schritt im Pulverbeschichtungsprozess, bei dem das aufgetragene Beschichtungspulver durch Erhitzen geschmolzen und zu einer dauerhaften Beschichtung verschmolzen wird. Dieser Schritt ist entscheidend für die Entwicklung der gewünschten funktionellen und ästhetischen Eigenschaften der Beschichtung.
Prozess der Aushärtung:
Erwärmung: Das beschichtete Werkstück wird in einen Ofen oder eine Heizkammer gebracht und erhitzt. Die Temperatur und die Verweilzeit im Ofen hängen von der Art des verwendeten Pulverlacks und den spezifischen Anforderungen der Anwendung ab.
Schmelzen des Pulvers: Während des Erhitzens schmilzt das aufgetragene Beschichtungspulver und bildet eine flüssige Beschichtungsschicht auf der Oberfläche des Werkstücks. Diese flüssige Schicht fließt aus und verschmilzt zu einer gleichmäßigen Beschichtung.
Vernetzung: Gleichzeitig vernetzen sich die Moleküle des Pulverlacks während des Erhitzungsprozesses, wodurch eine feste und dauerhafte Verbindung mit dem Substrat entsteht. Dies verbessert die Haftung, Haltbarkeit und chemische Beständigkeit der Beschichtung.
Abkühlung: Nach der Aushärtung wird das Werkstück aus dem Ofen entfernt und auf Raumtemperatur abgekühlt. Die Beschichtung wird während des Abkühlprozesses fest und hart, so dass sie bereit ist, weiteren Prozessen wie der Montage oder dem Verpacken unterzogen zu werden.
Bedeutung der Aushärtung:
Haltbarkeit: Die Aushärtung sorgt für eine dauerhafte und robuste Beschichtung, die eine ausgezeichnete Beständigkeit gegen Abrieb, Korrosion, Chemikalien und Witterungseinflüsse bietet.
Haftung: Durch das Schmelzen und Vernetzen während der Aushärtung entsteht eine starke Haftung zwischen der Beschichtung und dem Substrat, die eine sichere und dauerhafte Befestigung gewährleistet.
Ästhetik: Die Aushärtung ermöglicht eine gleichmäßige Verteilung des Beschichtungsmaterials und eine glatte Oberfläche ohne Einschlüsse oder Unebenheiten, was zu einer ästhetisch ansprechenden Endbeschichtung führt.
Effizienz: Der Aushärtungsprozess ist effizient und kann in kurzer Zeit durchgeführt werden, was zu einer hohen Produktionsgeschwindigkeit und niedrigen Produktionskosten führt.
Insgesamt ist die Aushärtung ein wesentlicher Schritt im Pulverbeschichtungsprozess, der dazu beiträgt, hochwertige Beschichtungen mit ausgezeichneter Haltbarkeit, Ästhetik und Leistungsfähigkeit zu erzielen.
Farbpalette
Die Farbpalette im Bereich der Pulverbeschichtung umfasst eine breite Auswahl an Farben und Oberflächenfinishs, die es ermöglichen, eine Vielzahl von ästhetischen und funktionalen Anforderungen zu erfüllen. Die Wahl der Farbe ist ein wichtiger Aspekt bei der Gestaltung und Individualisierung von beschichteten Oberflächen.
Typen von Farben in der Pulverbeschichtung:
Standardfarben: Diese umfassen eine breite Palette von Grundfarben wie Weiß, Schwarz, Grau, Rot, Blau, Grün und Gelb. Sie werden häufig für allgemeine Anwendungen eingesetzt und sind in verschiedenen Glanzgraden erhältlich.
Metallische Farben: Metallische Pulverbeschichtungen enthalten metallische Partikel, die einen glänzenden oder metallischen Effekt erzeugen. Sie bieten eine glänzende Oberfläche und sind in verschiedenen metallischen Farbtönen wie Silber, Gold, Bronze und Kupfer erhältlich.
Perleffektfarben: Perleffektpulver enthalten Perlglanzpartikel, die der Beschichtung einen schimmernden oder irisierenden Effekt verleihen. Sie sind in einer Vielzahl von Farbtönen erhältlich und bieten eine einzigartige und ansprechende Optik.
Strukturierte Oberflächen: Pulverbeschichtungen mit strukturierter Oberfläche erzeugen eine Textur oder Struktur auf der Oberfläche des beschichteten Werkstücks. Diese können in verschiedenen Ausführungen wie Feinstruktur, Grobstruktur oder Hammerstruktur erhältlich sein.
Sonderfarben: Neben den Standardfarben gibt es eine Vielzahl von Sonderfarben und Effekten, die für spezifische Anwendungen oder Designanforderungen entwickelt wurden. Dazu gehören fluoreszierende Farben, glühende Farben, leuchtende Farben und viele mehr.
Bedeutung der Farbpalette:
Design und Ästhetik: Die Farbpalette ermöglicht es Designern und Herstellern, eine Vielzahl von Farben und Oberflächenfinishs zu wählen, um ästhetische und visuelle Anforderungen zu erfüllen und einzigartige und ansprechende Oberflächen zu schaffen.
Markenidentität: Die Auswahl der Farbe kann dazu beitragen, die Markenidentität zu stärken und Produkte oder Marken visuell zu differenzieren.
Funktionalität: Neben der ästhetischen Wirkung können bestimmte Farben auch funktionale Eigenschaften bieten, wie z.B. Witterungsbeständigkeit, UV-Schutz, Korrosionsbeständigkeit oder elektrische Leitfähigkeit.
Kundenanforderungen: Die Vielfalt der Farbpalette ermöglicht es, auf die spezifischen Anforderungen und Vorlieben der Kunden einzugehen und maßgeschneiderte Lösungen anzubieten.
Die Farbpalette spielt daher eine wichtige Rolle im Pulverbeschichtungsprozess, indem sie die kreative Gestaltung, die Markenidentität und die Erfüllung der Kundenanforderungen unterstützt.
Vorbehandlung
Die Vorbehandlung ist ein kritischer Schritt im Pulverbeschichtungsprozess, der dazu dient, die Oberfläche des Substrats für die Beschichtung vorzubereiten. Eine effektive Vorbehandlung trägt wesentlich zur Haftung, Haltbarkeit und Qualität der Endbeschichtung bei.
Schritte der Vorbehandlung:
Reinigung: Die Oberfläche des Substrats wird gründlich gereinigt, um Schmutz, Öl, Fett, Rost und andere Verunreinigungen zu entfernen. Dies kann durch Waschen mit Reinigungslösungen, Entfetten oder Strahlen erfolgen.
Entrostung: Bei metallischen Substraten wird Rost und Oxidation entfernt, um eine saubere und korrosionsbeständige Oberfläche zu schaffen. Dies kann durch mechanische Verfahren wie Schleifen oder durch chemische Entrostung erfolgen.
Phosphatierung: Das Substrat wird einer Phosphatierungsbehandlung unterzogen, um eine Phosphatschicht auf der Oberfläche zu erzeugen. Diese Schicht verbessert die Haftung der Beschichtung und bietet Korrosionsschutz.
Chromatierung: In einigen Fällen wird das Substrat einer Chromatierungsbehandlung unterzogen, um die Haftung der Beschichtung weiter zu verbessern und eine zusätzliche Korrosionsbeständigkeit zu bieten.
Auftragen von Haftvermittlern: In einigen Fällen kann ein Haftvermittler aufgetragen werden, um die Haftung zwischen der Beschichtung und dem Substrat zu verbessern, insbesondere bei schwierigen Oberflächen oder Materialien.
Bedeutung der Vorbehandlung:
Haftung: Eine gründliche Vorbehandlung sorgt für eine gute Haftung der Beschichtung auf dem Substrat, was zu einer dauerhaften und langlebigen Beschichtung führt.
Korrosionsschutz: Durch die Entfernung von Rost und die Bildung von Schutzschichten wie Phosphatierung und Chromatierung wird der Korrosionsschutz verbessert und die Lebensdauer des beschichteten Werkstücks verlängert.
Qualität der Beschichtung: Eine effektive Vorbehandlung trägt zur Verbesserung der Qualität der Endbeschichtung bei, indem sie eine gleichmäßige Beschichtungsdicke, eine glatte Oberfläche und eine gute Farbhaftung gewährleistet.
Umweltschutz: Die Vorbehandlung kann dazu beitragen, Umweltbelastungen durch die Beschichtung zu reduzieren, indem sie die Notwendigkeit von aggressiven Reinigungs- und Entrostungsverfahren minimiert und die Verwendung umweltfreundlicherer Chemikalien ermöglicht.
Insgesamt ist die Vorbehandlung ein wesentlicher Schritt im Pulverbeschichtungsprozess, der die Grundlage für eine hochwertige und langlebige Beschichtung bildet. Eine sorgfältige und gründliche Vorbehandlung ist daher unerlässlich, um die gewünschten Leistungseigenschaften der Beschichtung zu erreichen.
Beschichtungsfehler
Beschichtungsfehler können verschiedene Ursachen haben und treten während des Pulverbeschichtungsprozesses auf. Es ist wichtig, diese Fehler zu identifizieren und zu beheben, um eine qualitativ hochwertige Endbeschichtung zu gewährleisten.
Typische Beschichtungsfehler:
Läufer und Sags: Läufer und Sags sind Ansammlungen von Beschichtungsmaterial, die dazu neigen, an vertikalen Oberflächen herunterzulaufen und ungleichmäßige Beschichtungsdicken zu verursachen.
Orangenhaut: Orangenhaut tritt auf, wenn die Beschichtung während der Aushärtung ungleichmäßig fließt und eine unebene, „orangenhautähnliche“ Oberfläche bildet.
Blasenbildung: Blasenbildung tritt auf, wenn Luft oder Gase in der Beschichtung eingeschlossen sind und beim Aushärten der Beschichtung zu Blasen führen.
Löcher und Lücken: Löcher und Lücken können auftreten, wenn das Beschichtungsmaterial nicht richtig aufgetragen wird oder wenn das Substrat Verunreinigungen oder Unebenheiten aufweist.
Verfärbungen: Verfärbungen können durch eine ungleichmäßige Verteilung des Beschichtungsmaterials, unzureichende Reinigung des Substrats oder chemische Reaktionen zwischen dem Beschichtungsmaterial und dem Substrat verursacht werden.
Ursachen von Beschichtungsfehlern:
Ungleichmäßige Pulverapplikation: Eine ungleichmäßige Pulverapplikation kann zu Beschichtungsfehlern wie Läufern, Sags und ungleichmäßigen Beschichtungsdicken führen.
Schlechte Vorbehandlung: Eine unzureichende Reinigung oder Vorbehandlung des Substrats kann zu Haftungsproblemen, Blasenbildung und Verfärbungen führen.
Fehlerhafte Aushärtung: Probleme während der Aushärtung, wie ungleichmäßige Erwärmung oder zu hohe Temperaturen, können zu Beschichtungsfehlern wie Orangenhaut und Blasenbildung führen.
Substratfehler: Unebenheiten, Verunreinigungen oder chemische Reaktionen auf der Oberfläche des Substrats können zu Beschichtungsfehlern wie Löchern, Lücken und Verfärbungen führen.
Behebung von Beschichtungsfehlern:
Optimierung des Beschichtungsprozesses: Durch die Überprüfung und Optimierung der Pulverapplikationstechniken, der Vorbehandlungsverfahren und der Aushärtungsparameter können viele Beschichtungsfehler vermieden werden.
Korrekturmaßnahmen: Für vorhandene Beschichtungsfehler können Korrekturmaßnahmen wie Nachbesserungen, Schleifen, Neubeschichtung oder Substratvorbereitung durchgeführt werden, um die gewünschten Ergebnisse zu erzielen.
Qualitätskontrolle: Eine gründliche Qualitätskontrolle während des gesamten Beschichtungsprozesses kann dazu beitragen, Beschichtungsfehler frühzeitig zu erkennen und zu beheben, bevor sie zu größeren Problemen führen.
Die Identifizierung, Behebung und Prävention von Beschichtungsfehlern sind entscheidend für die Herstellung hochwertiger, langlebiger und ästhetisch ansprechender beschichteter Oberflächen. Durch die Implementierung geeigneter Maßnahmen können Beschichtungsfehler minimiert und die Qualität des Beschichtungsprozesses verbessert werden.
Schutz vor Korrosion
Der Schutz vor Korrosion ist ein wichtiger Aspekt im Pulverbeschichtungsprozess, da er dazu beiträgt, die Lebensdauer und Leistungsfähigkeit von beschichteten Werkstücken in anspruchsvollen Umgebungen zu verbessern. Korrosion kann durch verschiedene Faktoren wie Feuchtigkeit, chemische Einwirkungen und Umwelteinflüsse verursacht werden, und die richtige Beschichtung spielt eine entscheidende Rolle beim Schutz vor diesen Schäden.
Vorteile des Korrosionsschutzes durch Pulverbeschichtung:
Barriere gegen Feuchtigkeit: Pulverbeschichtungen bilden eine dichte und gleichmäßige Barriere auf der Oberfläche des Substrats, die das Eindringen von Feuchtigkeit und anderen korrosiven Substanzen verhindert.
Chemische Beständigkeit: Die chemische Beständigkeit von Pulverbeschichtungen macht sie ideal für den Schutz vor korrosiven Substanzen wie Säuren, Basen, Lösungsmitteln und Ölen.
Witterungsbeständigkeit: Pulverbeschichtungen bieten eine hervorragende Witterungsbeständigkeit und sind beständig gegen UV-Strahlung, Hitze, Kälte und extreme Witterungsbedingungen.
Langfristiger Schutz: Durch ihre Haltbarkeit und Beständigkeit bieten Pulverbeschichtungen einen langfristigen Schutz vor Korrosion und verlängern die Lebensdauer der beschichteten Werkstücke.
Anwendungen des Korrosionsschutzes durch Pulverbeschichtung:
Fahrzeugteile: Pulverbeschichtungen werden häufig in der Automobil- und Fahrzeugindustrie eingesetzt, um Karosserieteile, Felgen, Stoßstangen und andere Komponenten vor Korrosion zu schützen.
Industrieanlagen: Pulverbeschichtungen werden in industriellen Anlagen und Anlagen eingesetzt, um Maschinen, Rohrleitungen, Behälter und Strukturen vor Korrosion durch chemische Einwirkungen und Umwelteinflüsse zu schützen.
Architektonische Anwendungen: In der Architektur werden Pulverbeschichtungen verwendet, um Metallstrukturen, Fassaden, Geländer und andere Bauelemente vor Korrosion durch Witterungseinflüsse und Umwelteinflüsse zu schützen.
Haushaltsgeräte: Pulverbeschichtungen werden auch in Haushaltsgeräten wie Waschmaschinen, Trocknern, Kühlschränken und Geschirrspülern eingesetzt, um Korrosionsschutz und ästhetische Verbesserungen zu bieten.
Bedeutung des Korrosionsschutzes:
Langlebigkeit: Der Korrosionsschutz trägt zur Langlebigkeit und Zuverlässigkeit von beschichteten Werkstücken bei, indem er Schäden durch Korrosion verhindert und ihre Leistungsfähigkeit in anspruchsvollen Umgebungen verbessert.
Kostenersparnis: Durch den Einsatz von Pulverbeschichtungen als Korrosionsschutz können Unternehmen Kosten für Reparaturen, Austausch und Stillstandszeiten aufgrund von Korrosionsschäden reduzieren.
Umweltschutz: Die Verwendung von Pulverbeschichtungen als Korrosionsschutz kann umweltfreundlicher sein als traditionelle Beschichtungsmethoden, da sie in der Regel frei von Lösungsmitteln und flüchtigen organischen Verbindungen (VOCs) sind.
Insgesamt ist der Schutz vor Korrosion durch Pulverbeschichtung ein wesentlicher Aspekt im Bereich der Oberflächenbeschichtung, der zur Verbesserung der Leistungsfähigkeit, Langlebigkeit und Zuverlässigkeit von beschichteten Werkstücken beiträgt.
Haftung
Die Haftung ist ein entscheidender Aspekt im Pulverbeschichtungsprozess, der die Fähigkeit der Beschichtung bestimmt, sich fest an der Oberfläche des Substrats zu halten. Eine gute Haftung ist entscheidend für die Haltbarkeit, Beständigkeit und Qualität der Endbeschichtung.
Faktoren, die die Haftung beeinflussen:
Substratvorbereitung: Eine gründliche Reinigung und Vorbehandlung des Substrats ist entscheidend für die Haftung der Beschichtung. Eine unzureichende Vorbehandlung kann zu Haftungsproblemen führen, da Verunreinigungen oder Oxidation die Haftung beeinträchtigen können.
Beschichtungsmaterial: Die Auswahl des richtigen Beschichtungsmaterials ist wichtig für die Haftung. Verschiedene Beschichtungsmaterialien haben unterschiedliche Haftungseigenschaften und sind für verschiedene Substrate und Anwendungen geeignet.
Pulverapplikation: Eine gleichmäßige und korrekte Pulverapplikation ist entscheidend für eine gute Haftung. Eine ungleichmäßige Beschichtungsdicke oder unzureichende Abdeckung können zu Haftungsproblemen führen.
Aushärtung: Der Aushärtungsprozess spielt ebenfalls eine wichtige Rolle für die Haftung der Beschichtung. Eine ordnungsgemäße Aushärtung gewährleistet eine sichere Verbindung zwischen der Beschichtung und dem Substrat.
Bedeutung der Haftung:
Haltbarkeit: Eine gute Haftung ist entscheidend für die Haltbarkeit und Lebensdauer der Beschichtung. Eine schlechte Haftung kann zu Abplatzungen, Blasenbildung oder Ablösungen führen, die die Funktionalität und Ästhetik der Beschichtung beeinträchtigen.
Beständigkeit: Eine Beschichtung mit guter Haftung ist beständiger gegenüber mechanischen Belastungen, chemischen Einflüssen, Witterungseinflüssen und anderen Umweltfaktoren. Sie bietet daher einen besseren Schutz und eine längere Lebensdauer für das beschichtete Werkstück.
Qualität: Die Haftung trägt maßgeblich zur Qualität der Endbeschichtung bei, indem sie eine gleichmäßige Beschichtungsdicke, eine glatte Oberfläche und eine hohe Farbhaftung gewährleistet.
Kundenanforderungen: Eine gute Haftung ist oft eine Voraussetzung für bestimmte Anwendungen oder Branchen, insbesondere in Bereichen, in denen hohe Anforderungen an die Haltbarkeit und Beständigkeit der Beschichtung gestellt werden.
Die Gewährleistung einer guten Haftung ist daher von entscheidender Bedeutung für den Erfolg des Pulverbeschichtungsprozesses und die Qualität der Endbeschichtung. Durch die Berücksichtigung der oben genannten Faktoren und die Implementierung geeigneter Verfahren können Hersteller eine optimale Haftung und damit eine hochwertige Beschichtung sicherstellen.
Beschichtungsprozess
Der Beschichtungsprozess in der Pulverbeschichtung umfasst mehrere Schritte, die sorgfältig durchgeführt werden müssen, um eine qualitativ hochwertige Beschichtung zu gewährleisten. Jeder Schritt spielt eine wichtige Rolle bei der Vorbereitung des Substrats, der Applikation des Beschichtungsmaterials und der Sicherstellung einer gleichmäßigen und dauerhaften Beschichtung.
Schritte im Beschichtungsprozess:
Vorbereitung des Substrats: Der erste Schritt besteht in der gründlichen Reinigung und Vorbehandlung des Substrats. Dies umfasst das Entfernen von Schmutz, Fett, Öl, Rost und anderen Verunreinigungen sowie die Vorbereitung der Oberfläche durch Schleifen, Entfetten, Sandstrahlen oder chemische Behandlungen.
Pulverapplikation: Nach der Vorbereitung des Substrats wird das Beschichtungspulver gleichmäßig auf die Oberfläche aufgetragen. Dies kann durch elektrostatische Pulverbeschichtung, Wirbelschichtbeschichtung, Spritzbeschichtung oder Tauchbeschichtung erfolgen, je nach den Anforderungen der Anwendung und den Eigenschaften des Beschichtungsmaterials.
Aushärtung: Nach dem Auftragen wird das beschichtete Werkstück in einem Ofen oder einer Heizkammer erhitzt, um das Beschichtungspulver zu schmelzen und zu härten. Während des Aushärtungsprozesses verschmilzt das geschmolzene Pulver zu einer gleichmäßigen Beschichtungsschicht und vernetzt sich mit dem Substrat, um eine dauerhafte Verbindung zu bilden.
Kühlung und Inspektion: Nach der Aushärtung wird das Werkstück aus dem Ofen genommen und auf Raumtemperatur abgekühlt. Anschließend wird die Beschichtung auf mögliche Fehler oder Unregelmäßigkeiten inspiziert, und gegebenenfalls werden Korrekturmaßnahmen ergriffen, um die Qualität der Beschichtung zu gewährleisten.
Verpackung und Versand: Nach der Inspektion und Freigabe wird das beschichtete Werkstück sorgfältig verpackt und für den Versand vorbereitet. Dabei werden geeignete Verpackungsmaterialien verwendet, um Beschädigungen während des Transports zu vermeiden und die Qualität der Beschichtung zu erhalten.
Bedeutung des Beschichtungsprozesses:
Qualitätssicherung: Ein sorgfältig durchgeführter Beschichtungsprozess gewährleistet eine gleichmäßige Beschichtungsdicke, eine gute Haftung, eine glatte Oberfläche und eine hohe Farbhaftung, was zu einer qualitativ hochwertigen Endbeschichtung führt.
Effizienz: Ein effizienter Beschichtungsprozess trägt zur Optimierung der Produktionsgeschwindigkeit, der Auslastung der Anlagen und der Reduzierung von Ausschuss und Nacharbeit bei, was die Gesamtkosten senkt und die Wettbewerbsfähigkeit steigert.
Kundenzufriedenheit: Ein qualitativ hochwertiger Beschichtungsprozess führt zu zufriedenen Kunden, da er ihre Anforderungen an Ästhetik, Haltbarkeit und Leistungsfähigkeit erfüllt und hochwertige Produkte liefert.
Die sorgfältige Planung, Durchführung und Kontrolle des Beschichtungsprozesses ist daher entscheidend für den Erfolg der Pulverbeschichtung und die Qualität der Endprodukte. Durch die Einhaltung bewährter Verfahren und die kontinuierliche Verbesserung können Hersteller eine optimale Beschichtungsqualität erreichen und die Zufriedenheit ihrer Kunden sicherstellen.
Pulverbeschichtungsanlage
Eine Pulverbeschichtungsanlage ist eine spezialisierte Einrichtung, die für die Durchführung des Pulverbeschichtungsprozesses verwendet wird. Sie umfasst verschiedene Komponenten und Ausrüstungen, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu ermöglichen.
Komponenten einer Pulverbeschichtungsanlage:
Vorbehandlungseinheit: Diese Einheit umfasst Reinigungs- und Vorbehandlungsanlagen wie Wasch- und Entfettungsanlagen, Phosphatierungsanlagen und Trocknungsofen. Sie bereitet die Oberfläche des Substrats vor der Beschichtung vor und verbessert die Haftung und Haltbarkeit der Beschichtung.
Pulverapplikationssystem: Das Pulverapplikationssystem umfasst elektrostatische Pulverbeschichtungsgeräte, Pulverkabinen, Sprühsysteme oder Tauchbecken, die für die gleichmäßige Verteilung des Beschichtungspulvers auf den Oberflächen der Werkstücke sorgen.
Aushärteofen: Der Aushärteofen ist ein wichtiger Bestandteil der Anlage, der für die Aushärtung des aufgetragenen Beschichtungspulvers verantwortlich ist. Er erhitzt die beschichteten Werkstücke auf die erforderliche Temperatur, um das Pulver zu schmelzen und zu härten, und bildet eine dauerhafte Beschichtungsschicht.
Kühlbereich: Nach der Aushärtung werden die beschichteten Werkstücke in einem Kühlbereich abgekühlt, bevor sie für die Inspektion und Verpackung vorbereitet werden. Dies ermöglicht es, die Beschichtung auf Raumtemperatur abzukühlen und die Handhabung der Werkstücke zu erleichtern.
Steuer- und Überwachungssysteme: Moderne Pulverbeschichtungsanlagen sind mit Steuer- und Überwachungssystemen ausgestattet, die den Beschichtungsprozess überwachen, die Parameter wie Temperatur, Luftfeuchtigkeit und Beschichtungsdicke kontrollieren und die Anlagenleistung optimieren.
Vorteile einer Pulverbeschichtungsanlage:
Effizienz: Eine Pulverbeschichtungsanlage ermöglicht eine hohe Produktionsgeschwindigkeit, eine gleichmäßige Beschichtung und eine effiziente Nutzung von Materialien und Ressourcen.
Qualität: Durch die Verwendung spezialisierter Ausrüstungen und Kontrollsysteme gewährleistet eine Pulverbeschichtungsanlage eine hohe Qualität und Konsistenz der Endbeschichtung.
Vielseitigkeit: Pulverbeschichtungsanlagen können für eine Vielzahl von Substraten und Anwendungen eingesetzt werden, von Metallen und Kunststoffen bis hin zu Holz und Glas.
Umweltfreundlichkeit: Pulverbeschichtungsanlagen sind umweltfreundlicher als traditionelle Beschichtungsmethoden, da sie in der Regel frei von Lösungsmitteln und flüchtigen organischen Verbindungen (VOCs) sind und weniger Abfall erzeugen.
Pulverbeschichtungsanlagen spielen eine entscheidende Rolle bei der Realisierung hochwertiger und langlebiger Beschichtungen und bieten zahlreiche Vorteile in Bezug auf Effizienz, Qualität und Umweltverträglichkeit. Durch die Investition in moderne Ausrüstungen und die Einhaltung bewährter Verfahren können Unternehmen eine optimale Beschichtungsleistung erreichen und ihren Kunden qualitativ hochwertige Produkte liefern.
Elektrostatische Pulverbeschichtung
Die elektrostatische Pulverbeschichtung ist eine fortschrittliche Beschichtungstechnik, die weit verbreitet ist und für eine Vielzahl von Anwendungen eingesetzt wird. Sie zeichnet sich durch ihre Effizienz, Qualität und Umweltfreundlichkeit aus und bietet zahlreiche Vorteile gegenüber herkömmlichen Beschichtungsmethoden.
Funktionsprinzip der elektrostatischen Pulverbeschichtung:
Pulverapplikation: Das Beschichtungspulver wird in einem speziellen Behälter gehalten und durch Druckluft oder mechanische Mittel aufgelockert. Anschließend wird das Pulver durch eine Pulverpistole auf das zu beschichtende Werkstück gesprüht.
Elektrostatische Aufladung: Während des Sprühvorgangs wird das Pulver elektrisch aufgeladen, indem es durch ein Hochspannungsfeld geleitet wird. Die Pulverpartikel erhalten dadurch eine positive Ladung, während das Werkstück eine negative Ladung trägt.
Anziehung und Haftung: Die positiv geladenen Pulverpartikel werden elektrostatisch vom negativ geladenen Werkstück angezogen und haften daran. Dies führt zu einer gleichmäßigen und dichten Beschichtung auf allen Oberflächen des Werkstücks.
Aushärtung: Nach dem Auftragen wird das beschichtete Werkstück in einem Ofen oder einer Heizkammer erhitzt, um das Beschichtungspulver zu schmelzen und zu härten. Während des Aushärtungsprozesses verschmilzt das geschmolzene Pulver zu einer dauerhaften Beschichtungsschicht.
Vorteile der elektrostatischen Pulverbeschichtung:
Hohe Effizienz: Die elektrostatische Pulverbeschichtung ermöglicht eine hohe Produktionsgeschwindigkeit und eine schnelle Beschichtung großer Flächen, was zu einer verbesserten Effizienz des Beschichtungsprozesses führt.
Gleichmäßige Beschichtung: Durch die elektrostatische Anziehung der Pulverpartikel wird eine gleichmäßige und konsistente Beschichtung auf allen Oberflächen des Werkstücks erreicht, einschließlich schwer zugänglicher Bereiche und Kanten.
Geringer Materialverbrauch: Da das Pulver elektrostatisch auf das Werkstück aufgetragen wird, haftet es effizient und es gibt weniger Verschwendung im Vergleich zu anderen Beschichtungsmethoden wie dem Sprühen oder Tauchen.
Umweltfreundlichkeit: Die elektrostatische Pulverbeschichtung ist umweltfreundlicher als herkömmliche Beschichtungsmethoden, da sie in der Regel frei von Lösungsmitteln und flüchtigen organischen Verbindungen (VOCs) ist und weniger Abfall erzeugt.
Die elektrostatische Pulverbeschichtung ist eine bewährte und vielseitige Beschichtungstechnik, die in verschiedenen Branchen und Anwendungen eingesetzt wird, von der Automobil- und Möbelindustrie bis hin zur Architektur und Elektronik. Ihre Effizienz, Qualität und Umweltfreundlichkeit machen sie zu einer bevorzugten Wahl für hochwertige Beschichtungen mit langer Lebensdauer.
Pulverbeschichtungsprozess: Von der Vorbereitung bis zur Endbeschichtung
Der Pulverbeschichtungsprozess ist ein mehrstufiger Prozess, der eine sorgfältige Planung, Vorbereitung und Durchführung erfordert, um qualitativ hochwertige und langlebige Beschichtungen zu erzielen. Hier ist eine detaillierte Darstellung jedes Schrittes im Pulverbeschichtungsprozess:
1. Vorbereitung des Substrats:
Reinigung: Das Substrat wird gründlich gereinigt, um Schmutz, Fett, Öl und andere Verunreinigungen zu entfernen, die die Haftung der Beschichtung beeinträchtigen könnten.
Vorbehandlung: Eine Vorbehandlung kann erforderlich sein, um die Oberfläche des Substrats für die Beschichtung vorzubereiten. Dies kann eine chemische Behandlung, Entfettung, Sandstrahlen oder Phosphatierung umfassen.
2. Maskierung und Vorbereitung:
Maskierung: Bereiche, die nicht beschichtet werden sollen, werden abgedeckt oder maskiert, um sie vor dem Beschichtungsprozess zu schützen.
Aufhängung: Die Werkstücke werden an Aufhängungsvorrichtungen befestigt, um sie während des Beschichtungsprozesses zu stabilisieren und eine gleichmäßige Beschichtung zu gewährleisten.
3. Pulverapplikation:
Pulverbeschichtung: Das Beschichtungspulver wird auf die Oberfläche des Substrats aufgetragen. Dies kann durch elektrostatische Pulverbeschichtung, Wirbelschichtbeschichtung, Sprühbeschichtung oder Tauchbeschichtung erfolgen.
Elektrostatische Aufladung: Bei der elektrostatischen Pulverbeschichtung werden die Pulverpartikel elektrostatisch aufgeladen, um sie effizient an das geladene Substrat zu binden.
4. Aushärtung:
Ofenhärtung: Nach dem Auftragen wird das beschichtete Werkstück in einem Ofen oder einer Heizkammer erhitzt, um das Beschichtungspulver zu schmelzen und zu härten. Dies bildet eine dauerhafte Beschichtungsschicht.
Kühlung: Nach dem Aushärten werden die Werkstücke abgekühlt, bevor sie weiterverarbeitet oder verpackt werden. Dies ermöglicht es, die Beschichtung auf Raumtemperatur abzukühlen und ihre Haltbarkeit zu verbessern.
5. Inspektion und Nacharbeit:
Inspektion: Die beschichteten Werkstücke werden auf mögliche Fehler oder Unregelmäßigkeiten inspiziert. Dies umfasst die Überprüfung der Beschichtungsdicke, Haftung, Farbqualität und Oberflächenbeschaffenheit.
Nacharbeit: Bei Bedarf werden Korrekturmaßnahmen wie Nachbeschichtung, Schleifen oder Ausbesserungen durchgeführt, um die Qualität der Beschichtung zu verbessern und etwaige Mängel zu beheben.
6. Verpackung und Versand:
Verpackung: Die beschichteten Werkstücke werden sorgfältig verpackt, um sie vor Beschädigungen während des Transports zu schützen und ihre Qualität zu erhalten.
Versand: Die verpackten Werkstücke werden für den Versand vorbereitet und an die Kunden oder Endnutzer verschickt.
Der Pulverbeschichtungsprozess erfordert eine präzise Planung, sorgfältige Durchführung und qualitätsorientierte Kontrolle, um hochwertige und langlebige Beschichtungen zu erzielen. Durch die Einhaltung bewährter Verfahren und die Verwendung moderner Ausrüstungen können Hersteller eine optimale Beschichtungsqualität sicherstellen und die Zufriedenheit ihrer Kunden gewährleisten.
Vorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt im Pulverbeschichtungsprozess, der die Oberfläche des Substrats auf die Aufnahme der Beschichtung vorbereitet und die Haftung und Haltbarkeit der Beschichtung verbessert. Ein sorgfältig durchgeführter Vorbehandlungsprozess ist entscheidend für die Qualität und Leistungsfähigkeit der Endbeschichtung. Hier sind einige wichtige Aspekte der Vorbehandlung:
Reinigung:
Die Reinigung des Substrats ist der erste Schritt der Vorbehandlung. Alle Verunreinigungen wie Fett, Öl, Schmutz, Rost oder alte Beschichtungen müssen gründlich entfernt werden, um eine saubere Oberfläche zu gewährleisten. Dies kann durch Waschen, Entfetten, Beizen oder Schleifen erfolgen, je nach Art der Verunreinigungen und der Oberflächenbeschaffenheit.
Entrostung:
Bei metallischen Substraten ist die Entfernung von Rost ein wichtiger Schritt, um die Haftung der Beschichtung zu verbessern und die Bildung von Rost unter der Beschichtung zu verhindern. Dies kann durch mechanisches Entfernen, chemische Entrostung oder Sandstrahlen erfolgen, abhängig von der Größe und dem Grad der Rostbildung.
Phosphatierung:
Die Phosphatierung ist eine häufig verwendete Methode zur Vorbehandlung von metallischen Substraten. Dabei wird eine Phosphatbeschichtung auf die Oberfläche aufgetragen, die als Haftvermittler und Korrosionsschutz dient. Die Phosphatierung verbessert die Haftung der Beschichtung und trägt zur Bildung einer gleichmäßigen und dauerhaften Beschichtungsschicht bei.
Trocknung:
Nach der Reinigung und Vorbehandlung muss das Substrat gründlich getrocknet werden, um Feuchtigkeit zu entfernen und die Oberfläche für die Beschichtung vorzubereiten. Dies kann durch Lufttrocknung, Wärmeeinwirkung oder den Einsatz von Trocknungsöfen erfolgen, je nach den Anforderungen der Anwendung und den Eigenschaften des Substrats.
Die Vorbehandlung ist ein entscheidender Schritt im Pulverbeschichtungsprozess, der die Grundlage für eine qualitativ hochwertige und langlebige Beschichtung bildet. Durch eine sorgfältige Reinigung, Entrostung, Phosphatierung und Trocknung können Hersteller die Haftung, Haltbarkeit und Ästhetik der Endbeschichtung verbessern und die Zufriedenheit ihrer Kunden gewährleisten.
Entfettung
Die Entfettung ist ein wichtiger Schritt in der Vorbehandlung des Substrats vor der Pulverbeschichtung. Sie bezieht sich auf die Entfernung von Fett, Öl, Schmierstoffen und anderen organischen Verunreinigungen von der Oberfläche des Substrats, um eine saubere und haftungsfähige Oberfläche für die Beschichtung zu gewährleisten. Hier sind die wichtigsten Aspekte der Entfettung im Pulverbeschichtungsprozess:
Entfettungsmethoden:
Mechanische Entfettung: Dies umfasst die Verwendung von Reinigungsmitteln, Bürsten, Schwämmen oder anderen mechanischen Mitteln, um das Fett und Öl von der Oberfläche zu entfernen. Es ist eine einfache und kostengünstige Methode, aber möglicherweise nicht ausreichend für stark verschmutzte Oberflächen.
Chemische Entfettung: Chemische Entfettungsmittel werden verwendet, um Fett und Öl von der Oberfläche zu lösen und zu emulgieren, so dass sie leicht abgespült oder abgewischt werden können. Typische Entfettungsmittel umfassen alkalische Reiniger, Lösungsmittel oder spezielle Entfettungslösungen, die auf die Art der Verunreinigungen und des Substrats abgestimmt sind.
Ultraschall-Entfettung: Ultraschallwellen werden verwendet, um das Entfettungsmittel in die Mikroporen der Oberfläche zu drücken und die Verunreinigungen zu lösen. Dies ist besonders effektiv für feine oder komplexe Oberflächen, die schwer zugänglich sind.
Bedeutung der Entfettung:
Verbesserte Haftung: Eine gründliche Entfettung gewährleistet eine saubere Oberfläche ohne Fett- oder Ölrückstände, was die Haftung und Adhäsion der Beschichtung verbessert.
