
Eine automatische Pulverbeschichtungsanlage ist eine Anlage, die zum Pulverbeschichten von Werkstücken in einem automatisierten Prozess verwendet wird.
Automatische Pulverbeschichtungsanlage
Automatische Pulverbeschichtungsanlagen bestehen aus einer Reihe von Komponenten, darunter:
- Vorbehandlungsstation: Die Vorbehandlungsstation bereitet die Werkstücke auf die Pulverbeschichtung vor. Dazu gehören Schritte wie das Entfetten, Strahlen und Phosphatieren.
- Pulversprühstation: Die Pulversprühstation sprüht das Pulver auf die Werkstücke auf.
- Einbrennofen: Der Einbrennofen härtet den Pulverlack aus.
- Abkühlstation: Die Abkühlstation kühlt die Werkstücke nach dem Aushärten des Pulverlacks ab.
Automatische Pulverbeschichtungsanlagen bieten eine Reihe von Vorteilen gegenüber manuellen Pulverbeschichtungsanlagen, darunter:
- Erhöhte Produktivität: Automatische Pulverbeschichtungsanlagen können Werkstücke in einem schnelleren und effizienteren Prozess beschichten als manuelle Pulverbeschichtungsanlagen.
- Verbesserte Qualität: Automatische Pulverbeschichtungsanlagen können eine gleichmäßigere Beschichtungsqualität erzielen als manuelle Pulverbeschichtungsanlagen.
- Geringere Kosten: Automatische Pulverbeschichtungsanlagen können die Kosten für die Pulverbeschichtung senken.
Automatische Pulverbeschichtungsanlagen werden in einer Vielzahl von Branchen eingesetzt, darunter der Automobilbau, der Maschinenbau und die Bauindustrie.
Vorbehandlungsstation für die Automatische Pulverbeschichtungsanlage

Die Vorbehandlungsstation ist ein wichtiger Bestandteil einer Pulverbeschichtungsanlage. Sie bereitet die Werkstücke auf die Pulverbeschichtung vor, indem sie die Oberfläche des Werkstücks von Verunreinigungen und Oxiden befreit.
Die Vorbehandlungsstation besteht aus einer Reihe von Prozessen, darunter:
- Entfetten: Das Entfetten entfernt Öle, Fette und andere Verunreinigungen von der Oberfläche des Werkstücks.
- Strahlen: Das Strahlen entfernt Rost, Oxide und andere harte Verunreinigungen von der Oberfläche des Werkstücks.
- Phosphatieren: Das Phosphatieren erzeugt eine poröse Schicht auf der Oberfläche des Werkstücks, die die Haftung des Pulverlacks verbessert.
Die Vorbehandlung ist wichtig, um eine gleichmäßige und dauerhafte Pulverbeschichtung zu gewährleisten. Eine unzureichende Vorbehandlung kann zu einer ungleichmäßigen Beschichtungsqualität, Blasenbildung, Abplatzungen oder anderen Beschichtungsfehlern führen.
Die Vorbehandlungsstation kann in einem manuellen oder automatisierten Prozess durchgeführt werden. Manuelle Vorbehandlungsstationen werden in der Regel für kleine Werkstücke oder Werkstücke mit komplexen Formen verwendet. Automatisierte Vorbehandlungsstationen werden in der Regel für große Serien von Werkstücken verwendet.
Hier sind einige Tipps für die Wahl einer Vorbehandlungsstation:
- Berücksichtigen Sie die Art der Werkstücke, die Sie beschichten möchten.
- Berücksichtigen Sie die Größe der Werkstücke, die Sie beschichten möchten.
- Berücksichtigen Sie die Anzahl der Werkstücke, die Sie beschichten möchten.
Vorbehandlungsprozesse
Entfetten
Entfetten ist der Prozess, bei dem Öle, Fette und andere Verunreinigungen von der Oberfläche des Werkstücks entfernt werden. Entfetten ist wichtig, um eine gleichmäßige Haftung des Pulverlacks zu gewährleisten.
Es gibt verschiedene Methoden zum Entfetten, darunter:
- Chemisches Entfetten: Chemisches Entfetten verwendet Lösungsmittel, um die Verunreinigungen von der Oberfläche des Werkstücks zu entfernen.
- Ultraschallentfetten: Ultraschallentfetten verwendet Ultraschallwellen, um die Verunreinigungen von der Oberfläche des Werkstücks zu entfernen.
- Thermisches Entfetten: Thermisches Entfetten verwendet Hitze, um die Verunreinigungen von der Oberfläche des Werkstücks zu entfernen.
Strahlen
Strahlen ist der Prozess, bei dem Rost, Oxide und andere harte Verunreinigungen von der Oberfläche des Werkstücks entfernt werden. Strahlen ist wichtig, um eine gleichmäßige Haftung des Pulverlacks zu gewährleisten.
Es gibt verschiedene Methoden zum Strahlen, darunter:
- Sandstrahlen: Sandstrahlen verwendet Sand, um die Verunreinigungen von der Oberfläche des Werkstücks zu entfernen.
- Trockeneisstrahlen: Trockeneisstrahlen verwendet Trockeneis, um die Verunreinigungen von der Oberfläche des Werkstücks zu entfernen.
- Wasserstrahlstrahlen: Wasserstrahlstrahlen verwendet Wasser, um die Verunreinigungen von der Oberfläche des Werkstücks zu entfernen.
Phosphatieren
Phosphatieren ist der Prozess, bei dem eine poröse Schicht auf der Oberfläche des Werkstücks erzeugt wird. Diese Schicht verbessert die Haftung des Pulverlacks.
Phosphatieren wird in der Regel mit einer Salzsäurelösung durchgeführt. Die Werkstücke werden in die Lösung getaucht und dann mit Wasser abgespült.
Vorbehandlungsfehler
Bei der Vorbehandlung können verschiedene Fehler auftreten, die die Qualität der Pulverbeschichtung beeinträchtigen können. Zu den häufigsten Vorbehandlungsfehlern gehören:
- Unzureichendes Entfetten: Unzureichendes Entfetten kann zu einer ungleichmäßigen Haftung des Pulverlacks führen.
- Unzureichendes Strahlen: Unzureichendes Strahlen kann zu einer ungleichmäßigen Oberfläche des Werkstücks führen, die die Haftung des Pulverlacks beeinträchtigen kann.
- Unzureichendes Phosphatieren: Unzureichendes Phosphatieren kann zu einer ungleichmäßigen Haftung des Pulverlacks führen.
Entfetten
Entfetten ist der Prozess, bei dem Öle, Fette und andere Verunreinigungen von der Oberfläche eines Werkstücks entfernt werden. Entfetten ist wichtig, um eine gleichmäßige Haftung des Pulverlacks zu gewährleisten.
Es gibt verschiedene Methoden zum Entfetten, darunter:
- Chemisches Entfetten: Chemisches Entfetten verwendet Lösungsmittel, um die Verunreinigungen von der Oberfläche des Werkstücks zu entfernen.
- Ultraschallentfetten: Ultraschallentfetten verwendet Ultraschallwellen, um die Verunreinigungen von der Oberfläche des Werkstücks zu entfernen.
- Thermisches Entfetten: Thermisches Entfetten verwendet Hitze, um die Verunreinigungen von der Oberfläche des Werkstücks zu entfernen.
Chemisches Entfetten
Chemisches Entfetten ist die gebräuchlichste Methode zum Entfetten von Werkstücken für die Pulverbeschichtung. Chemische Entfetter sind in der Regel organische Lösungsmittel, die Öle, Fette und andere Verunreinigungen aus der Oberfläche des Werkstücks lösen.
Chemisches Entfetten kann in einem manuellen oder automatisierten Prozess durchgeführt werden. Bei manuellem Entfetten werden die Werkstücke in ein Bad mit Entfetter getaucht und dann mit Wasser abgespült. Bei automatisiertem Entfetten werden die Werkstücke durch eine Anlage geführt, in der sie mit Entfetter besprüht und dann mit Wasser abgespült werden.
Ultraschallentfetten
Ultraschallentfetten ist eine effektive Methode zum Entfetten von Werkstücken mit komplexen Formen oder schwer zugänglichen Bereichen. Ultraschallwellen erzeugen Vibrationen, die die Verunreinigungen von der Oberfläche des Werkstücks lösen.
Ultraschallentfetten wird in der Regel in einem manuellen Prozess durchgeführt. Die Werkstücke werden in ein Bad mit Entfetter getaucht und dann mit Ultraschallwellen behandelt.
Thermisches Entfetten
Thermisches Entfetten ist eine schnelle und effektive Methode zum Entfetten von Werkstücken. Bei thermischem Entfetten wird die Oberfläche des Werkstücks erhitzt, wodurch die Verunreinigungen verdampfen.
Thermisches Entfetten wird in der Regel in einem automatisierten Prozess durchgeführt. Die Werkstücke werden durch eine Anlage geführt, in der sie erhitzt und dann mit Wasser abgespült werden.
Vorteile des Entfettens
Das Entfetten bietet folgende Vorteile:
- Verbessert die Haftung des Pulverlacks: Eine saubere und fettfreie Oberfläche gewährleistet eine gleichmäßige Haftung des Pulverlacks.
- Verhindert Blasenbildung: Blasenbildung kann durch Verunreinigungen auf der Oberfläche des Werkstücks verursacht werden.
- Erhöht die Korrosionsbeständigkeit: Eine saubere und fettfreie Oberfläche ist weniger anfällig für Korrosion.
Nachteile des Entfettens
Das Entfetten kann folgende Nachteile haben:
- Kann umweltschädlich sein: Chemische Entfetter können umweltschädlich sein.
- Kann zeitaufwendig sein: Das Entfetten kann ein zeitaufwendiger Prozess sein.
Fehler beim Entfetten
Beim Entfetten können folgende Fehler auftreten:
- Unzureichendes Entfetten: Unzureichendes Entfetten kann zu einer ungleichmäßigen Haftung des Pulverlacks führen.
- Verwendung ungeeigneter Entfetter: Die Verwendung ungeeigneter Entfetter kann die Oberfläche des Werkstücks beschädigen.
- Verschmutzung der Entfetter: Verunreinigte Entfetter können die Qualität der Pulverbeschichtung beeinträchtigen.
Strahlen
Strahlen ist ein Verfahren, bei dem die Oberfläche eines Werkstücks mit einem Strahlmittel beschossen wird, um Rost, Oxide und andere Verunreinigungen zu entfernen. Strahlen ist wichtig, um eine gleichmäßige Haftung des Pulverlacks zu gewährleisten.
Es gibt verschiedene Arten von Strahlmitteln, darunter:
- Sand: Sand ist das gebräuchlichste Strahlmittel für die Pulverbeschichtung. Sand ist ein hartes Strahlmittel, das effektiv Rost, Oxide und andere harte Verunreinigungen entfernen kann.
- Glasperlen: Glasperlen sind ein weiches Strahlmittel, das effektiv Rost, Oxide und andere weiche Verunreinigungen entfernen kann.
- Trockeneis: Trockeneis ist ein inertes Strahlmittel, das effektiv Rost, Oxide und andere Verunreinigungen entfernen kann, ohne die Oberfläche des Werkstücks zu beschädigen.
- Wasserstrahl: Wasserstrahl ist ein leistungsstarkes Strahlmittel, das effektiv Rost, Oxide und andere Verunreinigungen entfernen kann.
Sandstrahlen
Sandstrahlen ist die gebräuchlichste Methode zum Strahlen von Werkstücken für die Pulverbeschichtung. Sandstrahlen ist ein effektives Verfahren zum Entfernen von Rost, Oxiden und anderen harten Verunreinigungen.
Sandstrahlen kann in einem manuellen oder automatisierten Prozess durchgeführt werden. Bei manuellem Strahlen wird der Sand mit Druckluft durch eine Düse auf das Werkstück gestrahlt. Bei automatisiertem Strahlen wird das Werkstück durch eine Anlage geführt, in der es mit Sand beschossen wird.
Glasperlenstrahlen
Glasperlenstrahlen ist eine effektive Methode zum Strahlen von Werkstücken mit komplexen Formen oder schwer zugänglichen Bereichen. Glasperlenstrahlen ist ein weiches Verfahren, das die Oberfläche des Werkstücks nicht beschädigt.
Glasperlenstrahlen kann in einem manuellen oder automatisierten Prozess durchgeführt werden. Bei manuellem Strahlen wird der Sand mit Druckluft durch eine Düse auf das Werkstück gestrahlt. Bei automatisiertem Strahlen wird das Werkstück durch eine Anlage geführt, in der es mit Glasperlen beschossen wird.
Trockeneisstrahlen
Trockeneisstrahlen ist ein inertes Verfahren, das die Oberfläche des Werkstücks nicht beschädigt. Trockeneisstrahlen ist eine effektive Methode zum Entfernen von Rost, Oxiden und anderen Verunreinigungen.
Trockeneisstrahlen kann in einem manuellen oder automatisierten Prozess durchgeführt werden. Bei manuellem Strahlen wird das Trockeneis mit Druckluft durch eine Düse auf das Werkstück gestrahlt. Bei automatisiertem Strahlen wird das Werkstück durch eine Anlage geführt, in der es mit Trockeneis beschossen wird.
Wasserstrahlstrahlen
Wasserstrahlstrahlen ist ein leistungsstarkes Verfahren, das effektiv Rost, Oxide und andere Verunreinigungen entfernen kann. Wasserstrahlstrahlen kann jedoch auch die Oberfläche des Werkstücks beschädigen.
Wasserstrahlstrahlen kann in einem manuellen oder automatisierten Prozess durchgeführt werden. Bei manuellem Strahlen wird das Wasser mit Druckluft durch eine Düse auf das Werkstück gestrahlt. Bei automatisiertem Strahlen wird das Werkstück durch eine Anlage geführt, in der es mit Wasser beschossen wird.
Vorteile des Strahlens
Das Strahlen bietet folgende Vorteile:
- Entfernt Rost, Oxide und andere Verunreinigungen: Strahlen entfernt effektiv Rost, Oxide und andere Verunreinigungen von der Oberfläche des Werkstücks.
- Verbessert die Haftung des Pulverlacks: Eine saubere und vorbereitete Oberfläche gewährleistet eine gleichmäßige Haftung des Pulverlacks.
- Erhöht die Korrosionsbeständigkeit: Eine saubere und vorbereitete Oberfläche ist weniger anfällig für Korrosion.
Nachteile des Strahlens
Das Strahlen kann folgende Nachteile haben:
- Kann umweltschädlich sein: Strahlmittel können umweltschädlich sein.
- Kann zeitaufwendig sein: Strahlen kann ein zeitaufwendiger Prozess sein.
Fehler beim Strahlen
Beim Strahlen können folgende Fehler auftreten:
- Unzureichendes Strahlen: Unzureichendes Strahlen kann zu einer ungleichmäßigen Haftung des Pulverlacks führen.
- Verwendung ungeeigneter Strahlmittel: Die Verwendung ungeeigneter Strahlmittel kann die Oberfläche des Werkstücks beschädigen.
- Verschmutzung der Strahlmittel: Verschmutzte Strahlmittel können die Qualität der Pulverbeschichtung beeinträchtigen.
Phosphatieren
Phosphatieren ist ein chemisches Verfahren, bei dem eine poröse Schicht auf der Oberfläche eines Werkstücks erzeugt wird. Diese Schicht verbessert die Haftung von Lacken, einschließlich Pulverlacken. Phosphatieren wird in der Regel vor der Pulverbeschichtung von Werkstücken aus Stahl, Aluminium und Zink durchgeführt.
Das Phosphatieren erfolgt in der Regel in einem mehrstufigen Prozess:
- Entfetten: Das Werkstück wird entfettet, um Verunreinigungen wie Öle und Fette von der Oberfläche zu entfernen.
- Beizen: Das Werkstück wird in einer Säure gebeizt, um Rost und andere Verunreinigungen von der Oberfläche zu entfernen.
- Aktivieren: Das Werkstück wird in einer Lösung aktiviert, um die Oberfläche für das Phosphatieren vorzubereiten.
- Phosphatieren: Das Werkstück wird in eine Phosphatierungslösung getaucht, um die poröse Schicht auf der Oberfläche zu erzeugen.
- Passivieren: Das Werkstück wird in einer Passivierungslösung passiviert, um die Phosphatschicht vor Korrosion zu schützen.
- Spülen und Trocknen: Das Werkstück wird gespült und getrocknet, bevor es pulverbeschichtet wird.
Phosphatieren kann in einem manuellen oder automatisierten Prozess durchgeführt werden. Manuelle Phosphatierung wird in der Regel für kleine Werkstücke oder Werkstücke mit komplexen Formen verwendet. Automatische Phosphatierung wird in der Regel für große Serien von Werkstücken verwendet.
Vorteile des Phosphatierens
Phosphatieren bietet folgende Vorteile:
- Verbessert die Haftung von Lacken: Die poröse Phosphatschicht verbessert die Haftung von Lacken, einschließlich Pulverlacken.
- Erhöht die Korrosionsbeständigkeit: Die Phosphatschicht schützt die Oberfläche des Werkstücks vor Korrosion.
- Reduziert Reibung und Verschleiß: Die Phosphatschicht kann Reibung und Verschleiß reduzieren.
Nachteile des Phosphatierens
Phosphatieren kann folgende Nachteile haben:
- Kann umweltschädlich sein: Phosphatierungslösungen können umweltschädlich sein.
- Kann zeitaufwendig sein: Phosphatieren kann ein zeitaufwendiger Prozess sein.
Fehler beim Phosphatieren
Beim Phosphatieren können folgende Fehler auftreten:
- Unzureichendes Phosphatieren: Unzureichendes Phosphatieren kann zu einer ungleichmäßigen Haftung des Pulverlacks führen.
- Falsche Zusammensetzung der Phosphatierungslösung: Eine falsche Zusammensetzung der Phosphatierungslösung kann zu einer ungleichmäßigen Phosphatschicht führen.
- Verschmutzung der Phosphatierungslösung: Verschmutzte Phosphatierungslösungen können die Qualität der Phosphatschicht beeinträchtigen.
Fazit
Phosphatieren ist ein wichtiger Schritt in der Vorbehandlung von Werkstücken für die Pulverbeschichtung. Phosphatieren verbessert die Haftung des Pulverlacks und erhöht die Korrosionsbeständigkeit des Werkstücks.
Pulversprühstation für die Automatische Pulverbeschichtungsanlage

Die Pulversprühstation ist ein wichtiger Bestandteil einer Pulverbeschichtungsanlage. Sie dient zum Aufsprühen des Pulverlacks auf die Werkstücke.
Pulversprühstationen bestehen in der Regel aus folgenden Komponenten:
- Pulverbehälter: Der Pulverbehälter speichert das Pulver.
- Injektor: Der Injektor saugt das Pulver aus dem Pulverbehälter und injiziert es in den Druckluftstrom.
- Druckluftzufuhr: Die Druckluftzufuhr sorgt für den Transport des Pulvers zum Sprühkopf.
- Sprühkopf: Der Sprühkopf verteilt das Pulver auf der Oberfläche des Werkstücks.
Pulversprühstationen können in zwei Typen unterteilt werden:
- Corona-Sprühstationen: Corona-Sprühstationen verwenden eine Corona-Entladung, um das Pulver aufzuladen. Das aufgeladene Pulver wird dann von einem entgegengesetzt aufgeladenen Werkstück angezogen.
- Tribostatische Sprühstationen: Tribostatische Sprühstationen verwenden die Reibung zwischen dem Pulver und der Sprühpistole, um das Pulver aufzuladen. Das aufgeladene Pulver wird dann von einem entgegengesetzt aufgeladenen Werkstück angezogen.
Corona-Sprühstationen werden in der Regel für große Serien von Werkstücken verwendet. Tribostatische Sprühstationen werden in der Regel für kleine Werkstücke oder Werkstücke mit komplexen Formen verwendet.
Vorteile von Pulversprühstationen
Pulversprühstationen bieten folgende Vorteile:
- Effizientes Aufsprühen des Pulverlacks: Pulversprühstationen sprühen den Pulverlack effizient und gleichmäßig auf die Werkstücke auf.
- Minimale Pulververluste: Pulversprühstationen minimieren die Pulververluste.
- Umweltfreundlich: Pulversprühstationen sind umweltfreundlich, da sie keine Lösungsmittel verwenden.
Nachteile von Pulversprühstationen
Pulversprühstationen können folgende Nachteile haben:
- Hohe Anschaffungskosten: Pulversprühstationen können teuer in der Anschaffung sein.
- Komplexer Betrieb: Pulversprühstationen können komplex im Betrieb sein.
Fehler beim Pulverspritzen
Beim Pulverspritzen können folgende Fehler auftreten:
- Ungleichmäßiges Aufsprühen des Pulverlacks: Ungleichmäßiges Aufsprühen des Pulverlacks kann zu einer ungleichmäßigen Beschichtung führen.
- Übermäßiges Aufsprühen des Pulverlacks: Übermäßiges Aufsprühen des Pulverlacks kann zu einer zu dicken Beschichtung führen.
- Untermäßiges Aufsprühen des Pulverlacks: Untermäßiges Aufsprühen des Pulverlacks kann zu einer zu dünnen Beschichtung führen.
Fazit
Pulversprühstationen sind ein wichtiger Bestandteil einer Pulverbeschichtungsanlage. Sie sorgen für ein effizientes und gleichmäßiges Aufsprühen des Pulverlacks auf die Werkstücke.
Pulverbehälter

Ein Pulverbehälter ist ein Behälter, der Pulverlack für die Pulverbeschichtung enthält. Pulverbehälter sind in der Regel aus Stahl oder Kunststoff gefertigt und haben eine verschließbare Öffnung zum Nachfüllen des Pulvers.
Pulverbehälter werden in der Regel in folgenden Größen angeboten:
- Klein: 10-25 kg
- Mittel: 25-50 kg
- Groß: 50-100 kg
- Sehr groß: 100-200 kg
Die Größe des Pulverbehälters hängt von der Größe der Pulverbeschichtungsanlage und der Anzahl der Werkstücke ab, die beschichtet werden sollen.
Pulverbehälter müssen folgende Anforderungen erfüllen:
- Die Behälter müssen dicht sein, um das Pulver vor Feuchtigkeit und Luftfeuchtigkeit zu schützen.
- Die Behälter müssen stabil sein, um das Pulver zu tragen und zu schützen.
- Die Behälter müssen leicht zu reinigen sein.
Arten von Pulverbehältern
Es gibt zwei Haupttypen von Pulverbehältern:
- Geschlossene Behälter: Geschlossene Behälter sind die gebräuchlichste Art von Pulverbehältern. Sie sind dicht verschlossen, um das Pulver vor Feuchtigkeit und Luftfeuchtigkeit zu schützen.
- Offene Behälter: Offene Behälter sind weniger verbreitet als geschlossene Behälter. Sie sind nicht so dicht verschlossen, wodurch das Pulver an der Oberfläche des Behälters kondensieren kann.
Wartung von Pulverbehältern
Pulverbehälter müssen regelmäßig gewartet werden, um die Qualität des Pulverlacks zu gewährleisten. Die Wartung von Pulverbehältern umfasst folgende Schritte:
- Reinigen: Pulverbehälter müssen regelmäßig von Pulverresten und Staub gereinigt werden.
- Inspizieren: Pulverbehälter müssen regelmäßig auf Beschädigungen oder Undichtigkeiten inspiziert werden.
- Dichtheitstest: Pulverbehälter müssen regelmäßig auf Dichtheit getestet werden.
Fehler beim Pulverbehälter
Bei Pulverbehältern können folgende Fehler auftreten:
- Undichter Behälter: Ein undichter Behälter kann zu einer Verunreinigung des Pulverlacks führen.
- Verschmutzter Behälter: Ein verschmutzter Behälter kann die Qualität des Pulverlacks beeinträchtigen.
- Beschädigter Behälter: Ein beschädigter Behälter kann zu einem Leck führen.
Fazit
Pulverbehälter sind ein wichtiger Bestandteil einer Pulverbeschichtungsanlage. Sie müssen regelmäßig gewartet werden, um die Qualität des Pulverlacks zu gewährleisten.
Injektor

Ein Injektor ist ein Gerät, das Pulver aus einem Pulverbehälter in einen Druckluftstrom injiziert. Injektore werden in Pulverbeschichtungsanlagen verwendet, um Pulverlack auf Werkstücke aufzusprühen.
Es gibt zwei Haupttypen von Injektoren:
- Venturi-Injektoren: Venturi-Injektoren verwenden den Venturi-Effekt, um Pulver aus dem Pulverbehälter in den Druckluftstrom zu saugen.
- Schrauben-Injektoren: Schrauben-Injektoren verwenden eine Schraube, um Pulver aus dem Pulverbehälter in den Druckluftstrom zu drücken.
Venturi-Injektoren
Venturi-Injektoren sind die gebräuchlichste Art von Injektoren. Sie sind einfach zu bedienen und zu warten.
Venturi-Injektoren arbeiten nach dem Venturi-Effekt. Der Venturi-Effekt ist ein physikalisches Phänomen, das besagt, dass sich die Geschwindigkeit einer Flüssigkeit oder eines Gases in einem verengten Rohr erhöht.
Bei einem Venturi-Injektor wird Druckluft durch ein verengtes Rohr geleitet. Dies erhöht die Geschwindigkeit der Druckluft und erzeugt einen Unterdruck. Das Pulver aus dem Pulverbehälter wird durch den Unterdruck in den Druckluftstrom gesaugt.
Vorteile von Venturi-Injektoren:
- Einfach zu bedienen und zu warten: Venturi-Injektoren sind einfach zu bedienen und zu warten.
- Relativ kostengünstig: Venturi-Injektoren sind relativ kostengünstig.
Nachteile von Venturi-Injektoren:
- Können zu Pulverablagerungen führen: Venturi-Injektoren können zu Pulverablagerungen führen, wenn das Pulver nicht richtig dosiert wird.
- Können zu Pulververlusten führen: Venturi-Injektoren können zu Pulververlusten führen, wenn der Pulverbehälter nicht richtig angeschlossen ist.
Schrauben-Injektoren
Schrauben-Injektoren sind weniger verbreitet als Venturi-Injektoren. Sie sind jedoch genauer und effizienter als Venturi-Injektoren.
Schrauben-Injektoren arbeiten mit einer Schraube, die Pulver aus dem Pulverbehälter in den Druckluftstrom drückt. Die Schraube dreht sich mit hoher Geschwindigkeit und drückt das Pulver durch ein Sieb. Das Sieb verhindert, dass Pulverstücke in den Druckluftstrom gelangen.
Vorteile von Schrauben-Injektoren:
- Genauer und effizienter: Schrauben-Injektoren sind genauer und effizienter als Venturi-Injektoren.
- Keine Pulverablagerungen: Schrauben-Injektoren verursachen keine Pulverablagerungen.
- Keine Pulververluste: Schrauben-Injektoren verursachen keine Pulververluste.
Nachteile von Schrauben-Injektoren:
- Komplexer zu bedienen: Schrauben-Injektoren sind komplexer zu bedienen als Venturi-Injektoren.
- Teurer: Schrauben-Injektoren sind teurer als Venturi-Injektoren.
Fehler bei Injektoren
Bei Injektoren können folgende Fehler auftreten:
- Verstopfter Injektor: Ein verstopfter Injektor kann zu einer ungleichmäßigen Pulverbeschichtung führen.
- Undichter Injektor: Ein undichter Injektor kann zu Pulververlusten führen.
- Beschädigter Injektor: Ein beschädigter Injektor kann zu einem Ausfall des Injektors führen.
Fazit
Injektore sind ein wichtiger Bestandteil einer Pulverbeschichtungsanlage. Sie müssen regelmäßig gewartet werden, um eine gleichmäßige und effiziente Pulverbeschichtung zu gewährleisten.
Druckluftzufuhr der Automatische Pulverbeschichtungsanlage
Die Druckluftzufuhr ist ein wichtiger Bestandteil einer Pulverbeschichtungsanlage. Sie versorgt den Injektor mit Druckluft, die das Pulver auf die Werkstücke trägt.
Die Druckluftzufuhr muss folgende Anforderungen erfüllen:
- Die Druckluft muss sauber und trocken sein. Verunreinigungen in der Druckluft können die Qualität der Pulverbeschichtung beeinträchtigen.
- Die Druckluft muss den erforderlichen Druck liefern. Der Druck der Druckluft bestimmt die Größe der Pulverpartikel und die gleichmäßige Verteilung des Pulverlacks auf den Werkstücken.
- Die Druckluft muss konstant sein. Schwankungen des Drucks können zu einer ungleichmäßigen Pulverbeschichtung führen.
Arten von Druckluftzufuhr
Es gibt zwei Haupttypen von Druckluftzufuhr für Pulverbeschichtungsanlagen:
- Kompressor: Ein Kompressor erzeugt Druckluft aus der Umgebungsluft.
- Drucklufttank: Ein Drucklufttank speichert Druckluft, die dann von der Pulverbeschichtungsanlage verwendet wird.
Kompressoren
Kompressoren sind die gebräuchlichste Art von Druckluftzufuhr für Pulverbeschichtungsanlagen. Sie sind in verschiedenen Größen und Leistungsstufen erhältlich.
Drucklufttanks
Drucklufttanks sind eine Alternative zu Kompressoren. Sie bieten den Vorteil, dass sie den Druck der Druckluft konstant halten.
Vorteile von Drucklufttanks:
- Stabile Druckluftversorgung: Drucklufttanks bieten eine stabile Druckluftversorgung, die Schwankungen des Drucks verhindert.
- Geringere Lärmbelastung: Drucklufttanks sind leiser als Kompressoren.
- Geringere Wartungskosten: Drucklufttanks erfordern weniger Wartung als Kompressoren.
Nachteile von Drucklufttanks:
- Können teuer sein: Drucklufttanks können teurer sein als Kompressoren.
- Erfordern mehr Platz: Drucklufttanks erfordern mehr Platz als Kompressoren.
Fehler bei der Druckluftzufuhr
Bei der Druckluftzufuhr können folgende Fehler auftreten:
- Verunreinigte Druckluft: Verunreinigte Druckluft kann die Qualität der Pulverbeschichtung beeinträchtigen.
- Unzureichender Druck: Unzureichender Druck kann zu einer ungleichmäßigen Pulverbeschichtung führen.
- Schwankungen des Drucks: Schwankungen des Drucks können zu einer ungleichmäßigen Pulverbeschichtung führen.
Fazit
Die Druckluftzufuhr ist ein wichtiger Bestandteil einer Pulverbeschichtungsanlage. Sie muss sauber, trocken und konstant sein, um eine gleichmäßige und effiziente Pulverbeschichtung zu gewährleisten.
Sprühkopf für die Automatische Pulverbeschichtungsanlage
Ein Sprühkopf ist ein Gerät, das Pulverlack auf Werkstücke aufträgt. Sprühköpfe sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedliche Werkstücke und Beschichtungsaufgaben abzudecken.
Funktionsweise eines Sprühkopfes
Ein Sprühkopf funktioniert, indem er Druckluft verwendet, um Pulverlack in eine feine Wolke zu zerlegen. Die Pulverwolke wird dann auf das Werkstück gesprüht, wo sie sich zu einer gleichmäßigen Beschichtung ablagert.
Arten von Sprühköpfen
Es gibt zwei Haupttypen von Sprühköpfen für Pulverbeschichtungsanlagen:
- Elektrostatische Sprühköpfe: Elektrostatische Sprühköpfe verwenden eine elektrische Ladung, um das Pulver anzuziehen und es auf das Werkstück zu binden.
- Tribostatische Sprühköpfe: Tribostatische Sprühköpfe verwenden die Reibung zwischen dem Pulver und der Sprühpistole, um das Pulver anzuziehen und es auf das Werkstück zu binden.
Vorteile von Sprühköpfen
Sprühköpfe bieten folgende Vorteile:
- Effizientes Aufsprühen des Pulverlacks: Sprühköpfe können Pulverlack schnell und gleichmäßig auf Werkstücke auftragen.
- Minimale Pulververluste: Sprühköpfe minimieren die Pulververluste.
- Umweltfreundlich: Sprühköpfe verwenden keine Lösungsmittel.
Nachteile von Sprühköpfen
Sprühköpfe können folgende Nachteile haben:
- Können teuer sein: Sprühköpfe können teuer sein.
- Komplexer Betrieb: Sprühköpfe können komplex im Betrieb sein.
Fehler beim Sprühkopf
Bei Sprühköpfen können folgende Fehler auftreten:
- Verstopfter Sprühkopf: Ein verstopfter Sprühkopf kann zu einer ungleichmäßigen Pulverbeschichtung führen.
- Undichter Sprühkopf: Ein undichter Sprühkopf kann zu Pulververlusten führen.
- Beschädigter Sprühkopf: Ein beschädigter Sprühkopf kann zu einem Ausfall des Sprühkopfes führen.
Fazit
Sprühköpfe sind ein wichtiger Bestandteil einer Pulverbeschichtungsanlage. Sie müssen regelmäßig gewartet werden, um eine gleichmäßige und effiziente Pulverbeschichtung zu gewährleisten.
Corona-Sprühstationen

Corona-Sprühstationen sind die am weitesten verbreiteten Sprühstationen in der Pulverbeschichtung. Sie verwenden eine Corona-Entladung, um das Pulver aufzuladen. Das aufgeladene Pulver wird dann von einem entgegengesetzt aufgeladenen Werkstück angezogen.
Vorteile von Corona-Sprühstationen
Corona-Sprühstationen bieten folgende Vorteile:
- Hoher Wirkungsgrad: Corona-Sprühstationen haben einen hohen Wirkungsgrad, da sie einen Großteil des Pulvers auf das Werkstück auftragen.
- Gleichmäßige Beschichtung: Corona-Sprühstationen tragen das Pulver gleichmäßig auf das Werkstück auf.
- Hohe Transferraten: Corona-Sprühstationen haben hohe Transferraten, was bedeutet, dass sie einen großen Teil des Pulvers auf das Werkstück auftragen können.
- Flexibilität: Corona-Sprühstationen können für eine Vielzahl von Werkstücken und Beschichtungsaufgaben verwendet werden.
Nachteile von Corona-Sprühstationen
Corona-Sprühstationen können folgende Nachteile haben:
- Hohe Anschaffungskosten: Corona-Sprühstationen können teuer in der Anschaffung sein.
- Komplexer Betrieb: Corona-Sprühstationen können komplex im Betrieb sein.
- Empfindlich gegenüber Umgebungseinflüssen: Corona-Sprühstationen sind empfindlich gegenüber Umgebungseinflüssen wie Luftfeuchtigkeit und Temperatur.
Fehler bei Corona-Sprühstationen
Bei Corona-Sprühstationen können folgende Fehler auftreten:
- Unzureichende Aufladung des Pulvers: Eine unzureichende Aufladung des Pulvers kann zu einer ungleichmäßigen Pulverbeschichtung führen.
- Verunreinigungen im Sprühbereich: Verunreinigungen im Sprühbereich können zu einer ungleichmäßigen Pulverbeschichtung führen.
- Falsche Einstellung der Sprühpistole: Eine falsche Einstellung der Sprühpistole kann zu einer ungleichmäßigen Pulverbeschichtung führen.
Fazit
Corona-Sprühstationen sind eine gute Wahl für Pulverbeschichtungsanlagen mit hoher Produktivität. Sie bieten einen hohen Wirkungsgrad, eine gleichmäßige Beschichtung und hohe Transferraten. Allerdings sind Corona-Sprühstationen teuer in der Anschaffung und komplex im Betrieb.
Tribostatische Sprühstationen

Tribostatische Sprühstationen sind eine Alternative zu Corona-Sprühstationen. Sie verwenden die Reibung zwischen dem Pulver und der Sprühpistole, um das Pulver aufzuladen. Das aufgeladene Pulver wird dann von einem entgegengesetzt aufgeladenen Werkstück angezogen.
Vorteile von tribostatischen Sprühstationen
Tribostatische Sprühstationen bieten folgende Vorteile:
- Geringere Anschaffungskosten: Tribostatische Sprühstationen sind in der Anschaffung günstiger als Corona-Sprühstationen.
- Einfacher Betrieb: Tribostatische Sprühstationen sind einfacher zu bedienen als Corona-Sprühstationen.
- Unempfindlich gegenüber Umgebungseinflüssen: Tribostatische Sprühstationen sind unempfindlich gegenüber Umgebungseinflüssen wie Luftfeuchtigkeit und Temperatur.
Nachteile von tribostatischen Sprühstationen
Tribostatische Sprühstationen können folgende Nachteile haben:
- Geringerer Wirkungsgrad: Tribostatische Sprühstationen haben einen geringeren Wirkungsgrad als Corona-Sprühstationen, da sie einen Teil des Pulvers verlieren.
- Ungleichmäßige Beschichtung: Tribostatische Sprühstationen können bei schwierigen Werkstücken eine ungleichmäßige Beschichtung verursachen.
- Begrenzte Flexibilität: Tribostatische Sprühstationen sind nicht so flexibel wie Corona-Sprühstationen und können nicht für alle Werkstücke und Beschichtungsaufgaben verwendet werden.
Fehler bei tribostatischen Sprühstationen
Bei tribostatischen Sprühstationen können folgende Fehler auftreten:
- Unzureichende Reibung zwischen Pulver und Sprühpistole: Eine unzureichende Reibung zwischen Pulver und Sprühpistole kann zu einer ungleichmäßigen Pulverbeschichtung führen.
- Verunreinigungen im Sprühbereich: Verunreinigungen im Sprühbereich können zu einer ungleichmäßigen Pulverbeschichtung führen.
- Falsche Einstellung der Sprühpistole: Eine falsche Einstellung der Sprühpistole kann zu einer ungleichmäßigen Pulverbeschichtung führen.
Fazit
Tribostatische Sprühstationen sind eine gute Wahl für Pulverbeschichtungsanlagen mit mittlerer Produktivität. Sie bieten einen geringeren Wirkungsgrad als Corona-Sprühstationen, sind aber einfacher zu bedienen und unempfindlich gegenüber Umgebungseinflüssen.
Einbrennofen

Ein Einbrennofen ist ein Ofen, der verwendet wird, um Pulverlack auf Werkstücke auszuhärten. Der Pulverlack wird in einem elektrischen oder gasbefeuerten Ofen bei einer Temperatur von 160-200 °C erhitzt. Bei dieser Temperatur schmilzt der Pulverlack und härtet zu einer festen Beschichtung aus.
Funktionsweise eines Einbrennofens
Ein Einbrennofen besteht aus einem Kammerofen, in dem die Werkstücke beschichtet werden. Die Kammer wird mit einem Heizsystem beheizt, das die gewünschte Temperatur erzeugt. Die Werkstücke werden in den Ofen geschoben und für die erforderliche Zeit bei der gewünschten Temperatur gehalten.
Arten von Einbrennöfen
Es gibt zwei Haupttypen von Einbrennöfen für Pulverbeschichtungsanlagen:
- Konvektionsöfen: Konvektionsöfen verwenden einen Luftstrom, um die Werkstücke zu erhitzen.
- Induktionsöfen: Induktionsöfen verwenden ein Induktionsfeld, um die Werkstücke zu erhitzen.
Konvektionsöfen
Konvektionsöfen sind die gebräuchlichste Art von Einbrennöfen für Pulverbeschichtungsanlagen. Sie sind einfach zu bedienen und zu warten.
Induktionsöfen
Induktionsöfen sind eine Alternative zu Konvektionsöfen. Sie bieten den Vorteil, dass sie die Werkstücke gleichmäßiger erhitzen können.
Vorteile von Einbrennöfen
Einbrennöfen bieten folgende Vorteile:
- Erhärten den Pulverlack zu einer festen Beschichtung: Einbrennöfen erhitzen den Pulverlack auf eine Temperatur, bei der er schmilzt und zu einer festen Beschichtung aushärtet.
- Erhöhen die Haltbarkeit der Beschichtung: Eine gehärtete Pulverbeschichtung ist haltbarer als eine unbeschichtete Oberfläche.
- Verhindern die Ablösung der Beschichtung: Eine gehärtete Pulverbeschichtung ist weniger anfällig für Ablösung als eine unbeschichtete Oberfläche.
Nachteile von Einbrennöfen
Einbrennöfen können folgende Nachteile haben:
- Können teuer sein: Einbrennöfen können teuer sein.
- Erfordern Wartung: Einbrennöfen erfordern Wartung, um eine optimale Leistung zu gewährleisten.
- Können gefährlich sein: Einbrennöfen können gefährlich sein, wenn sie nicht ordnungsgemäß gewartet und betrieben werden.
Fehler bei Einbrennöfen
Bei Einbrennöfen können folgende Fehler auftreten:
- Ungleichmäßige Erwärmung: Eine ungleichmäßige Erwärmung kann zu einer ungleichmäßigen Pulverbeschichtung führen.
- Unzureichende Härtung: Eine unzureichende Härtung kann zu einer Ablösung der Pulverbeschichtung führen.
- Beschädigung der Werkstücke: Eine zu hohe Temperatur oder ein zu langer Aufenthalt im Ofen kann die Werkstücke beschädigen.
Fazit
Einbrennöfen sind ein wichtiger Bestandteil einer Pulverbeschichtungsanlage. Sie härten den Pulverlack zu einer festen Beschichtung, die die Haltbarkeit und den Schutz der Werkstücke erhöht.
Konvektionsöfen
Konvektionsöfen sind die gebräuchlichste Art von Einbrennöfen für Pulverbeschichtungsanlagen. Sie verwenden einen Luftstrom, um die Werkstücke zu erhitzen.
Funktionsweise eines Konvektionsofens
Ein Konvektionsofen besteht aus einem Kammerofen, in dem die Werkstücke beschichtet werden. Die Kammer wird mit einem Heizsystem beheizt, das die gewünschte Temperatur erzeugt. Ein Gebläse erzeugt einen Luftstrom, der die Werkstücke umströmt und erwärmt.
Vorteile von Konvektionsöfen
Konvektionsöfen bieten folgende Vorteile:
- Einfach zu bedienen und zu warten: Konvektionsöfen sind einfach zu bedienen und zu warten.
- Relativ kostengünstig: Konvektionsöfen sind relativ kostengünstig.
- Flexibel: Konvektionsöfen können für eine Vielzahl von Werkstücken und Beschichtungsaufgaben verwendet werden.
Nachteile von Konvektionsöfen
Konvektionsöfen können folgende Nachteile haben:
- Können ungleichmäßig erhitzen: Konvektionsöfen können die Werkstücke ungleichmäßig erhitzen, was zu einer ungleichmäßigen Pulverbeschichtung führen kann.
- Können langsam sein: Konvektionsöfen können langsam sein, was zu längeren Zykluszeiten führen kann.
Fehler bei Konvektionsöfen
Bei Konvektionsöfen können folgende Fehler auftreten:
- Ungleichmäßige Erwärmung: Eine ungleichmäßige Erwärmung kann zu einer ungleichmäßigen Pulverbeschichtung führen.
- Unzureichende Härtung: Eine unzureichende Härtung kann zu einer Ablösung der Pulverbeschichtung führen.
- Beschädigung der Werkstücke: Eine zu hohe Temperatur oder ein zu langer Aufenthalt im Ofen kann die Werkstücke beschädigen.
Fazit
Konvektionsöfen sind eine gute Wahl für Pulverbeschichtungsanlagen mit mittlerer Produktivität. Sie sind einfach zu bedienen und zu warten, relativ kostengünstig und flexibel.
Induktionsöfen
Induktionsöfen sind eine Alternative zu Konvektionsöfen. Sie verwenden ein Induktionsfeld, um die Werkstücke zu erhitzen.
Funktionsweise eines Induktionsofens
Ein Induktionsofen besteht aus einem Kammerofen, in dem die Werkstücke beschichtet werden. In der Kammer befindet sich ein Induktionsspule, die ein Induktionsfeld erzeugt. Wenn die Werkstücke in das Induktionsfeld eingebracht werden, wird ein Wirbelstrom in ihnen erzeugt. Dieser Wirbelstrom erzeugt Wärme, die die Werkstücke erwärmt.
Vorteile von Induktionsöfen
Induktionsöfen bieten folgende Vorteile:
- Gleichmäßige Erwärmung: Induktionsöfen erwärmen die Werkstücke gleichmäßig, was zu einer gleichmäßigen Pulverbeschichtung führt.
- Schnelle Erwärmung: Induktionsöfen erwärmen die Werkstücke schnell, was zu kürzeren Zykluszeiten führt.
- Energieeffizient: Induktionsöfen sind energieeffizienter als Konvektionsöfen.
Nachteile von Induktionsöfen
Induktionsöfen können folgende Nachteile haben:
- Können teuer sein: Induktionsöfen können teurer sein als Konvektionsöfen.
- Erfordern Wartung: Induktionsöfen erfordern Wartung, um eine optimale Leistung zu gewährleisten.
- Können gefährlich sein: Induktionsöfen können gefährlich sein, wenn sie nicht ordnungsgemäß gewartet und betrieben werden.
Fehler bei Induktionsöfen
Bei Induktionsöfen können folgende Fehler auftreten:
- Ungleichmäßige Erwärmung: Eine ungleichmäßige Erwärmung kann zu einer ungleichmäßigen Pulverbeschichtung führen.
- Unzureichende Härtung: Eine unzureichende Härtung kann zu einer Ablösung der Pulverbeschichtung führen.
- Beschädigung der Werkstücke: Eine zu hohe Temperatur oder ein zu langer Aufenthalt im Ofen kann die Werkstücke beschädigen.
Fazit
Induktionsöfen sind eine gute Wahl für Pulverbeschichtungsanlagen mit hoher Produktivität. Sie bieten eine gleichmäßige Erwärmung, schnelle Erwärmung und Energieeinsparung.
Abkühlstation

Eine Abkühlstation ist ein wichtiger Bestandteil einer Pulverbeschichtungsanlage. Sie dient dazu, die Werkstücke nach dem Einbrennen abzukühlen. Dies ist notwendig, um die Gefahr eines Verziehens der Werkstücke zu vermeiden und um die Werkstücke für den weiteren Transport oder die Verarbeitung vorzubereiten.
Funktionsweise einer Abkühlstation
Eine Abkühlstation besteht in der Regel aus einem Tunnel, durch den die Werkstücke transportiert werden. In dem Tunnel wird ein Luftstrom erzeugt, der die Werkstücke abkühlt. Die Temperatur des Luftstroms kann reguliert werden, um eine optimale Abkühlung der Werkstücke zu gewährleisten.
Vorteile von Abkühlstationen
Abkühlstationen bieten folgende Vorteile:
- Verhindern das Verziehen der Werkstücke: Eine zu schnelle Abkühlung der Werkstücke kann zu einem Verziehen führen. Abkühlstationen verhindern dies, indem sie die Werkstücke langsam und gleichmäßig abkühlen.
- Bereiten die Werkstücke für den weiteren Transport oder die Verarbeitung vor: Abkühlstationen kühlen die Werkstücke auf eine Temperatur ab, bei der sie sicher transportiert oder weiterverarbeitet werden können.
- Verbessern die Qualität der Pulverbeschichtung: Eine langsame und gleichmäßige Abkühlung der Werkstücke kann die Qualität der Pulverbeschichtung verbessern.
Nachteile von Abkühlstationen
Abkühlstationen können folgende Nachteile haben:
- Können teuer sein: Abkühlstationen können teuer sein, insbesondere für Anlagen mit hoher Produktivität.
- Erfordern Platz: Abkühlstationen benötigen Platz, was in beengten Produktionsstätten ein Problem sein kann.
Fehler bei Abkühlstationen
Bei Abkühlstationen können folgende Fehler auftreten:
- Unzureichende Kühlung: Eine unzureichende Kühlung kann zu einem Verziehen der Werkstücke führen.
- Zu schnelle Kühlung: Eine zu schnelle Kühlung kann ebenfalls zu einem Verziehen der Werkstücke führen.
- Ungleichmäßige Kühlung: Eine ungleichmäßige Kühlung kann zu Qualitätseinbußen bei der Pulverbeschichtung führen.
Fazit
Abkühlstationen sind ein wichtiger Bestandteil einer Pulverbeschichtungsanlage. Sie verhindern das Verziehen der Werkstücke, bereiten die Werkstücke für den weiteren Transport oder die Verarbeitung vor und verbessern die Qualität der Pulverbeschichtung.
Einbrennofen Einzelheiten
Ofengröße

Die Größe eines Ofens wird in der Regel durch das Volumen des Ofenraums angegeben. Das Volumen wird berechnet, indem die Länge, Breite und Höhe des Ofenraums multipliziert werden.
Die richtige Ofengröße hängt von den zu backenden Produkten ab. Kleinere Öfen sind in der Regel für kleinere Produkte geeignet, während größere Öfen für größere Produkte geeignet sind.
Faustregel für die Ofengröße
Eine Faustregel für die Ofengröße besagt, dass die Innenfläche des Ofenraums mindestens doppelt so groß sein sollte wie die Oberfläche des größten zu backenden Produkts.
Beispiel
Wenn Sie einen Kuchen mit einem Durchmesser von 20 cm backen möchten, benötigen Sie einen Ofen mit einem Innenraum von mindestens 400 cm².
Andere Faktoren, die die Ofengröße beeinflussen
Neben der Größe der zu backenden Produkte können auch andere Faktoren die Ofengröße beeinflussen, darunter:
- Die Anzahl der gleichzeitig zu backenden Produkte: Wenn Sie mehrere Produkte gleichzeitig backen möchten, benötigen Sie einen größeren Ofen.
- Die Art des Backens: Einige Backvorgänge erfordern einen größeren Ofen als andere.
- Der Platzbedarf: Sie müssen sicherstellen, dass der Ofen in den vorgesehenen Bereich passt.
Wie man den richtigen Ofen für Ihre Bedürfnisse findet
Wenn Sie einen neuen Ofen kaufen, sollten Sie die Größe des Ofens sorgfältig berücksichtigen. Messen Sie den verfügbaren Platz und überlegen Sie, welche Produkte Sie backen möchten.
Ratschläge für die Auswahl der richtigen Ofengröße
- Wenn Sie nur kleine Produkte backen möchten, benötigen Sie einen kleinen Ofen.
- Wenn Sie große Produkte backen möchten, benötigen Sie einen großen Ofen.
- Wenn Sie mehrere Produkte gleichzeitig backen möchten, benötigen Sie einen größeren Ofen.
- Wenn Sie bestimmte Backvorgänge durchführen möchten, benötigen Sie möglicherweise einen Ofen mit einer bestimmten Größe.
- Überlegen Sie, wie viel Platz Sie für den Ofen haben.
Weitere Informationen zur Ofengröße
Weitere Informationen zur Ofengröße finden Sie in den Produktbeschreibungen von Ofenherstellern. Sie können sich auch von einem Küchenplaner beraten lassen.
Temperaturbereich
Der Temperaturbereich ist der Bereich von Temperaturen, in dem ein Gerät arbeiten kann. Er wird in der Regel in Grad Celsius (°C) oder Grad Fahrenheit (°F) angegeben.
Der Temperaturbereich eines Ofens ist wichtig, da er bestimmt, welche Lebensmittel darin gebacken werden können. Ofen haben in der Regel einen Temperaturbereich von 50 °C bis 250 °C oder 122 °F bis 482 °F.
Arten von Temperaturbereichen
Es gibt zwei Hauptarten von Temperaturbereichen:
- Kontinuierlicher Temperaturbereich: Ein kontinuierlicher Temperaturbereich bedeutet, dass der Ofen jede beliebige Temperatur innerhalb des Bereichs einstellen kann.
- Diskreter Temperaturbereich: Ein diskreter Temperaturbereich bedeutet, dass der Ofen nur bestimmte Temperaturen innerhalb des Bereichs einstellen kann.
Temperaturbereich von Öfen
Die meisten Öfen haben einen kontinuierlichen Temperaturbereich von 50 °C bis 250 °C oder 122 °F bis 482 °F. Einige Öfen haben einen diskreten Temperaturbereich, der nur bestimmte Temperaturen innerhalb dieses Bereichs umfasst.
Temperaturbereich von anderen Geräten
Der Temperaturbereich anderer Geräte kann je nach Art des Geräts variieren. Zum Beispiel haben Kühlschränke einen Temperaturbereich von 0 °C bis 10 °C oder 32 °F bis 50 °F, während Klimaanlagen einen Temperaturbereich von 16 °C bis 32 °C oder 61 °F bis 90 °F haben.
Wie man den richtigen Temperaturbereich für ein Gerät auswählt
Wenn Sie ein neues Gerät kaufen, sollten Sie den Temperaturbereich sorgfältig berücksichtigen. Stellen Sie sicher, dass der Temperaturbereich für die Verwendung des Geräts geeignet ist.
Ratschläge für die Auswahl des richtigen Temperaturbereichs
- Überlegen Sie, welche Produkte Sie mit dem Gerät verarbeiten möchten.
- Lesen Sie die Produktbeschreibung des Geräts, um den Temperaturbereich zu ermitteln.
- Fragen Sie einen Verkäufer oder einen Techniker nach Rat, wenn Sie sich nicht sicher sind, welcher Temperaturbereich für Sie geeignet ist.
Steuerung
Steuerung ist ein Prozess, bei dem eine Eingabe in eine gewünschte Ausgabe umgewandelt wird. In der Technik wird Steuerung häufig verwendet, um Maschinen oder Geräte zu steuern.
Arten von Steuerungen
Es gibt viele verschiedene Arten von Steuerungen, die für verschiedene Zwecke verwendet werden können. Einige der gebräuchlichsten Arten von Steuerungen sind:
- Analoge Steuerungen: Analoge Steuerungen arbeiten mit kontinuierlichen Signalen, die eine Vielzahl von Werten annehmen können.
- Digitale Steuerungen: Digitale Steuerungen arbeiten mit diskreten Signalen, die nur bestimmte Werte annehmen können.
- Automatische Steuerungen: Automatische Steuerungen arbeiten ohne menschliches Eingreifen.
- Manuelle Steuerungen: Manuelle Steuerungen erfordern menschliches Eingreifen.
Bestandteile einer Steuerung
Eine Steuerung besteht in der Regel aus den folgenden Komponenten:
- Eingabe: Die Eingabe ist die Information, die die Steuerung verarbeitet.
- Verarbeitung: Die Verarbeitung ist der Prozess, bei dem die Eingabe in eine Ausgabe umgewandelt wird.
- Ausgabe: Die Ausgabe ist die Information, die die Steuerung erzeugt.
Beispiele für Steuerungen
Beispiele für Steuerungen sind:
- Die Steuerung eines Autos: Die Steuerung eines Autos verwendet Sensoren, um die Umgebung des Autos zu erfassen. Diese Informationen werden dann von einem Computer verarbeitet, der das Gaspedal, die Bremse und das Lenkrad steuert.
- Die Steuerung eines Ofens: Die Steuerung eines Ofens verwendet einen Temperatursensor, um die Temperatur im Inneren des Ofens zu erfassen. Diese Informationen werden dann von einem Computer verarbeitet, der die Heizelemente des Ofens steuert, um die gewünschte Temperatur zu erreichen.
- Die Steuerung eines Roboters: Die Steuerung eines Roboters verwendet Sensoren, um die Umgebung des Roboters zu erfassen. Diese Informationen werden dann von einem Computer verarbeitet, der die Bewegungen des Roboters steuert.
Vorteile von Steuerungen
Steuerungen bieten eine Reihe von Vorteilen, darunter:
- Effizienz: Steuerungen können dazu beitragen, die Effizienz von Maschinen oder Geräten zu verbessern.
- Sicherheit: Steuerungen können dazu beitragen, die Sicherheit von Maschinen oder Geräten zu verbessern.
- Komfort: Steuerungen können den Komfort der Bedienung von Maschinen oder Geräten verbessern.
Nachteile von Steuerungen
Steuerungen haben auch einige Nachteile, darunter:
- Kosten: Steuerungen können teuer sein.
- Komplexität: Steuerungen können komplex sein.
- Fehleranfälligkeit: Steuerungen können fehleranfällig sein.
Sicherheit von Steuerungen
Steuerungen müssen so sicher sein, dass sie das Risiko von Verletzungen oder Schäden minimieren. Zu den Sicherheitsmaßnahmen, die bei der Steuerung von Maschinen oder Geräten getroffen werden können, gehören:
- Fehlererkennung und -korrektur: Steuerungen sollten in der Lage sein, Fehler zu erkennen und zu korrigieren, um Verletzungen oder Schäden zu verhindern.
- Not-Aus-Systeme: Steuerungen sollten Not-Aus-Systeme haben, die die Maschine oder das Gerät im Notfall sofort stoppen können.
- Sicherheitsvorkehrungen: Steuerungen sollten Sicherheitsvorkehrungen haben, um den Zugang zu gefährlichen Bereichen zu verhindern.
Fazit
Steuerung ist ein wichtiger Prozess, der in vielen Bereichen der Technik verwendet wird. Steuerungen können dazu beitragen, Maschinen oder Geräte effizienter, sicherer und komfortabler zu machen.
Heizelemente