Verhinderung von Beschichtungsfehlern: Fett- und Ölrückstände auf der Oberfläche können zu Beschichtungsfehlern wie Blasenbildung, Ablösungen oder ungleichmäßiger Beschichtung führen. Die Entfettung verhindert solche Probleme und gewährleistet eine qualitativ hochwertige Beschichtung.
Korrosionsschutz: Die Entfettung entfernt nicht nur organische Verunreinigungen, sondern auch potenzielle Korrosionsquellen von der Oberfläche, was die Lebensdauer und Haltbarkeit des beschichteten Substrats erhöht.
Die Entfettung ist daher ein wesentlicher Schritt im Pulverbeschichtungsprozess, der dazu beiträgt, die Qualität, Haltbarkeit und Ästhetik der Endbeschichtung zu verbessern. Durch die Auswahl der geeigneten Entfettungsmethode und die Durchführung einer gründlichen Reinigung können Hersteller eine optimale Haftung und Leistungsfähigkeit der Beschichtung sicherstellen.
Phosphatierung
Die Phosphatierung ist ein wichtiger Prozessschritt in der Vorbehandlung vor der Pulverbeschichtung. Sie bezieht sich auf die Bildung einer dünnen Phosphatschicht auf der Metalloberfläche, die als Haftvermittler für die Beschichtung dient und gleichzeitig als Korrosionsschutzschicht wirkt. Hier sind die Schlüsselaspekte der Phosphatierung im Pulverbeschichtungsprozess:
Funktionsweise der Phosphatierung:
Chemische Reaktion: Während des Phosphatierungsprozesses reagieren Metallionen auf der Oberfläche des Substrats mit Phosphatierungslösungen, um Phosphatverbindungen zu bilden. Diese Verbindungen bilden eine poröse Schicht, die als Anker für die nachfolgende Beschichtung dient.
Adhäsion der Beschichtung: Die poröse Struktur der Phosphatschicht verbessert die Haftung und Adhäsion der Beschichtung auf der Metalloberfläche. Dies führt zu einer besseren mechanischen Verbindung zwischen der Beschichtung und dem Substrat und verhindert das Ablösen oder Abblättern der Beschichtung.
Korrosionsschutz: Die Phosphatschicht bietet auch einen gewissen Korrosionsschutz, da sie die Metalloberfläche vor Feuchtigkeit und aggressiven Umgebungsbedingungen isoliert.
Arten von Phosphatierung:
Zinkphosphatierung: Zinkphosphatierung ist eine häufig verwendete Form der Phosphatierung für Stahlsubstrate. Sie bietet eine gute Haftung und Korrosionsbeständigkeit und eignet sich für eine Vielzahl von Anwendungen.
Eisenphosphatierung: Eisenphosphatierung wird häufig für Aluminiumsubstrate verwendet und bietet eine gute Haftung und chemische Beständigkeit. Sie ist jedoch weniger korrosionsbeständig als Zinkphosphatierung.
Manganphosphatierung: Manganphosphatierung wird hauptsächlich für Schmiede- und Gussteile verwendet und bietet eine ausgezeichnete Schmierfähigkeit sowie verbesserte Verschleiß- und Korrosionsbeständigkeit.
Bedeutung der Phosphatierung:
Verbesserte Haftung: Die Phosphatschicht verbessert die Haftung und Adhäsion der Beschichtung auf der Metalloberfläche, was zu einer dauerhaften und robusten Beschichtung führt.
Korrosionsschutz: Die Phosphatschicht bietet einen gewissen Korrosionsschutz, der die Lebensdauer und Haltbarkeit des beschichteten Substrats erhöht.
Verbesserte Leistung: Durch die Verbesserung der Haftung und Korrosionsbeständigkeit trägt die Phosphatierung zur Verbesserung der Gesamtleistung und Zuverlässigkeit des beschichteten Produkts bei.
Die Phosphatierung ist daher ein entscheidender Prozessschritt im Pulverbeschichtungsprozess, der dazu beiträgt, eine qualitativ hochwertige, langlebige und korrosionsbeständige Beschichtung zu erzielen. Durch die Auswahl der geeigneten Phosphatierungsart und die sorgfältige Durchführung des Phosphatierungsprozesses können Hersteller eine optimale Beschichtungsleistung sicherstellen.
Trocknung
Die Trocknung ist ein wesentlicher Schritt im Pulverbeschichtungsprozess, der darauf abzielt, Feuchtigkeit von der beschichteten Oberfläche zu entfernen und das Beschichtungspulver vor dem Aushärten vorzubereiten. Eine ordnungsgemäße Trocknung ist entscheidend, um eine gleichmäßige und dauerhafte Beschichtung zu gewährleisten. Hier sind die wichtigsten Aspekte der Trocknung im Pulverbeschichtungsprozess:
Trocknungsmethoden:
Lufttrocknung: Die einfachste Methode ist die Lufttrocknung, bei der die beschichteten Werkstücke bei Raumtemperatur an der Luft getrocknet werden. Dies kann je nach Umgebungstemperatur und Luftfeuchtigkeit einige Stunden bis mehrere Tage dauern.
Wärmetrocknung: Wärmetrocknung beinhaltet die Verwendung von Wärmequellen wie Öfen, Heizkammern oder Infrarotlampen, um den Trocknungsprozess zu beschleunigen. Dies ermöglicht eine schnellere Trocknung und verkürzt die Produktionszeit.
Bedeutung der Trocknung:
Entfernung von Feuchtigkeit: Die Trocknung entfernt Feuchtigkeit von der beschichteten Oberfläche, was entscheidend ist, um das Beschichtungspulver vor dem Aushärten vorzubereiten. Feuchtigkeit kann zu Blasenbildung, Ablösungen oder ungleichmäßiger Beschichtung führen.
Optimale Haftung: Eine gründliche Trocknung gewährleistet eine optimale Haftung zwischen dem Beschichtungspulver und dem Substrat, was zu einer langlebigen und robusten Beschichtung führt.
Vermeidung von Beschichtungsfehlern: Eine ordnungsgemäße Trocknung reduziert das Risiko von Beschichtungsfehlern wie Blasenbildung, Einschlüssen oder ungleichmäßiger Trocknung, die die Qualität der Endbeschichtung beeinträchtigen können.
Trocknungszeit:
Die Trocknungszeit hängt von verschiedenen Faktoren ab, einschließlich der Art des Beschichtungspulvers, der Dicke der Beschichtung, der Umgebungstemperatur und Luftfeuchtigkeit sowie der Trocknungsmethode. Es ist wichtig, die Trocknungszeit sorgfältig zu kontrollieren und zu überwachen, um eine optimale Beschichtungsqualität zu gewährleisten.
Die Trocknung ist ein entscheidender Schritt im Pulverbeschichtungsprozess, der dazu beiträgt, eine hochwertige und langlebige Beschichtung zu erzielen. Durch die Auswahl der geeigneten Trocknungsmethode und die sorgfältige Kontrolle der Trocknungszeit können Hersteller eine optimale Beschichtungsleistung sicherstellen und die Zufriedenheit ihrer Kunden gewährleisten.
Pulverapplikation
Die Pulverapplikation ist ein entscheidender Schritt im Pulverbeschichtungsprozess, der die gleichmäßige Verteilung des Beschichtungspulvers auf der Oberfläche des Substrats gewährleistet. Eine präzise und effektive Pulverapplikation ist entscheidend für die Qualität und Haltbarkeit der Endbeschichtung. Hier sind die Schlüsselaspekte der Pulverapplikation:
Sprühmethoden:
Elektrostatische Pulverbeschichtung: Dies ist die am häufigsten verwendete Methode, bei der das Beschichtungspulver elektrostatisch aufgeladen wird und dann auf das geerdete Substrat gesprüht wird. Die elektrostatische Anziehung sorgt für eine gleichmäßige Verteilung und Haftung des Pulvers auf der Oberfläche.
Wirbelschichtbeschichtung: Bei dieser Methode wird das Beschichtungspulver durch einen Luftstrom verwirbelt und auf das Substrat gesprüht. Dies führt zu einer gleichmäßigen Verteilung und einer hohen Übertragungseffizienz des Pulvers.
Tauchbeschichtung: Das Substrat wird in ein Tauchbad mit pulverbeschichtetem Material eingetaucht, wodurch das Pulver auf der Oberfläche des Substrats haftet. Diese Methode eignet sich besonders für komplexe Geometrien und große Teile.
Pulverdosierung:
Die Dosierung des Beschichtungspulvers ist entscheidend für die Erzielung der gewünschten Beschichtungsdicke und -qualität. Eine zu geringe Dosierung kann zu unzureichender Beschichtung führen, während eine zu hohe Dosierung zu Überbeschichtung, Farbabweichungen oder Beschichtungsfehlern führen kann.
Übertragungseffizienz:
Die Übertragungseffizienz bezieht sich auf den Prozentsatz des aufgetragenen Pulvers, der tatsächlich auf der Oberfläche des Substrats haftet. Eine hohe Übertragungseffizienz bedeutet weniger Pulververlust und geringere Kosten, während eine niedrige Übertragungseffizienz zu Verschwendung und höheren Produktionskosten führen kann.
Kontrolle und Justierung:
Während des Pulverapplikationsprozesses ist es wichtig, die Sprühparameter wie Luftdruck, Pulverflussrate, Elektrostatikeinstellungen und Sprühmuster sorgfältig zu kontrollieren und bei Bedarf anzupassen. Dies gewährleistet eine gleichmäßige Beschichtung und minimiert das Risiko von Beschichtungsfehlern.
Die Pulverapplikation ist ein entscheidender Schritt im Pulverbeschichtungsprozess, der eine präzise Planung, Durchführung und Kontrolle erfordert, um hochwertige und langlebige Beschichtungen zu erzielen. Durch die Auswahl der geeigneten Sprühmethode, Dosierung und Kontrolle können Hersteller eine optimale Beschichtungsleistung sicherstellen und die Zufriedenheit ihrer Kunden gewährleisten.
Elektrostatische Aufladung
Die elektrostatische Aufladung ist ein entscheidender Schritt im Pulverbeschichtungsprozess, der die Effizienz und Qualität der Beschichtung beeinflusst. Durch die elektrostatische Aufladung der Pulverpartikel wird eine gleichmäßige Verteilung und Haftung auf der Oberfläche des Substrats erreicht. Hier sind die Schlüsselaspekte der elektrostatischen Aufladung:
Prinzip der elektrostatischen Aufladung:
Pulverbeschichtungspistole: Die Pulverbeschichtungspistole enthält eine Elektrode, die das Beschichtungspulver mit elektrischer Ladung versorgt. Wenn das Pulver durch die Pistole strömt, wird es elektrostatisch aufgeladen.
Erdelektrode: Das Substrat, das beschichtet werden soll, ist geerdet, was bedeutet, dass es neutral geladen ist. Die elektrostatisch aufgeladenen Pulverpartikel werden vom geerdeten Substrat angezogen und haften gleichmäßig auf seiner Oberfläche.
Vorteile der elektrostatischen Aufladung:
Gleichmäßige Beschichtung: Die elektrostatische Aufladung gewährleistet eine gleichmäßige Verteilung der Pulverpartikel auf der Oberfläche des Substrats, was zu einer gleichmäßigen Beschichtungsdicke und -qualität führt.
Verbesserte Haftung: Die elektrostatische Anziehungskraft sorgt für eine verbesserte Haftung der Pulverpartikel auf dem Substrat, was zu einer dauerhaften und robusten Beschichtung führt.
Reduzierter Pulververlust: Da die Pulverpartikel gezielt auf das Substrat gerichtet werden, wird der Pulververlust minimiert, was zu einer höheren Übertragungseffizienz und geringeren Produktionskosten führt.
Kontrolle und Optimierung:
Während des elektrostatischen Beschichtungsprozesses ist es wichtig, die Spannung und Stromstärke der Beschichtungspistole sorgfältig zu kontrollieren und zu optimieren, um eine optimale Aufladung der Pulverpartikel zu gewährleisten. Eine zu hohe oder zu niedrige Spannung kann zu Beschichtungsfehlern führen, während eine optimale Einstellung eine gleichmäßige und hochwertige Beschichtung ermöglicht.
Die elektrostatische Aufladung ist daher ein wesentlicher Bestandteil des Pulverbeschichtungsprozesses, der dazu beiträgt, eine gleichmäßige, langlebige und qualitativ hochwertige Beschichtung zu erzielen. Durch die sorgfältige Kontrolle und Optimierung der elektrostatischen Aufladung können Hersteller eine optimale Beschichtungsleistung sicherstellen und die Zufriedenheit ihrer Kunden gewährleisten.
Aushärtung
Die Aushärtung ist ein entscheidender Schritt im Pulverbeschichtungsprozess, der dazu dient, das aufgetragene Beschichtungspulver zu schmelzen und zu einer dauerhaften Beschichtungsschicht zu verfestigen. Hier sind die Schlüsselaspekte der Aushärtung im Pulverbeschichtungsprozess:
Aushärtungsmethoden:
Ofenhärtung: Die häufigste Methode zur Aushärtung von Pulverbeschichtungen ist die Ofenhärtung. Die beschichteten Werkstücke werden in einen Ofen oder eine Heizkammer gebracht und bei einer bestimmten Temperatur und Zeit erhitzt, um das Beschichtungspulver zu schmelzen und zu vernetzen. Dies führt zu einer dauerhaften Beschichtungsschicht.
Infrarot-Aushärtung: Bei der Infrarot-Aushärtung wird Infrarotstrahlung verwendet, um das Beschichtungspulver zu erwärmen und zu schmelzen. Dies ermöglicht eine schnellere Aushärtung und verkürzt die Produktionszeit im Vergleich zur Ofenhärtung.
Temperatur und Zeit:
Die Aushärtungstemperatur und -zeit sind entscheidend für die Qualität und Haltbarkeit der Endbeschichtung. Sie müssen sorgfältig kontrolliert und auf die spezifischen Anforderungen des Beschichtungsmaterials abgestimmt werden. Eine zu niedrige Temperatur oder zu kurze Aushärtungszeit kann zu unvollständiger Aushärtung und mangelnder Haltbarkeit führen, während eine zu hohe Temperatur zu Beschichtungsfehlern wie Blasenbildung oder Verfärbungen führen kann.
Kühlung:
Nach der Aushärtung müssen die beschichteten Werkstücke abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden. Dies ermöglicht es, die Beschichtung auf Raumtemperatur abzukühlen und ihre Haltbarkeit zu verbessern. Eine schnelle und gleichmäßige Abkühlung ist wichtig, um thermische Verformungen oder Beschädigungen der Beschichtung zu vermeiden.
Qualitätssicherung:
Während des Aushärtungsprozesses ist es wichtig, die Temperatur und Zeit sorgfältig zu überwachen und zu kontrollieren, um eine optimale Beschichtungsqualität sicherzustellen. Fehler oder Abweichungen während der Aushärtung können zu Qualitätsproblemen führen und die Leistung der Beschichtung beeinträchtigen.
Die Aushärtung ist daher ein entscheidender Schritt im Pulverbeschichtungsprozess, der dazu beiträgt, eine hochwertige, langlebige und ästhetisch ansprechende Beschichtung zu erzielen. Durch die sorgfältige Kontrolle und Optimierung der Aushärtungsparameter können Hersteller eine optimale Beschichtungsleistung sicherstellen und die Zufriedenheit ihrer Kunden gewährleisten.
Übertragungseffizienz
Die Übertragungseffizienz ist ein wichtiger Parameter im Pulverbeschichtungsprozess, der die Effizienz der Pulverapplikation und die Menge des aufgebrachten Pulvers auf das Substrat beschreibt. Eine hohe Übertragungseffizienz ist entscheidend, um Pulververluste zu minimieren und die Kosten zu senken. Hier sind die Schlüsselaspekte der Übertragungseffizienz:
Definition der Übertragungseffizienz:
Die Übertragungseffizienz gibt das Verhältnis zwischen der Menge des tatsächlich auf das Substrat übertragenen Pulvers und der Gesamtmenge des verwendeten Pulvers an. Sie wird in Prozent ausgedrückt und ist ein Maß für die Effizienz der Pulverapplikation.
Faktoren, die die Übertragungseffizienz beeinflussen:
Pulverapplikationsmethode: Verschiedene Pulverapplikationsmethoden haben unterschiedliche Übertragungseffizienzen. Zum Beispiel kann die elektrostatische Pulverbeschichtung eine höhere Übertragungseffizienz aufweisen als andere Sprühmethoden.
Einstellungen der Beschichtungsausrüstung: Die Einstellungen der Beschichtungsausrüstung, einschließlich der Spannung und des Pulverflusses, können die Übertragungseffizienz beeinflussen. Eine präzise Justierung der Parameter ist entscheidend, um eine optimale Übertragung zu gewährleisten.
Substratvorbereitung: Eine ordnungsgemäße Vorbehandlung des Substrats kann die Haftung des Pulvers verbessern und somit die Übertragungseffizienz erhöhen.
Bedeutung der Übertragungseffizienz:
Kostenreduktion: Eine hohe Übertragungseffizienz führt zu geringeren Pulververlusten und niedrigeren Produktionskosten, da weniger Pulver verschwendet wird.
Umweltfreundlichkeit: Durch die Reduzierung von Pulververlusten wird auch die Umweltbelastung durch Abfall und Emissionen verringert.
Qualitätssicherung: Eine optimale Übertragungseffizienz gewährleistet eine gleichmäßige und konsistente Beschichtungsqualität, was zu einer höheren Produktionsqualität und Kundenzufriedenheit führt.
Optimierung der Übertragungseffizienz:
Die Übertragungseffizienz kann durch sorgfältige Justierung der Beschichtungsausrüstung, Auswahl der geeigneten Pulverapplikationsmethode und Schulung des Bedienungspersonals optimiert werden. Regelmäßige Wartung und Kalibrierung der Ausrüstung sind ebenfalls wichtig, um eine konstante Übertragungseffizienz sicherzustellen.
Die Übertragungseffizienz ist daher ein wesentlicher Aspekt im Pulverbeschichtungsprozess, der die Effizienz, Wirtschaftlichkeit und Qualität der Beschichtung maßgeblich beeinflusst. Durch die gezielte Optimierung der Übertragungseffizienz können Hersteller ihre Produktionsprozesse verbessern und die Wettbewerbsfähigkeit steigern.
Pulverrückgewinnung
Die Pulverrückgewinnung ist ein wichtiger Schritt im Pulverbeschichtungsprozess, der darauf abzielt, überschüssiges oder nicht haftendes Pulver zu sammeln, zu recyceln und erneut zu verwenden. Dies trägt zur Minimierung von Pulververlusten, Kosteneinsparungen und Umweltschutz bei. Hier sind die Schlüsselaspekte der Pulverrückgewinnung:
Funktionsweise der Pulverrückgewinnung:
Absaugung und Filterung: Überschüssiges Pulver wird während des Sprühvorgangs von der Beschichtungspistole abgesaugt und durch ein Filtersystem geleitet, um Verunreinigungen zu entfernen und das Pulver zu recyceln.
Sieben und Klassifizierung: Das gesammelte Pulver wird gesiebt und klassifiziert, um Klumpen zu entfernen und eine gleichmäßige Korngrößenverteilung sicherzustellen.
Wiederverwendung: Das gereinigte und klassifizierte Pulver kann dann erneut in den Pulverbeschichtungsprozess eingespeist werden, um neue Beschichtungen aufzutragen.
Vorteile der Pulverrückgewinnung:
Kosteneinsparungen: Die Wiederverwendung von Pulver reduziert die Notwendigkeit, neues Pulver zu kaufen, was zu erheblichen Kosteneinsparungen führt.
Umweltschutz: Die Pulverrückgewinnung reduziert den Abfall und die Umweltbelastung durch die Entsorgung von überschüssigem Pulver.
Effizienzsteigerung: Durch die Maximierung der Pulvernutzung und -wiederverwendung wird die Effizienz des Pulverbeschichtungsprozesses verbessert.
Herausforderungen und Optimierung:
Qualitätssicherung: Es ist wichtig sicherzustellen, dass das recycelte Pulver keine Verunreinigungen oder Klumpen enthält, die die Beschichtungsqualität beeinträchtigen könnten.
Wartung und Reinigung: Die Pulverrückgewinnungssysteme erfordern regelmäßige Wartung und Reinigung, um eine optimale Leistung zu gewährleisten und Verstopfungen zu vermeiden.
Optimierung der Prozessparameter: Durch die Anpassung von Absauggeschwindigkeit, Filtersystemen und Siebeinstellungen kann die Pulverrückgewinnung optimiert werden, um die Effizienz zu maximieren.
Zukunftstrends:
Automatisierung: Die Automatisierung von Pulverrückgewinnungssystemen kann die Effizienz weiter verbessern und den Arbeitsaufwand reduzieren.
Nachhaltige Materialien: Die Entwicklung von umweltfreundlichen Pulverbeschichtungspulvern trägt dazu bei, die Nachhaltigkeit des gesamten Beschichtungsprozesses zu verbessern.
Die Pulverrückgewinnung ist daher ein wichtiger Aspekt im Pulverbeschichtungsprozess, der zur Verbesserung der Wirtschaftlichkeit, Umweltfreundlichkeit und Effizienz beiträgt. Durch die Implementierung effektiver Pulverrückgewinnungssysteme können Hersteller ihre Produktionsprozesse optimieren und ihre Wettbewerbsfähigkeit steigern.
Vorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt im Pulverbeschichtungsprozess, der dazu dient, die Oberfläche des Substrats auf die nachfolgende Beschichtung vorzubereiten. Eine ordnungsgemäße Vorbehandlung trägt zur Verbesserung der Haftung, Korrosionsbeständigkeit und Haltbarkeit der Beschichtung bei. Hier sind die Schlüsselaspekte der Vorbehandlung:
Entfettung:
Die Entfettung ist der erste Schritt der Vorbehandlung und zielt darauf ab, Öle, Fette, Schmierstoffe und andere Verunreinigungen von der Oberfläche des Substrats zu entfernen. Dies kann durch chemische Reinigungsmethoden, wie alkalische oder saure Reiniger, oder mechanische Methoden, wie Strahlen mit abrasiven Medien, erfolgen.
Entrostung:
Die Entrostung ist erforderlich, um Rost und Korrosion von der Oberfläche des Substrats zu entfernen. Dies kann durch mechanisches Entfernen mit Drahtbürsten oder Schleifmitteln, chemische Entrostung mit Säuren oder Phosphatierungsmethoden erfolgen. Eine saubere und rostfreie Oberfläche ist entscheidend für eine gute Haftung und langfristige Haltbarkeit der Beschichtung.
Phosphatierung:
Die Phosphatierung ist ein wichtiger Schritt, um die Oberfläche des Substrats zu aktivieren und die Haftung der Beschichtung zu verbessern. Dabei wird eine dünne Phosphatschicht auf der Oberfläche des Substrats erzeugt, die als Haftgrundlage für das Beschichtungspulver dient. Phosphatierungsmethoden können je nach Anwendung Zinkphosphatierung, Eisenphosphatierung oder Manganphosphatierung umfassen.
Spülen und Trocknen:
Nach der Vorbehandlung müssen die behandelten Oberflächen gründlich gespült und getrocknet werden, um Rückstände von Reinigungsmitteln oder Phosphatierungslösungen zu entfernen und die Oberfläche für die Beschichtung vorzubereiten. Ein ordnungsgemäßes Spül- und Trocknungsverfahren ist entscheidend, um eine gute Haftung und Qualität der Beschichtung zu gewährleisten.
Qualitätssicherung:
Die Vorbehandlung ist ein kritischer Schritt im Pulverbeschichtungsprozess, der sorgfältig überwacht und kontrolliert werden muss, um eine optimale Beschichtungsleistung sicherzustellen. Dies umfasst die regelmäßige Überprüfung der Reinigungs- und Phosphatierungslösungen, die Kontrolle der Oberflächenqualität und die Durchführung von Haftungstests.
Die Vorbehandlung ist daher ein wesentlicher Aspekt im Pulverbeschichtungsprozess, der dazu beiträgt, eine hochwertige, langlebige und ästhetisch ansprechende Beschichtung zu erzielen. Durch die ordnungsgemäße Durchführung und Überwachung der Vorbehandlung können Hersteller die Qualität ihrer Beschichtungen verbessern und die Zufriedenheit ihrer Kunden gewährleisten.
Maskierung
Die Maskierung ist ein wichtiger Schritt im Pulverbeschichtungsprozess, der dazu dient, bestimmte Bereiche des Substrats vor der Beschichtung zu schützen, um sie frei von Beschichtung zu halten. Dies ist besonders wichtig, wenn bestimmte Teile des Substrats nicht beschichtet werden dürfen oder wenn bestimmte Bereiche nach der Beschichtung freigelegt bleiben müssen. Hier sind die Schlüsselaspekte der Maskierung:
Maskierungsarten:
Abdeckbänder und -folien: Spezielle Klebebänder und Folien werden verwendet, um bestimmte Bereiche des Substrats abzudecken und vor Beschichtung zu schützen. Sie sind flexibel und leicht anzubringen, und sie bieten eine gute Haftung, um ein Unterlaufen der Beschichtung zu verhindern.
Maskierungslacke: Maskierungslacke werden auf die Oberfläche des Substrats aufgetragen, um bestimmte Bereiche abzudecken und vor Beschichtung zu schützen. Sie trocknen schnell und bilden eine dünne, flexible Schicht, die leicht entfernt werden kann, wenn die Beschichtung abgeschlossen ist.
Silikonstopfen und -kappen: Silikonstopfen und -kappen werden in Bohrungen, Gewinden und anderen Hohlräumen platziert, um sie vor Beschichtung zu schützen. Sie sind hitzebeständig und können mehrfach verwendet werden.
Auswahl der richtigen Maskierungsmaterialien:
Die Auswahl der richtigen Maskierungsmaterialien hängt von verschiedenen Faktoren ab, darunter die Form und Größe der zu maskierenden Bereiche, die Art der Beschichtung und die Anforderungen an die Genauigkeit und Präzision. Es ist wichtig, Maskierungsmaterialien zu wählen, die eine gute Haftung und Abdichtung bieten, um das Unterlaufen der Beschichtung zu verhindern.
Maskierungstechniken:
Präzisionsmaskierung: Für Bereiche, die eine präzise Maskierung erfordern, können spezielle Maskierungsschablonen oder -schablonen verwendet werden, um scharfe Kanten und klare Linien zu erzeugen.
Freihandmaskierung: Bei weniger kritischen Bereichen kann die Maskierung freihändig durchgeführt werden, wobei Abdeckbänder, Folien oder Maskierungslacke verwendet werden, um die gewünschten Bereiche abzudecken.
Qualitätssicherung:
Die Qualitätssicherung während des Maskierungsprozesses umfasst die Überprüfung der Maskierungsgenauigkeit, die Prüfung auf Lücken oder undichte Stellen in der Maskierung und die Durchführung von Vorversuchen, um sicherzustellen, dass die Maskierung den Anforderungen entspricht.
Die Maskierung ist daher ein wichtiger Schritt im Pulverbeschichtungsprozess, der dazu beiträgt, eine präzise, hochwertige und ästhetisch ansprechende Beschichtung zu erzielen. Durch die Auswahl der richtigen Maskierungsmaterialien und -techniken sowie die sorgfältige Überwachung und Qualitätssicherung können Hersteller die Effizienz ihres Beschichtungsprozesses verbessern und die Zufriedenheit ihrer Kunden gewährleisten.
Vorwärmung
Die Vorwärmung ist ein wichtiger Schritt im Pulverbeschichtungsprozess, der dazu dient, das Substrat vor dem Auftragen des Beschichtungspulvers auf eine optimale Temperatur zu bringen. Eine ordnungsgemäße Vorwärmung trägt zur Verbesserung der Beschichtungsqualität, Haftung und Haltbarkeit bei. Hier sind die Schlüsselaspekte der Vorwärmung:
Zweck der Vorwärmung:
Entfernung von Feuchtigkeit: Durch die Vorwärmung können Feuchtigkeit und Kondenswasser von der Oberfläche des Substrats verdampft werden, was dazu beiträgt, eine saubere und trockene Oberfläche für die Beschichtung zu schaffen.
Verbesserung der Haftung: Durch die Vorwärmung wird die Oberflächenspannung reduziert, was zu einer verbesserten Haftung des Beschichtungspulvers führt und das Risiko von Beschichtungsfehlern wie Blasenbildung oder Abplatzen verringert.
Erhöhung der Beschichtungsdicke: Eine Vorwärmung des Substrats kann die Viskosität des Beschichtungspulvers verringern und die Fließeigenschaften verbessern, was zu einer gleichmäßigeren und dickeren Beschichtungsschicht führt.
Methoden der Vorwärmung:
Konvektive Vorwärmung: Bei der konvektiven Vorwärmung wird warme Luft oder Gas über die Oberfläche des Substrats geblasen, um es gleichmäßig zu erwärmen. Dies kann durch Warmluftgebläse, Infrarotstrahler oder Heizbänder erfolgen.
Induktive Vorwärmung: Bei der induktiven Vorwärmung wird elektrische Energie verwendet, um das Substrat durch Induktion zu erwärmen. Dies ist besonders effektiv bei metallischen Substraten, da der elektrische Strom durch den Leitungsgrad des Metalls erzeugt wird.
Temperaturkontrolle und -optimierung:
Die Vorwärmtemperatur muss sorgfältig kontrolliert und auf die spezifischen Anforderungen des Beschichtungsmaterials und des Substrats abgestimmt werden. Eine zu niedrige Vorwärmtemperatur kann zu unzureichender Haftung und Beschichtungsfehlern führen, während eine zu hohe Temperatur zu Überhitzung und Beschädigung des Substrats führen kann.
Qualitätssicherung:
Während des Vorwärmprozesses ist es wichtig, die Vorwärmtemperatur genau zu überwachen und zu kontrollieren, um eine optimale Beschichtungsqualität zu gewährleisten. Dies umfasst die regelmäßige Kalibrierung der Vorwärmgeräte, die Überprüfung der Vorwärmzeit und die Durchführung von Vorversuchen, um die optimalen Vorwärmparameter zu ermitteln.
Die Vorwärmung ist daher ein wesentlicher Schritt im Pulverbeschichtungsprozess, der dazu beiträgt, eine hochwertige, haltbare und ästhetisch ansprechende Beschichtung zu erzielen. Durch die ordnungsgemäße Durchführung und Überwachung der Vorwärmung können Hersteller die Leistung ihres Beschichtungsprozesses verbessern und die Zufriedenheit ihrer Kunden gewährleisten.
Farbmischung
Die Farbmischung ist ein entscheidender Schritt im Pulverbeschichtungsprozess, der dazu dient, die gewünschte Farbe und Zusammensetzung des Beschichtungspulvers zu erzeugen. Eine präzise Farbmischung ist entscheidend, um die gewünschten Farbtöne zu erzielen und die Qualität der Beschichtung zu gewährleisten. Hier sind die Schlüsselaspekte der Farbmischung:
Auswahl der Ausgangspulver:
Die Farbmischung beginnt mit der Auswahl der Ausgangspulver, die die Grundfarben für die Mischung bilden. Diese Ausgangspulver können in verschiedenen Farben, Glanzgraden und chemischen Zusammensetzungen erhältlich sein und werden entsprechend den Anforderungen des Projekts ausgewählt.
Mischverhältnisse:
Die Mischverhältnisse der Ausgangspulver sind entscheidend für die Erzielung der gewünschten Farbtöne und -effekte. Sie werden basierend auf dem gewünschten Farbton, der Deckkraft und anderen ästhetischen Anforderungen festgelegt. Präzise Mischverhältnisse sind wichtig, um Farbkonsistenz und Reproduzierbarkeit sicherzustellen.
Farbgenauigkeit und -messung:
Die Farbgenauigkeit wird durch die Verwendung von Farbmessgeräten und -systemen sichergestellt, die die Farbe des gemischten Pulvers analysieren und mit den gewünschten Farbspezifikationen vergleichen. Dies ermöglicht es, Abweichungen zu erkennen und gegebenenfalls Anpassungen vorzunehmen, um die gewünschte Farbgenauigkeit zu erreichen.
Mischprozess:
Der Mischprozess kann manuell oder automatisiert erfolgen, abhängig von der Größe und Komplexität des Projekts. Beim manuellen Mischen werden die Ausgangspulver in einem Mischbehälter von Hand gemischt, während bei automatisierten Systemen computergesteuerte Mischmaschinen verwendet werden, um präzise Mischverhältnisse zu gewährleisten.
Qualitätssicherung:
Die Qualitätssicherung während der Farbmischung umfasst die regelmäßige Überprüfung der Mischverhältnisse, die Kalibrierung der Farbmessgeräte, die Durchführung von Farbtests und die Dokumentation der Mischparameter. Dies stellt sicher, dass die gemischten Pulver den spezifizierten Farbanforderungen entsprechen und konsistente Ergebnisse liefern.
Die Farbmischung ist daher ein wesentlicher Schritt im Pulverbeschichtungsprozess, der dazu beiträgt, die gewünschten Farbtöne und -effekte zu erzielen und die Qualität der Beschichtung zu gewährleisten. Durch die präzise Kontrolle und Überwachung der Farbmischung können Hersteller hochwertige Beschichtungen herstellen und die Zufriedenheit ihrer Kunden sicherstellen.
Pulverbeschichtungsanlage
Eine Pulverbeschichtungsanlage ist eine spezialisierte Einrichtung, die für die Durchführung des Pulverbeschichtungsprozesses verwendet wird. Sie besteht aus verschiedenen Komponenten und Ausrüstungen, die gemeinsam dazu beitragen, eine hochwertige und effiziente Beschichtung von Substraten zu ermöglichen. Hier sind die Schlüsselaspekte einer Pulverbeschichtungsanlage:
Sprühkabine:
Die Sprühkabine ist der zentrale Ort, an dem der eigentliche Beschichtungsprozess stattfindet. Sie ist mit einem Pulverapplikator ausgestattet, der das Beschichtungspulver auf das Substrat aufträgt. Die Sprühkabine ist so konstruiert, dass sie eine kontrollierte Umgebung bietet, um eine gleichmäßige Beschichtung zu gewährleisten und Pulververschwendung zu minimieren.
Pulverapplikator:
Der Pulverapplikator ist das Gerät, das das Beschichtungspulver auf das Substrat sprüht. Es kann sich um eine elektrostatische Pistole handeln, die das Pulver durch elektrostatische Ladung auf das Substrat aufträgt, oder um andere Sprühgeräte, die Druckluft verwenden, um das Pulver zu verteilen. Der Pulverapplikator spielt eine entscheidende Rolle bei der Bestimmung der Beschichtungsqualität und -effizienz.
Vorbehandlungseinheit:
Die Vorbehandlungseinheit ist für die Reinigung und Vorbehandlung der Substratoberfläche vor dem Beschichtungsprozess verantwortlich. Sie kann verschiedene Reinigungsmethoden wie Entfettung, Entrostung und Phosphatierung umfassen, um eine optimale Haftung und Haltbarkeit der Beschichtung zu gewährleisten.
Trocknungsofen:
Nach dem Auftragen des Beschichtungspulvers muss es durch einen Trocknungsofen geführt werden, um es zu härten und zu fixieren. Der Trocknungsofen ist mit Heizelementen ausgestattet, die das Pulver auf die erforderliche Temperatur erhitzen, um eine vollständige Aushärtung zu gewährleisten. Die Temperatur und die Verweilzeit im Ofen müssen sorgfältig kontrolliert werden, um eine gleichmäßige Trocknung und Aushärtung zu gewährleisten.
Pulverrückgewinnungssystem:
Ein Pulverrückgewinnungssystem sammelt überschüssiges oder nicht haftendes Pulver aus der Sprühkabine und recycelt es für den erneuten Gebrauch. Es umfasst Absaug- und Filtersysteme, Siebmaschinen und andere Ausrüstungen, um das Pulver zu reinigen und zu klassifizieren, bevor es erneut verwendet wird. Dies trägt zur Minimierung von Pulververlusten und Kosteneinsparungen bei.
Steuerung und Automatisierung:
Moderne Pulverbeschichtungsanlagen sind oft mit fortschrittlichen Steuerungs- und Automatisierungssystemen ausgestattet, die den Beschichtungsprozess überwachen und steuern. Diese Systeme ermöglichen eine präzise Einstellung von Parametern wie Pulverfluss, Sprühmuster und Ofentemperatur, um eine optimale Beschichtungsqualität und -effizienz zu gewährleisten.
Eine gut gestaltete und effizient betriebene Pulverbeschichtungsanlage ist daher entscheidend für die Herstellung hochwertiger beschichteter Produkte. Durch die Integration moderner Technologien und die Einhaltung bewährter Verfahren können Hersteller die Leistung ihrer Pulverbeschichtungsanlagen maximieren und die Zufriedenheit ihrer Kunden sicherstellen.
Farbtonbestimmung
Die Farbtonbestimmung ist ein kritischer Schritt im Pulverbeschichtungsprozess, der dazu dient, den gewünschten Farbton für die Beschichtung zu identifizieren und sicherzustellen, dass er korrekt reproduziert wird. Eine genaue Farbtonbestimmung ist entscheidend, um sicherzustellen, dass die beschichteten Teile den Anforderungen des Kunden und den spezifizierten Farbspezifikationen entsprechen. Hier sind die Schlüsselaspekte der Farbtonbestimmung:
Farbmuster:
Die Farbtonbestimmung beginnt mit der Bereitstellung von Farbmustern, die die gewünschten Farbtöne repräsentieren. Diese Farbmuster können physische Farbkarten, Farbproben oder digitale Farbmodelle sein, die vom Kunden bereitgestellt oder vom Beschichtungshersteller erstellt werden.
Spektrophotometrie:
Moderne Farbtonmessgeräte, wie Spektrophotometer, werden verwendet, um die Farbe der Farbmuster präzise zu analysieren und digitale Farbwerte zu generieren. Diese Farbwerte umfassen Parameter wie Farbton, Sättigung und Helligkeit und dienen als Referenz für die Reproduktion des Farbtons während des Beschichtungsprozesses.
Farbmischung und -anpassung:
Basierend auf den digitalen Farbwerten der Farbmuster wird das Beschichtungspulver entsprechend gemischt und angepasst, um den gewünschten Farbton zu erzielen. Dies kann durch die Auswahl der richtigen Ausgangspulver und die präzise Einstellung der Mischverhältnisse erfolgen, um eine genaue Farbreproduktion zu gewährleisten.
Farbprüfung und -abgleich:
Nach der Herstellung des beschichteten Teils wird der Farbton visuell überprüft und mit dem Referenzfarbmuster verglichen. Dies kann durch das bloße Auge oder durch den Einsatz von Farbmesstechnologien erfolgen, um sicherzustellen, dass der Farbton den spezifizierten Anforderungen entspricht. Gegebenenfalls werden Anpassungen vorgenommen, um den Farbton weiter zu optimieren.
Dokumentation und Rückverfolgbarkeit:
Es ist wichtig, den gesamten Prozess der Farbtonbestimmung zu dokumentieren, einschließlich der verwendeten Farbmuster, der digitalen Farbwerte, der Mischverhältnisse und der Ergebnisse der Farbprüfung. Dies ermöglicht eine Rückverfolgbarkeit und Qualitätskontrolle sowie die Wiederholbarkeit des Prozesses für zukünftige Beschichtungsaufträge.
Eine präzise Farbtonbestimmung ist daher entscheidend, um eine konsistente und hochwertige Farbreproduktion im Pulverbeschichtungsprozess zu gewährleisten. Durch die Verwendung moderner Farbmesstechnologien und die Einhaltung bewährter Verfahren können Hersteller die Zufriedenheit ihrer Kunden sicherstellen und ihre Wettbewerbsfähigkeit auf dem Markt stärken.
Pulverbeschichtungsauftrag
Der Pulverbeschichtungsauftrag ist ein entscheidender Schritt im Pulverbeschichtungsprozess, bei dem das Beschichtungspulver auf das Substrat aufgetragen wird. Ein ordnungsgemäßer Beschichtungsauftrag ist entscheidend für die Qualität, Haltbarkeit und Ästhetik der Beschichtung. Hier sind die Schlüsselaspekte des Pulverbeschichtungsauftrags:
Pulverapplikatoren:
Es gibt verschiedene Arten von Pulverapplikatoren, die für den Beschichtungsauftrag verwendet werden können, darunter:
Elektrostatische Pistolen: Diese verwenden elektrostatische Ladung, um das Beschichtungspulver gleichmäßig auf das Substrat zu verteilen. Die elektrostatische Aufladung hilft, das Pulver an der Oberfläche zu halten und eine gleichmäßige Beschichtung zu gewährleisten.
Korona- oder Tribo-Pistolen: Diese verwenden unterschiedliche Ladungsmethoden, um das Pulver aufzuladen und auf das Substrat zu übertragen. Sie eignen sich für verschiedene Anwendungen und Materialien.
Beschichtungstechniken:
Sprühen: Das Sprühen ist die häufigste Methode für den Pulverbeschichtungsauftrag. Das Beschichtungspulver wird mit Druckluft oder einem Gas auf das Substrat gesprüht, wobei der Pulverapplikator die Menge und Richtung des Pulvers steuert.
Tauchen: Beim Tauchen wird das Substrat in ein Bad mit Beschichtungspulver eingetaucht, wodurch das Pulver an der Oberfläche haftet. Diese Methode eignet sich besonders für Teile mit komplexen Geometrien oder großen Oberflächen.
Beschichtungsdicke:
Die Dicke der aufgetragenen Beschichtung ist ein wichtiger Parameter, der die Haltbarkeit und Leistung der Beschichtung beeinflusst. Die Beschichtungsdicke wird durch die Menge des aufgetragenen Pulvers und die Geschwindigkeit des Beschichtungsauftrags kontrolliert.
Haftung und Überlappung:
Es ist wichtig, sicherzustellen, dass das Beschichtungspulver gleichmäßig und vollständig auf das Substrat aufgetragen wird, ohne Lücken oder Überlappungen zu hinterlassen. Eine gute Haftung gewährleistet eine feste Verbindung zwischen Beschichtung und Substrat, während Überlappungen das Risiko von Beschichtungsfehlern erhöhen können.
Qualitätskontrolle:
Während des Beschichtungsauftrags ist es wichtig, den Prozess kontinuierlich zu überwachen und zu kontrollieren, um eine gleichbleibende Qualität und Leistung der Beschichtung sicherzustellen. Dies umfasst die Überwachung der Beschichtungsdicke, der Haftung und der visuellen Inspektion der Beschichtungsoberfläche.
Ein präziser und effektiver Pulverbeschichtungsauftrag ist daher entscheidend für die Herstellung hochwertiger beschichteter Produkte. Durch die Verwendung geeigneter Pulverapplikatoren, die Kontrolle der Beschichtungsdicke und eine sorgfältige Qualitätskontrolle können Hersteller die Leistung ihres Beschichtungsprozesses optimieren und die Zufriedenheit ihrer Kunden sicherstellen.
Pulverbeschichtungsaufbereitung
Die Pulverbeschichtungsaufbereitung bezieht sich auf die Vorbereitung von Beschichtungspulver und Substrat vor dem eigentlichen Beschichtungsauftrag. Ein ordnungsgemäß vorbereiteter Beschichtungsprozess ist entscheidend, um eine hochwertige und dauerhafte Beschichtung zu gewährleisten. Hier sind die Schlüsselaspekte der Pulverbeschichtungsaufbereitung:
Pulvervorbereitung:
Sieben und Mischen: Das Beschichtungspulver wird gesiebt und gemischt, um Klumpen zu entfernen und eine gleichmäßige Verteilung der Partikel sicherzustellen. Dies verbessert die Sprühfähigkeit und Haftung des Pulvers während des Beschichtungsauftrags.
Entgasung: In einigen Fällen kann das Beschichtungspulver entgast werden, um überschüssige Luft oder Gase zu entfernen, die zu Beschichtungsfehlern wie Blasenbildung führen könnten.
Substratvorbereitung:
Reinigung: Das Substrat wird gründlich gereinigt, um Öle, Fette, Staub, Rost oder andere Verunreinigungen zu entfernen, die die Haftung der Beschichtung beeinträchtigen könnten. Dies kann durch Lösungsmittelreinigung, Entfettung, Sandstrahlen oder andere Reinigungsmethoden erfolgen.
Vorbehandlung: Nach der Reinigung kann das Substrat einer Vorbehandlung unterzogen werden, um die Haftung und Haltbarkeit der Beschichtung zu verbessern. Dies kann das Auftragen von Phosphatierungsmitteln, Zinkphosphatierung, Chromatierung oder anderen Oberflächenbehandlungen umfassen.
Maskierung und Abdeckung:
Maskierung: Bereiche des Substrats, die nicht beschichtet werden sollen, werden mit Maskierungsbändern, -folien oder -lacken abgedeckt, um sie vor dem Beschichtungsauftrag zu schützen. Dies ist wichtig, um scharfe Linien und klare Kanten in der Beschichtung zu gewährleisten.
Abdeckung: Bereiche oder Teile des Substrats, die nicht beschichtet werden sollen, können abgedeckt oder abgeklebt werden, um sie während des Beschichtungsauftrags zu schützen.
Trocknung und Aushärtung:
Nach dem Beschichtungsauftrag muss das Substrat durch Trocknung und Aushärtung verarbeitet werden, um die Beschichtung zu fixieren und zu härten. Dies erfolgt typischerweise in einem Trocknungsofen, der auf die erforderliche Temperatur und Zeit eingestellt ist, um eine vollständige Aushärtung zu gewährleisten.
Qualitätskontrolle:
Während des gesamten Vorbereitungs- und Beschichtungsprozesses ist eine kontinuierliche Qualitätskontrolle erforderlich, um sicherzustellen, dass alle Schritte ordnungsgemäß durchgeführt wurden und die Beschichtung den spezifizierten Anforderungen entspricht. Dies umfasst die Überwachung der Reinigung, Vorbehandlung, Maskierung, Beschichtungsdicke und visuelle Inspektion der Beschichtungsoberfläche.
Durch eine sorgfältige Pulverbeschichtungsaufbereitung können Hersteller die Qualität und Leistung ihrer beschichteten Produkte verbessern und die Zufriedenheit ihrer Kunden sicherstellen. Eine gründliche Vorbereitung gewährleistet eine gleichbleibende Beschichtungsqualität und Haltbarkeit, was zu langlebigen und ästhetisch ansprechenden Endprodukten führt.
Pulverbeschichtungsverfahren
Das Pulverbeschichtungsverfahren ist ein hochpräziser Prozess, der die Anwendung von Beschichtungspulver auf ein Substrat zur Bildung einer haltbaren und ästhetisch ansprechenden Beschichtung umfasst. Es gibt verschiedene Verfahren und Techniken, die im Pulverbeschichtungsprozess angewendet werden können, um die gewünschten Ergebnisse zu erzielen. Hier sind die Schlüsselaspekte der Pulverbeschichtungsverfahren:
Elektrostatisches Pulverbeschichtungsverfahren:
Pulverladung: Beim elektrostatischen Pulverbeschichtungsverfahren wird das Beschichtungspulver durch einen Pulverapplikator aufgeladen, wodurch es elektrostatisch wird.
Anziehung zum Substrat: Das geladene Pulver wird auf das geerdete Substrat gesprüht, wodurch es elektrostatisch angezogen und gleichmäßig auf der Oberfläche verteilt wird.
Aushärtung: Nach dem Beschichtungsauftrag wird das Substrat in einem Trocknungsofen erhitzt, um das Pulver zu schmelzen und zu härten, wodurch eine dauerhafte Beschichtung entsteht.
Tauchbeschichtungsverfahren:
Eintauchen: Beim Tauchbeschichtungsverfahren wird das Substrat in ein Bad mit Beschichtungspulver eingetaucht, wodurch das Pulver an der Oberfläche haftet.
Abtropfen lassen: Das Substrat wird aus dem Pulverbad herausgezogen und abgetropft, um überschüssiges Pulver zu entfernen.
Aushärtung: Das beschichtete Substrat wird in einem Trocknungsofen erhitzt, um das Pulver zu schmelzen und zu härten, wodurch eine dauerhafte Beschichtung entsteht.
Fluidisierungsbeschichtungsverfahren:
Pulverfluidisierung: Beim Fluidisierungsbeschichtungsverfahren wird das Beschichtungspulver in einem Behälter durch einen Luftstrom fluidisiert, um eine gleichmäßige Verteilung zu erreichen.
Sprühen: Das fluidisierte Pulver wird durch Druckluft oder ein Gas auf das Substrat gesprüht, wodurch eine gleichmäßige Beschichtung entsteht.
Aushärtung: Nach dem Beschichtungsauftrag wird das Substrat in einem Trocknungsofen erhitzt, um das Pulver zu schmelzen und zu härten, wodurch eine dauerhafte Beschichtung entsteht.
Qualitätskontrolle:
Während des gesamten Beschichtungsverfahrens ist eine kontinuierliche Qualitätskontrolle erforderlich, um sicherzustellen, dass die Beschichtung den spezifizierten Anforderungen entspricht. Dies umfasst die Überwachung der Beschichtungsdicke, Haftung, Farbgenauigkeit und visuellen Inspektion der Beschichtungsoberfläche.
Durch die Anwendung geeigneter Pulverbeschichtungsverfahren und eine sorgfältige Qualitätskontrolle können Hersteller hochwertige beschichtete Produkte herstellen, die den Anforderungen ihrer Kunden entsprechen. Die Auswahl des richtigen Verfahrens hängt von verschiedenen Faktoren wie Substratmaterial, Beschichtungsanforderungen und Produktionsumgebung ab.
Pulverbeschichtungsoberfläche
Die Oberfläche, auf die das Pulverbeschichtungsmaterial aufgetragen wird, spielt eine entscheidende Rolle für die Qualität und Haltbarkeit der Beschichtung. Eine ordnungsgemäß vorbereitete und behandelte Oberfläche ist entscheidend, um eine dauerhafte und ästhetisch ansprechende Beschichtung zu gewährleisten. Hier sind die Schlüsselaspekte der Pulverbeschichtungsoberfläche:
Substratvorbereitung:
Reinigung: Die Oberfläche des Substrats muss gründlich von Schmutz, Ölen, Fetten und anderen Verunreinigungen gereinigt werden, um eine gute Haftung der Beschichtung zu gewährleisten. Dies kann durch verschiedene Reinigungsmethoden wie Lösungsmittelreinigung, Entfettung oder Sandstrahlen erfolgen.
Entfernung von Rost und Korrosion: Bei metallischen Substraten ist es wichtig, Rost und Korrosion von der Oberfläche zu entfernen, um die Haftung und Haltbarkeit der Beschichtung zu verbessern. Dies kann durch Sandstrahlen, Schleifen oder chemische Entrostung erfolgen.
Vorbehandlung:
Phosphatierung: Die Phosphatierung ist eine häufig verwendete Vorbehandlungsmethode für metallische Substrate, bei der eine Phosphatschicht auf die Oberfläche aufgetragen wird, um die Haftung und Korrosionsbeständigkeit der Beschichtung zu verbessern.
Chromatierung: Bei bestimmten Substratmaterialien kann die Chromatierung angewendet werden, um die Haftung der Beschichtung zu verbessern und zusätzlichen Korrosionsschutz zu bieten.
Oberflächenstruktur:
Strahlen oder Schleifen: Je nach den Anforderungen des Endprodukts kann die Oberfläche des Substrats gestrahlt oder geschliffen werden, um eine bestimmte Textur oder Rauheit zu erzeugen. Dies kann die Haftung der Beschichtung verbessern und eine gleichmäßigere Oberfläche ermöglichen.
Oberflächenvorbereitung für spezielle Effekte: Für bestimmte ästhetische Effekte oder Anwendungen kann die Oberfläche des Substrats speziell vorbereitet werden, z. B. durch Polieren, Bürsten oder Ätzen, um einzigartige Oberflächenstrukturen oder Muster zu erzeugen.
Maskierung und Abdeckung:
Maskierung: Bereiche des Substrats, die nicht beschichtet werden sollen, werden mit Maskierungsbändern, -folien oder -lacken abgedeckt, um sie vor dem Beschichtungsauftrag zu schützen. Dies ist wichtig, um scharfe Linien und klare Kanten in der Beschichtung zu gewährleisten.
Abdeckung: Bereiche oder Teile des Substrats, die nicht beschichtet werden sollen, können abgedeckt oder abgeklebt werden, um sie während des Beschichtungsauftrags zu schützen.
Eine ordnungsgemäß vorbereitete und behandelte Pulverbeschichtungsoberfläche ist daher entscheidend für die Qualität und Haltbarkeit der Beschichtung. Durch die Anwendung geeigneter Vorbehandlungs- und Oberflächenbehandlungsmethoden können Hersteller hochwertige beschichtete Produkte herstellen, die den Anforderungen ihrer Kunden entsprechen.
Beschichtungsdicke
Die Beschichtungsdicke ist ein wichtiger Parameter im Pulverbeschichtungsprozess, der die Menge und Qualität des aufgetragenen Beschichtungsmaterials auf dem Substrat bestimmt. Eine präzise Kontrolle der Beschichtungsdicke ist entscheidend, um die gewünschten Leistungs- und Ästhetikeigenschaften der Beschichtung zu erreichen. Hier sind die Schlüsselaspekte der Beschichtungsdicke:
Kontrollierte Dicke:
Eine gleichmäßige und kontrollierte Beschichtungsdicke ist entscheidend, um die gewünschte Schutz- und Ästhetikwirkung zu erzielen. Zu dünn aufgetragene Beschichtungen können unzureichenden Schutz bieten, während zu dicke Beschichtungen zu unerwünschten Effekten wie Lacknasen, Läufern oder Verzügen führen können.
Messmethoden:
Schichtdickenmessgeräte: Zur Überwachung der Beschichtungsdicke können verschiedene Schichtdickenmessgeräte verwendet werden, darunter zerstörungsfreie Methoden wie Wirbelstromsonden, Ultraschallgeräte oder magnetische Induktionsmessgeräte.
Visuelle Inspektion: Eine visuelle Inspektion der beschichteten Oberfläche kann ebenfalls Hinweise auf die Dicke der Beschichtung geben. Anzeichen wie Glanzgrad, Oberflächenstruktur und Farbintensität können auf eine ungleichmäßige Beschichtung hinweisen.
Spezifikationen:
Die erforderliche Beschichtungsdicke wird häufig durch Kundenanforderungen, Branchenstandards oder spezifische Anwendungsanforderungen festgelegt. Diese Spezifikationen legen fest, welche Mindest- und Maximalwerte für die Beschichtungsdicke akzeptabel sind, um die gewünschten Leistungs- und Ästhetikeigenschaften zu erzielen.
Prozesssteuerung:
Die Kontrolle der Beschichtungsdicke kann durch die präzise Einstellung von Beschichtungsparametern wie Pulverflussrate, Sprühmuster und Sprühabstand gesteuert werden. Eine genaue Kalibrierung und regelmäßige Wartung der Pulverapplikatoren und Sprühanlagen ist ebenfalls entscheidend, um eine gleichbleibende Beschichtungsdicke zu gewährleisten.
Qualitätskontrolle:
Eine kontinuierliche Qualitätskontrolle während des Beschichtungsprozesses ist entscheidend, um sicherzustellen, dass die Beschichtungsdicke den spezifizierten Anforderungen entspricht. Durch regelmäßige Messungen, visuelle Inspektionen und Prozessüberwachung kann die Einhaltung der Beschichtungsdicke sichergestellt werden.
Eine präzise Kontrolle der Beschichtungsdicke ist daher entscheidend für die Herstellung hochwertiger beschichteter Produkte, die den Anforderungen ihrer Anwendungen entsprechen. Durch die Anwendung geeigneter Messmethoden, Prozesskontrolle und Qualitätskontrolle können Hersteller die Leistung und Zuverlässigkeit ihrer Pulverbeschichtungsprozesse optimieren.
Haftung
Die Haftung ist ein wesentlicher Aspekt im Pulverbeschichtungsprozess, der die Fähigkeit des Beschichtungsmaterials bestimmt, fest auf dem Substrat zu haften. Eine gute Haftung ist entscheidend, um eine dauerhafte und zuverlässige Beschichtung zu gewährleisten. Hier sind die Schlüsselaspekte der Haftung im Zusammenhang mit der Pulverbeschichtung:
Oberflächenvorbereitung:
Eine gründliche Reinigung und Vorbehandlung der Oberfläche ist entscheidend, um eine gute Haftung der Beschichtung zu gewährleisten. Dies umfasst das Entfernen von Schmutz, Fett, Öl, Rost und anderen Verunreinigungen sowie die Anwendung von Vorbehandlungsverfahren wie Phosphatierung oder Chromatierung.
Auswahl des richtigen Beschichtungsmaterials:
Die Auswahl des geeigneten Beschichtungsmaterials ist wichtig, um eine optimale Haftung auf dem Substrat zu gewährleisten. Unterschiedliche Beschichtungsmaterialien können je nach Anwendung und Substrat unterschiedliche Haftungseigenschaften aufweisen.
Kontrolle der Beschichtungsparameter:
Die Einstellung und Kontrolle von Beschichtungsparametern wie Pulverflussrate, Sprühmuster, Sprühdruck und Trocknungsbedingungen kann die Haftung der Beschichtung beeinflussen. Eine präzise Einstellung dieser Parameter ist wichtig, um eine gleichmäßige und haftende Beschichtung zu gewährleisten.
Vorbeugung von Haftungsproblemen:
Zu den häufigsten Ursachen für Haftungsprobleme gehören unzureichende Oberflächenvorbereitung, ungleichmäßiger Beschichtungsauftrag, schlechte Pulverhaftung oder unsachgemäße Trocknungsbedingungen. Durch die Identifizierung und Vorbeugung dieser Probleme können Hersteller die Haftung ihrer Beschichtungen verbessern.
Qualitätskontrolle:
Eine kontinuierliche Qualitätskontrolle während des Beschichtungsprozesses ist entscheidend, um die Haftung der Beschichtung zu überwachen und sicherzustellen, dass sie den spezifizierten Anforderungen entspricht. Dies umfasst die visuelle Inspektion der Beschichtungsoberfläche sowie Messungen der Haftfestigkeit und der Schichtdicke.
Eine gute Haftung ist daher entscheidend für die Herstellung hochwertiger beschichteter Produkte, die den Anforderungen ihrer Anwendungen entsprechen. Durch die Beachtung der oben genannten Aspekte können Hersteller die Haftung ihrer Beschichtungen optimieren und die Zuverlässigkeit ihrer Produkte verbessern.
Beschichtungsfehler
Beschichtungsfehler können verschiedene Probleme darstellen, die während des Pulverbeschichtungsprozesses auftreten und die Qualität der Beschichtung beeinträchtigen können. Eine gründliche Kenntnis der möglichen Fehlerquellen ist entscheidend, um sie zu identifizieren, zu beheben und zukünftige Probleme zu vermeiden. Hier sind einige häufige Beschichtungsfehler:
1. Blasenbildung:
Blasenbildung tritt auf, wenn Gasblasen in der Beschichtung eingeschlossen werden, was zu Hohlräumen oder Blasen auf der Oberfläche führt. Dies kann durch Feuchtigkeit, unzureichende Vorbehandlung, falsche Trocknungsbedingungen oder Verschmutzungen verursacht werden.
2. Orange Peel-Effekt:
Der Orange Peel-Effekt tritt auf, wenn die Oberfläche der Beschichtung eine unregelmäßige Textur aufweist, die der Oberfläche einer Orange ähnelt. Dies kann durch ungleichmäßigen Beschichtungsauftrag, falsche Pulverpartikelgröße oder unzureichende Trocknungsbedingungen verursacht werden.
3. Lacknasen:
Lacknasen sind erhabene Bereiche oder Tropfen auf der Beschichtungsoberfläche, die durch übermäßigen Pulverauftrag, ungleichmäßiges Sprühmuster oder Beschichtung von vertikalen Flächen verursacht werden können.
4. Läufer:
Läufer sind lange, dünne Linien oder Streifen auf der Beschichtungsoberfläche, die durch übermäßigen Pulverauftrag oder ungleichmäßiges Sprühmuster verursacht werden können. Sie treten häufig an den Kanten oder Ecken von beschichteten Teilen auf.
5. Fischaugen:
Fischaugen sind kleine, runde Vertiefungen oder Löcher in der Beschichtung, die durch unzureichende Entfettung, Verunreinigungen auf der Oberfläche oder Reaktionen zwischen dem Beschichtungsmaterial und Substrat verursacht werden können.
6. Säume:
Säume sind unregelmäßige Kanten oder Überlappungen auf der Beschichtungsoberfläche, die durch ungleichmäßigen Beschichtungsauftrag oder unsachgemäße Trocknungsbedingungen verursacht werden können.
7. Farbabweichungen:
Farbabweichungen können auftreten, wenn das Endprodukt eine andere Farbe aufweist als erwartet oder wenn die Beschichtung ungleichmäßig oder fleckig ist. Dies kann durch falsche Pulverpartikelgröße, ungleichmäßige Pulververteilung oder unsachgemäße Trocknungsbedingungen verursacht werden.
8. Haftungsprobleme:
Haftungsprobleme können auftreten, wenn die Beschichtung nicht richtig auf dem Substrat haftet und leicht abplatzt oder abblättert. Dies kann durch unzureichende Vorbehandlung, ungleichmäßigen Beschichtungsauftrag oder falsche Trocknungsbedingungen verursacht werden.
Durch eine gründliche Identifizierung und Behebung von Beschichtungsfehlern können Hersteller die Qualität und Zuverlässigkeit ihrer beschichteten Produkte verbessern und die Zufriedenheit ihrer Kunden sicherstellen. Eine sorgfältige Qualitätskontrolle während des gesamten Beschichtungsprozesses ist entscheidend, um die Häufigkeit von Beschichtungsfehlern zu minimieren und eine konsistente Produktqualität zu gewährleisten
Beschichtungsqualität
Die Qualität der Beschichtung ist ein wesentlicher Aspekt im Pulverbeschichtungsprozess, der die Leistung, Haltbarkeit und Ästhetik der beschichteten Produkte beeinflusst. Eine hochwertige Beschichtung zeichnet sich durch gleichmäßige Dicke, gute Haftung, chemische Beständigkeit, Farbgenauigkeit und ästhetische Erscheinung aus. Hier sind die Schlüsselaspekte der Beschichtungsqualität:
Gleichmäßige Beschichtungsdicke:
Eine gleichmäßige Beschichtungsdicke ist entscheidend, um eine gleichmäßige Farbe, Glanz und Schutzleistung zu gewährleisten. Ungleichmäßige Beschichtungsdicken können zu Farbabweichungen, Glanzunterschieden und Beschichtungsfehlern führen.
Gute Haftung:
Eine gute Haftung der Beschichtung auf dem Substrat ist entscheidend für die Haltbarkeit und Zuverlässigkeit der Beschichtung. Eine schlechte Haftung kann zu Ablösungen, Abplatzungen oder Rissen führen und die Schutzfunktion der Beschichtung beeinträchtigen.
Chemische Beständigkeit:
Die Beschichtung sollte gegenüber chemischen Einflüssen wie Säuren, Laugen, Lösungsmitteln und anderen Chemikalien beständig sein, um eine dauerhafte Leistung in verschiedenen Umgebungen zu gewährleisten.
Farbgenauigkeit:
Die Farbgenauigkeit der Beschichtung ist wichtig, um sicherzustellen, dass die beschichteten Produkte den gewünschten Farbton und die gewünschte Farbintensität aufweisen. Farbabweichungen können zu Kundenbeschwerden und Qualitätsproblemen führen.
Ästhetische Erscheinung:
Die ästhetische Erscheinung der Beschichtung spielt eine wichtige Rolle, insbesondere bei Produkten mit sichtbaren Oberflächen. Eine gleichmäßige Textur, Glanz und Oberflächenstruktur tragen zu einem ästhetisch ansprechenden Erscheinungsbild bei und verbessern die visuelle Wirkung der beschichteten Produkte.
Qualitätskontrolle:
Eine kontinuierliche Qualitätskontrolle während des gesamten Beschichtungsprozesses ist entscheidend, um sicherzustellen, dass die Beschichtung den spezifizierten Anforderungen entspricht. Dies umfasst die Überwachung der Beschichtungsdicke, Haftung, Farbgenauigkeit und visuellen Inspektion der Beschichtungsoberfläche.
Durch die Gewährleistung einer hohen Beschichtungsqualität können Hersteller die Leistung und Zuverlässigkeit ihrer Produkte verbessern, die Kundenzufriedenheit steigern und die langfristige Wettbewerbsfähigkeit ihres Unternehmens sicherstellen. Eine konsequente Einhaltung von Qualitätsstandards und eine kontinuierliche Verbesserung des Beschichtungsprozesses sind entscheidend, um eine konsistente und hochwertige Beschichtungsqualität zu gewährleisten.
Beschichtungspulver
Beschichtungspulver sind ein wesentlicher Bestandteil des Pulverbeschichtungsprozesses und spielen eine entscheidende Rolle bei der Bildung einer dauerhaften und ästhetisch ansprechenden Beschichtung. Hier sind die Schlüsselaspekte von Beschichtungspulvern:
Zusammensetzung:
Beschichtungspulver bestehen in der Regel aus einer Mischung von Harzen, Pigmenten, Füllstoffen und Additiven. Die genaue Zusammensetzung variiert je nach den Anforderungen der Anwendung, einschließlich Leistung, Farbe, Haltbarkeit und Umweltverträglichkeit.
Harztypen:
Die Harzkomponente des Beschichtungspulvers bestimmt die grundlegenden Eigenschaften der Beschichtung, einschließlich Haftung, Flexibilität, Härte und chemische Beständigkeit. Zu den gängigen Harztypen gehören Epoxidharze, Polyesterharze, Polyurethanharze und Acrylharze.
Pigmente und Füllstoffe:
Pigmente verleihen dem Beschichtungspulver seine Farbe, während Füllstoffe dazu beitragen, die Beschichtungsdicke zu kontrollieren, die Oberfläche zu glätten und die mechanischen Eigenschaften der Beschichtung zu verbessern.
Additive:
Zusätzlich zu Harzen, Pigmenten und Füllstoffen können Beschichtungspulver verschiedene Additive enthalten, die dazu dienen, die Fließeigenschaften des Pulvers zu verbessern, die Haftung zu erhöhen, die Trocknungszeit zu beeinflussen oder spezielle Eigenschaften wie Antistatikum, UV-Stabilisierung oder Texturierung zu bieten.
Partikelgröße und -form:
Die Partikelgröße und -form des Beschichtungspulvers beeinflussen die Pulverapplikation, die Schichtdicke und die Oberflächenbeschaffenheit der Beschichtung. Unterschiedliche Partikelgrößen und -formen können zu unterschiedlichen Beschichtungseigenschaften führen, einschließlich Glätte, Textur und Deckkraft.
Umweltverträglichkeit:
Viele Beschichtungspulver sind umweltfreundlich und enthalten keine flüchtigen organischen Verbindungen (VOCs) oder Schwermetalle. Diese umweltverträglichen Pulver sind sowohl für den Anwender als auch für die Umwelt sicherer und entsprechen den geltenden Umweltvorschriften.
Anwendungsbereiche:
Beschichtungspulver werden in einer Vielzahl von Anwendungen eingesetzt, einschließlich Automobil-, Architektur-, Möbel-, Elektronik- und Industrieanwendungen. Sie bieten eine langlebige, hochwertige und ästhetisch ansprechende Beschichtungslösung für verschiedene Substrate und Oberflächen.
Durch die Auswahl des geeigneten Beschichtungspulvers und die Optimierung des Pulverbeschichtungsprozesses können Hersteller hochwertige beschichtete Produkte herstellen, die den Anforderungen ihrer Kunden entsprechen und den höchsten Qualitätsstandards gerecht werden.
Pulverbeschichtungsanlage
Eine Pulverbeschichtungsanlage ist eine Einrichtung, die für die Durchführung des Pulverbeschichtungsprozesses verwendet wird. Sie umfasst verschiedene Komponenten und Ausrüstungen, die zusammenarbeiten, um eine effiziente, hochwertige und reproduzierbare Beschichtung von Bauteilen zu gewährleisten. Hier sind die Schlüsselaspekte einer Pulverbeschichtungsanlage:
Sprühkabine:
Die Sprühkabine ist der Bereich der Anlage, in dem das Beschichtungspulver auf die Bauteile aufgetragen wird. Sie ist in der Regel mit einem Pulverapplikator, einem Filtersystem, einer Beleuchtung und einer Belüftung ausgestattet, um eine gleichmäßige und kontrollierte Beschichtung zu ermöglichen und die Sicherheit des Bedienpersonals zu gewährleisten.
Pulverapplikator:
Der Pulverapplikator ist das Gerät, das das Beschichtungspulver auf die Bauteile sprüht. Es gibt verschiedene Arten von Pulverapplikatoren, darunter elektrostatische Sprühpistolen, Koronasprühgeräte und Tribo-Sprühgeräte, die je nach den Anforderungen der Anwendung und des Beschichtungsmaterials eingesetzt werden.
Vorbehandlungseinheit:
Die Vorbehandlungseinheit ist für die Oberflächenvorbereitung der Bauteile vor dem Beschichtungsvorgang verantwortlich. Dies kann das Reinigen, Entfetten, Entrosten und Phosphatieren der Bauteile umfassen, um eine gute Haftung und Haltbarkeit der Beschichtung zu gewährleisten.
Trocknungsofen:
Nachdem das Beschichtungspulver auf die Bauteile aufgetragen wurde, werden sie in einem Trocknungsofen erhitzt, um das Pulver zu schmelzen und zu einer festen Beschichtung zu verschmelzen. Der Trocknungsofen kann elektrisch, gasbetrieben oder mit Infrarotstrahlern beheizt sein und ist so konstruiert, dass er eine gleichmäßige und kontrollierte Trocknungstemperatur bietet.
Kühlzone:
Nach dem Trocknungsprozess werden die beschichteten Bauteile durch eine Kühlzone geführt, um die Beschichtung zu härten und abzukühlen, bevor sie weiterverarbeitet oder verpackt werden. Die Kühlzone kann verschiedene Kühlmethoden wie Luftkühlung, Wasserkühlung oder Luftstrom verwenden, um die gewünschte Abkühlung zu erreichen.
Qualitätskontrollsysteme:
Eine Pulverbeschichtungsanlage kann verschiedene Qualitätskontrollsysteme umfassen, darunter Schichtdickenmessgeräte, Haftungsprüfgeräte, Farbmessgeräte und visuelle Inspektionssysteme, um sicherzustellen, dass die beschichteten Bauteile den spezifizierten Anforderungen entsprechen.
Automatisierung und Steuerung:
Moderne Pulverbeschichtungsanlagen sind oft vollständig automatisiert und computerisiert, um den Beschichtungsprozess zu optimieren und die Reproduzierbarkeit der Beschichtungsqualität zu gewährleisten. Dies umfasst die Steuerung von Beschichtungsparametern, Prozessüberwachung und Datenerfassung für eine umfassende Prozesssteuerung und Qualitätskontrolle.
Eine gut gestaltete und effiziente Pulverbeschichtungsanlage ist entscheidend für die Herstellung hochwertiger beschichteter Produkte mit gleichbleibender Qualität und Leistung. Durch die Integration moderner Technologien und Qualitätskontrollsysteme können Hersteller ihre Produktivität steigern und die Kundenzufriedenheit verbessern.
Prozessoptimierung
Die Prozessoptimierung ist ein kontinuierlicher Verbesserungsprozess, der darauf abzielt, die Effizienz, Qualität und Rentabilität des Pulverbeschichtungsprozesses zu maximieren. Durch die Identifizierung und Beseitigung von Engpässen, die Optimierung von Abläufen und die Einführung innovativer Technologien können Hersteller ihre Produktivität steigern und die Kosten senken. Hier sind die Schlüsselaspekte der Prozessoptimierung in der Pulverbeschichtung:
1. Material- und Ressourceneffizienz:
Durch die Optimierung des Materialverbrauchs, wie die genaue Dosierung des Beschichtungspulvers und die Minimierung von Overspray, können Hersteller Materialkosten senken und Abfall reduzieren. Darüber hinaus können Maßnahmen zur Energieeffizienz und Abwärmerückgewinnung die Betriebskosten weiter senken.
2. Qualitätsverbesserung:
Durch die Implementierung von Qualitätskontrollsystemen und -prozessen können Hersteller die Produktqualität verbessern und die Ausschussrate reduzieren. Dies umfasst die Überwachung der Beschichtungsdicke, Haftung, Farbgenauigkeit und Oberflächenqualität sowie die Einführung von Schulungsprogrammen für das Bedienpersonal.
3. Prozessautomatisierung:
Die Automatisierung von Prozessschritten, wie z.B. Pulverapplikation, Bauteilhandhabung und Qualitätskontrolle, kann die Produktivität steigern, die Prozessstabilität verbessern und die Fehlerquote reduzieren. Automatisierte Systeme können auch eine höhere Reproduzierbarkeit und Konsistenz der Beschichtungsqualität gewährleisten.
4. Zykluszeitoptimierung:
Durch die Optimierung der Zykluszeiten, einschließlich Vorbehandlung, Beschichtung, Trocknung und Abkühlung, können Hersteller die Produktionskapazität steigern und Engpässe im Produktionsablauf reduzieren. Dies umfasst die Identifizierung von Flaschenhälsen und die Implementierung von Maßnahmen zur Zykluszeitreduzierung.