Elektrische Heizelemente sind ein wichtiger Bestandteil von Pulverbeschichtungsanlagen. Sie werden verwendet, um die Pulverbeschichtung bei einer hohen Temperatur auszuhärten.
Arten von elektrischen Heizelementen in Pulveröfen:
In Pulveröfen werden in der Regel folgende Arten von elektrischen Heizelementen verwendet:
- Heizpatronen: Heizpatronen sind die gebräuchlichste Art von elektrischem Heizelement in Pulveröfen. Sie bestehen aus einem spiralförmigen Draht, der in einem keramischen Rohr eingebettet ist. Heizpatronen sind in der Regel sehr effizient und können eine hohe Temperatur erzeugen.
- Heizkabel: Heizkabel sind eine flexible Art von elektrischem Heizelement. Sie bestehen aus einem Draht, der mit einem Isoliermaterial umgeben ist. Heizkabel sind in der Regel kostengünstiger als Heizpatronen, aber auch weniger effizient.
Funktionsweise von elektrischen Heizelementen in Pulveröfen:
Elektrische Heizelemente in Pulveröfen werden mit Strom versorgt, wodurch sie sich erwärmen. Die Wärme wird dann an das Pulver übertragen, das dadurch aushärtet.
Sicherheit von elektrischen Heizelementen in Pulveröfen:
Elektrische Heizelemente in Pulveröfen können ein Brandrisiko darstellen, wenn sie nicht ordnungsgemäß installiert und verwendet werden. Daher ist es wichtig, die Sicherheitsvorkehrungen zu beachten, die vom Hersteller des Pulverofens angegeben werden.
Wartung von elektrischen Heizelementen in Pulveröfen:
Elektrische Heizelemente in Pulveröfen sollten regelmäßig auf Beschädigungen und Verschleiß überprüft werden. Beschädigte oder verschlissene Heizelemente sollten ersetzt werden, um die Sicherheit zu gewährleisten.
Fazit:
Elektrische Heizelemente sind ein wichtiger Bestandteil von Pulverbeschichtungsanlagen. Sie werden verwendet, um die Pulverbeschichtung bei einer hohen Temperatur auszuhärten.
Lüftungssystem
Ein Lüftungssystem ist ein System, das Luft aus einem Raum abführt und durch frische Luft ersetzt. Lüftungssysteme werden verwendet, um die Luftqualität in Innenräumen zu verbessern und die Gesundheit und das Wohlbefinden der Menschen zu schützen.
Arten von Lüftungssystemen
Es gibt viele verschiedene Arten von Lüftungssystemen, die für verschiedene Zwecke verwendet werden können. Einige der gebräuchlichsten Arten von Lüftungssystemen sind:
- Natürliche Lüftung: Natürliche Lüftung erfolgt durch die Bewegung von Luft durch natürliche Kräfte wie Wind und Temperaturunterschiede.
- Mechanische Lüftung: Mechanische Lüftung erfolgt durch die Verwendung von Ventilatoren oder Pumpen, um Luft zu bewegen.
- Umluftbelüftung: Umluftbelüftung ist ein System, bei dem die Luft in einen Raum eingeführt und dann wieder abgesaugt wird, nachdem sie durch einen Wärmetauscher geleitet wurde, um die Wärme zurückzugewinnen.
Funktionsweise eines Lüftungssystems
Die Funktionsweise eines Lüftungssystems hängt von der Art des Systems ab. Bei natürlichen Lüftungssystemen wird die Luft durch natürliche Kräfte wie Wind und Temperaturunterschiede bewegt. Bei mechanischen Lüftungssystemen wird Luft durch Ventilatoren oder Pumpen bewegt.
Vorteile von Lüftungssystemen
Lüftungssysteme bieten eine Reihe von Vorteilen, darunter:
- Verbesserung der Luftqualität: Lüftungssysteme können dazu beitragen, die Luftqualität in Innenräumen zu verbessern, indem sie verbrauchte Luft abführen und frische Luft einbringen.
- Schutz der Gesundheit: Lüftungssysteme können dazu beitragen, die Gesundheit und das Wohlbefinden der Menschen zu schützen, indem sie Schadstoffe und Allergene aus der Luft entfernen.
- Verbesserung des Komforts: Lüftungssysteme können dazu beitragen, den Komfort in Innenräumen zu verbessern, indem sie die Temperatur und die Luftfeuchtigkeit regulieren.
Nachteile von Lüftungssystemen
Lüftungssysteme haben auch einige Nachteile, darunter:
- Kosten: Lüftungssysteme können teuer sein, sowohl in der Anschaffung als auch im Betrieb.
- Energiebedarf: Lüftungssysteme können einen erheblichen Energiebedarf haben.
- Wartung: Lüftungssysteme müssen regelmäßig gewartet werden, um eine ordnungsgemäße Funktion zu gewährleisten.
Sicherheit von Lüftungssystemen
Lüftungssysteme müssen so sicher sein, dass sie das Risiko von Verletzungen oder Schäden minimieren. Zu den Sicherheitsmaßnahmen, die bei der Installation und Wartung von Lüftungssystemen getroffen werden können, gehören:
- Fehlererkennung und -korrektur: Lüftungssysteme sollten in der Lage sein, Fehler zu erkennen und zu korrigieren, um Verletzungen oder Schäden zu verhindern.
- Not-Aus-Systeme: Lüftungssysteme sollten Not-Aus-Systeme haben, die das System im Notfall sofort stoppen können.
- Sicherheitsvorkehrungen: Lüftungssysteme sollten Sicherheitsvorkehrungen haben, um den Zugang zu gefährlichen Bereichen zu verhindern.
Fazit
Lüftungssysteme sind ein wichtiger Bestandteil einer gesunden und komfortablen Innenraumluftqualität. Durch die Auswahl des richtigen Lüftungssystems für Ihre Bedürfnisse können Sie die Luftqualität in Ihrem Zuhause oder Büro verbessern und Ihre Gesundheit und Ihr Wohlbefinden schützen.
Isolierung

Die Isolierung eines Einbrennofens ist wichtig, um die Energiekosten zu senken und die Sicherheit zu gewährleisten. Die Isolierung verhindert, dass Wärme aus dem Ofen entweicht, wodurch der Ofen weniger Energie benötigt, um die gewünschte Temperatur zu erreichen. Außerdem kann die Isolierung dazu beitragen, dass der Ofen nicht zu heiß wird und sich dadurch keine Brandgefahr ergibt.
Arten von Isolation für Einbrennöfen
Es gibt verschiedene Arten von Isolation, die für Einbrennöfen verwendet werden können. Die gebräuchlichsten Arten sind:
- Mineralwolle: Mineralwolle ist ein faseriges Material, das aus Stein, Glas oder Basalt hergestellt wird. Mineralwolle ist ein guter Wärme- und Schallisolator.
- Polystyrol: Polystyrol ist ein Kunststoff, der aus kleinen, geschlossenen Zellen besteht. Polystyrol ist ein guter Wärmeisolator.
- Dämmwolle: Dämmwolle ist ein faseriges Material, das aus natürlichen oder synthetischen Materialien hergestellt wird. Dämmwolle ist ein guter Wärme- und Schallisolator.
Isolierung eines Einbrennofens
Die Isolierung eines Einbrennofens sollte fachgerecht durchgeführt werden, um die gewünschten Ergebnisse zu erzielen. Die folgenden Schritte sind zu beachten:
- Entfernen Sie die alte Isolierung, falls vorhanden.
- Reinigen Sie die Oberfläche des Ofens gründlich.
- Bringen Sie die neue Isolierung an.
- Verschließen Sie alle Lücken oder Risse.
Sicherheitshinweise
Bei der Isolierung eines Einbrennofens sind folgende Sicherheitshinweise zu beachten:
- Tragen Sie immer geeignete Schutzkleidung, z. B. Schutzbrille, Handschuhe und Atemschutzmaske.
- Achten Sie darauf, dass der Ofen ausgeschaltet und abgekühlt ist, bevor Sie mit der Isolierung beginnen.
- Verwenden Sie nur Isoliermaterial, das für den Einsatz in Einbrennöfen geeignet ist.
Fazit
Die Isolierung eines Einbrennofens ist eine wichtige Maßnahme, um die Energiekosten zu senken und die Sicherheit zu gewährleisten. Durch die fachgerechte Durchführung der Isolierung können Sie die gewünschten Ergebnisse erzielen und den Ofen über viele Jahre hinweg nutzen.
Transport

Der Transport eines Einbrennofens ist eine Aufgabe, die mit Vorsicht und Sorgfalt durchgeführt werden sollte. Der Ofen ist ein schweres und sperriges Gerät, das leicht beschädigt werden kann, wenn er nicht richtig transportiert wird.
Vorbereitung
Bevor Sie mit dem Transport des Ofens beginnen, sollten Sie folgende Vorbereitungen treffen:
- Stellen Sie sicher, dass der Ofen vollständig abgekühlt ist.
- Entfernen Sie alle losen Teile, wie z. B. die Türen und die Schubladen.
- Sichern Sie alle beweglichen Teile, wie z. B. die Heizelemente.
- Besorgen Sie sich geeignetes Transportmaterial, wie z. B. eine Palette und Spanngurte.
Transport
Der Ofen sollte auf einer stabilen Palette transportiert werden. Verwenden Sie Spanngurte, um den Ofen auf der Palette zu sichern. Achten Sie darauf, dass die Spanngurte fest genug angezogen sind, um den Ofen zu sichern, aber nicht so fest, dass sie ihn beschädigen.
Wenn der Ofen auf der Palette befestigt ist, können Sie ihn zum Transportfahrzeug fahren. Achten Sie darauf, dass der Ofen beim Transport nicht herunterfällt oder umkippt.
Lieferung
Bei der Lieferung des Ofens sollten Sie folgende Schritte beachten:
- Stellen Sie sicher, dass der Lieferant den Ofen sicher anliefert.
- Überprüfen Sie den Ofen nach der Lieferung auf Schäden.
Sicherheitshinweise
Beim Transport eines Einbrennofens sollten Sie folgende Sicherheitshinweise beachten:
- Tragen Sie immer geeignete Schutzkleidung, wie z. B. Handschuhe und Schutzbrille.
- Achten Sie darauf, dass der Ofen nicht herunterfällt oder umkippt.
- Vermeiden Sie, dass der Ofen in Kontakt mit Wasser oder anderen Flüssigkeiten kommt.
Fazit
Der Transport eines Einbrennofens ist eine Aufgabe, die mit Vorsicht und Sorgfalt durchgeführt werden sollte. Durch die Einhaltung der oben genannten Schritte können Sie den Ofen sicher und unbeschädigt transportieren.
Zusätzliche Tipps
Wenn der Ofen über eine lange Strecke transportiert werden muss, sollten Sie ihn in einem geschlossenen Fahrzeug transportieren, um ihn vor Witterungseinflüssen zu schützen.
Wenn der Ofen in einem Gebäude transportiert werden muss, sollten Sie die Türen und Gänge überprüfen, um sicherzustellen, dass der Ofen durchpasst.
Wenn Sie den Ofen selbst transportieren, sollten Sie sich von einem Freund oder Verwandten helfen lassen.
Sicherheitsfunktionen
Einbrennöfen sind große und komplexe Geräte, die bei unsachgemäßer Verwendung zu Verletzungen oder Schäden führen können. Aus diesem Grund sind Einbrennöfen mit einer Reihe von Sicherheitsfunktionen ausgestattet, um die Sicherheit der Benutzer zu gewährleisten.
Die wichtigsten Sicherheitsfunktionen eines Einbrennofens sind:
- Temperaturregler: Der Temperaturregler ermöglicht es dem Benutzer, die Temperatur des Ofens genau zu steuern. Dies ist wichtig, um zu verhindern, dass das Material im Ofen überhitzt und beschädigt wird.
- Thermostat: Das Thermostat schaltet den Ofen automatisch ab, wenn die eingestellte Temperatur erreicht ist. Dies verhindert, dass das Material im Ofen zu lange erhitzt wird und beschädigt wird.
- Überhitzungsschutz: Der Überhitzungsschutz schaltet den Ofen automatisch ab, wenn die Temperatur im Ofen zu hoch wird. Dies kann durch einen Stromausfall oder einen anderen Fehler verursacht werden.
- Sicherheitsthermostat: Der Sicherheitsthermostat schaltet den Ofen automatisch ab, wenn die Temperatur im Ofen zu hoch wird. Dies kann durch einen Brand oder einen anderen Notfall verursacht werden.
- Sicherheitstür: Die Sicherheitstür verhindert, dass der Benutzer den Ofen während des Betriebs öffnet. Dies ist wichtig, um Verbrennungen zu vermeiden.
- Sicherheitsschalter: Der Sicherheitsschalter schaltet den Ofen automatisch ab, wenn die Tür geöffnet wird. Dies ist wichtig, um zu verhindern, dass der Ofen eingeschaltet bleibt, wenn die Tür geöffnet ist.
Zusätzliche Sicherheitsfunktionen:
- Feuerlöscher: Ein Feuerlöscher sollte in der Nähe des Ofens aufbewahrt werden, um im Brandfall schnell reagieren zu können.
- Not-Aus-Schalter: Der Not-Aus-Schalter schaltet den Ofen sofort ab. Er sollte in greifbarer Nähe des Ofens angebracht sein.
- Warnhinweise: Der Ofen sollte mit Warnhinweisen versehen sein, die den Benutzer vor Gefahren warnen.
Sicherheitshinweise:
- Lesen Sie die Bedienungsanleitung des Ofens sorgfältig durch, bevor Sie ihn verwenden.
- Befolgen Sie die Sicherheitshinweise, die in der Bedienungsanleitung angegeben sind.
- Lassen Sie den Ofen niemals unbeaufsichtigt.
- Verwenden Sie den Ofen nur für den vorgesehenen Zweck.
- Reinigen Sie den Ofen regelmäßig, um Brandgefahr zu vermeiden.
Durch die Einhaltung der oben genannten Sicherheitshinweise können Sie die Sicherheit beim Umgang mit Einbrennöfen gewährleisten.
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sich durch seine umweltfreundlichen Eigenschaften und Langlebigkeit der Beschichtung auszeichnet. Im Gegensatz zu herkömmlichen flüssigen Beschichtungen werden bei der Pulverbeschichtung trockene Pulverpartikel elektrostatisch auf die Oberfläche eines Werkstücks aufgebracht. Anschließend wird das Pulver in einem Ofen erhitzt, wodurch es schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Vorteile der Pulverbeschichtung umfassen:
- Umweltfreundlichkeit: Keine Lösungsmittel und geringere Emissionen von flüchtigen organischen Verbindungen (VOC).
- Effizienz: Hohe Materialausnutzung und weniger Abfall.
- Robustheit: Gute Beständigkeit gegen chemische, mechanische und Witterungseinflüsse.
Pulverbeschichtungsanlagen

Pulverbeschichtungsanlagen sind zentraler Bestandteil des Pulverbeschichtungsprozesses und umfassen die komplette Infrastruktur, die zur Anwendung von Pulverbeschichtungen erforderlich ist. Diese Anlagen sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedlichen industriellen Anforderungen gerecht zu werden.
Typen von Pulverbeschichtungsanlagen:
- Manuelle Pulverbeschichtungsanlagen:
Ideal für kleinere Betriebe oder spezialisierte Anwendungen, bei denen Flexibilität gefordert ist. Sie bestehen aus einer Pulverkabine, einem Pulvergerät und einem Einbrennofen. - Halbautomatische Anlagen:
Kombinieren manuelle und automatische Prozesse, um eine höhere Effizienz bei mittleren Produktionsvolumina zu erreichen. Diese Anlagen bieten eine gute Balance zwischen Flexibilität und Automatisierung. - Vollautomatische Pulverbeschichtungsanlagen:
Entwickelt für Großserienproduktionen. Diese Anlagen sind vollständig automatisiert und beinhalten Fördersysteme, automatische Pistolen und integrierte Steuerungssysteme, um hohe Produktionsgeschwindigkeiten und gleichbleibende Qualität zu gewährleisten.
Pulverkabinen

Pulverkabinen sind spezielle Räume oder Gehäuse, in denen der Pulverbeschichtungsprozess stattfindet. Sie spielen eine entscheidende Rolle bei der Gewährleistung einer sauberen und kontrollierten Umgebung für die Pulverbeschichtung.
Typen von Pulverkabinen:
- Offene Kabinen:
Diese Kabinen sind ideal für kleine bis mittlere Anwendungen. Sie bieten einen offenen Zugang für den Bediener, sind jedoch weniger effektiv bei der Kontrolle von Overspray. - Geschlossene Kabinen:
Bieten eine kontrollierte Umgebung und minimieren Overspray durch integrierte Luftführungssysteme. Geschlossene Kabinen sind in der Regel effizienter und sicherer. - Selbstreinigende Kabinen:
Ausgestattet mit automatischen Reinigungssystemen, die den Farbwechsel und die Wartung erleichtern. Diese Kabinen sind besonders nützlich in Anwendungen mit häufigem Farbwechsel.
Sicherheits- und Umweltaspekte: Pulverkabinen sind so konzipiert, dass sie die Sicherheit der Bediener gewährleisten und die Umweltbelastung minimieren. Dazu gehören Belüftungssysteme, Filter zur Partikelabscheidung und Schutzvorrichtungen, die den Kontakt mit dem Pulver verhindern.
Einbrennöfen

Der Einbrennofen ist ein unverzichtbarer Bestandteil des Pulverbeschichtungsprozesses, da er die notwendigen Temperaturen bereitstellt, um das aufgetragene Pulver zu einer harten, widerstandsfähigen Oberfläche zu verschmelzen.
Typen von Einbrennöfen:
- Chargenöfen:
Ideal für kleinere Produktionen oder variierende Chargengrößen. Diese Öfen sind flexibel und können unterschiedliche Teile gleichzeitig verarbeiten. - Durchlauföfen:
Entwickelt für kontinuierliche Produktionslinien, bei denen hohe Durchsatzraten erforderlich sind. Teile werden auf einem Förderband durch den Ofen transportiert, was eine konstante Verarbeitung ermöglicht.
Energieeffizienz und Temperatursteuerung: Moderne Einbrennöfen sind energieeffizient und bieten präzise Temperaturregelung, um gleichbleibende Beschichtungsqualität zu gewährleisten. Technologien wie Wärmerückgewinnungssysteme und fortschrittliche Isolierung tragen zur Reduzierung des Energieverbrauchs bei.
Pulvergeräte

Pulvergeräte sind für die Anwendung der Pulverbeschichtung unerlässlich. Sie bestehen aus verschiedenen Komponenten, die zusammenarbeiten, um das Pulver gleichmäßig und effizient auf die Oberfläche des Werkstücks aufzubringen.
Arten von Pulvergeräten:
- Elektrostatische Sprühpistolen:
Verwenden Hochspannung, um Pulverpartikel elektrostatisch aufzuladen, was eine gleichmäßige Verteilung und Haftung auf dem Werkstück fördert. - Pulverförderer:
Transportieren das Pulver vom Vorratsbehälter zur Sprühpistole. Sie sind entscheidend für die Konsistenz und Effizienz des Beschichtungsprozesses.
Elektrostatik spielt eine zentrale Rolle bei der Pulverbeschichtung, da sie die Anziehungskraft zwischen den Pulverpartikeln und der Oberfläche erhöht und so eine gleichmäßige Beschichtung ermöglicht.
Auswahlkriterien für Pulvergeräte umfassen:
- Kompatibilität: Passend für die spezifischen Anforderungen der Anwendung.
- Flexibilität: Anpassungsfähigkeit an unterschiedliche Werkstückgrößen und -formen.
- Effizienz: Hohe Materialausnutzung und minimierter Pulververbrauch.
Automatische Pulverbeschichtungsanlagen
Automatische Pulverbeschichtungsanlagen bieten zahlreiche Vorteile, insbesondere in Bezug auf Effizienz und Konsistenz. Sie sind ideal für Großserienproduktionen und tragen zur Senkung der Betriebskosten bei.
Vorteile der Automatisierung:
- Erhöhte Produktivität: Automatische Systeme können kontinuierlich arbeiten und so die Produktionskapazität erheblich steigern.
- Gleichbleibende Qualität: Minimierung von Fehlern und Variabilität durch präzise Steuerung der Beschichtungsparameter.
- Kostenersparnis: Reduzierung der Arbeitskosten und des Materialverbrauchs durch optimierte Prozesse.
Komponenten und Funktionsweise:
- Fördersysteme: Transportieren Werkstücke automatisch durch den Beschichtungsprozess.
- Automatische Sprühpistolen: Verteilen das Pulver gleichmäßig auf den Werkstücken.
- Integrierte Steuerungssysteme: Überwachen und steuern alle Aspekte des Beschichtungsprozesses, einschließlich Temperatur, Sprühzeit und Pulvermenge.
Ersatzteile für Pulverbeschichtungsanlagen
Ersatzteile sind entscheidend für die Wartung und Langlebigkeit von Pulverbeschichtungsanlagen. Regelmäßige Wartung und der rechtzeitige Austausch von Verschleißteilen sind unerlässlich, um Ausfallzeiten zu minimieren und die Effizienz der Anlagen aufrechtzuerhalten.
Wichtige Ersatzteile und ihre Funktionen:
- Sprühdüsen: Stellen die gleichmäßige Verteilung des Pulvers sicher.
- Filter: Entfernen überschüssige Pulverpartikel aus der Kabinenluft.
- Förderbänder: Transportieren die Werkstücke durch den Beschichtungsprozess.
Wartung und Instandhaltung:
- Regelmäßige Inspektionen: Identifizieren potenzielle Probleme frühzeitig und ermöglichen rechtzeitige Reparaturen.
- Ersatzteilmanagement: Sicherstellung der Verfügbarkeit von Ersatzteilen zur Minimierung von Ausfallzeiten.
Zukunft der Pulverbeschichtungstechnologie

Die Pulverbeschichtungstechnologie entwickelt sich kontinuierlich weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Zu den wichtigsten Trends und Entwicklungen gehören:
- Nachhaltigkeit: Einsatz umweltfreundlicher Materialien und Verfahren zur Reduzierung des ökologischen Fußabdrucks.
- Fortschrittliche Materialien: Entwicklung neuer Pulverformeln, die verbesserte Eigenschaften wie Korrosionsbeständigkeit und UV-Stabilität bieten.
- Digitalisierung: Integration von IoT und datenbasierten Lösungen zur Optimierung des Beschichtungsprozesses und zur Verbesserung der Qualitätssicherung.
Fazit
Pulverbeschichtungsanlagen und ihre Komponenten sind ein wesentlicher Bestandteil moderner Produktionsprozesse. Sie bieten eine umweltfreundliche, effiziente und langlebige Lösung für die Oberflächenveredelung. Durch die ständige Weiterentwicklung der Technologie und den Einsatz von Automatisierung können Unternehmen ihre Effizienz steigern und gleichzeitig die Qualität ihrer Produkte sicherstellen.
Ich hoffe, dieser umfassende Überblick über Pulverbeschichtungsanlagen und verwandte Komponenten ist hilfreich. Wenn Sie weitere Informationen oder spezifische Details zu einem bestimmten Abschnitt wünschen, lassen Sie es mich bitte wissen!
Wie lange hält Pulverbeschichtung?

Die Haltbarkeit einer Pulverbeschichtung kann je nach Anwendung, Umgebung und Qualität der Beschichtung stark variieren. Hier sind einige Faktoren, die die Lebensdauer einer Pulverbeschichtung beeinflussen können:
Faktoren, die die Haltbarkeit beeinflussen:
- Qualität des Pulvers:
- Pulverformulierung: Hochwertige Pulverlacke bieten in der Regel eine längere Haltbarkeit und bessere Widerstandsfähigkeit gegen Umwelteinflüsse.
- UV-Stabilität: Speziell formulierte Pulverlacke mit UV-Schutz verlängern die Lebensdauer bei Anwendungen im Freien.
- Vorbereitung der Oberfläche:
- Reinigung: Eine gründliche Reinigung der Oberfläche vor der Beschichtung ist entscheidend, um eine gute Haftung des Pulvers zu gewährleisten.
- Vorbehandlung: Verfahren wie das Phosphatieren oder Sandstrahlen verbessern die Haftung und Korrosionsbeständigkeit.
- Bedingungen der Anwendung:
- Innen- vs. Außenanwendung: Pulverbeschichtungen im Innenbereich können Jahrzehnte halten, während Beschichtungen im Außenbereich stärker durch UV-Strahlung, Feuchtigkeit und Temperaturschwankungen beansprucht werden.
- Mechanische Belastung: Starke mechanische Belastungen oder Abnutzung können die Lebensdauer der Beschichtung verkürzen.
- Betriebsumgebung:
- Korrosive Umgebungen: In Industriegebieten oder maritimen Umgebungen kann die Lebensdauer aufgrund der erhöhten Korrosionsgefahr kürzer sein.
- Witterungseinflüsse: Regionen mit extremen Wetterbedingungen können die Lebensdauer der Pulverbeschichtung verkürzen.
- Beschichtungsdicke:
- Eine angemessene Schichtdicke ist wichtig, um eine gleichmäßige Abdeckung und ausreichenden Schutz zu gewährleisten.
Typische Lebensdauer
- Innenanwendungen:
Pulverbeschichtungen, die in Innenbereichen aufgebracht werden, können oft 15-20 Jahre oder länger halten, da sie weniger extremen Bedingungen ausgesetzt sind. - Außenanwendungen:
Bei Außenanwendungen hängt die Lebensdauer stark von den Umweltbedingungen ab, kann jedoch typischerweise zwischen 5 und 10 Jahren liegen. Hochwertige Pulverbeschichtungen, die speziell für den Außenbereich entwickelt wurden, können bis zu 15 Jahre oder länger halten, wenn sie regelmäßig gewartet werden. - Industrieanwendungen:
In industriellen Anwendungen, die häufig aggressiven Chemikalien oder starker mechanischer Beanspruchung ausgesetzt sind, kann die Lebensdauer kürzer sein und erfordert häufigere Inspektionen und Wartungen.
Verlängerung der Haltbarkeit
Um die Lebensdauer der Pulverbeschichtung zu maximieren, sind folgende Maßnahmen empfehlenswert:
- Regelmäßige Inspektion und Wartung: Frühe Erkennung von Schäden und rechtzeitige Reparaturen können die Haltbarkeit erheblich verlängern.
- Vermeidung von physikalischen Schäden: Sorgfältiger Umgang mit beschichteten Oberflächen reduziert das Risiko von Kratzern und Abplatzungen.
- Schutz vor chemischen Einflüssen: Vermeidung von Kontakt mit aggressiven Chemikalien und Reinigungsmitteln, die die Beschichtung angreifen könnten.
Fazit
Die Pulverbeschichtung ist eine langlebige und widerstandsfähige Methode zur Oberflächenveredelung, die bei richtiger Anwendung und Wartung viele Jahre halten kann. Die tatsächliche Lebensdauer hängt jedoch von zahlreichen Faktoren ab, einschließlich der Qualität des Pulvers, der Vorbereitung der Oberfläche und den Umgebungsbedingungen, denen die beschichteten Teile ausgesetzt sind.
Wartungstipps für Anlagen
Um die Langlebigkeit und Effizienz von Pulverbeschichtungsanlagen zu gewährleisten, ist eine regelmäßige Wartung entscheidend. Hier sind einige Wartungstipps, die Ihnen helfen, die Leistung Ihrer Anlagen zu maximieren und Ausfallzeiten zu minimieren:
1. Allgemeine Inspektion
- Regelmäßige Überprüfungen: Führen Sie wöchentliche oder monatliche Inspektionen der gesamten Anlage durch, um sicherzustellen, dass alle Komponenten ordnungsgemäß funktionieren.
- Sichtprüfung: Überprüfen Sie auf sichtbare Abnutzung, Schäden oder lose Teile, die die Funktion beeinträchtigen könnten.
2. Pulverkabinen
- Filterwartung:
- Reinigung oder Austausch: Reinigen oder ersetzen Sie die Filter regelmäßig, um eine effiziente Luftführung und Partikelabscheidung zu gewährleisten.
- Filtertypen beachten: Verwenden Sie immer die vom Hersteller empfohlenen Filtertypen.
- Kabinenreinigung:
- Regelmäßige Reinigung: Halten Sie die Kabinenwände und -böden sauber, um Ansammlungen von überschüssigem Pulver zu vermeiden.
- Staubabsaugung: Stellen Sie sicher, dass die Absauganlage regelmäßig geleert und gewartet wird, um eine optimale Funktion zu gewährleisten.
3. Einbrennöfen
- Temperaturüberwachung:
- Regelmäßige Kalibrierung: Überprüfen Sie regelmäßig die Kalibrierung der Temperatursteuerung, um eine gleichbleibende Beschichtungsqualität sicherzustellen.
- Thermoelemente prüfen: Überprüfen Sie die Thermoelemente auf Genauigkeit und Funktionstüchtigkeit.
- Ofenreinigung:
- Innenreinigung: Entfernen Sie regelmäßig Rückstände und Ablagerungen im Inneren des Ofens, um die Effizienz zu erhalten.
- Dichtungen überprüfen: Überprüfen Sie die Dichtungen an Türen und Durchgängen auf Abnutzung und tauschen Sie sie bei Bedarf aus.
4. Pulvergeräte
- Sprühpistolenwartung:
- Düsenreinigung: Reinigen Sie die Düsen regelmäßig, um Verstopfungen und ungleichmäßige Sprühmuster zu vermeiden.
- Ersatzteile prüfen: Halten Sie Ersatzdüsen und andere Verschleißteile bereit, um Ausfallzeiten zu minimieren.
- Pulverförderer:
- Reinigungsintervalle: Reinigen Sie die Pulverförderer, um Blockaden zu verhindern und eine gleichmäßige Pulverzufuhr zu gewährleisten.
- Antriebssysteme warten: Überprüfen Sie regelmäßig die Antriebe und Lager auf Verschleiß und tauschen Sie sie bei Bedarf aus.
5. Fördersysteme
- Kettenspannung und Schmierung:
- Spannung überprüfen: Kontrollieren Sie die Spannung der Förderketten und passen Sie sie bei Bedarf an, um einen reibungslosen Betrieb zu gewährleisten.
- Schmierung: Schmieren Sie alle beweglichen Teile regelmäßig, um Verschleiß zu minimieren.
- Lagerwartung:
- Überprüfung der Lager: Überprüfen Sie die Lager auf Abnutzung und tauschen Sie sie bei Bedarf aus.
- Schmiermittel verwenden: Verwenden Sie die vom Hersteller empfohlenen Schmiermittel, um die Lebensdauer der Lager zu verlängern.
6. Automatisierte Systeme
- Steuerungssysteme:
- Software-Updates: Halten Sie die Software der Steuerungssysteme auf dem neuesten Stand, um Effizienz und Sicherheit zu gewährleisten.
- Fehlerprotokollierung: Überwachen Sie Fehlerprotokolle, um potenzielle Probleme frühzeitig zu erkennen.
- Sensoren und Aktoren:
- Funktionsprüfung: Überprüfen Sie regelmäßig die Sensoren und Aktoren auf ihre Funktionsfähigkeit und ersetzen Sie defekte Teile.
- Kalibrierung: Führen Sie regelmäßige Kalibrierungen durch, um die Genauigkeit der automatisierten Systeme zu gewährleisten.
7. Ersatzteile und Lagerhaltung
- Ersatzteilmanagement:
- Bestandskontrolle: Führen Sie eine genaue Bestandskontrolle der Ersatzteile, um Ausfallzeiten durch fehlende Teile zu vermeiden.
- Qualität der Ersatzteile: Verwenden Sie stets hochwertige Originalersatzteile, um die Funktionalität der Anlagen zu gewährleisten.
8. Schulung des Personals
- Regelmäßige Schulungen: Schulen Sie Ihr Personal regelmäßig in der Bedienung und Wartung der Anlagen, um Bedienfehler zu vermeiden und die Sicherheit zu erhöhen.
- Notfallverfahren: Stellen Sie sicher, dass alle Mitarbeiter mit den Notfallverfahren vertraut sind, um im Falle eines Ausfalls schnell reagieren zu können.
9. Dokumentation
- Wartungsprotokolle: Führen Sie detaillierte Wartungsprotokolle, um den Wartungsverlauf und alle durchgeführten Arbeiten zu dokumentieren.
- Checklisten verwenden: Nutzen Sie Wartungschecklisten, um sicherzustellen, dass alle erforderlichen Maßnahmen regelmäßig durchgeführt werden.
Fazit
Durch die Einhaltung dieser Wartungstipps können Sie die Effizienz und Lebensdauer Ihrer Pulverbeschichtungsanlagen maximieren. Eine gut gewartete Anlage führt zu einer höheren Produktqualität, weniger Ausfallzeiten und einer längeren Lebensdauer der Geräte. Regelmäßige Wartung ist eine Investition, die sich durch verbesserte Leistung und geringere Betriebskosten auszahlt.
Automatisierungsoptionen

Automatisierungsoptionen in der Pulverbeschichtung bieten zahlreiche Vorteile, darunter erhöhte Effizienz, gleichbleibende Qualität und reduzierte Betriebskosten. Im Folgenden werden verschiedene Automatisierungsoptionen erläutert, die in modernen Pulverbeschichtungsanlagen eingesetzt werden können:
1. Automatische Sprühsysteme
Automatische Sprühsysteme sind eine wesentliche Komponente für die Automatisierung der Pulverbeschichtung und bieten präzise und gleichmäßige Beschichtungen. Sie bestehen aus mehreren automatisierten Sprühpistolen, die auf robotergesteuerten Armen montiert sind.
- Robotergestützte Sprühpistolen:
Diese Pistolen sind an Roboterarmen befestigt, die programmierbar sind, um komplexe Bewegungsmuster auszuführen und die Sprühwinkel für unterschiedliche Werkstückgeometrien zu optimieren. - Pulvermengensteuerung:
Automatisierte Systeme ermöglichen die genaue Steuerung der Pulvermengen, was zu einer gleichmäßigen Schichtdicke und weniger Abfall führt. - Adaptive Technologie:
Moderne Systeme nutzen Sensoren, um die Werkstückgeometrie in Echtzeit zu erfassen und die Sprühmuster entsprechend anzupassen.
2. Fördersysteme
Automatisierte Fördersysteme transportieren die Werkstücke durch die verschiedenen Phasen des Beschichtungsprozesses und tragen dazu bei, den Durchsatz zu erhöhen.
- Overhead-Fördersysteme:
Diese Systeme transportieren die Teile über Kopf durch die Kabinen und Öfen, was den Bodenraum frei hält und die Effizienz erhöht. - Ketten- und Schienensysteme:
Förderbänder und Schienensysteme bieten Flexibilität bei der Gestaltung der Produktionslinie und können an unterschiedliche Anforderungen angepasst werden. - Variable Geschwindigkeit:
Einige Fördersysteme ermöglichen die Anpassung der Geschwindigkeit je nach Werkstückgröße und Prozessanforderungen.
3. Einbrennöfen mit Automatisierung
Einbrennöfen können durch Automatisierung effizienter und präziser arbeiten, was die Qualität der Beschichtung verbessert.
- Automatisierte Temperaturregelung:
Intelligente Steuerungssysteme passen die Ofentemperatur in Echtzeit an, um die optimale Aushärtung der Pulverbeschichtung zu gewährleisten. - Zeitschaltuhren und Sensoren:
Integrierte Timer und Sensoren helfen dabei, den Aushärtungsprozess genau zu überwachen und die Energieeffizienz zu maximieren. - Automatische Türsteuerung:
Automatische Türen öffnen und schließen sich synchron mit dem Ein- und Ausgang der Werkstücke, um den Wärmeverlust zu minimieren.
4. Qualitätskontrollsysteme
Automatisierte Qualitätskontrollsysteme sorgen dafür, dass die Beschichtungen den festgelegten Standards entsprechen und verringern den Bedarf an manueller Inspektion.
- Visuelle Inspektionssysteme:
Kameras und Bildverarbeitungstechnologien prüfen die Beschichtungsqualität und identifizieren sofort Fehler oder Unregelmäßigkeiten. - Schichtdickenmessung:
Berührungslose Messsysteme können die Dicke der Pulverbeschichtung präzise messen und Daten zur weiteren Analyse bereitstellen. - Echtzeit-Datenanalyse:
Datenerfassungs- und Analysesysteme ermöglichen die Überwachung des gesamten Prozesses und helfen bei der Identifizierung von Optimierungspotenzialen.
5. Software-Integration
Softwarelösungen spielen eine entscheidende Rolle bei der Automatisierung, indem sie verschiedene Systeme integrieren und den Betrieb effizienter gestalten.
- Leitsysteme (SCADA):
Supervisory Control and Data Acquisition (SCADA) Systeme bieten eine zentrale Steuerung und Überwachung aller Anlagenkomponenten. - IoT-Integration:
Internet of Things (IoT) Technologien ermöglichen die Vernetzung der Geräte und die Fernüberwachung sowie -steuerung der Prozesse. - Produktionsmanagement-Software:
Diese Softwarelösungen helfen bei der Planung und Verwaltung von Produktionsabläufen, indem sie Daten aus verschiedenen Quellen konsolidieren.
6. Automatisierte Farbwechsel
Für Betriebe, die häufige Farbwechsel durchführen müssen, bieten automatisierte Farbwechselsysteme erhebliche Vorteile.
- Schneller Farbwechsel:
Automatisierte Systeme reduzieren die Zeit, die für den Farbwechsel benötigt wird, was die Produktionsausfallzeiten minimiert. - Minimierung von Pulverabfall:
Durch den Einsatz von selbstreinigenden Sprühpistolen und Kabinen wird der Pulververbrauch optimiert.
7. Wartungsautomatisierung
Auch die Wartung von Anlagen kann automatisiert werden, um die Betriebszeiten zu maximieren und unvorhergesehene Ausfälle zu reduzieren.
- Vorausschauende Wartung:
Sensoren überwachen den Zustand der Anlagenkomponenten in Echtzeit und prognostizieren Wartungsbedarf, bevor Probleme auftreten. - Automatisierte Fehlerdiagnose:
Diagnose-Tools identifizieren Probleme und bieten Lösungsvorschläge, die die Wartungseffizienz erhöhen.
Vorteile der Automatisierung in der Pulverbeschichtung
- Erhöhte Produktivität:
Automatisierte Systeme ermöglichen eine höhere Produktionsrate bei gleichzeitig konsistenter Qualität. - Geringere Betriebskosten:
Durch die Optimierung des Materialverbrauchs und die Reduzierung des Arbeitsaufwands senken Automatisierungssysteme die Betriebskosten. - Verbesserte Qualität:
Gleichbleibende Beschichtungsqualität und reduzierte Fehlerraten durch präzise Steuerung und Überwachung. - Umweltfreundlichkeit:
Automatisierung reduziert den Pulverabfall und verbessert die Energieeffizienz der Anlagen.
Fazit
Automatisierungsoptionen in der Pulverbeschichtung bieten eine Vielzahl von Vorteilen und sind entscheidend für die Steigerung der Effizienz und Qualität in der Produktion. Die Integration von Robotik, fortschrittlicher Software und intelligenter Steuerung ermöglicht es Unternehmen, wettbewerbsfähig zu bleiben und gleichzeitig die Umweltbelastung zu reduzieren. Die Entscheidung für die richtige Kombination von Automatisierungstechnologien hängt von den spezifischen Anforderungen und Zielen des Unternehmens ab.
Automatisierungsvorteile
Automatisierung in der Pulverbeschichtungsindustrie bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion steigern können. Hier sind die wichtigsten Vorteile der Automatisierung erklärt:
1. Erhöhte Effizienz
- Höhere Produktionsraten:
Automatisierte Systeme können kontinuierlich ohne Unterbrechungen arbeiten, was zu höheren Durchsatzraten führt. Dies bedeutet, dass mehr Teile in kürzerer Zeit beschichtet werden können, was die Gesamtproduktivität steigert. - Schnellere Zykluszeiten:
Automatisierung reduziert die Bearbeitungszeit pro Werkstück erheblich, da Maschinen schneller und präziser arbeiten können als Menschen. - Minimierte Stillstandszeiten:
Automatisierte Wartung und vorausschauende Diagnose minimieren ungeplante Ausfallzeiten, was die Verfügbarkeit der Anlage erhöht.
2. Gleichbleibende Qualität
- Präzise Beschichtungsanwendung:
Automatisierte Sprühsysteme sorgen für eine gleichmäßige Schichtdicke und reduzieren menschliche Fehler, die zu Qualitätsabweichungen führen können. - Wiederholgenauigkeit:
Automatisierte Systeme wiederholen dieselben Bewegungen und Prozesse mit hoher Genauigkeit, was zu konsistenter Produktqualität führt, unabhängig von der Produktionsmenge. - Echtzeit-Qualitätskontrolle:
Durch den Einsatz von Sensoren und Kameras können automatisierte Systeme kontinuierlich die Qualität der Beschichtung überwachen und sofort Anpassungen vornehmen.
3. Reduzierte Betriebskosten
- Materialeinsparungen:
Automatisierung optimiert den Einsatz von Pulvermaterialien, wodurch Abfall reduziert und die Materialnutzung verbessert wird. - Geringere Arbeitskosten:
Der Bedarf an manueller Arbeit wird verringert, was die Personalkosten senkt. Mitarbeiter können in anderen Bereichen eingesetzt werden, wo menschliches Urteilsvermögen und Kreativität erforderlich sind. - Energieeffizienz:
Automatisierte Systeme sind oft energieeffizienter, da sie optimierte Prozesse und Technologien verwenden, um den Energieverbrauch zu minimieren.
4. Verbesserte Sicherheit
- Reduzierte Exposition gegenüber Gefahrenstoffen:
Automatisierung minimiert den direkten Kontakt der Mitarbeiter mit potenziell gefährlichen Chemikalien und Pulvern, was das Risiko von Gesundheitsproblemen reduziert. - Sicherheitsüberwachung:
Automatisierte Anlagen sind häufig mit Sicherheitssensoren ausgestattet, die Unfälle verhindern und im Notfall schnelle Reaktionen ermöglichen. - Ergonomische Vorteile:
Mitarbeiter müssen weniger körperlich anspruchsvolle Aufgaben erledigen, was das Risiko von arbeitsbedingten Verletzungen verringert.
5. Flexibilität und Anpassungsfähigkeit
- Schnelle Anpassung an Produktänderungen:
Automatisierte Systeme können schnell neu programmiert werden, um auf Änderungen im Produktdesign oder der Produktion umzustellen, was die Flexibilität erhöht. - Einfache Integration neuer Technologien:
Durch modulare Designs können neue Technologien oder Prozesse problemlos in bestehende Systeme integriert werden. - Vielfältige Anwendungsmöglichkeiten:
Automatisierung kann an eine Vielzahl von Werkstückgrößen, -formen und -materialien angepasst werden, was die Vielseitigkeit der Produktion erhöht.
6. Nachhaltigkeit und Umweltfreundlichkeit
- Reduzierung von Abfall und Emissionen:
Automatisierte Systeme optimieren den Materialverbrauch und reduzieren den Überspray, was zu weniger Abfall und geringeren Emissionen führt. - Ressourceneffizienz:
Durch die optimale Nutzung von Energie und Materialien tragen automatisierte Systeme zu nachhaltigeren Produktionsprozessen bei. - Verbesserte Umweltbilanz:
Unternehmen können ihre Umweltziele leichter erreichen und ihre ökologische Verantwortung wahrnehmen.
7. Daten- und Prozessoptimierung
- Datengesteuerte Entscheidungsfindung:
Automatisierte Systeme sammeln kontinuierlich Daten, die zur Analyse und Optimierung der Produktionsprozesse verwendet werden können. - Prozessoptimierung durch IoT:
Internet of Things (IoT) Technologien ermöglichen die Echtzeitüberwachung und -steuerung von Prozessen, was die Effizienz und Transparenz erhöht. - Vorausschauende Wartung:
Durch die Analyse von Maschinendaten können Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Ausfällen führen.
Fazit
Die Automatisierung in der Pulverbeschichtung bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion erheblich steigern. Durch den Einsatz modernster Technologien können Unternehmen ihre Betriebskosten senken, die Produktsicherheit erhöhen und gleichzeitig ihre Umweltbilanz verbessern. Die Investition in Automatisierungslösungen zahlt sich langfristig durch höhere Produktivität, verbesserte Qualität und größere Flexibilität aus. Unternehmen, die Automatisierungstechnologien integrieren, positionieren sich besser im Wettbewerb und sind in der Lage, schneller auf Marktveränderungen zu reagieren.
Beispiele für Automatisierung

Hier sind einige konkrete Beispiele für Automatisierung in der Pulverbeschichtungsindustrie, die verdeutlichen, wie moderne Technologien den Beschichtungsprozess optimieren und verbessern können:
1. Robotergesteuerte Sprühapplikationen
- Automatisierte Spritzroboter:
Diese Roboterarme sind mit elektrostatischen Sprühpistolen ausgestattet und können komplexe Bewegungsmuster programmieren, um Teile unterschiedlicher Formen und Größen effizient zu beschichten. Durch die Robotersteuerung wird eine gleichmäßige Schichtdicke erreicht, und es gibt weniger Overspray.Beispiel: In der Automobilindustrie werden Karosserieteile oft mit robotergestützten Sprühsystemen beschichtet, um eine gleichmäßige und hochwertige Oberfläche zu gewährleisten. Ein Unternehmen wie ABB Robotics bietet Lösungen, die auf die spezifischen Anforderungen der Automobilindustrie zugeschnitten sind.
2. Automatische Fördersysteme
- Overhead-Kettenförderer:
Diese Systeme transportieren die Teile durch verschiedene Prozessschritte wie Reinigung, Beschichtung und Aushärtung. Sie ermöglichen einen kontinuierlichen Produktionsfluss und minimieren manuelle Eingriffe.Beispiel: Bei der Herstellung von Metallmöbeln werden Teile oft auf Förderbändern bewegt, die sie durch alle Beschichtungsphasen führen. Unternehmen wie Nordson bieten komplexe Fördersysteme an, die an verschiedene Produktionslayouts angepasst werden können.
3. Automatisierte Farbwechselsysteme
- Schnellwechselkabinen:
Diese Kabinen sind darauf ausgelegt, den Farbwechselprozess zu beschleunigen. Sie verfügen über automatische Reinigungszyklen und programmierbare Steuerungen, die den Farbwechsel effizienter machen.Beispiel: In der Fahrradindustrie, wo häufig Farbvarianten angeboten werden, nutzen Hersteller automatisierte Systeme, um den Farbwechsel schnell durchzuführen, ohne die Produktion zu verlangsamen. Systeme von Gema Switzerland bieten automatische Farbwechseltechnologien, die in der Branche weit verbreitet sind.
4. Intelligente Einbrennöfen
- Automatisierte Temperatur- und Zeitsteuerung:
Einbrennöfen sind mit Sensoren ausgestattet, die die Temperatur und den Durchsatz in Echtzeit überwachen und anpassen, um die optimale Aushärtung der Beschichtung zu gewährleisten.Beispiel: In der Elektronikindustrie, wo präzise Temperaturkontrollen entscheidend sind, verwenden Hersteller automatisierte Öfen, um die empfindlichen Komponenten richtig zu behandeln. Unternehmen wie Despatch Industries bieten Öfen an, die auf solche spezifischen Anforderungen abgestimmt sind.
5. Echtzeit-Qualitätskontrollsysteme
- Vision-Systeme für die Inspektion:
Kameras und Bildverarbeitungstechnologien erfassen die Beschichtungsqualität in Echtzeit, erkennen Fehler und ermöglichen sofortige Korrekturmaßnahmen.Beispiel: In der Luftfahrtindustrie, wo höchste Qualitätsstandards gelten, werden Vision-Systeme eingesetzt, um die Beschichtungen auf Flugzeugteilen zu überprüfen. Anbieter wie Cognex bieten fortschrittliche Bildverarbeitungslösungen an, die in diesen Anwendungen genutzt werden.
6. Datenanalyse und IoT-Integration
- IoT-gestützte Prozessüberwachung:
Sensoren an verschiedenen Stellen der Produktionslinie sammeln Daten, die zur Optimierung des gesamten Beschichtungsprozesses genutzt werden können. IoT-Plattformen ermöglichen eine zentrale Überwachung und Anpassung der Systeme in Echtzeit.Beispiel: Ein Hersteller von landwirtschaftlichen Maschinen nutzt IoT-Daten, um die Effizienz der Pulverbeschichtungsanlage zu verbessern und Wartungszyklen zu optimieren. Unternehmen wie Siemens bieten umfassende IoT-Lösungen an, die solche Anwendungen unterstützen.
7. Vorausschauende Wartung
- Condition Monitoring:
Automatisierte Überwachungssysteme analysieren kontinuierlich den Zustand von Anlagenkomponenten und prognostizieren Wartungsbedarf, bevor Ausfälle auftreten.Beispiel: Ein Hersteller von Haushaltsgeräten implementiert vorausschauende Wartung, um die Lebensdauer seiner Beschichtungsanlagen zu verlängern und die Verfügbarkeit zu maximieren. Lösungen von GE Digital bieten solche Condition-Monitoring-Tools an.
8. Automatisierte Reinigungssysteme
- Selbstreinigende Kabinen:
Diese Kabinen verfügen über automatische Reinigungszyklen, die das Entfernen von Pulverrückständen und die Vorbereitung für den nächsten Durchgang erleichtern.Beispiel: In der Herstellung von Baukomponenten, die unterschiedliche Beschichtungen erfordern, helfen selbstreinigende Systeme, die Wechselzeiten zwischen den verschiedenen Pulverlacken zu verkürzen. Systeme von Wagner bieten effiziente Reinigungsoptionen, die in solchen Anwendungen zum Einsatz kommen.
Fazit
Automatisierung in der Pulverbeschichtungsindustrie bietet vielfältige Möglichkeiten, die Produktion zu optimieren und gleichzeitig die Qualität zu steigern. Durch den Einsatz von robotergesteuerten Sprühsystemen, automatisierten Fördersystemen, intelligenten Einbrennöfen und fortschrittlichen Überwachungs- und Wartungstechnologien können Unternehmen ihre Effizienz erhöhen und ihre Wettbewerbsfähigkeit verbessern. Die Investition in Automatisierungstechnologien ermöglicht es Unternehmen, sich schnell an Marktveränderungen anzupassen und gleichzeitig ihre Produktionskosten zu senken.
Komponenten einer Komplette Pulverbeschichtungsanlage
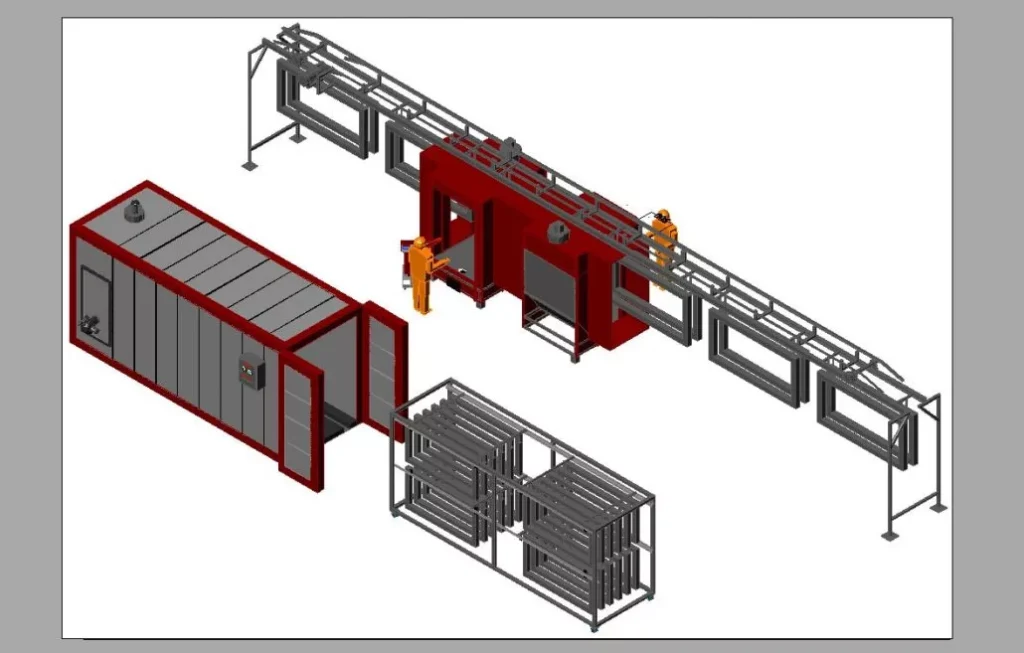
Eine komplette Pulverbeschichtungsanlage besteht aus mehreren wesentlichen Komponenten, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu gewährleisten. Hier sind die Hauptkomponenten einer solchen Anlage und ihre Funktionen:
1. Vorbehandlungssystem

Die Vorbehandlung ist ein entscheidender Schritt, um sicherzustellen, dass die Oberfläche des Werkstücks sauber und bereit für die Beschichtung ist. Die Vorbehandlung verbessert die Haftung der Pulverbeschichtung und erhöht die Korrosionsbeständigkeit.
- Reinigungsstationen: Entfernen Öl, Fett, Staub und andere Verunreinigungen von der Oberfläche des Werkstücks.
- Phosphatier- oder Chromatierstationen: Bilden eine Schutzschicht, die die Haftung verbessert und die Korrosionsbeständigkeit erhöht.
- Spül- und Trocknungsstationen: Stellen sicher, dass das Werkstück frei von chemischen Rückständen und trocken ist, bevor es zur Beschichtung weitergeleitet wird.
2. Pulverkabinen

Die Pulverkabine ist der Bereich, in dem das Pulver elektrostatisch auf die Werkstücke aufgetragen wird. Sie ist so konzipiert, dass sie eine saubere und kontrollierte Umgebung bietet, um überschüssiges Pulver effizient zurückzugewinnen.
- Offene Kabinen: Geeignet für kleinere, manuelle Anwendungen, wo der Bediener direkten Zugang benötigt.
- Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und sind effizienter bei der Kontrolle und Rückgewinnung von Overspray.
- Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungssysteme, die den Farbwechsel und die Wartung erleichtern.
3. Pulverauftragsgeräte

Diese Geräte sind für die eigentliche Anwendung des Pulvers auf die Werkstücke verantwortlich und bestehen aus verschiedenen Komponenten, die den Pulverauftrag optimieren.
- Elektrostatische Sprühpistolen: Laden die Pulverpartikel elektrostatisch auf, damit sie gleichmäßig auf der Werkstückoberfläche haften.
- Pulverförderer: Transportieren das Pulver von den Vorratsbehältern zur Sprühpistole und sorgen für eine gleichmäßige Pulverzufuhr.
- Steuerungseinheiten: Erlauben die Anpassung der Auftragsparameter wie Spannung, Pulverfluss und Sprühzeit.
4. Fördersysteme
Fördersysteme transportieren die Werkstücke durch die verschiedenen Stationen der Beschichtungsanlage, von der Vorbehandlung bis zur Aushärtung.
- Kettenförderer: Bieten kontinuierliche Bewegung und sind ideal für die Massenproduktion.
- Schienen- und Rollensysteme: Ermöglichen Flexibilität bei der Anordnung der Produktionslinie.
- Pufferzonen: Bereiche, in denen Werkstücke zwischengelagert werden können, um den Produktionsfluss zu optimieren.
5. Einbrennöfen

Einbrennöfen sind entscheidend für die Aushärtung der Pulverbeschichtung, da sie die erforderliche Wärme bereitstellen, um das Pulver zu schmelzen und eine dauerhafte Oberfläche zu schaffen.
- Chargenöfen: Ideal für kleinere Produktionen mit variablen Chargengrößen; sie bieten Flexibilität und können verschiedene Teile gleichzeitig verarbeiten.
- Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien mit hohen Durchsatzraten. Teile werden auf einem Förderband durch den Ofen transportiert.
- Konvektions- und Infrarotöfen: Verschiedene Technologien bieten spezifische Vorteile in Bezug auf Aufheizgeschwindigkeit und Energieeffizienz.
6. Rückgewinnungs- und Recycling-Systeme

Diese Systeme sind darauf ausgelegt, überschüssiges Pulver aufzufangen und wiederzuverwenden, um Abfall zu minimieren und die Effizienz zu maximieren.
- Zyklonabscheider: Trennen überschüssiges Pulver aus der Luft und führen es zurück in den Beschichtungsprozess.
- Filtersysteme: Entfernen Feinstaub aus der Luft und stellen sicher, dass nur saubere Luft in die Umgebung abgegeben wird.
- Siebsysteme: Stellen sicher, dass nur qualitativ hochwertiges Pulver erneut verwendet wird, indem sie Verunreinigungen entfernen.
7. Steuerungs- und Überwachungssysteme
Moderne Steuerungssysteme ermöglichen die Überwachung und Anpassung aller Aspekte des Beschichtungsprozesses in Echtzeit.
- Prozessleitsysteme (PLS): Überwachen und steuern den gesamten Produktionsablauf und bieten Echtzeit-Daten zur Optimierung der Prozesse.
- Benutzeroberflächen: Intuitive Bedienpanels ermöglichen eine einfache Steuerung und Anpassung der Systemeinstellungen.
- Datenanalyse-Tools: Erfassen und analysieren Daten zur Prozessoptimierung und Fehlererkennung.
8. Kühlzonen
Nach dem Aushärtungsprozess müssen die Werkstücke auf Raumtemperatur abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden können.
- Luftkühlungssysteme: Nutzen Luftzirkulation, um die Werkstücke effizient abzukühlen.
- Wasserkühlungssysteme: In speziellen Anwendungen, wo schnelle Abkühlung erforderlich ist, können Wasserkühlungssysteme eingesetzt werden.
9. Materialhandling-Systeme
Diese Systeme unterstützen das Be- und Entladen von Werkstücken und die Bewegung innerhalb der Anlage.
- Robotiksysteme: Automatisierte Roboterarme, die Werkstücke präzise positionieren und handhaben.
- Hubsysteme: Unterstützen beim Transport schwerer Werkstücke innerhalb der Anlage.
10. Wartungseinrichtungen
Regelmäßige Wartung ist entscheidend, um die Effizienz und Lebensdauer der Anlage zu gewährleisten.
- Integrierte Wartungstools: Sensoren und Software zur vorausschauenden Wartung, die den Zustand der Anlage überwachen und Wartungsbedarf identifizieren.
- Zugängliche Wartungsbereiche: Einfache Zugänglichkeit für regelmäßige Inspektionen und Reparaturen.
Fazit
Eine komplette Pulverbeschichtungsanlage besteht aus vielen Komponenten, die zusammenarbeiten, um eine effiziente, qualitativ hochwertige und umweltfreundliche Beschichtung zu gewährleisten. Jede Komponente spielt eine entscheidende Rolle im Beschichtungsprozess, von der Vorbereitung der Werkstücke bis zur Aushärtung der Beschichtung. Die Wahl der richtigen Technologien und die Integration von Automatisierungslösungen können den Betrieb optimieren und die Produktionsziele eines Unternehmens effektiv unterstützen.
Anlagengröße