5. Anlagenmodernisierung:
Die Modernisierung von Anlagen und Ausrüstungen kann die Leistungsfähigkeit und Effizienz des Pulverbeschichtungsprozesses verbessern. Dies kann die Einführung neuer Pulverapplikatoren, Trocknungsofen mit verbesserter Energieeffizienz, automatisierter Bauteilhandhabungssysteme oder fortschrittlicher Qualitätskontrolltechnologien umfassen.
6. Kontinuierliche Verbesserung:
Die Einführung eines kontinuierlichen Verbesserungsprozesses (KVP) ermöglicht es Unternehmen, regelmäßig Verbesserungsmöglichkeiten zu identifizieren, umzusetzen und zu überwachen. Dies umfasst die Einbindung des gesamten Teams in den Verbesserungsprozess, die regelmäßige Überprüfung von Leistungskennzahlen und die Implementierung von Best Practices.
Durch die gezielte Optimierung des Pulverbeschichtungsprozesses können Hersteller ihre Wettbewerbsfähigkeit stärken, die Produktionskosten senken und die Kundenzufriedenheit steigern. Eine kontinuierliche Überwachung, Analyse und Anpassung des Prozesses ermöglicht es Unternehmen, sich den sich ändernden Anforderungen des Marktes anzupassen und langfristigen Erfolg zu sichern.
Nachhaltigkeit
Die Nachhaltigkeit im Pulverbeschichtungsprozess ist von zunehmender Bedeutung, da Unternehmen bestrebt sind, umweltfreundlichere Praktiken zu implementieren und ihre ökologischen Auswirkungen zu reduzieren. Hier sind die Schlüsselaspekte der Nachhaltigkeit im Zusammenhang mit der Pulverbeschichtung:
1. Umweltfreundliche Beschichtungsmaterialien:
Die Verwendung von umweltfreundlichen Beschichtungsmaterialien, die keine flüchtigen organischen Verbindungen (VOCs) oder Schwermetalle enthalten, ist entscheidend, um die Umweltbelastung zu reduzieren und die Gesundheit von Mitarbeitern und Endverbrauchern zu schützen.
2. Energieeffizienz:
Die Optimierung des Energieverbrauchs während des Pulverbeschichtungsprozesses durch die Implementierung von energieeffizienten Ausrüstungen, Prozesssteuerungssystemen und Wärmerückgewinnungstechnologien kann dazu beitragen, den CO2-Fußabdruck zu verringern und die Betriebskosten zu senken.
3. Abfallminimierung:
Die Minimierung von Abfall durch die Optimierung des Materialverbrauchs, die Reduzierung von Overspray und die Wiederverwendung oder Recycling von Beschichtungsmaterialien und Verarbeitungsabfällen ist entscheidend, um die Ressourceneffizienz zu verbessern und die Umweltbelastung zu verring
EMS Pulverbeschichtungsanlagen
Unsere Pulverbeschichtungsanlage wird in Übereinstimmung mit den globalen fortschrittlichen Standards hergestellt und wurden mit vollem Vertrauen sowohl auf dem heimischen als auch auf dem weltweiten Markt bevorzugt.
Unsere Kapazität ist täglich gewachsen, wobei die Kundenzufriedenheit zusammen mit unserem gemeinsamen Vertriebs- und Servicenetz an erster Stelle steht.
Unser Unternehmen ist ein führendes türkisches Unternehmen, das sich auf die Herstellung von „Elektrostatischen Pulverbeschichtungsanlagen und kompletten Lackiersystemen“ mit 20 Jahren Wissen und praktischer Erfahrung spezialisiert hat.
Alle unsere Maschinen sind CE-gekennzeichnet, garantiert und können von potenziellen Kunden persönlich besichtigt werden. Es gibt auch Bilder und Videos auf dieser Seite, die die verwendeten Maschinen zeigen.
Wir entwerfen, fertigen und montieren Pulverbeschichtungsöfen, automatische und manuelle Kabinen, automatische und manuelle Pulverbeschichtungsanlagen, Pistolen, automatische und Stangentransfer-Pulverbeschichtungslinien, Pulverbeschichtungsfilter und Ersatzteile für Pulverbeschichtungspistolen
Pulverbeschichtungsgerät g-coat Preis kaufen. Handpistole, Pulverbeschichtungsgerät, Pulverbeschichtungsanlage mit Garantie. Sprühpistole ersatzteile neu kaufen
Das Pulverbeschichtungsgerät G-Coat ist ein Produkt des Unternehmens Gema Switzerland GmbH, das auf die Herstellung von elektrostatischen Pulverbeschichtungssystemen spezialisiert ist. Das G-Coat-Gerät zeichnet sich durch seine hohe Zuverlässigkeit, Benutzerfreundlichkeit und Effizienz aus und eignet sich besonders für kleine und mittelständische Unternehmen.
Das G-Coat-Gerät besteht aus mehreren Komponenten, darunter eine Steuerungseinheit, eine Pulverpistole, ein Pulverschlauch, ein Pulverbehälter und ein Bodenstand. Die Steuerungseinheit ist das Herzstück des Geräts und regelt den Luftdruck, die Pulvermenge und die Spannung, um eine optimale Pulverbeschichtung zu gewährleisten.
Die Pulverpistole ist ein weiteres wichtiges Element des G-Coat-Geräts und verfügt über eine einzigartige Trigger-Technologie, die eine präzise und kontrollierte Pulverapplikation ermöglicht. Die Pistole ist auch mit einer Schnellkupplung ausgestattet, die einen schnellen und einfachen Farbwechsel ermöglicht.
Der Pulverschlauch ist ein flexibler Schlauch, der das Pulver vom Pulverbehälter zur Pistole transportiert. Er ist antistatisch und verhindert so, dass sich das Pulver am Schlauch ablagert. Der Pulverbehälter ist ein großes Fassungsvermögen und bietet ausreichend Platz für eine längere Beschichtung ohne ständiges Nachfüllen.
Ein weiteres wichtiges Merkmal des G-Coat-Geräts ist seine Fähigkeit, eine Vielzahl von Werkstücken zu beschichten, einschließlich flacher, runder und komplexer Formen. Das Gerät ist auch in der Lage, verschiedene Arten von Pulverbeschichtungen zu verwenden, einschließlich Epoxid-, Polyester-, Polyurethan- und Hybridsystemen.
Wenn es um Wartung und Ersatzteile geht, bietet Gema Switzerland eine breite Palette von Komponenten und Zubehör für das G-Coat-Gerät an. Dazu gehören Pistolenersatzteile, Pulverschläuche, Pulverbehälter, Luftfilter, Elektroden und vieles mehr.
Insgesamt ist das G-Coat-Gerät eine ausgezeichnete Wahl für Unternehmen, die eine zuverlässige und effektive Pulverbeschichtungslösung suchen. Mit seinen fortschrittlichen Funktionen, seiner Benutzerfreundlichkeit und seiner breiten Palette von Zubehör und Ersatzteilen ist das G-Coat-Gerät eine Investition, die sich schnell auszahlen wird.
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sich durch seine umweltfreundlichen Eigenschaften und Langlebigkeit der Beschichtung auszeichnet. Im Gegensatz zu herkömmlichen flüssigen Beschichtungen werden bei der Pulverbeschichtung trockene Pulverpartikel elektrostatisch auf die Oberfläche eines Werkstücks aufgebracht. Anschließend wird das Pulver in einem Ofen erhitzt, wodurch es schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Vorteile der Pulverbeschichtung umfassen:
Umweltfreundlichkeit: Keine Lösungsmittel und geringere Emissionen von flüchtigen organischen Verbindungen (VOC).
Effizienz: Hohe Materialausnutzung und weniger Abfall.
Robustheit: Gute Beständigkeit gegen chemische, mechanische und Witterungseinflüsse.
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen sind zentraler Bestandteil des Pulverbeschichtungsprozesses und umfassen die komplette Infrastruktur, die zur Anwendung von Pulverbeschichtungen erforderlich ist. Diese Anlagen sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedlichen industriellen Anforderungen gerecht zu werden.
Typen von Pulverbeschichtungsanlagen:
Manuelle Pulverbeschichtungsanlagen: Ideal für kleinere Betriebe oder spezialisierte Anwendungen, bei denen Flexibilität gefordert ist. Sie bestehen aus einer Pulverkabine, einem Pulvergerät und einem Einbrennofen.
Halbautomatische Anlagen: Kombinieren manuelle und automatische Prozesse, um eine höhere Effizienz bei mittleren Produktionsvolumina zu erreichen. Diese Anlagen bieten eine gute Balance zwischen Flexibilität und Automatisierung.
Vollautomatische Pulverbeschichtungsanlagen: Entwickelt für Großserienproduktionen. Diese Anlagen sind vollständig automatisiert und beinhalten Fördersysteme, automatische Pistolen und integrierte Steuerungssysteme, um hohe Produktionsgeschwindigkeiten und gleichbleibende Qualität zu gewährleisten.
Pulverkabinen
Pulverkabinen für Hand- und Automatikbeschichtung
Pulverkabinen sind spezielle Räume oder Gehäuse, in denen der Pulverbeschichtungsprozess stattfindet. Sie spielen eine entscheidende Rolle bei der Gewährleistung einer sauberen und kontrollierten Umgebung für die Pulverbeschichtung.
Typen von Pulverkabinen:
Offene Kabinen: Diese Kabinen sind ideal für kleine bis mittlere Anwendungen. Sie bieten einen offenen Zugang für den Bediener, sind jedoch weniger effektiv bei der Kontrolle von Overspray.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und minimieren Overspray durch integrierte Luftführungssysteme. Geschlossene Kabinen sind in der Regel effizienter und sicherer.
Selbstreinigende Kabinen: Ausgestattet mit automatischen Reinigungssystemen, die den Farbwechsel und die Wartung erleichtern. Diese Kabinen sind besonders nützlich in Anwendungen mit häufigem Farbwechsel.
Sicherheits- und Umweltaspekte: Pulverkabinen sind so konzipiert, dass sie die Sicherheit der Bediener gewährleisten und die Umweltbelastung minimieren. Dazu gehören Belüftungssysteme, Filter zur Partikelabscheidung und Schutzvorrichtungen, die den Kontakt mit dem Pulver verhindern.
Einbrennöfen
Einbrennofen Elektrisch
Der Einbrennofen ist ein unverzichtbarer Bestandteil des Pulverbeschichtungsprozesses, da er die notwendigen Temperaturen bereitstellt, um das aufgetragene Pulver zu einer harten, widerstandsfähigen Oberfläche zu verschmelzen.
Typen von Einbrennöfen:
Chargenöfen: Ideal für kleinere Produktionen oder variierende Chargengrößen. Diese Öfen sind flexibel und können unterschiedliche Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien, bei denen hohe Durchsatzraten erforderlich sind. Teile werden auf einem Förderband durch den Ofen transportiert, was eine konstante Verarbeitung ermöglicht.
Energieeffizienz und Temperatursteuerung: Moderne Einbrennöfen sind energieeffizient und bieten präzise Temperaturregelung, um gleichbleibende Beschichtungsqualität zu gewährleisten. Technologien wie Wärmerückgewinnungssysteme und fortschrittliche Isolierung tragen zur Reduzierung des Energieverbrauchs bei.
Pulvergeräte
Pulverbeschichtungspistole
Pulvergeräte sind für die Anwendung der Pulverbeschichtung unerlässlich. Sie bestehen aus verschiedenen Komponenten, die zusammenarbeiten, um das Pulver gleichmäßig und effizient auf die Oberfläche des Werkstücks aufzubringen.
Arten von Pulvergeräten:
Elektrostatische Sprühpistolen: Verwenden Hochspannung, um Pulverpartikel elektrostatisch aufzuladen, was eine gleichmäßige Verteilung und Haftung auf dem Werkstück fördert.
Pulverförderer: Transportieren das Pulver vom Vorratsbehälter zur Sprühpistole. Sie sind entscheidend für die Konsistenz und Effizienz des Beschichtungsprozesses.
Elektrostatik spielt eine zentrale Rolle bei der Pulverbeschichtung, da sie die Anziehungskraft zwischen den Pulverpartikeln und der Oberfläche erhöht und so eine gleichmäßige Beschichtung ermöglicht.
Auswahlkriterien für Pulvergeräte umfassen:
Kompatibilität: Passend für die spezifischen Anforderungen der Anwendung.
Flexibilität: Anpassungsfähigkeit an unterschiedliche Werkstückgrößen und -formen.
Effizienz: Hohe Materialausnutzung und minimierter Pulververbrauch.
Automatische Pulverbeschichtungsanlagen
Automatische Pulverbeschichtungsanlagen bieten zahlreiche Vorteile, insbesondere in Bezug auf Effizienz und Konsistenz. Sie sind ideal für Großserienproduktionen und tragen zur Senkung der Betriebskosten bei.
Vorteile der Automatisierung:
Erhöhte Produktivität: Automatische Systeme können kontinuierlich arbeiten und so die Produktionskapazität erheblich steigern.
Gleichbleibende Qualität: Minimierung von Fehlern und Variabilität durch präzise Steuerung der Beschichtungsparameter.
Kostenersparnis: Reduzierung der Arbeitskosten und des Materialverbrauchs durch optimierte Prozesse.
Komponenten und Funktionsweise:
Fördersysteme: Transportieren Werkstücke automatisch durch den Beschichtungsprozess.
Automatische Sprühpistolen: Verteilen das Pulver gleichmäßig auf den Werkstücken.
Integrierte Steuerungssysteme: Überwachen und steuern alle Aspekte des Beschichtungsprozesses, einschließlich Temperatur, Sprühzeit und Pulvermenge.
Ersatzteile für Pulverbeschichtungsanlagen
Ersatzteile sind entscheidend für die Wartung und Langlebigkeit von Pulverbeschichtungsanlagen. Regelmäßige Wartung und der rechtzeitige Austausch von Verschleißteilen sind unerlässlich, um Ausfallzeiten zu minimieren und die Effizienz der Anlagen aufrechtzuerhalten.
Wichtige Ersatzteile und ihre Funktionen:
Sprühdüsen: Stellen die gleichmäßige Verteilung des Pulvers sicher.
Filter: Entfernen überschüssige Pulverpartikel aus der Kabinenluft.
Förderbänder: Transportieren die Werkstücke durch den Beschichtungsprozess.
Wartung und Instandhaltung:
Regelmäßige Inspektionen: Identifizieren potenzielle Probleme frühzeitig und ermöglichen rechtzeitige Reparaturen.
Ersatzteilmanagement: Sicherstellung der Verfügbarkeit von Ersatzteilen zur Minimierung von Ausfallzeiten.
Zukunft der Pulverbeschichtungstechnologie
Pulverfördersystem
Die Pulverbeschichtungstechnologie entwickelt sich kontinuierlich weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Zu den wichtigsten Trends und Entwicklungen gehören:
Nachhaltigkeit: Einsatz umweltfreundlicher Materialien und Verfahren zur Reduzierung des ökologischen Fußabdrucks.
Fortschrittliche Materialien: Entwicklung neuer Pulverformeln, die verbesserte Eigenschaften wie Korrosionsbeständigkeit und UV-Stabilität bieten.
Digitalisierung: Integration von IoT und datenbasierten Lösungen zur Optimierung des Beschichtungsprozesses und zur Verbesserung der Qualitätssicherung.
Fazit
Pulverbeschichtungsanlagen und ihre Komponenten sind ein wesentlicher Bestandteil moderner Produktionsprozesse. Sie bieten eine umweltfreundliche, effiziente und langlebige Lösung für die Oberflächenveredelung. Durch die ständige Weiterentwicklung der Technologie und den Einsatz von Automatisierung können Unternehmen ihre Effizienz steigern und gleichzeitig die Qualität ihrer Produkte sicherstellen.
Ich hoffe, dieser umfassende Überblick über Pulverbeschichtungsanlagen und verwandte Komponenten ist hilfreich. Wenn Sie weitere Informationen oder spezifische Details zu einem bestimmten Abschnitt wünschen, lassen Sie es mich bitte wissen!
Wie lange hält Pulverbeschichtung?
Aktuelle Entwicklungen und Innovationen
Die Haltbarkeit einer Pulverbeschichtung kann je nach Anwendung, Umgebung und Qualität der Beschichtung stark variieren. Hier sind einige Faktoren, die die Lebensdauer einer Pulverbeschichtung beeinflussen können:
Faktoren, die die Haltbarkeit beeinflussen:
Qualität des Pulvers:
Pulverformulierung: Hochwertige Pulverlacke bieten in der Regel eine längere Haltbarkeit und bessere Widerstandsfähigkeit gegen Umwelteinflüsse.
UV-Stabilität: Speziell formulierte Pulverlacke mit UV-Schutz verlängern die Lebensdauer bei Anwendungen im Freien.
Vorbereitung der Oberfläche:
Reinigung: Eine gründliche Reinigung der Oberfläche vor der Beschichtung ist entscheidend, um eine gute Haftung des Pulvers zu gewährleisten.
Vorbehandlung: Verfahren wie das Phosphatieren oder Sandstrahlen verbessern die Haftung und Korrosionsbeständigkeit.
Bedingungen der Anwendung:
Innen- vs. Außenanwendung: Pulverbeschichtungen im Innenbereich können Jahrzehnte halten, während Beschichtungen im Außenbereich stärker durch UV-Strahlung, Feuchtigkeit und Temperaturschwankungen beansprucht werden.
Mechanische Belastung: Starke mechanische Belastungen oder Abnutzung können die Lebensdauer der Beschichtung verkürzen.
Betriebsumgebung:
Korrosive Umgebungen: In Industriegebieten oder maritimen Umgebungen kann die Lebensdauer aufgrund der erhöhten Korrosionsgefahr kürzer sein.
Witterungseinflüsse: Regionen mit extremen Wetterbedingungen können die Lebensdauer der Pulverbeschichtung verkürzen.
Beschichtungsdicke:
Eine angemessene Schichtdicke ist wichtig, um eine gleichmäßige Abdeckung und ausreichenden Schutz zu gewährleisten.
Typische Lebensdauer
Innenanwendungen: Pulverbeschichtungen, die in Innenbereichen aufgebracht werden, können oft 15-20 Jahre oder länger halten, da sie weniger extremen Bedingungen ausgesetzt sind.
Außenanwendungen: Bei Außenanwendungen hängt die Lebensdauer stark von den Umweltbedingungen ab, kann jedoch typischerweise zwischen 5 und 10 Jahren liegen. Hochwertige Pulverbeschichtungen, die speziell für den Außenbereich entwickelt wurden, können bis zu 15 Jahre oder länger halten, wenn sie regelmäßig gewartet werden.
Industrieanwendungen: In industriellen Anwendungen, die häufig aggressiven Chemikalien oder starker mechanischer Beanspruchung ausgesetzt sind, kann die Lebensdauer kürzer sein und erfordert häufigere Inspektionen und Wartungen.
Verlängerung der Haltbarkeit
Um die Lebensdauer der Pulverbeschichtung zu maximieren, sind folgende Maßnahmen empfehlenswert:
Regelmäßige Inspektion und Wartung: Frühe Erkennung von Schäden und rechtzeitige Reparaturen können die Haltbarkeit erheblich verlängern.
Vermeidung von physikalischen Schäden: Sorgfältiger Umgang mit beschichteten Oberflächen reduziert das Risiko von Kratzern und Abplatzungen.
Schutz vor chemischen Einflüssen: Vermeidung von Kontakt mit aggressiven Chemikalien und Reinigungsmitteln, die die Beschichtung angreifen könnten.
Fazit
Die Pulverbeschichtung ist eine langlebige und widerstandsfähige Methode zur Oberflächenveredelung, die bei richtiger Anwendung und Wartung viele Jahre halten kann. Die tatsächliche Lebensdauer hängt jedoch von zahlreichen Faktoren ab, einschließlich der Qualität des Pulvers, der Vorbereitung der Oberfläche und den Umgebungsbedingungen, denen die beschichteten Teile ausgesetzt sind.
Wartungstipps für Anlagen
Pulverpistole
Um die Langlebigkeit und Effizienz von Pulverbeschichtungsanlagen zu gewährleisten, ist eine regelmäßige Wartung entscheidend. Hier sind einige Wartungstipps, die Ihnen helfen, die Leistung Ihrer Anlagen zu maximieren und Ausfallzeiten zu minimieren:
1. Allgemeine Inspektion
Regelmäßige Überprüfungen: Führen Sie wöchentliche oder monatliche Inspektionen der gesamten Anlage durch, um sicherzustellen, dass alle Komponenten ordnungsgemäß funktionieren.
Sichtprüfung: Überprüfen Sie auf sichtbare Abnutzung, Schäden oder lose Teile, die die Funktion beeinträchtigen könnten.
2. Pulverkabinen
Filterwartung:
Reinigung oder Austausch: Reinigen oder ersetzen Sie die Filter regelmäßig, um eine effiziente Luftführung und Partikelabscheidung zu gewährleisten.
Filtertypen beachten: Verwenden Sie immer die vom Hersteller empfohlenen Filtertypen.
Kabinenreinigung:
Regelmäßige Reinigung: Halten Sie die Kabinenwände und -böden sauber, um Ansammlungen von überschüssigem Pulver zu vermeiden.
Staubabsaugung: Stellen Sie sicher, dass die Absauganlage regelmäßig geleert und gewartet wird, um eine optimale Funktion zu gewährleisten.
3. Einbrennöfen
Temperaturüberwachung:
Regelmäßige Kalibrierung: Überprüfen Sie regelmäßig die Kalibrierung der Temperatursteuerung, um eine gleichbleibende Beschichtungsqualität sicherzustellen.
Thermoelemente prüfen: Überprüfen Sie die Thermoelemente auf Genauigkeit und Funktionstüchtigkeit.
Ofenreinigung:
Innenreinigung: Entfernen Sie regelmäßig Rückstände und Ablagerungen im Inneren des Ofens, um die Effizienz zu erhalten.
Dichtungen überprüfen: Überprüfen Sie die Dichtungen an Türen und Durchgängen auf Abnutzung und tauschen Sie sie bei Bedarf aus.
4. Pulvergeräte
Sprühpistolenwartung:
Düsenreinigung: Reinigen Sie die Düsen regelmäßig, um Verstopfungen und ungleichmäßige Sprühmuster zu vermeiden.
Ersatzteile prüfen: Halten Sie Ersatzdüsen und andere Verschleißteile bereit, um Ausfallzeiten zu minimieren.
Pulverförderer:
Reinigungsintervalle: Reinigen Sie die Pulverförderer, um Blockaden zu verhindern und eine gleichmäßige Pulverzufuhr zu gewährleisten.
Antriebssysteme warten: Überprüfen Sie regelmäßig die Antriebe und Lager auf Verschleiß und tauschen Sie sie bei Bedarf aus.
5. Fördersysteme
Kettenspannung und Schmierung:
Spannung überprüfen: Kontrollieren Sie die Spannung der Förderketten und passen Sie sie bei Bedarf an, um einen reibungslosen Betrieb zu gewährleisten.
Schmierung: Schmieren Sie alle beweglichen Teile regelmäßig, um Verschleiß zu minimieren.
Lagerwartung:
Überprüfung der Lager: Überprüfen Sie die Lager auf Abnutzung und tauschen Sie sie bei Bedarf aus.
Schmiermittel verwenden: Verwenden Sie die vom Hersteller empfohlenen Schmiermittel, um die Lebensdauer der Lager zu verlängern.
6. Automatisierte Systeme
Steuerungssysteme:
Software-Updates: Halten Sie die Software der Steuerungssysteme auf dem neuesten Stand, um Effizienz und Sicherheit zu gewährleisten.
Fehlerprotokollierung: Überwachen Sie Fehlerprotokolle, um potenzielle Probleme frühzeitig zu erkennen.
Sensoren und Aktoren:
Funktionsprüfung: Überprüfen Sie regelmäßig die Sensoren und Aktoren auf ihre Funktionsfähigkeit und ersetzen Sie defekte Teile.
Kalibrierung: Führen Sie regelmäßige Kalibrierungen durch, um die Genauigkeit der automatisierten Systeme zu gewährleisten.
7. Ersatzteile und Lagerhaltung
Ersatzteilmanagement:
Bestandskontrolle: Führen Sie eine genaue Bestandskontrolle der Ersatzteile, um Ausfallzeiten durch fehlende Teile zu vermeiden.
Qualität der Ersatzteile: Verwenden Sie stets hochwertige Originalersatzteile, um die Funktionalität der Anlagen zu gewährleisten.
8. Schulung des Personals
Regelmäßige Schulungen: Schulen Sie Ihr Personal regelmäßig in der Bedienung und Wartung der Anlagen, um Bedienfehler zu vermeiden und die Sicherheit zu erhöhen.
Notfallverfahren: Stellen Sie sicher, dass alle Mitarbeiter mit den Notfallverfahren vertraut sind, um im Falle eines Ausfalls schnell reagieren zu können.
9. Dokumentation
Wartungsprotokolle: Führen Sie detaillierte Wartungsprotokolle, um den Wartungsverlauf und alle durchgeführten Arbeiten zu dokumentieren.
Checklisten verwenden: Nutzen Sie Wartungschecklisten, um sicherzustellen, dass alle erforderlichen Maßnahmen regelmäßig durchgeführt werden.
Fazit
Durch die Einhaltung dieser Wartungstipps können Sie die Effizienz und Lebensdauer Ihrer Pulverbeschichtungsanlagen maximieren. Eine gut gewartete Anlage führt zu einer höheren Produktqualität, weniger Ausfallzeiten und einer längeren Lebensdauer der Geräte. Regelmäßige Wartung ist eine Investition, die sich durch verbesserte Leistung und geringere Betriebskosten auszahlt.
Automatisierungsoptionen
Automatische Pulverbeschichtungsanlage
Automatisierungsoptionen in der Pulverbeschichtung bieten zahlreiche Vorteile, darunter erhöhte Effizienz, gleichbleibende Qualität und reduzierte Betriebskosten. Im Folgenden werden verschiedene Automatisierungsoptionen erläutert, die in modernen Pulverbeschichtungsanlagen eingesetzt werden können:
1. Automatische Sprühsysteme
Automatische Sprühsysteme sind eine wesentliche Komponente für die Automatisierung der Pulverbeschichtung und bieten präzise und gleichmäßige Beschichtungen. Sie bestehen aus mehreren automatisierten Sprühpistolen, die auf robotergesteuerten Armen montiert sind.
Robotergestützte Sprühpistolen: Diese Pistolen sind an Roboterarmen befestigt, die programmierbar sind, um komplexe Bewegungsmuster auszuführen und die Sprühwinkel für unterschiedliche Werkstückgeometrien zu optimieren.
Pulvermengensteuerung: Automatisierte Systeme ermöglichen die genaue Steuerung der Pulvermengen, was zu einer gleichmäßigen Schichtdicke und weniger Abfall führt.
Adaptive Technologie: Moderne Systeme nutzen Sensoren, um die Werkstückgeometrie in Echtzeit zu erfassen und die Sprühmuster entsprechend anzupassen.
2. Fördersysteme
Automatisierte Fördersysteme transportieren die Werkstücke durch die verschiedenen Phasen des Beschichtungsprozesses und tragen dazu bei, den Durchsatz zu erhöhen.
Overhead-Fördersysteme: Diese Systeme transportieren die Teile über Kopf durch die Kabinen und Öfen, was den Bodenraum frei hält und die Effizienz erhöht.
Ketten- und Schienensysteme: Förderbänder und Schienensysteme bieten Flexibilität bei der Gestaltung der Produktionslinie und können an unterschiedliche Anforderungen angepasst werden.
Variable Geschwindigkeit: Einige Fördersysteme ermöglichen die Anpassung der Geschwindigkeit je nach Werkstückgröße und Prozessanforderungen.
3. Einbrennöfen mit Automatisierung
Einbrennöfen können durch Automatisierung effizienter und präziser arbeiten, was die Qualität der Beschichtung verbessert.
Automatisierte Temperaturregelung: Intelligente Steuerungssysteme passen die Ofentemperatur in Echtzeit an, um die optimale Aushärtung der Pulverbeschichtung zu gewährleisten.
Zeitschaltuhren und Sensoren: Integrierte Timer und Sensoren helfen dabei, den Aushärtungsprozess genau zu überwachen und die Energieeffizienz zu maximieren.
Automatische Türsteuerung: Automatische Türen öffnen und schließen sich synchron mit dem Ein- und Ausgang der Werkstücke, um den Wärmeverlust zu minimieren.
4. Qualitätskontrollsysteme
Automatisierte Qualitätskontrollsysteme sorgen dafür, dass die Beschichtungen den festgelegten Standards entsprechen und verringern den Bedarf an manueller Inspektion.
Visuelle Inspektionssysteme: Kameras und Bildverarbeitungstechnologien prüfen die Beschichtungsqualität und identifizieren sofort Fehler oder Unregelmäßigkeiten.
Schichtdickenmessung: Berührungslose Messsysteme können die Dicke der Pulverbeschichtung präzise messen und Daten zur weiteren Analyse bereitstellen.
Echtzeit-Datenanalyse: Datenerfassungs- und Analysesysteme ermöglichen die Überwachung des gesamten Prozesses und helfen bei der Identifizierung von Optimierungspotenzialen.
5. Software-Integration
Softwarelösungen spielen eine entscheidende Rolle bei der Automatisierung, indem sie verschiedene Systeme integrieren und den Betrieb effizienter gestalten.
Leitsysteme (SCADA): Supervisory Control and Data Acquisition (SCADA) Systeme bieten eine zentrale Steuerung und Überwachung aller Anlagenkomponenten.
IoT-Integration: Internet of Things (IoT) Technologien ermöglichen die Vernetzung der Geräte und die Fernüberwachung sowie -steuerung der Prozesse.
Produktionsmanagement-Software: Diese Softwarelösungen helfen bei der Planung und Verwaltung von Produktionsabläufen, indem sie Daten aus verschiedenen Quellen konsolidieren.
6. Automatisierte Farbwechsel
Für Betriebe, die häufige Farbwechsel durchführen müssen, bieten automatisierte Farbwechselsysteme erhebliche Vorteile.
Schneller Farbwechsel: Automatisierte Systeme reduzieren die Zeit, die für den Farbwechsel benötigt wird, was die Produktionsausfallzeiten minimiert.
Minimierung von Pulverabfall: Durch den Einsatz von selbstreinigenden Sprühpistolen und Kabinen wird der Pulververbrauch optimiert.
7. Wartungsautomatisierung
Auch die Wartung von Anlagen kann automatisiert werden, um die Betriebszeiten zu maximieren und unvorhergesehene Ausfälle zu reduzieren.
Vorausschauende Wartung: Sensoren überwachen den Zustand der Anlagenkomponenten in Echtzeit und prognostizieren Wartungsbedarf, bevor Probleme auftreten.
Automatisierte Fehlerdiagnose: Diagnose-Tools identifizieren Probleme und bieten Lösungsvorschläge, die die Wartungseffizienz erhöhen.
Vorteile der Automatisierung in der Pulverbeschichtung
Erhöhte Produktivität: Automatisierte Systeme ermöglichen eine höhere Produktionsrate bei gleichzeitig konsistenter Qualität.
Geringere Betriebskosten: Durch die Optimierung des Materialverbrauchs und die Reduzierung des Arbeitsaufwands senken Automatisierungssysteme die Betriebskosten.
Verbesserte Qualität: Gleichbleibende Beschichtungsqualität und reduzierte Fehlerraten durch präzise Steuerung und Überwachung.
Umweltfreundlichkeit: Automatisierung reduziert den Pulverabfall und verbessert die Energieeffizienz der Anlagen.
Fazit
Automatisierungsoptionen in der Pulverbeschichtung bieten eine Vielzahl von Vorteilen und sind entscheidend für die Steigerung der Effizienz und Qualität in der Produktion. Die Integration von Robotik, fortschrittlicher Software und intelligenter Steuerung ermöglicht es Unternehmen, wettbewerbsfähig zu bleiben und gleichzeitig die Umweltbelastung zu reduzieren. Die Entscheidung für die richtige Kombination von Automatisierungstechnologien hängt von den spezifischen Anforderungen und Zielen des Unternehmens ab.
Automatisierungsvorteile
Die Stahlkabine für Pulverbeschichtung
Automatisierung in der Pulverbeschichtungsindustrie bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion steigern können. Hier sind die wichtigsten Vorteile der Automatisierung erklärt:
1. Erhöhte Effizienz
Höhere Produktionsraten: Automatisierte Systeme können kontinuierlich ohne Unterbrechungen arbeiten, was zu höheren Durchsatzraten führt. Dies bedeutet, dass mehr Teile in kürzerer Zeit beschichtet werden können, was die Gesamtproduktivität steigert.
Schnellere Zykluszeiten: Automatisierung reduziert die Bearbeitungszeit pro Werkstück erheblich, da Maschinen schneller und präziser arbeiten können als Menschen.
Minimierte Stillstandszeiten: Automatisierte Wartung und vorausschauende Diagnose minimieren ungeplante Ausfallzeiten, was die Verfügbarkeit der Anlage erhöht.
2. Gleichbleibende Qualität
Präzise Beschichtungsanwendung: Automatisierte Sprühsysteme sorgen für eine gleichmäßige Schichtdicke und reduzieren menschliche Fehler, die zu Qualitätsabweichungen führen können.
Wiederholgenauigkeit: Automatisierte Systeme wiederholen dieselben Bewegungen und Prozesse mit hoher Genauigkeit, was zu konsistenter Produktqualität führt, unabhängig von der Produktionsmenge.
Echtzeit-Qualitätskontrolle: Durch den Einsatz von Sensoren und Kameras können automatisierte Systeme kontinuierlich die Qualität der Beschichtung überwachen und sofort Anpassungen vornehmen.
3. Reduzierte Betriebskosten
Materialeinsparungen: Automatisierung optimiert den Einsatz von Pulvermaterialien, wodurch Abfall reduziert und die Materialnutzung verbessert wird.
Geringere Arbeitskosten: Der Bedarf an manueller Arbeit wird verringert, was die Personalkosten senkt. Mitarbeiter können in anderen Bereichen eingesetzt werden, wo menschliches Urteilsvermögen und Kreativität erforderlich sind.
Energieeffizienz: Automatisierte Systeme sind oft energieeffizienter, da sie optimierte Prozesse und Technologien verwenden, um den Energieverbrauch zu minimieren.
4. Verbesserte Sicherheit
Reduzierte Exposition gegenüber Gefahrenstoffen: Automatisierung minimiert den direkten Kontakt der Mitarbeiter mit potenziell gefährlichen Chemikalien und Pulvern, was das Risiko von Gesundheitsproblemen reduziert.
Sicherheitsüberwachung: Automatisierte Anlagen sind häufig mit Sicherheitssensoren ausgestattet, die Unfälle verhindern und im Notfall schnelle Reaktionen ermöglichen.
Ergonomische Vorteile: Mitarbeiter müssen weniger körperlich anspruchsvolle Aufgaben erledigen, was das Risiko von arbeitsbedingten Verletzungen verringert.
5. Flexibilität und Anpassungsfähigkeit
Schnelle Anpassung an Produktänderungen: Automatisierte Systeme können schnell neu programmiert werden, um auf Änderungen im Produktdesign oder der Produktion umzustellen, was die Flexibilität erhöht.
Einfache Integration neuer Technologien: Durch modulare Designs können neue Technologien oder Prozesse problemlos in bestehende Systeme integriert werden.
Vielfältige Anwendungsmöglichkeiten: Automatisierung kann an eine Vielzahl von Werkstückgrößen, -formen und -materialien angepasst werden, was die Vielseitigkeit der Produktion erhöht.
6. Nachhaltigkeit und Umweltfreundlichkeit
Reduzierung von Abfall und Emissionen: Automatisierte Systeme optimieren den Materialverbrauch und reduzieren den Überspray, was zu weniger Abfall und geringeren Emissionen führt.
Ressourceneffizienz: Durch die optimale Nutzung von Energie und Materialien tragen automatisierte Systeme zu nachhaltigeren Produktionsprozessen bei.
Verbesserte Umweltbilanz: Unternehmen können ihre Umweltziele leichter erreichen und ihre ökologische Verantwortung wahrnehmen.
7. Daten- und Prozessoptimierung
Datengesteuerte Entscheidungsfindung: Automatisierte Systeme sammeln kontinuierlich Daten, die zur Analyse und Optimierung der Produktionsprozesse verwendet werden können.
Prozessoptimierung durch IoT: Internet of Things (IoT) Technologien ermöglichen die Echtzeitüberwachung und -steuerung von Prozessen, was die Effizienz und Transparenz erhöht.
Vorausschauende Wartung: Durch die Analyse von Maschinendaten können Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Ausfällen führen.