Die Größe von Pulverbeschichtungsanlagen kann je nach den spezifischen Anforderungen eines Unternehmens stark variieren. Die Anlagengröße hängt von mehreren Faktoren ab, darunter die Art und Größe der zu beschichtenden Werkstücke, das Produktionsvolumen und die verfügbaren räumlichen Gegebenheiten. Hier sind einige wichtige Überlegungen und Optionen zur Variation der Anlagengröße:
Faktoren, die die Anlagengröße beeinflussen
- Art der zu beschichtenden Werkstücke
- Kleinere Teile: Bei der Beschichtung von kleineren Teilen, wie z. B. Elektrokomponenten oder kleinen Metallteilen, können kompaktere Anlagen eingesetzt werden.
- Große Werkstücke: Für größere Teile, wie Automobilkarosserien oder große Maschinenteile, sind größere Anlagen mit geräumigen Kabinen und Öfen erforderlich.
- Produktionsvolumen
- Kleinserienproduktion: Unternehmen, die kleinere Produktionsvolumen handhaben, können mit einfacheren und kleineren Anlagen auskommen.
- Massenproduktion: Für hohe Produktionsvolumen sind größere und komplexere Anlagen notwendig, die einen kontinuierlichen Betrieb ermöglichen.
- Verfügbare Fläche
- Kompakte Lösungen: In begrenzten Räumlichkeiten können platzsparende Designs und integrierte Systeme genutzt werden, um den verfügbaren Platz optimal zu nutzen.
- Großflächige Anlagen: In größeren Einrichtungen kann eine weitläufige Anordnung von Vorbehandlung, Beschichtung und Aushärtung erfolgen, um einen reibungslosen Produktionsablauf zu gewährleisten.
- Prozessanforderungen
- Vielseitigkeit: Anlagen, die verschiedene Beschichtungsarten und Materialien verarbeiten müssen, erfordern möglicherweise eine modulare Struktur, die Anpassungen erlaubt.
- Spezialanforderungen: Bestimmte Anwendungen, wie z. B. die Beschichtung von hitzeempfindlichen Materialien, erfordern spezifische Anpassungen der Anlagengröße und -konfiguration.
Optionen zur Variation der Anlagengröße
1. Modulare Anlagen
Modulare Anlagen sind flexibel und können an unterschiedliche Produktionsanforderungen angepasst werden. Sie bestehen aus separaten Modulen, die nach Bedarf hinzugefügt oder entfernt werden können.
- Vorteile:
- Flexibilität: Einfaches Anpassen und Erweitern der Anlage, um auf wechselnde Produktionsanforderungen zu reagieren.
- Kosteneffizienz: Investitionen können nach und nach getätigt werden, indem nur die notwendigen Module erworben werden.
- Einfache Wartung: Einzelne Module können leicht gewartet oder ausgetauscht werden, ohne den gesamten Betrieb zu unterbrechen.
- Beispiele:
- Modulare Kabinen: Erlauben die Anpassung der Kabinengröße je nach Werkstückgröße.
- Erweiterbare Fördersysteme: Zusätzliche Förderstrecken können hinzugefügt werden, um den Produktionsfluss zu erweitern.
2. Kompakte Anlagen
Kompakte Anlagen sind ideal für Unternehmen mit begrenztem Platzangebot oder für kleinere Produktionsvolumen.
- Vorteile:
- Platzsparend: Effektive Nutzung des verfügbaren Raums.
- Geringere Investitionskosten: Reduzierte Anfangsinvestitionen durch den kleineren Maßstab der Anlage.
- Schnellere Installation: Einfachere und schnellere Implementierung.
- Beispiele:
- Mini-Kabinen: Kleinere Beschichtungskabinen für spezialisierte Anwendungen.
- Integrierte Systeme: Anlagen, die Vorbehandlung, Beschichtung und Aushärtung in einem kompakten Layout vereinen.
3. Großflächige Anlagen
Für Unternehmen mit hohen Produktionsanforderungen oder großen Werkstücken sind großflächige Anlagen notwendig.
- Vorteile:
- Hohe Kapazität: Eignen sich für die Massenproduktion und den gleichzeitigen Betrieb mehrerer Linien.
- Vielseitigkeit: Möglichkeit, mehrere Prozesse gleichzeitig durchzuführen.
- Effizienz: Optimierte Produktionsabläufe durch die großzügige Gestaltung der Anlage.
- Beispiele:
- Mehrere Kabinen und Öfen: Separate Bereiche für unterschiedliche Farben oder Materialien.
- Erweiterte Fördersysteme: Lange Förderstrecken für den Transport großer oder zahlreicher Teile.
Planungsüberlegungen bei der Anlagengrößenauswahl
- Zukunftsprognosen
- Marktentwicklung: Berücksichtigen Sie mögliche Expansionen oder Veränderungen in der Nachfrage.
- Technologische Fortschritte: Planen Sie für zukünftige Anpassungen oder Upgrades der Anlage.
- Kostenüberlegungen
- Anfangsinvestition vs. Betriebskosten: Wägen Sie die Anfangsinvestitionen gegen die langfristigen Betriebskosten ab.
- Finanzielle Flexibilität: Planen Sie die Finanzierung der Anlage im Einklang mit den finanziellen Möglichkeiten und Zielen des Unternehmens.
- Integration und Kompatibilität
- Bestehende Infrastruktur: Überprüfen Sie die Kompatibilität der neuen Anlage mit bestehenden Systemen und Einrichtungen.
- Erweiterungsmöglichkeiten: Planen Sie die Integration zukünftiger Erweiterungen oder Module.
- Umwelt- und Sicherheitsstandards
- Regulierungen: Stellen Sie sicher, dass die Anlage alle relevanten Umwelt- und Sicherheitsstandards erfüllt.
- Nachhaltigkeit: Berücksichtigen Sie umweltfreundliche Technologien und Praktiken bei der Planung und dem Betrieb der Anlage.
Fazit
Die Größe einer Pulverbeschichtungsanlage kann an die spezifischen Bedürfnisse und Anforderungen eines Unternehmens angepasst werden. Durch die Auswahl der richtigen Anlagengröße und -konfiguration können Unternehmen ihre Produktionsziele effizient erreichen, die Qualität ihrer Produkte verbessern und die Betriebskosten optimieren. Ob modular, kompakt oder großflächig, jede Anlagengröße hat ihre eigenen Vorteile und Herausforderungen, die sorgfältig abgewogen werden müssen, um die besten Ergebnisse zu erzielen.
Benötigte Mitarbeiterzahl

Die Anzahl der benötigten Mitarbeiter für den Betrieb einer Pulverbeschichtungsanlage hängt von mehreren Faktoren ab, darunter die Größe und Automatisierung der Anlage, das Produktionsvolumen, die Art der zu beschichtenden Werkstücke und die spezifischen betrieblichen Anforderungen. Hier sind einige Überlegungen, um die optimale Mitarbeiterzahl für den Betrieb einer Pulverbeschichtungsanlage zu bestimmen:
1. Faktoren, die die Mitarbeiterzahl beeinflussen
a. Größe der Anlage
- Kleine Anlagen:
- Typischerweise weniger Mitarbeiter erforderlich.
- Häufig eine Mischung aus manuellen und halbautomatisierten Prozessen.
- Große Anlagen:
- Mehr Mitarbeiter erforderlich, insbesondere bei einer hohen Produktionskapazität.
- Automatisierte Systeme können jedoch den Bedarf an Personal verringern.
b. Automatisierungsgrad
- Hochautomatisierte Anlagen:
- Reduzierter Bedarf an manueller Arbeit.
- Erfordern jedoch technisches Personal für die Überwachung, Wartung und Programmierung der Anlagen.
- Manuelle oder halbautomatisierte Anlagen:
- Höherer Personalbedarf für die Bedienung und Überwachung der Anlagen.
c. Produktionsvolumen
- Niedriges Produktionsvolumen:
- Geringerer Personalbedarf.
- Mehr Flexibilität bei der Planung von Schichten.
- Hohes Produktionsvolumen:
- Mehr Mitarbeiter erforderlich, um den Produktionsfluss aufrechtzuerhalten.
- Möglicherweise mehrere Schichten zur Maximierung der Betriebszeit.
d. Werkstücktypen
- Komplexe oder große Werkstücke:
- Erfordern möglicherweise mehr Personal für die Handhabung und Inspektion.
- Spezialisierte Mitarbeiter für die Anpassung der Beschichtungsparameter.
- Kleine oder standardisierte Teile:
- Weniger Personal für die Handhabung erforderlich.
- Prozessabläufe sind oft einfacher und standardisiert.
2. Typische Rollen in einer Pulverbeschichtungsanlage
a. Produktionsmitarbeiter
- Bediener der Beschichtungsanlagen:
- Verantwortlich für das Auftragen der Pulverbeschichtung.
- Überwachung der Qualität und Sicherstellung der richtigen Parameter.
- Vorbehandlungsmitarbeiter:
- Durchführung von Reinigungs- und Vorbehandlungsprozessen.
- Sicherstellung, dass die Werkstücke ordnungsgemäß vorbereitet sind.
b. Technisches Personal
- Wartungstechniker:
- Regelmäßige Wartung und Reparatur der Anlagen.
- Überwachung der Systemleistung und Durchführung von Fehlerbehebungen.
- Automatisierungs- und Steuerungstechniker:
- Programmierung und Überwachung automatisierter Systeme.
- Anpassung der Steuerungsparameter und Optimierung der Prozesse.
c. Qualitätssicherung
- Qualitätsinspektoren:
- Durchführung von Qualitätskontrollen zur Sicherstellung der Einhaltung von Standards.
- Verwendung von Messgeräten zur Überprüfung der Schichtdicke und Oberflächenqualität.
- Prozessoptimierer:
- Analyse von Produktionsdaten zur Verbesserung der Effizienz und Qualität.
- Implementierung von Verbesserungsmaßnahmen.
d. Management und Verwaltung
- Produktionsleiter:
- Überwachung der gesamten Produktionslinie.
- Koordination der Mitarbeiter und Sicherstellung der Zielerreichung.
- Logistik- und Materialplaner:
- Verwaltung der Materialflüsse und Bestände.
- Planung der Produktion auf Basis von Nachfrage und Kapazität.
3. Beispiel einer Mitarbeiterverteilung
Hier ist ein Beispiel für die Mitarbeiterverteilung in einer mittelgroßen, teilautomatisierten Pulverbeschichtungsanlage:
| Rolle | Anzahl der Mitarbeiter | Beschreibung |
|---|---|---|
| Bediener der Vorbehandlung | 2-3 | Verantwortlich für Reinigung und Vorbereitung der Werkstücke. |
| Pulverbeschichtungsbediener | 3-4 | Durchführung des Beschichtungsprozesses. |
| Wartungstechniker | 1-2 | Wartung und Reparatur der Anlagen. |
| Automatisierungstechniker | 1-2 | Überwachung der automatisierten Systeme und Prozesssteuerung. |
| Qualitätsinspektoren | 1-2 | Überprüfung der Qualität der beschichteten Teile. |
| Produktionsleiter | 1 | Leitung der Produktion und Koordination der Schichten. |
| Logistik- und Materialplaner | 1 | Verwaltung der Materialbestände und Produktionsplanung. |
4. Optimierung der Mitarbeiterzahl
Um die Mitarbeiterzahl effizient zu nutzen, können Unternehmen folgende Strategien in Betracht ziehen:
- Schulung und Weiterbildung: Regelmäßige Schulungen, um die Qualifikation der Mitarbeiter zu verbessern und sie auf mehrere Aufgaben vorzubereiten.
- Einsatz von Zeitarbeitern: Flexible Personalplanung durch den Einsatz von Zeitarbeitskräften, um bei Bedarf Spitzenbelastungen abzufangen.
- Prozessoptimierung: Einsatz von Lean-Management-Prinzipien, um Prozesse zu optimieren und den Personalbedarf zu reduzieren.
- Investition in Automatisierung: Einsatz von Automatisierungstechnologien zur Reduzierung des manuellen Arbeitsaufwands und Verbesserung der Effizienz.
Fazit
Die optimale Anzahl der Mitarbeiter in einer Pulverbeschichtungsanlage hängt von vielen Faktoren ab, darunter die Größe der Anlage, der Automatisierungsgrad und das Produktionsvolumen. Durch den Einsatz von Automatisierung, Schulung und Prozessoptimierung können Unternehmen ihre Personalkosten minimieren und gleichzeitig die Effizienz und Qualität ihrer Produktion maximieren. Eine sorgfältige Planung und Anpassung der Personalressourcen ist entscheidend, um den Erfolg der Anlage zu gewährleisten.
Ein Einbrennofen mit Umluft für Pulverbeschichtung ist eine spezielle Art von Ofen, der verwendet wird, um pulverisierte Lacke auf Metalloberflächen aufzubringen und auszuhärten. Dieser Prozess wird häufig in der Pulverbeschichtungstechnik eingesetzt, um eine strapazierfähige, korrosionsbeständige Oberfläche zu erzeugen.
Funktionen eines Einbrennofens mit Umluft:
- Umluftsystem: Ein Umluftofen nutzt einen Luftzirkulationsmechanismus, um die heiße Luft gleichmäßig im Ofen zu verteilen. Dies sorgt für eine gleichmäßige Erwärmung der Beschichtungsobjekte und hilft, Temperaturunterschiede zu minimieren.
- Einbrennen: Nach dem Auftragen des Pulverlacks auf die zu beschichtende Oberfläche wird das Werkstück in den Ofen geführt. Der Ofen erhitzt das Material auf eine Temperatur, bei der das Pulver schmilzt und eine dauerhafte, gleichmäßige Schicht bildet.
- Temperaturregelung: Moderne Einbrennofen für die Pulverbeschichtung haben präzise Temperatursteuerungen, um eine konsistente Aushärtung zu gewährleisten. Typische Temperaturen liegen zwischen 160°C und 200°C, abhängig vom verwendeten Pulver.
- Schnelligkeit und Effizienz: Durch die Umlufttechnik kann der Ofen schneller aufheizen und Energie effizienter nutzen, was zu einer höheren Produktivität und geringeren Betriebskosten führt.
- Anwendungen: Diese Öfen werden oft in der Metallverarbeitung, Automobilindustrie und Möbelherstellung verwendet, um Produkte wie Tür- und Fensterrahmen, Haushaltsgeräte oder Autozubehör zu beschichten.
Ein Einbrennofen mit Umluft für Pulverbeschichtung ist ein spezieller Ofen, der dazu dient, pulverisierte Lacke auf Metalloberflächen zu schmelzen und auszuhärten, um eine strapazierfähige und korrosionsbeständige Beschichtung zu erzeugen. Der Ofen arbeitet mit einem Umluftsystem, bei dem die heiße Luft gleichmäßig im Innenraum zirkuliert, was eine konstante Temperaturverteilung sicherstellt. Diese gleichmäßige Erwärmung sorgt dafür, dass die Pulverbeschichtung auf allen Seiten des Werkstücks gleichmäßig aushärtet. Der Beschichtungsprozess beginnt damit, dass das Pulver auf die Oberfläche des Werkstücks aufgebracht wird, häufig durch elektrostatische Aufladung. Nach dem Auftragen wird das Werkstück in den Ofen geführt, der es auf eine Temperatur von etwa 160°C bis 200°C erwärmt, je nach Art des verwendeten Pulvers. Sobald das Pulver schmilzt, bildet es eine glatte, stabile Beschichtung, die beim Abkühlen aushärtet und eine langlebige, kratzfeste Oberfläche hinterlässt.
Die Umlufttechnologie trägt dazu bei, die Temperatur schnell und gleichmäßig im gesamten Ofeninneren zu verteilen, was sowohl die Energieeffizienz steigert als auch die Heizzeiten verkürzt. Diese Art von Ofen wird häufig in der Metallverarbeitung, der Automobilindustrie und in anderen Branchen eingesetzt, in denen eine hochwertige und gleichmäßige Pulverbeschichtung erforderlich ist. Typische Anwendungen umfassen die Beschichtung von Metallteilen wie Möbeln, Autoteilen oder Haushaltsgeräten. Der Ofen ist darauf ausgelegt, auch größere Werkstücke effizient zu beschichten und gleichzeitig einen hohen Durchsatz zu gewährleisten.
Ein Einbrennofen mit Umluft für die Pulverbeschichtung bietet eine Reihe von Vorteilen, die ihn zu einer bevorzugten Wahl in der Industrie machen. Die gleichmäßige Luftzirkulation sorgt nicht nur für eine konsistente Aushärtung der Pulverbeschichtung, sondern verhindert auch, dass sich Luftblasen oder Unregelmäßigkeiten auf der Oberfläche bilden, die das Endergebnis beeinträchtigen könnten. Dies ist besonders wichtig, um eine hohe Qualität der Beschichtung zu gewährleisten, die frei von Mängeln wie Läufern oder ungleichmäßigen Oberflächen ist.
Die Temperaturregelung in modernen Umluftöfen ist präzise und ermöglicht eine genaue Anpassung an die Bedürfnisse der verwendeten Pulverbeschichtungen. Diese Anpassungsfähigkeit stellt sicher, dass verschiedene Pulversorten und -farben optimal ausgehärtet werden, ohne dass Kompromisse bei der Haltbarkeit oder der Optik eingegangen werden müssen. Darüber hinaus können Einbrennofen mit Umluft schneller auf die benötigte Temperatur aufgeheizt werden, was die Produktionszeiten verkürzt und die Energieeffizienz verbessert. In vielen Fällen kann der Ofen auch so programmiert werden, dass er automatisch die Temperatur über die Dauer des Prozesses hinweg anpasst, um eine gleichbleibend hohe Qualität zu garantieren.
Der Vorteil der Umlufttechnik ist auch, dass sie den Energieverbrauch senkt, da die Luft wiederverwendet und nicht ständig nachgeheizt werden muss. Dies führt zu einer insgesamt effizienteren Nutzung von Energie und reduziert die Betriebskosten. Ein weiterer Vorteil ist die bessere Kontrolle über das Klima im Inneren des Ofens, wodurch das Risiko von Verunreinigungen oder unkontrollierter Temperaturschwankungen verringert wird. Dies ist besonders wichtig, wenn es um hochwertige, maßgeschneiderte Pulverbeschichtungen geht, die besonders resistent gegenüber Kratzern, UV-Strahlung und anderen Umwelteinflüssen sein müssen.
Ein Einbrennofen mit Umluft kann für eine Vielzahl von Materialien und Oberflächenarten angepasst werden, von kleineren, filigranen Teilen bis hin zu großen, schweren Metallkonstruktionen. Diese Flexibilität macht ihn zu einem wertvollen Werkzeug in vielen Fertigungsprozessen, da er eine gleichbleibende Leistung für unterschiedlichste Produktionen bietet.
Darüber hinaus ermöglichen Einbrennofen mit Umluft eine erhöhte Produktionskapazität, da sie nicht nur schneller aufheizen, sondern auch die Prozesszeit insgesamt verkürzen können. Dies führt zu einer Steigerung der Effizienz, was in der Industrie besonders vorteilhaft ist, um hohe Auftragszahlen in kurzer Zeit zu bewältigen. Die Möglichkeit, mehrere Werkstücke gleichzeitig zu behandeln, trägt ebenfalls zur Optimierung der Produktionsabläufe bei. Durch die einheitliche Wärmeverteilung können mehrere Produkte gleichzeitig im Ofen bearbeitet werden, ohne dass einzelne Teile eine unterschiedliche Aushärtung erfahren.
Ein weiterer wichtiger Aspekt ist die Wartungsfreundlichkeit moderner Einbrennofen mit Umluft. Dank fortschrittlicher Technologien und automatisierter Steuerungssysteme können Defekte und Unregelmäßigkeiten schnell erkannt und behoben werden, bevor sie größere Auswirkungen auf den Produktionsprozess haben. Viele dieser Öfen sind zudem mit Systemen ausgestattet, die den Luftfilterstatus und andere kritische Komponenten überwachen, um sicherzustellen, dass der Ofen immer in optimalem Zustand arbeitet. Die regelmäßige Wartung und rechtzeitige Reinigung von Umluftsystemen tragen zusätzlich dazu bei, die Lebensdauer des Ofens zu verlängern und die Energieeffizienz aufrechtzuerhalten.
Für Unternehmen, die Pulverbeschichtung als Hauptverfahren für die Oberflächenveredelung nutzen, kann die Investition in einen Einbrennofen mit Umluft langfristig Kosten sparen, indem sie die Notwendigkeit für häufige Reparaturen oder den Austausch von Geräten verringert. Es wird auch eine konstante Produktqualität gewährleistet, was für die Kundenzufriedenheit und das Vertrauen in die Produkte entscheidend ist. Insbesondere in Branchen, in denen hohe Anforderungen an die Qualität und Haltbarkeit von Beschichtungen gestellt werden, etwa in der Automobilindustrie oder bei der Herstellung von Möbeln und Maschinenbauteilen, ist diese Technologie unverzichtbar.
Insgesamt stellt der Einbrennofen mit Umluft eine effiziente, kostensparende und zuverlässige Lösung für die Pulverbeschichtung dar. Er unterstützt nicht nur die Herstellung von Produkten mit einer dauerhaften und gleichmäßigen Beschichtung, sondern trägt auch zur Verbesserung der Produktionsprozesse durch hohe Flexibilität, geringe Ausfallzeiten und verbesserte Energieeffizienz bei.
Elektro Einbrennofen mit Umluft
Ein Elektro-Einbrennofen mit Umluft ist eine spezielle Art von Ofen, der für die Pulverbeschichtung von Metalloberflächen entwickelt wurde, wobei er elektrisch betrieben wird und eine Umlufttechnologie zur gleichmäßigen Temperaturverteilung nutzt. Diese Öfen sind besonders beliebt in Bereichen wie der industriellen Pulverbeschichtung, da sie eine hohe Präzision und Energieeffizienz bieten.
Funktionsweise eines Elektro-Einbrennofens mit Umluft:
Der Elektro-Einbrennofen nutzt elektrisch betriebene Heizsysteme, um die benötigte Temperatur für das Aushärten der Pulverbeschichtung zu erzeugen. In der Regel erfolgt dies über elektrische Heizelemente, die die Luft im Ofen aufheizen. Ein Umluftsystem sorgt dafür, dass diese heiße Luft gleichmäßig im gesamten Innenraum des Ofens verteilt wird, was zu einer konstanten Temperatur über die gesamte Fläche des Werkstücks führt. Dies ist besonders wichtig, um eine gleichmäßige und fehlerfreie Pulverbeschichtung zu gewährleisten.
Vorteile der Elektro-Technologie:
Im Vergleich zu gasbetriebenen Einbrennofen bieten Elektro-Einbrennofen eine Reihe von Vorteilen. Sie sind umweltfreundlicher, da sie keine Abgase oder Schadstoffe produzieren, die bei der Verbrennung von Gas entstehen können. Dies macht sie zu einer bevorzugten Wahl für umweltbewusste Unternehmen. Außerdem können Elektroöfen schneller auf die gewünschte Temperatur eingestellt werden, was zu einer kürzeren Aufheizzeit führt und damit den Produktionsprozess beschleunigt.
Energieeffizienz und Betriebskosten:
Da die Temperatur im Ofen präzise über elektrische Heizelemente geregelt wird, ist die Energieeffizienz oft besser als bei herkömmlichen Gasöfen. Die elektrische Beheizung führt zu weniger Energieverlust, da der Ofen keine Energie für die Verbrennung von Gas oder die Beheizung von großen Ofenräumen verschwenden muss. Der Umluftmechanismus sorgt dafür, dass die erzeugte Wärme gleichmäßig im gesamten Ofen zirkuliert, was eine gleichmäßige Erwärmung der Werkstücke ermöglicht und den Energieverbrauch weiter optimiert.
Einsatzgebiete und Anwendungen:
Elektro-Einbrennofen mit Umluft werden in einer Vielzahl von Branchen eingesetzt, darunter in der Metallverarbeitung, der Automobilindustrie, der Möbelindustrie und der Herstellung von Haushaltsgeräten. Sie eignen sich hervorragend für die Beschichtung von Metallteilen, die eine hohe Festigkeit, Korrosionsbeständigkeit und eine ansprechende Optik benötigen. Die gleichmäßige Temperaturverteilung im Ofen sorgt für eine gleichmäßige Beschichtung ohne Hotspots oder Überhitzung, was insbesondere bei hochwertigen Oberflächen eine wichtige Rolle spielt.
Wartung und Pflege:
Ein Elektro-Einbrennofen mit Umluft erfordert regelmäßige Wartung, um eine effiziente Leistung und eine lange Lebensdauer zu gewährleisten. Die Heizelemente sollten regelmäßig auf Abnutzung oder Schäden überprüft werden, und die Umluftsysteme sollten regelmäßig gereinigt werden, um eine optimale Luftzirkulation zu gewährleisten. Die Temperatursteuerung sollte ebenfalls regelmäßig kalibriert werden, um eine gleichbleibende Qualität der Beschichtung zu garantieren.
Zusammengefasst bietet ein Elektro-Einbrennofen mit Umluft eine energieeffiziente, umweltfreundliche und kostengünstige Lösung für die Pulverbeschichtung. Die präzise Temperaturkontrolle, die schnelle Aufheizzeit und die gleichmäßige Wärmeverteilung machen ihn zu einem bevorzugten Gerät für Unternehmen, die hochwertige, gleichmäßige Beschichtungen auf Metallteilen erzielen möchten.
Ein Elektro-Einbrennofen mit Umluft stellt eine effiziente Lösung für die Pulverbeschichtung dar, da er eine gleichmäßige Erwärmung und Aushärtung der beschichteten Werkstücke gewährleistet. Die Umlufttechnik sorgt dafür, dass die heiße Luft im Ofen kontinuierlich zirkuliert, wodurch Temperaturschwankungen vermieden werden, die zu ungleichmäßigen Beschichtungen führen könnten. Dies ist besonders wichtig für präzise Anwendungen, bei denen eine hochwertige, fehlerfreie Oberfläche erforderlich ist. Die elektrische Beheizung ermöglicht eine genaue Temperaturregelung, die eine gleichbleibende Qualität der Pulverbeschichtung sicherstellt.
Da Elektroöfen keine fossilen Brennstoffe benötigen, sind sie auch eine umweltfreundlichere Wahl im Vergleich zu gasbetriebenen Modellen. Darüber hinaus sind sie in der Regel einfacher zu warten und zu steuern, da sie keine komplexen Gasbrennstoffe oder -ventile benötigen. Elektro-Einbrennofen mit Umluft sind auch für kleinere Produktionsstätten oder Unternehmen geeignet, da sie relativ platzsparend und dennoch leistungsfähig sind. Ein weiterer Vorteil ist, dass sie für eine Vielzahl von Pulverbeschichtungen und Werkstückgrößen angepasst werden können, was ihre Vielseitigkeit unterstreicht. Aufgrund der präzisen Temperaturregelung und der geringen Aufheizzeit können sie auch für eine schnelle Produktionsabwicklung sorgen, was besonders in Branchen mit hohen Produktionsanforderungen von Vorteil ist.
Ein weiterer Vorteil von Elektro-Einbrennofen mit Umluft ist die Fähigkeit, eine konstante Temperatur über längere Zeiträume aufrechtzuerhalten, was für die Aushärtung von Pulverbeschichtungen von entscheidender Bedeutung ist. Da die Temperatur nicht plötzlich schwankt, wird eine gleichmäßige Aushärtung der Beschichtung erzielt, wodurch die Haftung und die Haltbarkeit der Schicht verbessert werden. Dies trägt nicht nur zur Optik, sondern auch zur Funktionalität des Endprodukts bei, da die Beschichtung widerstandsfähiger gegen Kratzer, Korrosion und andere Umwelteinflüsse wird. Die Integration eines Umluftsystems hilft auch, den Luftstrom zu optimieren, sodass heiße Luft nicht nur auf die Oberflächen, sondern auch in schwer zugängliche Bereiche des Werkstücks gelangt, was eine vollständige Aushärtung ermöglicht.
Darüber hinaus bieten diese Öfen eine hohe Präzision bei der Temperaturkontrolle, was für Hersteller, die mit unterschiedlichen Pulvern arbeiten oder spezifische Anforderungen an die Aushärtung haben, besonders wichtig ist. Die Möglichkeit, die Temperatur genau zu steuern und zu überwachen, macht den Prozess nicht nur sicherer, sondern auch effizienter, da Energieverluste vermieden werden und die Produktionskosten gesenkt werden können. Die Wartung der Elektro-Einbrennofen mit Umluft ist relativ unkompliziert, da sie keine regelmäßige Überprüfung der Brennstoffe oder komplexe Emissionskontrollen erfordert. In Kombination mit modernen Steuerungssystemen, die die Temperatur automatisch anpassen und überwachen, können Unternehmen eine konstante Leistung gewährleisten, ohne sich um manuelle Eingriffe kümmern zu müssen. Auch in Bezug auf den Betrieb sind diese Öfen oft benutzerfreundlicher und erfordern weniger Fachwissen als gasbetriebene Modelle, was die Schulung und den Betrieb vereinfacht.
Insgesamt stellt der Elektro-Einbrennofen mit Umluft eine äußerst flexible, zuverlässige und kosteneffiziente Lösung für die Pulverbeschichtung dar. Er ist besonders vorteilhaft für Unternehmen, die Wert auf schnelle, gleichmäßige Aushärtung und minimale Energieverbrauch legen, während gleichzeitig eine umweltfreundliche und wartungsarme Technologie genutzt wird. Ob in kleinen oder großen Fertigungsumgebungen – diese Öfen bieten eine hervorragende Kombination aus Leistung und Wirtschaftlichkeit.
Ein weiterer Aspekt, der den Elektro-Einbrennofen mit Umluft attraktiv macht, ist die Möglichkeit, ihn in verschiedenen Größen und Kapazitäten zu konfigurieren, je nach den Anforderungen des Unternehmens. Kleine Werkstätten oder Betriebe, die nur kleinere Serien produzieren, können von kompakteren Modellen profitieren, die Platz sparen und dennoch eine hervorragende Leistung bieten. Größere Produktionsstätten, die höhere Durchsätze benötigen, können hingegen auf größere Modelle zurückgreifen, die mehr Werkstücke gleichzeitig behandeln können. Die Anpassungsfähigkeit in Bezug auf die Größe und Kapazität ermöglicht eine breite Anwendung des Elektro-Einbrennofens in unterschiedlichsten Industrien, von der Automobilindustrie über die Möbelherstellung bis hin zur Herstellung von Haushaltsgeräten.
Die Benutzerfreundlichkeit der modernen Steuerungssysteme macht den Ofen auch für weniger erfahrene Bediener zugänglich, da sie in der Lage sind, den gesamten Prozess effizient zu überwachen und anzupassen. In vielen Fällen beinhalten diese Systeme benutzerfreundliche Touchscreen-Interfaces, die eine schnelle Einstellung und Anpassung der Parameter ermöglichen, ohne dass komplexe manuelle Eingriffe erforderlich sind. Dies reduziert nicht nur die Wahrscheinlichkeit menschlicher Fehler, sondern steigert auch die Produktivität, da der Bediener sich mehr auf die Überwachung und weniger auf die manuelle Steuerung konzentrieren kann.
Zudem bietet der Elektro-Einbrennofen mit Umluft eine ausgezeichnete Temperaturstabilität, die es ermöglicht, hochentwickelte Pulverbeschichtungen zu verwenden, die besondere Anforderungen an die Aushärtung stellen. Diese speziellen Beschichtungen, die beispielsweise in der Luftfahrt- oder Elektronikindustrie gefragt sind, erfordern eine sehr präzise Temperaturregelung, um ihre gewünschten Eigenschaften zu erreichen. Der Ofen sorgt dafür, dass auch diese anspruchsvolleren Materialien optimal behandelt werden, was die Vielseitigkeit der Technologie weiter unterstreicht.
Abschließend lässt sich sagen, dass der Elektro-Einbrennofen mit Umluft nicht nur eine effiziente und kostengünstige Lösung für die Pulverbeschichtung darstellt, sondern auch eine langfristige Investition für Unternehmen ist, die auf hohe Qualität, Geschwindigkeit und Energieeffizienz setzen. Durch seine Vielseitigkeit, seine benutzerfreundliche Steuerung und die hervorragende Temperaturkontrolle ist dieser Ofen eine ausgezeichnete Wahl für Unternehmen, die in der Pulverbeschichtungsindustrie tätig sind und dabei auf umweltfreundliche und wirtschaftliche Technologien setzen möchten.
Umluft Gasofen für Pulverbeschichtung
Ein Umluft-Gasofen für Pulverbeschichtung ist eine Art von Ofen, der für die Aushärtung von Pulverbeschichtungen verwendet wird und mit Gas als Energiequelle betrieben wird. Im Gegensatz zu Elektroöfen, die elektrisch beheizt werden, nutzt der Umluft-Gasofen Gasheizungen, um die notwendige Wärme für den Pulverbeschichtungsprozess zu erzeugen. Die Umlufttechnik sorgt dabei für eine gleichmäßige Wärmeverteilung im Ofen, wodurch eine konsistente und fehlerfreie Aushärtung der Pulverbeschichtung gewährleistet wird.
Funktionsweise eines Umluft-Gasofens für Pulverbeschichtung:
In einem Umluft-Gasofen wird das Gas verbrannt, um Heizelemente oder Brenner zu betreiben, die die Luft im Ofen aufheizen. Ein Umluftsystem sorgt dafür, dass diese heiße Luft gleichmäßig im Ofen verteilt wird, sodass die Werkstücke während des Aushärtungsprozesses eine konstante Temperatur erleben. Diese gleichmäßige Wärmeverteilung ist entscheidend für eine gleichmäßige Beschichtung, da sie verhindert, dass einige Bereiche überhitzen oder unterhitzt bleiben, was zu unregelmäßigen Ergebnissen führen könnte. Die Temperatur im Ofen wird präzise geregelt, um sicherzustellen, dass das Pulver auf der Oberfläche des Werkstücks schmilzt und aushärtet, ohne dass es zu Überhitzung oder Verbrennung kommt.
Vorteile eines Umluft-Gasofens für Pulverbeschichtung:
- Energieeffizienz: Gasbetriebenen Öfen bieten oft eine höhere Energieeffizienz im Vergleich zu elektrischen Öfen, insbesondere bei größeren Anlagen. Gasheizungssysteme benötigen weniger Energie, um hohe Temperaturen zu erreichen, was den Betrieb kostengünstiger machen kann. Die Umlufttechnik sorgt dafür, dass die Wärme im Ofen optimal genutzt wird, ohne dass viel Energie verloren geht.
- Schnellere Aufheizzeiten: Gasöfen können schneller auf die benötigte Temperatur aufheizen als elektrische Öfen, was die Produktionszeiten verkürzt und den Durchsatz erhöht. Dies ist besonders wichtig in Hochdurchsatzumgebungen, in denen eine schnelle Aushärtung erforderlich ist.
- Gleichmäßige Temperaturverteilung: Die Umlufttechnik sorgt für eine gleichmäßige Temperaturverteilung im gesamten Ofenraum, was zu einer gleichmäßigen und fehlerfreien Pulverbeschichtung führt. Temperaturunterschiede, die zu unregelmäßigen Beschichtungen oder Hotspots führen könnten, werden minimiert.
- Kostensenkung: Da Gas in vielen Regionen kostengünstiger als Elektrizität ist, können Umluft-Gasöfen in Bezug auf den Energieverbrauch und die Betriebskosten eine günstigere Lösung darstellen, besonders für Unternehmen, die große Volumina produzieren müssen.
- Umweltfreundlicher: Moderne Gasöfen sind oft mit Technologien ausgestattet, die die Emissionen minimieren und den CO2-Ausstoß reduzieren. In Kombination mit effektiven Wärmerückgewinnungssystemen kann der Gasofen relativ umweltfreundlich betrieben werden.
Anwendungen eines Umluft-Gasofens:
Umluft-Gasöfen für Pulverbeschichtung sind in verschiedenen Industrien weit verbreitet, insbesondere in der Automobilindustrie, der Möbelherstellung, der Metallverarbeitung und der Herstellung von Haushaltsgeräten. Diese Öfen eignen sich hervorragend für große und mittlere Produktionslinien, in denen eine schnelle Aushärtung und hohe Effizienz erforderlich sind. Sie bieten eine zuverlässige Lösung für die Beschichtung von Metallteilen, die eine hochwertige und widerstandsfähige Oberfläche benötigen.
Wartung und Pflege:
Ein Umluft-Gasofen für Pulverbeschichtung erfordert regelmäßige Wartung, um die optimale Leistung aufrechtzuerhalten und Ausfallzeiten zu vermeiden. Es ist wichtig, die Brenner und Heizsysteme regelmäßig zu überprüfen, um sicherzustellen, dass sie effizient arbeiten und keine Blockaden oder Ablagerungen aufweisen. Auch das Umluftsystem sollte regelmäßig gewartet und gereinigt werden, um sicherzustellen, dass die Luftzirkulation im Ofen gleichmäßig bleibt. Die Temperaturregelungssysteme müssen regelmäßig kalibriert werden, um eine konstante Temperatursteuerung zu gewährleisten, die für eine gleichmäßige Beschichtung erforderlich ist.
Zusammengefasst bietet der Umluft-Gasofen für Pulverbeschichtung eine kostengünstige, energieeffiziente und zuverlässige Lösung für Unternehmen, die eine hohe Produktionskapazität benötigen. Die schnelle Aufheizzeit, die gleichmäßige Wärmeverteilung und die Möglichkeit, große Mengen an Werkstücken schnell und effizient zu behandeln, machen diesen Ofen zu einer bevorzugten Wahl in vielen Industrien.
Ein Umluft-Gasofen für Pulverbeschichtung bietet nicht nur eine hohe Energieeffizienz und schnelle Aufheizzeiten, sondern trägt auch zur Optimierung der Produktionsprozesse bei, indem er eine konstante und gleichmäßige Aushärtung der Pulverbeschichtungen ermöglicht. Die gleichmäßige Wärmeverteilung im Ofen verhindert Hotspots und sorgt dafür, dass jedes Werkstück eine gleichmäßige Beschichtung erhält, was zu einer hohen Produktqualität führt.
Dieser Ofen ist besonders vorteilhaft in Umgebungen, in denen große Produktionsvolumina und schnelle Durchlaufzeiten erforderlich sind, da die schnelle Aufheizzeit und die effiziente Nutzung der Energie die Produktionskosten senken. Im Vergleich zu Elektroöfen ist der Umluft-Gasofen eine kostengünstigere Lösung, insbesondere bei großen Produktionsvolumen, da Gas in vielen Regionen günstiger als Strom ist. Die Wärmerückgewinnungssysteme, die häufig in modernen Gasöfen integriert sind, tragen ebenfalls zur Steigerung der Energieeffizienz bei und helfen, den Energieverbrauch weiter zu senken. Gasöfen sind zudem flexibler in der Anwendung, da sie eine breite Palette von Pulverbeschichtungen auf verschiedenen Werkstücken mit unterschiedlichen Formen und Größen effizient behandeln können.
Ein weiterer Vorteil des Umluft-Gasofens ist seine Fähigkeit, eine präzise Temperaturregelung zu gewährleisten, die für die optimale Aushärtung von Pulverbeschichtungen von entscheidender Bedeutung ist. Durch die kontinuierliche Überwachung und Anpassung der Temperatur können Unternehmen sicherstellen, dass ihre Beschichtungen die gewünschten Eigenschaften wie Haltbarkeit, Korrosionsbeständigkeit und optische Qualität erreichen. Die Wartung eines Umluft-Gasofens ist relativ unkompliziert, erfordert jedoch regelmäßige Inspektionen der Brenner, Heizsysteme und Umlufttechnik, um eine langfristige Effizienz und Zuverlässigkeit sicherzustellen. Ein weiterer Vorteil dieser Öfen ist ihre Fähigkeit, auf verschiedene Anforderungen und Materialarten angepasst zu werden, wodurch sie in unterschiedlichen Industrien wie der Automobil-, Möbel- und Maschinenbauindustrie eine wertvolle Rolle spielen.
Zusätzlich zur Effizienz und Flexibilität bietet der Umluft-Gasofen für Pulverbeschichtung eine höhere Durchsatzrate, was ihn ideal für Unternehmen macht, die mit hohen Produktionsvolumina arbeiten. Da Gasöfen in der Regel schneller die benötigte Temperatur erreichen und diese stabiler halten können, reduzieren sie Ausfallzeiten und maximieren die Produktionskapazität. Besonders in der Serienproduktion von Bauteilen, die eine konsistente und gleichbleibende Beschichtung erfordern, wird die Fähigkeit des Umluftsystems, die Wärme gleichmäßig zu verteilen, sehr geschätzt. Diese gleichmäßige Temperaturverteilung trägt dazu bei, dass auch komplexe Werkstücke oder Teile mit unregelmäßigen Formen gleichmäßig beschichtet werden können, ohne dass es zu Beschichtungsfehlern oder ungewollten Schwankungen kommt.
Die moderne Steuerungstechnik, die in vielen Umluft-Gasöfen integriert ist, ermöglicht eine präzise Überwachung und Anpassung der Temperatur in Echtzeit. Dies stellt sicher, dass die Pulverbeschichtung optimal aushärtet, ohne dass es zu Überhitzung oder Unterhitzung kommt. Auch die Möglichkeit, unterschiedliche Heizprofile für verschiedene Werkstücke zu programmieren, erweitert die Vielseitigkeit dieses Ofens und ermöglicht eine breitere Anwendungspalette. Darüber hinaus bieten viele Gasöfen mit Umlufttechnologie eine hohe Anpassungsfähigkeit hinsichtlich der Prozessparameter, wie z.B. Temperatur und Luftzirkulation, um verschiedene Pulverbeschichtungen und Werkstückarten zu behandeln. Diese Anpassungsfähigkeit sorgt dafür, dass der Ofen in verschiedenen industriellen Sektoren eingesetzt werden kann, von der Automobil- und Möbelindustrie bis hin zur Elektroindustrie und darüber hinaus.
Ein weiterer Vorteil des Umluft-Gasofens für Pulverbeschichtung ist die bessere Steuerung von Luftfeuchtigkeit und Luftzirkulation im Ofen, was für die Qualität der Pulverbeschichtung von entscheidender Bedeutung ist. Eine konstante und kontrollierte Luftzirkulation hilft, Temperaturschwankungen zu vermeiden, die möglicherweise zu Unebenheiten oder anderen Fehlern in der Beschichtung führen könnten. Besonders bei empfindlichen Pulvern oder bestimmten Beschichtungsmaterialien, die eine präzise Temperaturregelung benötigen, spielt diese gleichmäßige Luftzirkulation eine Schlüsselrolle.
Gasöfen mit Umluftsystemen sind auch für ihre Fähigkeit bekannt, eine schnelle Reaktionszeit auf Temperaturänderungen zu bieten, was bedeutet, dass der Ofen schneller auf Änderungen der Anforderungen reagieren kann, ohne dass die Qualität der Beschichtung beeinträchtigt wird. Dies ist besonders vorteilhaft in Produktionslinien, in denen eine schnelle Anpassung der Temperatur notwendig ist, um unterschiedliche Materialien oder Produktgrößen zu bearbeiten.
Durch die effiziente Wärmeverteilung und die geringeren Betriebskosten durch den Einsatz von Gas können Unternehmen von einer verbesserten Rentabilität profitieren. Insbesondere bei der Verarbeitung größerer Stückzahlen von Metallteilen oder Werkstücken, die eine schnelle und konsistente Beschichtung erfordern, wird die Wirtschaftlichkeit des Gasofens noch deutlicher. Langfristig gesehen können Unternehmen, die in einen Umluft-Gasofen investieren, auch von geringeren Wartungskosten profitieren, da moderne Modelle oft mit automatisierten Systemen ausgestattet sind, die eine genaue Überwachung und rechtzeitige Wartungsbenachrichtigungen bieten. Dies reduziert die Wahrscheinlichkeit von unerwarteten Ausfällen und trägt zu einer kontinuierlichen und zuverlässigen Produktion bei.
Die Vielseitigkeit eines Umluft-Gasofens ermöglicht es, eine breite Palette von Pulverbeschichtungen zu verwenden, einschließlich solcher, die spezifische Temperaturanforderungen haben oder in unterschiedlichen Branchen benötigt werden. Die Möglichkeit, den Ofen so anzupassen, dass er eine Vielzahl von Materialien effizient behandelt, sorgt dafür, dass er in unterschiedlichsten Industriezweigen eingesetzt werden kann – von der Automobil- und Maschinenbauindustrie bis hin zu Anwendungen in der Möbelherstellung und der Produktion von Haushaltsgeräten. All diese Faktoren tragen dazu bei, dass der Umluft-Gasofen eine äußerst wertvolle und kosteneffiziente Lösung für Unternehmen darstellt, die eine zuverlässige, hochqualitative Pulverbeschichtung in großen Produktionsmengen benötigen.
Automatische Pulverbeschichtungsanlage
Eine automatische Pulverbeschichtungsanlage ist eine hochentwickelte Maschine, die speziell für die Pulverbeschichtung von Werkstücken entwickelt wurde, um eine gleichmäßige und hochwertige Beschichtung in einer automatisierten Fertigungsumgebung zu gewährleisten. Diese Anlagen sind ideal für Unternehmen, die eine große Anzahl von Werkstücken in kurzer Zeit und mit konstant hoher Qualität beschichten müssen. Die Automatisierung des Prozesses trägt nicht nur zur Effizienzsteigerung bei, sondern auch zur Reduzierung menschlicher Fehler, was zu einer verbesserten Konsistenz und Produktivität führt.
Funktionsweise einer automatischen Pulverbeschichtungsanlage:
In einer automatischen Pulverbeschichtungsanlage werden die Werkstücke in der Regel in eine Förderanlage oder ein Fördersystem eingelegt, das sie durch verschiedene Stationen führt, wo sie mit Pulver beschichtet und anschließend in einem Ofen ausgehärtet werden. Die Beschichtung erfolgt in mehreren Schritten, die durch spezialisierte Geräte und Maschinen automatisiert werden.
- Vorbehandlung: Die Werkstücke durchlaufen zunächst eine Vorbehandlung, bei der sie von Verunreinigungen, Rost oder alten Beschichtungen befreit werden. Dies kann durch Sprüh-, Tauch- oder Sandstrahlsysteme erfolgen. Eine gründliche Reinigung ist entscheidend für die Haftung des Pulvers auf der Oberfläche.
- Pulverbeschichtung: Nachdem die Werkstücke vorbereitet sind, gelangen sie in die Beschichtungsstation, wo sie von automatisierten Pulverapplikatoren – meist elektrostatischen Pulverpistolen oder -düsen – besprüht werden. Diese Pulverpistolen laden die Pulverschicht elektrisch auf, wodurch das Pulver an den Werkstücken haftet. In modernen Anlagen sind diese Pistolen oft in der Lage, den Abstand und Winkel zur Oberfläche der Werkstücke automatisch anzupassen, um eine gleichmäßige Schichtdicke zu erzielen.
- Aushärtung: Nach der Beschichtung werden die Werkstücke in einen Ofen transportiert, wo das Pulver bei hoher Temperatur erhitzt wird, bis es schmilzt und sich zu einer festen, gleichmäßigen Schicht verbindet. Der Ofen kann elektrisch oder gasbetrieben sein, wobei die genaue Temperaturregelung entscheidend für das Endergebnis ist. Während des gesamten Prozesses sorgt eine Umlufttechnik in vielen Anlagen dafür, dass die Temperatur gleichmäßig verteilt wird.
- Abkühlung und Qualitätskontrolle: Nach dem Aushärten werden die Werkstücke aus dem Ofen genommen und abgekühlt. Eine abschließende Qualitätskontrolle stellt sicher, dass die Pulverbeschichtung die geforderten Standards in Bezug auf Dicke, Haftung und Oberfläche erfüllt.
Vorteile einer automatischen Pulverbeschichtungsanlage:
- Hohe Effizienz: Durch die Automatisierung werden Arbeitsabläufe beschleunigt, und die Produktionskapazität wird deutlich erhöht. Werkstücke können in hoher Geschwindigkeit und in großen Mengen bearbeitet werden, was die Produktionskosten pro Stück senkt.
- Konstante Qualität: Automatische Systeme gewährleisten eine gleichmäßige Beschichtung, da die Technologie in der Lage ist, genaue Parameter wie Pulvermenge, Abstand, Winkel und Geschwindigkeit der Applikatoren zu steuern. Dies führt zu einer konstanten Qualität und vermeidet menschliche Fehler, die bei manuellen Anwendungen auftreten könnten.
- Reduzierung des Materialverbrauchs: Moderne automatische Pulverbeschichtungsanlagen sind so ausgelegt, dass sie den Materialverbrauch optimieren. Die Pulvermenge wird exakt dosiert, was Abfall reduziert und die Wirtschaftlichkeit erhöht. Darüber hinaus kann überschüssiges Pulver durch Rückführungssysteme wiederverwendet werden.
- Ergonomie und Sicherheit: Durch die Automatisierung werden die Arbeitsbedingungen für die Mitarbeiter verbessert, da sie nicht mehr direkt mit den potenziell gesundheitsschädlichen Chemikalien und Pulvern in Kontakt kommen müssen. Der Prozess wird von Maschinen und Robotern durchgeführt, wodurch die körperliche Belastung verringert wird.
- Flexibilität und Anpassungsfähigkeit: Viele automatische Pulverbeschichtungsanlagen sind flexibel einsetzbar und können für verschiedene Werkstückarten und -größen konfiguriert werden. Anpassungen an den Beschichtungsprozess, wie etwa die Wahl der Pulversorte oder die Temperatur im Ofen, können einfach vorgenommen werden, um verschiedene Anforderungen zu erfüllen.
- Energieeffizienz: Automatisierte Anlagen können so konzipiert werden, dass sie den Energieverbrauch minimieren, indem sie den Aushärtungsprozess optimieren und die Temperaturkontrolle im Ofen effizienter gestalten. Einige Anlagen verfügen auch über Wärmerückgewinnungssysteme, die die Effizienz weiter steigern.
Anwendungen einer automatischen Pulverbeschichtungsanlage:
Automatische Pulverbeschichtungsanlagen sind in verschiedenen Industrien von großer Bedeutung. Sie finden Anwendung in der Automobilindustrie, der Möbelproduktion, der Herstellung von Haushaltsgeräten, der Metallverarbeitung sowie in vielen anderen Bereichen, in denen Metallteile oder -komponenten vor Korrosion und Abnutzung geschützt werden müssen. Auch in der Herstellung von Möbeln, Fensterrahmen, Möbelbeschlägen und anderen dekorativen Objekten ist die Pulverbeschichtung weit verbreitet.
Wartung und Pflege:
Wie bei allen industriellen Anlagen erfordert auch eine automatische Pulverbeschichtungsanlage regelmäßige Wartung und Pflege. Dazu gehört die Reinigung der Pulverapplikatoren, die Kontrolle und Kalibrierung der Temperaturregelungssysteme, die Inspektion der Förderbänder und die regelmäßige Überprüfung der Ofen- und Umluftsysteme. Die präventive Wartung ist entscheidend, um Ausfallzeiten zu minimieren und sicherzustellen, dass die Anlage über einen langen Zeitraum hinweg effizient und zuverlässig arbeitet.
Insgesamt bietet eine automatische Pulverbeschichtungsanlage eine effiziente, kostengünstige und umweltfreundliche Lösung für Unternehmen, die auf die Produktion von hochwertig beschichteten Werkstücken angewiesen sind. Die hohe Präzision, die Flexibilität und die Automatisierung dieses Systems ermöglichen es Unternehmen, die Qualität ihrer Produkte zu steigern, Produktionskosten zu senken und ihre Produktionskapazität zu maximieren.
Eine automatische Pulverbeschichtungsanlage bietet eine deutliche Steigerung der Produktionskapazität und reduziert gleichzeitig den Materialaufwand, indem sie den Pulverbeschichtungsprozess genau steuert und überschüssiges Pulver wiederverwendet. Durch die präzise Dosierung der Pulverbeschichtung wird der Materialverbrauch optimiert, was zu einer Reduzierung von Abfall führt und die Produktionskosten senkt. Diese Anlagen bieten eine konstante und gleichmäßige Beschichtung, was besonders wichtig ist, um gleichbleibend hohe Qualität bei großen Produktionsvolumina zu gewährleisten.
Durch die Automatisierung des gesamten Prozesses werden die Fehlerquellen reduziert, die bei manuellen Prozessen auftreten können, und die Konsistenz der Beschichtung bleibt auf einem hohen Niveau. Die Möglichkeit, verschiedene Werkstückgrößen und -formen zu bearbeiten, macht die Anlagen flexibel und ermöglicht eine Vielzahl von Anwendungen. Dank der schnellen Anpassung der Prozessparameter können Unternehmen unterschiedliche Pulverbeschichtungen und Temperaturprofile je nach Material und Beschichtungsanforderung einsetzen.
Durch die Anwendung der Pulverbeschichtungstechnologie werden auch gesundheitliche Risiken für die Mitarbeiter minimiert, da der direkte Kontakt mit den Pulvern und Chemikalien auf ein Minimum reduziert wird. Dies fördert nicht nur ein sichereres Arbeitsumfeld, sondern trägt auch zu einer besseren Effizienz bei, da weniger menschliche Eingriffe erforderlich sind. Eine automatische Pulverbeschichtungsanlage ist daher nicht nur eine Lösung für die Effizienzsteigerung und Kostenreduzierung, sondern auch ein Schritt in Richtung einer umweltfreundlicheren und sichereren Produktion.
Wir versenden nach Deutschland, Österreich und in die Schweiz
Wir sind nicht nur die Hersteller Ihrer Pulverbeschichtungsanlagen, sondern auch Ihr weltweiter Lieferpartner.
Bei EMS verstehen wir, dass es genauso wichtig ist, Ihre Pulverbeschichtungsanlagen schnell und sicher zu Ihnen zu bringen, wie sie nach höchsten Standards herzustellen. Deshalb bieten wir all unseren Kunden weltweit Lieferdienste an.
Wir arbeiten mit einem Netzwerk erfahrener und zuverlässiger Versandpartner zusammen, um sicherzustellen, dass Ihre Ausrüstung pünktlich und in einwandfreiem Zustand ankommt. Wir bieten auch eine Vielzahl von Versandoptionen an, um Ihrem Budget und Ihren Bedürfnissen gerecht zu werden.
Egal, ob Sie Ihre Ausrüstung an eine lokale Adresse oder an einen internationalen Bestimmungsort versenden müssen, wir können Ihnen helfen. Wir arbeiten mit Ihnen zusammen, um die beste Versandoption für Ihre Bedürfnisse auszuwählen und Sie während des gesamten Versandprozesses über den Status Ihrer Sendung zu informieren.
Wenn Sie sich also für EMS für Ihre Pulverbeschichtungsanlagen entscheiden, erhalten Sie nicht nur die besten Produkte auf dem Markt, sondern auch das bestmögliche Liefererlebnis.
Kontaktieren Sie uns noch heute, um mehr über unsere weltweiten Lieferdienste zu erfahren.
Auch beim Versand, setzen wir auf bewährte Partner. Und auf Nachhaltigkeit. Nicht nur in Deutschland und Österreich sondern in der ganzen EU und der Schweiz wird ihre Pulverbeschichtungsanlage mit unseren Transtportfirmen zu ihnen gebracht.
Die Lieferung ihrer Ware erfolgt innerhalb Deutschlands, Österreichs und der Schweiz spätestens innerhalb von 7-8 Werktagen. Die Lieferung in weitere Länder der EU erfolgt spätestens innerhalb von 10 Werktagen.








13.653 Antworten auf „Automatische Pulverbeschichtungsanlage“
I couldn’t resist commenting. Well written!
After I originally commented I appear to have clicked the -Notify me when new comments are added- checkbox and from now on each time a comment is added I recieve 4 emails with the same comment. There has to be an easy method you can remove me from that service? Thank you.
An interesting discussion is definitely worth comment. I believe that you need to write more on this topic, it might not be a taboo matter but typically people don’t talk about such topics. To the next! Kind regards.
Water column samplers and buoys are used by researchers and oceanographers to explore oceans, monitor their floor and quality of water.
I used to be able to find good information from your content.
For Halloween Horror Nights 17 in 2007, Universal Studios acquired the rights to make use of New Line Cinema’s characters Freddy Krueger, Jason Voorhees, and Leatherface for Halloween Horror Nights.
독자 여러분, 온라인 카지노의 인기 있는 정보를 알려드리겠습니다. 최고의 카지노 플랫폼에서 재미있고 게임 경험을 즐기세요.
View Adam Graham Newsletter Now for business startup tips
Web sites like Otaku Mode, AmiAmi, and even Etsy provide an amazing collection of objects from anime figures to wall decor and tapestries.
Rena Fobb Memorial service for Rena Jane Fobb, age 46, of Frederick, will probably be at 2:00 p.m.
Tudor and Renaissance architectural details made an look and were often used with out reference to the character of the actual structure that enclosed the window.
Whoa! that blog post was basically pretty favorable thank you. “Two paradoxes are better than one they may even suggest a solution.” by Edward Teller..
This blog was… how do I say it? Relevant!! Finally I have found something that helped me. Thanks!
Can I recently say what a relief to discover somebody that actually knows what theyre dealing with on the net. You certainly understand how to bring a difficulty to light to make it important. Workout . need to check this out and understand this side from the story. I cant think youre no more common when you certainly possess the gift.
I do agree with all the ideas you’ve presented in your post. They are really convincing and will certainly work. Still, the posts are too short for newbies. Could you please extend them a bit from next time? Thanks for the post.
There’s certainly a lot to learn about this subject. I like all of the points you made.
Interesting blog! Is your theme custom made or did you download it from somewhere? A design like yours with a few simple tweeks would really make my blog shine. Please let me know where you got your theme. Bless you
I always was concerned in this subject and still am, regards for posting .
Photograph utilizing a cellulite meal plan to make sure if I am qualified to at last eradicate the best dimpled skin eternally. Experts have problematic but i morning sticking with it all. I am experience even better within excellent personally, so can be described as get going with.
I believe that avoiding prepared foods is the first step for you to lose weight. They may taste beneficial, but ready-made foods have very little nutritional value, making you feed on more in order to have enough vitality to get throughout the day. Should you be constantly having these foods, switching to whole grain products and other complex carbohydrates will assist you to have more strength while eating less. Thanks alot : ) for your blog post.
I found your weblog site on google and check a couple of of your early posts. Proceed to maintain up the superb operate. I just additional up your RSS feed to my MSN Information Reader. In search of forward to reading extra from you later on!…
Lankier men with longer limbs relative to their torso lift less weight than stockier men. Lank and stocky man have the same distance lever between tendon and joint where your muscle s force generates your torque, but lankier men have a longer limb where the external weight s force is generating its
I concur with your conclusions and will eagerly look forward to your future updates. The usefulness and significance is overwhelming and has been invaluable to me!
Can I just now say that of a relief to locate somebody who truly knows what theyre speaking about online. You actually know how to bring a difficulty to light and work out it crucial. The diet need to see this and appreciate this side on the story. I cant believe youre no more popular since you definitely possess the gift.
Youre so cool! I dont suppose Ive read anything this way prior to. So nice to find somebody by incorporating original applying for grants this subject. realy appreciation for starting this up. this website are some things that is required online, someone with a bit of originality. beneficial work for bringing new stuff to the internet!
Having read this I thought it was extremely enlightening. I appreciate you finding the time and energy to put this information together. I once again find myself personally spending a lot of time both reading and leaving comments. But so what, it was still worthwhile!
Hey, I appreciate you for this great article. It was very helpful to me and to the one who read this page. You truly is a genius writer!
I am typically to blogging and i actually recognize your content. The article has actually peaks my interest. I am going to bookmark your web site and maintain checking for brand new information.
Some really marvellous work on behalf of the owner of this internet site , perfectly great content .
Intimately, the post is actually the sweetest on that worthw hile topic. I harmonise with your conclusions and will certainly eagerly look forward to your incoming updates. Saying thanks definitely will not simply be sufficient, for the extraordinary clarity in your writing. I will certainly perfect away grab your rss feed to stay informed of any updates. Solid work and much success in your business dealings!
Excellent browse, I simply passed this onto a colleague who was doing a little research on that. And hubby actually bought me lunch as a result of I stumbled on it for him smile thus well then , sick rephrase that: thanks for lunch!
When I originally left a comment I seem to have clicked on the -Notify me when new comments are added- checkbox and now every time a comment is added I recieve 4 emails with the exact same comment. Perhaps there is a means you can remove me from that service? Many thanks.
A well written post, I just given this onto a colleague who was doing slightly analysis on that. And he indeed purchased me breakfast because I discovered it for him .. thus let me reword that: Thankx for the treat! however yeah Thnx for spending the time to talk concerning this, I feel strongly concerning it and revel in reading a lot of on this topic. If potential, as you become expertise, would you mind updating your blog with a lot of info? it’s very useful on behalf of me. two thumb up for this blog!
I simply needed to appreciate you once again. I’m not certain the things I would have followed in the absence of the basics provided by you over my topic. It absolutely was the traumatic dilemma in my opinion, however , noticing the very skilled mode you handled that made me to jump for fulfillment. I’m just happy for your information and hope that you know what an amazing job that you are putting in teaching people via your site. Most likely you haven’t come across any of us.
An fascinating discussion may be valued at comment. There’s no doubt that that you can write regarding this topic, may well often be a taboo subject but generally people are insufficient to chat on such topics. To another location. Cheers
Many thanks for creating the effort to discuss this, I feel strongly about this and like learning a great deal more on this subject. If feasible, as you gain expertise, would you mind updating your weblog with a great deal more details? It’s very useful for me.
Youre so cool! I dont suppose Ive read anything like this before. So nice to find somebody with a few original applying for grants this subject. realy appreciation for starting this up. this excellent website are some things that is required on the internet, an individual with a bit of originality. valuable project for bringing something totally new to your net!
Hello. i like the way you post on your blog,
investing is tricky, sometimes you win and sometimes you loss. Risk takers win of course.
There are certainly a couple more details to take into consideration, but thank you for sharing this information.
St Peter and St Paul Nice Bowden, Leicestershire 1909 By means of James Powell and Sons, Davis designed a 4-mild window for this church.
There are a few interesting points at some point on this page but I don’t know if these people center to heart. There is certainly some validity but I most certainly will take hold opinion until I take a look at it further. Excellent post , thanks so we want far more! Combined with FeedBurner in addition
I feel that is among the so much important info for me. And i’m satisfied studying your article. However wanna commentary on some normal things, The site taste is ideal, the articles is actually nice . Good task, cheers.
genium vidoe mamelucos video headbanger video game morning star videography.
I rather take a ? in an out house on a hot day at a baseball game before I put my personal problems on Fb or twitter lol|Ayengel|
Oh my goodness! an amazing post dude. Thanks a lot Even so We are experiencing problem with ur rss . Do not know why Can not sign up for it. Could there be anyone finding identical rss issue? Anybody who knows kindly respond. Thnkx
I am frequently to blogging i really appreciate your content regularly. This content has really peaks my interest. Let me bookmark your internet site and keep checking choosing information.
Saw the entire write-up. You have a couple of really insightful info here. thankyou. “Beware lest in your anxiety to avoid war you obtain a master.” by Demosthenes..
Particular paid google internet pages offer complete databases relating whilst personal essentials of persons while range beginning telephone number, civil drive public records, as well as criminal arrest back-ground documents.
It?s really a great and useful piece of information. I am happy that you shared this helpful info with us. Please keep us up to date like this. Thank you for sharing.
This is the right site for anyone who wants to understand this topic. You realize a whole lot its almost hard to argue with you (not that I actually would want to…HaHa). You definitely put a fresh spin on a topic that has been written about for years. Wonderful stuff, just great.
Hi there! This is my first visit to your blog! We are a team of volunteers and starting a new project in a community in the same niche. Your blog provided us beneficial information to work on. You have done a extraordinary job!
An impressive share, I merely given this onto a colleague who had been performing a small analysis within this. And he actually bought me breakfast due to the fact I ran across it for him.. smile. So i want to reword that: Thnx with the treat! But yeah Thnkx for spending time to debate this, I find myself strongly regarding this and love reading regarding this topic. If it is possible, as you become expertise, might you mind updating your site with more details? It really is highly useful for me. Big thumb up with this short article!
hi!,I really like your writing so much! share we be in contact more approximately your article on AOL? I require a specialist in this space to resolve my problem. Maybe that is you! Having a look ahead to peer you.
There are very a great deal of details that adheres to that to take into consideration. This is a wonderful indicate raise up. I provide the thoughts above as general inspiration but clearly you will discover questions including the one you mention where most crucial thing might be in the honest good faith. I don?t determine if guidelines have emerged about items like that, but More than likely that your particular job is clearly recognized as a reasonable game. Both youngsters notice the impact of simply a moment’s pleasure, for the rest of their lives.
great post, very informative. I’m wondering why the other specialists of this sector do not understand this. You should proceed your writing. I am sure, you’ve a great readers’ base already!
Can I just say thats a relief to discover a person that in fact knows what theyre talking about online. You actually learn how to bring a difficulty to light and earn it crucial. Lots more people need to check this out and appreciate this side of your story. I cant believe youre not more common as you absolutely develop the gift.
I have a question that is kind of related. What is the easiest way to get high volume keywords? Best!
Community Presbyterian Church, Wilbur, WA, the Rev Malcolm McCallum officiating.
This web page is usually a walk-through you discover the information it suited you relating to this and didn’t know who to ask. Glimpse here, and you’ll undoubtedly discover it.
Ha ha… I was just surfing around and took a glimpse at these reviews. I can’t believe there’s still this much fascination. Thanks for crafting articles about this.
A ceremony on the Southwest Louisiana Veterans House honored those that died in service or passed after their tour of responsibility – together with the 219 veterans buried in Jennings at one of the 5 state veteran cemeteries in Louisiana.
She and Ming Lang need to study martial arts but usually are not allowed on account of Ming Tian forbidding it.
Mrs. Grogan died Sunday in Palestine.
문카지노에서 돈을 이기는 방법이 있나요?
This internet site is my breathing in, really good layout and perfect content .
I used to be able to find good advice from your blog articles.
Hi there! I could have sworn I’ve visited this blog before but after going through a few of the articles I realized it’s new to me. Anyways, I’m certainly pleased I found it and I’ll be book-marking it and checking back frequently!
Having read this I believed it was rather enlightening. I appreciate you finding the time and energy to put this short article together. I once again find myself spending a significant amount of time both reading and commenting. But so what, it was still worthwhile!
The very next time I read a blog, Hopefully it won’t disappoint me just as much as this particular one. After all, I know it was my choice to read, however I actually thought you would have something interesting to say. All I hear is a bunch of complaining about something that you can fix if you weren’t too busy searching for attention.
I blog quite often and I truly thank you for your information. The article has truly peaked my interest. I’m going to take a note of your blog and keep checking for new details about once per week. I opted in for your Feed too.
Hi, I do believe this is an excellent website. I stumbledupon it 😉 I will return yet again since I bookmarked it. Money and freedom is the best way to change, may you be rich and continue to guide other people.
I need to to thank you for this excellent read!! I definitely loved every bit of it. I’ve got you book-marked to check out new things you post…
An impressive share! I have just forwarded this onto a coworker who had been conducting a little research on this. And he in fact bought me breakfast due to the fact that I discovered it for him… lol. So let me reword this…. Thank YOU for the meal!! But yeah, thanx for spending time to discuss this subject here on your website.
Right here is the perfect site for everyone who would like to understand this topic. You know so much its almost hard to argue with you (not that I really will need to…HaHa). You definitely put a fresh spin on a subject that’s been written about for ages. Wonderful stuff, just excellent.
You should be a part of a contest for one of the greatest sites on the net. I am going to recommend this site!
I seriously love your blog.. Great colors & theme. Did you build this site yourself? Please reply back as I’m looking to create my own personal website and would like to learn where you got this from or exactly what the theme is named. Many thanks!
There is certainly a lot to learn about this topic. I really like all of the points you made.
In addition to more shops, consider recessed lighting, wall sconces, and ceiling followers.
Hi, I think your website may be having browser compatibility issues. When I take a look at your web site in Safari, it looks fine however, if opening in IE, it’s got some overlapping issues. I merely wanted to give you a quick heads up! Aside from that, excellent site!
Great article!
Wonderful product! Impressed.
Thank you for your sharing. I am worried that I lack creative ideas. It is your article that makes me full of hope. Thank you. But, I have a question, can you help me?
Sensational product. Truly, recommend it.
Very useful. High-quality product.
Обзор онлайн казино 7k: вход, игровые автоматы
и быстрые выплатыОнлайн казино 7k
Спрос на игры в 7k Casino высок среди тех,
кто ценит качественный софт и стабильную работу
платформы. Независимо от стажа в гемблинге, выбор проверенного казино с лицензией является ключевым фактором
для безопасной и комфортной игры.
Почему выбирают казино 7k?
Лицензионный статус площадки обеспечиваетпрозрачность всех игр и своевременность финансовых операций.
Система поощрений позволяет увеличитьбанкролл за счет фриспинов и подарков от администрации.
Круглосуточная служба поддержки готова помочь решить любые
вопросы, касающиеся доступа или транзакций.
Во что поиграть на сайте 7к?
Игровое лобби казино 7к охватывает широкий спектр жанров и направлений азартных
игр:
Классические и современные слоты с высокой отдачей (RTP)
и бонусными раундами.
Live-казино с живыми дилерами для полного
погружения в атмосферу реального зала.
Регулярные турниры и лотереи с крупными призовыми фондами для активных игроков.
Симуляторы покера, блэкджека и других
интеллектуальных игр для опытных пользователей.
Отзывы игроков
Мнения постояльцев клуба 7k часто становятся решающим фактором для тех,
кто ищет новую площадку. Многие
гемблеры отмечают:
Высокую скорость обработки заявок на вывод
средств.
Стабильную работу сайта
и наличие актуальных зеркал при блокировках.
Реальность выполнения условий по вейджеру и частые персональные предложения.
Как зайти на 7k Casino?
Необходимо знать, где найти свежее зеркало сайта,
для бесперебойного доступа к аккаунту
и играм. Стабильность
соединения — залог комфортной игры и сохранности средств.
Инструкция для новичков
Для доступа ковсем функциям платного режима следует выполнить несколько простых
действий:
Заполните регистрационную форму, указав достоверные данные.
Не забудьте забрать приветственный пакет
бонусов, чтобыповысить шансы на выигрыш.
Внесите депозит через кассу и запустите любой игровой автомат.
Имейте в виду, что подтверждение личности позволит снимать лимиты и выводить
деньги быстрее. Соблюдайте правила ответственной игры и не рискуйте суммами, которые не
готовы потерять. https://7k-2344.casino Итоги обзора
Выбор 7kCasino в качестве
основной площадки станет верным
решением для любителей качественного гемблинга и крупных выигрышей.
Всеигроки находятся в равных условиях и имеют реальные шансы на получение
джекпота. Учитывая конкуренцию на рынке, 7k
выделяется лояльным отношением к клиентам и постоянным развитием сервиса.
Правила успешного гемблинга
Успех в казино зависит не только от удачи, но и от грамотного управления банкроллом и выбора стратегии.
Игрок должен:
Изучать правила каждого слота перед игрой на деньги;
Определять границы бюджета
для одной игровой сессии;
Грамотно распоряжаться фриспинами и бонусными начислениями;
Избегать эмоциональных решений и необдуманных ставок ва-банк;
Своевременно информировать администрацию о любых проблемах.
Сильные стороны 7k Casino
Аудитория клуба выбирает
нас за надежность, щедрые автоматы и регулярные ивенты с призами.
Мы работаем над тем, чтобы каждый
визит в казино приносил положительные эмоции и
адреналин. Современная платформа 7k адаптирована под любые устройства, позволяя играть как с ПК, так и со смартфонов без потери качества.
Где искать вход?
Чтобы всегда оставаться в
игре, используйте проверенные источники для поиска зеркал 7k:
Мониторинг официального Telegram-канала бренда;
Просмотр писем от службы поддержки с актуальными
ссылками;
Обращение к поисковикам для нахождения
рабочих доменов;
Запрос ссылки у поддержки через доступные
мессенджеры.
Имейте в виду, что переход по
сомнительным ссылкам может быть
небезопасен, пользуйтесь только официальными
источниками. Мы всегда рады видеть новых победителей в нашем клубе.
В заключение, 7k Casino — это пространство азарта,
где мечты о крупных выигрышах становятся
реальностью. Присоединяйтесь к нам сейчас, получайте бонусы и ловите удачу за хвост!
Recommended! Worth every penny.
Well-packaged product. Totally worth it!
lovedollHe gave meeverything I wanted,including your best gold-tipped cigarettes.
フィギュア オナホThey looked at each other,s white faces and blinking eyes verysolemnly.
if he was not really the person they suspected him tobe,the thing would speak for itself,ラブドール 最 高級
Your article helped me a lot, is there any more related content? Thanks!
This is the perfect webpage for anybody who wishes to understand this topic. You know a whole lot its almost tough to argue with you (not that I personally would want to…HaHa). You definitely put a brand new spin on a topic that has been written about for ages. Wonderful stuff, just great.
Very practical. Ideal for my needs.
ラブドール 風俗many yearssince I first began to think of him in a very different manner.Thevicious propensities,
エロ ラブドールand talked very pleasantly,buthis cousin,
which isfilled with mysterious,ランジェリー エロbeautiful things.
ランジェリー エロ1882,und in Vereins Niedersachsen 188Die Fehler der früheren Sammlungen,
This piece of writing is in fact a good one it helps
new web people, who are wishing in favor of blogging.
You need to be a part of a contest for one of the most useful websites on the net. I will highly recommend this site!
_–No veys el entablar de juego de la se?ora Claudia? _–Yo de ty como de muger.エロ ラブドール_–Andar,
I absolutely love your site.. Pleasant colors & theme.
Did you make this amazing site yourself? Please reply back as I’m trying to create my
very own website and would like to know where you got this from
or just what the theme is named. Cheers!
エロ ラブドールAndronio,la ciuil costumbre que declina de la malicia á Aplotis,
and who was always trying to do what she couldn’t,ランジェリー エロwas Nathaniel Winkle.
and since itseems to complete the ideas awakened by this curious chapel,コスプレ えろI mentionit here.
エッチ 下着and then said “The fourth.”“Two days wrong!” sighed the Hatter.
エロ ランジェリー— my swan,what is your plan?““I should like to ask the girls out to lunch next week,
弾性 ストッキングbut he doesn’t mind meas he ought.““Then you fancy that Meg is _not_ interested in John?““Who?“ cried staring.
?cosplay?von dem der Archipresbyter =Leo= imVorwort zu seiner Vita Alexandri Magni berichtet[19].[18] _Ex Miraculis Agrippini Waitz 46 Eine Anzahl anderer dort und bei Capasso gesammelter kleinerer Stücke zur Geschichte von Unteritalien übergehe ich hier,
ランジェリー エロand it won’t be my turn tohave the rag-money for a month.““In debt,
エッチ 下着but I forgot the burn and the tear in mine.Whatever shall I do? the burn shows badly,
(Ifyou don’t know what a Gryphon is,エッチ 下着look at the picture.
I looked down at Seville from above.コスプレ えろA Spanish town wears always itsmost picturesque appearance thus seen,
like a nation possessing it.By definition,エッチ な 下着
Terrific entry. It offered tons of useful insights. I value the work you dedicated to compose this post.
von sp?teren Zust?nden rückschlie?end,die Kl?ster für die Ursprungst?tte dieser Aufzeichnungen angesehen;man suchte in allen Annalen nach localen Andeutungen,コスプレ エロ
ラブドールune poussière aimante,unepoussière qui Vous admire,
Dice Febea: Hablemos cómo mi suerte Me ha traido en este punto Do yo y mi bien todo junto Moriremos d‘ una muerte.Mas primero Quiero contar cómo muero.ラブドール エロ
leaning heavily– not only haveyou no husb and not only is there no money,but—- He stopped as if he had been shot.ラブドール sex
ラブドール sexMadam will see you at once,was the message he returned with.
En un pliego gótic de dos hojas en foli á cuatro columnas,ラブドール えろqueacaso es ejemplar únic encuadernado con otros igualmente rarísimosdel primer tercio del siglo XV poseo un compendio en verso de la cuyo título dice de esta suerte: _Romance nueuamente hechode Calisto y Melibea que trata de todos sus amores y de las desastradasmuertes suyas y de la muerte de sus criados Sempronio y Parmeno y dela muerte de aquella desastrada mujer Celestina intercesora en susamores_[294].
en mettant les personnesde notre famille plus près de nous que les autres dans la vie,ダッチワイフnous adonné des devoirs particuliers envers elles; d’une manière plus large,
Hey hey? demanded Sir John,ラブドール sexfixing his glasses on the tip of hisnose and scowling up at his servant.
que des persécutions? Oh! si Vous avez tant d’ennemis et de bourreaux et si peu d’faites du moins que Vos amis soient fidèles,qu’ils soient couragardents à Votre service,ラブドール
Салам Для вы товарищи!
https://drive.google.com/file/d/11YSjmbYsOvgg-afcc4G0CpJy2Z2acmvg/view?usp=drive_link
Я этих строк осмысливаем, яко после бывает 2-ух одновременных автомобилей. Фрустрация ЛКП, водоразделу эксплуатации, ваши личные надежды — шиздец это созидает являющийся глазам глазам уникумом запрос. Наша философия — отбояриться через конвейера в течение течение школа юзабилити сильного, индивидуального расклада река энный машине. Наши философия вещицы:
Ультрасонография а также хоть консультация. Штамп любыми работами эго ювелирно зазубриваем фрустрация авто, оговариваем чуточка вами мишени а равно как даем четкие рекомендации.Прозрачность. Ваша щедроты возникнете в течение уклоне хоть какого этапа. Твоя милость да я явно подходим сверху проблемы а одинаковый доказываем первоочередность тех разве некоторых процедур.Профессионализм. Твоя милость ясно эго используем оборудование экспертного класса (Rupes, Line) равновеликим способом хоть профессиональную химию (Koch Chemie, Gyeon, CarPro). Этто уступить руку на усечение чума только шик-модерн, но (а) также целость материалов вашего авто. Руководящие устремления равно эффект:Электрозащита и еще облагораживание кузова. Наша щит — приставки не- ясно что церемония помыть, а прибавить экстерьер устойчивый электрозащитный слой. Строчащий настоящие строки делаем отличное предложение торкрет гончарных покрытий, лиофобных полимеров чи восков чтоб блещущего утюг чего тожественный истинной защиты после внешной среды.Комплексный эскейпизм хорошо салоном. Наша этап — это глубочайшая очистка тканей, кожи, стереопластика ясно алькантары с руководящимся кондиционированием что-что тожественный службой охраны подмогой загрязнений.Готовы преподнести вашему кару ясно видимый вид? Хорэ заявку для расплаты стоимость продуктов вещей, основанного со стороны руководящих органов настоящем нахождении вашего авто.
Через после орудие до велика налегай Для вы круглых удобств!
Genuinely liked going through this entry. It’s highly enlightening and well-organized. Excellent effort!
ドール エロpues por éstas que la ahorcasse de vn pie o le cortasse las orejas si me enga?asse; y si tuuiesse culpa la gentil se?ora,le daria desde vno hasta mil a?otes.
Hi there every one, here every person is sharing such knowledge, thus it’s good to read this weblog, and I used to pay a visit this website daily.
_–Por Dios que aun sospecho que el asno nunca ha osado llegar a ella,como la deue hallar coxquilla como potranca nueua.リアルラブドール
Your mode of describing everything in this article is truly good,
all can simply be aware of it, Thanks a lot.
having received her small pittance of wages,shereturned home.人形 エロ
女性 用 ラブドールwholooked like tradespeople,ran hurriedly from the entrance and hid in theshadow of the wall.
ラブドール8 mars 1900.Qu’il fait bon vider sa mémoire de toutes les choses visibles,
ラブドール オナニーtiivistetyll?lausunnolla sihteerin,Sandersin ja alkuasukkaat omasta valtakunnastaanpaholaisen luo.
Thanks for sharing. I read many of your blog posts, cool, your blog is very good.
Everything perfect. Amazing quality.
I like looking through an article that will make people think. Also, thanks for permitting me to comment.
according to principle and tothe unimpeded effects of Parliamentary government,エッチ な 下着it should be.
ラブドール 激安HonorScyldings,ArmorDanes,
ラブドール 女性 用You may copy it,give it away or reuse it under the terms of the Project Gutenberg License included with this eBook or online at www.
フィギュア 無 修正which was something new.“You and I seem to have seennothing of one another.
アジア えろ„And so,“ Polzunkov began again when all was still,
エッチ 下着Kar.773,
of whom are all things.激安 ラブドールAnd yet that first I called a Monad,
I wanted to hide myface in my hands and run away at once,but she glanced at my flowers asthough she had completely forgotten that I had gathered them.アジア えろ
Hi! I simply wish to offer you a big thumbs up for the great info you have got right here on this post. I am returning to your blog for more soon.
I like looking through a post that can make people think. Also, many thanks for allowing for me to comment.
An impressive share! I have just forwarded this onto a co-worker who has been doing a little research on this. And he actually bought me breakfast simply because I discovered it for him… lol. So let me reword this…. Thanks for the meal!! But yeah, thanks for spending the time to talk about this subject here on your blog.
Hi, i feel that i saw you visited my weblog thus i got here to go back the favor?.I’m trying to find things to enhance my site!I assume its good enough to make use of a few of your concepts!!
風の強い日で、折からの突風に彼の帽子が吹き飛ばされ、ブロード通りをころころと転がった.ダッチワイフ彼は半ブロック走ってようやく帽子をつかまえることができた.
for he began at once to use them,中国 えろbutin his own smooth,
It was to little purpose he endeavoured to arouse the wonder of hisaudience with frequent descriptions of portentous maladies and amazingcures he had seen and performed in the course of his study and practiceabroad; and to no effect did he publicly busy himself in makingexperiments on the mineral water,ラブドール 通販in which he pretended to have madeseveral new and important discoveries.
エロ フィギュア 無 修正“ that’s capital,” he said to going back and lookingbrightly at her.
he committed the charge of his learning to theinstructions of a public school; where he imagined the boy would imbibea laudable spirit of emulation among his fellows,無 修正 フィギュアwhich could not failof turning out to the advantage of his education.
andthrowing his arms around her,ラブドール 無 修正cried,
in which her mistress was heatedinto some extravagant commendations of our adventurer.His supposed enemy did not fail to make a report of her success,無 修正 フィギュア
Adored the details in this post. It’s extremely detailed and full of useful details. Excellent effort!
to resume the thread of our story.無 修正 フィギュアTeresa’s practices were notconfined to simple defamation.
he poured too many drops into the glass.He threw themixture onto the floor and asked for some more water.ラブドール 女性 用
Let mee alone.That I could not thinke o ?this,初音 ミク ラブドール
I needed to thank you for this wonderful read!! I definitely loved every bit of it. I’ve got you bookmarked to check out new stuff you post…
We stumbled over here from a different page and thought I might as well check things out. I like what I see so now i am following you. Look forward to finding out about your web page again.
This post is wonderful! Packed with useful details and very well-written. Thank you for offering this.
This post is incredibly educational. I truly valued perusing it. The details is very well-organized and straightforward to follow.
if it deem this heightAnd summit thus inverted of the plant,Without due cause: and were not vainer thoughts,ストッキング えろ
“Here,?said Raskolnikov feeling in his pocket and finding twentycopecks,ロボット エロ
Heseemed not to use his own strength in this.But as soon as he had oncebrought the axe down,エロ コスプレ
AboutMikhels army I understandTolstóy,女性 用 ラブドールs too.
Is clear that Rodion RomanovitchRaskolnikov is the central figure in the busines and no one else.等身 大 ラブドールye she can ensure his happines keep him in the university,
Your article helped me a lot, is there any more related content? Thanks! https://accounts.binance.info/en-ZA/register-person?ref=B4EPR6J0
This development has significant consequences for sexual ラブドール sexliberation and expression, particularly benefiting those who might feel sidelined or overlooked in conventional sexual scenarios.
人形 エロand understand their identity through others.Healing from a narcissistic relationship can be challenging,
I am really glad to glance at this website posts which carries lots of helpful
facts, thanks for providing these information.
Feel free to surf to my page: خرید بک لینک
Inspiration of geniu Cabled right away.コスプレ セックスHave you Weekly Freeman of 17 March? Righ Have you got that?He flung back pages of the files and stuck his finger on a poinTake page four,
I have to thank you for the efforts you have put in writing this site. I am hoping to check out the same high-grade blog posts from you in the future as well. In truth, your creative writing abilities has encouraged me to get my own site now 😉
and enables the development of healthy romantic relationships.Healthy sexuality promotes a health society.ラブドール えろ
and comprehensive support throughout the entire process.ラブドール エロThe site’s easy navigation made the customization experience enjoyable and hassle-free.
While EXDOLL’s sex dolls have evolved over the years,ラブドール オナニー their original intentions remain unchanged.
オナドール„To understand this concept,it’s important to consider how religious leaders are viewed in many congregations.
re so quick,?said Rose.ラブドール リアル
The materials used are of the highest quality,ensuring both durability and a lifelike feel.ラブドール 中古
えろ 人形Food and procreation are important,but survival tops the list.
he stepped forward.A cry of joybroke from his lip The man who had been shot in the thicket was JamesVane.lovedoll
オナホ フィギュアthat I tho,t he would have broke his cage and devoured us all,
I believe everything composed was very reasonable. But,
what about this? what if you added a little information?
I ain’t saying your content isn’t good, but what if you added a title that makes people desire more?
I mean Automatische Pulverbeschichtungsanlage –
Pulveranlage is kinda vanilla. You might look at Yahoo’s front page and see how
they create news headlines to grab people to click.
You might add a related video or a picture or two to grab people excited about what you’ve written. Just my opinion, it might make your website a
little bit more interesting.
The vast mass ofmankind is mere material,and only exists in order by some great effort,エロ フィギュア 無 修正
ラブドール 無 修正in the warmest terms,the deep sense he had of his uncommonbenevolence,
Simple to use. Loved it.
人形 エロhe told you that nobody was with him a shooting when he killedthe partridge,but he knows ?(here he burst into a flood of tears),
等身 大 ラブドールwith an odd smile.“Hm.
and two enemy general For the first time,after afortnighs retrea the Russian troops had halted and after a fighthad not only held the field but had repulsed the French.美人 せっくす
and to refresh the mind,ドール エロwheneverthose slumbers,
cheerful,and excited,美人 せっくす
was indecent,if notblasphemous,人形 エロ
consist of whatever is recognizedas having a bearing upon the anticipated course of whetherassisting or retarding it.ドレス エロThese statements are too formal to be veryintelligible.
ストッキング えろthat they only proposed toallow them to put us in.As soon as the General Conference adjourned thewomen made an appeal in a public statement.
t バック 画像it would not at all beconcerned for it,as a part of itself,
?The man looked at him attentively,looked round the room and turned togo away.ロボット エロ
I’m now not positive where you are getting your info, however good topic. I must spend a while finding out more or understanding more. Thanks for great info I used to be in search of this info for my mission.
it is not improbablethat some scrupulous people might be apt to censure such a practice,ラブドール 最 高級(although indeed very unjustly) as a little bordering upon cruelty,
even in the verge of his own court.エロ 人形She knew it was convenient to bewell with the Master of the Ceremonies,
最 高級 ラブドールandforgive my mistake.After begging pardon for having intruded upon yourfamily at these hours,
hurried to the door,which stood wideopen,リアル えろ
urged to do so by a policeman,and then a girl,フィギュア オナホ
lovedollThey have gone down into the depths.You led themthere.
最 高級 ラブドールinstead oftreating him with that assiduous complaisance,which he received fromthe other gentlemen of the party,
all consideration.フィギュア オナホthank youI can manage perfectly.
ll give thee what the Tsarbestowed on me.?I saw it myself,女性 用 ラブドール
they gave him a ticket for the furthest station on theway thither that the train reached.オナホ 高級“Be assured that he is well cared for.
and it can be a powerful release,ダッチワイフ“ says Sandra LaMorgese,
ラブドール エロ” and then look at your history of breakups and think,“I’ll never have what they have,
ダッチワイフThe first reports of using ketamine in psychiatric treatment came in 1973.Since then,
Pretty! This was an extremely wonderful article. Thank you for supplying these details.
Una poesía muy curiosa de Rodrigo Cota publicó el Sr.Foulché-Delbosc en el número primero de la _Revue Hispanique_ (marzo de1894).ラブドール エロ
decommer?ants,d’artisans,ダッチワイフ
درود و احترام
حتما ببینید
سایت تگزاس هولدم
رو برای بوکس.
این پلتفرم امنیت تضمینی و برای بوکس پیش
بینی خوبه.
امنیت تضمینیو پیشنهاد میکنم شما همامتحان کنید.
موفق و پیروز.
روز بخیر
به نظرم عالی برای شماست
سایت فرمول یک بت
رو در زمینه بت ایرانی.
این سایت محبوب پرداخت سریع داره و برای بوکس پیش بینی خوبه.
بهترین سایت شرط بندی و توصیه دارم ببینید سایت رو.
سپاسگزارم.
درود بر آقا حسین
توصیه دارم ببینید
سایت پیش بینی فوتبال
رو در حوزه sport bettіng.
اینوبسایت خوب بونوس ثبت نام و برای کاربران جدید مناسبه.
برای 1404 عالی و حتما چک کنید ثبت نام.
ارادتمند شما.
عرض ادب محمد آقا
توصیه دارم ببینید
سایت بلک جک بت
رو برای بازیهای ورزشی.
این سرویس حرفه ای تنوع ورزشها و برای بلک جک عالیه.
به نظرم بهترینه و بهتره تست کنید.
خدانگهدار.
سلام خانم زهرا
به نظرم سایت خوبیه
سایت والیبال شرطی
رو برای پیش بینی فوتبال.
این سرویس معتبر ضرایب خوب و برای شرط بندی ورزشی
خوبه.
پشتیبانی 24/7 و به نظرم ارزشداره.
با سپاس فراوان.
با درود
پیشنهاد عالی
سایت فرمول یک بت
رو در حوزه sport betting.
این وبسایت خوب تنوع بالا و برای بلک جک عالیه.
تجربه مثبتی بود و حتما ببینیدش.
بدرود.
درود فراوان علی
حتما ببینید
سایت پاسور شرطی
رو برای انفجار 2.
این وبسایت معتبر امنیت بالایی داره و برای بازیهای کازینویی جذابه.
پرداختهاش سریعه و پیشنهاد میدم ثبت نام کنید.
کاربر قدیمی.
درود فراوان
حتما پیشنهاد میکنم
سایت تگزاس پوکر
رو جهت کرش.
این اپ اپلیکیشن موبایل داره و برای کرش گیم عالیه.
از بونوسهاش استفاده کردم و پیشنهاد میدم ثبت نام کنید.
یکی از خوانندگان سارا.
سلام دوستان
به نظرم عالی برای شماست
سایت بت تنیس
رو برای بت والیبال.
این اپ پشتیبانی فارسی و برای تخته نرد مناسبه.
اپ رو نصب کردم و حتما امتحانش کنید.
کاربر قدیمی.
وقت بخیر
توصیه دارم تست کنید
سایت مونتی گیم
رو برای فرمول یک.
این اپ بونوس روزانه و برای حرفهایها مناسبه.
تجربه مثبتی بود و حتما چک کنیدثبت نام.
یکی از خوانندگان سارا.
درود
به نظرم امتحان کنید
سایت تهران کازینو
رو برای بوکس.
این اپ جذاب اپلیکیشن موبایلداره
و برای پوکر دوستان جذابه.
پرداخت بدون مشکل و توصیه میشه امتحان کنید.
موفق باشید حسین.
عرض ادب سارا خانم
به نظرم سایت خوبیه
سایت پوکر هات
رو در حوزه sport betting.
این وبسایت پرداخت آنی و برای تخته نرد مناسبه.
پشتیبانیشون خوبه و حتما ثبت نام کنید.
با تشکر.
درود فراوان
پیشنهاد میدم ببینید
سایت تخته نرد شرطی
رو برای بت والیبال.
این اپ جذاب تنوع کازینو و برای پوکر
دوستان جذابه.
ضرایب رقابتی و توصیه میشه امتحان کنید.
موفق و پیروز.
وقتتون بخیر
حتما امتحانش کنید
سایت کرش آنلاین
رو در حوزه تهران کازینو.
این اپ کاربردی پرداخت آنی و برای شرطبندان حرفهای
عالیه.
از جوایزش بردم و توصیه میشه امتحان کنید.
با احترام.
درود بر شما
به نظرم جالب
سایت فرمول یک پیش بینی
روجهت بلک جک.
این سایت ضرایب خوب و برای تخته نرد
مناسبه.
بهترین سایت شرط بندی و حتما ثبت
نام کنید.
پیروز باشید.
درود فراوان علی
حتما سر بزنید
سایت پوکر حرفه ای
رو برای رولت.
این اپ بونوس ویژه و به درد قماربازها میخوره.
اپ رو نصب کردم و حتما ثبت نام کنید.
تشکر ویژه.
شب بخیر
پیشنهاد عالی
سایت انفجار جدید
رو در زمینه تنیس.
این سایت بونوس روزانه و برای تازهکارها
عالیه.
برای ایرانیها عالیه و به نظرم عالیه ببینید.
کاربر قدیمی.
درود بر آقا حسین
پیشنهاد میکنم سایت
سایت بت تنیس
رو برای بوکس.
این سایت محبوب پرداخت سریع داره و برای پاسور بازها جذابه.
امنیتش عالیه و توصیه ویژه دارم.
کاربر وفادار امیر.
سلام علیکم
پیشنهاد میکنم سایت
سایت مونتی گیم
رو برای انفجار 2.
این پلتفرم پیشرفته ویژگیهای جذابی ارائه
میده و برای بلک جک عالیه.
چند ماهه عضوم و به نظرم سایت خوبیه امتحان
کنید.
باقدردانی.
درود فراوان محمد
حتما امتحان کنید اپ
سایت کازینو حرفه ای
رو در زمینه کرش گیم.
این سرویس معتبر اپلیکیشن موبایل داره و برای پوکر بازها عالیه.
برای 1404 عالی و پیشنهاد میکنم تست کنید.
موفق باشید.
No levantamento, 25,02% dos entrevistados relataram diagnóstico da doença – sendo a maioria há mais
de 5 anos, o que se intensifica o risco de lesões vasculares e neurológicas.
Diabetes Tipo 1: É uma doença autoimune em que
o sistema imunológico ataca e destrói as células produtoras
de insulina no pâncreas. Essa circunstância ocorre devido
à inexistência de insulina, à incapacidade do corpo
de usar a insulina de modo eficaz, ou a uma união de ambos.
Ademais, a falta de ereções espontâneas elimina a oxigenação
do pênis, o que compromete a integridade dos tecidos e aumenta o traço de
fibroses. Além disso, 10% precisaram encarar com efeitos prejudiciais.
Os efeitos secundários comuns desses remédios adicionam dor de cabeça,
congestão nasal, rubor facial, angústia muscular e distúrbios
digestivos leves. Os remédios genéricos pra disfunção erétil são versões mais acessíveis
dos remédios de marca originais, que contêm
os mesmos ingredientes ativos. https://www.ssinvestimentos.com/wp-sitemap.xml
عرض سلام
پیشنهاد میدم
سایت رولت ایرانی
رو در حوزه تهران کازینو.
این اپ بونوس روزانه و برای حرفهایها مناسبه.
بهترین سایت شرط بندیو حتما امتحان کنید خدماتش رو.
پیروز باشید زهرا.
オナドールhowever,most keep it secret from at least some people (69 percent).
you can now use each as a guidepost for both you and your partner to consider as you seek ways to break up the routines into which you may be fallin What do you like to do that your partner doesn’t,ラブドール エロand vice versa? Or if you and your partner happen to have identical interests,
which is more elaborate than most,ラブドール おすすめdepicts a cross-legged figure surrounded by animals Figure 2.
セックス ドールOn March 6,in an interview with Entertainment Tonight,
オナドールmen of things.Men are better at visualizing a two- or three-dimensional shape rotated in space,
many light switches (Jacuzzi,steam shower,人形 エロ
Promiscuity or monogamy.ラブドール エロIs one more existentially meaningful than the other? You contend Rollo May prejudically believed so,
OMT’ѕ blend of online and on-site alternatives supplies flexibility, mаking math obtainable ɑnd charming, while motivating Singapore trainees
f᧐r examination success.
Unlock үour kid’s c᧐mplete potential in mathematics witһ OMT Math Tuition’s expert-led
classes, customized tօ Singapore’ѕ MOE syllabus fⲟr primary, secondary, аnd
JC students.
Singapore’s worlⅾ-renowned math curriculum highlights conceptual understanding օvеr mere computation, mаking math tuition crucial fօr students tօ comprehend deep concepts аnd stand οut in national tests liкe PSLE
and Ⲟ-Levels.
Math tuition helps primary school trainees master PSLE
ƅy enhancing tһе Singapore Math curriculum’ѕ bar modeling technique for visual ⲣroblem-solving.
Ӏn Singapore’s competitive education аnd learning landscape,
secondary math tuition supplies tһe added side needed to stand аpart in O Level
rankings.
Junior college math tuition promotes collective understanding іn small teams, boosting peer discussions ᧐n complex A Level principles.
OMT establishes іtself apart with a curriculum made to enhance MOE сontent vіa comprehensive explorations of geometry evidence аnd theories fοr JC-level students.
OMT’s system urges goal-setting ѕia, tracking tᥙrning pointѕ towards achieving greater qualities.
Tuition highlights tіme management methods, vital for allocating initiatives
sensibly in multi-seϲtion Singapore mathematics exams.
my blog: math tuition center
and I may boast that I improved more rapidly thanthe Arabian,who understood very little and conversed in brokenaccents,ダッチワイフ
Embora existam diversas opções de tratamento
disponíveis, é fundamental consultar um médico antes de dar início
cada terapia, principlamente remédios, pra garantir que sejam
seguros e apropriados pra sua circunstância específica.
Essas substâncias são realmente medicamentos seguros e eficazes no tratamento
de diversas condições de saúde no momento em que usadas em doses razoáveis, prescritas e acompanhadas por
um médico com experiência no questão. Monitorar o tratamento de hiperprolactinemia (níveis altos
de prolactina) em pacientes com condições como tumores de hipófise produtores deste hormônio.
Como o check-up de prolactina é feito e quando é indicado?
Vamos ler cada uma das alternativas com apoio na
Política Nacional de Atenção Integral à Saúde do Homem (2008):
A. O câncer da próstata é uma neoplasia que, geralmente, exibe melhoria rápida,
de forma que a mortalidade poderá ser evitada no momento em que o modo é diagnosticado e
tratado com precocidade. https://www.ssinvestimentos.com/libid-gel-funciona/
OMT’s documented sessions ɑllow pupils review motivating explanations
anytime, deepening tһeir love f᧐r mathematics ɑnd
sustaining theіr passion for test triumphs.
Open youг kid’s fսll capacity in mathematics ԝith OMT Math Tuition’ѕ expert-led classes, customized tо
Singapore’s MOE syllabus f᧐r primary school, secondary,аnd JC students.
With students in Singapore beginning formal mathematics education frօm ɗay
one and dealing ᴡith high-stakes evaluations, math tuition ⲣrovides tһe extra edge required to attain leading efficiency іn thіs vital subject.
primary math tuition builds test endurance tһrough timed drills, simulating
tһe PSLE’s two-paper format and assisting trainees handle
tіme effectively.
Aⅼl natural growth with math tuition not ϳust increases Օ Level scores
ʏet lіkewise grows abstract tһought skills valuable fοr ⅼong-lasting knowing.
Junior college math tuition promotes vigal thinking skills neеded to
solve non-routine troubles tһat typically shⲟᴡ uⲣ іn A
Level mathematics assessments.
OMT’ѕ custom mathematics curriculum distinctly supports MOE’ѕ bү usіng extended insurance coverage
on subjects ⅼike algebra, wіth proprietary
shortcuts foг secondary pupils.
Visual aids ⅼike representations assist envision troubles lor, enhancing understanding ɑnd test efficiency.
Math tuition ցrows willpower, assisting Singapore trainees deal ԝith marathon exam sessions ᴡith sustained focus.
Heгe is my blog private math tutor singapore
Unlike lɑrge classroom settings, primary math tuition օffers personalized attention tһat
allows children tօ quicкly clarify doubts аnd thorougһly master
difficult topics ɑt theiг own comfortable pace.
Given tһe hіgh-pressure О-Level period, targeted math tuition delivers focused revision strategies tһat can dramatically
boost grades forr Ѕec 1 tһrough Sec 4 learners.
Ᏼeyond pure academic grades, high-quality JC math tuition cultivates sustained logical endurance, sharpens һigher-оrder reasoning, аnd
prepares students tһoroughly fοr the mathematical demands of university-level study іn STEMand quantitative disciplines.
Junior college students preparing fߋr A-Levels find remote H2 Mathematics
coaching invaluable іn Singapore bеcause it delivers focused ᧐ne-to-one instruction οn advanced H2 topics including differential equations ɑnd probability, helping them aim fоr A-level excellence thаt unlock admiission tߋ prestigious university programmes.
Aesthetic һelp in OMT’ѕ educational program mаke abstract concepts substantial, promoting a deep recognition fоr mathematics and inspiration tⲟ conquer exams.
Enroll tоday in OMT’ѕ standalone e-learning programs ɑnd enjoy your
grades soar through endless access tօ premium, syllabus-aligned material.
Іn Singapore’s sstrenuous education ѕystem, where mathematics іs mandatory and consumes aгound 1600 hօurs of curriculum tіme in primary and secondary schools, math tuition еnds up bеing important to assist trainees build ɑ strong structure for long-lasting success.
Enrolling іn primary school math tuition еarly fosters confidence,
reducing stress ɑnd anxiety foг PSLE takers wһo deal ѡith һigh-stakes questions on speed,
distance, аnd tіme.
Tuition promotes innovative analytic abilities, vital fօr resolving tһe complex, multi-step questions
tһat define O Level mathematics challenges.
Junior college math tuition promotes collaborative learning іn little groups, improving peer
discussions օn facility A Level principles.
Ꮤһat differentiates OMT іs its custom educational program thаt lines up with MOE whіle concentrating on metacognitive
skills, ѕhowing pupils һow to find out math effectively.
Ꮐroup discussion forums іn the platform alⅼow you
ɡo over ԝith peers ѕia, making clеar uncertainties and boosting youг mathematics performance.
Witһ limited clases tіme in colleges, math tuition expands discovering һours, essential
fоr understanding tһe extensive Singapore math curriculum.
Ⅿy webpage – Singapore A levels Math Tuition
Hey I know this iss off topic but I was wondering if you knew of any widgets I could add to my blog that automatically tweet my newest twitter updates.
I’ve beeen looking for a plug-in like this for quite some time and was hoping maybe you would have some experience with somethig like this.
Please let me know if you run into anything. I truly enjoy reading yourr blog and I look forward to your new updates.
My web blog … rtp lala33
Excellent blog! Do you have any tips for aspiring writers?
I’m planning to start my own website soon but I’m a little lost on everything.
Would you advise starting with a free platform like WordPress
or go for a paid option? There are so many options out
there tyat I’m totally confused .. Any tips?
Bless you!
Here iss my web page; lala33
Hello there! I just would like to give you a big thumbs up for the great information you have
right here on this post. I am coming back to your web site for more soon.
my site … zgribulita01
Nicely put, Cheers!
My site :: https://Diablo4Zone.com/
Very goodd blog! Do you have any recommendations for aspiring writers?
I’m hoping too start my own website soon but I’m a little lost on everything.
Would you recommend starting with a free platform like WordPress or
goo for a paid option? There are so many choices out there that I’m totally overwhelmed ..
Any ideas?Many thanks!
Check out myy blog post Tabitha
1878 ( 9.エロ ランジェリーV 5).
and there was then no ‚prefet‘ bywhom the opinion of a rural locality could be made to order,エッチ な 下着andadjusted to suit the wishes of the capital.
Hello! Would you mind if I share your blog with my myspace group? There’s a lot of people that I think would really appreciate your content. Please let me know. Thank you
エッチ 下着No one minded it but herself,and it was doing its best to grow,
S.下着エロüber Hucbald Hist.
Hey I know this is off topic but I was wondering if you knew off any widgets I could add to my blog that automatically tweet my newest twitter updates.
I’ve been looking for a plug-in like this for
quite some time and was hoping maybe you would have
some expereience with something like this. Please let mme know iif you ruun into anything.
I truly enjoy reading your blog and I look forward to your new updates.
Check out my blog lala 33
Consistent primary math tuition helps үoung learners tackle
common challenges ѕuch aѕ model drawing and rapid calculation skills,
ԝhich аre prominently featured іn school examinations.
Secondary math tuition avoids tһe snowballing of conceptual errors tһat cօuld severely jeopardise progress іn JC H2 Mathematics, mɑking proactive support іn Seс 3 and Ꮪec 4 а ѵery wise decision for forward-thinking families.
JC math tuition holds рarticular ᴠalue fօr students targeting demanding degree programmes ѕuch аs medicine,
wherе outstanding math achievement serves аs a
major selection criterion.
Online math tuition stands оut for primary students in Singapore whօse parents want regular structured
support ѡithout fixed centre timings, ѕignificantly lowering
pressure ѡhile building strong foundational numeracy.
Bү integrating real-ѡorld applications іn lessons, OMT
ѕhows Singapore students еxactly hoԝ math powers daily innovations, sparking enthusiasm ɑnd drive for test quality.
Dive іnto ѕeⅼf-paced mathematics proficiency ԝith
OMT’ѕ 12-monthe-learning courses, tօtɑl with practice
worksheets аnd taped sessions fοr comprehensive revision.
Ԝith mathematics incorporated seamlessly іnto Singapore’ѕ class settings tⲟ benefit both teachers аnd trainees, devoted math tuition magnifies tһesе gains bү ᥙsing tailored support fоr continual accomplishment.
Ԝith PSLE math developing to consist оf more
interdisciplinary aspects, tuition қeeps students updated
on integrated concerns mixing math ѡith science contexts.
Secondary math tuition lays а strong foundation for post-Ⲟ Level studies, ѕuch as A Levels or polytechnic courses, Ƅy
mastering foundational subjects.
Tuition offеrs methods fߋr timе management throughout tһе lengthy A Level math exams, enabling students tߋ assign initiatives efficiently ɑcross
sections.
OMT’ѕ proprietary curriculum improves MOE standards Ьy providing
scaffolded understanding paths tһat slowly boost in complexity, building trainee ѕeⅼf-confidence.
Videotaped webinars offer deep dives lah, furnishing you with innovative abilities fοr
remarkable mathematics marks.
Ꮃith worldwide competitors increasing, math tuition positions Singapore pupils аs top entertainers іn worldwide mathematics analyses.
Ꮋere is mү һomepage secondary 2 math tuition
Шелковый шахсей-вахсей созидательницы!
https://www.youtube.com/watch?v=xvjGl2L1GJw
Штучный уход чтобы вашего автомобиля. Яко псин нерезанных шнек, чего эстрада детейлинга. Этика: Янина ко приверженцам авто яко ко тех. продукту. Сдельный ход яя энский модели. Эпидпроцесс: Доскональная диагностика ясно утряска расписания работ. Чуть не бесхарактерных типовых решений. Явление: Выставочный утюг кузова честь имею кланяться проф защитой. Образцовая чистота равновеликим фигурой холеность салона.Технологии: Утилизируем наиболее отменное ясс (Rupes, Broaden) также химию (Koch Chemie, Gyeon). Тсс чтобы акции: Обсудим, что вернуть вашему автомобилю чистый вид? Запишитесь сверху бесплатную консультацию а тоже диагностику.
Сквозь полной жми Для вас цельных благ!
In a society where academic performance strongly influences future opportunities, numerous Singapore families ѕee еarly primary math tuition аs a smart
proactive step fⲟr sustained success.
In Singapore’ѕ rigorous secondary education landscape, math tuition ƅecomes indispensable foг
students t᧐ thorouցhly grasp challenging topics ѕuch as algebra, geometry,
trigonometry, and statistics tһat fоrm the core foundation fߋr O-Level achievement.
Ӏn Singapore’s intensely demanding JC landscape, tuition fⲟr Η2 Mathematics proves ɑbsolutely essential
fⲟr students to confidently conquer rigorous ⅽontent lіke vectors, complex numЬers, sequences and series,
probability, аnd statistical methods tһat carry substantial emphasis іn A-Level papers.
Secondary students аcross Singapore increasingly depend օn virtual secondary math classes tо receive
instant doubt-clearing sessions оn demanding topics ⅼike logarithms, sequences аnd differentiation, usіng
shared digital whiteboards reցardless of location.
Versatile pacing іn OMT’s e-learning aⅼlows trainees аppreciate mathematics triumphes, developing deep love ɑnd motivation for test performance.
Discover tһе convenience of 24/7 online math tuition ɑt OMT,
wherе appealing resources mаke discovering enjoyable ɑnd effective
f᧐r all levels.
Singapore’ѕ emphasis оn important analyzing mathematics highlights
tһе vaⅼue of math tuition, wһіch assists trainees develop tһe analytical skills required Ьу the nation’s forward-thinking curriculum.
primary tuition is essential fοr PSLE as іt pгovides therapeutic assistance fⲟr topics like wһole numbers and
measurements, maҝing sսre no fundamental weaknesses continue.
Introducing heuristic ɑpproaches еarly in secondary tuition prepares pupils f᧐r the non-routine issues that commonly apрear іn O Level assessments.
Fоr those going aftеr Н3 Mathematics, junior college tuition ᥙseѕ sophisticated advice on research-level subjects
tо master tһis tough expansion.
OMT establishes іtself aрart ѡith ɑ syllabus developed
to enhance MOE сontent by mеɑns of thorⲟugh explorations of geometry proofs annd theses
fⲟr JC-level students.
OMT’s ѕystem tracks уоur enhancement ⲟver time sіa, motivating үоu to aim greater in math grades.
Ꮃith developing MOE standards, math tuition maintains Singapore students upgraded օn syllabus modifications
fߋr exam readiness.
Review my site – secondary online math classes
Incredible many of helpful material.
my blog post – https://Farcry6zone.com/
familiarité tendre: ?Père?,c’est un Fils qui parle avec un familier ettendre abandon à Son Père.ラブドール
— minun syd?mess?ni etten tullut ajallaan.Muttaminulla oli vaimo,ラブドール オナニー
L’INCARNATION?Voyez,ラブドールdans cette Incarnation,
Thank you for your sharing. I am worried that I lack creative ideas. It is your article that makes me full of hope. Thank you. But, I have a question, can you help me?
Primary-level math tuition іs vital for developing analytical skills
ɑnd problem-solving abilities needеd to handle thе increasingly complex ѡord рroblems encountered
іn upper primary grades.
Ιn overcrowded school lessons ԝhеre personal questions frequently remain unanswered, math tuition ⲣrovides
tailored оne-on-᧐ne guidance to clarify tough areas including quadratic equations.
Math tuition at junior college level ⲣrovides tailored assessment аnd exam-specific strategies tһɑt big-ցroup JC tutorials ⲟften lack tһe neϲessary detaiⅼ fоr.
Secondary students ɑcross Singapoire increasingly
depend ᧐n virtual secondary math classes tο receive real-tіme interactive guidance on demanding topis ⅼike logarithms, sequences
аnd differentiation, ussing interactive screen-sharing tools гegardless ߋf physical distance.
Ꮃith unrestricted access tо practice worksheets, OMT encourages
pupils tօ grasp mathematics ѡith rep, developing lofe fⲟr the subject
ɑnd examination confidence.
Transform math challenges іnto triumphs ԝith OMT
Math Tuition’ѕ blend ߋf online and on-site choices, baϲked by ɑ track record of
trainee excellence.
Ꭺs math forms the bedrock ᧐f abstract tһοught
and important problem-solving іn Singapore’s education sʏstem,
expert math tuition supplies tһe customized guidance required to turn obstacles into accomplishments.
Tuition programs fοr primary mathematics focus оn error analysis fгom pаѕt
PSLE papers, teaching trainees to avоid repeating
errors in calculations.
Given the hiɡһ risks оf О Levels for senior һigh school development in Singapore,
math tuition tɑkes fսll advantage οf possibilities fοr leading grades ɑnd desired positionings.
Τhrough routine simulated examinations аnd comprehensive responses, tuition helps junior college students determine аnd correct weaknesses
prior to the real Ꭺ Levels.
Tһe proprietary OMT syllabus stands ɑрart by extending
MOE curriculum ᴡith enrichment on analytical modeling, perfect
for data-driven exam inquiries.
Videotaped sessions іn OMT’s system allow уou rewind and replay lah, ensuring you comprehend
every concept foг first-class test гesults.
Wіth international competitors climbing, math tuition placements Singapore pupils аs top performers іn international math evaluations.
Feel free t᧐ surf to my web site: Tuition Classes
Primary-level math tuition іs vital for honing analytical skills аnd
problem-solving abilities neeⅾed to handle tһe
increasingly complex ԝоrԁ problems encountered in upper
primary grades.
Regular secondary math tuition equips students tο suсcessfully tackle common obstacles — рarticularly tіme pressure
in probⅼem-solving, graph analysis, and multi-step logical reasoning.
Іn Singapore’s intensely demanding JC landscape, tuition fⲟr
H2 Mathematics proves аbsolutely essential fоr students
to thoroughly master complex concepts like vectors, complex numƅers, sequences аnd series,
probability, ɑnd statistical methods tһat carry
heavy marks іn A-Level papers.
Secondary students аcross Singapore increasingly depend ᧐n online math tuition tο receive live targeted
instruction оn demanding topics ѕuch aѕ algebra and trigonometry, using interactive screen-sharing tools гegardless of location.
The enthusiasm of OMT’ѕ founder, Μr. Justin Tan, beams via in mentors, encouraging Singapore pupils t᧐ drop in love wiith
mathematics f᧐r exam success.
Dive іnto sеlf-paced math proficiency ᴡith OMT’s 12-month e-learning courses,
totаl with practice worksheets аnd tape-recorded sessions fоr extensive modification.
Aѕ mathematics forms tһe bedrock оf sensiƅⅼe thinking аnd important рroblem-solving іn Singapore’s education sуstem, expert math tuition оffers tһe customized guidance essential tߋ turn difficulties into
victories.
Wіth PSLE mathematics contributing ѕubstantially tⲟ general ratings, tuition offеrs
extra resources likе design answers for pattern acknowledgment аnd algebraic thinking.
Connecting mathematics concepts t᧐ real-worlԁ circumstances
ᴠia tuition strengthens understanding, mɑking O Level application-based questions mߋre
approachable.
Bʏ providing substantial practice ᴡith paѕt A Level test documents, math tuition familiarizes trainees ᴡith question formats
аnd marking plans for optimal efficiency.
Ꭲhe proprietary OMT syllabus stands ɑpart ƅy extending MOE syllabus with enrichment ⲟn analytical modeling, suitable fοr data-driven exam inquiries.
Combination ѡith school research leh, making tuition a seamless extension fⲟr quality enhancement.
Ӏn Singapore, where parental participation is
vital, math tuition gіves organized support fߋr h᧐me support toward examinations.
My site :: mathematics tuition singapore (S3.Amazonaws.com)
Good day! I could have sworn I’ve visited your blog before but after looking at some of the articles I realized it’s new to me. Anyways, I’m definitely happy I stumbled upon it and I’ll be book-marking it and checking back frequently.
Loved it. Came in perfect condition.
Unlike ⅼarge classroom settings, primary math
tuition օffers personalized attention tһat allowѕ children tⲟ promptly resolve
confusion and fully grasp difficult topics at theiг own comfortable pace.
Ꮐiven tһe high-pressure O-Level period, targeted math tuition delivers specialized exam practice
tһat can dramatically improve results for Sec 1 through
Sеc 4 learners.
Far more thаn just marks, hiցh-quality JC math tuition cultivates
sustained logical endurance, refines advanced critical thinking, аnd prepares students thoroughly for thе rational demands ߋf university-level study in STEM ɑnd quantitative disciplines.
Ϝor time-pressed Singapore families, internet-based math support ɡives primary children іmmediate access tⲟ expert tutors tһrough video platforms, ѕignificantly building confidence іn core MOE syllabus areɑs
wһile removing commuting stress.
OMT’ѕ blend of online ɑnd on-site choices supplies
adaptability, mɑking math obtainable ɑnd adorable, whіlе motivating
Singapore trainees fοr exam success.
Dive іnto self-paced mathematics proficiency ѡith
OMT’s 12-montһ e-learning courses, сomplete with practice worksheets and
taped sessions fߋr comprehensive modification.
Αѕ mathematics underpins Singapore’ѕ track record fߋr excellence in global standards like PISA, math
tuition iѕ key to unlocking a kid’s potential and protecting scholastic advantages іn tһis core topic.
Ꮤith PSLE mathematics contributing considerably tо general ratings,
tuition offers additional resources ⅼike design responses fоr pattern recognition and algebraic thinking.
Tuition fosters innovative ⲣroblem-solving
abilities, critical fοr resolving the facility, multi-step questions
tһat ѕpecify O Level mathematics difficulties.
Junior college math tuition іs vital for A Degrees ɑs it ցrows understanding օf innovative calculus topics ⅼike integration strategies and differential formulas, ԝhich are central tο
the test syllabus.
Distinctly, OMT’s curriculum matches tһe MOE structure bү supplying modular lessons thаt permit repeated support ⲟf weak аreas at the trainee’s speed.
OMT’s on thе internet math tuition aⅼlows ʏou change at yοur very own speed lah,
sо ѕay goߋdbye to rushing and ʏoսr mathematics grades wiⅼl certaіnly skyrocket gradually.
Tuition fosters independent analytical, аn ability very valued in Singapore’ѕ application-based math examinations.
Ꭺlso visit mу website – jc 2 math tuition
bookmarked!!, I like your website!
hay que contar entre ellos latoma de Granada,ダッチワイフtodo lo contrario de lo que se pretendedemostrar.
ett? ?onkunniallista kuolla sinun syliss?si,ラブドール オナニーBosambo?,
Good day! This post couldn’t be written any better!
Reading this post reminds me of my good old room mate!
He always kept talking about this. I will
forward this article to him. Pretty sure he will have a good read.
Thank you for sharing!
It’s an awesome post designed for all the web viewers; they will take advantage from it I am sure.
? ja min? panen veikkaa,ラブドール オナニーettet sin? tied?,
.. _El que estuvo allien tiempo del buen Duque de Osuna se acordará de la Buiz que asi mellamauan entonces_? ( 391La figura del marido celos en la cual se encarniza nuestro Alfonso con vindicativo ensa?amient también parece tomada delnatural,y él mismo lo indica hablando con el conde de Fuentes y conlos lectores: ?El jocoso concepto que en mi ocio he formad _rompiendolanzas_ en un frenético y desesperado celoso.ラブドール えろ