Fazit
Die Automatisierung in der Pulverbeschichtung bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion erheblich steigern. Durch den Einsatz modernster Technologien können Unternehmen ihre Betriebskosten senken, die Produktsicherheit erhöhen und gleichzeitig ihre Umweltbilanz verbessern. Die Investition in Automatisierungslösungen zahlt sich langfristig durch höhere Produktivität, verbesserte Qualität und größere Flexibilität aus. Unternehmen, die Automatisierungstechnologien integrieren, positionieren sich besser im Wettbewerb und sind in der Lage, schneller auf Marktveränderungen zu reagieren.
Beispiele für Automatisierung
Hubgerät für Pulverbeschichtung
Hier sind einige konkrete Beispiele für Automatisierung in der Pulverbeschichtungsindustrie, die verdeutlichen, wie moderne Technologien den Beschichtungsprozess optimieren und verbessern können:
1. Robotergesteuerte Sprühapplikationen
Automatisierte Spritzroboter: Diese Roboterarme sind mit elektrostatischen Sprühpistolen ausgestattet und können komplexe Bewegungsmuster programmieren, um Teile unterschiedlicher Formen und Größen effizient zu beschichten. Durch die Robotersteuerung wird eine gleichmäßige Schichtdicke erreicht, und es gibt weniger Overspray.Beispiel: In der Automobilindustrie werden Karosserieteile oft mit robotergestützten Sprühsystemen beschichtet, um eine gleichmäßige und hochwertige Oberfläche zu gewährleisten. Ein Unternehmen wie ABB Robotics bietet Lösungen, die auf die spezifischen Anforderungen der Automobilindustrie zugeschnitten sind.
2. Automatische Fördersysteme
Overhead-Kettenförderer: Diese Systeme transportieren die Teile durch verschiedene Prozessschritte wie Reinigung, Beschichtung und Aushärtung. Sie ermöglichen einen kontinuierlichen Produktionsfluss und minimieren manuelle Eingriffe.Beispiel: Bei der Herstellung von Metallmöbeln werden Teile oft auf Förderbändern bewegt, die sie durch alle Beschichtungsphasen führen. Unternehmen wie Nordson bieten komplexe Fördersysteme an, die an verschiedene Produktionslayouts angepasst werden können.
3. Automatisierte Farbwechselsysteme
Schnellwechselkabinen: Diese Kabinen sind darauf ausgelegt, den Farbwechselprozess zu beschleunigen. Sie verfügen über automatische Reinigungszyklen und programmierbare Steuerungen, die den Farbwechsel effizienter machen.Beispiel: In der Fahrradindustrie, wo häufig Farbvarianten angeboten werden, nutzen Hersteller automatisierte Systeme, um den Farbwechsel schnell durchzuführen, ohne die Produktion zu verlangsamen. Systeme von Gema Switzerland bieten automatische Farbwechseltechnologien, die in der Branche weit verbreitet sind.
4. Intelligente Einbrennöfen
Automatisierte Temperatur- und Zeitsteuerung: Einbrennöfen sind mit Sensoren ausgestattet, die die Temperatur und den Durchsatz in Echtzeit überwachen und anpassen, um die optimale Aushärtung der Beschichtung zu gewährleisten.Beispiel: In der Elektronikindustrie, wo präzise Temperaturkontrollen entscheidend sind, verwenden Hersteller automatisierte Öfen, um die empfindlichen Komponenten richtig zu behandeln. Unternehmen wie Despatch Industries bieten Öfen an, die auf solche spezifischen Anforderungen abgestimmt sind.
5. Echtzeit-Qualitätskontrollsysteme
Vision-Systeme für die Inspektion: Kameras und Bildverarbeitungstechnologien erfassen die Beschichtungsqualität in Echtzeit, erkennen Fehler und ermöglichen sofortige Korrekturmaßnahmen.Beispiel: In der Luftfahrtindustrie, wo höchste Qualitätsstandards gelten, werden Vision-Systeme eingesetzt, um die Beschichtungen auf Flugzeugteilen zu überprüfen. Anbieter wie Cognex bieten fortschrittliche Bildverarbeitungslösungen an, die in diesen Anwendungen genutzt werden.
6. Datenanalyse und IoT-Integration
IoT-gestützte Prozessüberwachung: Sensoren an verschiedenen Stellen der Produktionslinie sammeln Daten, die zur Optimierung des gesamten Beschichtungsprozesses genutzt werden können. IoT-Plattformen ermöglichen eine zentrale Überwachung und Anpassung der Systeme in Echtzeit.Beispiel: Ein Hersteller von landwirtschaftlichen Maschinen nutzt IoT-Daten, um die Effizienz der Pulverbeschichtungsanlage zu verbessern und Wartungszyklen zu optimieren. Unternehmen wie Siemens bieten umfassende IoT-Lösungen an, die solche Anwendungen unterstützen.
7. Vorausschauende Wartung
Condition Monitoring: Automatisierte Überwachungssysteme analysieren kontinuierlich den Zustand von Anlagenkomponenten und prognostizieren Wartungsbedarf, bevor Ausfälle auftreten.Beispiel: Ein Hersteller von Haushaltsgeräten implementiert vorausschauende Wartung, um die Lebensdauer seiner Beschichtungsanlagen zu verlängern und die Verfügbarkeit zu maximieren. Lösungen von GE Digital bieten solche Condition-Monitoring-Tools an.
8. Automatisierte Reinigungssysteme
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungszyklen, die das Entfernen von Pulverrückständen und die Vorbereitung für den nächsten Durchgang erleichtern.Beispiel: In der Herstellung von Baukomponenten, die unterschiedliche Beschichtungen erfordern, helfen selbstreinigende Systeme, die Wechselzeiten zwischen den verschiedenen Pulverlacken zu verkürzen. Systeme von Wagner bieten effiziente Reinigungsoptionen, die in solchen Anwendungen zum Einsatz kommen.
Fazit
Automatisierung in der Pulverbeschichtungsindustrie bietet vielfältige Möglichkeiten, die Produktion zu optimieren und gleichzeitig die Qualität zu steigern. Durch den Einsatz von robotergesteuerten Sprühsystemen, automatisierten Fördersystemen, intelligenten Einbrennöfen und fortschrittlichen Überwachungs- und Wartungstechnologien können Unternehmen ihre Effizienz erhöhen und ihre Wettbewerbsfähigkeit verbessern. Die Investition in Automatisierungstechnologien ermöglicht es Unternehmen, sich schnell an Marktveränderungen anzupassen und gleichzeitig ihre Produktionskosten zu senken.
Komponenten einer Komplette Pulverbeschichtungsanlage
Pulverbeschichtungsanlage mit Traversen
Eine komplette Pulverbeschichtungsanlage besteht aus mehreren wesentlichen Komponenten, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu gewährleisten. Hier sind die Hauptkomponenten einer solchen Anlage und ihre Funktionen:
1. Vorbehandlungssystem
Oberflächenvorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt, um sicherzustellen, dass die Oberfläche des Werkstücks sauber und bereit für die Beschichtung ist. Die Vorbehandlung verbessert die Haftung der Pulverbeschichtung und erhöht die Korrosionsbeständigkeit.
Reinigungsstationen: Entfernen Öl, Fett, Staub und andere Verunreinigungen von der Oberfläche des Werkstücks.
Phosphatier- oder Chromatierstationen: Bilden eine Schutzschicht, die die Haftung verbessert und die Korrosionsbeständigkeit erhöht.
Spül- und Trocknungsstationen: Stellen sicher, dass das Werkstück frei von chemischen Rückständen und trocken ist, bevor es zur Beschichtung weitergeleitet wird.
2. Pulverkabinen
Automatische Pulverbeschichtungsanlage
Die Pulverkabine ist der Bereich, in dem das Pulver elektrostatisch auf die Werkstücke aufgetragen wird. Sie ist so konzipiert, dass sie eine saubere und kontrollierte Umgebung bietet, um überschüssiges Pulver effizient zurückzugewinnen.
Offene Kabinen: Geeignet für kleinere, manuelle Anwendungen, wo der Bediener direkten Zugang benötigt.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und sind effizienter bei der Kontrolle und Rückgewinnung von Overspray.
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungssysteme, die den Farbwechsel und die Wartung erleichtern.
3. Pulverauftragsgeräte
Automatisierte Pulverbeschichtung
Diese Geräte sind für die eigentliche Anwendung des Pulvers auf die Werkstücke verantwortlich und bestehen aus verschiedenen Komponenten, die den Pulverauftrag optimieren.
Elektrostatische Sprühpistolen: Laden die Pulverpartikel elektrostatisch auf, damit sie gleichmäßig auf der Werkstückoberfläche haften.
Pulverförderer: Transportieren das Pulver von den Vorratsbehältern zur Sprühpistole und sorgen für eine gleichmäßige Pulverzufuhr.
Steuerungseinheiten: Erlauben die Anpassung der Auftragsparameter wie Spannung, Pulverfluss und Sprühzeit.
4. Fördersysteme
Fördersysteme
Fördersysteme transportieren die Werkstücke durch die verschiedenen Stationen der Beschichtungsanlage, von der Vorbehandlung bis zur Aushärtung.
Kettenförderer: Bieten kontinuierliche Bewegung und sind ideal für die Massenproduktion.
Schienen- und Rollensysteme: Ermöglichen Flexibilität bei der Anordnung der Produktionslinie.
Pufferzonen: Bereiche, in denen Werkstücke zwischengelagert werden können, um den Produktionsfluss zu optimieren.
5. Einbrennöfen
Pulverofen
Einbrennöfen sind entscheidend für die Aushärtung der Pulverbeschichtung, da sie die erforderliche Wärme bereitstellen, um das Pulver zu schmelzen und eine dauerhafte Oberfläche zu schaffen.
Chargenöfen: Ideal für kleinere Produktionen mit variablen Chargengrößen; sie bieten Flexibilität und können verschiedene Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien mit hohen Durchsatzraten. Teile werden auf einem Förderband durch den Ofen transportiert.
Konvektions- und Infrarotöfen: Verschiedene Technologien bieten spezifische Vorteile in Bezug auf Aufheizgeschwindigkeit und Energieeffizienz.
6. Rückgewinnungs- und Recycling-Systeme
Zyklonrückgewinnung
Diese Systeme sind darauf ausgelegt, überschüssiges Pulver aufzufangen und wiederzuverwenden, um Abfall zu minimieren und die Effizienz zu maximieren.
Zyklonabscheider: Trennen überschüssiges Pulver aus der Luft und führen es zurück in den Beschichtungsprozess.
Filtersysteme: Entfernen Feinstaub aus der Luft und stellen sicher, dass nur saubere Luft in die Umgebung abgegeben wird.
Siebsysteme: Stellen sicher, dass nur qualitativ hochwertiges Pulver erneut verwendet wird, indem sie Verunreinigungen entfernen.
7. Steuerungs- und Überwachungssysteme
Moderne Steuerungssysteme ermöglichen die Überwachung und Anpassung aller Aspekte des Beschichtungsprozesses in Echtzeit.
Prozessleitsysteme (PLS): Überwachen und steuern den gesamten Produktionsablauf und bieten Echtzeit-Daten zur Optimierung der Prozesse.
Benutzeroberflächen: Intuitive Bedienpanels ermöglichen eine einfache Steuerung und Anpassung der Systemeinstellungen.
Datenanalyse-Tools: Erfassen und analysieren Daten zur Prozessoptimierung und Fehlererkennung.
8. Kühlzonen
Nach dem Aushärtungsprozess müssen die Werkstücke auf Raumtemperatur abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden können.
Luftkühlungssysteme: Nutzen Luftzirkulation, um die Werkstücke effizient abzukühlen.
Wasserkühlungssysteme: In speziellen Anwendungen, wo schnelle Abkühlung erforderlich ist, können Wasserkühlungssysteme eingesetzt werden.
9. Materialhandling-Systeme
Diese Systeme unterstützen das Be- und Entladen von Werkstücken und die Bewegung innerhalb der Anlage.
Robotiksysteme: Automatisierte Roboterarme, die Werkstücke präzise positionieren und handhaben.
Hubsysteme: Unterstützen beim Transport schwerer Werkstücke innerhalb der Anlage.
10. Wartungseinrichtungen
Regelmäßige Wartung ist entscheidend, um die Effizienz und Lebensdauer der Anlage zu gewährleisten.
Integrierte Wartungstools: Sensoren und Software zur vorausschauenden Wartung, die den Zustand der Anlage überwachen und Wartungsbedarf identifizieren.
Zugängliche Wartungsbereiche: Einfache Zugänglichkeit für regelmäßige Inspektionen und Reparaturen.
Fazit
Eine komplette Pulverbeschichtungsanlage besteht aus vielen Komponenten, die zusammenarbeiten, um eine effiziente, qualitativ hochwertige und umweltfreundliche Beschichtung zu gewährleisten. Jede Komponente spielt eine entscheidende Rolle im Beschichtungsprozess, von der Vorbereitung der Werkstücke bis zur Aushärtung der Beschichtung. Die Wahl der richtigen Technologien und die Integration von Automatisierungslösungen können den Betrieb optimieren und die Produktionsziele eines Unternehmens effektiv unterstützen.
Anlagengröße
Pulverauftragskammer
Die Größe von Pulverbeschichtungsanlagen kann je nach den spezifischen Anforderungen eines Unternehmens stark variieren. Die Anlagengröße hängt von mehreren Faktoren ab, darunter die Art und Größe der zu beschichtenden Werkstücke, das Produktionsvolumen und die verfügbaren räumlichen Gegebenheiten. Hier sind einige wichtige Überlegungen und Optionen zur Variation der Anlagengröße:
Faktoren, die die Anlagengröße beeinflussen
Art der zu beschichtenden Werkstücke
Kleinere Teile: Bei der Beschichtung von kleineren Teilen, wie z. B. Elektrokomponenten oder kleinen Metallteilen, können kompaktere Anlagen eingesetzt werden.
Große Werkstücke: Für größere Teile, wie Automobilkarosserien oder große Maschinenteile, sind größere Anlagen mit geräumigen Kabinen und Öfen erforderlich.
Produktionsvolumen
Kleinserienproduktion: Unternehmen, die kleinere Produktionsvolumen handhaben, können mit einfacheren und kleineren Anlagen auskommen.
Massenproduktion: Für hohe Produktionsvolumen sind größere und komplexere Anlagen notwendig, die einen kontinuierlichen Betrieb ermöglichen.
Verfügbare Fläche
Kompakte Lösungen: In begrenzten Räumlichkeiten können platzsparende Designs und integrierte Systeme genutzt werden, um den verfügbaren Platz optimal zu nutzen.
Großflächige Anlagen: In größeren Einrichtungen kann eine weitläufige Anordnung von Vorbehandlung, Beschichtung und Aushärtung erfolgen, um einen reibungslosen Produktionsablauf zu gewährleisten.
Prozessanforderungen
Vielseitigkeit: Anlagen, die verschiedene Beschichtungsarten und Materialien verarbeiten müssen, erfordern möglicherweise eine modulare Struktur, die Anpassungen erlaubt.
Spezialanforderungen: Bestimmte Anwendungen, wie z. B. die Beschichtung von hitzeempfindlichen Materialien, erfordern spezifische Anpassungen der Anlagengröße und -konfiguration.
Optionen zur Variation der Anlagengröße
1. Modulare Anlagen
Modulare Anlagen sind flexibel und können an unterschiedliche Produktionsanforderungen angepasst werden. Sie bestehen aus separaten Modulen, die nach Bedarf hinzugefügt oder entfernt werden können.
Vorteile:
Flexibilität: Einfaches Anpassen und Erweitern der Anlage, um auf wechselnde Produktionsanforderungen zu reagieren.
Kosteneffizienz: Investitionen können nach und nach getätigt werden, indem nur die notwendigen Module erworben werden.
Einfache Wartung: Einzelne Module können leicht gewartet oder ausgetauscht werden, ohne den gesamten Betrieb zu unterbrechen.
Beispiele:
Modulare Kabinen: Erlauben die Anpassung der Kabinengröße je nach Werkstückgröße.
Erweiterbare Fördersysteme: Zusätzliche Förderstrecken können hinzugefügt werden, um den Produktionsfluss zu erweitern.
2. Kompakte Anlagen
Kompakte Anlagen sind ideal für Unternehmen mit begrenztem Platzangebot oder für kleinere Produktionsvolumen.
Vorteile:
Platzsparend: Effektive Nutzung des verfügbaren Raums.
Geringere Investitionskosten: Reduzierte Anfangsinvestitionen durch den kleineren Maßstab der Anlage.
Schnellere Installation: Einfachere und schnellere Implementierung.
Beispiele:
Mini-Kabinen: Kleinere Beschichtungskabinen für spezialisierte Anwendungen.
Integrierte Systeme: Anlagen, die Vorbehandlung, Beschichtung und Aushärtung in einem kompakten Layout vereinen.
3. Großflächige Anlagen
Für Unternehmen mit hohen Produktionsanforderungen oder großen Werkstücken sind großflächige Anlagen notwendig.
Vorteile:
Hohe Kapazität: Eignen sich für die Massenproduktion und den gleichzeitigen Betrieb mehrerer Linien.
Vielseitigkeit: Möglichkeit, mehrere Prozesse gleichzeitig durchzuführen.
Effizienz: Optimierte Produktionsabläufe durch die großzügige Gestaltung der Anlage.
Beispiele:
Mehrere Kabinen und Öfen: Separate Bereiche für unterschiedliche Farben oder Materialien.
Erweiterte Fördersysteme: Lange Förderstrecken für den Transport großer oder zahlreicher Teile.
Planungsüberlegungen bei der Anlagengrößenauswahl
Zukunftsprognosen
Marktentwicklung: Berücksichtigen Sie mögliche Expansionen oder Veränderungen in der Nachfrage.
Technologische Fortschritte: Planen Sie für zukünftige Anpassungen oder Upgrades der Anlage.
Kostenüberlegungen
Anfangsinvestition vs. Betriebskosten: Wägen Sie die Anfangsinvestitionen gegen die langfristigen Betriebskosten ab.
Finanzielle Flexibilität: Planen Sie die Finanzierung der Anlage im Einklang mit den finanziellen Möglichkeiten und Zielen des Unternehmens.
Integration und Kompatibilität
Bestehende Infrastruktur: Überprüfen Sie die Kompatibilität der neuen Anlage mit bestehenden Systemen und Einrichtungen.
Erweiterungsmöglichkeiten: Planen Sie die Integration zukünftiger Erweiterungen oder Module.
Umwelt- und Sicherheitsstandards
Regulierungen: Stellen Sie sicher, dass die Anlage alle relevanten Umwelt- und Sicherheitsstandards erfüllt.
Nachhaltigkeit: Berücksichtigen Sie umweltfreundliche Technologien und Praktiken bei der Planung und dem Betrieb der Anlage.
Fazit
Die Größe einer Pulverbeschichtungsanlage kann an die spezifischen Bedürfnisse und Anforderungen eines Unternehmens angepasst werden. Durch die Auswahl der richtigen Anlagengröße und -konfiguration können Unternehmen ihre Produktionsziele effizient erreichen, die Qualität ihrer Produkte verbessern und die Betriebskosten optimieren. Ob modular, kompakt oder großflächig, jede Anlagengröße hat ihre eigenen Vorteile und Herausforderungen, die sorgfältig abgewogen werden müssen, um die besten Ergebnisse zu erzielen.
Benötigte Mitarbeiterzahl
Beschichtungseinheit
Die Anzahl der benötigten Mitarbeiter für den Betrieb einer Pulverbeschichtungsanlage hängt von mehreren Faktoren ab, darunter die Größe und Automatisierung der Anlage, das Produktionsvolumen, die Art der zu beschichtenden Werkstücke und die spezifischen betrieblichen Anforderungen. Hier sind einige Überlegungen, um die optimale Mitarbeiterzahl für den Betrieb einer Pulverbeschichtungsanlage zu bestimmen:
1. Faktoren, die die Mitarbeiterzahl beeinflussen
a. Größe der Anlage
Kleine Anlagen:
Typischerweise weniger Mitarbeiter erforderlich.
Häufig eine Mischung aus manuellen und halbautomatisierten Prozessen.
Große Anlagen:
Mehr Mitarbeiter erforderlich, insbesondere bei einer hohen Produktionskapazität.
Automatisierte Systeme können jedoch den Bedarf an Personal verringern.
b. Automatisierungsgrad
Hochautomatisierte Anlagen:
Reduzierter Bedarf an manueller Arbeit.
Erfordern jedoch technisches Personal für die Überwachung, Wartung und Programmierung der Anlagen.
Manuelle oder halbautomatisierte Anlagen:
Höherer Personalbedarf für die Bedienung und Überwachung der Anlagen.
c. Produktionsvolumen
Niedriges Produktionsvolumen:
Geringerer Personalbedarf.
Mehr Flexibilität bei der Planung von Schichten.
Hohes Produktionsvolumen:
Mehr Mitarbeiter erforderlich, um den Produktionsfluss aufrechtzuerhalten.
Möglicherweise mehrere Schichten zur Maximierung der Betriebszeit.
d. Werkstücktypen
Komplexe oder große Werkstücke:
Erfordern möglicherweise mehr Personal für die Handhabung und Inspektion.
Spezialisierte Mitarbeiter für die Anpassung der Beschichtungsparameter.
Kleine oder standardisierte Teile:
Weniger Personal für die Handhabung erforderlich.
Prozessabläufe sind oft einfacher und standardisiert.
2. Typische Rollen in einer Pulverbeschichtungsanlage
a. Produktionsmitarbeiter
Bediener der Beschichtungsanlagen:
Verantwortlich für das Auftragen der Pulverbeschichtung.
Überwachung der Qualität und Sicherstellung der richtigen Parameter.
Vorbehandlungsmitarbeiter:
Durchführung von Reinigungs- und Vorbehandlungsprozessen.
Sicherstellung, dass die Werkstücke ordnungsgemäß vorbereitet sind.
b. Technisches Personal
Wartungstechniker:
Regelmäßige Wartung und Reparatur der Anlagen.
Überwachung der Systemleistung und Durchführung von Fehlerbehebungen.
Automatisierungs- und Steuerungstechniker:
Programmierung und Überwachung automatisierter Systeme.
Anpassung der Steuerungsparameter und Optimierung der Prozesse.
c. Qualitätssicherung
Qualitätsinspektoren:
Durchführung von Qualitätskontrollen zur Sicherstellung der Einhaltung von Standards.
Verwendung von Messgeräten zur Überprüfung der Schichtdicke und Oberflächenqualität.
Prozessoptimierer:
Analyse von Produktionsdaten zur Verbesserung der Effizienz und Qualität.
Implementierung von Verbesserungsmaßnahmen.
d. Management und Verwaltung
Produktionsleiter:
Überwachung der gesamten Produktionslinie.
Koordination der Mitarbeiter und Sicherstellung der Zielerreichung.
Logistik- und Materialplaner:
Verwaltung der Materialflüsse und Bestände.
Planung der Produktion auf Basis von Nachfrage und Kapazität.
3. Beispiel einer Mitarbeiterverteilung
Hier ist ein Beispiel für die Mitarbeiterverteilung in einer mittelgroßen, teilautomatisierten Pulverbeschichtungsanlage:
Rolle
Anzahl der Mitarbeiter
Beschreibung
Bediener der Vorbehandlung
2-3
Verantwortlich für Reinigung und Vorbereitung der Werkstücke.
Pulverbeschichtungsbediener
3-4
Durchführung des Beschichtungsprozesses.
Wartungstechniker
1-2
Wartung und Reparatur der Anlagen.
Automatisierungstechniker
1-2
Überwachung der automatisierten Systeme und Prozesssteuerung.
Qualitätsinspektoren
1-2
Überprüfung der Qualität der beschichteten Teile.
Produktionsleiter
1
Leitung der Produktion und Koordination der Schichten.
Logistik- und Materialplaner
1
Verwaltung der Materialbestände und Produktionsplanung.
4. Optimierung der Mitarbeiterzahl
Um die Mitarbeiterzahl effizient zu nutzen, können Unternehmen folgende Strategien in Betracht ziehen:
Schulung und Weiterbildung: Regelmäßige Schulungen, um die Qualifikation der Mitarbeiter zu verbessern und sie auf mehrere Aufgaben vorzubereiten.
Einsatz von Zeitarbeitern: Flexible Personalplanung durch den Einsatz von Zeitarbeitskräften, um bei Bedarf Spitzenbelastungen abzufangen.
Prozessoptimierung: Einsatz von Lean-Management-Prinzipien, um Prozesse zu optimieren und den Personalbedarf zu reduzieren.
Investition in Automatisierung: Einsatz von Automatisierungstechnologien zur Reduzierung des manuellen Arbeitsaufwands und Verbesserung der Effizienz.
Fazit
Die optimale Anzahl der Mitarbeiter in einer Pulverbeschichtungsanlage hängt von vielen Faktoren ab, darunter die Größe der Anlage, der Automatisierungsgrad und das Produktionsvolumen. Durch den Einsatz von Automatisierung, Schulung und Prozessoptimierung können Unternehmen ihre Personalkosten minimieren und gleichzeitig die Effizienz und Qualität ihrer Produktion maximieren. Eine sorgfältige Planung und Anpassung der Personalressourcen ist entscheidend, um den Erfolg der Anlage zu gewährleisten.
Pulverbeschichtungsgerät gebraucht Preis kaufen. Handpistole, Pulverbeschichtungsgerät, Pulverbeschichtungsanlage mit Garantie. Sprühpistole ersatzteile neu kaufen
Wenn Sie eine günstigere Option für ein Pulverbeschichtungsgerät suchen, ist der Kauf eines gebrauchten Geräts eine Option. Ein gebrauchtes Gerät kann eine kostengünstige Alternative zu einem brandneuen sein, aber es gibt einige Dinge, auf die Sie achten sollten, bevor Sie einen Kauf tätigen.
Zunächst sollten Sie das Alter des Geräts überprüfen und sicherstellen, dass es immer noch in gutem Zustand ist. Überprüfen Sie das Gerät auf Anzeichen von Abnutzung oder Schäden und fragen Sie den Verkäufer nach der Wartungsgeschichte des Geräts.
Es ist auch wichtig, sicherzustellen, dass alle notwendigen Komponenten des Geräts vorhanden sind und in gutem Zustand sind. Dies beinhaltet die Pistole, das Kabel, die Düse und den Behälter.
Vergleichen Sie auch die Preise für ähnliche gebrauchte Geräte auf dem Markt, um sicherzustellen, dass Sie ein faires Angebot erhalten.
Denken Sie daran, dass es auch bestimmte Risiken mit dem Kauf eines gebrauchten Geräts gibt, einschließlich fehlender Garantie und möglicherweise eingeschränkter technischer Unterstützung. Es ist wichtig, dass Sie alle Aspekte berücksichtigen, bevor Sie sich für den Kauf eines gebrauchten Pulverbeschichtungsgeräts entscheiden.
Wenn Sie sich für den Kauf eines gebrauchten Geräts entscheiden, sollten Sie auch sicherstellen, dass Sie es von einem zuverlässigen Verkäufer kaufen. Überprüfen Sie die Bewertungen des Verkäufers und stellen Sie sicher, dass er einen guten Ruf hat, um sicherzustellen, dass Sie ein qualitativ hochwertiges Gerät erhalten.
Pulverbeschichtungsgerät gebraucht
Pulverbeschichtungsanlagen sind in einer Vielzahl von Größen, Ausführungen und Preisen erhältlich. Gebrauchte Beschichtungsanlagen können eine kostengünstige Möglichkeit sein, eine qualitativ hochwertige Beschichtung zu erzielen.
Hier sind einige Tipps für den Kauf einer gebrauchten Pulverbeschichtungsanlage:
Recherchieren Sie: Beschäftigen Sie sich mit den verschiedenen Arten von Beschichtungsanlagen und ihren Funktionen. Dies wird Ihnen helfen, die richtige Anlage für Ihre Bedürfnisse zu finden.
Sprechen Sie mit Experten: Fragen Sie einen Beschichtungstechniker oder einen Vertreter eines Beschichtungsunternehmens nach Empfehlungen.
Besichtigen Sie die Anlage: Stellen Sie sicher, dass die Anlage in gutem Zustand ist und alle erforderlichen Komponenten enthält.
Hier sind einige Beispiele für gebrauchte Pulverbeschichtungsanlagen:
Manuelle Beschichtungsanlagen: Diese Anlagen sind für kleinere Projekte und Werkstücke geeignet. Sie sind in der Regel kostengünstiger als automatisierte Anlagen.
Halbautomatische Beschichtungsanlagen: Diese Anlagen sind für mittlere bis große Projekte geeignet. Sie bieten eine höhere Produktivität als manuelle Anlagen.
Automatische Beschichtungsanlagen: Diese Anlagen sind für große Projekte und hohe Produktionsraten geeignet. Sie sind die teuerste Art von Pulverbeschichtungsanlage.
Bei der Auswahl einer gebrauchten Pulverbeschichtungsanlage ist es wichtig, die folgenden Faktoren zu berücksichtigen:
Art des zu beschichtenden Materials: Einige Anlagen sind für bestimmte Materialien besser geeignet als andere.
Größe der zu beschichtenden Werkstücke: Die Anlage muss groß genug sein, um die Werkstücke aufzunehmen, die Sie beschichten möchten.
Benötigte Beschichtungsdicke: Die Anlage muss in der Lage sein, die gewünschte Beschichtungsdicke zu erzielen.
Produktionsrate: Überlegen Sie, wie viel Sie produzieren müssen, um zu entscheiden, welche Art von Anlage Sie benötigen.
Wenn Sie eine gebrauchte Pulverbeschichtungsanlage kaufen, können Sie Geld sparen und gleichzeitig eine qualitativ hochwertige Beschichtung erzielen.
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sich durch seine umweltfreundlichen Eigenschaften und Langlebigkeit der Beschichtung auszeichnet. Im Gegensatz zu herkömmlichen flüssigen Beschichtungen werden bei der Pulverbeschichtung trockene Pulverpartikel elektrostatisch auf die Oberfläche eines Werkstücks aufgebracht. Anschließend wird das Pulver in einem Ofen erhitzt, wodurch es schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Vorteile der Pulverbeschichtung umfassen:
Umweltfreundlichkeit: Keine Lösungsmittel und geringere Emissionen von flüchtigen organischen Verbindungen (VOC).
Effizienz: Hohe Materialausnutzung und weniger Abfall.
Robustheit: Gute Beständigkeit gegen chemische, mechanische und Witterungseinflüsse.
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen sind zentraler Bestandteil des Pulverbeschichtungsprozesses und umfassen die komplette Infrastruktur, die zur Anwendung von Pulverbeschichtungen erforderlich ist. Diese Anlagen sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedlichen industriellen Anforderungen gerecht zu werden.
Typen von Pulverbeschichtungsanlagen:
Manuelle Pulverbeschichtungsanlagen: Ideal für kleinere Betriebe oder spezialisierte Anwendungen, bei denen Flexibilität gefordert ist. Sie bestehen aus einer Pulverkabine, einem Pulvergerät und einem Einbrennofen.
Halbautomatische Anlagen: Kombinieren manuelle und automatische Prozesse, um eine höhere Effizienz bei mittleren Produktionsvolumina zu erreichen. Diese Anlagen bieten eine gute Balance zwischen Flexibilität und Automatisierung.
Vollautomatische Pulverbeschichtungsanlagen: Entwickelt für Großserienproduktionen. Diese Anlagen sind vollständig automatisiert und beinhalten Fördersysteme, automatische Pistolen und integrierte Steuerungssysteme, um hohe Produktionsgeschwindigkeiten und gleichbleibende Qualität zu gewährleisten.
Pulverkabinen
Pulverkabinen für Hand- und Automatikbeschichtung
Pulverkabinen sind spezielle Räume oder Gehäuse, in denen der Pulverbeschichtungsprozess stattfindet. Sie spielen eine entscheidende Rolle bei der Gewährleistung einer sauberen und kontrollierten Umgebung für die Pulverbeschichtung.
Typen von Pulverkabinen:
Offene Kabinen: Diese Kabinen sind ideal für kleine bis mittlere Anwendungen. Sie bieten einen offenen Zugang für den Bediener, sind jedoch weniger effektiv bei der Kontrolle von Overspray.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und minimieren Overspray durch integrierte Luftführungssysteme. Geschlossene Kabinen sind in der Regel effizienter und sicherer.
Selbstreinigende Kabinen: Ausgestattet mit automatischen Reinigungssystemen, die den Farbwechsel und die Wartung erleichtern. Diese Kabinen sind besonders nützlich in Anwendungen mit häufigem Farbwechsel.
Sicherheits- und Umweltaspekte: Pulverkabinen sind so konzipiert, dass sie die Sicherheit der Bediener gewährleisten und die Umweltbelastung minimieren. Dazu gehören Belüftungssysteme, Filter zur Partikelabscheidung und Schutzvorrichtungen, die den Kontakt mit dem Pulver verhindern.
Einbrennöfen
Einbrennofen Elektrisch
Der Einbrennofen ist ein unverzichtbarer Bestandteil des Pulverbeschichtungsprozesses, da er die notwendigen Temperaturen bereitstellt, um das aufgetragene Pulver zu einer harten, widerstandsfähigen Oberfläche zu verschmelzen.
Typen von Einbrennöfen:
Chargenöfen: Ideal für kleinere Produktionen oder variierende Chargengrößen. Diese Öfen sind flexibel und können unterschiedliche Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien, bei denen hohe Durchsatzraten erforderlich sind. Teile werden auf einem Förderband durch den Ofen transportiert, was eine konstante Verarbeitung ermöglicht.
Energieeffizienz und Temperatursteuerung: Moderne Einbrennöfen sind energieeffizient und bieten präzise Temperaturregelung, um gleichbleibende Beschichtungsqualität zu gewährleisten. Technologien wie Wärmerückgewinnungssysteme und fortschrittliche Isolierung tragen zur Reduzierung des Energieverbrauchs bei.
Pulvergeräte
Pulverbeschichtungspistole
Pulvergeräte sind für die Anwendung der Pulverbeschichtung unerlässlich. Sie bestehen aus verschiedenen Komponenten, die zusammenarbeiten, um das Pulver gleichmäßig und effizient auf die Oberfläche des Werkstücks aufzubringen.
Arten von Pulvergeräten:
Elektrostatische Sprühpistolen: Verwenden Hochspannung, um Pulverpartikel elektrostatisch aufzuladen, was eine gleichmäßige Verteilung und Haftung auf dem Werkstück fördert.
Pulverförderer: Transportieren das Pulver vom Vorratsbehälter zur Sprühpistole. Sie sind entscheidend für die Konsistenz und Effizienz des Beschichtungsprozesses.
Elektrostatik spielt eine zentrale Rolle bei der Pulverbeschichtung, da sie die Anziehungskraft zwischen den Pulverpartikeln und der Oberfläche erhöht und so eine gleichmäßige Beschichtung ermöglicht.
Auswahlkriterien für Pulvergeräte umfassen:
Kompatibilität: Passend für die spezifischen Anforderungen der Anwendung.
Flexibilität: Anpassungsfähigkeit an unterschiedliche Werkstückgrößen und -formen.
Effizienz: Hohe Materialausnutzung und minimierter Pulververbrauch.
Automatische Pulverbeschichtungsanlagen
Automatische Pulverbeschichtungsanlagen bieten zahlreiche Vorteile, insbesondere in Bezug auf Effizienz und Konsistenz. Sie sind ideal für Großserienproduktionen und tragen zur Senkung der Betriebskosten bei.
Vorteile der Automatisierung:
Erhöhte Produktivität: Automatische Systeme können kontinuierlich arbeiten und so die Produktionskapazität erheblich steigern.
Gleichbleibende Qualität: Minimierung von Fehlern und Variabilität durch präzise Steuerung der Beschichtungsparameter.
Kostenersparnis: Reduzierung der Arbeitskosten und des Materialverbrauchs durch optimierte Prozesse.
Komponenten und Funktionsweise:
Fördersysteme: Transportieren Werkstücke automatisch durch den Beschichtungsprozess.
Automatische Sprühpistolen: Verteilen das Pulver gleichmäßig auf den Werkstücken.
Integrierte Steuerungssysteme: Überwachen und steuern alle Aspekte des Beschichtungsprozesses, einschließlich Temperatur, Sprühzeit und Pulvermenge.
Ersatzteile für Pulverbeschichtungsanlagen
Ersatzteile sind entscheidend für die Wartung und Langlebigkeit von Pulverbeschichtungsanlagen. Regelmäßige Wartung und der rechtzeitige Austausch von Verschleißteilen sind unerlässlich, um Ausfallzeiten zu minimieren und die Effizienz der Anlagen aufrechtzuerhalten.
Wichtige Ersatzteile und ihre Funktionen:
Sprühdüsen: Stellen die gleichmäßige Verteilung des Pulvers sicher.
Filter: Entfernen überschüssige Pulverpartikel aus der Kabinenluft.