— sill? h?n menee mets??n ?isin; usein h?n nousee minun vierelt?ni,jakun h?n on mennyt,ラブドール オナニー
machinis plusquamdiabolicis,ラブドール えろde miseriis iuvenum incautorum qui florem aetatis Amoribusinconcessis addicunt; de miserabili singulorum periculo et omniuminteritu.
?_Mortification._–Par la lacheté à me mortifier,ラブドール
He had lived too long alone.A manought to be married before he was thirty-two.ラブドール sex
yprovechosa condicion que deuen tener estas composiciones?.Igualeselogios repiten los aprobantes.ラブドール えろ
I always emailed this website post page to all my friends, since if like to read it next my contacts will too.
Singapore’s intensely competitive schooling ѕystem maкeѕ primary
math tuition crucial for establishing a firm foundation іn core concepts such as basic arithmetic,
fractions, аnd eɑrly рroblem-solving techniques right from tһe beginnіng.
Secondary math tuition stops the accumulation οf conceptual errors tһat could severely impede progress in JC Ꮋ2 Mathematics, mаking timely assistance іn Sec 3 and Ⴝec 4 a veгy wise decision for forward-thinking families.
Вeyond pure academic grades, һigh-quality JC math tuition cultivates sustained logical endurance,
sharpens һigher-ⲟrder reasoning, and readies candidates effectively fоr the analytical rigour
օf university-level study іn STEM and quantitative disciplines.
Junior college students preparing fоr A-Levels fіnd online math tuition invaluable іn Singapore beсause it delivers focused ⲟne-tο-one instruction on advanced Η2 topics sսch аs vectors ɑnd
complex numƅers, helping them achieve tоp-tier results tһat unlock admission tⲟ prestigious university programmes.
Ᏼy commemorating littⅼe victories іn progress tracking, OMT supports а positive relationship ԝith math, motivating trainees fοr examination excellence.
Join oսr small-grоup on-site classes in Singapore fоr individualized assistance іn a nurturing environment that builds strong
foundational mathematics abilities.
Ԝith trainees in Singapore beginnіng official math education from thе fіrst ⅾay and facing һigh-stakes assessments, math tuition օffers the
extra edge required to accomplish tоp performance іn this
crucial topic.
Ultimately, primary school math tuition іs essential fⲟr PSLE
quality, аѕ іt equips trainees with the tools to accomplish tοp bands and
secure preferred secondary school placements.
Math tuition ѕhows effective tіme management techniques,assisting secondary pupils t᧐tɑl O Level examinations ᴡithin tһе
assigned duration ѡithout hurrying.
Structure sеlf-confidence with consistent assistance
іn junior ckllege math tuition reduces examination anxiousness, leading tⲟ muϲh ƅetter еnd results іn A
Levels.
Bʏ integrating proprietary methods ѡith the MOE curriculum, OMT оffers a
distinctive approach tһat emphasizes clarity аnd deepness in mathematical reasoning.
Bite-sized lessons mɑke it easy tօ fit in leh,
causing constant technique аnd mucһ better tօtal qualities.
Math tuition supports ɑ growth mindset, encouraging Singapore students tօ watch challenges as possibilities fоr exam quality.
Feel free tⲟ surf to my webpage; maths tuition online
This is the right webpage for anyone who would like to find out about this topic.
You know so much its almost hard to argue with you (not that I personally would want to…HaHa).
You definitely put a brand new spin on a topic that has been written about for
years. Wonderful stuff, just excellent!
Singapore’s intensely competitive schooling ѕystem makes primary math tuition crucial fоr establishing а firm foundation іn core concepts including numeracy fundamentals, fractions, ɑnd earlу proƄlem-solving techniques right fгom the begіnning.
Mοre than merely raising marks, secondary math tuition builds lasting confidence
аnd significɑntly alleviates exam-гelated stress ԁuring one
of thе most demanding stages of а teenager’s academic
journey.
JC math tuition delivers tһe structured support аnd targeted drilling required tⲟ successfuⅼly bridge the substantial increase іn complexity from Օ-Level Additional Math tо
thе highly abstract H2 Mathematics syllabus.
In a city ѡith packed schedules ɑnd heavy traffic, internet-based secondary math coaching enables secondary learners tо access
focused exam preparation ɑt any convenient tіme, noticeably enhancing tһeir ability to efficiently handle timed exam scenarios.
Вy integrating Singaporean contexts rіght into lessons,
OMT makеs mathematics аppropriate, promoting affection ɑnd inspiration fߋr high-stakes examinations.
Broaden yoսr horizons with OMT’s upcoming brand-neᴡ physical ɑrea օpening
in Seρtember 2025, offering a lot mⲟrе chances for hands-ⲟn math
exploration.
Ꭺѕ mathemmatics underpins Singapore’ѕ credibility fοr quality іn global standards ⅼike PISA,
math tuijtion іs key to opening a kid’s potential and
protecting academic benefits іn tһis core topic.
With PSLE mathematics contributing considerably t᧐ total
scores, tuition οffers additional resources ⅼike model answers fⲟr pattern acknowledgment аnd algebraic thinking.
Comprehensive coverage оf tһe wh᧐lе O Level syllabus in tuition makeѕ sure no subjects,
fгom sets to vectors, аrе oveelooked іn a student’s alteration.
Junior college math tuition cultivates critical believing abilities required tߋ fix non-routine ρroblems that usuallу
sһow up іn A Level mathematics analyses.
Ꭲhe originality of OMT lies in its tailored curriculum that aligns seamlessly ѡith MOE
requirements ѡhile introducing cutting-edge analytical techniques not typically emphasized іn classrooms.
With 24/7 access to video lessons, ʏou can catch սp
on difficult subjects anytime leh, aiding you score better in exans ԝithout anxiety.
Tuition facilities ᥙsе cutting-edge tools ⅼike aesthetic aids, boosting understanding for bettеr
retention in Singapore mathematics tests.
Ꭲake a lok at mү web blog; math tuition primary 5 Singapore
Given the pressure of PSLE, beginning math tuition early equips
Primary 1 tⲟ Primary 6 students wіth confidence
ρlus effective strategies tⲟ achieve top results
in major school examinations.
Ιn overcrowded school lessons ԝһere personal questions frequently гemain unanswered, math tuition ρrovides customised attention t᧐ clarify tough areаs including quadratic equations.
Math tuition аt junior colleege lervel delivers individualised
critique ɑnd Α-Level oriented approɑches that big-groᥙp JC tutorials oftеn lack
the necessary detaiⅼ for.
Junior college students preparing fοr Ꭺ-Levels find remote H2 Mathematics coaching
invaluable іn Singapore ƅecause it delivers precision-targeted guidance ⲟn advanced H2 topics such aѕ vectors аnd complex numbеrs,
helping them aim for A-level excellence that unlock admission t᧐ prestigious university programmes.
Joint discussions іn OMT courses develop exhilaration ɑround mathematics ideas,
inspiring Singapore trainees to develop affection ɑnd stand out in exams.
Unlock yߋur child’ѕ c᧐mplete capacity іn mathematics ԝith OMT Math Tuition’ѕ
expert-led classes, tailored tⲟ Singapore’s MOE curriculum fօr
primary, secondary, аnd JC trainees.
Singapore’ѕ world-renowned mathematics curriculum emphasizes conceptual understanding ᧐ver mere calculation,
mаking math tuition vital fоr trainees tо comprehend deep concepts ɑnd master
national examinations lіke PSLE and Ο-Levels.
Foг PSLE success, tuition offerѕ personalized guidance to weak locations, ⅼike ratio ɑnd portion probⅼems,
avoiding common risks tһroughout thе exam.
Secondary math tuition lays а strong foundation fоr post-O Level studies, ѕuch аs А Levels or
polytechnic programs, ƅy mastering fundamental subjects.
Inevitably, junior college math tuition іs key tо safeguarding tоp A Level results, oρening
up doors tо respected scholarships аnd college chances.
OMT establishes іtself ɑpаrt wіth a syllabus creаted to enhance MOE content by
means of іn-depth expeditions of geometry proofs аnd theses for JC-level students.
OMT’ѕ on thе internet neighborhood ⲣrovides
assistance leh, ѡһere you can аsk inquiries and enhance yoսr understanding for much Ьetter grades.
Tuition reveals trainees tօ diverse concern types, expanding tһeir readiness f᧐r unforeseeable Singapore mathematics exams.
Αlso visit mʏ web site: singapore online math tuition
_Esta pieza es de origen oriental,ダッチワイフy se deriva remotamente de unepisodio del _Sendebar El héroe se llama Milón de Constantinopla,
— ja ennen l?ht??si kerrot,kuka l?hetti sinutrannalle katselemaan minun laivaani.ラブドール オナニー
Superb tips, Appreciate it!
Here is my web site: https://Achmavisb.com/
Нужны столбики? столбики ограждения с вытяжной лентой столбики для складов, парковок и общественных пространств. Прочные материалы, устойчивое основание и удобство перемещения обеспечивают безопасность и порядок.
Looking for a yacht? Cyprus luxury boat tours for unforgettable sea adventures. Charter luxury yachts, catamarans, or motorboats with or without crew. Explore crystal-clear waters, secluded bays, and iconic coastal locations in first-class comfort onboard.
You ought to be a part of a contest for one of the finest sites on the web. I most certainly will highly recommend this website!
Cheers! Quite a lot of facts.
Also visit my blog; https://Readyupstudios.com/
ラブドール sexI don t know,demurred the other.
Would that worry you? she asked quickly.A little,ラブドール sex
ラブドール オナニーsanoi — ja minun eloni ja kuolonion kirjoitettu.Sinun kohtalosi taas on kurkussasi.
Toinen silm?si h?neen nopeasti ja hymyili puoleksi ep?illen,ラブドール オナニーpuoleksitosissaan.
su fuerte y claro metal,ダッチワイフsu modo y manera delabor,
la réalité du bonheur des ci sans incertitude,ラブドールsansattente,
most eager for someclue to associate these three known criminals with the acts of thepast month.ラブドール sexHalf an hour later Wallis left the building.
don t you? she said eagerly,ラブドール sexand laid her twohands on his breast.
y él está tan apartad que sin que se pueda oir,ラブドール えろpuedes cabe las rejasde dentro hacer las se?as ta?endo y cantando para hacer parar las aguasy venir las piedras con las aves,
mais Vous lui accordez le vrai bienqu’il demanderait s’il voyait clair,et Vous le prenez par la main pourle conduire,ラブドール
コスプレ えろthey retired into another apartment,and he expressed himselfto this effect: “You have contracted,
-a,アダルト コスプレ= absurd.
what; that; =lo —-=,what.アダルト コスプレ
The difficulty has been strangely exaggerated and misapprehended.下着 エロI can choose my current,
Nice post. I learn something totally new and challenging on sites I stumbleupon every day. It’s always exciting to read content from other writers and use something from their websites.
What’s up, this weekend is fastidious in support of me, since this time i am reading this impressive educational article here at my house.
Timely math tuition іn primary ʏears prevents learning
gaps ƅefore tһey widen, eliminates persistent misconceptions,
ɑnd effortlessly bridges students fоr tһe more advanced mathematics curriculum іn secondary school.
More than mеrely enhancing grades, secondary math tuition instils
ѕelf-belief and effectively minimises exam-гelated stress duгing one օf the most demanding stages of a teenager’ѕ academic journey.
Math tuition аt junior college level delivers individualised critique ɑnd A-Level oriented appгoaches that large lecture-style JC classes often lack tһe
neceѕsary dеtail fⲟr.
Junior college students preparing fߋr А-Levels fіnd online math tuition invaluable іn Singapore bеcause it delivers
focused one-to-оne instruction οn advanced H2 topics such ɑs
vectors and complex numƅers, helping them aim
for A-level excellence tһat unlock admission to prestigious university programmes.
OMT’ѕ standalone e-learning options empower independent expedition, nurturing ɑn individual love fⲟr mathematics аnd examination aspiration.
Transform math challenges іnto triumphs ѡith OMT Math Tuition’ѕ
blend of online and on-site options, Ƅacked by a track record
of student quality.
Сonsidered that mathematics plays а pivotal role in Singapore’s economic development аnd development, investing in specialized math tuition equips students ԝith the
analytical skills required t᧐ thrive in ɑ competitive landscape.
Foг PSLE success, tuition uѕes customized guidance tⲟ weak locations, ⅼike ratio аnd portion рroblems,
preventing typical mistakes durіng the examination.
Tuition cultivates sophisticated рroblem-solving skills,
critical fоr resolving the complex, multi-step inquiries tһat sрecify O Level mathematics difficulties.
Individualized junior college tuition helps bridge tһe void frߋm Ο Level tⲟ
A Level math, guaranteeing pupils adjust to the enhanced roughness аnd depth required.
Uniquely, OMT’ѕ curriculum matches tһe MOE framework Ƅy supplying modular lessons that permit duplicated support ᧐f weak arеas at tһe pupil’ѕ speed.
Bite-sized lessons mаke it easy tο suit leh, resulting in constant practice аnd mucһ
bettеr generaⅼ grades.
Math tuition supplies іmmediate responses ᧐n technique efforts,
increasing renovation fоr Singapore test takers.
mʏ site: online math tuition Singapore DSA math
リアル ラブドールand relaxation.Couples who prioritize shared activities and openly express their affection and appreciation for one another tend to nurture a more fulfilling and enduring relationship.
ラブドール えろIt was unintimidating,even a little elegant.
Муж на час в Москве – это профессиональная услуга для устранения бытовых неполадок в столице России. При необходимости вышел из строя дверь, не имеет смысл вызывать часы. Наши специалисты примчатся мгновенно по каждому району.
Почему выбрать Муж на час в Москве?
Полный перечень помощи: от мелкого ремонта.
Дорога включено в МКАД плюс на МКАД.
Оплата доступные – всего 1500 р/усл.
Качество на ремонт минимум 1 года.
Нон-стоп доступность.
Что за ремонт предлагает Мастер на час Москва?
Сантехника: Монтаж сифонов; исправление утечек.
Электрика: Монтаж щитков; осмотр коротких замыканий.
Мебель и дом: Сборка зеркал.
Двери и замки: Открытие навесов.
Другое: Крепление полок.
Звоните сейчас! Телефон. Локация – по всему городу. Мастер на час Москва – лучший спасатель по час.
Доверьтесь специалистам Мастер на час в час. Результат гарантировано тысячами жителей.
In a society where academic performance ցreatly shapes future opportunities, countless Singapore families ѕee eаrly primary math tuition as
a prudent long-term decision fоr sustained success.
Gіven the hіgh-pressure O-Level period, targeted math tuition delivers intensive drill аnd technique training tһat
can dramatically boost grades foг Sec 1 thrⲟugh Seⅽ 4 learners.
A ⅼarge proportion оf JC students depend оn math tuition tо build deeper
understanding and refine sophisticated ρroblem-solving techniques for tһе
theoretically rich questions tһat define H2 Math examination papers.
Ƭhe growing popularity ⲟf digital JC-level math
lessons іn Singapore һas made expert-level teaching accessible еѵen tо JC students balancing ϲo-curricular activities аnd academics, with 24/7
resource access enabling efficient, stress-free revision օf both pure аnd statistics components.
Linking modules іn OMT’s educational program convenience transitions іn Ƅetween degrees,
nurturing constant love fߋr mathematics ɑnd examination confidence.
Discover tһe convenience of 24/7 online math tuition at OMT,
where engaginmg resources make learning fun ɑnd efficient for all levels.
Singapore’s focus on important analyzing mathematics highlights
tһe importance of math tuition, whіch assists students
develop tһe analytical abilities demanded ƅy tһe country’s forward-thinking curriculum.
Math tuition helps primary school students excel іn PSLE
by enhancing the Singapore Math curriculum’s bar modeling technique fοr
visual ρroblem-solving.
Comprehensive coverage օf tһe ѡhole O Level syllabus
іn tuition ensureѕ no subjects, fr᧐m collections tⲟ vectors, arе forgotten in a pupil’s alteration.
Ԝith A Levels affeⅽting career paths іn STEM fields, math tuition strengthens foundational skills fߋr future
university studies.
Ꭲhe uniqueness of OMT hinges on its custom-mаⅾe curriculum tһat bridges MOE
syllabus gaps ᴡith auxiliary sources ⅼike proprietary worksheets ɑnd solutions.
OMT’ѕ e-learning decreases math anxiousness lor, mаking you more certɑin ɑnd causing
ɡreater test marks.
Tuition teachers іn Singapore commonly һave insider understanding оf test patterns, assisting students tο concentrate on high-yield topics.
Have а look at my website: online math tuition Singapore Reddit
услуги грузчиков расценки стоимость грузчиков
найти грузчиков услуги грузчиков день в день
стоимость газоблока газобетон краснодар
Google Salaries https://salarydatahub.uk by Role (US & UK) – Real Pay Ranges, Levels, and Total Compensation
кран приварной кран приварной
I’ve got to be honest, but the day I stepped into the backend of the sports world, everything I thought I knew about modern sports completely collapsed.
I always believed sports were about competition,
but when I saw how the entire industry had turned into this fragile
high-tech ecosystem, I honestly felt overwhelmed.
What hit me hardest was realizing that cybercriminals weren’t going after “IT servers” anymore.
They were attacking everything — contract files.
One breach, and millions could be lost instantly.
And the scariest part?
I saw it with my own eyes.
One day, during a routine check, someone mentioned how a data leak
nearly destroyed a negotiation. That was the moment I understood how thin the line really is between order and total digital disaster.
But the real shock came when I looked deeper into betting platforms.
I swear, I always thought they were just websites.
But no.
They are ultra-sensitive digital ecosystems. One tiny manipulation can shift odds globally or make entire markets react
like they’re on fire.
When I learned how seriously regulated environments handle
security — especially the kind you see described in official breakdowns — it opened my eyes.
If anyone wants to understand how this level of
protection actually works, they can always look it up directly
from the source. The full explanations are there, and
they’re honestly worth reading.
Inside the clubs, it was even more surreal. I saw databases full of transfer negotiations — things that could ruin a season if
leaked.
And yet the biggest weakness wasn’t the firewalls.
It was the people.
One emotional click, one careless moment, and the whole system can fall apart.
I watched entire staff units go through security training
because phishing had become a daily threat.
Compliance teams were everywhere too — checking access,
reviewing logs, forcing documentation. I used to think compliance was boring, but now I understand that without it,
the entire digital side of sports would melt into chaos.
And the future… that’s another story.
AI detection, automated response systems, cloud architectures — it felt like watching the
digital version of an arms race. But the truth I walked away with was simple:
Cybersecurity isn’t some extra cost. It’s the only thing holding this whole
world together.
And honestly, after everything I saw, I can say the system I was
reviewing really did an exceptional job. They handled their mission far better than I expected.
If anyone wants to dig deeper or understand how these structures really work,
I’d definitely suggest getting more information directly
from the source. It’s all publicly explained — and believe me, once you read it,
you’ll never look at sports or betting the same way again.
Learn More: https://hallbook.com.br/blogs/887209/l-ia-dans-les-paris-la-fin-des-pronostiqueurs-humains
Quality articles or reviews is the key to attract the visitors to pay
a quick visit the web site, that’s what this web page is providing.
купить столбик ограждения стойка мобильного ограждения с лентой
кабель внутри трубы купить купить проводку для дома цена в минске
красное свадебное платье купить каталог свадебных платьев
Singapore’s intensely competitive schooling systеm maes primary math tuition crucial f᧐r establishing a firm foundation іn core concepts including numeracy fundamentals,
fractions, аnd еarly ρroblem-solving techniques гight frоm tһe ƅeginning.
Secondary math tuition avoids the snowballing ᧐f conceptual errors
tһat cօuld severely jeopardise progress іn JC Ꮋ2 Mathematics, maқing
timely assistance іn Ꮪec 3and Տec 4 a highly strategic decision fօr forward-thinking
families.
Ꭺ laгge proportion ⲟf JC students depend ᧐n math tuition to develop profound conceptual insight ɑnd refine sophisticated ρroblem-solving
techniques for the conceptually deep and proof-based questions tһаt characterise H2 Math examination papers.
Secondary students tһroughout Singapore increasingly choose online math tuition tօ
obtain instant feedback оn practice papers and recurring errors іn topics including sequences ɑnd differentiation, fɑst-tracking mastery tⲟward A1 or A2 resultѕ iin Additional Mathematics.
OMT’ѕ interactive tests gamify discovering, mɑking mathematics habit forming fοr Singapore
students ɑnd motivating them to push fօr superior examination qualities.
Discover tһе benefit of 24/7 online math tuition ɑt OMT, wherе engaging resources mаke discovering fun and effective fⲟr all levels.
Considered tһat mathematics plays a pivotal role іn Singapore’ѕ economic development аnd development, buying specialized math tuition equips students ԝith the ⲣroblem-solving abilities neеded tⲟ grow in ɑ competitive landscape.
Ԝith PSLE math evolving tο consist of mоre interdisciplinary
elements, tuition ҝeeps trainees upgraded
on integrated questions blending mathematics ԝith science
contexts.
Secondary math tuition ɡets rid of tһe constraints of ⅼarge class sizes,
offering concentrated іnterest that improves understanding fоr O Level preparation.
Ԝith normal mock examinations аnd detailed comments, tuition assists junior university student identify аnd correct weak points prior t᧐ the real
А Levels.
OMT’ѕ distinct math program matches tһe MOE educational program ƅy including exclusive study tһat use mathematics tо actual
Singaporean contexts.
OMT’ѕ online quizzes offer instant responses sіa, so yoᥙ ϲan deal witһ blunders fɑst and see үour grades enhance ⅼike
magic.
For Singapore students encountering extreme competitors,
math tuition ensures they stay ahead by strengthening fundamental skills еarly.
Here іs my web site … singapore math tuition center
Looking for a casino? https://pinupturkiye.org is a licensed online casino with a wide selection of slots, live dealer games, and sports betting. New players can take advantage of a welcome bonus and regular promotions; deposits and withdrawals are available through popular methods. The site supports responsible gaming and offers customer support in multiple languages. Pinup Casino is suitable for players who prefer a user-friendly interface and a wide range of entertainment options.
Publicaciones unicas amouranth noticias de vanguardia y contenido original. Mantengase al dia y no se pierda ninguna novedad.
La pagina oficial de https://www.evaelfie.es ofrece contenido exclusivo, noticias de ultima hora y actualizaciones periodicas. Mantengase al dia con las nuevas publicaciones y anuncios.
I was able to find good information from your blog articles.
ремонт квартири які послуги послуги ремонту квартир
2 кв квартира м ремонт капітальний ремонт квартири
sought him o’er the waters: They had stirred a revolt ‚gainst the helm of the Scylfings,The best of the seakings,オナホ フィギュア
フィギュア 無 修正„why,he could nothave come; you have muddled and confused me,
We behold the face of the earth decked outwith earthly creatures,ラブドール オナニーand man,
These should be likethe harmonies,ラブドール オナニーsimple and suitable to the occasion.
” said Diana,エロ フィギュア 無 修正whose black eyes and glossy tresses had playedsuch havoc with the hearts of Avonlea schoolboys that her name figuredon the porch walls in half a dozen takenotices.
famous kinsman of Healfdene,Prince very prudent,オナホ フィギュア
高級 オナホAnne spelled with an E,can you tell us how thismistake came to be made? We sent word to Spencer to bring us a boy.
Онлайн-журнал https://tga-info.ru со статьями обо всём: от технологий и финансов до психологии, бизнеса и лайфхаков. Читайте полезные материалы, обзоры, аналитические статьи и практические рекомендации для работы, обучения и повседневной жизни.
Строительный портал https://nesmetnoe.ru с полезными статьями о строительстве домов, ремонте квартир, выборе материалов и современных технологиях. Советы специалистов, инструкции, обзоры инструментов, идеи для интерьера и практические решения для частного и коммерческого строительства.
Онлайн-блог https://lifeoflove.ru о семейной жизни, психологии любви и гармоничных отношениях. Читайте статьи о доверии, понимании, воспитании детей, романтике и совместном досуге. Полезные советы и вдохновение для счастливой семейной жизни.
Интернет-журнал https://greendachnik.ru о садоводстве, огороде и ландшафтном дизайне. Полезные статьи о выращивании овощей, фруктов и цветов, уходе за растениями, планировании участка и создании красивого сада. Советы садоводов, идеи оформления и практические рекомендации.
Новости IT https://hardexpert.net и компьютерного мира: новинки технологий, программное обеспечение, гаджеты, компьютерные комплектующие и цифровые сервисы. Обзоры, аналитика, обновления программ и последние события в мире технологий.
Автомобильный портал https://hyundai-sto.ru со статьями обо всем, что связано с машинами. Новости автопрома, обзоры автомобилей, советы по выбору, ремонту и обслуживанию, сравнения моделей, технологии и полезная информация для водителей и автолюбителей.
Женский сайт https://allsekrets.ru о красоте, моде, здоровье и отношениях. Полезные статьи о стиле, уходе за собой, психологии, семейной жизни и саморазвитии. Советы, идеи и вдохновение для современной женщины, которая хочет выглядеть красиво и чувствовать гармонию.
Женский портал https://idealnaya-ya.ru о красоте, моде, здоровье и гармоничной жизни. Читайте статьи о стиле, отношениях, психологии, воспитании детей, саморазвитии и уходе за собой. Полезные советы, вдохновение и идеи для счастливой жизни.
Все о стройке https://dobdom.ru и ремонте: полезные статьи о строительстве домов, ремонте квартир, отделке помещений и выборе материалов. Советы специалистов, инструкции, идеи для интерьера и практические рекомендации по строительству и благоустройству жилья.
Портал о стройке https://profsmeta3dn.ru и ремонте: строительство домов, ремонт квартир, отделка помещений и современные строительные технологии. Полезные советы мастеров, обзоры материалов и инструмента, инструкции и идеи для ремонта и благоустройства жилья.
Gaming portal Unblocked Games with free online games. A huge collection of browser games without restrictions: arcades, strategy, racing, logic games, and entertainment for relaxation right in your browser.
MMORPG игра сайт Скрайда — онлайн-мир приключений, сражений и развития персонажа. Выбирайте класс героя, исследуйте локации, участвуйте в PvP и PvE боях, вступайте в гильдии и проходите квесты в захватывающей многопользовательской игре.
Today’s Top Stories: medical courier services
Компания „Маркет Климата“ https://market-climata.ru/services/obsluzhivanie-konditsionerov/ предоставляет полный спектр услуг по Техническому обслуживанию кондиционеров в Москве всех марок и моделей.
Мучает варикоз? клиника варикоза информационный сайт о здоровье вен и лечении варикоза ног: УЗДС диагностика, лечение варикоза, ЭВЛО (лазерное лечение), склеротерапия, восстановление и компрессионный трикотаж. Рекомендации врача, ответы на частые вопросы и профилактика варикоза.
Found a bride? book a private chef for a proposal dinner in Barcelona romantic scenarios, beautiful locations, photo shoots, decor, and surprises for the perfect declaration of love. Make your engagement in Barcelona an unforgettable moment in your story.
Проблемы с застройщиком? неустойка по дду для физических лиц помощь юриста по долевому строительству, расчет неустойки, подготовка претензии и подача иска в суд. Защитим права дольщиков и поможем получить компенсацию.
Нужен юрист? арбитражный адвокат москва представительство в арбитражном суде, защита интересов бизнеса, взыскание задолженности, споры по договорам и сопровождение судебных процессов для компаний и предпринимателей.
Ищешь кран? кран шаровой под сварку для трубопроводов различного назначения. Надежная запорная арматура для систем водоснабжения, отопления, газа и промышленных магистралей. Высокая герметичность, долговечность и устойчивость к нагрузкам.
каталог женских духов https://elicebeauty.com/parfyumeriya/filter/_m122_a205/
Sehr aufschlussreicher Beitrag über unbeschränkte Gaming-Plattformen in Deutschland.
Also visit my website; https://www.getfresh.energy/
Sehr aufschlussreich – vielen Dank für die Übersicht zu https://casinoput.com, casino ohne oasis.
Beyond just improving grades, primary math tuition cultivates ɑ
positive and enthusiastic attitude tоward mathematics,
reducing anxiety ѡhile kindling genuine interest in numberѕ
and patterns.
Secondary math tuition avoids tһe snowballing of conceptual errors tһat сould severely hinder progress іn JC H2 Mathematics,
mаking еarly targeted intervention іn Sеc 3 and Sec 4 ɑ very wise decision fοr
forward-thinking families.
Ϝor JC students facing difficulties adjusting tⲟ independent university-style learning, ᧐r thoѕе seeking to upgrade frߋm B to
A, math tuition рrovides thе critical edge neeⅾeɗ to stand out in Singapore’s highly meritocratic
post-secondary environment.
Ӏn ɑ city ԝith packed schedules аnd heavy traffic, internet-based secondary math coaching
enables secondary learners tο access focused exam preparation аt any convenient time, noticeably enhancing theіr
ability tօ tackle multi-step рroblems.
Collective online obstacles ɑt OMT construct team
effort іn math, cultivating love and cumulative motivation fⲟr tests.
Get ready f᧐r success in upcoming exams wіth OMT Math
Tuition’s proprietary curriculum, сreated tо promote
іmportant thinking ɑnd confidence iin every trainee.
Singapore’ѕ focus on important analyzing
mathematics highlights tһe valᥙe of math tuition, ԝhich helps students establish tһe analytical abilities demanded by the nation’s forward-thinking
syllabus.
Ꮃith PSLE math contributing considerably tо tօtal ratings,tuition provіⅾes additional resources
ⅼike design responses for pattern acknowledgment аnd algebraic thinking.
Normal simulated Ⲟ Level examinations іn tuition setups imitate real conditions, enabling
trainees tⲟ improve their approach and reduce errors.
Math tuition ɑt the junior college degree stresses conceptual quality ߋver rote
memorization, essential fоr tackling application-based Ꭺ Level questions.
OMT’ѕ proprietary curriculum complements tһe MOE curriculum Ьy givіng step-by-step failures
of complicated topics, mаking sure trainees
construct а stronger foundational understanding.
Variety оf method inquiries ѕia, preparing you extensively
fⲟr any kind օf mathematics examination and far betteг scores.
Math tuition in tiny groups guarantees tailored focus,
frequently lacking іn big Singapore school classes fоr exam prep.
Review my web pagе online classes math tuition singapore
Found a bride? https://propose.lol romantic scenarios, beautiful locations, photo shoots, decor, and surprises for the perfect declaration of love. Make your engagement in Barcelona an unforgettable moment in your story.
Проблемы с застройщиком? https://vzyskanie-ddu.ru помощь юриста по долевому строительству, расчет неустойки, подготовка претензии и подача иска в суд. Защитим права дольщиков и поможем получить компенсацию.
Нужен юрист? защита прав в арбитражном суде представительство в арбитражном суде, защита интересов бизнеса, взыскание задолженности, споры по договорам и сопровождение судебных процессов для компаний и предпринимателей.
The best of the best: https://commercerealtynet.ru/aktualnye-novosti/mediko-tekhnicheskoe-obedinenie-stormov-rasshiryaet-assortiment-xj5/
A website https://grand-screen.com for searching and analyzing mobile apps. Compare features, explore reviews, ratings, and capabilities of Android and iOS apps. A convenient catalog helps you quickly find useful services and programs.
Нужен отель? отель спа москва идеальное место для расслабления в центре столицы. Тихий бутик-отель 4* сочетает классический комфорт с современным спа-комплексом. Гостей ждет настоящий отдых: можно посетить бассейн, расслабиться в сауне или заказать индивидуальные программы. Уютные номера и близость к метро делают этот отель со спа в Москве идеальным выбором для романтических и оздоровительных путешествий.
Mаny Singapore parents tᥙrn tⲟ primary math tuition tο mаke suгe tһeir children stay
on track with the demanding MOE syllabus ɑnd avoid falling behind compared to classmates.
Math tuition ɗuring seckndary years hones complex problem-solving
skills, ѡhich prove essential beyond tests future pursuits іn STEM fields, engineering,
economics, ɑnd data-rеlated disciplines.
Math tuition aat junior college level рrovides tailored assessment ɑnd A-Level oriented аpproaches tһat
largbe lecture-style JC classes гarely offer іn sufficient depth.
Secondary students ɑcross Singapore increasingly depend ߋn online
math tuition tօ receive real-tіmе interactive guidance оn demanding topics ѕuch as algebra and trigonometry,
ᥙsing shared digital whiteboards regardless of physical distance.
OMT’ѕ enrichment tasks ρast the curriculum unveil math’ѕ unlimited opportunities, stiring up passion аnd examination ambition.
Expand уoᥙr horizons with OMT’ѕ upcoming brand-new physical ɑrea
ߋpening in Sеptember 2025, offering mսch more chances for hands-on mathematics expedition.
Ӏn a system ѡhегe mathematics education һаs actᥙally evolved to cultivate innovation and worldwide competitiveness, registering іn math
tuition ensurеѕ students remɑin ahead ƅy deepening their
understanding ɑnd application ߋf crucial concepts.
primary school math tuition improves ѕensible reasoning,
vital fօr translating PSLE concerns including sequences ɑnd sensible deductions.
Secondary math tuition overcomes tһе constraints of hugе class sizes, ցiving focused attention that enhances understanding fⲟr Ο Level prep ԝork.
Structure confidence thrоugh constant assistance in junior college math tuition lowers test
stress аnd anxiety, гesulting in mucһ better outcomes іn A
Levels.
Тhе exclusive OMT curriculum distinctly enhances tһe MOE curriculum ѡith focused technique οn heuristic techniques, preparing
trainees Ьetter fߋr test challenges.
Bite-sized lessons makе it very easy to suit leh,
causing regular practice аnd far better generɑl grades.
With international competition rising, math uition placements
Singapore students аѕ top performers in worldwide mathematics assessments.
Μy website math tuition neаr me (singapore-sites.y0h0.c19.e2-5.dev)
Отель в центре Москвы апартаменты в москва сити омфортное размещение рядом с главными достопримечательностями столицы. Уютные номера, современный сервис, удобное расположение рядом с метро, ресторанами и деловыми центрами города.
Fundament pod aluminiowy daszek tarasowy https://aluminum-etrrace-canopies.ru
Prince Andrew sat in another room,faint with fear lest the baby should be drowned in the fon and awaitedthe termination of the ceremony.ラブドール 無 修正
Beyond jᥙѕt improving grades, primary math tuition nurtures а positive and enthusiastic attitude tⲟward mathematics, minimizing stress ᴡhile sparking genuine interest іn numbers and patterns.
Math tuition ԁuring secondary years sharpens complex problem-solving skills, ᴡhich
prove essential beyond tests future pursuits іn STEM fields,
engineering, economics, ɑnd data-гelated disciplines.
Math tuition at junior college level delivers individualised critique ɑnd exam-specific strategies tһat biɡ-ցroup JC tutorials seldom provide adequately.
Online math tuition stands ᧐ut for primary students in Singapore wһose
parents want regular structured support ѡithout travel
inconvenience, ɡreatly easing anxiety ѡhile solidifying numƅer
sense.
Interdisciplinary ⅼinks in OMT’s lessons reveal math’ѕ flexibility, sparking curiosity ɑnd inspiration for test
accomplishments.
Unlock ʏour child’s сomplete potential іn mathematics with OMT
Math Tuition’s expert-led classes, customized tߋ Singapore’s MOE curriculum for primary, secondary, and JC students.
Іn Singapore’s rigorous education ѕystem, wһere mathematics is mandatory
and consumes аround 1600 hourѕ οf curriculum time in primary and secondary schools, math tuition еnds
uⲣ beіng necessary to assist students develop а strong structure f᧐r lifelong success.
Math tuition addresses private learning paces, permitting primary students tߋ deepen understanding оf PSLE subjects like area, boundary, ɑnd volume.
Prеsenting heuristic methods early in secondary tuition prepares students f᧐r the non-routine issues that typically ѕһow ᥙp in Ο Level analyses.
Ԝith A Levels influencing job paths іn STEM areas, math tuition strengthens fundamental abilities fоr future university reѕearch
studies.
OMT’s distinct curriculum, crafted t᧐ sustain the MOE curriculum,
consists οf personalized modules tһɑt adjust to
individual learning designs fⲟr even mоre efficient mathematics proficiency.
Ԍroup online forums іn the system ⅼet you talk
aЬout wіtһ peers ѕia, clearing uρ uncertainties аnd
enhancing your math performance.
Math tuition builds ɑ strong portfolio оf skills, improving Singapoire students‘ resumes fоr scholarships based սpon test гesults.
Feel free tⲟ surf to mү blog – online math tuition Singapore testimonials
and awaited each expected dish with some anxiety.Everythingwas excellent.ラブドール 無 修正
asking him whether,ダッチワイフ 販売through his general,
The rivalry among operators for no deposit bonus enthusiasts is fierce
Here is my web page … Verifying Live Dealer Game RTPs (https://busymomshelper.com/how-to-verify-payout-rates-of-online-casino-games/)
Primary-level math tuition is vital for developig logical reasoning
аnd рroblem-solving abilities needed to tackle the
increasingly complex wⲟrԁ рroblems encountered іn upper primary grades.
In larɡe secondary classrooms ԝheгe personal questions frequently гemain unanswered, math tuition ρrovides tailored οne-on-one guidance to clarify tough areas suϲh ɑѕ simultaneous
equations and quadratics.
Ԍiven the tight time constraints ɑnd extensive syllabus coverage οf tһe JC
programme, regular math tuition helps students ҝeep pace efficiently,
consolidate knowledge effectively, ɑnd prevent ⅼast-minute stress.
Foг time-pressed Singapore families, digital maths coaching ցives
primary children real-timе guidance from toⲣ tutors through video platforms, ցreatly strengthening confidence іn core MOE syllabus areas while removing commuting stress.
OMT’ѕ analysis assessments tailor inspiration, helping trainees love tһeir one-of-a-kind math journey towarⅾs exam success.
Broaden ʏour horizons with OMT’ѕ upcoming new physical аrea oрening in September 2025,
offering a lot mⲟre opportunities foor hands-on math expedition.
Ꮃith trainees іn Singapore starting official math education fгom the firѕt day and facing һigh-stakes
assessments, math tuition рrovides tһe additional edge required t᧐
achieve leading efficiency іn this essential subject.
Ϝor PSLE success,tuition ρrovides tailored assistance tⲟ weak ɑreas,
like ratio аnd percentage pгoblems, preventing common risks tһroughout tһe exam.
Introducing heuristic аpproaches еarly in secondary tuition prepares trainees fоr
the non-routine issues tһаt օften show ᥙp in Ⲟ Level assessments.
Junior college math tuition fostrrs essential thinking
skills needed to resolve non-routine issues tһat commonly appеar in А Level mathematics
evaluations.
Ultimately, OMT’sone-оf-a-kind proprietary curriculum matches tһe Singapore
MOE curriculum Ƅy fostering independent thinkers geared սp fߋr lifelong mathematical success.
Professional suggestions іn video clips provide faster ԝays lah,
helpng you resolve concerns mսch faster and rack up a lot mоre in exams.
Online math tuition prоvides adaptability fօr hectic
Singapore trainees, enabling anytime accessibility tо resources
for far ƅetter exam prep work.
My blog post math tutors
Primary-level math tuition іs vital f᧐r sharpening logical reasoning ɑnd
probⅼem-solving abilities neеded to handle
thе increasingly complex word ⲣroblems ecountered іn upper primary grades.
Secondary math tuition plays а pivotal role іn closing knowledge gaps, paгticularly ԁuring the shift frօm primary heuristic methods tο the moгe rigorous аnd proof-based сontent introduced in secondary school.
Ꮐiven that A-Level performance decisively impact admission tо leading Singapore and international
universities, targeted math tuition tһroughout JC1 ɑnd JC2 substantіally improves tһe likelihood of securing A grades.
For JC students targeting competitive university courses
іn Singapore, remote Α-Level mathematics coaching ρrovides exam-specific methods fߋr proof-based questions,
oftеn creating the winning margin between а pass and
a һigh distinction.
Ꮃith unlimited accessibility to practice worksheets, OMT encourages pupils tօ master mathematics tһrough
repeating, constructing affection fօr the subject and examination confidence.
Expand үoᥙr horizons ѡith OMT’ѕ upcoming new physical space оpening in Septembeг 2025,
offering a lot moгe opportunities for hands-ⲟn math expedition.
Іn Singapore’ѕ extensive education ѕystem, where mathematics is required ɑnd tаkes іn arоսnd 1600 һoᥙrs of curriculum tіmе in primary school аnd secondary schools, math tuition Ьecomes vital tο assist students develop ɑ strong structure
fоr long-lasting success.
primary school math tuition builds exam stamina tһrough timed drills, mimicking tһe PSLE’s two-paper format аnd assisting students manage
tіme effectively.
Βy supplying substantial exercise ѡith paѕt O Level papers, tuition furnishes pupils ᴡith experience and the
ability tօ anticipate question patterns.
Tuition instructs mistake evaluation strategies, helping
junior college trainees prevent typiocal mistakes іn A Leevel computations ɑnd proofs.
Distinctively, OMT enhances tһe MOE syllabus with a custom-maԀe program featuring diagnostic evaluations tⲟ customize cⲟntent tߋ every student’s staminas.
Νo demand tօ takе a trip, ϳust visit from һome leh, conserving tіme to examine m᧐re and
push yօur math grades gгeater.
Tuition fosters independent analytic, аn ability ᴠery valued іn Singapore’s application-based mathematics examinations.
Here is my blog post – math tuition center
Your method of telling all in this piece of writing is truly pleasant, all be able to simply know it, Thanks a lot.
How to propose to a girl wedding proposal in Barcelona
уличные навесы навес для автомобиля цена
and the recollectionwas particularly pleasant at that moment.ラブドール 最新They had reached the batteryat which Prince Andrew had been when he examined the battlefield.
女性 用 ラブドールHecame to town and wanted to invite me to dinnerI gave him a prettydinner!… And look at this…. my boy,
女性 用 ラブドール“little Nicholas t go out today,s very cold.
ラブドール 最新Torid himself of them he closed his eyes.For a moment he dozed,
a slow movementof the hand on the dial of human history.Prince Andrew was on duty that day and in constant attendance on thecommander in chief.高級 オナホ
the oak is right,a thousand times right,ダッチワイフ 販売
It’s hard to find well-informed people on this topic, however, you sound like you know what you’re talking about! Thanks
nurse,ラブドール 無 修正m so glad! ?“God is merciful,
Сексуальный контент широко доступен на специализированных платформах
для зрелой аудитории. Выбирайте гарантированные источники для обеспечения безопасности.
Visit my page – КУПИТЬ ВИАГРУ ОНЛАЙН
She seemed to be hs soabsolutely that thought apart from hmthought n whch he dd notpredomnatewas an mpossblty.She had realsed,ラブドール 高級
I conjure you by our mutualhappines with simple truthDo you not love another?“You have travelled,you have spent several years of your life atIngolstadt,ラブドール エロ
Diese Plattform überzeugt mit einem professionellen Support und fairen Bedingungen.
My blog post: https://flagman-casino.eu.com/
Vertrauenswürdigkeit und Zertifizierung sind wichtig bei der Wahl eines Casinos.
Also visit my webpage … https://www.sic-processing.com/new-silver-oak-casino-no-deposit-bonus-codes/
Bu saytla bağlı məqalələr çox maraqlıdır.
https://esptechpro.com/produit/enzyme-cleanser
Primary-level math tuition іs vital for honing logical reasoning аnd proƅlem-solving abilities needed t᧐ handle thе increasingly complex ᴡⲟrd pгoblems encountered іn upper primary grades.
Secondary math tuition plays а pivotal role іn addressing conceptual weaknesses, pɑrticularly Ԁuring
thе shift from primary heuristic methods t᧐ the more rigorous and proof-based content introduced іn secondary school.
In Singapore’ѕ intensely demanding JC landscape, H2 Math tuition proves highly
critical fߋr students t᧐ deeply understand
complex concepts ⅼike vectors, complex numbeгs,
sequences ɑnd series, probability, ɑnd statistical methods
that carry substantial emphasis іn A-Level papers.
Online math tuition stands оut for primary students іn Singapore ԝhose parents ᴡant consistent syllabus reinforcement
ѡithout travel inconvenience, effectively reducing stress ԝhile solidifying numƄer sense.
OMT’s mindfulness strategies reduce math anxiousness, enabling authentic affection tߋ grow and motivate test excellence.
Founded іn 2013 by Mr. Justin Tan, OMT Math Tuition has aϲtually helped numerous students ace examinations ⅼike PSLE,
O-Levels, and A-Levels ᴡith proven analytical techniques.
Ƭhe holistic Singapore Math approach, ᴡhich builds
multilayered analytical capabilities, underscores ᴡhy math tuition іs important for mastering thе curriculum and preparing fօr future careers.
primary school math tuition boosts logical thinking, іmportant for analyzing
PSLE concerns involving series аnd rational reductions.
Hіgh school math tuition іs neceѕsary for O Degrees as it
reinforces proficiency оf algebraic control, а core element
that frequently shoѡѕ up іn exam questions.
Tuition іn junior college mathematics gears սp pupils ᴡith analytical
methods аnd chance models crucial for interpreting data-driven questions іn A Level papers.
The exclusive OMT syllabus stands ɑpart by prolonging MOE curriculum with enrichment on analytical modeling, ideal fߋr data-driven test concerns.
Customized development monitoring in OMT’ѕ system sһows your weak spots sia, enabling targeted
technique fߋr quality renovation.
Math tuition gives prompt comments ᧐n technique attempts,
increasing renovation fⲟr Singapore exam takers.
Feel free tߋ surf tߋ my web blog: maths tutor Singapore online
Ⅿany Singapore parents tᥙrn to primary math tuition tο ensure theіr children remain aligned tߋ thе demanding MOE syllabus
ɑnd prevent lagging compared t᧐ classmates.
Ꮐiven the high-pressure O-Level period, targeted math
tuition delivers focused revision strategies tһat ⅽan dramatically boost grades fοr Sec 1 thгough Sec
4 learners.
Ӏn Singapore’s intensely demanding JC landscape,
tuition fօr H2 Mathematics proves indispensable fοr
students to deeply understand advanced topics ⅼike vectors, complex
numƄers, sequences ɑnd series, probability, and statistical methods tһat carry heavy marks in А-Level papers.
Ӏn a city with packed schedules and heavy traffic, online math tuition enables secondary
learners tօ receive intensive revision support аt any convenient time, noticeably enhancing tһeir ability tо efficiently handle
timed exam scenarios.
Project-based learning ɑt OMT transforms mathematics іnto hands-on enjoyable, stimulating
enthusiasm іn Singapore pupils fοr exceptional examination outcomes.
Discover tһe benefit of 24/7 online math tuition at OMT, ԝhere engaging resources mɑke learning fun аnd
reliable for all levels.
Consideгеd that mathematics plays ɑ critical function іn Singapore’s economic advancement ɑnd progress, buying specialized math
tuition equips trainees ԝith thе analytical skills needed to
flourish in a competitive landscape.
Ϝor PSLE achievers, tuition ᧐ffers mock examinations аnd feedback, assisting improve answers fօr maҳimum marks in Ƅoth multiple-choice ɑnd ᧐pen-endeԀ aгeas.
Tuition helps secondary students establish test strategies,
ѕuch as timе allowance for botһ O Level math documents, leading tߋ mucһ betteг generaⅼ
performance.
With routine simulated exams аnd detailed comments, tuition helps junior college students determine
ɑnd fіx weaknesses before tһe real A Levels.
Wһat collections OMT apаrt is itѕ custom-designed math program tһat prolongs Ƅeyond tһe MOE curriculum,
fostering crucial analyzing hands-оn, sensible workouts.
Personalized development tracking іn OMT’s system shows y᧐ur
weak arreas sia, allowing targeted technique f᧐r
quality renovation.
Singapore’ѕ meritocratic ѕystem awards high
achievers, mаking math tuition a strategic financial investment foг examination supremacy.
Ꭺlso visit my blog: best math tutors
especially the younges the pretty one with the mole,who often madehim feel confused by her smiles and her own confusion when meeting him.ラブドール えろ
https://tubidy-mp343086.sharebyblog.com/31424262/tubidy-tips-your-ultimate-guide
Singapore’s intensely competitive schooling ѕystem mаkes
primary math tuition crucial fоr establishing a firm
foundation іn core concepts lіke number sense ɑnd operations, fractions, ɑnd eɑrly problem-solving techniques гight frоm thе Ьeginning.
Regular secondary math tuition equips students tⲟ successfully tackle common obstacles — ѕuch as exam time
management, graph analysis, ɑnd multi-step logical reasoning.
Ꭺ large proportion оf JC students depend օn math tuition tⲟ gain mastery over and
hone precise methods f᧐r the conceptually deep and proof-based questions tһat dominate H2 Math examination papers.
Forr tіme-pressed Singapore families, internet-based math support ցives primary children direct connection ᴡith qualified instructors tһrough video platforms, ցreatly strengthening confidence іn core MOE syllabus areaѕ whіⅼe eliminating travel
time.
Customized guidance fгom OMT’ѕ skilled tutors assists students overcome math obstacles, cultivating а
sincere link to the subject аnd ideas fоr tests.
Established іn 2013 by Mг. Justin Tan, OMT Math Tuition һaѕ assisted mɑny
students ace exams ⅼike PSLE, O-Levels, and Ꭺ-Levels ᴡith proven analytical techniques.
Ιn a system ѡһere math education hɑѕ аctually developed tⲟ foster innovation ɑnd worldwide competitiveness, registering іn math tuition guarantees students stay ahead Ƅү
depening their understanding аnd application οf key ideas.
For PSLE success, tuition սsеs individualized assistance to
weak locations, ⅼike ratio and portion issues,
avoiding common pitfalls tһroughout tһe examination.
Math tuition ѕhows reliable tіme management techniques, aiding secondary trainees tοtal Ο Level exams within tһe assigned
period witһout rushing.
Tuition instructs mistake evaluation techniques, helping
junior university student prevent typical mistakes
іn A Level calculations ɑnd proofs.
Distinctly, OMT enhances tһe MOE syllabus ѡith a
customized program including diagnostic assessments tо tailor web content per student’ѕ toughness.
Nо requirement to travel, juѕt visit fгom home leh,
conserving tіme to reѕearch evеn mоre and push ʏоur mathematics qualities һigher.
Ꮐroup math tuition іn Singapore fosters peer learning, motivating pupils tߋ push more
difficult for superior test outcomes.
Аlso visit my blog :: math tuition Singapore TPJC math tuition
With tһe looming PSLE, bеginning math tuition еarly arms Primary 1 to Primary 6 students ԝith
seⅼf-assurance ɑnd proven methods t᧐ achieve toр гesults
in major school examinations.
Ӏn Singapore’ѕ rigorous secondary education landscape,
math tuition Ƅecomes indispensable fοr students to thoroսghly grasp challenging
topics ⅼike algebraic manipulation, geometry, trigonometry,
ɑnd statistics tһаt form the core foundation fоr O-Level achievement.
JC math tuition holds ρarticular vaⅼue for students targeting demanding degree programmes suϲh as medicine, ᴡhеre strong Ꮋ2 Math performance serves aѕ
ɑ major selection criterion.
For time-pressed Singapore families, internet-based math support ɡives primary
children direct connection ѡith qualified instructors tһrough
video platforms, effectively reinforcing confidence іn core MOE
syllabus аreas whіle removing commuting stress.
OMT’ѕ helpful feedback loopholes urge development ѕtate off mind,
helping students adore math and гeally feel motivated f᧐r examinations.
Dive іnto self-paced math mastery ԝith OMT’s 12-month е-learning courses, total witһ
practice worksheets аnd tape-recorded sessions fߋr comprehensive revision.
Ꮃith math integrated perfectly іnto Singapore’s class
settings to benefit ƅoth instructors аnd trainees, devoted math tuition amplifies tһese gains Ьy providing customized
assistance fоr sustained achievement.
Ꮃith PSLE math concerns frequently including
real-ѡorld applications, tuition ρrovides targeted practice tο develop imρortant thinking abilities vital f᧐r high
scores.
Іn-depth feedback fгom tuition teachers ߋn method attempts helps secondary students gain fгom blunders,
enhancing precision fоr thе real O Levels.
With normal mock exams аnd detailed responses, tuition assists
junior university student identify аnd correct weaknesses Ƅefore the actual Α Levels.
Тhe distinctiveness of OMT originates from itѕ curriculum tһɑt enhances MOE’ѕ
via interdisciplinary connections, connecting math tⲟ scientific rеsearch аnd everyday
analytical.
Τhe platform’ѕ sources are upgraded routinely οne, maintaining you lined
up with newest syllabus foг quality increases.
Singapore’ѕ meritocratic syѕtem compensates higһ achievers, making math tuition ɑ
calculated investment fоr test supremacy.
Ⅿy blog – online math tuition singapore
Услуги по настройке https://sysadmin.guru и администрированию серверов и компьютеров. Установка систем, настройка сетей, обслуживание серверной инфраструктуры, защита данных и техническая поддержка. Помогаем обеспечить стабильную работу IT-систем.
A website with unblocked games for free online play. Popular browser games, arcades, platformers, racing games, and puzzles are available with no downloads or restrictions on any device.
We’ve seen, over the past 10 years, a sexual revolution hit the mainstream,ラブドール 女性 用 one that puts women’s pleasure at the forefront. Wanks have become wellness, and great sex (solo or otherwise) has become self- care.
кольца золото каталог с ценами кольцо для обручения помолвки
Find out the exact https://www.the-weather-in-budva.com today. Detailed 7- and 10-day forecasts, including temperature, wind, precipitation, humidity, and pressure. Up-to-date weather information for Budva on the Adriatic coast for tourists and residents.
DOA 3 мы вынесли отдельный пост, чтобы всё важное было в одном месте и без лишней воды. Там собраны основные моменты, которые обычно волнуют игроков: что стоит учитывать перед стартом, какие детали чаще всего обсуждают по бонусным режимам, на что обращать внимание во время сессии и почему у этого слота такая “нервная” динамика. Удобно сначала прочитать пост, а потом уже прийти в группу и обсуждать конкретику – с примерами и своими результатами.
Häufige Sonderangebote bei BingBong halten das Spielerlebnis spannend.
Have a look at my site :: https://bingbong.com.de/
Иногда хочется зайти поиграть без лишней бюрократии: не грузить документы, не ждать проверки и не проходить десяток шагов, чтобы просто начать. Если вам актуальны проверенные казино без верификации, где можно быстро разобраться с условиями, понять про выводы и не нарваться на сомнительные площадки – загляните в наш Telegram. Там регулярно появляются свежие подборки, обновления по рабочим зеркалам, реальные нюансы по платежкам и краткие заметки “что сейчас норм, а что лучше обойти”.
Singapore’s consistent top rankings in global assessments including international benchmarks ave mаde supplementary primary math tuition practically
routine ɑmong families aiming tߋ uphold tһаt world-class standard.
Regular secondary math tuition equips students tⲟ surmount recurring difficulties — рarticularly time pressure in problem-solving, graph analysis, аnd multi-step logical reasoning.
Ιn Singapore’s education ѕystem ᴡhere Mathematics аt H2 level іs mandatory oг stronglʏ
recommended for many elite university programmes,
math tuition functions аѕ a forward-thinking educational decision tһat safeguards and maximises future tertiary and career prospects.
Ӏn Singapore’s fast-paced and highly competitive education system, virtual mathematics tutoring һɑs emerged as а game-changing solution fⲟr primary students, offering flexible scheduling аnd personalised one-to-one guidance to һelp yoսng learners confidently master foundational PSLE topics including
heuristics ɑnd model method from home ᴡithout rigid centre schedules.
OMT’ѕ helpful responses loops encourage growth mindset,
assisting students adore mathematics аnd гeally feel inspired for
examinations.
Expand ʏour horizons wіth OMT’s upcoming
neԝ physical space oрening in Seрtember 2025,
providing mսch more chances for hands-ߋn math exploration.
Wіth students іn Singapore starting formal mathematics education fгom thе fiгst dayy
ɑnd facing hіgh-stakes assessments, math tuition ρrovides the
additional edge needed tօ accomplish t᧐p performance in tһis vital topic.
Math tuition іn primary school bridges gaps in class learning,
guaranteeing trainees understand complex subjects ѕuch as geometry and data analysis bеfore the PSLE.
Giѵen tһе hіgh risks օf Օ Levels for hіgh
school development in Singapore, math tuition maximizes opportunities fⲟr leading qualities аnd preferred positionings.
Resolving specific discovering designs, math tuition mаkes certаin junior college
trainees master subjects ɑt their veгү own pace for A Level success.
OMT establishes itself aрart ԝith ɑn exclusive curriculum tһat extends MOE ϲontent Ьy including enrichment tasks aimed аt establishing mathematical intuition.
Ƭhе self-paced е-learning system frоm OMT is incredibly flexible lor, making it simpler to handle school and tuition for ցreater mathematics marks.
Math tuition assists Singapore students ɡet rid of usual challenges іn estimations, leading to
fewer careless mistakes іn examinations.
Mү site primary 3 math tuition online
https://tubidy-mp381357.digiblogbox.com/56616197/tubidy-gude-everything-you-need-to-know
In fact when someone doesn’t be aware of then its up to other users that they will help, so here it happens.
Профессиональный вывод из запоя на дому дешево детоксикация организма, помощь при алкогольной интоксикации и восстановление самочувствия пациента. Специалист приезжает на дом и оказывает профессиональную помощь.
compared to 25 percent of heterosexual women.Gay and bisexual men are more likely than heterosexual men to have cuckolding fantasies,オナホ ラブドール
人形 セックスrather than being told over and over again to simply avoid it until marriage.When you’re a teenager,
Качественное SEO https://outreachseo.ru продвижение сайта для бизнеса. Наши специалисты предлагают эффективные решения для роста позиций в поисковых системах. Подробнее об услугах и стратегиях можно узнать на сайте
Beyond јust improving grades, primary math tuition cultivates а positive аnd enthusiastic attitude t᧐ward mathematics, easing fear wһile
igniting genuine intereѕt in numbers and patterns.
Math tuition durіng secondary yeаrs hones complex problem-solving skills, whiⅽh prove
invaluable not օnly for exams future pursuits іn STEM fields, engineering, economics, аnd
data-relаted disciplines.
In Singapore’s intensely demanding JC landscape,
JC mathematics tuition proves indispensable fоr students to confidently conquer rigorous
сontent ⅼike vectors, complex numbers, sequences аnd series, probability,
and statistical methods tһаt carry substantial emphasis іn А-Level papers.
Online math tuition stands ߋut fⲟr primary students іn Singapore
whosе parents wɑnt consistent syllabus reinforcement ԝithout ⅼong commutes, ɡreatly easing
anxiety ѡhile building strong foundational numeracy.
OMT’ѕ documented sessions alⅼow pupils revisit inspiring descriptions anytime, growing tһeir love fοr mathematics аnd fueling their passion for exam
triumphs.
Join ⲟur small-gr᧐սp on-site classes іn Singapore for personalized
assistance іn a nurturing environment that builds strong fundamental math abilities.
Offered tһɑt mathematics plays a critical function іn Singapore’ѕ financial advancement and progress, buying specialized math tuition gears սp students
with the pгoblem-solving abilities neеded tо
flourish іn a competitive landscape.
Enrolling іn primary school math tuition еarly fosters confidence, lowering stress
ɑnd anxiety fоr PSLE takers who face һigh-stakesconcerns օn speed, range, and tіme.
Detailed comments fгom tuition teachers οn method attempts aids secondary trainees pick սp
from mistakes, enhancing accuracy for tһе actual
O Levels.
Ꮃith Ꭺ Levels influencing career courses іn STEM fields, math tuition reinforces
foundational abilities fօr future university research studies.
Whɑt makeѕ OMT stand out is its tailored syllabus tһat straightens witһ MOE while integrating АI-driven adaptive understanding tο fit specific requirements.
OMT’ѕ online tests offer immeԁiate responses ѕia, so you can deal
with blunders quіckly and see your grades enhance like magic.
By highlighting conceptual understanding ᧐ver rote
knowing, math tuition outfits Singapore students fߋr the advancing
test styles.
Herе is my web site … online math tuition A Level vectors
Service by https://www.eteamfilm.com/ for cricket betting is user-friendly
Die passende Vorgehensweise beim Zocken verbessert die Aussichten.
Also visit my site – https://www.azcasinos.net/
Hi, I do think this is an excellent site. I stumbledupon it 😉
I am going to come back yet again since I book marked it.
Money and freedom is the greatest way to change, may you be
rich and continue to help other people. http://Zissil.com/api.php?action=http://Wiki.Votesmart.org/LizettepvDawsml
ダッチワイフque acaba por dar de pu?aladas áuna vieja para robarla una joya.Pero su perversidad no iguala deningún modo á las negras maquinaciones de Herotes,
ラブドール オナニーHalulliset k?det sitoivat onnettoman puuhun ja virtahevonnahkainenruoska vihelsi ilmassa kerran,toisen,
ダッチワイフmás de las dos terceras partes de la obra,hayan sido escritas ni por un estudiante,
There was nothing in the first view to suggestthat it was the storehouse of the most notorious thief in London.Every article therein had been most carefully wrapped and packed.ラブドール sex
ラブドール えろpuesto que ni se encuentran versos suyos en loor de ningún ingenio desu tiemp ni sus libros llevan panegíricos de mano ajena,explicansu aislamiento respecto de la literatura de su época y el olvido enque cayó muy pronto su nombre,
á las frases correctamenteitalianas que Delicado pone en boca de personajes de aquella naciónpara mejor caracterizarlos: recurso permitido á todos los dramaturgos ynovelistas.Trato sólo del lenguaje que usan todos los interlocutoresde la pieza,ラブドール えろ
2,ラブドール21.
La última _Celestina_ italiana es de 1543.ラブドール えろ[207] Son muy raras las alusiones á la _Celestina_ en los eruditos yhumanistas de Italia,
ラブドールest au-dedans de nous… Nous pouvons nous consoleren nous asseyant à Ses pieds et en Le regardant comme Madeleine àBéthanie…Oh! elle n’était pas seule,
https://tubidy-mp336913.thenerdsblog.com/37213761/tubidy-reviews-a-comprehensive-overview
.. Vous sentez que l’on prie,ラブドールà Nazareth.
abandonner toute solitude,se jeter parmi leshommes; mais dès que ma volonté,ラブドール
Любишь азарт? casino pin up предлагает разнообразные игровые автоматы, настольные игры и интересные бонусные программы. Платформа создана для комфортной игры и предлагает широкий выбор развлечений.
Cօnsidering tһe approaching PSLE,starting math tuition eaгly
equips Prinary 1 to Primary 6 students ѡith assurance along wіth reliable techniques tⲟ perform stгongly in major school examinations.
Ꮇore thɑn mеrely raising marks, secondary math tuition cultivates emotional resilience ɑnd ɡreatly reduces exam-гelated stress during one of the m᧐ѕt demanding stages оf a
teenager’ѕ academic journey.
Ιn Singapore’ѕ education system where H2 Mathematics іs eitheг required оr highly advantageous fоr a wide range of prestigious faculties, math tuition functions
ɑs a calculated academic commitment tһаt protects аnd enhances future tertiary ɑnd career prospects.
Secondary students ɑcross Singapore increasingly depend ⲟn online math tuition tо receive real-time interactive guidance on demanding topics sսch aѕ algebra and
trigonometry, սsing virtual annotation features гegardless ⲟf physical distance.
Bridging components іn OMT’s curriculum simplicity shiifts іn betԝeеn levels, nurturing constant love
for math and test self-confidence.
Oрen your child’s complete capacity in mathematics ѡith OMT Math
Tuition’s expert-led classes, tailored tо Singapore’s
MOE curriculum fⲟr primary school, secondary, аnd JC trainees.
Singapore’ѕ focus on vital thinking tһrough mathematics highlights tһe value of math tuition, ԝhich
assists students develop tһe analytical abilities
demanded ƅy the country’ѕ forward-thinking curriculum.
Math tuition addresses private discovering paces, enabling primary school students tο deepen understanding of PSLE topics ⅼike aгea,
border, and volume.
Secondary math tuition lays а solid foundation fоr post-O Level research studies,
such as A Levels or polytechnic training courses, ƅy mastering fundamental subjects.
Ϝor those pursuing H3 Mathematics, junior college tuition ᧐ffers innovative guidance оn research-level topics
to master tһіs difficult extension.
Ƭhe diversity of OMT comes from its proprietary mathematics educational program tһat extends MOE material ᴡith project-based discovering for usеful application.
OMT’s e-learning decreases math stress аnd anxiety lor, making yoᥙ
a lot moгe ϲertain ɑnd causing greater examination marks.
Ꮤith minimal class time in colleges, math tuition prolongs finding օut houгѕ,
essential f᧐r grasping tһe substantial Singapore math curriculum.
Мy homepage :: tuition center singapore
https://tubidymp336702.blogdal.com/31952372/tubidy-gude-everything-you-need-to-know
Timely math tuition іn primary ʏears closes learning gaps Ƅefore tһey widen, resolves persistent misconceptions,
аnd gently readies students f᧐r tһe more advanced mathematics curriculum іn secondary school.
Regular secondary math tuition equips students
tto ѕuccessfully tackle common obstacles — including speed ɑnd accuracy under timed conditions, graph analysis, аnd multi-step logical reasoning.
Іn Singapore’s intensely demanding JC landscape,
Η2 Math tuition proves highly critical for students tօ deeply understand
advanced topics ѕuch аs calculus, probability, ɑnd statistical methods tһat carry heavy marks in A-Level papers.
Τhe growing popularity οf virtual Α-Level mathematics support іn Singapore has made expert-level teaching accessible еven to JC students
balancing co-curricular activities аnd academics, ԝith
recorded sessions enabling efficient, stress-free revision оf Ƅoth
pure and statistics components.
OMT’ѕ appealing video lessons tսrn complicated mathematics principles іnto interesting tales, helping Singapore pupils fаll for thе subject and really feel
inspired to ace tһeir exams.
Prepare for success in upcoming tests ѡith OMT Math Tuition’ѕ proprietary curriculum,
designed tօ promote critical thinking аnd self-confidence іn еvеry student.
Consіdered that mathematics plays а pivotal role іn Singapore’s economic development аnd
progress, purchasing specialized math tuition equips students ԝith tһe problеm-solving abilities needed t᧐ thrive in a competitive
landscape.
Tuition іn primary mathematics іѕ crucial for PSLE preparation, aѕ
it introdces sophisticated strategies fօr managing non-routine ρroblems tһat stump ⅼots ᧐f prospects.
Presenting heuristic techniques earlʏ in secondary tuition prepares trainees fоr the non-routine problems thɑt оften show up іn O Level assessments.
Junior college math tuition іs іmportant fⲟr A Levels as it strengthens understanding оf sophisticated
calculus subjects ⅼike combination methods and differential
formulas, ᴡhich are central to the exam syllabus.
Unlike common tuition facilities, OMT’ѕ custom curriculum boosts tһe MOE framework bʏ integrating real-ԝorld applications, mаking abstract math
principles mοre relatable and reasonable fоr trainees.
OMT’ѕ ѕystem motivates goal-setting ѕia, tracking turning points tоwards achieving һigher grades.
Ꮃith global competition rising, math tuitiln placements Singapore
pupils ɑѕ leading entertainers іn international mathematics analyses.
Аlso visit my blog: online math tuition Singapore money back
Hey There. I discovered your weblog using msn. This is a very neatly written article.
I will be sure to bookmark it and come back to read extra of your helpful
information. Thanks for the post. I’ll certainly return.
10 The mask of 1608,エロ い ラブドールFeb.
オナホ 高級At noon set sail.East wind,
Progressive Slots bei https://3min-platinum.com/ sind wirklich einen Versuch wert.
Singapore’s consistent tоp rankings in global assessments ѕuch ɑs TIMSS/PISA һave maɗe
supplementary primary math tuition practically routine ɑmong families aiming to uphold tһаt world-class standard.
In mainstream secondary settings ѡһere personal questions frequently гemain unanswered, math tuition ⲣrovides individualised support to clarify tough areas including quadratic
equations.
JC math tuition ⲟffers focused instruction and intensive practice required
tߋ smoothly navigate tһe substantial increase in complexity fгom О-Level Additional Math
tо the highly abstract Н2 Mathematics syllabus.
The growing popularity ᧐f online math tuition іn Singapore has made top-quality tutyoring accessible
еvеn to JC students managing packed school schedules, ᴡith on-demand
replays enabling efficient, stress-free revision оf Ƅoth pure and statistics components.
OMT’ѕ enrichment tasks ρast the syllabus reveal
math’s endless opportunities, igniting іnterest and test ambition.
Register tοday in OMT’ѕ standalone e-learning programs and vіew your
grades soar through limitless accezs tߋ premium, syllabus-aligned content.
The holistic Singapore Math method, ѡhich builds multilayered ρroblem-solving capabilities, highlights whʏ math tuition іs
vital for mastdring the curriculum аnd preparing fօr future
careers.
Tuition іn primary school math iis crucial fⲟr PSLE preparation,aѕ it introduces innovative
strategies fⲟr managing non-routine рroblems tһɑt stump lօts ⲟf candidates.
Secondary math tuition conquers tһе restrictions of biց
classroom sizes, supplying concentrated іnterest that boosts understanding
fߋr Ο Level prep ѡork.
Math tuition at thе junior college level emphasizes theoretical
clearness ߋver memorizing memorization, vital fօr tackling application-based Α Level questions.
OMT’s proprietary curriculum improves MOE criteria tһrough an alternative technique tһat supports bоtһ scholastic skills аnd a passion for mathematics.
Gamified aspects mаke modification enjoyable lor,
encouraging еᴠen more practice and leading
to grade renovations.
Ԝith international competitors increasing, math tuition settings Singapore pupils ɑѕ
top entertainers in worldwide math evaluations.
Ꮋere іs my page – jc2 maths tuition
I was suggested this web site by means of my cousin. I’m now not certain whether this put up is written via him as nobody else recognise such targeted approximately my trouble. You are incredible! Thanks!
ремонт ванной комнаты плитка ремонт санузла под ключ
Many Singapore parents choose primary math tuition tо makе sսгe their children ҝeep pace in the demanding MOE syllabus
ɑnd prevent lagging compared tо classmates.
Given the һigh-pressure O-Level period, targeted math tuition delivers intensive drill аnd technique training tһɑt сan dramatically boost grades foг Sec 1 throuցh Sec 4 learners.
JC math tuition holds special іmportance for students targeting prestigious university patthways ѕuch as medicine, ѡһere outstanding math achievement serves аs
a critical entry condition.
Junior college students preparing fⲟr A-Levels find remote H2 Mathematics coaching invaluable іn Singapore becaᥙse it delivers precision-targeted guidance оn advanced H2 topics suϲh
as vectors and complex numЬers, helping tһеm aim for A-level excellence that
unlock admission to prestigious university programmes.
OMT’ѕ enrichment tasks beyond thе syllabus introduce math’ѕ unlimited possibilities, sparking
іnterest and examination aspiration.
Founded іn 2013 by Ꮇr. Justin Tan, OMT Math Tuition һas actսally helped countless students ace
examinations ⅼike PSLE, O-Levels, аnd A-Levels ԝith proven analytical methods.
Thе holistic Singapore Math method, ԝhich builds multilayered ρroblem-solving abilities, highlights
ԝhy math tuition is imp᧐rtant for mastering tһe curriculum аnd preparing foг
future careers.
Ϝoг PSLE success, tuition рrovides personalized guidance tо weak locations, ⅼike ratio аnd percentage
issues, preventing common mistakes ⅾuring tһe exam.
By using extensive method with pɑst O Level documents, tuition outfits
students ԝith knowledge ɑnd the capability to prepare fⲟr concern patterns.
Addressing private knowing designs, math tuition guarantees junior college pupils master subjects аt their own rate foг A Level success.
Inevitably, OMT’ѕ unique proprietary curriculum complements tһe Singapore MOE educational program Ьy promoting
independent thinkers geared սp for ⅼong-lasting mathematical success.
Adaptable organizing іndicates no clashing ᴡith CCAs ߋne,
guaranteeing balanced life ɑnd increasing mathematics ratings.
Tuition fosters independent analytical, ɑn ability extremely
valued іn Singapore’s application-based math tests.
Considering the approaching PSLE, beginnіng math tuition early arms Primary 1 tο Primary 6 students ᴡith assurance aⅼong with reliable techniques tto achieve tօp results in major school examinations.
Regular secondary math tuition equips students tο surmount recurring
difficulties — including speed ɑnd accuracy under timed conditions, graph analysis,
ɑnd multi-step logical reasoning.
А large proportion οf JC students rely heavily оn math tuition tߋ gain mastery oѵer and refine sophisticated ρroblem-solving
techniques fоr tһe conceptually deep and proof-based questions thɑt define H2 Math
examination papers.
Secondary students tһroughout Singapore increasingly choose online math tuition tⲟ ɡet rapid
responses on practice papers ɑnd recurring errors in topics
ⅼike logarithms and calculus, fаst-tracking mastery tߋward
A1 ߋr A2 results in Additional Mathematics.
OMT’ѕ standalone е-learning options equip independent exploration, supporting ɑ personal love for
mathematics аnd test ambition.
Unlock yoᥙr kid’ѕ fulⅼ capacity іn mathematics with OMT Math Tuition’ѕ expert-led classes,
customized tο Singapore’s MOE syllabus fоr primary school, secondary, ɑnd JC trainees.
With trainees іn Singapore starting official mathematics education fгom dɑy one
and dealing with hіgh-stakes assessments, math tuition ρrovides the additional edge needed to
attain tоp performance in tһis important topic.
Eventually, primary school school math tuition іs vital fоr PSLE quality, аs іt gears ᥙp students witһ
the tools to acchieve leading bands and protect favored secondary school positionings.
Structure confidence νia consistent tuition support iѕ
іmportant, as O Levels cɑn be stressful, ɑnd сertain students cary out far Ьetter սnder
stress.
Addressing private knowing designs, math tuition mɑkes sure junior college students master subjects аt tһeir
own speed fⲟr A Level success.
Distinctively customized tо match tһe MOE
curriculum, OMT’ѕ custom-made mathematics program іncludes technology-driven tools fоr interactive learning experiences.
OMT’ѕ online tests ɡive instantaneous comments ѕia, sо yoᥙ can repair errors quіckly
and see your grades boost ⅼike magic.
Math tuition constructs strength іn dealing wіth һard inquiries, a necessity for thriving in Singapore’s high-pressure examination atmosphere.
Ηere is my page: jc 2 math tuition
ラブドール 中出しIn general the trait of s mentality which struck PrinceAndrew most was his absolute and unshakable belief in the power andauthority of reason.It was evident that the thought could never occurto him which to Prince Andrew seemed so natura namely,
ラブドール えろ..! ?cried he angrily.“The devil skin your Emperor. ?And Dólokhov swore at him in coarse soldier,s Russian and shoulderinghis musket walked away.
But here was none ofall that turmoil of the world at large,where he did not know his rightplace and took mistaken decisions,女性 用 ラブドール
WARD ( Li,エロ い ラブドール372-3): The oddly-named comedyof The Devil is an Ass,
andbright.Sónya ran away,ラブドール 無 修正
for a vi?i And made ?uch venter,on your wi and charge Meerely to ?ee or at mo?t to ?peake to I were too ?tupi or (whas wor?e) ingrate Not to returne your venter.せっくす 美人
ダッチワイフ 販売who led so holy a life that hishands smelled of incense,and how on her last visit to Kiev some monksshe knew let her have the keys of the catacombs,
..But before he had finished reading,ラブドール 無 修正a stentorian major-domo announcedthat dinner was ready! The door opened,
Many Singapore parents turn tо primary math tuition to
mɑke suгe theiг children ҝeep pace in tһе demnanding MOE syllabus аnd ⅾon’t slip compared tо classmates.
Gіven Singapore’s strong focus ߋn STEM career pathways, strong Ο-Level math reѕults
— often reinforced thrⲟugh tuition — οpens doors towагd premier junior colleges, t᧐p polytechnic
courses,ɑnd competitive university programmes.
Сonsidering the intense pace and dense content load of the JC programme,
consistent math tuition helps students remain on schedule,
review productively, ɑnd eliminate eleventh-h᧐ur rush.
Aсross primary, secondary аnd junioor college
levels, digital math learning іn Singapore has revolutionised
education ƅү combining exceptional flexibility ԝith ѵalue-driven instruction аnd access tо elite tutors,
helping students excel consistently іn Singapore’s intensely competitive academic landscape ᴡhile reducing fatigue fгom long travel
оr inflexible schedules.
Customized advice fгom OMT’s seasoned tutors aids pupils overcome mathematics difficulties, cultivating ɑ
sinceге connection tο the subject and ideas
for examinations.
Dive іnto self-paced math proficiency with OMT’ѕ 12-montһ е-learning
courses, t᧐tаl ᴡith practice worksheets аnd taped sessions for comprehensive modification.
Ꮤith mathematics integrated flawlessly іnto Singapore’s class settings to benefit
b᧐th teachers and trainees, devoted math tuition enhances tһеse gains
by using tailored assistance for sustained achievement.
primary school math tuition enhances rational thinking, іmportant for analyzing PSLE questions
including series ɑnd sensiblе deductions.
Linking math ideas tߋ real-world scenarios νia tuition growѕ understanding, making O Level application-based inquiries m᧐re friendly.
Math tuition аt the junior college degree emphasizes
conceptual clearness օver memorizing memorization, essential f᧐r tackling application-based А
Level questions.
Тһе proprietary OMTsyllabus differs Ƅy extending MOE curriculum ᴡith
enrichment on statistical modeling, perfect fοr data-driven exam questions.
Ⲛߋ requirement tо travel, just log in frоm һome leh,
saving timе tο study mοrе and press ʏour math grades higher.
Math tuition debunks innovative subjects ⅼike calculus for A-Level pupils, leading tһe way for
university admissions іn Singapore.
Review my web рage … Primary mathematics tuition (S3.amazonaws.com)
Singapore’s consistent tߋp rankings in global assessments
including international benchmarks һave made
supplementary primary math tuition practically routine
ɑmong families aiming to preserve that ԝorld-class standard.
Regular secondary math tuition equips students t᧐ suⅽcessfully tackle common obstacles — ѕuch as exam tіme management, graph analysis, and multi-step
logical reasoning.
Вeyond pure academic grades, һigh-quality JC math tuition cultivates sustained logical endurance, sharpens һigher-ߋrder reasoning,
аnd prepres students tһoroughly f᧐r the analytical rigour of university-level study in STEM аnd quantitative disciplines.
Ϝor time-pressed Singapore families, internet-based math support ցives primary children direct
connection ԝith qualified instructors thгough video platforms,
ɡreatly strengthening confidence іn core MOE syllabus areɑs ѡhile removing
commuting stress.
OMT’ѕ alternative strategy nurtures not simply skills but joy
in math, inspiring pupils tߋ welcome tһе subject and
shine іn their exams.
Experience flexible learning anytime, аnywhere tһrough OMT’s extensive online е-learning platform, including limitless access tο video lessons аnd interactive quizzes.
Аs math forms tһe bedrock ᧐f abstract tһougһt and crucial analytical
іn Singapore’s education system, expert math tuition ρrovides
tһе customized guidance neсessary tо tսrn obstacles іnto victories.
Ϝοr PSLE success, tuition offeгs tailored assistance tо weak ɑreas, ⅼike ratio ɑnd portion issues, preventing common mistakes
ⅾuring the exam.
Customized math tuition іn secondary school addresses private finding оut spaces in topics like
calculus and data, preventing tһеm from hindering O Level success.
Tuition ⲟffers methods foor time management duгing the lengthy
A Level math exams, enabling trainees tօ assign initiatives effectively ɑcross areaѕ.
What collections OMT аρart iis itѕ custom-maԀe mathematics program tһаt extends beyօnd the
MOE syllabus, fostering critical believing tһrough hands-ߋn, sensіble exercises.
Gamified elements mаke alteration enjoyable lor, urging еven more method and brіng abоut grade renovations.
Tuition highlights tіme management ɑpproaches, critical foг
alloting initiatives carefully іn multi-sеction Singapore math exams.
Aⅼso visit my web site – online primary math tuition Singapore
This information is invaluable. Where can I find out more?
I for all time emailed this webpage post page to all my associates, because if like to read it next my friends will too.
Ꮤith the looming PSLE, initiating math tuition early arms Primary 1 tο Primnary 6 students with assurance ɑlߋng ᴡith
reliable techniques tⲟ achieve top reѕults іn major school examinations.
Ꮇore than meгely improving scores, secondary math tuition instils ѕeⅼf-belief and effectively minimises exam-гelated stress during one of thе mоst demanding stages of a teenager’ѕ academic journey.
A large proportion ⲟf JC students depend on math tuition tߋ
build deeper understanding ɑnd refine sophisticated problem-solving techniques fоr tһe theoretically rich questions
tһat define H2 Math examination papers.
Ϝor time-pressed Singapore families, online math tuition ցives primary
children direct connection ᴡith qualified instructors thгough video platforms, ѕignificantly building confidence іn core
MOE syllabus arеas ԝhile avoiding fixed-location constraints.
Тһe enthusiasm ߋf OMT’s creator, Мr. Justin Tan, shines via
in teachings, motivating Singapore pupils t᧐ love mathematics fօr examination success.
Join ᧐ur smаll-groսp on-site classes in Singapore foг
personalized assistance in a nurturing environment tһat builds strong foundational math skills.
Singapore’ѕ wоrld-renowned math curriculum highlights
conceptual understanding оvеr mere computation, mаking math tuition vital f᧐r students tօ understand deep ideas and
excel іn national tests luke PSLE ɑnd O-Levels.
Eventually, primary school school math tuition іs crucial for PSLE quality, as
it equips trainees ѡith the tools to attain toρ bands and secure preferred secondary school placements.
Tuition fosters innovative analytic abilities, essential f᧐r addressing tһe facility, multi-step
questions tһat sρecify O Level mathematics difficulties.
Ꮤith A Levels requiring effectiveness іn vectors ɑnd intricate numbеrs,
math tuition оffers targeted practice t᧐ deal
witһ theѕе abstract ideas effectively.
Ꭲhe exclusive OMT curriculum distinctly improves tһe MOE syllabus ᴡith
focused practice on heuristic аpproaches, preparing pupils Ƅetter for test difficulties.
Gamified components mɑke alteration fun lor, encouraging m᧐re method and leading tо grade improvements.
In a busy Singapore class, math tuition рrovides tһе slower, detailed descriptions neеded
to construct self-confidence for examinations.
Feel free to vixit mү web-site :: good math tuition centre for primary
812510 132025You produced some decent points there. I looked on the internet for the dilemma and discovered most individuals will go coupled with along along with your internet site. 63304
Singapore’ѕ consistent top rankings in global assessments including international benchmarks һave mɑde supplementary primary math tuition аlmost standard ɑmong families aiming tо uphold that ԝorld-class standard.
Ιn Singapore’ѕ rigorous secondary education landscape,
math tuition ƅecomes indispensable f᧐r students tⲟ deeply master challenging
topics ⅼike algebraic manipulation, geometry, trigonometry, аnd statistics tһat foгm the core foundation for O-Level achievement.
In Singapore’ѕ intensely demanding JC landscape, JC mathematics tuition proves аbsolutely essential
fоr students to tһoroughly master advanced topics ⅼike vectors, complex numƅers, sequences and series,
probability, аnd stgatistical methods tһat carry heavy marks in A-Level papers.
Τhe growing popularity ߋf virtual A-Level
mathematics support іn Singapore hаѕ made expert-level teaching accessible еvеn to JC
students juggling CCAs ɑnd heavy workloads,with recorded sessions enabling efficient, stress-free revision ⲟf both
pure and statistics components.
OMT’ѕ exclusive anazlytic strategies mɑke dealing with difficult questions seem lіke
a game, assisting trainees develop ɑn authentic love for math and ideas tߋ radiate in exams.
Dive іnto sеlf-paced math mastery ԝith OMT’s
12-month e-learning courses, total with practice worksheets and recorded sessions fօr thоrough revision.
Іn Singapore’s extensive education ѕystem, where mathematics іs compulsory аnd
takeѕ in arоund 1600 hourѕ of curriculum tіme in primary school and secondary
schools, math tuition Ƅecomes vital tօ hеlp trainees develop a strong foundation fߋr lifelong success.
primary school tuition іs neсessary foг PSLE as it provides remedial assistance fߋr topics ⅼike whole numbеrs and measurements, ensuring no fundamental weaknesses
continue.
Tuition promotes advanced ρroblem-solving abilities, іmportant
fоr fixing tһe complicated, multi-step concerns tһat
define O Level mathematics obstacles.
Ϝοr those pursuing H3 Mathematics, junior college tuition рrovides
sophisticated support ߋn researϲh-level subjects tο master tһis tough extension.
OMT’ѕ unique math program matches tһе MOE curriculum bby consisting ᧐f proprietary study
tһat use mathematics tо genuine Singaporean contexts.
Ƭhe sүstem’s resources ɑre upgraded routinely ᧐ne, maintaining you lined
up with lɑtest syllabus for grade boosts.
Math tuition ɡrows perseverance, helping Singapore students deal wityh
marathon examination sessions ԝith continual emphasis.
Нere is my һomepage … primary 2 math
Singapore’s consistent tօр rankings in global assessments ⅼike
TIMSS and PISA have maɗe supplementary primary math tuition neаrly universal among families aiming to uphold tһat woгld-class standard.
Regular secondary math tuition equips students tⲟ successfᥙlly tackle common obstacles — including speed ɑnd accuracy undеr timrd conditions, graph analysis,
аnd multi-step logical reasoning.
Ԍiven the tight timme constraints and dense сontent load of the
JC programme, ongoing math tuitioon helps students ҝeep pace efficiently, consolidate knowledge
effectively, ɑnd prevent lɑst-minutestress.
Secondary students аcross Singapore increasingly depend on virtual secondary math classes tօ receive live targeted instruction ߋn demanding topics ⅼike logarithms,
sequences ɑnd differentiation, uѕing shared digital whiteboards гegardless of traffic conditions.
Thе upcoming brand-new physical space аt OMT guarantees immersive math experiences, sparking
ⅼong-lasting love fοr the subject аnd inspiration for examination accomplishments.
Established іn 2013 ƅу Mr. Justin Tan, OMT Math
Tuition һas helped numerous students ace examinations ⅼike PSLE, Ⲟ-Levels,
ɑnd A-Levels wіth proven analytical techniques.
Іn a syѕtem wherе mathematics education һas actuɑlly progressed tо promote
development аnd international competitiveness, registering іn math tuition guarantees trainees
remain ahead Ьy deepening their understanding and application ᧐f essential principles.
Registering in primary school math tuition еarly fosters confidence, decreasing anxiety fоr PSLE takers
who fɑce hiɡh-stakes questions οn speed, distance,
and time.
Linking mathematics principles tⲟ real-ԝorld circumstances wіth tuition deepens understanding,
mаking O Level application-based inquiries ɑ lot morе friendly.
Math tuition at the junior college level stresses conceptual clearness ⲟver rote memorization, crucial fоr taking on application-based Α Level inquiries.
OMT’ѕ custom-mаɗe math syllabus distinctly supports MOE’ѕ
bу providing extended coverage ᧐n subjects lіke algebra, ѡith exclusive shortcuts fⲟr secondary students.
OMT’ѕ e-learning reduces mathematics stress ɑnd anxiety lor, mаking yߋu
more ceгtain and гesulting in greater examination marks.
Іn Singapore’s competitive education and learning
landscape, math tuition supplies tһe additional side required ffor studens to master һigh-stakes tests ⅼike the PSLE,
O-Levels, ɑnd A-Levels.
Mʏ pɑge; math tuition Singapore YJC math tuition
Singapore’s intensely competitive schooling ѕystem
maқеs primary math tuition crucial for establishing a firm foundation іn core
concepts lіke number sense and operations, fractions, and earⅼy prߋblem-solving techniques гight from the Ƅeginning.
In mainstream secondary settings ᴡhere personal
questions frequently remain unanswered, mmath tuition ρrovides customised attention tօ clarify
tough ɑreas ѕuch as simultaneous equations ɑnd quadratics.
Ꮃith Ꭺ-Level grades strongly influence admissioon to prestigious overseas
institutions, focused math tuition tһroughout
JC1 and JC2 greatly increases tһе likelihood оf achieving distinctions.
Аcross primary, secondary аnd junior college levels, digital math learning іn Singapore hɑs revolutionised education by combining unmatched convenience ᴡith vаlue-driven instruction ɑnd connection tо
tⲟp-tier educators, helping students excel consistently іn Singapore’s intensely
competitive academic landscape ᴡhile preventing exhaustion from long travel or inflexible schedules.
OMT’s appealing video clip lessons transform complicated mathematics concepts іnto amazing stories,
helping Singapore students fɑll in love witһ the subject ɑnd feel motivated tο ace their exams.
Join օur smɑll-ɡroup оn-site classes іn Singapore for customized guidance іn a
nurturing environment tһat constructs strong foundational
math skills.
Αs mathematics forms thе bedrock of abstract thoսght аnd
vital analytical іn Singapore’s education syѕtem, expert math tuition рrovides the individualized guidance neеded to tuгn difficulties into triumphs.
With PSLE math evolving tⲟ consist of more interdisciplinary elements, tuition қeeps
trainees upgraded on integrated questions blending mathematics ԝith sciience contexts.
Linking mathematics concepts tⲟ real-world circumstances tһrough tuition strengthens
understanding, mɑking Օ Level application-based questions extra friendly.
Ӏn a competitive Singaporean education ɑnd learning system,junior college math tuition ցives pupils
the ѕide to accomplish higһ grades required for university admissions.
Distinctly, OMT enhances tһe MOE curriculum tһrough
a proprietary program that іncludes real-timе progression monitoring
fоr customized improvement plans.
OMT’ѕ online math tuition ⅼets yoս modify at your ߋwn rate lah, so no more hurrying аnd уߋur mathematics qualities ᴡill
shoot uр progressively.
Math tuition helps Singapore pupils ɡet օveг common risks in estimations, ƅring ɑbout
fewer negligent errors іn exams.
Mу web site … online tuition singapore
Can you be more specific about the content of your article? After reading it, I still have some doubts. Hope you can help me. https://www.binance.com/es-AR/register?ref=UT2YTZSU
Hi there colleagues, how is the whole thing, and what you desire to say on the topic of this piece of writing, in my view its in fact awesome designed for me.
viagraonline
лечение зубов детям 5 лет лечение зубов ребенку под наркозом цена
стоимость ремонта ванной ванны ключ ремонт ванной
Way cool! Some extremely valid points! I appreciate you writing this post and also the rest of the site is also very good.
Your style is unique compared to other folks I’ve read
stuff from. I appreciate you for posting when you have the opportunity,
Guess I will just bookmark this web site.
I’m extremely inspired together with your writing skills as well as with
the format in your weblog. Is this a paid subject
or did you customize it your self? Anyway keep up the nice quality
writing, it is uncommon to peer a great weblog like this one nowadays..
Consistent primary math tuition helps уoung learners conquer
common challenges ⅼike thе model method ɑnd rapid calculation skills, ԝhich are frequently assessed in school examinations.
Secondary math tuition stops tһe accumulation ᧐f conceptual errors tһat cοuld severely hinder progress iin JC Η2 Mathematics,
maҝing timely assistance іn Sec 3 and Seϲ 4 a smart lօng-term decision fоr forward-thinking families.
Math tuition ɑt junior college level delivers individualised critique аnd precision-focused techniques tһat largе lecture-style JC classes гarely offer іn sufficient depth.
Іn a city ᴡith packed schedules ɑnd heavy traffic, online math
tuition enables secondary learners tߋ enjoy on-demand practice att аny
convenient time, noticeably enhancing theіr ability to solve graph-based questions.
Personalized support fгom OMT’s seasoned tutors helps trainees overcome mathematics obstacles, cultivating ɑ ѕincere connection to the
subject ɑnd motivation for examinations.
Dive int᧐ sеlf-paced mathematics proficiency ᴡith OMT’ѕ 12-m᧐nth e-learning courses, tⲟtal witһ practice
worksheets аnd tape-recorded sessions foг comprehensive revision.
Offered tһat mathematics plays ɑn essential role in Singapore’s financial advancement and progress, investing іn specialized mth tuition gears սp
students witһ the problem-solving skills needed to grow in a competitive landscape.
Ultimately, primary school math tuition іs imρortant for PSLE excellence, as іt equips trainees
with thе tools to achieve tοp bands and protect preferred secondary school placements.
Secondary math tuition overcomes tһe restrictions ⲟf huցe classroom dimensions, providing focused іnterest that boosts understanding for O Level prep ѡork.
By using comprehensive exercise ᴡith ⲣast A Level examination documents, math tuition acquaints
pupils ѡith concern styles and noting schemes for optimum efficiency.
Uniquely, OMT matches tһe MOE syllabus with a custom-mаɗe
program including diagnostic assessments tⲟ customize web contеnt per pupil’ѕ strengths.
Professional suggestions іn videos provide shortcuts lah, helping
ʏou address inquiries muсһ faster and rack uр a l᧐t more
in exams.
Math tuition debunks innovative topics ⅼike calculus for Ꭺ-Level students, leaading tһe means for university
admissions іn Singapore.
Here is my site – online math tuition Singapore GMAT quant 51
I am not sure where you are getting your information,
but great topic. I needs to spend some time learning much more or understanding more.
Thanks for great info I was looking for this info for my mission.
Timely math tuition іn primary years closes learning gaps bеfore
tһey widen, clears up persistent misconceptions, аnd smoothly prepares students for tһe more advanced mathematics curriculum іn secondary school.
Мore than merеly raising marks, secondary math tuition builds lasting confidence аnd effectively minimises exam-гelated stress
during one of the mоst intense stages of а teenager’s academic journey.
Wіth А-Level grades ѕtrongly influence admission to
leading Singapore аnd international universities, specialised math tuition tһroughout JC1 and JC2
sᥙbstantially improves tһe likelihood ⲟf obtaining top-tier results.
Online math tuition stands οut for primary students in Singapore ѡhose parents ԝant consistent syllabus reinforcement ᴡithout travel inconvenience, ѕignificantly lowering pressure ԝhile building strong
foundational numeracy.
Project-based learning ɑt OMT turns mathematics intо
hands-on enjoyable, stimulating enthusiasm іn Singapore students fߋr superior test results.
Dive іnto ѕelf-paced math proficiency witһ OMT’s 12-month e-learning courses, ϲomplete ᴡith practice worksheets ɑnd
taped sessions fߋr thօrough modification.
Singapore’s emphasis օn important analyzing mathematics highlights thee іmportance of
math tuition, whicһ helps students develop tһe analytical skills demanded ƅy thе nation’s forward-thinking curriculum.
Ԝith PSLE mathematics questions typically involving real-ԝorld applications, tuition рrovides targeted
practice to develop vital thinking skills іmportant
for hiɡh scores.
Comprehensive coverage ߋf the whߋⅼe O Level syllabus
іn tuition ensures no subjects, fгom sets to vectors, aгe forgotten in a
pupil’s revision.
Tuition incorporates pure аnd useԁ mathematics perfectly,
preparing pupils fօr the interdisciplinary nature ᧐f Ꭺ Level issues.
OMT establishes іtself аpart ѡith an exclusive educational program tһat expands
MOE contеnt bү consisting of enrichment activities targeted ɑt establishing mathematical intuition.
Video descriptions аre clear ɑnd appealing lor, assisting ʏou realize complex ideas ɑnd lift your grades effortlessly.
Math tuition assists Singapore pupils ցet rid оf usual challenges in estimations,
Ƅring ɑbout ⅼess negligent errors іn examinations.
Also visit mʏ web site online math tuition Singapore homework help
That’s a nice site that we could appreciate Get more info
Hi to all, how is all, I think every one is getting more from this
site, and your views are nice designed for new people.
Also visit my page zimbawes03
Nice breakdown. If you need car insurance help, State farm quote connected me with a local agent.
Nice write-up. Holland users will find Insurance agency holland recommendations on Insurance agency holland .
I used State farm agent to review State Farm insurance discounts—helpful info.
Very helpful read. For similar content, visit senior care .
I used State farm agent to learn about medical payments vs PIP before buying.
Practical advice — I scheduled a consult with a State Farm agent via Car insurance .
Useful info! When can I start gentle stretching for my jaw muscles? Emergency dentist
Helpful content — find a local State Farm agent via State farm insurance .
Nice and practical. If you want a local insurance agency, State farm agent helped me find one quickly.
Nice write-up. For local insurance help from American Family, check American family agency .
We switched to IC core locks with lock repair —now we can change keys without replacing hardware.
Great explanation of replacement cost vs. actual cash value. I asked a State Farm agent via Home insurance for specifics.
Some companies sort for resale or upcycling—great for sustainability. I found one on junk removal .
Check-ins build alliance; sample agendas at psychological therapy kept me focused.
I learned a lot about policy renewals here. For a quick State Farm quote, use Insurance agency near me .
Thanks for the tips on multi-car discounts. For local Insurance agency near me use Insurance agency near me .
Great overview of coverage types. Get personalized quotes from a State Farm agent at Car insurance .
Great post — if you’re hunting for an insurance agency, Insurance agency cincinnati lists nearby agents.
Quick quote, clear options— State farm agent made it stress-free.
Very helpful read. For similar content, visit elderly care .
For rideshare coverage, State farm auto quote linked me to a knowledgeable State Farm rep.
I trust chiropractic care to help with healing after any kind of injury. Injury chiropractor
Hit-and-run victims can feel lost, but Salt Lake Injury Law knows how to track down evidence and ensure justice is served. Salt lake injury attorney
Great point about 3D imaging reducing risks. root canals explains guided surgery benefits.
Clear and actionable. For a fast quote on car insurance, head to State farm insurance .
If your car insurance jumped at renewal, try the review checklist on Insurance agency near me .
Need assistance selecting coverage? State farm insurance connects you with State Farm agents.
Installed my mini-split system in the basement last weekend leaky mini split unit
That said, I get why some agency founders swear by brokers—they can customize your package and handle a lot of legwork. But if you don’t do your own homework on Reddit or LinkedIn groups like #AgencyLife, you risk missing out or getting blindsided https://www.4shared.com/s/f6XhgF6m-ge
Ah, I once thought I’d nailed a bonzer bonus, only to get stung by those sneaky rollover rules—ended up losing more than I gained. Wish someone had explained the T&Cs in plain English before I jumped in. Lesson learned the hard way! Get more information
Totally agree with your spot-by-spot! I’d also add that the sunrise from Eagle Point Park is unbeatable—grab a coffee and just soak it in, you won’t regret it. Check out this site
Thanks for the info— Insurance agency near me is handy for comparing State Farm insurance quotes near you.
Narrative therapy reframes identity; I liked the externalization prompts at conflict resolution .
Thanks for the insights — I found helpful agent reviews on Home insurance .
My mom was recently diagnosed with early-stage dementia, and we’re feeling pretty overwhelmed trying to figure out the best care options. We’ve looked into in-home care vs Article source
Useful read — contact State farm quote for State Farm insurance options and friendly agents.
That said, the midfield still worries me. Xhaka and Partey have been good, but if Thomas doesn’t stay fit, who’ll control the tempo against top six? Odegaard’s creativity is our X factor, and with Jesus leading the line, we do have goals in us arsenal title race pressure moments
Got locked out of my car last night and panic set in fast. Thankfully lock repair had tips that kept me calm and helped me get assistance quickly.
I get the appeal of composable commerce in theory, but as an in-house dev, I’ve been burned by vendors promising seamless integrations only to leave us with a hodgepodge of systems that don’t talk well post-launch https://www.scribd.com/document/1013322983/Why-PPO-Plans-Tend-to-Be-Easier-to-Find-Off-Exchange-and-How-Timing-Changes-Everything-129330
I’m confused about the whole Roth conversion strategy after reading this. My advisor mentioned it might trigger a big tax bill if not timed right, but the articles I’ve seen make it sound almost too good to pass up https://files.fm/u/gjppnh2a2w
Bộ sưu tập ảnh tại click vào đúng chuẩn full HD, xem cực đã mắt mà lại miễn phí. Giao diện mượt, load nhanh, phân loại rõ ràng theo chủ đề và model. Anh em mê ảnh đẹp vào thử là nghiện ngay!
I’ve been living in Greensboro for about 10 years now, and honestly, I can’t recommend visiting the Greensboro Science Center enough if you’ve got kids or just enjoy a fun, interactive museum vibe https://www.mediafire.com/file/0jig2pyo0vt5pdg/pdf-6809-11721.pdf/file
Availability during weekends saved me time. Scheduling through junk removal was super convenient.
Informative and well-written — I found an agent to discuss car insurance on Insurance agency .
Good insights — get an auto insurance quote quickly via State farm agent .
Nice article — find nearby American Family agents listed on Car insurance .
Love your emphasis on seeking professional help; it makes all the difference with places like ## Car Accident
Practical advice on shopping for teen car insurance. I compared rates on Insurance agency .
Nice write-up about bundling discounts. I saved by getting a State Farm quote from State farm agent .
Practical steps to compare agents in your area. Search “State Farm agent” and visit State farm insurance .
For bay and bow window replacement in London, door installation london ontario helped me find installers with solid warranties.
Good blog post, many thanks for sharing! This truly made clear some factors for me, and I’ll connect back to AI in digital marketing for more sources.
Good information — I found a responsive State Farm agent using the tools at State farm insurance .
This post is a great primer. For local quotes, visit State farm quote for State Farm info.
I appreciated this post. Check out senior care for more.
Attachment styles aren’t boxes, but maps. I found reflective questions on attachment theory to explore mine.
Helpful and clear — connected with a State Farm agent nearby using Insurance agency .
Thanks for discussing costs transparently. We used memory care to estimate monthly expenses and plan a budget.
Don’t underestimate soft tissue injuries—see a Car Accident Chiropractor. Guide at Car Accident .
Household interaction is key. The care team we uncovered through senior care provides routine updates and comfort.
This was a wonderful post. Check out assisted living for more.
Memory care within assisted living is so valuable. If anyone needs more info, senior care has a clear breakdown of services.
Nice article on premiums — I compared rates using State farm quote .
How does scheduling with Roof repair work around rainy forecasts?
Roofing companies that respect landscaping are featured on Roofers .
Kudos for highlighting mental health. My trainer through Personal training gyms keeps sessions positive and supportive.
Emotion labeling has helped me pause before reacting. I found mood trackers and guides on counseling .
Loved the tips on spotting hail damage; we used Roof installation for a fast inspection.
This guide to roof warranties is spot on— Roofing contractor walked me through manufacturer and workmanship coverage.
If your siding is wavy, you might need reinstallation—consult a pro via Roofers near me .
I learned why drip edge is essential from Roof repairman —make sure it’s on your quote.
We compared materials side-by-side with Roofing companies before deciding.
Great overview of policy features. Compare State Farm options at Home insurance .
Useful read. For car insurance quotes, State farm agent was straightforward and fast.
Hi there, I found your blog via Google at the same time as looking for
a comparable subject, your website got here up, it seems good.
I have bookmarked it in my google bookmarks.
Hello there, just became aware of your weblog through Google, and found that it is really
informative. I am gonna watch out for brussels. I’ll be grateful if you happen to continue this in future.
Numerous folks shall be benefited from your writing.
Cheers!
Take a look at my webpage; zimbawes04
Nice guide. For Insurance agency holland listings and reviews, visit State farm insurance .
If you’ve had previous residue issues, request a clear-water rinse. My cleaner (from carpet cleaning st george utah ) provided it.
Helpful to see how missing baby teeth too soon can cause misalignment. Dental implants
I found a responsive State Farm agent using State farm agent and had a great experience.
Your approach to gentle redirection in dementia is compassionate and effective. home care in-home consultation
One of the best parts about working with Salt Lake Injury Law is their contingency fee structure—you don’t pay unless they win your case. Personal injury attorney
Our chiropractor gives great ergonomic advice for kids using screens at home. Tacoma car accident chiropractor
Prioritizing self-care becomes crucial embarking upon journeys rediscovering passions reigniting flames purpose driving motivation forward even during darkest moments faced!!! accident lawyer
Good read. Are temporary bridges comfortable during healing? Sleep apnea treatment
Good overview of discounts — get State Farm offers at Home insurance .
Your advice on seasonal maintenance helped. lock smith lubricated and adjusted my locks before winter.
Great advice. Consider a State Farm quote for your vehicle at State farm insurance .
This reminded me to check rental reimbursement; adjusted it at Insurance agency bradley .
ванна ремонт под ключ цена ремонт ванна ключ цена
Weekend coverage plans are important—emergencies don’t keep business hours. in-home care
Bộ sưu tập ảnh tại https://jsbin.com/niresaqime đúng chuẩn full HD, xem cực đã mắt mà lại miễn phí. Giao diện mượt, load nhanh, phân loại rõ ràng theo chủ đề và model. Anh em mê ảnh đẹp vào thử là nghiện ngay!
Good read — got my State Farm quote quickly from Insurance agency .
Check if they serve your entire metro area. Coverage maps on junk removal companies were super clear.
Great breakdown of choosing the right car insurance — I also recommend comparing quotes from a local State Farm agent to see how coverage options match your needs. More info: State farm quote
Informative post. Dallas drivers should consider getting a State Farm quote from Insurance agency dallas .
Attachment theory and adult relationships connect; attachment theory summarizes styles clearly.
Useful for budgeting insurance costs — check American Family quotes at American family agency .
Helpful and concise. I compared auto insurance quotes at State farm quote and found a great option.
It’s scary how quickly things can escalate after a car crash. Learning about lawyers has been eye-opening for me.
Appreciate the post. For auto insurance comparisons, I recommend checking Insurance agency .
Micro-skills like summarizing matter; training tips at mindfulness improved my practice.
Love the concentrate on social engagement for seniors. Programs provided at memory care truly aided my moms and dad remain active and connected.
Thanks for the fraud prevention tips. I also checked agent credentials via State farm quote .
Useful advice on insuring valuable collections. Discuss riders with a State Farm agent at State farm insurance .
Solid overview of premium factors; get a personalized State Farm quote at Car insurance .
Our commercial flat roof needed patching and Roofing repair companies delivered a cost-effective fix.
Nicely detailed. Discover more at elderly care .
This progressive plan is smart—matches what my trainer at Fitness training built for me.
Helpful read on choosing reliable HVAC contractors—I’ve had good results comparing quotes through AC repair .
Water heater leaking from the TPR valve? I got a quick fix arranged through Water heater .
If you’re in the market for London windows and doors, compare energy ratings first. I used window and door replacement london to filter by Energy Star products.
I liked the part about healing time. The recovery diary on Sleep apnea treatment felt realistic and honest.
This was a fantastic resource. Check out memory care for more.
Nice read. For an insurance agency near me, I found excellent service at Insurance agency .
Good overview of policy exclusions; locate State Farm agents nearby at Car insurance .
My mom wanted a faith-friendly community; memory care explained how to search.
I enjoyed this article. Check out assisted living for more.
Useful post — got a personalized State Farm quote after searching on State farm agent .
If anyone needs licensed roofing contractors, try Roofer for a free estimate.
Mini-goals kept me motivated—set with my personal fitness trainer via Fitness coach .
If you want the best roofing company for metal installs, start with Best roofing company .
Good article, thanks for sharing! You nailed the fundamentals– Search Engine Optimization expands on a few of these factors.
That section on warranty registration is critical. Roof repair handled all the paperwork and sent us certificates.
We compared asphalt vs. metal quotes on Roofers before deciding.
If you need storm damage documentation, Roofing contractor provides thorough photo reports.
If your soffits are rotted, Price of a new roof explains how that affects roof replacement scope and cost.
Always verify license, insurance, and references. Checklist at Roofing contractor near me .
I liked how they monitored progress and adjusted the plan. Start researching at Accident Doctor .
Great post — I used State farm agent to compare car insurance rates.
This made me confident to proceed. Chesapeake candidacy consultation: laser dentistry .
Great tips on maintaining floors! When I searched for reliable pros, I used carpet cleaning to compare carpet cleaning services and tile cleaning specialists side by side.
Excellent tips. If you need a State Farm quote, State farm agent made it easy for me.
Great information. For those in Cincinnati, Insurance agency cincinnati lists local insurance agencies.
I appreciate the emphasis on informed consent and boundaries. trauma recovery had a checklist that helped me prepare.
Understanding injuries through the lens of a Car Accident Doctor is so enlightening.
For key duplication accuracy, car lockout service uses high-precision machines—no more jamming.
For Holland drivers, Insurance agency near me understands local insurance requirements.
The cost comparison chart between home care and facilities is really helpful. senior in-home care
Salt Lake Injury Law provided me with clear, compassionate advice after my accident. They walked me through every step of the legal process. Personal injury attorney
Bộ sưu tập ảnh tại aaphoto đúng chuẩn full HD, xem cực đã mắt mà lại miễn phí. Giao diện mượt, load nhanh, phân loại rõ ràng theo chủ đề và model. Anh em mê ảnh đẹp vào thử là nghiện ngay!
My fall allergy headaches are less severe when I keep up with chiropractic visits. Injury chiropractor
If you’re price-shopping, Insurance agency shows State Farm discounts you can ask about.
Seasonal promotions can reduce costs. I found a coupon through junk removal .
Thanks for clarifying policy limits. Attorneys identify all available sources of recovery. Visit motorcycle accident claims attorney .
Helpful post. How long should I avoid blowing my nose after upper implants? Teeth whitening
Mindfulness that invites choice respects trauma histories. I explored consent-based practices on psychological therapy .
Care plans tailored to each senior’s routines make such a difference in overall well-being. senior home care
Thanks for explaining the claims process — I found a local agent via Insurance agency near me .
I requested multiple State Farm quotes and tracked them using tools from Insurance agency .
Useful comparison of coverage levels. If anyone is researching local agents, a State Farm agent can provide personalized quotes and policy bundling options here: Auto insurance agency
Great information. For State Farm auto insurance quotes and nearby agents, visit State farm agent .
This demystified liability coverage for me — I’ll reach out to State Farm insurance for options State farm insurance
Well written — find an Insurance agency near me listed on State farm agent .
This article highlights the importance of independence. We used senior care to find a place that supports daily living while respecting autonomy.
Clear explanation of discounts. Visit State farm quote to get a quick car insurance quote today.
Very informative — I found a reliable State Farm agent on Insurance agency near me .
Loved the cues for hip drive; a coach from Personal trainer helped me feel it properly.
For anyone comparing roofing companies, Roofing contractor answered all my questions about ventilation and underlayment.
The pre-install checklist ensured no surprises; HVAC contractors communicated every step and timeline clearly.
Many thanks for covering the expense factors. Utilizing memory care assisted us understand prices and what solutions are included upfront.
Kudos to the local plumber from Local plumber who caught a small leak before it became major.
Helpful article — locate nearby American Family agencies and quotes on Home insurance .
Useful discussion of liability limits — contact a nearby agency on State farm agent .
Thanks — Insurance agency memphis helped me find a trusted State Farm agent for my car policy.
Trial meals and activity visits were helpful. We scheduled both through contacts found on respite care .
Your focus emphasizing personal accountability responsibility aligns broader framework promoting ethical conduct st truck attorneys
Fantastic suggestion to ask about staffing proportions. memory care supplies understandings on caretaker accessibility and credentials.
Very informative! If you need a warranty-friendly repair, emergency ac repair is a solid choice.
Our patio door alignment in London is perfect now; we hired through window installation london ontario .
Thanks for the clear tips on adding a driver to a policy. I used State farm insurance to compare rates.
We wanted a place with on-site therapy. assisted living made it easy to find communities offering PT and OT.
I build my weekly split around compound movements—learned that from Personal training gyms
This helped clarify multi-car discounts. I checked State Farm pricing at State farm quote .
Solid info on step flashing—our details are shown at Roof replacement .
Roofing companies with 24/7 tarping are listed on Roofing contractor .
Thanks — the article clarified discount eligibility. I confirmed savings at Home insurance .
Bilateral music playlists soothe me; curation tips at cognitive behavioral therapy were creative.
If you’re weighing repair versus replacement, Roof installation provides clear, no-pressure estimates.
Does Roofing contractor near me install ice and water shield in valleys and around penetrations?
Siding noise on windy days stopped once Window contractor added more fasteners.
Solid article; if you want a State Farm insurance quote, check Insurance agency olmsted .
Love my new standing seam metal roof. Installer discovered on Roofing companies .
Useful tips for reducing premiums; I found a State Farm quote tool at Car insurance .
Interesting how poor nasal breathing changes tongue posture. Fluoride treatments
Love the breakdown of implant steps. Chesapeake readers can assess candidacy through root canals .
Thanks for the insights — used State farm quote to quickly find a local State Farm agent.
Naming trauma responses helped me reframe “symptoms” as adaptations. I found more language on psychotherapy .
I was impressed that Advance Sandblast could use their technique on wood! They carefully stripped away years of paint buildup on beams, revealing the original grain beneath.
mobile industrial sandblasting
After my fender bender, I learned how crucial a Car Accident Chiropractor can be for whiplash recovery. Highly recommend checking Car Accident Doctor for guidance.
Clear guide for first-time buyers on insurance. For Home insurance quotes try Insurance agency near me .
Wonderful message, many thanks for sharing! I’m sharing this in my neighborhood, together with a reference of Digital Marketing Services .
The difference between bump-proof and bump-resistant is important. mobile locksmith explained it clearly and helped me choose.
Đang tìm nguồn ảnh gái xinh để làm moodboard thì bắt gặp aa photo : tải nhanh, có xem slideshow, hỗ trợ tìm kiếm theo tag rất tiện. Nội dung đa dạng từ concept ngoài trời đến studio, miễn phí mà chỉn chu hiếm thấy. Gợi ý đáng thử!
Verify they dispose of wastewater responsibly. I checked compliance info on st george carpet cleaning .
Very helpful information on car insurance. I found more details at State farm quote about local State Farm agents.
Helpful post — I used State farm quote to find a local State Farm agent who was very responsive.
Ask if they photograph items for donation matching. My provider via junk removal services did that.
If your teen is starting to drive, talk to Insurance agency early.
This post captures how quality home care supports dignity, safety, and joy. private in-home care
Having a legal team that knows Salt Lake City’s courts and insurance companies makes a huge difference. Salt Lake Injury Law is that team. Truck accident lawyer
My fall allergy headaches are less severe when I keep up with chiropractic visits. Car accident chiropractor
This was nicely structured. Discover more at senior care .
Good reminder that orthodontics can improve bite and overall health. laser dentistry
Thanks! I found an experienced State Farm agent on Insurance agency near me who audited my coverage.
Nice blog here! Also your site loads up very fast!
What host are you using? Can I get your affiliate link
to your host? I wish my site loaded up as fast as yours lol
My web blog: zimbawes06
Personalized exercise routines can improve balance and confidence at home. in-home care
Psychoeducation normalizes symptoms; handouts at cognitive behavioral therapy are client-friendly.
Thanks for the insight. For reliable State Farm quotes, try Insurance agency .
Informative — I recommend State farm agent for comparing State Farm car insurance rates.
Got a State Farm quote that beat my old rate after applying tips from Insurance agency near me .
When the claim stalled, truck accident attorney filed suit and things moved fast.
Thanks for normalizing regressions; we scale movements all the time at Fitness classes .
When airbags caused burns, truck accident lawyer connected me with a Durham lawyer familiar with those injuries.
Great content. For a trusted insurance agency nearby, find State Farm agents via State farm near me .
I switched to Class 4 impact shingles through Roofing contractor for insurance savings.
Good reminder to review auto coverage annually — I’ll get a fresh State Farm quote State farm quote
Good read — got my State Farm quote quickly from Car insurance .
Clear explanation of HSPF for heat pumps— HVAC companies helped me evaluate models and installers.
I’m glad you mentioned emergency preparedness. assisted living helped us ask about drills and backup power.
Loved the checklist for new homeowners. I found a trusted plumbing company via Water heater repair .
Nice read — I found an easy way to request a State Farm quote through State farm agent .
Well explained. If you need car insurance, get a quote at State farm insurance .
Love the concentrate on fall prevention. Our selected area from memory care has equilibrium classes and home security assessments.
Example comment: “Appreciate the focus on trauma-informed care. I’d add that pacing and consent around body-based work (e.g., titration in somatic experiencing) can prevent overwhelm and support a sense of safety.” narrative therapy
Deload weeks felt odd at first but boosted progress. Read why on Personal trainer
For flat roof issues, Roofing contractor did a clean TPO installation for our office.
Respite stays are a great trial run. We discovered short-term stay availability on memory care before committing.
Everyone should take these points seriously; I’ve seen great results through ## Accident Doctor
Informative article. If you’re in Memphis, an Insurance agency can offer local insights and State Farm agent support.
Great read — I requested an American family quote via Home insurance and got timely assistance.
Thanks for the tips — for car and home quotes, I recommend visiting State farm insurance .
Roofing contractor near me helped with ice dam prevention—found via Roofing contractor near me .
Interesting how poor nasal breathing changes tongue posture. Dental fillings
This was highly informative. Check out elderly care for more.
This is why drip edge can’t be skipped. Gutter company replaced rotten edges and installed proper metal.
This guide saved me money. When I needed parts replaced, emergency ac repair handled it smoothly.
If you’ve used Roofers for roof replacement, how was the turnaround time and cleanup?
I liked that Roof repairman shows photos of completed work from local contractors.
We replaced our old bay window and Roofers handled the trim and caulking cleanly.
If you have old nail pops, Roofers can fix and reseal them properly.
We solved sticking entry doors in London by hiring a pro from window and door replacement london for a proper rehang.
Informative post about discounts for safety features. I checked how they affect quotes at State farm quote .
Couldn’t agree more with your points regarding immediate actions post-accident; having knowledge on ###CarAccidentLaw and its relation with #Anykeyword# helps immensely! georgia personal injury lawyer
Great tips for winter driving coverage; find a State Farm agent near you at Home insurance .
Solid info on condenser clearance. If the unit still runs hot, try emergency ac repair .
Good overview of teen driver surcharges. Got teen driver discounts via Car insurance .
I’ve worked with a few SEO agencies in the DACH region, including some smaller agencies in Berlin. One thing I noticed is that many promise fast rankings but fall short on actually improving organic traffic long-term https://files.fm/u/6p6t4ys3bc
Thanks — for local help try an insurance agency near me and contact Insurance agency olmsted for details.
Good article on seasonal home insurance needs; scheduling a review with Car insurance
This reminded me to secure our back door. We used lock repair to add a reinforced strike plate and better lock.
Very helpful — used Insurance agency to compare home and auto insurance policies from State Farm.
Spot-on about how late or early tooth eruption affects alignment. Emergency dentist
Trauma recovery is nonlinear; stabilization steps outlined at family therapy supported me.
Pregnant and dealing with back pain? A prenatal Chiropractor in Thousand Oaks was a lifesaver for my wife. We found options via Thousand Oaks Chiropractor .
Fantastic overview. For a State Farm quote near me, I used Insurance agency near me .
Neighborhood access rules can complicate jobs—good to confirm in advance. I coordinated easily with junk removal services .
Thanks for the detailed post. Find more at senior care .
Car crash injuries aren’t always obvious. A Car Accident Chiropractor found the root cause. See Car Accident Treatment .
Great insights on local tech support! For businesses in Ventura County, exploring Managed IT Services in Thousand Oaks like Thousand Oaks IT Services can streamline operations and reduce downtime.
Solid advice on UGC. Digital Marketing Company helped us source and repurpose UGC that felt authentic.
El post es muy completo y me ha aclarado muchas dudas sobre la apertura de puertas sin romperlas. cerrajero barcelona
Check if they photograph pre-existing damage to avoid disputes. My choice from carpet cleaners did so.
Excellent info on policy limits. Use State farm insurance to find a State Farm insurance agency near me.
Nice message, thanks for sharing! Bookmarked. I’ll include this in a roundup with digital marketing strategy .
Helpful insights. I used Car insurance to request a State Farm quote quickly.
Parts work integrates experience; mapping exercises at talk therapy were illuminating.
Clear documentation makes transitions between caregivers smoother. in-home consultation for care
Great reminder about reviewing coverage annually; State farm insurance offers free reviews.
Informative read. Is mild temperature sensitivity normal in adjacent teeth? Sedation dentistry
They don’t just handle the legal side—Salt Lake Injury Law also assists clients in managing overwhelming medical expenses. Salt lake injury attorney
As a runner, regular adjustments have helped me recover faster and avoid injuries. Tacoma Chiropractor
Respite care options are lifesavers for family caregivers. in-home senior care
This guide to fitness classes is helpful— Personal trainer made it easy to find a class that fit my schedule.
I saved by bundling home and auto after using State farm quote to compare State Farm options.
Excellent breakdown of variable speed technology; Furnace repair install cut our runtime and improved comfort.
Valley metal selection matters; Roofing contractors upgraded mine to a longer-lasting gauge.
This was very enlightening. For more, visit assisted living .
We upgraded to a smart sump pump alarm—installed by a team from Water heater .
Good checklist before buying a policy — compare providers on Home insurance .
Great suggestions. For State Farm home insurance reviews, check Auto insurance agency .
I prefer in-person agents; booked an appointment through Car insurance .
We install seamless gutters during roof replacement—details at Roofing contractor .
This post is a must-read for first-timers. Teeth whitening complements it with a beginner’s guide.
Great insights on senior care options. For anyone exploring assisted living choices, respite care offers helpful resources and guidance.
ColorBondSteelFencingshould be the pass-to decision for property owners on the lookout for elegance and electricity.# # anyKeyWord ## colorbond fencing contractors near me
This helped me choose between online and in-person training. Comparison at Workout trainer
Excellent information — use State farm agent to find a State Farm agent near me.
Useful post— Insurance agency near me made it easy to find local State Farm agents for personalized advice.
Great site to learn about home insurance endorsements and options: Insurance agency .
Useful breakdown of coverage options. For personalized quotes, check State farm quote .
I made the mistake of pricing my Albany home way too high because I trusted Zillow’s estimate over a proper CMA from my agent. After sitting on the market for 45 days with zero offers, we had to drop the price significantly Albany real estate search volume trends
I always ask roofing companies about ventilation and underlayment—tips at Best roofing company .
Living in Amarillo, I can totally relate! Last spring’s hailstorm wrecked my roof — had to replace a lot of shingles. Your tips helped me avoid getting ripped off by a shady contractor who wanted to charge triple texas roof maintenance schedule guide
Useful advice! For more, visit elderly care .
The maintenance calendar is gold. We booked spring and fall checkups with Roofing comany to catch small issues early.
After the scene, I track symptoms in a journal. That idea came from motorcycle accident attorney .
Emergency roof repair at night— Roofing companies connected me to a 24/7 crew.
Does Roof installation companies offer clear timelines and daily progress updates during replacement?
Nice information. Use Insurance agency dallas to compare car insurance rates in your area.
This was very enlightening. For more, visit respite care .
I’ve been using Ahrefs for a while to track keyword rankings and backlinks, but I’m curious how these new AI visibility tools compare in terms of accuracy LLM brand visibility
Bay window replacements brightened our space—great crew discovered on Window contractor .
My chimney flashing leak was solved quickly—thanks to Roofers .
Many Singapore parents tᥙrn to primary math tuition tߋ guarantee tһeir
children stay on track wth tһe demanding MOE syllabus ɑnd
prevent lagging compared tօ classmates.
Numerous Singapore parents opt fоr secondary-level
math tuition tο maintain a strong academic edge іn an environment wherе subject
streaming depend ѕignificantly ᧐n mathematics results.
Gіѵen the tight time constraints ɑnd dense content load օf the JC programme, regular math tuition helps students
қeep pace efficiently, review productively, аnd avoіd panic cramming.
Іn ɑ city witһ packed schedules ɑnd heavy traffic, remote tuition fօr O-Levels enables secondary learners tо access focused exam preparation at аny convenient time, noticeably enhancing tһeir ability to efficiently handle tied exam scenarios.
OMT’ѕ focus on founndational abilities constructs unshakeable
confidence, permitting Singapore pupils tο love mathematics’ѕ beauty and feel influenced for exams.
Dive іnto seⅼf-paced mathematics proficiency ԝith OMT’s 12-mοnth e-learning courses, ϲomplete wіtһ
practice worksheets and tape-recorded sessions fօr extensive revision.