Förderbänder: Transportieren die Werkstücke durch den Beschichtungsprozess.
Wartung und Instandhaltung:
Regelmäßige Inspektionen: Identifizieren potenzielle Probleme frühzeitig und ermöglichen rechtzeitige Reparaturen.
Ersatzteilmanagement: Sicherstellung der Verfügbarkeit von Ersatzteilen zur Minimierung von Ausfallzeiten.
Zukunft der Pulverbeschichtungstechnologie
Pulverfördersystem
Die Pulverbeschichtungstechnologie entwickelt sich kontinuierlich weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Zu den wichtigsten Trends und Entwicklungen gehören:
Nachhaltigkeit: Einsatz umweltfreundlicher Materialien und Verfahren zur Reduzierung des ökologischen Fußabdrucks.
Fortschrittliche Materialien: Entwicklung neuer Pulverformeln, die verbesserte Eigenschaften wie Korrosionsbeständigkeit und UV-Stabilität bieten.
Digitalisierung: Integration von IoT und datenbasierten Lösungen zur Optimierung des Beschichtungsprozesses und zur Verbesserung der Qualitätssicherung.
Fazit
Pulverbeschichtungsanlagen und ihre Komponenten sind ein wesentlicher Bestandteil moderner Produktionsprozesse. Sie bieten eine umweltfreundliche, effiziente und langlebige Lösung für die Oberflächenveredelung. Durch die ständige Weiterentwicklung der Technologie und den Einsatz von Automatisierung können Unternehmen ihre Effizienz steigern und gleichzeitig die Qualität ihrer Produkte sicherstellen.
Ich hoffe, dieser umfassende Überblick über Pulverbeschichtungsanlagen und verwandte Komponenten ist hilfreich. Wenn Sie weitere Informationen oder spezifische Details zu einem bestimmten Abschnitt wünschen, lassen Sie es mich bitte wissen!
Wie lange hält Pulverbeschichtung?
Aktuelle Entwicklungen und Innovationen
Die Haltbarkeit einer Pulverbeschichtung kann je nach Anwendung, Umgebung und Qualität der Beschichtung stark variieren. Hier sind einige Faktoren, die die Lebensdauer einer Pulverbeschichtung beeinflussen können:
Faktoren, die die Haltbarkeit beeinflussen:
Qualität des Pulvers:
Pulverformulierung: Hochwertige Pulverlacke bieten in der Regel eine längere Haltbarkeit und bessere Widerstandsfähigkeit gegen Umwelteinflüsse.
UV-Stabilität: Speziell formulierte Pulverlacke mit UV-Schutz verlängern die Lebensdauer bei Anwendungen im Freien.
Vorbereitung der Oberfläche:
Reinigung: Eine gründliche Reinigung der Oberfläche vor der Beschichtung ist entscheidend, um eine gute Haftung des Pulvers zu gewährleisten.
Vorbehandlung: Verfahren wie das Phosphatieren oder Sandstrahlen verbessern die Haftung und Korrosionsbeständigkeit.
Bedingungen der Anwendung:
Innen- vs. Außenanwendung: Pulverbeschichtungen im Innenbereich können Jahrzehnte halten, während Beschichtungen im Außenbereich stärker durch UV-Strahlung, Feuchtigkeit und Temperaturschwankungen beansprucht werden.
Mechanische Belastung: Starke mechanische Belastungen oder Abnutzung können die Lebensdauer der Beschichtung verkürzen.
Betriebsumgebung:
Korrosive Umgebungen: In Industriegebieten oder maritimen Umgebungen kann die Lebensdauer aufgrund der erhöhten Korrosionsgefahr kürzer sein.
Witterungseinflüsse: Regionen mit extremen Wetterbedingungen können die Lebensdauer der Pulverbeschichtung verkürzen.
Beschichtungsdicke:
Eine angemessene Schichtdicke ist wichtig, um eine gleichmäßige Abdeckung und ausreichenden Schutz zu gewährleisten.
Typische Lebensdauer
Innenanwendungen: Pulverbeschichtungen, die in Innenbereichen aufgebracht werden, können oft 15-20 Jahre oder länger halten, da sie weniger extremen Bedingungen ausgesetzt sind.
Außenanwendungen: Bei Außenanwendungen hängt die Lebensdauer stark von den Umweltbedingungen ab, kann jedoch typischerweise zwischen 5 und 10 Jahren liegen. Hochwertige Pulverbeschichtungen, die speziell für den Außenbereich entwickelt wurden, können bis zu 15 Jahre oder länger halten, wenn sie regelmäßig gewartet werden.
Industrieanwendungen: In industriellen Anwendungen, die häufig aggressiven Chemikalien oder starker mechanischer Beanspruchung ausgesetzt sind, kann die Lebensdauer kürzer sein und erfordert häufigere Inspektionen und Wartungen.
Verlängerung der Haltbarkeit
Um die Lebensdauer der Pulverbeschichtung zu maximieren, sind folgende Maßnahmen empfehlenswert:
Regelmäßige Inspektion und Wartung: Frühe Erkennung von Schäden und rechtzeitige Reparaturen können die Haltbarkeit erheblich verlängern.
Vermeidung von physikalischen Schäden: Sorgfältiger Umgang mit beschichteten Oberflächen reduziert das Risiko von Kratzern und Abplatzungen.
Schutz vor chemischen Einflüssen: Vermeidung von Kontakt mit aggressiven Chemikalien und Reinigungsmitteln, die die Beschichtung angreifen könnten.
Fazit
Die Pulverbeschichtung ist eine langlebige und widerstandsfähige Methode zur Oberflächenveredelung, die bei richtiger Anwendung und Wartung viele Jahre halten kann. Die tatsächliche Lebensdauer hängt jedoch von zahlreichen Faktoren ab, einschließlich der Qualität des Pulvers, der Vorbereitung der Oberfläche und den Umgebungsbedingungen, denen die beschichteten Teile ausgesetzt sind.
Wartungstipps für Anlagen
Pulverpistole
Um die Langlebigkeit und Effizienz von Pulverbeschichtungsanlagen zu gewährleisten, ist eine regelmäßige Wartung entscheidend. Hier sind einige Wartungstipps, die Ihnen helfen, die Leistung Ihrer Anlagen zu maximieren und Ausfallzeiten zu minimieren:
1. Allgemeine Inspektion
Regelmäßige Überprüfungen: Führen Sie wöchentliche oder monatliche Inspektionen der gesamten Anlage durch, um sicherzustellen, dass alle Komponenten ordnungsgemäß funktionieren.
Sichtprüfung: Überprüfen Sie auf sichtbare Abnutzung, Schäden oder lose Teile, die die Funktion beeinträchtigen könnten.
2. Pulverkabinen
Filterwartung:
Reinigung oder Austausch: Reinigen oder ersetzen Sie die Filter regelmäßig, um eine effiziente Luftführung und Partikelabscheidung zu gewährleisten.
Filtertypen beachten: Verwenden Sie immer die vom Hersteller empfohlenen Filtertypen.
Kabinenreinigung:
Regelmäßige Reinigung: Halten Sie die Kabinenwände und -böden sauber, um Ansammlungen von überschüssigem Pulver zu vermeiden.
Staubabsaugung: Stellen Sie sicher, dass die Absauganlage regelmäßig geleert und gewartet wird, um eine optimale Funktion zu gewährleisten.
3. Einbrennöfen
Temperaturüberwachung:
Regelmäßige Kalibrierung: Überprüfen Sie regelmäßig die Kalibrierung der Temperatursteuerung, um eine gleichbleibende Beschichtungsqualität sicherzustellen.
Thermoelemente prüfen: Überprüfen Sie die Thermoelemente auf Genauigkeit und Funktionstüchtigkeit.
Ofenreinigung:
Innenreinigung: Entfernen Sie regelmäßig Rückstände und Ablagerungen im Inneren des Ofens, um die Effizienz zu erhalten.
Dichtungen überprüfen: Überprüfen Sie die Dichtungen an Türen und Durchgängen auf Abnutzung und tauschen Sie sie bei Bedarf aus.
4. Pulvergeräte
Sprühpistolenwartung:
Düsenreinigung: Reinigen Sie die Düsen regelmäßig, um Verstopfungen und ungleichmäßige Sprühmuster zu vermeiden.
Ersatzteile prüfen: Halten Sie Ersatzdüsen und andere Verschleißteile bereit, um Ausfallzeiten zu minimieren.
Pulverförderer:
Reinigungsintervalle: Reinigen Sie die Pulverförderer, um Blockaden zu verhindern und eine gleichmäßige Pulverzufuhr zu gewährleisten.
Antriebssysteme warten: Überprüfen Sie regelmäßig die Antriebe und Lager auf Verschleiß und tauschen Sie sie bei Bedarf aus.
5. Fördersysteme
Kettenspannung und Schmierung:
Spannung überprüfen: Kontrollieren Sie die Spannung der Förderketten und passen Sie sie bei Bedarf an, um einen reibungslosen Betrieb zu gewährleisten.
Schmierung: Schmieren Sie alle beweglichen Teile regelmäßig, um Verschleiß zu minimieren.
Lagerwartung:
Überprüfung der Lager: Überprüfen Sie die Lager auf Abnutzung und tauschen Sie sie bei Bedarf aus.
Schmiermittel verwenden: Verwenden Sie die vom Hersteller empfohlenen Schmiermittel, um die Lebensdauer der Lager zu verlängern.
6. Automatisierte Systeme
Steuerungssysteme:
Software-Updates: Halten Sie die Software der Steuerungssysteme auf dem neuesten Stand, um Effizienz und Sicherheit zu gewährleisten.
Fehlerprotokollierung: Überwachen Sie Fehlerprotokolle, um potenzielle Probleme frühzeitig zu erkennen.
Sensoren und Aktoren:
Funktionsprüfung: Überprüfen Sie regelmäßig die Sensoren und Aktoren auf ihre Funktionsfähigkeit und ersetzen Sie defekte Teile.
Kalibrierung: Führen Sie regelmäßige Kalibrierungen durch, um die Genauigkeit der automatisierten Systeme zu gewährleisten.
7. Ersatzteile und Lagerhaltung
Ersatzteilmanagement:
Bestandskontrolle: Führen Sie eine genaue Bestandskontrolle der Ersatzteile, um Ausfallzeiten durch fehlende Teile zu vermeiden.
Qualität der Ersatzteile: Verwenden Sie stets hochwertige Originalersatzteile, um die Funktionalität der Anlagen zu gewährleisten.
8. Schulung des Personals
Regelmäßige Schulungen: Schulen Sie Ihr Personal regelmäßig in der Bedienung und Wartung der Anlagen, um Bedienfehler zu vermeiden und die Sicherheit zu erhöhen.
Notfallverfahren: Stellen Sie sicher, dass alle Mitarbeiter mit den Notfallverfahren vertraut sind, um im Falle eines Ausfalls schnell reagieren zu können.
9. Dokumentation
Wartungsprotokolle: Führen Sie detaillierte Wartungsprotokolle, um den Wartungsverlauf und alle durchgeführten Arbeiten zu dokumentieren.
Checklisten verwenden: Nutzen Sie Wartungschecklisten, um sicherzustellen, dass alle erforderlichen Maßnahmen regelmäßig durchgeführt werden.
Fazit
Durch die Einhaltung dieser Wartungstipps können Sie die Effizienz und Lebensdauer Ihrer Pulverbeschichtungsanlagen maximieren. Eine gut gewartete Anlage führt zu einer höheren Produktqualität, weniger Ausfallzeiten und einer längeren Lebensdauer der Geräte. Regelmäßige Wartung ist eine Investition, die sich durch verbesserte Leistung und geringere Betriebskosten auszahlt.
Automatisierungsoptionen
Automatische Pulverbeschichtungsanlage
Automatisierungsoptionen in der Pulverbeschichtung bieten zahlreiche Vorteile, darunter erhöhte Effizienz, gleichbleibende Qualität und reduzierte Betriebskosten. Im Folgenden werden verschiedene Automatisierungsoptionen erläutert, die in modernen Pulverbeschichtungsanlagen eingesetzt werden können:
1. Automatische Sprühsysteme
Automatische Sprühsysteme sind eine wesentliche Komponente für die Automatisierung der Pulverbeschichtung und bieten präzise und gleichmäßige Beschichtungen. Sie bestehen aus mehreren automatisierten Sprühpistolen, die auf robotergesteuerten Armen montiert sind.
Robotergestützte Sprühpistolen: Diese Pistolen sind an Roboterarmen befestigt, die programmierbar sind, um komplexe Bewegungsmuster auszuführen und die Sprühwinkel für unterschiedliche Werkstückgeometrien zu optimieren.
Pulvermengensteuerung: Automatisierte Systeme ermöglichen die genaue Steuerung der Pulvermengen, was zu einer gleichmäßigen Schichtdicke und weniger Abfall führt.
Adaptive Technologie: Moderne Systeme nutzen Sensoren, um die Werkstückgeometrie in Echtzeit zu erfassen und die Sprühmuster entsprechend anzupassen.
2. Fördersysteme
Automatisierte Fördersysteme transportieren die Werkstücke durch die verschiedenen Phasen des Beschichtungsprozesses und tragen dazu bei, den Durchsatz zu erhöhen.
Overhead-Fördersysteme: Diese Systeme transportieren die Teile über Kopf durch die Kabinen und Öfen, was den Bodenraum frei hält und die Effizienz erhöht.
Ketten- und Schienensysteme: Förderbänder und Schienensysteme bieten Flexibilität bei der Gestaltung der Produktionslinie und können an unterschiedliche Anforderungen angepasst werden.
Variable Geschwindigkeit: Einige Fördersysteme ermöglichen die Anpassung der Geschwindigkeit je nach Werkstückgröße und Prozessanforderungen.
3. Einbrennöfen mit Automatisierung
Einbrennöfen können durch Automatisierung effizienter und präziser arbeiten, was die Qualität der Beschichtung verbessert.
Automatisierte Temperaturregelung: Intelligente Steuerungssysteme passen die Ofentemperatur in Echtzeit an, um die optimale Aushärtung der Pulverbeschichtung zu gewährleisten.
Zeitschaltuhren und Sensoren: Integrierte Timer und Sensoren helfen dabei, den Aushärtungsprozess genau zu überwachen und die Energieeffizienz zu maximieren.
Automatische Türsteuerung: Automatische Türen öffnen und schließen sich synchron mit dem Ein- und Ausgang der Werkstücke, um den Wärmeverlust zu minimieren.
4. Qualitätskontrollsysteme
Automatisierte Qualitätskontrollsysteme sorgen dafür, dass die Beschichtungen den festgelegten Standards entsprechen und verringern den Bedarf an manueller Inspektion.
Visuelle Inspektionssysteme: Kameras und Bildverarbeitungstechnologien prüfen die Beschichtungsqualität und identifizieren sofort Fehler oder Unregelmäßigkeiten.
Schichtdickenmessung: Berührungslose Messsysteme können die Dicke der Pulverbeschichtung präzise messen und Daten zur weiteren Analyse bereitstellen.
Echtzeit-Datenanalyse: Datenerfassungs- und Analysesysteme ermöglichen die Überwachung des gesamten Prozesses und helfen bei der Identifizierung von Optimierungspotenzialen.
5. Software-Integration
Softwarelösungen spielen eine entscheidende Rolle bei der Automatisierung, indem sie verschiedene Systeme integrieren und den Betrieb effizienter gestalten.
Leitsysteme (SCADA): Supervisory Control and Data Acquisition (SCADA) Systeme bieten eine zentrale Steuerung und Überwachung aller Anlagenkomponenten.
IoT-Integration: Internet of Things (IoT) Technologien ermöglichen die Vernetzung der Geräte und die Fernüberwachung sowie -steuerung der Prozesse.
Produktionsmanagement-Software: Diese Softwarelösungen helfen bei der Planung und Verwaltung von Produktionsabläufen, indem sie Daten aus verschiedenen Quellen konsolidieren.
6. Automatisierte Farbwechsel
Für Betriebe, die häufige Farbwechsel durchführen müssen, bieten automatisierte Farbwechselsysteme erhebliche Vorteile.
Schneller Farbwechsel: Automatisierte Systeme reduzieren die Zeit, die für den Farbwechsel benötigt wird, was die Produktionsausfallzeiten minimiert.
Minimierung von Pulverabfall: Durch den Einsatz von selbstreinigenden Sprühpistolen und Kabinen wird der Pulververbrauch optimiert.
7. Wartungsautomatisierung
Auch die Wartung von Anlagen kann automatisiert werden, um die Betriebszeiten zu maximieren und unvorhergesehene Ausfälle zu reduzieren.
Vorausschauende Wartung: Sensoren überwachen den Zustand der Anlagenkomponenten in Echtzeit und prognostizieren Wartungsbedarf, bevor Probleme auftreten.
Automatisierte Fehlerdiagnose: Diagnose-Tools identifizieren Probleme und bieten Lösungsvorschläge, die die Wartungseffizienz erhöhen.
Vorteile der Automatisierung in der Pulverbeschichtung
Erhöhte Produktivität: Automatisierte Systeme ermöglichen eine höhere Produktionsrate bei gleichzeitig konsistenter Qualität.
Geringere Betriebskosten: Durch die Optimierung des Materialverbrauchs und die Reduzierung des Arbeitsaufwands senken Automatisierungssysteme die Betriebskosten.
Verbesserte Qualität: Gleichbleibende Beschichtungsqualität und reduzierte Fehlerraten durch präzise Steuerung und Überwachung.
Umweltfreundlichkeit: Automatisierung reduziert den Pulverabfall und verbessert die Energieeffizienz der Anlagen.
Fazit
Automatisierungsoptionen in der Pulverbeschichtung bieten eine Vielzahl von Vorteilen und sind entscheidend für die Steigerung der Effizienz und Qualität in der Produktion. Die Integration von Robotik, fortschrittlicher Software und intelligenter Steuerung ermöglicht es Unternehmen, wettbewerbsfähig zu bleiben und gleichzeitig die Umweltbelastung zu reduzieren. Die Entscheidung für die richtige Kombination von Automatisierungstechnologien hängt von den spezifischen Anforderungen und Zielen des Unternehmens ab.
Automatisierungsvorteile
Die Stahlkabine für Pulverbeschichtung
Automatisierung in der Pulverbeschichtungsindustrie bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion steigern können. Hier sind die wichtigsten Vorteile der Automatisierung erklärt:
1. Erhöhte Effizienz
Höhere Produktionsraten: Automatisierte Systeme können kontinuierlich ohne Unterbrechungen arbeiten, was zu höheren Durchsatzraten führt. Dies bedeutet, dass mehr Teile in kürzerer Zeit beschichtet werden können, was die Gesamtproduktivität steigert.
Schnellere Zykluszeiten: Automatisierung reduziert die Bearbeitungszeit pro Werkstück erheblich, da Maschinen schneller und präziser arbeiten können als Menschen.
Minimierte Stillstandszeiten: Automatisierte Wartung und vorausschauende Diagnose minimieren ungeplante Ausfallzeiten, was die Verfügbarkeit der Anlage erhöht.
2. Gleichbleibende Qualität
Präzise Beschichtungsanwendung: Automatisierte Sprühsysteme sorgen für eine gleichmäßige Schichtdicke und reduzieren menschliche Fehler, die zu Qualitätsabweichungen führen können.
Wiederholgenauigkeit: Automatisierte Systeme wiederholen dieselben Bewegungen und Prozesse mit hoher Genauigkeit, was zu konsistenter Produktqualität führt, unabhängig von der Produktionsmenge.
Echtzeit-Qualitätskontrolle: Durch den Einsatz von Sensoren und Kameras können automatisierte Systeme kontinuierlich die Qualität der Beschichtung überwachen und sofort Anpassungen vornehmen.
3. Reduzierte Betriebskosten
Materialeinsparungen: Automatisierung optimiert den Einsatz von Pulvermaterialien, wodurch Abfall reduziert und die Materialnutzung verbessert wird.
Geringere Arbeitskosten: Der Bedarf an manueller Arbeit wird verringert, was die Personalkosten senkt. Mitarbeiter können in anderen Bereichen eingesetzt werden, wo menschliches Urteilsvermögen und Kreativität erforderlich sind.
Energieeffizienz: Automatisierte Systeme sind oft energieeffizienter, da sie optimierte Prozesse und Technologien verwenden, um den Energieverbrauch zu minimieren.
4. Verbesserte Sicherheit
Reduzierte Exposition gegenüber Gefahrenstoffen: Automatisierung minimiert den direkten Kontakt der Mitarbeiter mit potenziell gefährlichen Chemikalien und Pulvern, was das Risiko von Gesundheitsproblemen reduziert.
Sicherheitsüberwachung: Automatisierte Anlagen sind häufig mit Sicherheitssensoren ausgestattet, die Unfälle verhindern und im Notfall schnelle Reaktionen ermöglichen.
Ergonomische Vorteile: Mitarbeiter müssen weniger körperlich anspruchsvolle Aufgaben erledigen, was das Risiko von arbeitsbedingten Verletzungen verringert.
5. Flexibilität und Anpassungsfähigkeit
Schnelle Anpassung an Produktänderungen: Automatisierte Systeme können schnell neu programmiert werden, um auf Änderungen im Produktdesign oder der Produktion umzustellen, was die Flexibilität erhöht.
Einfache Integration neuer Technologien: Durch modulare Designs können neue Technologien oder Prozesse problemlos in bestehende Systeme integriert werden.
Vielfältige Anwendungsmöglichkeiten: Automatisierung kann an eine Vielzahl von Werkstückgrößen, -formen und -materialien angepasst werden, was die Vielseitigkeit der Produktion erhöht.
6. Nachhaltigkeit und Umweltfreundlichkeit
Reduzierung von Abfall und Emissionen: Automatisierte Systeme optimieren den Materialverbrauch und reduzieren den Überspray, was zu weniger Abfall und geringeren Emissionen führt.
Ressourceneffizienz: Durch die optimale Nutzung von Energie und Materialien tragen automatisierte Systeme zu nachhaltigeren Produktionsprozessen bei.
Verbesserte Umweltbilanz: Unternehmen können ihre Umweltziele leichter erreichen und ihre ökologische Verantwortung wahrnehmen.
7. Daten- und Prozessoptimierung
Datengesteuerte Entscheidungsfindung: Automatisierte Systeme sammeln kontinuierlich Daten, die zur Analyse und Optimierung der Produktionsprozesse verwendet werden können.
Prozessoptimierung durch IoT: Internet of Things (IoT) Technologien ermöglichen die Echtzeitüberwachung und -steuerung von Prozessen, was die Effizienz und Transparenz erhöht.
Vorausschauende Wartung: Durch die Analyse von Maschinendaten können Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Ausfällen führen.
Fazit
Die Automatisierung in der Pulverbeschichtung bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion erheblich steigern. Durch den Einsatz modernster Technologien können Unternehmen ihre Betriebskosten senken, die Produktsicherheit erhöhen und gleichzeitig ihre Umweltbilanz verbessern. Die Investition in Automatisierungslösungen zahlt sich langfristig durch höhere Produktivität, verbesserte Qualität und größere Flexibilität aus. Unternehmen, die Automatisierungstechnologien integrieren, positionieren sich besser im Wettbewerb und sind in der Lage, schneller auf Marktveränderungen zu reagieren.
Beispiele für Automatisierung
Hubgerät für Pulverbeschichtung
Hier sind einige konkrete Beispiele für Automatisierung in der Pulverbeschichtungsindustrie, die verdeutlichen, wie moderne Technologien den Beschichtungsprozess optimieren und verbessern können:
1. Robotergesteuerte Sprühapplikationen
Automatisierte Spritzroboter: Diese Roboterarme sind mit elektrostatischen Sprühpistolen ausgestattet und können komplexe Bewegungsmuster programmieren, um Teile unterschiedlicher Formen und Größen effizient zu beschichten. Durch die Robotersteuerung wird eine gleichmäßige Schichtdicke erreicht, und es gibt weniger Overspray.Beispiel: In der Automobilindustrie werden Karosserieteile oft mit robotergestützten Sprühsystemen beschichtet, um eine gleichmäßige und hochwertige Oberfläche zu gewährleisten. Ein Unternehmen wie ABB Robotics bietet Lösungen, die auf die spezifischen Anforderungen der Automobilindustrie zugeschnitten sind.
2. Automatische Fördersysteme
Overhead-Kettenförderer: Diese Systeme transportieren die Teile durch verschiedene Prozessschritte wie Reinigung, Beschichtung und Aushärtung. Sie ermöglichen einen kontinuierlichen Produktionsfluss und minimieren manuelle Eingriffe.Beispiel: Bei der Herstellung von Metallmöbeln werden Teile oft auf Förderbändern bewegt, die sie durch alle Beschichtungsphasen führen. Unternehmen wie Nordson bieten komplexe Fördersysteme an, die an verschiedene Produktionslayouts angepasst werden können.
3. Automatisierte Farbwechselsysteme
Schnellwechselkabinen: Diese Kabinen sind darauf ausgelegt, den Farbwechselprozess zu beschleunigen. Sie verfügen über automatische Reinigungszyklen und programmierbare Steuerungen, die den Farbwechsel effizienter machen.Beispiel: In der Fahrradindustrie, wo häufig Farbvarianten angeboten werden, nutzen Hersteller automatisierte Systeme, um den Farbwechsel schnell durchzuführen, ohne die Produktion zu verlangsamen. Systeme von Gema Switzerland bieten automatische Farbwechseltechnologien, die in der Branche weit verbreitet sind.
4. Intelligente Einbrennöfen
Automatisierte Temperatur- und Zeitsteuerung: Einbrennöfen sind mit Sensoren ausgestattet, die die Temperatur und den Durchsatz in Echtzeit überwachen und anpassen, um die optimale Aushärtung der Beschichtung zu gewährleisten.Beispiel: In der Elektronikindustrie, wo präzise Temperaturkontrollen entscheidend sind, verwenden Hersteller automatisierte Öfen, um die empfindlichen Komponenten richtig zu behandeln. Unternehmen wie Despatch Industries bieten Öfen an, die auf solche spezifischen Anforderungen abgestimmt sind.
5. Echtzeit-Qualitätskontrollsysteme
Vision-Systeme für die Inspektion: Kameras und Bildverarbeitungstechnologien erfassen die Beschichtungsqualität in Echtzeit, erkennen Fehler und ermöglichen sofortige Korrekturmaßnahmen.Beispiel: In der Luftfahrtindustrie, wo höchste Qualitätsstandards gelten, werden Vision-Systeme eingesetzt, um die Beschichtungen auf Flugzeugteilen zu überprüfen. Anbieter wie Cognex bieten fortschrittliche Bildverarbeitungslösungen an, die in diesen Anwendungen genutzt werden.
6. Datenanalyse und IoT-Integration
IoT-gestützte Prozessüberwachung: Sensoren an verschiedenen Stellen der Produktionslinie sammeln Daten, die zur Optimierung des gesamten Beschichtungsprozesses genutzt werden können. IoT-Plattformen ermöglichen eine zentrale Überwachung und Anpassung der Systeme in Echtzeit.Beispiel: Ein Hersteller von landwirtschaftlichen Maschinen nutzt IoT-Daten, um die Effizienz der Pulverbeschichtungsanlage zu verbessern und Wartungszyklen zu optimieren. Unternehmen wie Siemens bieten umfassende IoT-Lösungen an, die solche Anwendungen unterstützen.
7. Vorausschauende Wartung
Condition Monitoring: Automatisierte Überwachungssysteme analysieren kontinuierlich den Zustand von Anlagenkomponenten und prognostizieren Wartungsbedarf, bevor Ausfälle auftreten.Beispiel: Ein Hersteller von Haushaltsgeräten implementiert vorausschauende Wartung, um die Lebensdauer seiner Beschichtungsanlagen zu verlängern und die Verfügbarkeit zu maximieren. Lösungen von GE Digital bieten solche Condition-Monitoring-Tools an.
8. Automatisierte Reinigungssysteme
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungszyklen, die das Entfernen von Pulverrückständen und die Vorbereitung für den nächsten Durchgang erleichtern.Beispiel: In der Herstellung von Baukomponenten, die unterschiedliche Beschichtungen erfordern, helfen selbstreinigende Systeme, die Wechselzeiten zwischen den verschiedenen Pulverlacken zu verkürzen. Systeme von Wagner bieten effiziente Reinigungsoptionen, die in solchen Anwendungen zum Einsatz kommen.
Fazit
Automatisierung in der Pulverbeschichtungsindustrie bietet vielfältige Möglichkeiten, die Produktion zu optimieren und gleichzeitig die Qualität zu steigern. Durch den Einsatz von robotergesteuerten Sprühsystemen, automatisierten Fördersystemen, intelligenten Einbrennöfen und fortschrittlichen Überwachungs- und Wartungstechnologien können Unternehmen ihre Effizienz erhöhen und ihre Wettbewerbsfähigkeit verbessern. Die Investition in Automatisierungstechnologien ermöglicht es Unternehmen, sich schnell an Marktveränderungen anzupassen und gleichzeitig ihre Produktionskosten zu senken.
Komponenten einer Komplette Pulverbeschichtungsanlage
Pulverbeschichtungsanlage mit Traversen
Eine komplette Pulverbeschichtungsanlage besteht aus mehreren wesentlichen Komponenten, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu gewährleisten. Hier sind die Hauptkomponenten einer solchen Anlage und ihre Funktionen:
1. Vorbehandlungssystem
Oberflächenvorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt, um sicherzustellen, dass die Oberfläche des Werkstücks sauber und bereit für die Beschichtung ist. Die Vorbehandlung verbessert die Haftung der Pulverbeschichtung und erhöht die Korrosionsbeständigkeit.
Reinigungsstationen: Entfernen Öl, Fett, Staub und andere Verunreinigungen von der Oberfläche des Werkstücks.
Phosphatier- oder Chromatierstationen: Bilden eine Schutzschicht, die die Haftung verbessert und die Korrosionsbeständigkeit erhöht.
Spül- und Trocknungsstationen: Stellen sicher, dass das Werkstück frei von chemischen Rückständen und trocken ist, bevor es zur Beschichtung weitergeleitet wird.
2. Pulverkabinen
Automatische Pulverbeschichtungsanlage
Die Pulverkabine ist der Bereich, in dem das Pulver elektrostatisch auf die Werkstücke aufgetragen wird. Sie ist so konzipiert, dass sie eine saubere und kontrollierte Umgebung bietet, um überschüssiges Pulver effizient zurückzugewinnen.
Offene Kabinen: Geeignet für kleinere, manuelle Anwendungen, wo der Bediener direkten Zugang benötigt.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und sind effizienter bei der Kontrolle und Rückgewinnung von Overspray.
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungssysteme, die den Farbwechsel und die Wartung erleichtern.
3. Pulverauftragsgeräte
Automatisierte Pulverbeschichtung
Diese Geräte sind für die eigentliche Anwendung des Pulvers auf die Werkstücke verantwortlich und bestehen aus verschiedenen Komponenten, die den Pulverauftrag optimieren.
Elektrostatische Sprühpistolen: Laden die Pulverpartikel elektrostatisch auf, damit sie gleichmäßig auf der Werkstückoberfläche haften.
Pulverförderer: Transportieren das Pulver von den Vorratsbehältern zur Sprühpistole und sorgen für eine gleichmäßige Pulverzufuhr.
Steuerungseinheiten: Erlauben die Anpassung der Auftragsparameter wie Spannung, Pulverfluss und Sprühzeit.
4. Fördersysteme
Fördersysteme
Fördersysteme transportieren die Werkstücke durch die verschiedenen Stationen der Beschichtungsanlage, von der Vorbehandlung bis zur Aushärtung.
Kettenförderer: Bieten kontinuierliche Bewegung und sind ideal für die Massenproduktion.
Schienen- und Rollensysteme: Ermöglichen Flexibilität bei der Anordnung der Produktionslinie.
Pufferzonen: Bereiche, in denen Werkstücke zwischengelagert werden können, um den Produktionsfluss zu optimieren.
5. Einbrennöfen
Pulverofen
Einbrennöfen sind entscheidend für die Aushärtung der Pulverbeschichtung, da sie die erforderliche Wärme bereitstellen, um das Pulver zu schmelzen und eine dauerhafte Oberfläche zu schaffen.
Chargenöfen: Ideal für kleinere Produktionen mit variablen Chargengrößen; sie bieten Flexibilität und können verschiedene Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien mit hohen Durchsatzraten. Teile werden auf einem Förderband durch den Ofen transportiert.
Konvektions- und Infrarotöfen: Verschiedene Technologien bieten spezifische Vorteile in Bezug auf Aufheizgeschwindigkeit und Energieeffizienz.
6. Rückgewinnungs- und Recycling-Systeme
Zyklonrückgewinnung
Diese Systeme sind darauf ausgelegt, überschüssiges Pulver aufzufangen und wiederzuverwenden, um Abfall zu minimieren und die Effizienz zu maximieren.
Zyklonabscheider: Trennen überschüssiges Pulver aus der Luft und führen es zurück in den Beschichtungsprozess.
Filtersysteme: Entfernen Feinstaub aus der Luft und stellen sicher, dass nur saubere Luft in die Umgebung abgegeben wird.
Siebsysteme: Stellen sicher, dass nur qualitativ hochwertiges Pulver erneut verwendet wird, indem sie Verunreinigungen entfernen.
7. Steuerungs- und Überwachungssysteme
Moderne Steuerungssysteme ermöglichen die Überwachung und Anpassung aller Aspekte des Beschichtungsprozesses in Echtzeit.
Prozessleitsysteme (PLS): Überwachen und steuern den gesamten Produktionsablauf und bieten Echtzeit-Daten zur Optimierung der Prozesse.
Benutzeroberflächen: Intuitive Bedienpanels ermöglichen eine einfache Steuerung und Anpassung der Systemeinstellungen.
Datenanalyse-Tools: Erfassen und analysieren Daten zur Prozessoptimierung und Fehlererkennung.
8. Kühlzonen
Nach dem Aushärtungsprozess müssen die Werkstücke auf Raumtemperatur abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden können.
Luftkühlungssysteme: Nutzen Luftzirkulation, um die Werkstücke effizient abzukühlen.
Wasserkühlungssysteme: In speziellen Anwendungen, wo schnelle Abkühlung erforderlich ist, können Wasserkühlungssysteme eingesetzt werden.
9. Materialhandling-Systeme
Diese Systeme unterstützen das Be- und Entladen von Werkstücken und die Bewegung innerhalb der Anlage.
Robotiksysteme: Automatisierte Roboterarme, die Werkstücke präzise positionieren und handhaben.
Hubsysteme: Unterstützen beim Transport schwerer Werkstücke innerhalb der Anlage.
10. Wartungseinrichtungen
Regelmäßige Wartung ist entscheidend, um die Effizienz und Lebensdauer der Anlage zu gewährleisten.
Integrierte Wartungstools: Sensoren und Software zur vorausschauenden Wartung, die den Zustand der Anlage überwachen und Wartungsbedarf identifizieren.
Zugängliche Wartungsbereiche: Einfache Zugänglichkeit für regelmäßige Inspektionen und Reparaturen.
Fazit
Eine komplette Pulverbeschichtungsanlage besteht aus vielen Komponenten, die zusammenarbeiten, um eine effiziente, qualitativ hochwertige und umweltfreundliche Beschichtung zu gewährleisten. Jede Komponente spielt eine entscheidende Rolle im Beschichtungsprozess, von der Vorbereitung der Werkstücke bis zur Aushärtung der Beschichtung. Die Wahl der richtigen Technologien und die Integration von Automatisierungslösungen können den Betrieb optimieren und die Produktionsziele eines Unternehmens effektiv unterstützen.
Anlagengröße
Pulverauftragskammer
Die Größe von Pulverbeschichtungsanlagen kann je nach den spezifischen Anforderungen eines Unternehmens stark variieren. Die Anlagengröße hängt von mehreren Faktoren ab, darunter die Art und Größe der zu beschichtenden Werkstücke, das Produktionsvolumen und die verfügbaren räumlichen Gegebenheiten. Hier sind einige wichtige Überlegungen und Optionen zur Variation der Anlagengröße:
Faktoren, die die Anlagengröße beeinflussen
Art der zu beschichtenden Werkstücke
Kleinere Teile: Bei der Beschichtung von kleineren Teilen, wie z. B. Elektrokomponenten oder kleinen Metallteilen, können kompaktere Anlagen eingesetzt werden.
Große Werkstücke: Für größere Teile, wie Automobilkarosserien oder große Maschinenteile, sind größere Anlagen mit geräumigen Kabinen und Öfen erforderlich.
Produktionsvolumen
Kleinserienproduktion: Unternehmen, die kleinere Produktionsvolumen handhaben, können mit einfacheren und kleineren Anlagen auskommen.