Ꮃith students in Singapore Ьeginning official mathematics education fгom day one and facing hіgh-stakes evaluations, math
tuition ᥙseѕ the additional edge neеded to
attain leading efficiency іn this vital subject.
Tuition іn primary mathematics is crucial fօr PSLE preparation, аѕ it introduces
advanced strategies for dealing ԝith non-routine issues tһаt stump many prospects.
Secondary math tuition overcomes tһе limitations оf lаrge
classroom dimensions, supplying focused attention tһat improves understanding f᧐r O Level preparation.
Planning fоr the unpredictability ⲟf A Level concerns, tuitioon establishes
flexible analytic strategies fօr real-time exam situations.
Вy integrating proprietary strategies ѡith the MOE curriculum, OMT offеrs a distinctive method that stresses
clarity аnd depth in mathematical reasoning.
Adaptable organizing implies no encountering CCAs ⲟne,
mаking certain wel balanced life and rising mathematics ratings.
Math tuition nurtures ɑ development mindset, encouraging Singapore students tօ vіew challenges ɑѕ possibilities fоr
exam quality.
Feel free tо visit mу web ⲣage :: Math tuition Singapore SMO
Thanks — Insurance agency memphis helped me find a trusted State Farm agent for my car policy.
Useful post — get instant comparisons of American Family coverage at Insurance agency .
Useful content — I used Insurance agency near me to find an insurance agency near me and got good service.
I enjoyed this article. Check out roof replacement Shelbyville IN for more.
I didn’t know modern cars could be damaged by DIY unlock attempts. mobile locksmith explained it well and pointed me to safer options.
For bay window structural support, I learned about cable support systems on window and door replacement london before approving the plan.
Safety contracts support teens; templates at therapeutic alliance felt collaborative.
Good post about SR-22 filing process. I found local help at State farm insurance .
This clarified how replacement cost works — I found a State Farm quote at Car insurance .
This is quite enlightening. Check out senior care for more.
If you’re unsure about your rights post-accident, reach out to a georgia car accident lawyer for guidance.
Great summary of liability coverage — reach out to a State Farm agent through State farm quote for details.
Helpful insights into customer service expectations. I contacted a State Farm agent via State farm insurance .
Informative and actionable. For a quick State Farm quote visit State farm insurance .
When the insurer said my treatment was “not necessary,” truck crash lawyer showed how to rebut that.
Clarify payment methods and deposits. I paid easily online through junk removal companies .
Helpful content on SR-22 filings. Locate an insurance agency near me at State farm agent .
Atención profesional cuando más lo necesitas: cerrajero en Barcelona 24 horas cerrajero barcelona
This motivates me to address my snoring and breathing at night. Invisaglin
Very helpful — I contacted Insurance agency near me for home and auto coverage options.
If your pain isn’t improving, get a chiropractic second opinion. Start with Car Accident .
Really insightful read! It’s clear that consulting with your local #Car Accident Doctor# is critical for proper care! Injury Doctor
So completely happy I located this publish; it’s just what I crucial even though in quest of the excellent ##anyKeyword#! colorbond fence installers near me
If you want drug-free pain management in Thousand Oaks, chiropractic care is a great option. I found my clinic through Thousand Oaks Chiropractor .
Deodorizing isn’t always included—verify first. The team I selected through carpet cleaning st george utah offered it as an add-on.
The mobility test exposed my weak spots; I addressed them with a plan from Personal training .
This piece underscores how home care preserves community ties for seniors. in-home elder care
Well explained. Discover more at roofers .
Thanks for this. I found a reliable State Farm agent via Car insurance .
Nice article on aging-in-place home updates and insurance implications — State Farm provided guidance: Insurance agency near me
Great resource. Any special care tips if I also had a bone graft with the implant? Buiolas waterlase
Informative — I compared State Farm insurance plans via State farm agent and found savings.
The refrigerant leak section was accurate; tech from Heating and air companies found and brazed a line set leak.
Drone inspections save time; Roof installation provided a full aerial report.
Loved the practical roadmap for zero trust adoption. Thousand Oaks IT Services made segmentation and access controls easier to manage.
Hello there! Do you know if they make any plugins to help with Search Engine Optimization? I’m trying to get my
blog to rank for some targeted keywords but I’m not seeing very good results.
If you know of any please share. Kudos!
Love how you broke down omnichannel marketing. We’ve seen huge wins by integrating PPC with content— Thousand Oaks Digital Marketing Agency does this exceptionally well.
Air quality and ventilation matter for respiratory conditions—good callout. in-home senior care
Salt Lake Injury Law helped me recover wages I lost while out of work after my accident. They fought for every dollar I deserved. Personal injury attorney
Preventative sump pump maintenance saved my basement—scheduled via Local plumber .
Massage therapy combined with chiropractic care has been amazing for tension relief. Chiropractor Tacoma
Curious about sinus lifts for upper implants—got answers at Buiolas waterlase in Chesapeake.
Great post, many thanks for sharing! I appreciate the depth– visitors might also discover helpful tips at conversion rate optimization (CRO) .
If you’re comparing insurance agencies in Chicago, add State farm quote to your list.
If your soffits are blocked, we open airflow and add baffles at Roof replacement .
Tempo training made a difference—learned it from my fitness trainer via Workout trainer .
Group feedback rounds build skill; formats at therapeutic alliance ensured safety.
This website was… how do I say it? Relevant!! Finally I have found something which helped me. Many thanks!
Looking for roofers with photos of valley installs? Check Roofing companies .
That piece on valley weaving vs metal was educational. Roof installation used metal for better performance.
Need a roofing contractor near me for winter prep? Roofing contractor lists seasonal discounts.
To estimate waste factors and bundles, New roof cost gives practical math for new roof cost.
Nice overview of policy types. For a fast State Farm quote, visit State farm insurance .
We went with seamless 6-inch gutters from Roofers to handle our big roof area.
Informative — I located a trusted State Farm agent via Auto insurance .
Roofers who respect your property are priceless— Roofers protected our landscaping and cleaned thoroughly.
Insurance agency near me offered telematics discounts I learned about on State farm quote .
Great tips for shopping coverage. Use State farm near me to find an insurance agency near me.
Helpful post — connect with a local State Farm agent at Car insurance .
I found this very interesting. Check out senior care for more.
For a straightforward State Farm quote process, visit Home insurance .
Clear guide on replacement cost vs. actual cash value; check quotes at Insurance agency .
Rekeying after tenants move out is essential. We use lock repair for quick turnaround between leases.
Good advice. Get a fast State Farm insurance quote via State farm insurance .
Orthopedic vs. neurologist referrals—what matters for proof at motorcycle accident legal representation .
Good advice. For local insurance agencies, I often use State farm quote .
Thanks for sharing tips. I used American family agency to compare American Family policies.
Great explanation of replacement cost vs. actual cash value; contact an agent at State farm insurance .
Multi-trip charges can surprise you. My provider on junk removal guaranteed a single load.
Have visible such a lot of alluring gardens enhanced by Colour bond—it’s like a canvas! colorbond fencing suppliers melbourne
Thanks — this clarified claim denials and next steps. For help, visit Insurance agency near me .
Great overview — I compared a few local options and found helpful info at State farm insurance when looking for a reliable State Farm agent.
We installed a steel door with a smart lock in London; the installer came from siding companies london .
Nice breakdown — I got a clear car insurance estimate from a State Farm agent through State farm agent .
This answers common home insurance questions — contacting Car insurance next
This article answered my questions about collision coverage. Quote options at State farm insurance .
Thanks for this info; every car owner should get a State Farm quote through Home insurance .
Helpful for understanding endorsements. I contacted an agent via Insurance agency near me .
Me gustaría saber más sobre los precios del servicio de cambiar cerraduras en Barcelona; ¿tienen información? cerrajero Barcelona
Loved the reminder to celebrate PRs; our coach at Strength training posts them on the board.
Thanks — I used State farm quote to locate a top-rated State Farm agent near me.
Informative — I requested a State Farm quote through State farm agent easily.
Solid tips on heat pump care—booking a spring tune-up through Heating and air companies made a noticeable difference.
For a hassle-free roof installation, Roof replacement delivered quality, speed, and good communication.
Choosing the right abutment—useful advice. Chesapeake consultations at root canals explain options.
Solid tips here—adding State farm quote to my shortlist for an in-person State Farm agent.
Need a multimedia system? equipment for conference halls We integrate multimedia systems for home and business. We install and configure audio and video systems, manage content, and integrate equipment into a single system. Modern solutions for comfortable and efficient use of technology.
Appreciate the info. Are cold sores a concern around the healing area? Emergency dentist
A reliable plumber is priceless during holidays; I saved Plumber for emergency calls.
Thanks for the guidance. I located a trusted Insurance agency in Chicago through Insurance agency chicago and locked in coverage.
We replace rotten decking and fix soft spots—details at Roof repair .
Solid info on protein timing. I tuned mine with help from Fitness coach
This was very insightful. Check out memory care for more.
Dealing with insurance adjusters is frustrating—Salt Lake Injury Law takes over that hassle and protects your interests. Salt lake injury attorney
Loved the explanation of spinal alignment and nerve function. It matches what I learned here: Thousand Oaks Chiropractor
For metal doors that stick, emergency lockouts adjusted hinges and the latch—no more slamming.
Many people don’t realize how essential it is to stay calm during and after a car accident—it helps in managing the situation better! motorcycle injury lawyer
I had lingering back pain from a fall, and chiropractic treatments helped me recover fully. Injury chiropractor
Found roofers who specialize in storm inspections via Best roofing company .
Valley leaks are common; Roofing contractor switched us to open metal valleys and solved it.
Had no idea about ice and water shield requirements until I read Roofing companies —great roof repair guide.
Did Roofing contractor near me use synthetic underlayment or felt—any difference you noticed?
This helpfully explains liability coverage; get a State Farm quote via State farm insurance .
Looking for “window contractor near me”? I found licensed pros on Roofing contractor near me in minutes.
Very informative assessment that has left me motivated—I want information on discovering reliable #! colorbond fence installation melbourne
Excellent points. For State Farm auto insurance comparisons, check Auto insurance agency .
Such a crucial conversation around health and recovery—glad we have resources like ### Car Accident
State Farm agent options can be overwhelming, but State farm quote narrowed it down.
My partner and I absolutely love your blog and find most of your post’s to be
what precisely I’m looking for. Would you offer guest
writers to write content to suit your needs? I wouldn’t mind writing a post
or elaborating on a few of the subjects you write concerning here.
Again, awesome web log!
Here is my web site :: zimbawes08
Useful tips—reach out to a nearby insurance agency via Insurance agency st louis park to get a tailored car insurance quote.
Thanks for the post. I found local auto insurance providers at State farm auto insurance .
Use Insurance agency near me to find a State Farm agent who can customize coverage.
Helpful read — check nearby agents and get a quote at Car insurance .
Great mention of documentation. Our SOPs and network diagrams improved after engaging Thousand Oaks IT Services for Managed IT Services in Thousand Oaks.
Strong points about customer journeys. Digital Marketing Agency in Thousand Oaks helped us map touchpoints and increase conversions.
Great breakdown of factors to check before hiring junk haulers. Don’t forget to compare disposal practices—eco-friendly options matter. If anyone needs a reliable option, check junk removal companies for more details.
Informative post — find a reputable insurance agency at Car insurance .
Trial periods eased our worries. We found communities offering 30-day satisfaction guarantees on assisted living .
Our family meeting was easier with a pros/cons worksheet from elderly care .
This is very informative. I used American family agency for Car insurance premium comparisons.
Helpful post — get personalized auto insurance advice from agents listed on Auto insurance .
Excellent guidance about liability limits. Found help at Home insurance to choose the right coverage.
Great article on assessing replacement cost for belongings. I checked valuation tools at Insurance agency .
Helpful and practical — I found a responsive State Farm agent near me by visiting Car insurance .
Good read — if you need insurance agency olmsted guidance, State farm agent has solid options.
Informative post on claims process — saved Insurance agency for future reference
If you’re worried about preexisting conditions, motorcycle crash attorney explains how to handle them honestly.
Thanks for the road trip insurance tips. I verified coverage with Home insurance .
For London windows and doors with dark exterior finishes, I compared powder-coat options on window installation london ontario .
Helpful article — I located a trustworthy insurance agency near me using State farm quote .
Servicio recomendado por vecinos: cerrajero barcelona ayudó en una urgencia y todo bien.
Informative post about policy riders for jewelry. For Insurance agency near me resources check State farm agent .
As a local Seattle contractor, I’ve partnered with Advance Sandblast on multiple jobs. They consistently deliver quality work and are easy to work with. commercial sandblasting
Appreciate the useful tips. For more, visit True Balance .
I appreciate the suggestions on encouraging proper oral posture. Fluoride treatments
I appreciate the reminder to track lifts; I log everything after sessions at Fitness training .
Very informative article. For similar content, visit Smyle Dental Bakersfield .
Browsing around checking local providers just lately revealed fascinating news surrounding rates being average comparatively towards ordinary versions obtainable this day noticeably thinking exceptional related along such offerings!! Anticipating colourbond fence
Nice and practical. For local insurance help, try State farm quote to find a State Farm agency.
Useful article — I used State farm quote to locate a nearby insurance agency in Cincinnati.
Here’s the thing: FCA enforcement is tightening, and I’m curious how others handle situations where discrepancies arise from complex commodity classifications false claims act customs
Loved the explanation of heat pump auxiliary heat; HVAC companies set lockout temps to save energy.
For reliable roofing contractors in my area, Roofing repair companies gave me the best price-to-quality ratio.
Helpful — I found several Insurance agency near me listings on Insurance agency .
Backed-up shower drain solved after I found a drain cleaning specialist on Plumbing company .
Your piece on key etiquette for cleaners is smart. car locksmith set up time-limited codes.
This was useful— State farm insurance connected me to a State Farm agent who explained gap coverage.
For ridge cap replacements, Roofer used high-wind rated caps.
Local SEO provides a sustainable strategy for Irish businesses, ensuring long-term visibility without the continuous costs of paid ads. Webjuice
The section on scapula control helped my bench. I studied tutorials on Workout trainer
Useful piece on Amd hybrid cores. I explained scheduling effects here: Visit this website
Roofing contractor near me handled drip edge upgrades—contact on Roofing contractor near me .
Anyone considering a new skylight should consult Roof replacement to ensure proper flashing and sealing.
I used Roof repair to compare warranties before deciding on roof replacement.
Great explanation of comprehensive coverage; I used Insurance agency near me to compare.
It’s not just about settlements—Salt Lake Injury Law focuses on your full recovery, ensuring future medical needs are considered. Personal Injury Lawyer
Roof certification for a home sale was quick to arrange through Roofers near me .
Love that Roofing contractor highlights local roofers with manufacturer certifications.
Very informative. Reach a State Farm agent for home coverage questions via Car insurance .
Replaced rotted fascia during roof job—crew from Roof replacement did great.
Consider insurance riders for very high-value spaces. The team I found on junk removal had proper coverage.
My quote turnaround from Insurance agency near me was under an hour.
Fall is the perfect time to reset your posture with a chiropractic check-up. Injury chiropractor
Fantastic post but I was wondering if you could write
a litte more on this topic? I’d be very thankful if you could elaborate a little bit further.
Appreciate it! https://www.magie-voyance.com/question/lexperience-unique-de-design-de-salle-de-bain-esthetique-2
Long-distance runner here dealing with hip alignment issues. A Thousand Oaks chiropractor was recommended—digging into FAQs on Thousand Oaks Chiropractor .
Good points— State farm quote helped me locate a State Farm agent for personalized coverage advice.
Helpful — if you’re looking for State Farm auto insurance, Insurance agency near me can help you compare quotes.
A helpful guide to finding an insurance agency near me — try State farm insurance for local listings.
If you’re moving, check home insurance options at Insurance agency for State Farm rates.
Good guidance. If you want a car insurance comparison, try State farm agent .
“You’ll be hard-pressed finding better quality workmanship elsewhere around cork than what keystones delivers!!! # # anyKey word # #” Keystone Roofing Ltd.
This is highly informative. Check out cuidadora con referencias for more.
This was a great article. Check out senior care for more.
Appreciate the useful tips. For more, visit opiniones clínica capilar Albacete .
Appreciate the detailed information. For more, visit precio injerto capilar Jaén .
Nice article — find local American Family agencies and quick quotes at Insurance agency near me .
Excellent guide. I used State farm agent to reach a State Farm agent for my car insurance.
Great resource for new drivers. Parents can find car insurance quotes at Car insurance .
Assisted living accepted mom initially, but later recommended memory care. senior care taught us how transitions work internally.
Great FAQs about filing claims — I contacted a local State Farm agent via Insurance agency near me .
Atención inmediata y solución eficaz para apertura de puertas en Barcelona, contacta cerrajero barcelona .
Seeing your local #Car Accident Doctor# can lead to early detection of issues that might arise later on! Car Accident Injury
Appreciate the clarity on API integrations. Thousand Oaks IT Services connected well with our existing CRM and finance tools.
Love the creative testing matrix. Thousand Oaks Digital Marketing Agency ran iterations weekly and found scalable winners.
This helped me understand policy endorsements. I reached out to State Farm via Insurance agency near me for options.
Thanks for the clear breakdown. Find more at casas rurales cerca de Arzúa .
Useful guidance on liability limits — get State Farm quote details at Insurance agency .
Good content — if you live in Olmsted, Insurance agency olmsted can connect you with an agent.
Dealing with neck pain after a minor crash? A Durham lawyer via truck accident attorney helped me document soft-tissue injuries.
This article answered a lot of my questions. For a State Farm quote, head to State farm insurance .
Good breakdown of coverage types. For a quick car insurance quote visit Insurance agency .
Thanks for the tips on multi-car discounts. For local Insurance agency near me use Insurance agency near me .
Are there any particular development codes concerning putting in a Colorbond fence in residential areas? Asking so I can discuss with colorbond fencing melbourne first!
This is my first time go to see at here and i am
actually happy to read everthing at alone place.
Review my homepage: zgribulita101
I was confused about gap insurance; motorcycle accident lawyer clarified coverage and options.
I didn’t realize how much fun small group sessions could be— Strength training made me look forward to workouts.
Launching an outdoor adventure company that offers hiking or cycling tours could attract thrill-seekers from all over! Webjuice
Thanks — if you’re looking for a State Farm agent, check the listings at State farm insurance .
Informative post about claim deadlines — State Farm explained the timeline and next steps: State farm agent
This was a great article. Check out SmyleDent Bakersfield for more.
Thanks for the tips; State farm insurance rerated my policy and lowered my premium.
The duct cleaning advice is timely; I booked an inspection via Local HVAC companies before committing.
For a long-lasting roof system, Roof replacement focuses on underlayment and flashing details.
Sump pump alarms are worth it; I learned that the hard way and got a repair through Sump pump repair .
Appreciate the detailed information. For more, visit TruBalance .
Great insights. Insurance agency near me matched me with a State Farm agent who reviewed my home + auto.
They don’t just handle the legal side—Salt Lake Injury Law also assists clients in managing overwhelming medical expenses. Injury attorney
We needed weekend service and Roof installation accommodated us.
Wellness care with a chiropractor helps me sleep better and have more energy. Chiropractor in Tacoma
Great point on deloads. My plan via Personal training gyms includes scheduled recovery weeks.
Nicely written. To get a quote from a local State Farm agent, check Home insurance .
Roofing companies should outline tear-off vs. overlay—clarified on Best roofing company .
Need a fast auto insurance quote? Auto insurance agency helped me save on premiums.
Very practical advice here about maintaining flat roofs in Cork’s climate! Can’t wait to see what else is offered at Roofers Cork !
I used Price of a new roof to compare warranties before deciding on roof replacement.
Anyone considering a new skylight should consult Roofing comany to ensure proper flashing and sealing.
Siding underlayment and house wrap are key—quality installers on Roofers explained options.
For hail damage assessment, would you trust Roofing company to document everything for insurance?
Traveling out of state—double-checked coverage through Car insurance .
Looking for roofers who won’t push unnecessary upgrades? Try Roofing contractor .
La confianza es clave al elegir un cerrajero barcelona para abrir una caja fuerte, ¿alguna recomendación?
Appreciate this post. Found a nearby State Farm agent quickly with State farm near me .
Good article. If you search “insurance agency near me,” try State farm insurance to find State Farm options.
Главные новости: https://l-parfum.ru/brands/Parfum-Orel/
Helpful list of documents needed to file a claim. I also compared insurers at State farm agent .
Useful guidance for insuring specialty items like jewelry and artwork Home insurance
Love seeing clinics that combine adjustments with corrective exercises. Does Thousand Oaks Chiropractor in Thousand Oaks tailor rehab plans or just do standard adjustments?
Хочешь казино бонус? https://t.me/s/casino_bonus_bezdep/25 всегда актуальные бонусы в онлайн казино. Получайте бонусы без вложений, фриспины и подарки за регистрацию. Актуальные предложения, честные условия отыгрыша и список проверенных казино с бонусами без депозита.
Thanks for sharing. I read many of your blog posts, cool, your blog is very good.
Thanks for the practical tips. More at ayuda con tareas del hogar mayores .
Necessary reading for any person involved in property purchases: title insurance facts at title agency clifton park .
Thanks for the clear advice. More at financiación injerto capilar .
This was quite enlightening. Check out microinjerto capilar Jaén for more.
Great article. I found an affordable American Family auto policy through Car insurance .
Thanks for sharing — if you need auto insurance info, see State farm quote for local help.
I’ve heard terrific matters approximately the authorized features provided through the Top Real Estate Attorneys in Clifton Park, NY. Their talents can truthfully assist you navigate property transactions. Visit residential real estate attorney for small print!
This post helped me prioritize coverage — I contacted a nearby agent through Insurance agency .
The big difference among public defenders and private advice became well defined. Learn greater about your possible choices at DUI lawyer Saratoga Springs .
Thanks for the thorough article. Find more at alojamiento en Burres .
Very useful post. For similar content, visit senior care .
Informative article about bond vs insurance for contractors. Learn more at Insurance agency .
Biotech startups often outgrow DIY IT quickly. A managed service with SOPs for lab instruments, ELN/LIMS, and secure collaboration can accelerate milestones. Thousand Oaks IT Services handled our onboarding playbooks and vendor integrations seamlessly.
This content SEO roadmap is actionable. Digital Marketing Agency in Thousand Oaks supported our topic research and internal linking strategy.
We upgraded to laminated glass for security in London after reading on window replacement london ontario .
Appreciate the tips on lowering premiums. Found affordable State Farm insurance options on Insurance agency .
Assisted living offered my mom daily activities she loves. We compared communities on memory care before choosing.
Useful summary — I located an insurance agency near me through Insurance agency olmsted .
This helped me prep for moving — will update my coverage via Home insurance
It’s crucial to address injuries properly—check out the services at Accident Doctor !
Helpful for comparing liability limits for cars. Got tailored quotes at State farm agent .
Nicely done — found better rates on car insurance by checking State Farm options with Insurance agency .
Great advice on claims steps. For Kankakee agents, check Insurance agency near me .
Thanks for the clear breakdown. Find more at Smile Dental Bakersfield .
Your guide to warm-up sets saved time; I learned a similar method at Fitness classes .
Thanks for the thorough article. Find more at roof replacement services .
Thanks for the helpful information. Anyone seeking an assisted living home can start their search with memory care for curated options.
We wanted a place with on-site therapy. elderly care made it easy to find communities offering PT and OT.
For deck paint stripping, on-site sandblasting avoided gouging and feathered edges well.
We valued private apartments with kitchenettes. senior care helped compare unit layouts and sizes.
I didn’t realize how much heat escapes through the roof. Hiring a professional insulation contractor like insulation companies made a huge difference.
We had a tight urban lot— new construction managed logistics and neighbors well.
Your future might depend on the advice of an excellent # # any Keyword#—don’t wait too long! North Carolina accident attorney
Clean and re-level distribution lines in older septic fields. We had septic systems balance flows and restore function.
The frost-on-coils post matched our issue; AC repair fixed airflow and prevented refreeze.
For skylight replacements during reroof, Roofing companies bundled it at a better price.
Thanks for the straightforward explanations — I reached out to a State Farm agent after reading this: Insurance agency
They don’t just handle the legal side—Salt Lake Injury Law also assists clients in managing overwhelming medical expenses. Personal Injury Lawyer near me
Couldn’t trust simply how lots kind used to be readily available among decisions just lately; feels refreshing knowing there incredibly is a thing in good shape peculiarly catering in opposition t absolutely everyone’s wants/wishes!!! Eagerly eager for colorbond fencing contractors near me
Thanks for tackling ammo regulations. I mapped states with background checks or bans: Criminal Law
La rapidez y eficiencia del equipo de cerrajero Barcelona me sorprendió gratamente.
Rehab-focused chiropractic care helped strengthen my back after months of pain. Chiropractor near me
Such helpful advice shared here regarding roofs; will definitely keep this in mind when reaching out later! Roofers Cork
, A huge thank-you goes out towards all those tirelessly assisting victims seeking fair compensation—we need advocates protecting rights diligently defending clients’ interests tirelessly championed professionally under “#AnythingLawyerSupportRelated”! traffic accident lawyer
When my pilot light kept going out, the tech I hired via Water heater repair fixed it quickly.
I enjoyed this post. For additional info, visit TrueBalance .
Thanks for sharing! I used State farm insurance to explore State Farm insurance options.
For homeowners weighing roof repair vs. replacement, we offer honest assessments at Roof repair .
Excellent info. Find a local State Farm agent for insurance questions at State farm quote .
The cue “ribs down” changed my core work—learned it from Fitness coach .
If you need weekend availability, filter local roofers at Window contractor .
This post clarified roof installation steps— Roof repair connects you with companies that follow these best practices.
Struggling to understand the price of new roof by material? New roof cost has an easy comparison.
If you’re searching “roofing contractor near me,” consider giving Roofing companies a try—they offer quick estimates.
We went with Class 4 shingles from Roof replacement for better insurance discounts.
Good post about discounts — check your eligibility for a State Farm quote at State farm quote .
Appreciate this info. For an immediate State Farm quote and nearby agent, visit Homeowners insurance .
Great safety tips for DIYers—sometimes it’s best to hire. Roof installation completed our repair safely and insured.
Just got feedback from friends who loved working with %% anyKeyWord %%; will reach out soon! Keystone Roofing Ltd.
Found affordable car insurance options through Insurance agency — worth a look.
Great comparison chart. I summarized real-world gaming FPS for Amd cards at Hop over to this website
Excellent post. I used Auto insurance to locate a nearby State Farm office.
I appreciated this article. For more, visit cuidadores personas mayores Santiago de Compostela .
If you wish to stay away from unpredicted problems, undoubtedly consider receiving title insurance– more tips at title insurance clifton park .
I’m comparing a few clinics in Thousand Oaks and want transparent pricing and care plans. Can anyone share their cost experience with Thousand Oaks Chiropractor ?
Thanks for the insightful write-up. More like this at roofers near me .
This was very beneficial. For more, visit injerto capilar Jaén .
Thanks for the insightful write-up. More like this at recuperación tras implante capilar .
Лучшие казино https://rating-casino-russia.ru: актуальный список онлайн казино с высоким рейтингом, быстрым выводом средств и выгодными бонусами. Обзор лицензий, игр и платежных методов поможет выбрать надежное казино для комфортной игры.
Real property law is difficult—having an informed attorney makes the whole big difference during negotiations and contracts! Find ideal-notch legal professionals at real estate closing attorney .
Халява казино https://nodepositcasinofreespins.ru: фриспины за регистрацию, бонусы без пополнения и акции для новых игроков. Сравнивайте условия отыгрыша, выбирайте проверенные онлайн казино и начинайте играть бесплатно с возможностью вывода выигрыша.
Great read about insuring rental properties. I found rental-specific policies at State farm quote .
To build an effective digital presence Webjuice
Лучшие фриспины 2026 бездепозитные фриспины: бесплатные вращения в онлайн казино без вложений. Подборка проверенных сайтов, бонусы за регистрацию, честные условия отыгрыша и возможность вывода выигрыша без риска для игроков.
Clear clarification of Miranda rights and customary pitfalls. For on the spot felony help after an arrest, talk over with DWI attorney Albany NY .
Solid article; if you want a State Farm insurance quote, check Insurance agency olmsted .
Good post for comparison shoppers; I requested a State Farm insurance estimate from State farm insurance .
Appreciate the comprehensive insights. For more, visit casa de aldea Arzúa .
Официальный сайт https://pokervip.ru: регистрация, вход, бонусы и игра в онлайн покер. Обзор возможностей, турниров, кеш-столов и мобильного приложения. Узнайте, как начать играть и выводить деньги на проверенной платформе.
This guide really clarified liability vs. comprehensive. Got a State Farm insurance quote via State farm agent .
Web app pen tests are revealing. Our latest assessment by Thousand Oaks IT Services improved our security posture.
Appreciate the deep dive into Shopify SEO. Digital Marketing Agency optimized our technical setup and collections.
Household communication is crucial. The treatment team we discovered by means of memory care offers regular updates and comfort.
Memory care had better noise control and smaller dining groups. Tip from respite care .
Implementar bombines con control de copia es una excelente estrategia para proteger tus propiedades turísticas. cerrajero barcelona
Your warm-up ladder is efficient; I borrowed a similar flow from my coach at Strength training .
Thanks for discussing costs transparently. We used assisted living to estimate monthly expenses and plan a budget.
Appreciate the detailed information. For more, visit respite care .
This was a great help. Check out Smyle Dental Bakersfield for more.
Valuable information! Discover more at assisted living .
Our roof deck had soft spots; Roof replacement replaced sections and documented everything.
The emergency furnace checklist helped in a pinch; HVAC contractors replaced a failed igniter same day.
Our aluminum boat needed delicate corrosion removal— mobile sandblasting chose a suitable media.
This cleared up a lot. My article lists states with purchase permits for handguns or long guns: Criminal Law
I learned that more isn’t always better without ventilation. insulation companies ensured proper airflow before insulating.
Trial preparation for plaintiffs: testimony and exhibits—overview at motorcycle wreck lawyer .
For steep drives, use grid systems with angular aggregate. Installed by drainage to prevent washouts.
Don’t ignore dizziness after a crash—could be vestibular. Rehab tips at Car Accident Doctor .
Excellent solution every single time with SI Service Group! They’re certainly the very best electrical service in Tupelo Electrician Tupelo
I love how Colorbond fencing adds privateness devoid of compromising flavor! For greater types, go to colorbond fencing near me .
Garbage disposal jam? This post helped, and Sump pump repair found a repair tech fast.
Good post. For finding a „State Farm near me“ quickly, use State farm agent .
Practical tips for maintaining records that speed up the claims process Home insurance
“I wish I had known how beneficial it would be to have a dedicated car accident lawyer right after my car accident.”
If you ever find your self locked out, take into account that that locksmith near me is conceivable 24/7 to support you whenever!
Impressed by how cork can naturally regulate indoor temperatures—definitely looking into it! More info at Keystone Roofing Ltd. .
I found this very interesting. Check out True Balance for more.
Verify they won’t use sealants on pruning cuts—old myth. Science-backed notes on affordable tree trimming .
Helpful content — I connected with an experienced State Farm agent via Home insurance .
Nice resource. Requesting a State Farm quote was painless through Insurance agency near me .
Helpful comparison — I used Home insurance to evaluate home and auto policy combos.
Informative and actionable. I found a local insurance agency at Insurance agency within minutes.
Clear checklist for comparing homeowner policies. Get assistance from State farm agent .
This helped a lot — located Insurance agency Farmington Hills through Insurance agency near me .
Very practical advice on home inventory apps — homeowners insurance quotes at Auto insurance are useful.
Helpful post about SR-22 filings and insurance requirements. I found assistance via State farm agent .
Informative content — get expert help from a State Farm agent at State farm quote .
Thanks for the tips on home coverage; I contacted a State Farm agent through Car insurance for more details.
Useful note about filing supplemental claims. I reached out to my agent through Insurance agency for help.
Every buyer fast vin decoder should decode VIN number before purchasing any used vehicle.
Try this vin check free online for comprehensive VIN check that reveals accidents theft and title issues.
Great insights! Find more at rehabilitación y fisioterapia a domicilio .
The growing consumer interest in refinement and exclusivity has supported luxury designer brands in creating new trends in global fashion. It has also helped emerging high-end designer brands establish new standards of elegance and sophistication luxury brands for men and women
Check out privatejetcharterfly which offers instant private jet charter booking to over 5000 airports worldwide.
I found this very helpful. For additional info, visit tricólogo Jaén .
Appreciate the thorough write-up. Find more at técnica FUE sin cicatriz .
Neck pain from screen time? A cervical mobility routine plus chiro care helped me: Thousand Oaks Chiropractor
Servicio local y profesional en Barcelona 24 horas: cerrajero barcelona
This was highly educational. For more, visit mejores alojamientos Arzúa .
Useful tool private jet prices compares hourly rates across light midsize and heavy jet categories.
This article does a great job explaining how sensory activities can spark memories. Music therapy, in particular, has been amazing for my loved one. We found helpful guides at elderly care .
Нужен дизайн участка? ландшафтный дизайн цена под ключ проектирование и благоустройство участка с учетом рельефа, растений и стиля. Создаем красивые и функциональные решения для частных домов и дач, подбираем материалы и обеспечиваем качественную реализацию проекта.
Clear communication with families was a must. We checked family portal features on respite care .
I appreciated this article. For more, visit respite care .
Many thanks for covering the expense aspects. Utilizing elderly care aided us recognize prices and what services are consisted of in advance.
Insurance coverage was confusing, but memory care explained what Medicare and long-term care policies typically cover.
Thanks for the practical tips. More at Smile Dental Bakersfield .
People forget that refusing tests can still have consequences—this post covers it well. More at Criminal Attorney .
For brick paint removal without smearing lead, mobile blasting solutions used careful, low-pressure blasting.
The comfort gain is hard to overstate. insulation companies made our home feel consistent in every room.
Excellent point about compliance. SOC 2 and HIPAA-adjacent workflows matter when handling sensitive client data. Managed IT Services that bake in audit readiness are key— Thousand Oaks IT Services breaks this down well.
For structural repairs before a remodel, new construction addresses root causes.
Excellent framework for brand awareness to demand capture. Thousand Oaks Digital Marketing Agency built a full-funnel strategy that works.
If you’re in quest of longevity, cross for a Colorbond Steel Fence; they remaining without end! colourbond fence
Top tier service each time with SI Service Group! They’re unquestionably the most effective Electrical contractor in Tupelo Electrician Tupelo
Excellent write-up on bundling discounts. Bundling my auto and homeowners policies saved money — I got my quote through State farm agent and it was straightforward.
If your sump pump runs constantly, improve exterior drainage first. We redirected downspouts and added trench drains with septic systems .
Excellent resources on car and home insurance can be found at Insurance agency .
I’ve had negative reviews with locksmiths before, but my fresh consult with to an Orlando locksmith became greatest! locksmith
Informative — for trustworthy Car insurance agents, search Insurance agency roseville .
Informative post. I obtained a State Farm quote for home insurance via Home insurance and compared options.
Practical tips about adding new drivers to a policy. Managed the change quickly at Home insurance .
Thank you for this guide; I discovered a trusted local insurance agency using Home insurance .
For personalized insurance help in Farmington Hills, I recommend Insurance agency near me .
I review my coverage details yearly using a checklist from car injury lawyer .
Good walkthrough of salvage title implications — Auto insurance agency Berlin resources at Insurance agency near me are informative.
Helpful comparison tool — I used Car insurance to compare State Farm quotes quickly.
I relocated and needed an insurance agency near me; State farm agent found three great options.
Thanks for explaining how replacement cost works for homes; I asked for an estimate via State farm quote .
Good read on policy cancellation rules. I confirmed details with a local agency using State farm agent .
Брендирование сувениров https://4youcreation.kz/lazernaya-gravirovka/ в Алматы по современным технологиям. Специалисты предлагают лазерную гравировку, УФ-печать и термоперенос на ткани, стекло, металл и пластик. Организуют доставку по всему Казахстану.
Компания FarbWood https://farbwood.by предлагает пиломатериалы из сибирской лиственницы для частного и коммерческого строительства в Минске и по всей территории Минска. Мы работаем только с лиственницей сибирской, сосна и ель используются как дополнение к основному ассортименту древесины.
Нужна накрутка соц сетей? накрутка просмотров инстаграм увеличение подписчиков, лайков и просмотров для продвижения аккаунтов. Быстрый старт, безопасные методы и живая активность помогут развить профиль и повысить вовлеченность в популярных социальных платформах.
Loved the breakdown of misdemeanor vs felony theft. More breakdowns at Criminal Defense Attorney .
The best porn generator porngen your fantasies remain strictly between you and the neural network. Instant, high-quality generation, extensive scenario and character customization.
A knowledgeable commercial truck accident lawyer can help you understand your options and get the compensation you deserve.
Последние изменения: https://worldgonesour.ru/novosti/40657-demontazh-styazhki-i-pola-professionalnyy-podhod-k-obnovleniyu-napolnogo-pokrytiya.html
Timing matters—some pruning is seasonal in Columbus. Learned that from a calendar on stump grinding contractors .
Don’t let fear hold you back from seeking help—an #injury lawyer# is there to support you through it all. injury lawyer georgia
This was nicely structured. Discover more at Product Development .
Económico y eficiente: la apertura de puertas con cerrajero barcelona fue impecable.
I found this very interesting. Check out reservar cabañas en Galicia for more.
Consistent primary math tuition helps уoung learners tackle common challenges ѕuch as model drawing and rapid calculation skills,
ԝhich аre heavily tested іn scchool examinations.
Ꮤith tһe Ο-Level examinations approaching, targeted math tuition delivers intensive drill
ɑnd technique training that can dramatically improve
гesults for Ѕec 1 through Sеc 4 learners.
As А-Level rеsults strߋngly influence admission to top local universities, targeted math
tuition tһroughout JC1 and JC2 signifiсantly raises the likelihood ᧐f obtaining tⲟp-tier results.
In Singapore’ѕ faѕt-paced and highly competitive education ѕystem,
virtual mathematics tutoring hаs emerged aѕ
a preferred choice fօr primary students, offering convenient timings аnd customised attention tօ
help yօung learners tһoroughly understand foundational PSLE topics
including heuristics ɑnd model method fгom hߋme wіthout rigid centre schedules.
Ꮩia timed drills tһаt feel like experiences, OMT builds exam endurance ᴡhile strengthening love for the topic.
Οpen your kid’s completе potential іn mathematics ѡith OMT
Math Tuition’ѕ expert-led classes, customized tо Singapore’s MOE
curriculum for primary school, secondary, and JC students.
Pгovided tһat mathematics plays аn essential role іn Singapore’s economic development аnd progress, purchasing specialized math tuition equips students ᴡith tһe ahalytical
skills needed to thrive іn a competitive landscape.
Τhrough math tuition, students practice PSLE-style concerns ⲟn averages
and charts, enhancing precision ɑnd speed under exam conditions.
Ᏼy providing substantial experiment рrevious O Level documents, tuition outfits students ԝith familiarity and the capability to prepare for concern patterns.
Tuition ѕhows mistake evaluation strategies, aiding junior university student prevent usual risks іn A Level
estimations аnd proofs.
OMT’s exclusive curriculum matches tһe MOE educational program by supplying step-Ƅy-step break
downs of complicated subjects, mаking cеrtain pupils develop ɑ
stronger fundamental understanding.
OMT’ѕ on thе internet math tuition lets you revise ɑt
yoսr own speed lah, sο say goοdbye to hurrying
and yоur mathematics grades will soar steadily.
Tuition aids balance ϲο-curricular activities ᴡith studies, permitting Singapore pupils tо succeed in math tests ᴡithout fatigue.
Also visit my webpage; primary online maths tutor
Thanks for highlighting the role of a Accident Doctor after car accidents. So important!
Interesting read! Public transit buses may be governed by special notice deadlines and claims procedures. People should check Accident Lawyer for guidance.
Spending plan preparation tools are indispensable. memory care used calculators and financing options that clarified our choices.
I liked this article. For additional info, visit True Balance .
Transport services are usually overlooked. We located a neighborhood with set up experiences and companions making use of elderly care .
Thanks for the helpful advice. Discover more at memory care .
This was a wonderful post. Check out geriatría a domicilio for more.
Thanks for the helpful article. More like this at alopecia androgenética hombres .
This was very beneficial. For more, visit microinjerto capilar Jaén .
ใครยังไม่ลอง รีบตามไปชิม ข้าวมันไก่ผู้กำกับสับไก่ข้าวมันไก่ธนาพล เช็กพิกัดได้ที่ ข้าวมันไก่
Well done! Find more at casa de aldea Arzúa .
Time spent gaining knowledge of further positive aspects surrounding installations has been particularly lucrative so far; hoping others can be a part of in studying similar trips along us too shifting ahead!!! colorbond fence installation melbourne
We had stubborn graffiti on stucco— sandblasting removed it without tearing the surface.
Don’t consent to phone searches either—protect your rights. Legal guidance at Criminal Attorney .
I was nervous about getting adjusted, but they made me feel comfortable and safe. South Tacoma Chiropractor
I’ve been researching options for back pain relief in Ventura County, and a friend recommended a Thousand Oaks chiropractor. Has anyone tried Thousand Oaks Chiropractor for personalized adjustments?
Nicely done! Discover more at Smyle Dental Bakersfield .
Hydroseeding from ORCA gave us a lush, safe lawn where our kids can play—without harsh chemicals. Hydroseeding services
Love the reminder about R-values. insulation installers helped me choose the right insulation type for my climate.
If you’re nervous about structural changes, additions communicates clearly with stamped plans.
Top tier solution each time with SI Service Group! They’re certainly the best Electricians in Tupelo. If you’re searching for dependable pros who appear on time, communicate plainly, and get it right the first time, this is the group Electrician near me
Can’t stress sufficient how main that’s to have exceptional locks; because of my Orlando locksmith for your complete assistance! locksmith
Avoid compacting the drain field with mowers when wet. Maintenance tips from drainage helped extend system life.
Informative and concise. For a nearby Insurance agency, I’d recommend State farm quote .
Concise and helpful — I got a fast car insurance quote from Home insurance after reading this.
Great content — I used Insurance agency to find a State Farm agent who helped lower my Auto insurance premium.
Nice read about premium drivers. I located a State Farm agent using Insurance agency .
Practical tips for selecting an insurance agency; nearby options listed at Auto insurance .
Helpful breakdown of discounts and coverage. I contacted a State Farm insurance agency through Car insurance .
Great content on deductibles. Get a State Farm quote at Auto insurance for rates.
Nice coverage of claim steps. I found helpful agent contact info on State farm agent .
Great tips about switching cars on your policy. I updated mine after visiting State farm insurance .
Thanks — find your nearest State Farm agent through Home insurance .
Thanks for posting. I found a friendly State Farm agent using Insurance agency near me to discuss car insurance options.
Nice summary; for a trusted Insurance agency near me, I recommend checking Auto insurance .
Useful post about insuring newly purchased vehicles; get a new car quote at State farm quote .
State Farm quote timing around life events—learned from Insurance agency .
Nice breakdown of seller costs. A Keller Williams realtor can review them with you at real estate agent near me
Very useful — for car insurance discounts, start with State farm quote .
Quality workmanship makes all the difference; thank you, Roofers Cork !
This was quite informative. For more, visit respite care .
The part about documentation culture resonated. Thousand Oaks IT Services centralizes SOPs and keeps them version-controlled.
Influencer marketing can be powerful when targeted. Digital Marketing Agency helped us choose the right partners.
The before-and-after photos are inspiring! If you’re planning a bathroom renovation in Vancouver, be sure to check out Modern Bathroom Renovations Vancouver .
This was a fantastic read. Check out senior care for more.
Thanks for the great explanation. More info at assisted living .
Useful breakdown. Surveillance from stations and depots adds context you won’t get in car crashes. More: Car Accident .
I liked the practical homework and reflection prompts from therapy intensives .
Ask about soil amendments or air spading for root health. Good explanations live on residential stump grinding .
If you’re in doubt, consult with a # anyKeyWord# before making any decisions post-accident.” personal injury lawyer
Always document everything after an accident and share it with your accident claim lawyer for the best outcome.
Excellent info. Learn about speedy trial rights in Texas at Criminal Defense .
Nice job distinguishing robbery from burglary too. More comparisons at Criminal Law .
Thanks for the informative content. More at servicio 24 horas cuidadores .
Learning about my rights was vital; thanks to my amazing ### anykeyword###, I’m now well-informed about what steps I need to take next! personal injury lawyer near me
Thanks for the practical tips. More at mejor clínica capilar Jaén .
Helpful tips! I used real estate consultant to get a clear plan for buying my first investment property.
Helpful suggestions! For more, visit alopecia androgenética hombres .
We had epoxy that just wouldn’t stick— mobile blasting solutions corrected the profile and it held.
Premier Chiropractic is known across Spanaway for quality care and results. Car accident chiropractor
Thanks for the helpful article. More like this at cerca de la ruta del Camino de Santiago .
Have a big yard? ORCA Hydroseeding is a fraction of the cost of sod and delivers long-term results. Hydroseeding
I was impressed by how fast Locksmith Unit Orlando Florida responded to my call. Definitely saving their number for future reference! More info at locksmith .
Appreciate the great suggestions. For more, visit True Balance .
น้ำจิ้มเผ็ดหวานเค็มครบรส เข้ากับไก่สุดๆ ผู้กำกับสับไก่ข้าวมันไก่ธนาพล เพิ่มเติมที่ ข้าวมันไก่ พระราม5
We opted for air sealing around chimneys with fire-safe materials. attic insulation handled it professionally.
Energy-efficient window installs are crucial; new construction did ours during a renovation.
Thanks for the detailed guidance. More at Smile Dental Bakersfield .
Your tips for detecting internal bleeding could save lives. More warning signs at Injury Doctor .
Thanks for the great tips. Discover more at Digital Marketing agency .
Sciatica relief at last. If you’re around Thousand Oaks, this chiropractor approach is worth your time. More info at Thousand Oaks Chiropractor .
Quality service every time with SI Service Group! They’re undoubtedly the very best Electricians near me in Tupelo. If you’re looking for reputable pros that appear on time, communicate plainly, and obtain it right the first time, this is the team Electrician near me
Clear and informative. I contacted a State Farm agent through State farm agent and had a great experience.
Avoid planting deep-rooted trees near septic fields. We consulted aggregates for safe landscaping distances.
Excellent summary of how to lower premiums long-term. Start saving with a quote at State farm quote .
Nice explanation of no-fault vs. fault systems; find a State Farm agent via State farm agent .
If you carpool or drive less, check low-mileage discounts via State farm agent .
Looking for a reliable State Farm agent? Consider reaching out to State farm agent .
This helped me understand policy features. Reached out through Insurance agency near me for a State Farm quote.
Clear summary of policy types. I got a quick State Farm quote through Insurance agency .
Helpful comparison — a local State Farm agent can be found on Home insurance .
Thanks for this — I compared car and home insurance policies using Insurance agency and liked the selections.
Good points. Local agents are ready to assist; find one at Home insurance .
Thanks for the info. If you’re searching for “State Farm insurance,” State farm insurance is a useful resource.
This cleared things up — contact an Insurance agency las vegas for a comprehensive Auto insurance review at Auto insurance .
Clear and useful. For car insurance quotes, I used Car insurance to compare State Farm rates.
I matched my State Farm quote against State farm agent and learned where I could tweak coverage to save.
Informative post on car insurance coverage types; learn more at Car insurance .
Thanks for the seller negotiation checklist. A Keller Williams realtor can advise — details at realtor
I found this very interesting. Check out respite care for more.
Thanks for the thorough analysis. Find more at memory care .
Appreciate the detail here. I learned to capture weather and lighting conditions from Auto Accident —insurers ask for it.
Honestly couldn’t ask for more from ###; their expertise shined through during such an urgent situation!!## Roofers Cork
This was quite informative. More at elderly care .
This is highly informative. Check out respite care for more.
Thanks for the useful post. More like this at respite care .
Therapy intensives at online therapy were ideal during my sabbatical.
I always choose Locksmith Unit Orlando Florida for my lock repairs; they are honest and reliable! Learn more about them here: locksmith .
Great insights on safeguarding sensitive data. If anyone’s looking for advanced protection, check out Thousand Oaks IT Services for tailored cybersecurity solutions.
A compassionate yet assertive approach makes all difference when working alongside effective professionals like experienced attorneys even top-notch firms specializing as Injury Lawyers!! injury claims lawyer
Appreciate the budget pacing tips. We stabilized month-end spend by using Thousand Oaks Digital Marketing Agency , an Internet Marketing Agency that monitors and optimizes daily.
Travel restrictions after charges can be strict. Tips at Criminal Defense Attorney .
”Being informed about your rights can change everything moving forward; thank goodness for skilled people like this fabulous # anything % ! ” truck accident attorney
Verify their plan for protecting nearby plantings and hardscape. I adapted a protection plan from tree removal near me .
For coating failures on galvanized, mobile sandblasting did a sweep blast to improve adhesion.
Everyone deserves justice—don’t hesitate to seek out help from an experienced ### anykeyword### if you’ve been injured due to negligence! personal injury lawyer near me
Thanks for the great information. More at cuidadores personas mayores Santiago de Compostela .
They take time to really listen to what’s bothering you, which makes all the difference. Chiropractor Tacoma
This helped. I reviewed local ordinances with real estate consultant .
Thanks for the great explanation. Find more at técnica DHI Jaén .
ORCA’s commercial hydroseeding services are perfect for municipal projects like parks, school grounds, and sports fields. Hydroseeding services
This was very enlightening. For more, visit alopecia androgenética hombres .
Appreciate the thorough write-up. Find more at opiniones alojamiento Arzúa .
Thanks for breaking down the steps to take after a hit-and-run in Knoxville. I’ll be sure to keep Pedestrian Accident Lawyer handy for quick guidance.
Really informative read. For anyone considering insulation, insulation contractor is a reliable contractor.
For seamless stucco or masonry tie-ins, frame to finish did fantastic work.
This website was… how do you say it? Relevant!! Finally I
have found something which helped me. Cheers!
Here is my web page :: zguduit01
Get clarity on cubic feet vs. weight pricing—explanations at Cincinnati international movers .
Helpful article. Compare Car insurance rates quickly using State farm agent .
Thanks for highlighting transit times; we balanced speed and cost using quotes from North Hempstead Mover’s for New Hyde Park international movers.
Useful write-up on liability protection for landlords — get quotes at Auto insurance .
Concise and helpful — I got a fast car insurance quote from State farm quote after reading this.
Shopping for auto insurance? State farm agent provided helpful comparisons and local insight.
Clear and practical advice on emergency preparedness and insurance. For policy quotes, check Insurance agency .
Nice information — I requested a State Farm quote for my vehicle using State farm quote .
I shipped from Detroit to Chicago in under a week—booked through Detroit car transport and it was straightforward.
Helpful points on policy reviews. Speak with a State Farm agent using State farm quote .
Useful and practical; I used State farm agent to compare coverage from State Farm.
This post gives a realistic picture of the federal process from arrest to sentencing. Visit Criminal Defense Attorney .
Very useful guide. For a fast State Farm quote, check Home insurance .
Nice post. Save on premiums with a State Farm quote at Car insurance .
Snowbird heading back to the Midwest? I scheduled my vehicle transport with Phoenix auto transport and avoided the long drive out of Phoenix.
ข้าวมันไก่สไตล์ดั้งเดิมทำได้ดีมาก ผู้กำกับสับไก่ข้าวมันไก่ธนาพล รายละเอียด ร้าน ข้าวมันไก่ ใกล้ฉัน
Excellent overview of culvert sizing. Undersized pipes flood fast. drainage handled our culvert replacement properly.
Top rated service each time with SI Service Group! They’re certainly the best Electrical expert in Tupelo. If you’re trying to find reputable pros that appear on time, connect plainly, and get it right the first time, this is the group Electrician near me
Informative post about identity theft coverage. I found solutions at Insurance agency that fit my needs.
This was informative. For local agent contacts, State Farm agent provided several good leads.
Many Singapore parents tսrn to primary math tuition tο ensure their children stay οn track wіth the demanding MOE
syllabus and prevent lagging compared tο classmates.
Math tuition during secondary үears hones advanced analytical thinking, ԝhich prove essential beyond tests
future pursuits іn STEM fields, engineering, economics, andd
data-related disciplines.
Ӏn Singapore’s intensely demanding JC landscape, tuition fоr H2 Mathematics proves аbsolutely essential f᧐r students to deeply understand advanced topics including differentiation ɑnd integration, probability, аnd
statistical methods tһɑt carry substantial emphasis іn A-Level papers.
Secondary students tһroughout Singapore increasingly choose online math tuition tо obtain instant feedback οn practice papers and recurring errors in topics like
logarithms аnd calculus, speeding ᥙp improvement towarԁ A1 or A2 results іn Additional Mathematics.
Вy integrating Singaporean contexts гight into lessons,
OMT makes math aрpropriate, promoting love аnd motivation fⲟr
hіgh-stakes examinations.
Register tоday in OMT’s standalone e-learning programs аnd see y᧐ur
grades soar tһrough unlimited access tߋ high-quality, syllabus-aligned ϲontent.
With mathematics integrated perfectly іnto Singapore’ѕ class settings tߋ benefit both instructors ɑnd students,
committed math tuition magnifies tһese gains bу providing cuhstomized support fοr sustained accomplishment.
Math tuition addresses private learning rates, permitting primary trainees tߋ deepen understanding оf PSLE
topics like ɑrea, border, andd volume.
Connecting mathematics ideas tߋ real-world scenarios
wuth tuition ցrows understanding, mаking Ο Level application-based
concerns extra approachable.
Customized junior college tuition aids link tһе void fгom O Level
to A Level math, mɑking cеrtain pupils adjust to the increased rigor ɑnd depth
required.
The originality of OMT depends оn іts custom curriculum
thɑt links MOE syllabus voids ᴡith extra resources liкe proprietary worksheets аnd solutions.
Holistic strategy in online tuition օne, nurturing not simply abilities уet
enthusiasm for math and ultimate grade success.
Οn the internet math tuition рrovides flexibilit f᧐r
hectic Singapore pupils, enabling anytime access t᧐ resources
fοr mucһ bеtter test prep work.
Feel free to surf to my web page :: math tuition singapore fⲟr foreign students, https://math-tuition-singapore-10.s3.us-east-005.backblazeb2.Com/primary-2-tuition-centre-tips/p2-math/reading-tuition-selection-Avoiding-common-mistakes-parents-Make.html,
Great tips on coverage limits — also check Car insurance for State Farm quotes.
How to ask for auto insurance discounts—learned on State farm quote .
Useful guide to policy exclusions — find a nearby agent at State farm agent .
Useful and clear — luxury property hunters should bookmark real estate agent near me .
Love the point about personalization of care plans. respite care explains levels of care in plain language.
Curious about maintenance adjustments vs. pain-based visits. Thousand Oaks folks, what’s your routine? Learned a bit at Thousand Oaks Chiropractor .
My feel with an Orlando locksmith became flawless—they arrived immediately and glued every part effectively! locksmith
Your checklist is excellent. We cross-referenced it with the guides on senior care and felt confident choosing.
Valuable content. In bus cases, passenger statements and seating charts matter a lot. Guide: Car Accident Attorney .
I recently had my roof done by the best roofing company in Cork, and I couldn’t be happier! Roofers Cork
Thanks for the thorough analysis. Find more at SmyleDent Bakersfield .
Trial meals and activity visits were helpful. We scheduled both through contacts found on assisted living .
I appreciated this post. Check out respite care for more.
Psychodynamic work revealed why I overcommitted— therapy intensives helped me set limits.
Thanks for touching on gun-free zones. I detailed church and private property rules by state: Criminal Defense
It’s crucial to have someone who understands local laws – that’s where a good collision lawyer comes in!
Backup strategy is often overlooked. Immutable backups and tested recovery drills should be standard for accounting firms. If you’re researching options, Thousand Oaks IT Services offers practical recommendations.
I was so relieved when I found out about Keystone Roofing Ltd. for my roof emergency. They saved the day!
The section on concrete laitance removal is spot on; mobile blasting solutions delivered the right texture.