Massenproduktion: Für hohe Produktionsvolumen sind größere und komplexere Anlagen notwendig, die einen kontinuierlichen Betrieb ermöglichen.
Verfügbare Fläche
Kompakte Lösungen: In begrenzten Räumlichkeiten können platzsparende Designs und integrierte Systeme genutzt werden, um den verfügbaren Platz optimal zu nutzen.
Großflächige Anlagen: In größeren Einrichtungen kann eine weitläufige Anordnung von Vorbehandlung, Beschichtung und Aushärtung erfolgen, um einen reibungslosen Produktionsablauf zu gewährleisten.
Prozessanforderungen
Vielseitigkeit: Anlagen, die verschiedene Beschichtungsarten und Materialien verarbeiten müssen, erfordern möglicherweise eine modulare Struktur, die Anpassungen erlaubt.
Spezialanforderungen: Bestimmte Anwendungen, wie z. B. die Beschichtung von hitzeempfindlichen Materialien, erfordern spezifische Anpassungen der Anlagengröße und -konfiguration.
Optionen zur Variation der Anlagengröße
1. Modulare Anlagen
Modulare Anlagen sind flexibel und können an unterschiedliche Produktionsanforderungen angepasst werden. Sie bestehen aus separaten Modulen, die nach Bedarf hinzugefügt oder entfernt werden können.
Vorteile:
Flexibilität: Einfaches Anpassen und Erweitern der Anlage, um auf wechselnde Produktionsanforderungen zu reagieren.
Kosteneffizienz: Investitionen können nach und nach getätigt werden, indem nur die notwendigen Module erworben werden.
Einfache Wartung: Einzelne Module können leicht gewartet oder ausgetauscht werden, ohne den gesamten Betrieb zu unterbrechen.
Beispiele:
Modulare Kabinen: Erlauben die Anpassung der Kabinengröße je nach Werkstückgröße.
Erweiterbare Fördersysteme: Zusätzliche Förderstrecken können hinzugefügt werden, um den Produktionsfluss zu erweitern.
2. Kompakte Anlagen
Kompakte Anlagen sind ideal für Unternehmen mit begrenztem Platzangebot oder für kleinere Produktionsvolumen.
Vorteile:
Platzsparend: Effektive Nutzung des verfügbaren Raums.
Geringere Investitionskosten: Reduzierte Anfangsinvestitionen durch den kleineren Maßstab der Anlage.
Schnellere Installation: Einfachere und schnellere Implementierung.
Beispiele:
Mini-Kabinen: Kleinere Beschichtungskabinen für spezialisierte Anwendungen.
Integrierte Systeme: Anlagen, die Vorbehandlung, Beschichtung und Aushärtung in einem kompakten Layout vereinen.
3. Großflächige Anlagen
Für Unternehmen mit hohen Produktionsanforderungen oder großen Werkstücken sind großflächige Anlagen notwendig.
Vorteile:
Hohe Kapazität: Eignen sich für die Massenproduktion und den gleichzeitigen Betrieb mehrerer Linien.
Vielseitigkeit: Möglichkeit, mehrere Prozesse gleichzeitig durchzuführen.
Effizienz: Optimierte Produktionsabläufe durch die großzügige Gestaltung der Anlage.
Beispiele:
Mehrere Kabinen und Öfen: Separate Bereiche für unterschiedliche Farben oder Materialien.
Erweiterte Fördersysteme: Lange Förderstrecken für den Transport großer oder zahlreicher Teile.
Planungsüberlegungen bei der Anlagengrößenauswahl
Zukunftsprognosen
Marktentwicklung: Berücksichtigen Sie mögliche Expansionen oder Veränderungen in der Nachfrage.
Technologische Fortschritte: Planen Sie für zukünftige Anpassungen oder Upgrades der Anlage.
Kostenüberlegungen
Anfangsinvestition vs. Betriebskosten: Wägen Sie die Anfangsinvestitionen gegen die langfristigen Betriebskosten ab.
Finanzielle Flexibilität: Planen Sie die Finanzierung der Anlage im Einklang mit den finanziellen Möglichkeiten und Zielen des Unternehmens.
Integration und Kompatibilität
Bestehende Infrastruktur: Überprüfen Sie die Kompatibilität der neuen Anlage mit bestehenden Systemen und Einrichtungen.
Erweiterungsmöglichkeiten: Planen Sie die Integration zukünftiger Erweiterungen oder Module.
Umwelt- und Sicherheitsstandards
Regulierungen: Stellen Sie sicher, dass die Anlage alle relevanten Umwelt- und Sicherheitsstandards erfüllt.
Nachhaltigkeit: Berücksichtigen Sie umweltfreundliche Technologien und Praktiken bei der Planung und dem Betrieb der Anlage.
Fazit
Die Größe einer Pulverbeschichtungsanlage kann an die spezifischen Bedürfnisse und Anforderungen eines Unternehmens angepasst werden. Durch die Auswahl der richtigen Anlagengröße und -konfiguration können Unternehmen ihre Produktionsziele effizient erreichen, die Qualität ihrer Produkte verbessern und die Betriebskosten optimieren. Ob modular, kompakt oder großflächig, jede Anlagengröße hat ihre eigenen Vorteile und Herausforderungen, die sorgfältig abgewogen werden müssen, um die besten Ergebnisse zu erzielen.
Benötigte Mitarbeiterzahl
Beschichtungseinheit
Die Anzahl der benötigten Mitarbeiter für den Betrieb einer Pulverbeschichtungsanlage hängt von mehreren Faktoren ab, darunter die Größe und Automatisierung der Anlage, das Produktionsvolumen, die Art der zu beschichtenden Werkstücke und die spezifischen betrieblichen Anforderungen. Hier sind einige Überlegungen, um die optimale Mitarbeiterzahl für den Betrieb einer Pulverbeschichtungsanlage zu bestimmen:
1. Faktoren, die die Mitarbeiterzahl beeinflussen
a. Größe der Anlage
Kleine Anlagen:
Typischerweise weniger Mitarbeiter erforderlich.
Häufig eine Mischung aus manuellen und halbautomatisierten Prozessen.
Große Anlagen:
Mehr Mitarbeiter erforderlich, insbesondere bei einer hohen Produktionskapazität.
Automatisierte Systeme können jedoch den Bedarf an Personal verringern.
b. Automatisierungsgrad
Hochautomatisierte Anlagen:
Reduzierter Bedarf an manueller Arbeit.
Erfordern jedoch technisches Personal für die Überwachung, Wartung und Programmierung der Anlagen.
Manuelle oder halbautomatisierte Anlagen:
Höherer Personalbedarf für die Bedienung und Überwachung der Anlagen.
c. Produktionsvolumen
Niedriges Produktionsvolumen:
Geringerer Personalbedarf.
Mehr Flexibilität bei der Planung von Schichten.
Hohes Produktionsvolumen:
Mehr Mitarbeiter erforderlich, um den Produktionsfluss aufrechtzuerhalten.
Möglicherweise mehrere Schichten zur Maximierung der Betriebszeit.
d. Werkstücktypen
Komplexe oder große Werkstücke:
Erfordern möglicherweise mehr Personal für die Handhabung und Inspektion.
Spezialisierte Mitarbeiter für die Anpassung der Beschichtungsparameter.
Kleine oder standardisierte Teile:
Weniger Personal für die Handhabung erforderlich.
Prozessabläufe sind oft einfacher und standardisiert.
2. Typische Rollen in einer Pulverbeschichtungsanlage
a. Produktionsmitarbeiter
Bediener der Beschichtungsanlagen:
Verantwortlich für das Auftragen der Pulverbeschichtung.
Überwachung der Qualität und Sicherstellung der richtigen Parameter.
Vorbehandlungsmitarbeiter:
Durchführung von Reinigungs- und Vorbehandlungsprozessen.
Sicherstellung, dass die Werkstücke ordnungsgemäß vorbereitet sind.
b. Technisches Personal
Wartungstechniker:
Regelmäßige Wartung und Reparatur der Anlagen.
Überwachung der Systemleistung und Durchführung von Fehlerbehebungen.
Automatisierungs- und Steuerungstechniker:
Programmierung und Überwachung automatisierter Systeme.
Anpassung der Steuerungsparameter und Optimierung der Prozesse.
c. Qualitätssicherung
Qualitätsinspektoren:
Durchführung von Qualitätskontrollen zur Sicherstellung der Einhaltung von Standards.
Verwendung von Messgeräten zur Überprüfung der Schichtdicke und Oberflächenqualität.
Prozessoptimierer:
Analyse von Produktionsdaten zur Verbesserung der Effizienz und Qualität.
Implementierung von Verbesserungsmaßnahmen.
d. Management und Verwaltung
Produktionsleiter:
Überwachung der gesamten Produktionslinie.
Koordination der Mitarbeiter und Sicherstellung der Zielerreichung.
Logistik- und Materialplaner:
Verwaltung der Materialflüsse und Bestände.
Planung der Produktion auf Basis von Nachfrage und Kapazität.
3. Beispiel einer Mitarbeiterverteilung
Hier ist ein Beispiel für die Mitarbeiterverteilung in einer mittelgroßen, teilautomatisierten Pulverbeschichtungsanlage:
Rolle
Anzahl der Mitarbeiter
Beschreibung
Bediener der Vorbehandlung
2-3
Verantwortlich für Reinigung und Vorbereitung der Werkstücke.
Pulverbeschichtungsbediener
3-4
Durchführung des Beschichtungsprozesses.
Wartungstechniker
1-2
Wartung und Reparatur der Anlagen.
Automatisierungstechniker
1-2
Überwachung der automatisierten Systeme und Prozesssteuerung.
Qualitätsinspektoren
1-2
Überprüfung der Qualität der beschichteten Teile.
Produktionsleiter
1
Leitung der Produktion und Koordination der Schichten.
Logistik- und Materialplaner
1
Verwaltung der Materialbestände und Produktionsplanung.
4. Optimierung der Mitarbeiterzahl
Um die Mitarbeiterzahl effizient zu nutzen, können Unternehmen folgende Strategien in Betracht ziehen:
Schulung und Weiterbildung: Regelmäßige Schulungen, um die Qualifikation der Mitarbeiter zu verbessern und sie auf mehrere Aufgaben vorzubereiten.
Einsatz von Zeitarbeitern: Flexible Personalplanung durch den Einsatz von Zeitarbeitskräften, um bei Bedarf Spitzenbelastungen abzufangen.
Prozessoptimierung: Einsatz von Lean-Management-Prinzipien, um Prozesse zu optimieren und den Personalbedarf zu reduzieren.
Investition in Automatisierung: Einsatz von Automatisierungstechnologien zur Reduzierung des manuellen Arbeitsaufwands und Verbesserung der Effizienz.
Fazit
Die optimale Anzahl der Mitarbeiter in einer Pulverbeschichtungsanlage hängt von vielen Faktoren ab, darunter die Größe der Anlage, der Automatisierungsgrad und das Produktionsvolumen. Durch den Einsatz von Automatisierung, Schulung und Prozessoptimierung können Unternehmen ihre Personalkosten minimieren und gleichzeitig die Effizienz und Qualität ihrer Produktion maximieren. Eine sorgfältige Planung und Anpassung der Personalressourcen ist entscheidend, um den Erfolg der Anlage zu gewährleisten.
Pulverbeschichtungspistole Preis kaufen. Handpistole, Pulverbeschichtungsgerät, Pulverbeschichtungsanlage mit Garantie. Sprühpistole ersatzteile neu kaufen.
Die EMS Pulverbeschichtungspistole ist eine qualitativ hochwertige Pistole, die für eine Vielzahl von Beschichtungsanwendungen eingesetzt werden kann. Sie ist robust, zuverlässig und langlebig, was sie zu einer beliebten Wahl für diejenigen macht, die auf der Suche nach einer erstklassigen Beschichtungspistole sind.
Die EMS Pulverbeschichtungspistole verfügt über eine einzigartige elektrostatische Beschichtungstechnologie, die sicherstellt, dass das Pulver gleichmäßig aufgetragen wird. Sie hat eine hohe Übertragungseffizienz und minimiert die Materialverschwendung. Dies bedeutet, dass weniger Pulver verbraucht wird und somit auch Kosten gespart werden können.
Die EMS Pulverbeschichtungspistole ist einfach zu bedienen und zu warten. Sie ist leicht und gut ausbalanciert, was bedeutet, dass sie bequem in der Hand liegt und weniger Ermüdung verursacht. Sie verfügt über eine einfache Reinigungsfunktion, die sicherstellt, dass das Gerät immer in einwandfreiem Zustand ist.
Wenn Sie eine gebrauchte EMS Pulverbeschichtungspistole kaufen möchten, sollten Sie darauf achten, dass sie in gutem Zustand ist. Eine Überprüfung der Funktionen und eine Reinigung können helfen, sicherzustellen, dass die Pistole noch in einwandfreiem Zustand ist. Es ist auch wichtig, sicherzustellen, dass alle Ersatzteile und Zubehörteile vorhanden und in gutem Zustand sind.
Eine gebrauchte EMS Pulverbeschichtungspistole kann eine kostengünstige Alternative zu einem neuen Gerät sein. Wenn Sie jedoch planen, sie für professionelle Anwendungen zu nutzen, sollten Sie sich überlegen, ob es nicht besser wäre, in ein neues Gerät zu investieren, um sicherzustellen, dass Sie die beste Qualität und Leistung erhalten.
Pulverbeschichtungspistole
Eine Pulverbeschichtungspistole ist ein Werkzeug, das zum Auftragen von Pulver auf Werkstücke verwendet wird. Pulverbeschichtungen sind eine Art Beschichtung, bei der ein elektrisch geladenes Pulver auf ein Werkstück aufgetragen wird. Das Pulver wird durch eine elektrostatische Kraft an das Werkstück gebunden und härtet dann bei Hitze aus.
Pulverbeschichtungspistolen gibt es in verschiedenen Größen und Ausführungen, um den unterschiedlichen Anforderungen von Unternehmen gerecht zu werden. Sie können für den Heimgebrauch oder für den gewerblichen Einsatz gekauft werden.
Funktionsweise einer Pulverbeschichtungspistole:
Eine Pulverbeschichtungspistole besteht aus folgenden Hauptkomponenten:
Pulverbehälter: Der Pulverbehälter enthält das Pulver, das auf die Werkstücke aufgetragen werden soll.
Pulverförderer: Der Pulverförderer transportiert das Pulver aus dem Pulverbehälter zur Pulverpistole.
Pulverdüse: Die Pulverdüse ist die Öffnung, durch die das Pulver aus der Pulverpistole ausgestoßen wird.
Elektromagnet: Der Elektromagnet erzeugt ein elektrostatisches Feld, das das Pulver auflädt.
Druckluft: Druckluft wird verwendet, um das Pulver durch die Pulverdüse zu drücken.
Um ein Werkstück mit einer Pulverbeschichtungspistole zu beschichten, gehen Sie folgendermaßen vor:
Befüllen Sie den Pulverbehälter mit dem gewünschten Pulver.
Stellen Sie die Pulverpistole auf die richtige Einstellung ein.
Schalten Sie den Elektromagneten ein.
Drücken Sie den Abzug der Pulverpistole, um das Pulver auf das Werkstück aufzutragen.
Heizen Sie das Werkstück auf, um das Pulver auszuhärten.
Sicherheitshinweise für Pulverbeschichtungspistolen:
Bei der Arbeit mit Pulverbeschichtungspistolen sind folgende Sicherheitshinweise zu beachten:
Tragen Sie immer Schutzkleidung, einschließlich Schutzbrille, Handschuhe und Atemschutzmaske.
Arbeiten Sie in einem gut belüfteten Bereich.
Achten Sie darauf, dass das Pulver nicht in die Augen oder die Atemwege gelangt.
Verwenden Sie die Pulverbeschichtungspistole nur in Übereinstimmung mit den Anweisungen des Herstellers.
Arten von Pulverbeschichtungspistolen:
Es gibt zwei Hauptarten von Pulverbeschichtungspistolen:
Konventionelle Pulverbeschichtungspistolen: Konventionelle Pulverbeschichtungspistolen verwenden Druckluft, um das Pulver durch die Pulverdüse zu drücken.
Luftlose Pulverbeschichtungspistolen: Luftlose Pulverbeschichtungspistolen verwenden einen Elektromagneten, um das Pulver durch die Pulverdüse zu drücken.
Vorteile von Pulverbeschichtungspistolen:
Pulverbeschichtungspistolen bieten eine Reihe von Vorteilen, darunter:
Effizienz: Pulverbeschichtungspistolen können Pulver schnell und gleichmäßig auftragen.
Genauigkeit: Pulverbeschichtungspistolen können Pulver mit hoher Genauigkeit auftragen.
Zuverlässigkeit: Pulverbeschichtungspistolen sind in der Regel sehr zuverlässig.
Nachteile von Pulverbeschichtungspistolen:
Pulverbeschichtungspistolen können auch einige Nachteile haben, darunter:
Kosten: Pulverbeschichtungspistolen können teuer sein.
Wartung: Pulverbeschichtungspistolen erfordern regelmäßige Wartung, um sicherzustellen, dass sie ordnungsgemäß funktionieren.
Sicherheit: Pulverbeschichtungspistolen können ein Sicherheitsrisiko darstellen, wenn sie nicht richtig gehandhabt werden.
Fazit:
Pulverbeschichtungspistolen sind ein wichtiges Werkzeug für Unternehmen, die Werkstücke mit einer haltbaren und ästhetisch ansprechenden Beschichtung versehen möchten
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sich durch seine umweltfreundlichen Eigenschaften und Langlebigkeit der Beschichtung auszeichnet. Im Gegensatz zu herkömmlichen flüssigen Beschichtungen werden bei der Pulverbeschichtung trockene Pulverpartikel elektrostatisch auf die Oberfläche eines Werkstücks aufgebracht. Anschließend wird das Pulver in einem Ofen erhitzt, wodurch es schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Vorteile der Pulverbeschichtung umfassen:
Umweltfreundlichkeit: Keine Lösungsmittel und geringere Emissionen von flüchtigen organischen Verbindungen (VOC).
Effizienz: Hohe Materialausnutzung und weniger Abfall.
Robustheit: Gute Beständigkeit gegen chemische, mechanische und Witterungseinflüsse.
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen sind zentraler Bestandteil des Pulverbeschichtungsprozesses und umfassen die komplette Infrastruktur, die zur Anwendung von Pulverbeschichtungen erforderlich ist. Diese Anlagen sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedlichen industriellen Anforderungen gerecht zu werden.
Typen von Pulverbeschichtungsanlagen:
Manuelle Pulverbeschichtungsanlagen: Ideal für kleinere Betriebe oder spezialisierte Anwendungen, bei denen Flexibilität gefordert ist. Sie bestehen aus einer Pulverkabine, einem Pulvergerät und einem Einbrennofen.
Halbautomatische Anlagen: Kombinieren manuelle und automatische Prozesse, um eine höhere Effizienz bei mittleren Produktionsvolumina zu erreichen. Diese Anlagen bieten eine gute Balance zwischen Flexibilität und Automatisierung.
Vollautomatische Pulverbeschichtungsanlagen: Entwickelt für Großserienproduktionen. Diese Anlagen sind vollständig automatisiert und beinhalten Fördersysteme, automatische Pistolen und integrierte Steuerungssysteme, um hohe Produktionsgeschwindigkeiten und gleichbleibende Qualität zu gewährleisten.
Pulverkabinen
Pulverkabinen für Hand- und Automatikbeschichtung
Pulverkabinen sind spezielle Räume oder Gehäuse, in denen der Pulverbeschichtungsprozess stattfindet. Sie spielen eine entscheidende Rolle bei der Gewährleistung einer sauberen und kontrollierten Umgebung für die Pulverbeschichtung.
Typen von Pulverkabinen:
Offene Kabinen: Diese Kabinen sind ideal für kleine bis mittlere Anwendungen. Sie bieten einen offenen Zugang für den Bediener, sind jedoch weniger effektiv bei der Kontrolle von Overspray.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und minimieren Overspray durch integrierte Luftführungssysteme. Geschlossene Kabinen sind in der Regel effizienter und sicherer.
Selbstreinigende Kabinen: Ausgestattet mit automatischen Reinigungssystemen, die den Farbwechsel und die Wartung erleichtern. Diese Kabinen sind besonders nützlich in Anwendungen mit häufigem Farbwechsel.
Sicherheits- und Umweltaspekte: Pulverkabinen sind so konzipiert, dass sie die Sicherheit der Bediener gewährleisten und die Umweltbelastung minimieren. Dazu gehören Belüftungssysteme, Filter zur Partikelabscheidung und Schutzvorrichtungen, die den Kontakt mit dem Pulver verhindern.
Einbrennöfen
Einbrennofen Elektrisch
Der Einbrennofen ist ein unverzichtbarer Bestandteil des Pulverbeschichtungsprozesses, da er die notwendigen Temperaturen bereitstellt, um das aufgetragene Pulver zu einer harten, widerstandsfähigen Oberfläche zu verschmelzen.
Typen von Einbrennöfen:
Chargenöfen: Ideal für kleinere Produktionen oder variierende Chargengrößen. Diese Öfen sind flexibel und können unterschiedliche Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien, bei denen hohe Durchsatzraten erforderlich sind. Teile werden auf einem Förderband durch den Ofen transportiert, was eine konstante Verarbeitung ermöglicht.
Energieeffizienz und Temperatursteuerung: Moderne Einbrennöfen sind energieeffizient und bieten präzise Temperaturregelung, um gleichbleibende Beschichtungsqualität zu gewährleisten. Technologien wie Wärmerückgewinnungssysteme und fortschrittliche Isolierung tragen zur Reduzierung des Energieverbrauchs bei.
Pulvergeräte
Pulverbeschichtungspistole
Pulvergeräte sind für die Anwendung der Pulverbeschichtung unerlässlich. Sie bestehen aus verschiedenen Komponenten, die zusammenarbeiten, um das Pulver gleichmäßig und effizient auf die Oberfläche des Werkstücks aufzubringen.
Arten von Pulvergeräten:
Elektrostatische Sprühpistolen: Verwenden Hochspannung, um Pulverpartikel elektrostatisch aufzuladen, was eine gleichmäßige Verteilung und Haftung auf dem Werkstück fördert.
Pulverförderer: Transportieren das Pulver vom Vorratsbehälter zur Sprühpistole. Sie sind entscheidend für die Konsistenz und Effizienz des Beschichtungsprozesses.
Elektrostatik spielt eine zentrale Rolle bei der Pulverbeschichtung, da sie die Anziehungskraft zwischen den Pulverpartikeln und der Oberfläche erhöht und so eine gleichmäßige Beschichtung ermöglicht.
Auswahlkriterien für Pulvergeräte umfassen:
Kompatibilität: Passend für die spezifischen Anforderungen der Anwendung.
Flexibilität: Anpassungsfähigkeit an unterschiedliche Werkstückgrößen und -formen.
Effizienz: Hohe Materialausnutzung und minimierter Pulververbrauch.
Automatische Pulverbeschichtungsanlagen
Automatische Pulverbeschichtungsanlagen bieten zahlreiche Vorteile, insbesondere in Bezug auf Effizienz und Konsistenz. Sie sind ideal für Großserienproduktionen und tragen zur Senkung der Betriebskosten bei.
Vorteile der Automatisierung:
Erhöhte Produktivität: Automatische Systeme können kontinuierlich arbeiten und so die Produktionskapazität erheblich steigern.
Gleichbleibende Qualität: Minimierung von Fehlern und Variabilität durch präzise Steuerung der Beschichtungsparameter.
Kostenersparnis: Reduzierung der Arbeitskosten und des Materialverbrauchs durch optimierte Prozesse.
Komponenten und Funktionsweise:
Fördersysteme: Transportieren Werkstücke automatisch durch den Beschichtungsprozess.
Automatische Sprühpistolen: Verteilen das Pulver gleichmäßig auf den Werkstücken.
Integrierte Steuerungssysteme: Überwachen und steuern alle Aspekte des Beschichtungsprozesses, einschließlich Temperatur, Sprühzeit und Pulvermenge.
Ersatzteile für Pulverbeschichtungsanlagen
Ersatzteile sind entscheidend für die Wartung und Langlebigkeit von Pulverbeschichtungsanlagen. Regelmäßige Wartung und der rechtzeitige Austausch von Verschleißteilen sind unerlässlich, um Ausfallzeiten zu minimieren und die Effizienz der Anlagen aufrechtzuerhalten.
Wichtige Ersatzteile und ihre Funktionen:
Sprühdüsen: Stellen die gleichmäßige Verteilung des Pulvers sicher.
Filter: Entfernen überschüssige Pulverpartikel aus der Kabinenluft.
Förderbänder: Transportieren die Werkstücke durch den Beschichtungsprozess.
Wartung und Instandhaltung:
Regelmäßige Inspektionen: Identifizieren potenzielle Probleme frühzeitig und ermöglichen rechtzeitige Reparaturen.
Ersatzteilmanagement: Sicherstellung der Verfügbarkeit von Ersatzteilen zur Minimierung von Ausfallzeiten.
Zukunft der Pulverbeschichtungstechnologie
Pulverfördersystem
Die Pulverbeschichtungstechnologie entwickelt sich kontinuierlich weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Zu den wichtigsten Trends und Entwicklungen gehören:
Nachhaltigkeit: Einsatz umweltfreundlicher Materialien und Verfahren zur Reduzierung des ökologischen Fußabdrucks.
Fortschrittliche Materialien: Entwicklung neuer Pulverformeln, die verbesserte Eigenschaften wie Korrosionsbeständigkeit und UV-Stabilität bieten.
Digitalisierung: Integration von IoT und datenbasierten Lösungen zur Optimierung des Beschichtungsprozesses und zur Verbesserung der Qualitätssicherung.
Fazit
Pulverbeschichtungsanlagen und ihre Komponenten sind ein wesentlicher Bestandteil moderner Produktionsprozesse. Sie bieten eine umweltfreundliche, effiziente und langlebige Lösung für die Oberflächenveredelung. Durch die ständige Weiterentwicklung der Technologie und den Einsatz von Automatisierung können Unternehmen ihre Effizienz steigern und gleichzeitig die Qualität ihrer Produkte sicherstellen.
Ich hoffe, dieser umfassende Überblick über Pulverbeschichtungsanlagen und verwandte Komponenten ist hilfreich. Wenn Sie weitere Informationen oder spezifische Details zu einem bestimmten Abschnitt wünschen, lassen Sie es mich bitte wissen!
Wie lange hält Pulverbeschichtung?
Aktuelle Entwicklungen und Innovationen
Die Haltbarkeit einer Pulverbeschichtung kann je nach Anwendung, Umgebung und Qualität der Beschichtung stark variieren. Hier sind einige Faktoren, die die Lebensdauer einer Pulverbeschichtung beeinflussen können:
Faktoren, die die Haltbarkeit beeinflussen:
Qualität des Pulvers:
Pulverformulierung: Hochwertige Pulverlacke bieten in der Regel eine längere Haltbarkeit und bessere Widerstandsfähigkeit gegen Umwelteinflüsse.
UV-Stabilität: Speziell formulierte Pulverlacke mit UV-Schutz verlängern die Lebensdauer bei Anwendungen im Freien.
Vorbereitung der Oberfläche:
Reinigung: Eine gründliche Reinigung der Oberfläche vor der Beschichtung ist entscheidend, um eine gute Haftung des Pulvers zu gewährleisten.
Vorbehandlung: Verfahren wie das Phosphatieren oder Sandstrahlen verbessern die Haftung und Korrosionsbeständigkeit.
Bedingungen der Anwendung:
Innen- vs. Außenanwendung: Pulverbeschichtungen im Innenbereich können Jahrzehnte halten, während Beschichtungen im Außenbereich stärker durch UV-Strahlung, Feuchtigkeit und Temperaturschwankungen beansprucht werden.
Mechanische Belastung: Starke mechanische Belastungen oder Abnutzung können die Lebensdauer der Beschichtung verkürzen.
Betriebsumgebung:
Korrosive Umgebungen: In Industriegebieten oder maritimen Umgebungen kann die Lebensdauer aufgrund der erhöhten Korrosionsgefahr kürzer sein.
Witterungseinflüsse: Regionen mit extremen Wetterbedingungen können die Lebensdauer der Pulverbeschichtung verkürzen.
Beschichtungsdicke:
Eine angemessene Schichtdicke ist wichtig, um eine gleichmäßige Abdeckung und ausreichenden Schutz zu gewährleisten.
Typische Lebensdauer
Innenanwendungen: Pulverbeschichtungen, die in Innenbereichen aufgebracht werden, können oft 15-20 Jahre oder länger halten, da sie weniger extremen Bedingungen ausgesetzt sind.
Außenanwendungen: Bei Außenanwendungen hängt die Lebensdauer stark von den Umweltbedingungen ab, kann jedoch typischerweise zwischen 5 und 10 Jahren liegen. Hochwertige Pulverbeschichtungen, die speziell für den Außenbereich entwickelt wurden, können bis zu 15 Jahre oder länger halten, wenn sie regelmäßig gewartet werden.
Industrieanwendungen: In industriellen Anwendungen, die häufig aggressiven Chemikalien oder starker mechanischer Beanspruchung ausgesetzt sind, kann die Lebensdauer kürzer sein und erfordert häufigere Inspektionen und Wartungen.
Verlängerung der Haltbarkeit
Um die Lebensdauer der Pulverbeschichtung zu maximieren, sind folgende Maßnahmen empfehlenswert:
Regelmäßige Inspektion und Wartung: Frühe Erkennung von Schäden und rechtzeitige Reparaturen können die Haltbarkeit erheblich verlängern.
Vermeidung von physikalischen Schäden: Sorgfältiger Umgang mit beschichteten Oberflächen reduziert das Risiko von Kratzern und Abplatzungen.
Schutz vor chemischen Einflüssen: Vermeidung von Kontakt mit aggressiven Chemikalien und Reinigungsmitteln, die die Beschichtung angreifen könnten.
Fazit
Die Pulverbeschichtung ist eine langlebige und widerstandsfähige Methode zur Oberflächenveredelung, die bei richtiger Anwendung und Wartung viele Jahre halten kann. Die tatsächliche Lebensdauer hängt jedoch von zahlreichen Faktoren ab, einschließlich der Qualität des Pulvers, der Vorbereitung der Oberfläche und den Umgebungsbedingungen, denen die beschichteten Teile ausgesetzt sind.
Wartungstipps für Anlagen
Pulverpistole
Um die Langlebigkeit und Effizienz von Pulverbeschichtungsanlagen zu gewährleisten, ist eine regelmäßige Wartung entscheidend. Hier sind einige Wartungstipps, die Ihnen helfen, die Leistung Ihrer Anlagen zu maximieren und Ausfallzeiten zu minimieren:
1. Allgemeine Inspektion
Regelmäßige Überprüfungen: Führen Sie wöchentliche oder monatliche Inspektionen der gesamten Anlage durch, um sicherzustellen, dass alle Komponenten ordnungsgemäß funktionieren.
Sichtprüfung: Überprüfen Sie auf sichtbare Abnutzung, Schäden oder lose Teile, die die Funktion beeinträchtigen könnten.
2. Pulverkabinen
Filterwartung:
Reinigung oder Austausch: Reinigen oder ersetzen Sie die Filter regelmäßig, um eine effiziente Luftführung und Partikelabscheidung zu gewährleisten.
Filtertypen beachten: Verwenden Sie immer die vom Hersteller empfohlenen Filtertypen.
Kabinenreinigung:
Regelmäßige Reinigung: Halten Sie die Kabinenwände und -böden sauber, um Ansammlungen von überschüssigem Pulver zu vermeiden.
Staubabsaugung: Stellen Sie sicher, dass die Absauganlage regelmäßig geleert und gewartet wird, um eine optimale Funktion zu gewährleisten.
3. Einbrennöfen
Temperaturüberwachung:
Regelmäßige Kalibrierung: Überprüfen Sie regelmäßig die Kalibrierung der Temperatursteuerung, um eine gleichbleibende Beschichtungsqualität sicherzustellen.
Thermoelemente prüfen: Überprüfen Sie die Thermoelemente auf Genauigkeit und Funktionstüchtigkeit.
Ofenreinigung:
Innenreinigung: Entfernen Sie regelmäßig Rückstände und Ablagerungen im Inneren des Ofens, um die Effizienz zu erhalten.
Dichtungen überprüfen: Überprüfen Sie die Dichtungen an Türen und Durchgängen auf Abnutzung und tauschen Sie sie bei Bedarf aus.
4. Pulvergeräte
Sprühpistolenwartung:
Düsenreinigung: Reinigen Sie die Düsen regelmäßig, um Verstopfungen und ungleichmäßige Sprühmuster zu vermeiden.
Ersatzteile prüfen: Halten Sie Ersatzdüsen und andere Verschleißteile bereit, um Ausfallzeiten zu minimieren.
Pulverförderer:
Reinigungsintervalle: Reinigen Sie die Pulverförderer, um Blockaden zu verhindern und eine gleichmäßige Pulverzufuhr zu gewährleisten.
Antriebssysteme warten: Überprüfen Sie regelmäßig die Antriebe und Lager auf Verschleiß und tauschen Sie sie bei Bedarf aus.
5. Fördersysteme
Kettenspannung und Schmierung:
Spannung überprüfen: Kontrollieren Sie die Spannung der Förderketten und passen Sie sie bei Bedarf an, um einen reibungslosen Betrieb zu gewährleisten.
Schmierung: Schmieren Sie alle beweglichen Teile regelmäßig, um Verschleiß zu minimieren.
Lagerwartung:
Überprüfung der Lager: Überprüfen Sie die Lager auf Abnutzung und tauschen Sie sie bei Bedarf aus.
Schmiermittel verwenden: Verwenden Sie die vom Hersteller empfohlenen Schmiermittel, um die Lebensdauer der Lager zu verlängern.
6. Automatisierte Systeme
Steuerungssysteme:
Software-Updates: Halten Sie die Software der Steuerungssysteme auf dem neuesten Stand, um Effizienz und Sicherheit zu gewährleisten.
Fehlerprotokollierung: Überwachen Sie Fehlerprotokolle, um potenzielle Probleme frühzeitig zu erkennen.
Sensoren und Aktoren:
Funktionsprüfung: Überprüfen Sie regelmäßig die Sensoren und Aktoren auf ihre Funktionsfähigkeit und ersetzen Sie defekte Teile.
Kalibrierung: Führen Sie regelmäßige Kalibrierungen durch, um die Genauigkeit der automatisierten Systeme zu gewährleisten.
7. Ersatzteile und Lagerhaltung
Ersatzteilmanagement:
Bestandskontrolle: Führen Sie eine genaue Bestandskontrolle der Ersatzteile, um Ausfallzeiten durch fehlende Teile zu vermeiden.
Qualität der Ersatzteile: Verwenden Sie stets hochwertige Originalersatzteile, um die Funktionalität der Anlagen zu gewährleisten.
8. Schulung des Personals
Regelmäßige Schulungen: Schulen Sie Ihr Personal regelmäßig in der Bedienung und Wartung der Anlagen, um Bedienfehler zu vermeiden und die Sicherheit zu erhöhen.
Notfallverfahren: Stellen Sie sicher, dass alle Mitarbeiter mit den Notfallverfahren vertraut sind, um im Falle eines Ausfalls schnell reagieren zu können.
9. Dokumentation
Wartungsprotokolle: Führen Sie detaillierte Wartungsprotokolle, um den Wartungsverlauf und alle durchgeführten Arbeiten zu dokumentieren.
Checklisten verwenden: Nutzen Sie Wartungschecklisten, um sicherzustellen, dass alle erforderlichen Maßnahmen regelmäßig durchgeführt werden.
Fazit
Durch die Einhaltung dieser Wartungstipps können Sie die Effizienz und Lebensdauer Ihrer Pulverbeschichtungsanlagen maximieren. Eine gut gewartete Anlage führt zu einer höheren Produktqualität, weniger Ausfallzeiten und einer längeren Lebensdauer der Geräte. Regelmäßige Wartung ist eine Investition, die sich durch verbesserte Leistung und geringere Betriebskosten auszahlt.
Automatisierungsoptionen
Automatische Pulverbeschichtungsanlage
Automatisierungsoptionen in der Pulverbeschichtung bieten zahlreiche Vorteile, darunter erhöhte Effizienz, gleichbleibende Qualität und reduzierte Betriebskosten. Im Folgenden werden verschiedene Automatisierungsoptionen erläutert, die in modernen Pulverbeschichtungsanlagen eingesetzt werden können:
1. Automatische Sprühsysteme
Automatische Sprühsysteme sind eine wesentliche Komponente für die Automatisierung der Pulverbeschichtung und bieten präzise und gleichmäßige Beschichtungen. Sie bestehen aus mehreren automatisierten Sprühpistolen, die auf robotergesteuerten Armen montiert sind.
Robotergestützte Sprühpistolen: Diese Pistolen sind an Roboterarmen befestigt, die programmierbar sind, um komplexe Bewegungsmuster auszuführen und die Sprühwinkel für unterschiedliche Werkstückgeometrien zu optimieren.
Pulvermengensteuerung: Automatisierte Systeme ermöglichen die genaue Steuerung der Pulvermengen, was zu einer gleichmäßigen Schichtdicke und weniger Abfall führt.
Adaptive Technologie: Moderne Systeme nutzen Sensoren, um die Werkstückgeometrie in Echtzeit zu erfassen und die Sprühmuster entsprechend anzupassen.
2. Fördersysteme
Automatisierte Fördersysteme transportieren die Werkstücke durch die verschiedenen Phasen des Beschichtungsprozesses und tragen dazu bei, den Durchsatz zu erhöhen.
Overhead-Fördersysteme: Diese Systeme transportieren die Teile über Kopf durch die Kabinen und Öfen, was den Bodenraum frei hält und die Effizienz erhöht.
Ketten- und Schienensysteme: Förderbänder und Schienensysteme bieten Flexibilität bei der Gestaltung der Produktionslinie und können an unterschiedliche Anforderungen angepasst werden.
Variable Geschwindigkeit: Einige Fördersysteme ermöglichen die Anpassung der Geschwindigkeit je nach Werkstückgröße und Prozessanforderungen.
3. Einbrennöfen mit Automatisierung
Einbrennöfen können durch Automatisierung effizienter und präziser arbeiten, was die Qualität der Beschichtung verbessert.
Automatisierte Temperaturregelung: Intelligente Steuerungssysteme passen die Ofentemperatur in Echtzeit an, um die optimale Aushärtung der Pulverbeschichtung zu gewährleisten.
Zeitschaltuhren und Sensoren: Integrierte Timer und Sensoren helfen dabei, den Aushärtungsprozess genau zu überwachen und die Energieeffizienz zu maximieren.
Automatische Türsteuerung: Automatische Türen öffnen und schließen sich synchron mit dem Ein- und Ausgang der Werkstücke, um den Wärmeverlust zu minimieren.
4. Qualitätskontrollsysteme
Automatisierte Qualitätskontrollsysteme sorgen dafür, dass die Beschichtungen den festgelegten Standards entsprechen und verringern den Bedarf an manueller Inspektion.
Visuelle Inspektionssysteme: Kameras und Bildverarbeitungstechnologien prüfen die Beschichtungsqualität und identifizieren sofort Fehler oder Unregelmäßigkeiten.
Schichtdickenmessung: Berührungslose Messsysteme können die Dicke der Pulverbeschichtung präzise messen und Daten zur weiteren Analyse bereitstellen.
Echtzeit-Datenanalyse: Datenerfassungs- und Analysesysteme ermöglichen die Überwachung des gesamten Prozesses und helfen bei der Identifizierung von Optimierungspotenzialen.
5. Software-Integration
Softwarelösungen spielen eine entscheidende Rolle bei der Automatisierung, indem sie verschiedene Systeme integrieren und den Betrieb effizienter gestalten.
Leitsysteme (SCADA): Supervisory Control and Data Acquisition (SCADA) Systeme bieten eine zentrale Steuerung und Überwachung aller Anlagenkomponenten.
IoT-Integration: Internet of Things (IoT) Technologien ermöglichen die Vernetzung der Geräte und die Fernüberwachung sowie -steuerung der Prozesse.
Produktionsmanagement-Software: Diese Softwarelösungen helfen bei der Planung und Verwaltung von Produktionsabläufen, indem sie Daten aus verschiedenen Quellen konsolidieren.
6. Automatisierte Farbwechsel
Für Betriebe, die häufige Farbwechsel durchführen müssen, bieten automatisierte Farbwechselsysteme erhebliche Vorteile.
Schneller Farbwechsel: Automatisierte Systeme reduzieren die Zeit, die für den Farbwechsel benötigt wird, was die Produktionsausfallzeiten minimiert.
Minimierung von Pulverabfall: Durch den Einsatz von selbstreinigenden Sprühpistolen und Kabinen wird der Pulververbrauch optimiert.
7. Wartungsautomatisierung
Auch die Wartung von Anlagen kann automatisiert werden, um die Betriebszeiten zu maximieren und unvorhergesehene Ausfälle zu reduzieren.
Vorausschauende Wartung: Sensoren überwachen den Zustand der Anlagenkomponenten in Echtzeit und prognostizieren Wartungsbedarf, bevor Probleme auftreten.
Automatisierte Fehlerdiagnose: Diagnose-Tools identifizieren Probleme und bieten Lösungsvorschläge, die die Wartungseffizienz erhöhen.
Vorteile der Automatisierung in der Pulverbeschichtung
Erhöhte Produktivität: Automatisierte Systeme ermöglichen eine höhere Produktionsrate bei gleichzeitig konsistenter Qualität.
Geringere Betriebskosten: Durch die Optimierung des Materialverbrauchs und die Reduzierung des Arbeitsaufwands senken Automatisierungssysteme die Betriebskosten.
Verbesserte Qualität: Gleichbleibende Beschichtungsqualität und reduzierte Fehlerraten durch präzise Steuerung und Überwachung.
Umweltfreundlichkeit: Automatisierung reduziert den Pulverabfall und verbessert die Energieeffizienz der Anlagen.
Fazit
Automatisierungsoptionen in der Pulverbeschichtung bieten eine Vielzahl von Vorteilen und sind entscheidend für die Steigerung der Effizienz und Qualität in der Produktion. Die Integration von Robotik, fortschrittlicher Software und intelligenter Steuerung ermöglicht es Unternehmen, wettbewerbsfähig zu bleiben und gleichzeitig die Umweltbelastung zu reduzieren. Die Entscheidung für die richtige Kombination von Automatisierungstechnologien hängt von den spezifischen Anforderungen und Zielen des Unternehmens ab.
Automatisierungsvorteile
Die Stahlkabine für Pulverbeschichtung
Automatisierung in der Pulverbeschichtungsindustrie bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion steigern können. Hier sind die wichtigsten Vorteile der Automatisierung erklärt:
1. Erhöhte Effizienz
Höhere Produktionsraten: Automatisierte Systeme können kontinuierlich ohne Unterbrechungen arbeiten, was zu höheren Durchsatzraten führt. Dies bedeutet, dass mehr Teile in kürzerer Zeit beschichtet werden können, was die Gesamtproduktivität steigert.
Schnellere Zykluszeiten: Automatisierung reduziert die Bearbeitungszeit pro Werkstück erheblich, da Maschinen schneller und präziser arbeiten können als Menschen.
Minimierte Stillstandszeiten: Automatisierte Wartung und vorausschauende Diagnose minimieren ungeplante Ausfallzeiten, was die Verfügbarkeit der Anlage erhöht.
2. Gleichbleibende Qualität
Präzise Beschichtungsanwendung: Automatisierte Sprühsysteme sorgen für eine gleichmäßige Schichtdicke und reduzieren menschliche Fehler, die zu Qualitätsabweichungen führen können.
Wiederholgenauigkeit: Automatisierte Systeme wiederholen dieselben Bewegungen und Prozesse mit hoher Genauigkeit, was zu konsistenter Produktqualität führt, unabhängig von der Produktionsmenge.
Echtzeit-Qualitätskontrolle: Durch den Einsatz von Sensoren und Kameras können automatisierte Systeme kontinuierlich die Qualität der Beschichtung überwachen und sofort Anpassungen vornehmen.
3. Reduzierte Betriebskosten
Materialeinsparungen: Automatisierung optimiert den Einsatz von Pulvermaterialien, wodurch Abfall reduziert und die Materialnutzung verbessert wird.
Geringere Arbeitskosten: Der Bedarf an manueller Arbeit wird verringert, was die Personalkosten senkt. Mitarbeiter können in anderen Bereichen eingesetzt werden, wo menschliches Urteilsvermögen und Kreativität erforderlich sind.
Energieeffizienz: Automatisierte Systeme sind oft energieeffizienter, da sie optimierte Prozesse und Technologien verwenden, um den Energieverbrauch zu minimieren.
4. Verbesserte Sicherheit
Reduzierte Exposition gegenüber Gefahrenstoffen: Automatisierung minimiert den direkten Kontakt der Mitarbeiter mit potenziell gefährlichen Chemikalien und Pulvern, was das Risiko von Gesundheitsproblemen reduziert.
Sicherheitsüberwachung: Automatisierte Anlagen sind häufig mit Sicherheitssensoren ausgestattet, die Unfälle verhindern und im Notfall schnelle Reaktionen ermöglichen.
Ergonomische Vorteile: Mitarbeiter müssen weniger körperlich anspruchsvolle Aufgaben erledigen, was das Risiko von arbeitsbedingten Verletzungen verringert.
5. Flexibilität und Anpassungsfähigkeit
Schnelle Anpassung an Produktänderungen: Automatisierte Systeme können schnell neu programmiert werden, um auf Änderungen im Produktdesign oder der Produktion umzustellen, was die Flexibilität erhöht.
Einfache Integration neuer Technologien: Durch modulare Designs können neue Technologien oder Prozesse problemlos in bestehende Systeme integriert werden.
Vielfältige Anwendungsmöglichkeiten: Automatisierung kann an eine Vielzahl von Werkstückgrößen, -formen und -materialien angepasst werden, was die Vielseitigkeit der Produktion erhöht.
6. Nachhaltigkeit und Umweltfreundlichkeit
Reduzierung von Abfall und Emissionen: Automatisierte Systeme optimieren den Materialverbrauch und reduzieren den Überspray, was zu weniger Abfall und geringeren Emissionen führt.
Ressourceneffizienz: Durch die optimale Nutzung von Energie und Materialien tragen automatisierte Systeme zu nachhaltigeren Produktionsprozessen bei.
Verbesserte Umweltbilanz: Unternehmen können ihre Umweltziele leichter erreichen und ihre ökologische Verantwortung wahrnehmen.
7. Daten- und Prozessoptimierung
Datengesteuerte Entscheidungsfindung: Automatisierte Systeme sammeln kontinuierlich Daten, die zur Analyse und Optimierung der Produktionsprozesse verwendet werden können.
Prozessoptimierung durch IoT: Internet of Things (IoT) Technologien ermöglichen die Echtzeitüberwachung und -steuerung von Prozessen, was die Effizienz und Transparenz erhöht.
Vorausschauende Wartung: Durch die Analyse von Maschinendaten können Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Ausfällen führen.
Fazit
Die Automatisierung in der Pulverbeschichtung bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion erheblich steigern. Durch den Einsatz modernster Technologien können Unternehmen ihre Betriebskosten senken, die Produktsicherheit erhöhen und gleichzeitig ihre Umweltbilanz verbessern. Die Investition in Automatisierungslösungen zahlt sich langfristig durch höhere Produktivität, verbesserte Qualität und größere Flexibilität aus. Unternehmen, die Automatisierungstechnologien integrieren, positionieren sich besser im Wettbewerb und sind in der Lage, schneller auf Marktveränderungen zu reagieren.
Beispiele für Automatisierung
Hubgerät für Pulverbeschichtung
Hier sind einige konkrete Beispiele für Automatisierung in der Pulverbeschichtungsindustrie, die verdeutlichen, wie moderne Technologien den Beschichtungsprozess optimieren und verbessern können:
1. Robotergesteuerte Sprühapplikationen
Automatisierte Spritzroboter: Diese Roboterarme sind mit elektrostatischen Sprühpistolen ausgestattet und können komplexe Bewegungsmuster programmieren, um Teile unterschiedlicher Formen und Größen effizient zu beschichten. Durch die Robotersteuerung wird eine gleichmäßige Schichtdicke erreicht, und es gibt weniger Overspray.Beispiel: In der Automobilindustrie werden Karosserieteile oft mit robotergestützten Sprühsystemen beschichtet, um eine gleichmäßige und hochwertige Oberfläche zu gewährleisten. Ein Unternehmen wie ABB Robotics bietet Lösungen, die auf die spezifischen Anforderungen der Automobilindustrie zugeschnitten sind.
2. Automatische Fördersysteme
Overhead-Kettenförderer: Diese Systeme transportieren die Teile durch verschiedene Prozessschritte wie Reinigung, Beschichtung und Aushärtung. Sie ermöglichen einen kontinuierlichen Produktionsfluss und minimieren manuelle Eingriffe.Beispiel: Bei der Herstellung von Metallmöbeln werden Teile oft auf Förderbändern bewegt, die sie durch alle Beschichtungsphasen führen. Unternehmen wie Nordson bieten komplexe Fördersysteme an, die an verschiedene Produktionslayouts angepasst werden können.
3. Automatisierte Farbwechselsysteme
Schnellwechselkabinen: Diese Kabinen sind darauf ausgelegt, den Farbwechselprozess zu beschleunigen. Sie verfügen über automatische Reinigungszyklen und programmierbare Steuerungen, die den Farbwechsel effizienter machen.Beispiel: In der Fahrradindustrie, wo häufig Farbvarianten angeboten werden, nutzen Hersteller automatisierte Systeme, um den Farbwechsel schnell durchzuführen, ohne die Produktion zu verlangsamen. Systeme von Gema Switzerland bieten automatische Farbwechseltechnologien, die in der Branche weit verbreitet sind.
4. Intelligente Einbrennöfen
Automatisierte Temperatur- und Zeitsteuerung: Einbrennöfen sind mit Sensoren ausgestattet, die die Temperatur und den Durchsatz in Echtzeit überwachen und anpassen, um die optimale Aushärtung der Beschichtung zu gewährleisten.Beispiel: In der Elektronikindustrie, wo präzise Temperaturkontrollen entscheidend sind, verwenden Hersteller automatisierte Öfen, um die empfindlichen Komponenten richtig zu behandeln. Unternehmen wie Despatch Industries bieten Öfen an, die auf solche spezifischen Anforderungen abgestimmt sind.
5. Echtzeit-Qualitätskontrollsysteme
Vision-Systeme für die Inspektion: Kameras und Bildverarbeitungstechnologien erfassen die Beschichtungsqualität in Echtzeit, erkennen Fehler und ermöglichen sofortige Korrekturmaßnahmen.Beispiel: In der Luftfahrtindustrie, wo höchste Qualitätsstandards gelten, werden Vision-Systeme eingesetzt, um die Beschichtungen auf Flugzeugteilen zu überprüfen. Anbieter wie Cognex bieten fortschrittliche Bildverarbeitungslösungen an, die in diesen Anwendungen genutzt werden.
6. Datenanalyse und IoT-Integration
IoT-gestützte Prozessüberwachung: Sensoren an verschiedenen Stellen der Produktionslinie sammeln Daten, die zur Optimierung des gesamten Beschichtungsprozesses genutzt werden können. IoT-Plattformen ermöglichen eine zentrale Überwachung und Anpassung der Systeme in Echtzeit.Beispiel: Ein Hersteller von landwirtschaftlichen Maschinen nutzt IoT-Daten, um die Effizienz der Pulverbeschichtungsanlage zu verbessern und Wartungszyklen zu optimieren. Unternehmen wie Siemens bieten umfassende IoT-Lösungen an, die solche Anwendungen unterstützen.
7. Vorausschauende Wartung
Condition Monitoring: Automatisierte Überwachungssysteme analysieren kontinuierlich den Zustand von Anlagenkomponenten und prognostizieren Wartungsbedarf, bevor Ausfälle auftreten.Beispiel: Ein Hersteller von Haushaltsgeräten implementiert vorausschauende Wartung, um die Lebensdauer seiner Beschichtungsanlagen zu verlängern und die Verfügbarkeit zu maximieren. Lösungen von GE Digital bieten solche Condition-Monitoring-Tools an.
8. Automatisierte Reinigungssysteme
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungszyklen, die das Entfernen von Pulverrückständen und die Vorbereitung für den nächsten Durchgang erleichtern.Beispiel: In der Herstellung von Baukomponenten, die unterschiedliche Beschichtungen erfordern, helfen selbstreinigende Systeme, die Wechselzeiten zwischen den verschiedenen Pulverlacken zu verkürzen. Systeme von Wagner bieten effiziente Reinigungsoptionen, die in solchen Anwendungen zum Einsatz kommen.
Fazit
Automatisierung in der Pulverbeschichtungsindustrie bietet vielfältige Möglichkeiten, die Produktion zu optimieren und gleichzeitig die Qualität zu steigern. Durch den Einsatz von robotergesteuerten Sprühsystemen, automatisierten Fördersystemen, intelligenten Einbrennöfen und fortschrittlichen Überwachungs- und Wartungstechnologien können Unternehmen ihre Effizienz erhöhen und ihre Wettbewerbsfähigkeit verbessern. Die Investition in Automatisierungstechnologien ermöglicht es Unternehmen, sich schnell an Marktveränderungen anzupassen und gleichzeitig ihre Produktionskosten zu senken.
Komponenten einer Komplette Pulverbeschichtungsanlage
Pulverbeschichtungsanlage mit Traversen
Eine komplette Pulverbeschichtungsanlage besteht aus mehreren wesentlichen Komponenten, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu gewährleisten. Hier sind die Hauptkomponenten einer solchen Anlage und ihre Funktionen:
1. Vorbehandlungssystem
Oberflächenvorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt, um sicherzustellen, dass die Oberfläche des Werkstücks sauber und bereit für die Beschichtung ist. Die Vorbehandlung verbessert die Haftung der Pulverbeschichtung und erhöht die Korrosionsbeständigkeit.
Reinigungsstationen: Entfernen Öl, Fett, Staub und andere Verunreinigungen von der Oberfläche des Werkstücks.
Phosphatier- oder Chromatierstationen: Bilden eine Schutzschicht, die die Haftung verbessert und die Korrosionsbeständigkeit erhöht.
Spül- und Trocknungsstationen: Stellen sicher, dass das Werkstück frei von chemischen Rückständen und trocken ist, bevor es zur Beschichtung weitergeleitet wird.
2. Pulverkabinen
Automatische Pulverbeschichtungsanlage
Die Pulverkabine ist der Bereich, in dem das Pulver elektrostatisch auf die Werkstücke aufgetragen wird. Sie ist so konzipiert, dass sie eine saubere und kontrollierte Umgebung bietet, um überschüssiges Pulver effizient zurückzugewinnen.
Offene Kabinen: Geeignet für kleinere, manuelle Anwendungen, wo der Bediener direkten Zugang benötigt.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und sind effizienter bei der Kontrolle und Rückgewinnung von Overspray.
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungssysteme, die den Farbwechsel und die Wartung erleichtern.
3. Pulverauftragsgeräte
Automatisierte Pulverbeschichtung
Diese Geräte sind für die eigentliche Anwendung des Pulvers auf die Werkstücke verantwortlich und bestehen aus verschiedenen Komponenten, die den Pulverauftrag optimieren.
Elektrostatische Sprühpistolen: Laden die Pulverpartikel elektrostatisch auf, damit sie gleichmäßig auf der Werkstückoberfläche haften.
Pulverförderer: Transportieren das Pulver von den Vorratsbehältern zur Sprühpistole und sorgen für eine gleichmäßige Pulverzufuhr.
Steuerungseinheiten: Erlauben die Anpassung der Auftragsparameter wie Spannung, Pulverfluss und Sprühzeit.
4. Fördersysteme
Fördersysteme
Fördersysteme transportieren die Werkstücke durch die verschiedenen Stationen der Beschichtungsanlage, von der Vorbehandlung bis zur Aushärtung.
Kettenförderer: Bieten kontinuierliche Bewegung und sind ideal für die Massenproduktion.
Schienen- und Rollensysteme: Ermöglichen Flexibilität bei der Anordnung der Produktionslinie.
Pufferzonen: Bereiche, in denen Werkstücke zwischengelagert werden können, um den Produktionsfluss zu optimieren.
5. Einbrennöfen
Pulverofen
Einbrennöfen sind entscheidend für die Aushärtung der Pulverbeschichtung, da sie die erforderliche Wärme bereitstellen, um das Pulver zu schmelzen und eine dauerhafte Oberfläche zu schaffen.
Chargenöfen: Ideal für kleinere Produktionen mit variablen Chargengrößen; sie bieten Flexibilität und können verschiedene Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien mit hohen Durchsatzraten. Teile werden auf einem Förderband durch den Ofen transportiert.
Konvektions- und Infrarotöfen: Verschiedene Technologien bieten spezifische Vorteile in Bezug auf Aufheizgeschwindigkeit und Energieeffizienz.
6. Rückgewinnungs- und Recycling-Systeme
Zyklonrückgewinnung
Diese Systeme sind darauf ausgelegt, überschüssiges Pulver aufzufangen und wiederzuverwenden, um Abfall zu minimieren und die Effizienz zu maximieren.
Zyklonabscheider: Trennen überschüssiges Pulver aus der Luft und führen es zurück in den Beschichtungsprozess.
Filtersysteme: Entfernen Feinstaub aus der Luft und stellen sicher, dass nur saubere Luft in die Umgebung abgegeben wird.
Siebsysteme: Stellen sicher, dass nur qualitativ hochwertiges Pulver erneut verwendet wird, indem sie Verunreinigungen entfernen.
7. Steuerungs- und Überwachungssysteme
Moderne Steuerungssysteme ermöglichen die Überwachung und Anpassung aller Aspekte des Beschichtungsprozesses in Echtzeit.
Prozessleitsysteme (PLS): Überwachen und steuern den gesamten Produktionsablauf und bieten Echtzeit-Daten zur Optimierung der Prozesse.
Benutzeroberflächen: Intuitive Bedienpanels ermöglichen eine einfache Steuerung und Anpassung der Systemeinstellungen.
Datenanalyse-Tools: Erfassen und analysieren Daten zur Prozessoptimierung und Fehlererkennung.
8. Kühlzonen
Nach dem Aushärtungsprozess müssen die Werkstücke auf Raumtemperatur abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden können.
Luftkühlungssysteme: Nutzen Luftzirkulation, um die Werkstücke effizient abzukühlen.
Wasserkühlungssysteme: In speziellen Anwendungen, wo schnelle Abkühlung erforderlich ist, können Wasserkühlungssysteme eingesetzt werden.
9. Materialhandling-Systeme
Diese Systeme unterstützen das Be- und Entladen von Werkstücken und die Bewegung innerhalb der Anlage.
Robotiksysteme: Automatisierte Roboterarme, die Werkstücke präzise positionieren und handhaben.
Hubsysteme: Unterstützen beim Transport schwerer Werkstücke innerhalb der Anlage.
10. Wartungseinrichtungen
Regelmäßige Wartung ist entscheidend, um die Effizienz und Lebensdauer der Anlage zu gewährleisten.
Integrierte Wartungstools: Sensoren und Software zur vorausschauenden Wartung, die den Zustand der Anlage überwachen und Wartungsbedarf identifizieren.
Zugängliche Wartungsbereiche: Einfache Zugänglichkeit für regelmäßige Inspektionen und Reparaturen.
Fazit
Eine komplette Pulverbeschichtungsanlage besteht aus vielen Komponenten, die zusammenarbeiten, um eine effiziente, qualitativ hochwertige und umweltfreundliche Beschichtung zu gewährleisten. Jede Komponente spielt eine entscheidende Rolle im Beschichtungsprozess, von der Vorbereitung der Werkstücke bis zur Aushärtung der Beschichtung. Die Wahl der richtigen Technologien und die Integration von Automatisierungslösungen können den Betrieb optimieren und die Produktionsziele eines Unternehmens effektiv unterstützen.
Anlagengröße
Pulverauftragskammer
Die Größe von Pulverbeschichtungsanlagen kann je nach den spezifischen Anforderungen eines Unternehmens stark variieren. Die Anlagengröße hängt von mehreren Faktoren ab, darunter die Art und Größe der zu beschichtenden Werkstücke, das Produktionsvolumen und die verfügbaren räumlichen Gegebenheiten. Hier sind einige wichtige Überlegungen und Optionen zur Variation der Anlagengröße:
Faktoren, die die Anlagengröße beeinflussen
Art der zu beschichtenden Werkstücke
Kleinere Teile: Bei der Beschichtung von kleineren Teilen, wie z. B. Elektrokomponenten oder kleinen Metallteilen, können kompaktere Anlagen eingesetzt werden.
Große Werkstücke: Für größere Teile, wie Automobilkarosserien oder große Maschinenteile, sind größere Anlagen mit geräumigen Kabinen und Öfen erforderlich.
Produktionsvolumen
Kleinserienproduktion: Unternehmen, die kleinere Produktionsvolumen handhaben, können mit einfacheren und kleineren Anlagen auskommen.
Massenproduktion: Für hohe Produktionsvolumen sind größere und komplexere Anlagen notwendig, die einen kontinuierlichen Betrieb ermöglichen.
Verfügbare Fläche
Kompakte Lösungen: In begrenzten Räumlichkeiten können platzsparende Designs und integrierte Systeme genutzt werden, um den verfügbaren Platz optimal zu nutzen.
Großflächige Anlagen: In größeren Einrichtungen kann eine weitläufige Anordnung von Vorbehandlung, Beschichtung und Aushärtung erfolgen, um einen reibungslosen Produktionsablauf zu gewährleisten.
Prozessanforderungen
Vielseitigkeit: Anlagen, die verschiedene Beschichtungsarten und Materialien verarbeiten müssen, erfordern möglicherweise eine modulare Struktur, die Anpassungen erlaubt.
Spezialanforderungen: Bestimmte Anwendungen, wie z. B. die Beschichtung von hitzeempfindlichen Materialien, erfordern spezifische Anpassungen der Anlagengröße und -konfiguration.
Optionen zur Variation der Anlagengröße
1. Modulare Anlagen
Modulare Anlagen sind flexibel und können an unterschiedliche Produktionsanforderungen angepasst werden. Sie bestehen aus separaten Modulen, die nach Bedarf hinzugefügt oder entfernt werden können.
Vorteile:
Flexibilität: Einfaches Anpassen und Erweitern der Anlage, um auf wechselnde Produktionsanforderungen zu reagieren.
Kosteneffizienz: Investitionen können nach und nach getätigt werden, indem nur die notwendigen Module erworben werden.
Einfache Wartung: Einzelne Module können leicht gewartet oder ausgetauscht werden, ohne den gesamten Betrieb zu unterbrechen.
Beispiele:
Modulare Kabinen: Erlauben die Anpassung der Kabinengröße je nach Werkstückgröße.
Erweiterbare Fördersysteme: Zusätzliche Förderstrecken können hinzugefügt werden, um den Produktionsfluss zu erweitern.
2. Kompakte Anlagen
Kompakte Anlagen sind ideal für Unternehmen mit begrenztem Platzangebot oder für kleinere Produktionsvolumen.
Vorteile:
Platzsparend: Effektive Nutzung des verfügbaren Raums.
Geringere Investitionskosten: Reduzierte Anfangsinvestitionen durch den kleineren Maßstab der Anlage.
Schnellere Installation: Einfachere und schnellere Implementierung.
Beispiele:
Mini-Kabinen: Kleinere Beschichtungskabinen für spezialisierte Anwendungen.
Integrierte Systeme: Anlagen, die Vorbehandlung, Beschichtung und Aushärtung in einem kompakten Layout vereinen.
3. Großflächige Anlagen
Für Unternehmen mit hohen Produktionsanforderungen oder großen Werkstücken sind großflächige Anlagen notwendig.
Vorteile:
Hohe Kapazität: Eignen sich für die Massenproduktion und den gleichzeitigen Betrieb mehrerer Linien.
Vielseitigkeit: Möglichkeit, mehrere Prozesse gleichzeitig durchzuführen.
Effizienz: Optimierte Produktionsabläufe durch die großzügige Gestaltung der Anlage.
Beispiele:
Mehrere Kabinen und Öfen: Separate Bereiche für unterschiedliche Farben oder Materialien.
Erweiterte Fördersysteme: Lange Förderstrecken für den Transport großer oder zahlreicher Teile.
Planungsüberlegungen bei der Anlagengrößenauswahl
Zukunftsprognosen
Marktentwicklung: Berücksichtigen Sie mögliche Expansionen oder Veränderungen in der Nachfrage.
Technologische Fortschritte: Planen Sie für zukünftige Anpassungen oder Upgrades der Anlage.
Kostenüberlegungen
Anfangsinvestition vs. Betriebskosten: Wägen Sie die Anfangsinvestitionen gegen die langfristigen Betriebskosten ab.
Finanzielle Flexibilität: Planen Sie die Finanzierung der Anlage im Einklang mit den finanziellen Möglichkeiten und Zielen des Unternehmens.
Integration und Kompatibilität
Bestehende Infrastruktur: Überprüfen Sie die Kompatibilität der neuen Anlage mit bestehenden Systemen und Einrichtungen.
Erweiterungsmöglichkeiten: Planen Sie die Integration zukünftiger Erweiterungen oder Module.
Umwelt- und Sicherheitsstandards
Regulierungen: Stellen Sie sicher, dass die Anlage alle relevanten Umwelt- und Sicherheitsstandards erfüllt.
Nachhaltigkeit: Berücksichtigen Sie umweltfreundliche Technologien und Praktiken bei der Planung und dem Betrieb der Anlage.
Fazit
Die Größe einer Pulverbeschichtungsanlage kann an die spezifischen Bedürfnisse und Anforderungen eines Unternehmens angepasst werden. Durch die Auswahl der richtigen Anlagengröße und -konfiguration können Unternehmen ihre Produktionsziele effizient erreichen, die Qualität ihrer Produkte verbessern und die Betriebskosten optimieren. Ob modular, kompakt oder großflächig, jede Anlagengröße hat ihre eigenen Vorteile und Herausforderungen, die sorgfältig abgewogen werden müssen, um die besten Ergebnisse zu erzielen.
Benötigte Mitarbeiterzahl
Beschichtungseinheit
Die Anzahl der benötigten Mitarbeiter für den Betrieb einer Pulverbeschichtungsanlage hängt von mehreren Faktoren ab, darunter die Größe und Automatisierung der Anlage, das Produktionsvolumen, die Art der zu beschichtenden Werkstücke und die spezifischen betrieblichen Anforderungen. Hier sind einige Überlegungen, um die optimale Mitarbeiterzahl für den Betrieb einer Pulverbeschichtungsanlage zu bestimmen:
1. Faktoren, die die Mitarbeiterzahl beeinflussen
a. Größe der Anlage
Kleine Anlagen:
Typischerweise weniger Mitarbeiter erforderlich.
Häufig eine Mischung aus manuellen und halbautomatisierten Prozessen.
Große Anlagen:
Mehr Mitarbeiter erforderlich, insbesondere bei einer hohen Produktionskapazität.
Automatisierte Systeme können jedoch den Bedarf an Personal verringern.
b. Automatisierungsgrad
Hochautomatisierte Anlagen:
Reduzierter Bedarf an manueller Arbeit.
Erfordern jedoch technisches Personal für die Überwachung, Wartung und Programmierung der Anlagen.
Manuelle oder halbautomatisierte Anlagen:
Höherer Personalbedarf für die Bedienung und Überwachung der Anlagen.
c. Produktionsvolumen
Niedriges Produktionsvolumen:
Geringerer Personalbedarf.
Mehr Flexibilität bei der Planung von Schichten.
Hohes Produktionsvolumen:
Mehr Mitarbeiter erforderlich, um den Produktionsfluss aufrechtzuerhalten.
Möglicherweise mehrere Schichten zur Maximierung der Betriebszeit.
d. Werkstücktypen
Komplexe oder große Werkstücke:
Erfordern möglicherweise mehr Personal für die Handhabung und Inspektion.
Spezialisierte Mitarbeiter für die Anpassung der Beschichtungsparameter.
Kleine oder standardisierte Teile:
Weniger Personal für die Handhabung erforderlich.
Prozessabläufe sind oft einfacher und standardisiert.
2. Typische Rollen in einer Pulverbeschichtungsanlage
a. Produktionsmitarbeiter
Bediener der Beschichtungsanlagen:
Verantwortlich für das Auftragen der Pulverbeschichtung.
Überwachung der Qualität und Sicherstellung der richtigen Parameter.
Vorbehandlungsmitarbeiter:
Durchführung von Reinigungs- und Vorbehandlungsprozessen.
Sicherstellung, dass die Werkstücke ordnungsgemäß vorbereitet sind.
b. Technisches Personal
Wartungstechniker:
Regelmäßige Wartung und Reparatur der Anlagen.
Überwachung der Systemleistung und Durchführung von Fehlerbehebungen.
Automatisierungs- und Steuerungstechniker:
Programmierung und Überwachung automatisierter Systeme.
Anpassung der Steuerungsparameter und Optimierung der Prozesse.
c. Qualitätssicherung
Qualitätsinspektoren:
Durchführung von Qualitätskontrollen zur Sicherstellung der Einhaltung von Standards.
Verwendung von Messgeräten zur Überprüfung der Schichtdicke und Oberflächenqualität.
Prozessoptimierer:
Analyse von Produktionsdaten zur Verbesserung der Effizienz und Qualität.
Implementierung von Verbesserungsmaßnahmen.
d. Management und Verwaltung
Produktionsleiter:
Überwachung der gesamten Produktionslinie.
Koordination der Mitarbeiter und Sicherstellung der Zielerreichung.
Logistik- und Materialplaner:
Verwaltung der Materialflüsse und Bestände.
Planung der Produktion auf Basis von Nachfrage und Kapazität.
3. Beispiel einer Mitarbeiterverteilung
Hier ist ein Beispiel für die Mitarbeiterverteilung in einer mittelgroßen, teilautomatisierten Pulverbeschichtungsanlage:
Rolle
Anzahl der Mitarbeiter
Beschreibung
Bediener der Vorbehandlung
2-3
Verantwortlich für Reinigung und Vorbereitung der Werkstücke.
Pulverbeschichtungsbediener
3-4
Durchführung des Beschichtungsprozesses.
Wartungstechniker
1-2
Wartung und Reparatur der Anlagen.
Automatisierungstechniker
1-2
Überwachung der automatisierten Systeme und Prozesssteuerung.
Qualitätsinspektoren
1-2
Überprüfung der Qualität der beschichteten Teile.
Produktionsleiter
1
Leitung der Produktion und Koordination der Schichten.
Logistik- und Materialplaner
1
Verwaltung der Materialbestände und Produktionsplanung.
4. Optimierung der Mitarbeiterzahl
Um die Mitarbeiterzahl effizient zu nutzen, können Unternehmen folgende Strategien in Betracht ziehen:
Schulung und Weiterbildung: Regelmäßige Schulungen, um die Qualifikation der Mitarbeiter zu verbessern und sie auf mehrere Aufgaben vorzubereiten.
Einsatz von Zeitarbeitern: Flexible Personalplanung durch den Einsatz von Zeitarbeitskräften, um bei Bedarf Spitzenbelastungen abzufangen.
Prozessoptimierung: Einsatz von Lean-Management-Prinzipien, um Prozesse zu optimieren und den Personalbedarf zu reduzieren.
Investition in Automatisierung: Einsatz von Automatisierungstechnologien zur Reduzierung des manuellen Arbeitsaufwands und Verbesserung der Effizienz.
Fazit
Die optimale Anzahl der Mitarbeiter in einer Pulverbeschichtungsanlage hängt von vielen Faktoren ab, darunter die Größe der Anlage, der Automatisierungsgrad und das Produktionsvolumen. Durch den Einsatz von Automatisierung, Schulung und Prozessoptimierung können Unternehmen ihre Personalkosten minimieren und gleichzeitig die Effizienz und Qualität ihrer Produktion maximieren. Eine sorgfältige Planung und Anpassung der Personalressourcen ist entscheidend, um den Erfolg der Anlage zu gewährleisten.
EMS Pulverbeschichtungsanlagen
Unsere Pulverbeschichtungsanlage wird in Übereinstimmung mit den globalen fortschrittlichen Standards hergestellt und wurden mit vollem Vertrauen sowohl auf dem heimischen als auch auf dem weltweiten Markt bevorzugt.
Unsere Kapazität ist täglich gewachsen, wobei die Kundenzufriedenheit zusammen mit unserem gemeinsamen Vertriebs- und Servicenetz an erster Stelle steht.
Unser Unternehmen ist ein führendes türkisches Unternehmen, das sich auf die Herstellung von „Elektrostatischen Pulverbeschichtungsanlagen und kompletten Lackiersystemen“ mit 20 Jahren Wissen und praktischer Erfahrung spezialisiert hat.
Alle unsere Maschinen sind CE-gekennzeichnet, garantiert und können von potenziellen Kunden persönlich besichtigt werden. Es gibt auch Bilder und Videos auf dieser Seite, die die verwendeten Maschinen zeigen.
Wir entwerfen, fertigen und montieren Pulverbeschichtungsöfen, automatische und manuelle Kabinen, automatische und manuelle Pulverbeschichtungsanlagen, Pistolen, automatische und Stangentransfer-Pulverbeschichtungslinien, Pulverbeschichtungsfilter und Ersatzteile für Pulverbeschichtungspistolen