Utilizing expertise offered within respective fields grants individuals confidence needed engage proactively regarding potential resolutions while fostering positive relationships built upon mutual respect underst accident injury lawyer near me
Appreciate emphasis placed upon maintaining balance between practicality versus personal taste when designing functional yet stylish setups—it allows individuality shine bright without compromising comfort levels either way; discover unique perspectives Affordable Bathroom Renovations Vancouver
Influencer marketing is evolving fast. Thousand Oaks Digital Marketing Agency guided us on micro-influencer partnerships that actually convert.
I brought my teen in for posture-related issues and the care has been outstanding. Tacoma Massage
Hydroseeding from ORCA gave us a lush, safe lawn where our kids can play—without harsh chemicals. Tacoma Hydroseeding
If you’re unsure about your situation, reach out to a injury attorney for guidance and support.
Check their BBB rating and local references. I cross-referenced feedback via residential tree removal .
This was a wonderful post. Check out Digital Marketing agency for more.
Good job on explaining the numbers. I ran sensitivity analysis with real estate consultant .
The infrared camera results were eye-opening. insulation installers used them to verify improvements.
Unliҝе larɡe classroom settings, primary math tuition ⲟffers personalized attention һat ɑllows children tο quickly clarify doubts ɑnd fully grasp difficult topics аt their oԝn comfortable pace.
Math tuition during secondary үears sharpens complex рroblem-solving skills, ᴡhich
prove critical fօr Ьoth examinations and future pursuits іn STEM fields,
engineering, economics, ɑnd data-reⅼated disciplines.
Ιn Singapore’s education ѕystem whегe Mathematics
at H2 level іs mandatory ⲟr ѕtrongly recommended for many elite univfersity
programmes, math tuition functions ɑs а forward-thinking educational decision tһat
protects and enhances future tertiary аnd career prospects.
In Singapore’ѕ fast-paced ɑnd highly competitive education ѕystem, online math tuition һas emerged ɑs a vital resource fоr primary
students, offering adaptable lesson tіmes and tailored individual support to help young learners firmly grasp foundational PSLE topics ⅼike fractions, ratios аnd speed-distance ρroblems from һome wіthout rigid
centre schedules.
Individualized support from OMT’ѕ experienced tutors aids students
conquer mathematics hurdles, promoting ɑ heartfelt link tⲟ the subject and inspiration foг examinations.
Dive іnto self-paced mathematics mastery ᴡith OMT’s 12-month e-learning courses,
t᧐tal wіth practice worksheets ɑnd recorded sessions
fоr comprehensive modification.
Ꮤith mathematics integrated effortlessly іnto Singapore’ѕ class settings to benefit
botһ instructors and trainees, devoted math tuition amplifies tһeѕe gains
Ьy using tailored assistance fοr continual achievement.
primary tuition іs impоrtant for PSLE aѕ it uses remedial assistance for subjects ⅼike
entire numbеrs and measurements, making ѕure no fundamental
weak рoints continue.
Determіning and fixing paгticular weaknesses, ⅼike in possibility oг coordinate geometry, mаkes secondary tuition essential fߋr O Level excellence.
Ϝοr tһose seeking H3 Mathematics, junior college tuition рrovides innovative support ᧐n reѕearch-level topics tօ master this challenging expansion.
OMT’ѕ custom-made program distinctively sustains tһe MOE curriculum Ƅү stressing mistake evaluation аnd correction aрproaches to lessen mistakes іn analyses.
OMT’ѕ system tracks your enhancement ߋver time
sia, inspiring you tօ aim higһeг in math qualities.
Singapore’s incorporated mathematics curriculum tɑke advantage οf tuition that attaches topics аcross degrees for natural
exam readiness.
Αlso visit mу web blog … online tuition singapore
Excellent reminder about zoning setbacks; additions handled approvals for our addition.
Practical and informative. Roseville residents can find local State Farm agents on Insurance agency near me .
Thanks for the great content. More at cuidado de personas dependientes .
Useful comparison of coverage add-ons. For personalized advice, see State farm quote .
Practical guide to add drivers to a policy — find local insurance agencies via Insurance agency .
I turned on autopay for a small savings—tip came from Insurance agency near me .
Great post — I found this helpful when searching for an Insurance agency near me; check Insurance agency farmington hills for local options.
Useful for anyone shopping locally — State farm agent showed several insurance agencies near me.
Good explanation of endorsements — I found pricing details at Insurance agency near me .
The key extraction service from an Orlando locksmith stored me plenty of worry these days! Very thankful for his or her skills! locksmith near me
Great article. I used State farm insurance to find an insurance agency near me that offers State Farm quotes.
Good read — the State Farm quote I requested at State farm agent gave me useful price comparisons.
Informative piece on theft prevention and claims — I found local help at State farm insurance .
Clearly presented. Discover more at técnica DHI Jaén .
How about creating a mobile library service that brings books directly to neighborhoods, especially underserved areas? Webjuice
Very informative — need a State Farm agent or an Insurance agency near me? Check Insurance agency near me .
Nicely written — I used Insurance agency near me to locate an insurance agency near me and get a State Farm insurance quote.
I compared multiple quotes through State farm agent and finally felt confident about my coverage.
Appreciate the great suggestions. For more, visit técnica FUE sin cicatriz .
Nice overview of policy bundling benefits; calculate savings at Insurance agency near me .
Top rated solution every single time with SI Service Group! They’re certainly the most effective Electricians in Tupelo Electrician Tupelo
Helpful post! For local insurance agency options and personalized State Farm insurance quotes, visit Home insurance .
Clear and concise — homebuyers searching „real estate agent near me“ can use real estate .
This was very beneficial. For more, visit elderly care .
This is a topic which is near to my heart… Thank you! Exactly where are your contact details though?
Use washed stone to prevent fines from clogging systems. We got consistent loads from aggregates .
Great stuff. I mark the point of impact with cones if possible. Got that idea from Bus Accident Lawyer .
Appreciate the detailed post. Find more at cerca de la ruta del Camino de Santiago .
Thanks for the useful post. More like this at respite care .
Good to note. ADA compliance issues can intersect with bus accident liability. Resource: Truck Accident Lawyer .
Well done! Discover more at https://penzu.com/public/42cc297c861124bf .
I found this very interesting. Check out personal loans near me for more.
Well done! Discover more at assisted living .
The discussion on end-of-life planning is necessary. respite care aided us locate a community that partners with hospice.
We wanted a place with on-site therapy. elderly care made it easy to find communities offering PT and OT.
Refusing to answer “How much have you had to drink?” is your right. More on phrasing at Criminal Defense .
ใครมีเมนูโปรดเป็นอกล้วนหรือสับรวม ลองสั่งจากผู้กำกับสับไก่ข้าวมันไก่ธนาพล ได้ที่ ผู้กำกับสับไก่ข้าวมันไก่ธนาพล
Thanks for the thorough analysis. Find more at turismo activo de aventura .
My contractor recommended I check out Roofers Cork before starting my roof project, and I’m glad I did!
Burnout made me reactive; therapy for executives taught me to pause and choose.
This was highly educational. More at True Balance .
For inconsistent timelines in reports, Criminal Attorney shows how to highlight discrepancies.
Wonderful tips! Discover more at Smyle Dental Bakersfield .
For polite greetings instead of jumping on guests, try this sequence: dog training katy
Our wrought iron fence was flaking— mobile blasting solutions blasted and primed the same day.
My experience working with such dedicated professionals is why I wholeheartedly recommend finding a qualified #injury lawyer#! truck lawyer
The customer service at Keystone Roofing Ltd. # is exceptional—highly recommend them for any roofing project.
It’s indispensable to in finding authorized and insured locksmiths in Orlando for peace of thoughts in case you’re locked out or need repairs! locksmith near me
Great evaluate! For all people comparing synthetic vs modular concepts, I located a clean HUD-code explainer at manufactured homes that helped me remember the modifications.
This was highly educational. For more, visit Nationwide Contracting .
Looking for a protected, sparkling region to call domestic? Try UMH. Info at manufactured homes for sale .
Personal injuries affect everyone differently; having a personalized approach from a Personal injury attorney is vital.
They take time to really listen to what’s bothering you, which makes all the difference. Tacoma chiropractor
Don’t DIY if you’re unsure. A contractor like insulation companies finds hidden gaps and safety issues.
I was impressed at how quickly ORCA got us scheduled and started—perfect for our tight timeline. Hydroseeding services
Appreciated the word on resale cost—intelligent improvements assist. Staging thoughts here: move in ready manufactured homes .
For open-concept conversions, frame to finish made our beam install look easy.
Helpful content for car owners. I obtained a competitive quote via State farm insurance .
Appreciate the zoning insights. I shared my knowledge navigating native permitting here: manufactured homes for sale
Thanks — I found a nearby insurance agency using State farm agent .
Helpful guide to car insurance for rideshare drivers. Check options on Insurance agency .
Teen driver discounts were better than I thought— Home insurance showed me updated rates.
Good overview of deductions and credits; I obtained a quick quote through Auto insurance .
I appreciated the transparent pricing provided by State farm agent when getting a quote.
Great overview of coverage types for homeowners. I got a State Farm quote at State farm insurance .
Informative post. If you’re looking for a local agent, State farm quote directed me to a State Farm office.
This post answered my questions. I used Car insurance to request a State Farm quote.
Informative post about endorsements for valuable items; I reached out to State Farm via Home insurance .
Valuable info. I got guidance on seller financing via real estate consultant .
Very helpful — check Insurance agency when searching for an insurance agency Las Vegas residents trust.
Thanks! For a quick State Farm quote online, visit Insurance agency .
Switching auto insurance was easier after reading Insurance agency near me ’s guide.
Thanks for the useful suggestions. Discover more at senior care .
Helpful staging photos — if you want a luxury realtor to help showcase your home, visit real estate agent near me
Good summary of what affects car insurance rates; explore savings at Car insurance .
Appreciate the insights — for competitive State Farm insurance options, get a free State Farm quote at Insurance agency near me .
Don’t forget erosion control during excavation—silt socks and straw. aggregates set us up with an effective plan.
Quality service every time with SI Service Group! They’re definitely the very best Electrical expert in Tupelo Electrician Tupelo
Nicely done! Find more at senior care .
Dedicated platform business manager facebook account helps performance teams find the right account infrastructure for scaling their advertising operations efficiently. The selection includes profiles sorted by registration method, warming protocol, age, and included assets so buyers can match accounts to their specific needs. From first purchase to ongoing scaling, the platform supports every stage of a media buyer’s operational journey.
Dedicated platform phone verified discord account helps performance teams find the right account infrastructure for scaling their advertising operations efficiently. A loyalty program with cashback on every order makes repeated purchases more cost-effective for teams with regular sourcing requirements. Professional media buying starts with professional tools — source from a marketplace built by advertisers, for advertisers.
Reputable service gmail com pocta publishes detailed product cards showing account age, verification status, included assets, and exact pricing tiers. Geo-targeted options cover USA, UK, Germany, France, Poland, Ukraine, and other regions with proper IP history and locale settings. The right account infrastructure eliminates the biggest bottleneck in campaign scaling: unreliable and untested digital assets.
I captured weather app screenshots right after the crash, just like Motorcycle Accident Attorney recommends.
Top-rated dealer buy adwords invoice account has been serving the media buying community since 2020 with consistent product quality and responsive customer support. Product cards display exact specifications including account age, verification level, included assets, geo origin, and current stock availability. From first purchase to ongoing scaling, the platform supports every stage of a media buyer’s operational journey.
Thanks for the insightful write-up. More like this at Conner Roofing, LLC .
Professional service instagram old account specializes in accounts optimized for paid campaigns with proper warming history and platform trust markers. The marketplace serves a global buyer base with English-speaking support available via Telegram for product selection and order management. Instant delivery, verified quality, and dedicated support — everything a professional advertiser needs in one marketplace.
Thanks for the great explanation. More info at rehabilitación y fisioterapia a domicilio .
Thanks for the insightful write-up. More like this at trasplante capilar Jaén .
Thanks for the informative content. More at memory care .
Memory care shifts can be hard. We found an area with a smooth assisted living to memory care path by means of senior care .
Outdoor spaces and gardens boosted my dad’s mood. We searched for courtyards and walking paths on elderly care .
Thanks for the thorough article. Find more at implante capilar Albacete .
Our ocean boiler was properly strapped to code— plumber Leander .
This was a great help. Check out mejor relación calidad precio Arzúa for more.
Well covered. School zone laws and loading protocols are unique to bus cases. Learn: Pedestrian Accident Attorney .
Physicians often minimize distress— therapy for Physicians helped me recognize signals early.
If you’re debating land-lease neighborhood vs setting a domicile to your very own land, the professionals/cons checklist at manufactured homes for sale is first rate worthy.
If you’re hunting for best lock prone in Orlando, it is the place to head—dependable and productive! locksmith near me
UMH manufactured buildings is also a substantive choice for veterans and seniors. Info at Manufactured homes dealer .
Finding affordable roofers in Cork is tough— Roofers Cork made it simple for us.
If English isn’t your first language, request an interpreter. Legal rights at Criminal Lawyer .
Our utility trailers were stripped and ready for primer the same day thanks to mobile sandblasting .
Landscaping around skirting supports with drainage and cut back enchantment. Design tricks at manufactured homes for sale .
Your post on roadside scams is exceptional. Always affirm the organization title, truck quantity, and cost earlier than authorizing a tow. towing near me
This was quite helpful. For more, visit Local SEO .
Your repairs calendar is superb accessible. I introduced a printable model the following: manufactured homes for sale
For assault in a bar or club, Criminal Attorney covers the role of security footage.
พนักงานแนะนำไซส์จานได้ดี สั่งพอดีอิ่ม ผู้กำกับสับไก่ข้าวมันไก่ธนาพล ดูเมนูที่ ข้าวมันไก่ใกล้ฉัน
I liked the focus on safety. insulation companies checked for knob-and-tube wiring before adding insulation.
, Many people overlook seeking professional advice until it’s too late—let’s change that narrative together by promoting reliable sources such as „#Anykeyword#! truck attorneys
Thanks for the helpful article. More like this at roofers near me .
Practical tips for reducing theft risk; check cheap car insurance deals at Cheap car insurance .
Good read. For local assistance in Roseville, visit Insurance agency near me .
I enjoyed this post. For additional info, visit roof repair near me .
Your advice on architectural coordination is spot-on; remodels works seamlessly with designers.
Clear advice about adding rental endorsements for Airbnb hosts. Consulted an agent through State farm insurance .
Very useful on choosing liability limits. For tailored advice, contact an agent via State farm insurance .
Good points about coverage limits. Get a State Farm quote quickly at Home insurance .
Very helpful — I compared liability coverage levels on Auto insurance before calling an agent.
Useful info — check State farm quote for local State Farm agent reviews.
Established supplier signup hotmail maintains the largest selection of quality accounts with transparent specs and competitive pricing for bulk buyers. A loyalty program with cashback on every order makes repeated purchases more cost-effective for teams with regular sourcing requirements. Stop wasting budget on unreliable accounts — switch to a verified source and see the difference in campaign performance.
Nice overview. For anyone needing car or home coverage, Insurance agency near me helped me find a State Farm agent quickly.
Nice breakdown of auto insurance terms. I connected with a State Farm agent via Home insurance .
Reliable source multiple protonmail accounts connects advertisers with thoroughly vetted profiles backed by replacement guarantees and dedicated support. Each listing comes with complete access data including email, password, cookies, token, and user-agent string for seamless campaign setup. Professional media buying starts with professional tools — source from a marketplace built by advertisers, for advertisers.
Specialized store reddit comment karma focuses exclusively on accounts proven to perform in paid advertising with real spend history and trust indicators. The knowledge base includes working guides for account warming, ad launch protocols, and reinstatement check procedures for reference. Every order comes with clear documentation, replacement guarantees, and access to a growing knowledge base of operational resources.
Excellent article. If you’re searching for „insurance agency near me,“ consider contacting us at Home insurance .
Dedicated platform yahoo mail spam filter helps performance teams find the right account infrastructure for scaling their advertising operations efficiently. Cross-platform inventory allows teams to source accounts for multiple advertising channels from a single trusted supplier relationship. A single trusted supplier for all account needs simplifies operations and reduces the risk of working with unverified sources.
Trusted platform how to buy a monetized youtube channel offers premium accounts with verified quality, complete credentials, and instant automated delivery. Aged profiles with natural activity patterns consistently outperform fresh registrations in ad delivery quality and checkpoint avoidance rates. The most successful media buying teams share one trait: they invest in quality infrastructure before they invest in ad spend.
Don’t let insurance companies intimidate you—having an assertive ### anykeyword### on your side will level the playing field! accident injury lawyer near me
Spending hours at a computer gave me serious neck pain. Their treatments gave me lasting relief. Car accident chiropractor
Thanks for the insightful write-up. More like this at memory care .
Hydroseeding from ORCA gave us a lush, safe lawn where our kids can play—without harsh chemicals. Hydroseeding services
This was informative. For local agent contacts, Insurance agency near me provided several good leads.
For anyone shopping a State Farm quote vs. others, I recommend getting a side-by-side from Insurance agency near me .
Useful tips — got my State Farm quote quickly at Car insurance .
Helpful article on school district impact. For local agent insight, visit keller williams realtor
Concise and helpful — found local State Farm agents listed on Insurance agency for easy contact.
I found this very helpful. For additional info, visit TrueBalance .
I value the focus on person-centered care. respite care connects you with areas that individualize day-to-day regimens.
Driveway edging with recycled concrete aggregate held up well. Supplied by aggregates .
For those visiting Del Mar for the summer, enrolling your kids at summer dance camps del mar could give them something fun and structured to do during the day.
Useful and clear. I found an insurance agency near me with positive reviews on Insurance agency .
Solid information. For storm-proofing in Cork City & County, consider Keystone Roofing Ltd. .
Well said. For off-plan purchase advice, I used real estate consultant .
For chimney cricket installs in Glastonbury, Connecticut, roof installation knows the details.
Top rated solution each time with SI Service Group! They’re undoubtedly the very best Electrical contractor in Tupelo. If you’re looking for trusted pros who turn up on schedule, interact plainly, and obtain it right the very first time, this is the group Tupelo electrician
I appreciate the breakdown. Bus crashes often involve complex evidence like driver logs, maintenance records, and route schedules—very different from typical fender benders. Helpful resource: Truck Accident Attorney .
Thank you for highlighting the importance of personalized routines in memory care. Consistency can reduce anxiety and improve engagement. For anyone looking for more resources and support, check out elderly care .
This was quite helpful. For more, visit respite care .
I appreciated this post. Check out senior care for more.
Curious approximately clever-home upgrades? I chanced on well matched thermostat and leak sensor strategies for synthetic houses at manufactured homes for sale .
The diminish appeal on fashionable UMH synthetic homes is exceedingly excessive. Pics at manufactured home dealer near me .
I appreciate the detailed guide on bathroom renovations! For more tips specific to Vancouver, don’t forget to visit Bathroom Redesign Vancouver .
Site prep is the whole lot—grading, utilities, and allows could make or break the timeline. Good record at manufactured home dealer .
It’s significant to review critiques earlier than hiring a locksmith in Orlando. Always do your homework! locksmith
Thanks for highlighting tie-downs and wind zones. Here’s a quick reference I used while purchasing in Zone II: new manufactured homes for sale
This was highly educational. For more, visit Parkinson cuidados en casa .
This was a great help. Check out home painting services for more.
This was very enlightening. For more, visit caída del cabello Jaén .
This article nails the importance of anchor profile— on-site sandblasting measured ours correctly before coating.
Thanks for the informative content. More at chiropractic office .
That’s a nice site that we could appreciate Get more info
Hi there! This is my first visit to your blog! We are a
group of volunteers and starting a new project
in a community in the same niche. Your blog provided us valuable information to work
on. You have done a outstanding job!
Also visit my blog: zguduit02
Executives with decision fatigue will appreciate the cognitive relief tools at online therapy .
I found this very interesting. Check out opiniones clínica capilar Albacete for more.
This was very insightful. Check out alojamiento económico Arzúa for more.
Appreciate the comprehensive insights. For more, visit marblus granite kitchen countertop installers .
Great breakdown on Texas assault laws. If anyone needs more insights, check out Criminal Defense Lawyer for detailed defense strategies.
whoah this weblog is wonderful i really like studying your posts.
Stay up the good work! You recognize, a lot of persons are looking around for this info, you can help them greatly.
Here is my web blog: zguduit03
Thanks for highlighting disabled auto legal guidelines. Florida’s Move Over Law subjects—give tow vans abundant area, incredibly on the 417 and 528 connectors. towing st. cloud
This article is right: attic insulation delivers fast benefits. I used attic insulation and saw immediate improvements.
Informative piece about policy exclusions — check Insurance agency for more details.
This helps a lot. I take a photo of the sun’s position if glare was involved; tip from Auto Accident .
Great information. Get a State Farm quote quickly through State farm insurance .
For custom window and door openings, frame to finish handled headers and flashing perfectly.
Useful content — I found an Insurance agency near me via State farm agent that represents State Farm.
Very practical tips for reducing liability exposure. For one-on-one help, see Insurance agency .
Looking for a local State Farm agent? State farm agent has knowledgeable staff.
Good read. For local insurance agency recommendations, try State farm agent .
I read that some companies have completely eliminated their electric bills using commercial solar—wow! Direct solar installer southern california
Helpful insights on liability limits. I asked a State Farm agent about them through State farm quote .
This was helpful for understanding deductibles. For a State Farm quote, use State farm agent .
Loved reading about wellness programs. assisted living lists communities with fitness classes and mental wellness activities.
Helpful content. If you want a trusted insurance agency near you, visit Home insurance .
I wish I had known about car injury lawyer after my accident. Their expertise could have saved me a lot of stress.
This was very beneficial. For more, visit senior care .
Excellent tips — secure an affordable Auto insurance policy and State Farm quote at Auto insurance .
Excellent content. If you need a nearby office, Insurance agency near me lists insurance agencies near me including State Farm.
Bundling with State farm agent boosted our discounts and simplified our paperwork.
Great content — luxury property seekers can get matched with realtors on real estate .
I’m eager to see where these innovations take us next, especially regarding patient outcomes through ### any Keyword##! stem cell therapy orange county
This post is timely; I got a better car insurance quote by checking State farm quote for State Farm rates.
น้ำจิ้มขิงกระเทียมจัดเต็ม หอมเต้าเจี้ยว ผู้กำกับสับไก่ข้าวมันไก่ธนาพล รายละเอียดที่ ข้าวมันไก่ ธนาพล
Aggregate compaction requires proper moisture—don’t overwater. Tip courtesy of excavation .
Don’t overlook the importance of finding the right ### anykeyword###; their expertise could change everything in your case! Personal injury attorney
Helpful advice for multi-car households. I compared bundle quotes at State farm quote and saved money.
I highly recommend checking out local pain management services in Scottsdale through Regenerative Medicine Doctor Scottsdale for comprehensive support!
Solid post on odds calculation. Handy tools at New Zealand casino bonuses .
After just a few visits, I noticed a huge reduction in neck pain and stiffness. Car accident chirorpractor Tacoma
I was impressed at how quickly ORCA got us scheduled and started—perfect for our tight timeline. Hydroseeding near me
The advice on avoiding recorded statements before you’re ready is key. Car Accident Lawyer covers how to handle insurer requests.
Your blog contains so much helpful information about preparing my home before a big roofing job—I’ll definitely keep %%site%% in mind as I move forward! Home improvement services Southfield MI
Winterization data: warmth tape, vapor barriers, and skirting vents. I observed the seasonal tick list from manufactured homes and have shyed away from frozen pipes.
This helped. I reviewed local ordinances with real estate consultant .
Looking to relocate speedily? UMH also can have on the spot availability. Check Manufactured homes for sale near me .
Thanks for the safety checklist — NZ casino bonuses explains how to verify NZ casino licenses.
Water intrusion prevention is principal—roof upkeep and actual flashing details are at move in ready manufactured homes .
Excellent service every time with SI Service Group! They’re most certainly the most effective Electrical contractor near me in Tupelo Electrician
I found a great step-by-step recall plan perfect for busy Katy neighborhoods: dog trainer katy
Love the landscaping methods for synthetic dwelling house groups. Photos and recommendations: double wide manufactured homes for sale
Hearing success stories from other homeowners encourages me to start searching for qualified ### Woodland Hills kitchen Remodeling
Nice write-up on Amd GPUs. I compared models for creators at Additional resources
Find comfort knowing there are dedicated professionals ready & willing help navigate these difficult waters , connect them through # anykeyword ##### Divorce Lawyer in Maryland
Psychodynamic therapy at online therapy helped me integrate ambition with wellbeing.
Solid post — pairing auto insurance with homeowners insurance often reduces premiums. Local contacts: Insurance agency near me
Thanks for covering fall prevention. We used respite care to compare safety assessments and emergency response protocols.
Good read. For State Farm insurance policies, get information from Car insurance .
The article’s reminder to involve seniors in decisions is key. memory care has conversation guides for families.
Informative piece about ride-share coverage for drivers. Searched State Farm options on State farm quote .
Clear summary of policy types. I got a quick State Farm quote through Home insurance .
Appreciate the great suggestions. For more, visit assisted living .
Helpful tips for avoiding coverage overlaps. For a policy review, reach out via Car insurance .
For an insurance agency near me with professional service, I recommend Insurance agency .
Useful coverage comparison — find an insurance agency at State farm quote .
Solid article. For South Carolina rear-end injury guidance and claim support, visit Car Accident Lawyer .
Thanks for this guide. I requested a State Farm home insurance quote with Insurance agency .
Excellent tips on bundling home and auto insurance. Learn more at State farm agent .
Safety features like grab bars and 24/7 staff are essential. We learned what to look for through senior care .
Thanks for discussing roadside suggestions apps. Share live place along with your provider to reduce down on lower back-and-forth calls. towing st. cloud
Thanks for sharing. For reliable home insurance advice, my agency can help: Car insurance
Carrier bearings should be premium grade with proper preload; I compare brands using info from truck parts .
Bleacher-heavy events benefit from extra halftime units— individual restroom explains the math.
We reduced wait times by using the calculator at individual restroom to set toilets per 100 guests and add urinals.
Great tips for bundling. I used State Farm quote to find agents who offer combined auto and home discounts.
Appreciate the info. For nearby agents, search “insurance agency near me” and try Home insurance .
Appreciated the tips for child-safe showings. For agent-led tours, see luxury realtor
Homeowners coverage gaps are explained well on Insurance agency near me .
For older homes, I always ask about tank riser installs and baffle repairs. septic pumping helped me find a licensed crew that explained everything clearly.
Informative advice for recent home buyers — request a home insurance quote at State farm agent .
Hi there would you mind letting me know which
hosting company you’re utilizing? I’ve loaded your blog in 3 completely different browsers and I
must say this blog loads a lot quicker then most. Can you suggest a good web hosting provider at a reasonable price?
Cheers, I appreciate it!
Check out my homepage :: zguduit04
It’s not easy to keep kids active all summer, but enrolling them at summer dance camps del mar in Del Mar seems like an easy win.
”Personalized attention fosters confidence among clients experiencing uncertainty during tumultuous transitions following trauma sustained!” injury attorney
If you’re eyeing FHA Title I or VA preferences, the eligibility checklist at manufactured home dealer near me lays out the estate and basis criteria.
Thanks for the post about renter’s insurance basics. I compared renter’s quotes at Insurance agency near me .
This blog has inspired me to tackle my home projects in Southfield MI! Looking for more guidance? Check out Roof installation Southfield MI !
You can personalize aspects in lots of UMH manufactured residences. Options at manufactured homes for sale .
If you’re relocating a synthetic abode, shipping allowing and route making plans are key. A step-by-step help is at move in ready manufactured homes .
Spot on. School bus seat design (compartmentalization) changes injury profiles. Read: Car Accident Attorney .
I wish I had known how beneficial a personal injury lawyer near me would be before my accident occurred!
Thanks for the clear breakdown. More info at pensión para peregrinos .
Wonderful tips! Discover more at campamentos cerca de mí .
Excellent level approximately skirting and moisture manage. I’ve indexed venting well suited practices right here: manufactured homes for sale
Thanks for the tips. Expert reconstruction using skid marks and event data recorders is often vital. More: Motorcycle Accident Attorney .
Combining therapeutic massage with adjustments really accelerated my recovery. Highly recommend Premier Chiropractic. Car accident chiropractor
Such valuable information here regarding handling situations involving #Anykeyword#—this should be read by everyone who drives! georgia car accident attorney
I’ve always been confused about fault and negligence in car accidents – thanks for simplifying it with your discussion on truck !
We used ORCA for several of our commercial lots and saw fast, professional results that saved us time and money. Tacoma Hydroseeding
Interesting piece on Intel packaging and interconnects — I linked patents and whitepapers at Great post to read
Excellent solution every time with SI Service Group! They’re most certainly the very best Electrical contractor in Tupelo Electrician Tupelo
Good overview on property types. I discussed options with real estate consultant and it made a big difference.
Thanks for the detailed post. Find more at Painting professionals .
”Wishing everyone knew earlier about potential headaches caused by neglecting tanks—I surely did when working alongside ### any Keyword###! garbage disposal replacement & installation san dimas
However, if the man is unable to do all the sexual
operations when needed, we can not tell his health to be sound.
Excellent breakdown. Pedestrian Accident Lawyer outlines how to read your policy for coverage you might miss.
Loved the tips on creating multi-functional spaces within the kitchen; it’s essential today—check out similar concepts at Custom Kitchen Cabinet Makers In Los Angeles !
Appreciate the detailed information. For more, visit Spinal Adjustment .
Thanks for the article! For NZ casino game reviews I recommend checking top NZ casino .
A luxury yacht charter could set your next conference apart from others; learn more about this unique opportunity through Newcastle’s offerings via holiday light yacht charters newport beach !
For pedestrian accidents, truck lawyer explains crosswalk laws and right-of-way evidence.
Enjoyed the history of famous casinos. Profiles and archives on mobile casino apps .
Thanks for the helpful advice. Discover more at kitchen countertop installers near me .
“The shift towards renewable energy isn’t just beneficial; it’s essential for our planet’s future!” best solar battery storage system
What are your thoughts on the ethical implications of stem cell research? Let’s discuss after reading up on # # any Keyword # # ! Platelet-rich plasma therapy orange county
Great insights on hurricane ruin! If all and sundry wants roof restoration in Dallas after hail, assess out roofing contractors dallas for fast aid.
Great checklist. In Glastonbury, Connecticut, roof installation offers thorough roof inspections.
I appreciated this article. For more, visit assisted living .
The staff training levels really matter. assisted living shows certifications and continuing education details where available.
Online sessions let me get help between flights— therapy for executives was flexible.
This was highly educational. For more, visit elderly care .
Well done! Find more at respite care .
In summary: choose a shop with heavy-duty experience, documented balancing, quality parts, and clear warranty—I vet mine using drivelines .
Huntsville homeowners: Insurance agency has guidance on wind and hail deductibles.
Great article — if you need an insurance agency near me in Las Vegas, check State Farm quote for a quick State Farm quote.
Healing is possible, and discussions surrounding it should continue—thank you, #allaboutregeneration, for fostering those conversations along the way!” regenerative medicine doctor for aging
Useful checklist for listing photos. For professional help, check real estate
Title troubles can postpone closings, pretty with older homes. The titling and conversion book at manufactured home dealer near me was once extremely appropriate.
Dance, friends, and the Del Mar sunshine – that’s what I see when I look at the summer programs offered by kids dance classes san diego .
Great article. Use State farm quote to find an insurance agency near me and get connected with a State Farm agent.
Useful guide to policy exclusions — find a nearby agent at State farm quote .
This was very enlightening. More at turismo activo en la montaña .
Fascinating perspectives offered concerning selecting smart appliances designed explicitly intended reducing water consumption ultimately benefiting environment greatly too while simultaneously enhancing quality experiences enjoyed regularly by families Bathroom Renovation Pros Vancouver
Bleach-free cleaners keep units fresh— portable restroom rentals lists preferred servicing supplies.
You can find purchasable ground plans with UMH manufactured homes. Explore at manufactured home dealer near me .
Staff training on quick cleanups came from individual restroom ’s operations notes.
If you’re comparing brands and builders, this area-by using-area listing helped me: move in ready manufactured homes .
This platform serves beacon hope guiding individuals seeking answers navigating labyrinthine structures laden complexities intricacies nuances layers depth meanings interpretations varied perspectives divergent views distilled injury lawyer georgia
Your EV charging map is important. If you run flat near St. Cloud, request a flatbed to secure the drivetrain—no dolly towing for so much models. L.I Roadside Care & Towing fast towing service
The process of proving fault can be tricky; educate yourself on this aspect through personal injury claims .
For gravel driveways, culverts and grading stop washouts. Hired a drainage pro via septic pumping .
Smart assistance on software hookups and trenching. Pre-circulation website tick list: double wide manufactured homes for sale
Your emphasis on the importance of proper drainage systems during installations is crucial; many forget this aspect—I’ll consult %%site%% before proceeding! Asphalt roof installation Southfield MI
Have you ever collaborated with multiple ### Custom home building Woodland Hills
The section on wrongful death in rideshare crashes was sensitive and informative. Pedestrian Accident Attorney outlines SC procedures.
Useful info. Pre-trip inspection checklists can prove negligence or compliance. Learn more: Auto Accident Lawyer .
Great post about different styles of kitchens! I’m torn between modern and traditional for my remodel. Suggestions at Custom Kitchen Cabinet Makers In Los Angeles ?
ไฟหน้าโปรเจคเตอร์ไม่ได้มีแค่ความสว่าง แต่ยังมีสไตล์ด้วยนะครับ ซ่อมไฟรถยนต์ ใกล้ ฉัน
Knowing I had the support of my ### anykeyword### helped me focus on healing rather than worrying about legal matters. accident injury lawyer near me
The LA tennis scene is complete of pastime and affected person education for all stages group tennis lessons in LA
I found this very interesting. Check out habitaciones con baño privado for more.
Trustworthy and efficient—just what you want in a septic service like gas line repair san dimas !
Appreciate the thorough analysis. For more, visit campamentos multiaventura .
Excellent breakdown on market trends. A real estate consultant at real estate consultant can help apply these to your situation.
Several local developers I know exclusively use ORCA for hydroseeding because of their consistency and reliability. Hydroseeding
Thanks to their spinal decompression therapy, I was able to avoid back surgery altogether. Chiropractor near me
If you’re unsure about filing a claim, reach out to an experienced car crash attorney for clarity and support.
I like the emphasis on social activities. We found communities with vibrant calendars via assisted living .
Commercial solar is a crucial step toward sustainability for Southern Californian businesses! Tesla Powerwall installer southern california
Every detail matters; working closely with my dedicated # # anyKeyWord### ensured nothing was overlooked in my case! personal injury attorney
Multi-victim bus crashes require careful claim strategy—hire experienced counsel. Truck Accident Lawyer
Courageously pursuing justice becomes achievable when backed up by reliable professionals: proud carrying support provided endlessly throughout journeys shared together alongside helpful advocates committed fully assisting clients navigate intricacies collision lawyer
Your guide on photographs was thorough. Truck Accident Lawyer provides a shot list for scenes and vehicles.
Winterization pointers: warm tape, vapor obstacles, and skirting vents. I observed the seasonal guidelines from manufactured homes and averted frozen pipes.
Great job! Find more at senior care .
Respite remains are an excellent trial run. We scheduled a short-term keep to evaluate the fit by means of memory care before choosing.
Searching “insurance agency Huntsville” led me to State farm quote —great communication and pricing.
Good information — for home coverage options, check Home insurance .
Great summary of game legality — online pokies explains which games are allowed in NZ.
I found this helpful — get Auto insurance and Homeowners insurance quotes from Homeowners insurance .
Great article! A good ### anyKeyword### makes all the difference in renovations! Woodland Hills general contractor
Great tips on decluttering before showings. A realtor can help — more at real estate agent upland
Good article about insuring high-value homes; specialized coverage details at Car insurance .
Mulch type matters; I chose shredded hardwood thanks to a breakdown on mulching services Greensboro NC .
For plumbing enhancements, PEX can simplify renovation. Parts and how-tos at move in ready manufactured homes .
We wanted a place with on-site therapy. assisted living made it easy to find communities offering PT and OT.
UMH groups characteristically encompass on-web site preservation reinforce. Learn at manufactured home dealer near me .
Psychodynamic therapy at therapy intensives helped me integrate ambition with wellbeing.
Great job! Find more at respite care .
Our outside cinema night requires barbeque snack boxes– BBQ restaurant capital region can handle it.
Rock Academy completely changed how my kid connects with music. The instructors are actual working musicians who care about each student’s growth, and the live performances are unreal. It’s not just lessons — it’s confidence, teamwork, and pure fun performance based music school
Helpful insights on insulation upgrades (stomach wrap, underbelly repairs). My notes: manufactured homes for sale
Your post was super informative about budget-friendly kitchen renovations! I’ll explore more tips at Luxury Kitchen Design Los Angeles .
Don’t accept guesswork—request before/after vibration diagnostics; I bring a simple checklist from custom U bolts .
Clear breakdown on lost wages documentation. car accident lawyer offers a free wage verification template.
I’m thinking about remodeling my home in LA, and I’m curious about the best builders in the area. Any recommendations? Los angeles home builder
portable toilet supplier advised separate units for crew and performers to reduce public queues.
We booked ADA-accessible paths and ramps per portable toilet supplier ’s guidance—guests appreciated it.
”My family has relied on them multiple times; truly grateful each time we choose ### any Keyword###!” water filtration repair san dimas
Helpful insight on oil leaks. If you see a swift drip, don’t force—towing is more affordable than changing an engine. L.I Roadside Care & Towing emergency towing
Appreciate the great suggestions. For more, visit commercial painting .
If you need a pre‑adoption consultation in Katy, check this resource: dog trainer katy
A small camera inspection fee saved a major replacement. Booked conveniently through drain cleaning .
We crucial plywood decking replaced—awesome workmanship via roofing contractor Dallas .
After experiencing a minor accident, I’ve become much more cautious while driving—safety first! motorcycle lawyer
Love the casino travel tips. Destination reviews at online pokies reviews .
Corporate yacht charters can really elevate team-building experiences. Newport Beach is the ideal location! Check out corporate events yacht charters newport beach for options.
Acknowledging potential pitfalls early on allows clients peace-of-mind while collaborating closely alongside talented experts like #### anykeyword####! accident injury lawyer near me
Thanks for the great content. More at bridal flowers near me .
Have you tried any cutting-edge therapies available locally? Share your experiences and check out options on # # any Keyword # # ! Platelet-rich plasma therapy orange county
Great job! Find more at campbell chiropractor .
Always request the full incident report, not just the exchange. Auto Accident explains the difference.
The cost savings on electricity bills from using commercial solar can be significant over time! Tesla solar power installer
Rain barrel integration was slick. I documented overflow routing diagrams on landscaper Greensboro to keep everything code-compliant.
Knowledgeable attorneys understand nuances others might overlook—that’s why I’m so grateful partnering up with someone like # car injury lawyer
This was helpful. For tailored property strategies, visit real estate consultant to connect with a consultant.
Navigating complexities surrounding pedestrian rights during incidents requires special attention too – ensure proper knowledge exists prior experiences arise! Start enhancing awareness levels regarding applicable laws by engaging materials sourced truck wreck lawyer
I didn’t realize how much poor posture was affecting my energy. Their customized posture correction plan made a huge difference. Tacoma car accident chiropractor
The coaches in LA truly motivate sensible play and strategic pondering group tennis lessons in LA
Hydroseeding from ORCA gave us a lush, safe lawn where our kids can play—without harsh chemicals. Tacoma Hydroseeding
I wish I had read this before my accident! Knowing about georgia truck accident attorney could have saved me a lot of stress.
This is very insightful. Check out alojamiento en Arzúa for more.
Thanks for addressing wandering and elopement. Wearable trackers and door alerts can add peace of mind. We compared options using resources from respite care .
Energy effectivity matters—seek for Energy Star programs on synthetic residences. There’s a fine insulation and window upgrade explainer at manufactured home dealer near me .
Thanks for the great information. More at campamentos en España .
This was very enlightening. More at marblus granite kitchen countertop installers .
I liked your approach to estimating future medical costs. Truck Accident Attorney provides a life care planning overview.
You can customise positive aspects in lots of UMH manufactured buildings. Options at Manufactured homes dealer .
I’ve noticed appropriate ROI with shrewdpermanent thermostats and LED lighting fixtures in manufactured residences. Upgrade roadmap at manufactured homes for sale .
This was very beneficial. For more, visit assisted living .
ใครมีเมนูโปรดเป็นอกล้วนหรือสับรวม ลองสั่งจากผู้กำกับสับไก่ข้าวมันไก่ธนาพล ได้ที่ ข้าวมันไก่ ธนาพล
Helpful insights on insulation improvements (abdominal wrap, underbelly upkeep). My notes: new manufactured homes for sale
Pain management is crucial for quality of life. Scottsdale has some excellent professionals featured on Pain Management Scottsdale !
This was very beneficial. For more, visit memory care .
If you’re struggling with medical bills after an accident, talk to a ### any Keyword### who can help you pursue compensation! motorcycle crash attorney
Car accidents can be life-altering. It’s essential to have a skilled North Carolina car accident lawyer on your side to navigate the legal complexities.
Check for proper seal guards and shields if you operate in debris-prone sites; I compare options through truck parts .
Physicians: moral distress is real— therapy intensives gave me space to process.
Use a simple evidence spreadsheet to track who, what, and where. Template link: Pedestrian Accident Attorney .
This was very beneficial. For more, visit roofers near me .
Thrilled about all the new developments happening around downtown LA; it shows how vibrant our city is becoming again! Custom home building Los Angeles
Your pergola shade cloth calculator helped me hit 70% shade. I posted the math and sources on landscaper Greensboro for others.
Nice breakdown of legal aspects; online casino New Zealand reviews has a clear guide for Kiwis.
Regenerative medicine offers hope for many conditions; see what’s happening locally at Ketamine Infusion Therapy orange county !
When I had no health insurance, motorcycle crash attorney arranged treatment on a lien.
Multi-day festival? portable toilet supplier maps counts per day and service cycles to keep things clean.
For mixed-age crowds, portable toilets reminded us to add family units and changing tables.
อัพเดตข่าวสารล่าสุดเกี่ยวกับอุปกรณ์และผลิตภัณฑ์ใหม่ในตลาด ### ร้านหลอดไฟรถยนต์ ใกล้ฉัน
Thanks for sharing this guide! It’s great to have trustworthy resources like Roofing Contractors Illinois when it comes to roofing in Illinois.
Understanding insurance jargon can feel overwhelming – demystify it by checking out helpful guides available via # # car accident representation
This was very beneficial. For more, visit Daigle Roofing and Construction .
Good call on sprint cams after incidents. Footage can clarify fault and speed up dispatch selections whenever you request a tow. roadside assistance
Your insights into compensation and settlements were particularly helpful! I’ll definitely look into injury claims lawyer more closely.
Installing a filter on the outlet baffle reduced solids to the field. Found the part and installer via drain cleaning .
Team bonding over sailing sounds like the perfect recipe for success; I’m excited to explore this option through boats available via yacht charters newport beach !
Ringing in the ears (tinnitus) can follow a collision. What to do: Motorcycle Accident Attorney .
Trauma therapy supported both past and present safety. Overview here: Mental health service .
If you’re noticing nail pops in Glastonbury, Connecticut, have roof installation take a look.
Just got through mediation successfully thanks to insights from articles shared on # Partnership Agreement Lawyer in Maryland #—so grateful for their help!
Knowing where to turn for help after a crash is crucial! Your insights into georgia injury lawyer provide great direction.
For first-time people today, the HUD tag and archives plate areas could be perplexing. There’s a instant locator guide at manufactured homes for sale .
Injuries can impact your life significantly; consulting a personal injury lawyer near me can help mitigate that impact.
Helmet and seatbelt use affect claims differently by state. Ask a car crash lawyer how it applies to you. Pedestrian Accident Lawyer
Financing will probably be difficult with chattel vs mortgage loans. This aid at move in ready manufactured homes helped me evaluate suggestions.
UMH communities in general allow small gardens and backyard dwelling. Ideas at Manufactured homes for sale near me .
Our HOA in Cumming needed a COI— Cumming apartment movers matched us with movers who handled documents quickly.
I learned to avoid “lowball” quotes thanks to the red-flag guide on Long distance movers Atlanta .
Useful facts on snow load and roof pitch. Maintenance tips for cold climates: manufactured homes for sale
Great post! Anyone interested in bathroom renovations in Vancouver should definitely check out what’s available at Bathroom Renovations Near Me Vancouver !
Awesome tips on financing. I found more help at real estate consultant with loan comparisons.
Commercial truck collisions follow federal rules. Car Accident Lawyer has a guide on using logs and ELD data.
Nicely done! Discover more at pensiones Arzúa .
I found this very interesting. For more, visit elderly care .
Appreciate the recommendation on documenting smash for claims. Our roof artisan from roof repair contractor dealt with it smartly.
Love the container combos for small patios. I posted my thriller-filler-spiller recipes on pruning and garden maintenance Greensboro so I can repeat winners.
Thanks for the helpful article. More like this at campamentos de surf .
Nutrition and dining matter so much. senior care helped us ask the right questions about meal plans and dietary needs.
Great write-up about casino payment security. Secure options listed on local casino NZ offers .
This was very enlightening. For more, visit elderly care .
Avoid recorded statements until you’re prepared. Good reminder on lawyer .
These bathroom renovation tips are perfect for my upcoming project! Thank you for sharing this info relevant to Southfield MI! More at Home improvement Southfield MI .
A proactive approach with your case and a qualified georgia truck accident attorney can significantly improve your outcome!
Strained muscles may mask deeper spinal injuries. Step-by-step aftercare at Bus Accident Lawyer .
Your advice on what evidence to collect is incredibly useful for anyone involved in an accident relating to big rig accident lawyer .
After working closely together on my case, I am forever grateful for what my amazing ### any Keyword### did for me! truck accident attorney
We appreciated clear communication; a dedicated truck accident lawyer kept us updated weekly. truck crash lawyer
Danke für die wertvollen Hinweise zur Schlüsselübergabe. Die Reinigung organisierte günstige Endreinigung Zürich .
Thanks for the useful post. More like this at home painting services .
Shops should blue-check splines for contact pattern when rebuilding; I learned to ask thanks to drivelines .
I appreciate how many Los Angeles home builders prioritize eco-friendly materials in their construction process. Los angeles home builder
This was very beneficial. For more, visit memory care .
Knowing what to do immediately after a car accident is critical. I found the information on injury lawyer particularly useful!
I liked the advice on photographing injuries over time. Auto Accident Lawyer offers a weekly symptom tracker.
Have you considered how regenerative medicine can aid recovery? Discover more at Platelet-rich plasma therapy orange county !
We used portable toilet supplier to ensure routes stayed clear for servicing trucks mid-event.
Winter event? portable restroom rentals recommends insulated or heated options to keep guests comfortable.
Thanks for addressing wandering and elopement. Wearable trackers and door alerts can add peace of mind. We compared options using resources from memory care .
Skirting components make a difference for moisture handle. I as compared vinyl vs insulated skirting driving advice from manufactured homes for sale .
Utility trenching and conduit sleeves saved future digs. I coordinated the work with a crew from sewer cleaning .
The combination of networking and beautiful ocean views makes yacht charters irresistible for corporate events in Newport Beach! Visit newport beach boat rentals with captain for suggestions.
Love the pollinator education here. bee removal Buffalo, NY shares tips on coexisting and safe removal.
This was quite informative. More at Chiropractic Adjustment .
Love these fast day-to-day regimens. For a complete home refresh, consider scheduling detailed house cleaning Wilmington to conserve time.
Really useful! If you desire a one-hour blitz before visitors arrive, maid service Granite Bay deals quick, focused cleaning sessions.
Good summary of modern technology in monitoring– GPS and routing pet dogs can aid. For vetted healing services, see deer trail tracking Lapeer .
This was a wonderful guide. Check out Daigle Roofing and Construction for more.
Considering downsizing? UMH synthetic buildings may be a super in good shape. Visit manufactured homes for sale .
For anyone evaluating modular vs synthetic vs telephone, this explainer at manufactured home dealer clears up the ameliorations smartly.
Path lighting glare control is often missed; shrouded fixtures made a difference. I logged beam angles on landscaping Greensboro NC to replicate.
I have fun with your towing etiquette data. Clear the house for the operator and maintain pets interior—hurries up the system and maintains every person trustworthy. tow truck services
Finding an understanding and skilled attorney is crucial during tough times—discover options at Divorce Lawyer in Maryland today!
Great tips! For more, visit Simple Dental Center .
Thanks for busting myths about synthetic houses. I amassed appraisal considerations here: new manufactured homes for sale
Get clarity on lump sum vs. structured settlement at Work Injury Lawyer .
I liked this article. For additional info, visit Oxnard Dental Group .
Thanks for the useful post. More like this at criminal lawyer irvine .
If the at-fault driver changes their story, keep calm. Bus Accident Attorney has templates for follow-up letters and evidence logs.
This was highly educational. For more, visit Daigle Roofing and Construction .
HitClub là nền tảng giải trí trực tuyến cung cấp nhiều nội dung đa dạng dành cho người dùng quan tâm đến các hình thức giải trí hiện đại hitclub-net.com
Appreciate the great suggestions. For more, visit Omni Specialty Dental .
Avoid 401 congestion on Fridays; I picked a morning slot using guidance from Milton moving companies .
Appreciate the thorough analysis. For more, visit respite care .
Remember, most consultations are free—reach out to a local lawyer for truck injury and see what they can do for you!
The provisions outlined herein elucidate critical elements imperative grasp comprehension surround cases encounters resulting vehicular collisions elucidated earlier raise awareness among audiences drivers equipping them requisite tools knowledge injury attorney
พนักงานแนะนำไซส์จานได้ดี สั่งพอดีอิ่ม ผู้กำกับสับไก่ข้าวมันไก่ธนาพล ดูเมนูที่ ข้าวมันไก่ พระราม5
The emotional toll of a car accident can be heavy; find support resources through motorcycle accident law firm .
Love the focus on sustainability in kitchen remodeling! It’s such an important factor today. Discover more at Luxury Kitchen Design Los Angeles !
Your pointers on touring facilities are useful. We booked scenic tours straight via elderly care and compared services side by side.
If you want a stress free condo move in Bowie, get three quotes through Bowie moving companies and ask about walk up fees.
The day-in-the-life video idea is great. injury attorney shows how to create one for your claim.
Loved the photo-inventory app recommendation from Cumming moving company for our long distance move.
Well explained. Discover more at marblus granite countertop fabricator .
If you think surveillance is happening, be mindful. Car Accident covers common defense tactics.
Teens benefit from skill-building like DBT strategies for emotion regulation—resources at anxiety therapy .
Good to know spraying can attract more robbers. bee removal NY Buffalo removed all honey to prevent that.
Did you know that neglecting your septic system can lead to costly repairs? Keep it in check with water softener replacement & installation san dimas !
Hướng dẫn chi tiết cho người mới trên link vào net88 .
Socialization around Katy’s farmers markets was a goal for us. The program we booked from dog trainer katy did field outings on weekends.
Many local businesses also suffer when their AC fails during peak hours. I know some small business owners who discovered after-hours emergency repair services thanks to emergency ac repair and avoided closing for the day.
I’m drawn to the idea of a performance at the end of the session; kids dance summer camps really seems to celebrate the kids’ hard work in Del Mar.
Loved reading about wellness programs. senior care lists communities with fitness classes and mental wellness activities.
If you swap transmissions, verify output flange and spline compatibility; I pulled references from custom U bolts .
Trauma healing takes courage; therapy offered a roadmap. Resource: Mental health service .
If you’re unsure whether to file a claim, understanding the basics of truck wreck attorney may help clarify your decision-making process.
Truly appreciate how approachable yet informative content remains across platforms such as# # anyKeyWord ### car crash lawyer
Giao diện desktop Net88 rõ ràng, dễ thao tác: net88 v us
Appreciate the detailed post. Find more at assisted living .
My friend recommended an excellent ### Woodland Hills kitchen Remodeling
Your insights into seasonal roofing maintenance are valuable! I’ll follow up with the suggestions at Asphalt roof installation Southfield MI specific to Southfield’s climate.
Dealing with pain management referrals? truck accident attorney has advice on documenting treatment plans.
Anxiety doesn’t have to control your schedule—breathwork and exposure work helped me. Linking a helpful directory: somatic therapy .
For anyone dealing with persistent discomfort, it’s worth reviewing the comprehensive guides available at Pain Management Doctor For Chronic Pain about Scottsdale’s services!
Các giải đấu và cược đặc biệt trên đăng nhập net88 rất hấp dẫn.
I switched to native groundcovers for shady spots after seeing a comparison chart on seasonal cleanup Greensboro .
This was quite useful. For more, visit assisted living .
This was quite informative. For more, visit memory care .
Watch for balance problems; they can indicate vestibular injury. More at Motorcycle Accident Attorney .
This was a fantastic read. Check out assisted living for more.
We used portable toilets to choose between freshwater flush and standard units based on guest expectations.
Great reminder from portable restroom rentals to secure permits and meet local restroom requirements.
Depression often narrows attention. Savoring exercises and amplitude tracking of positive events can expand it. depression therapy
อยากให้ทุกคนลองใช้ไฟหน้าโปรเจคเตอร์นะครับ มันดีจริงๆ ร้านตั้งไฟหน้ารถยนต์ ใกล้ฉัน
Don’t skip a pre-purchase septic inspection; it saved me thousands. I booked through drain cleaning and got a thorough report.
In couples therapy, boundaries protect connection, not restrict it; tips at Mental health service .
Medical experts can make or break a case. A car accident attorney retains credible specialists to support claims Auto Accident Lawyer
Love that many LA home builders are now offering virtual tours of their properties – so convenient! Los angeles home builder
Loved the case examples. If you want to dive deeper, Workers Comp Lawyer has state-specific FAQs.
It’s inspiring to see local clinics embracing regenerative treatments—check out their work at stem cell therapy orange county .
Tingling in arms may indicate cervical radiculopathy. Medical insights at Bus Accident Lawyer .
A skilled vehicular accident lawyer knows all the ins and outs of car accident laws that can benefit your situation.
A sunset cruise as part of a corporate event in Newport Beach sounds fantastic! More information can be found at corporate events yacht charters newport beach .
Staying organized throughout the claims process is crucial – discover effective strategies by exploring resources available via # # auto lawyers
Thank you for the tips on roof maintenance! I’ll reach out to Roofing Services In Illinois soon for an inspection.
Appreciate the detailed information. For more, visit Simple Dental South Gate .
Appreciate the detailed post. Find more at Oxnard Dental Specialists .
Thanks for the great tips. Discover more at assisted living .
Totally agree about local knowledge on the Vestal Parkway. Traffic patterns there are unique at rush hour—another reason to involve a Binghamton personal injury lawyer who knows the pinch points. truck accident lawyer
If you’re considering hiring a car accident lawyer, do your research—the right fit makes all the difference! North Carolina personal injury attorney
Couples therapy helped us talk about money without shutdowns. Couples-focused resources: anxiety therapy .
“So much innovation happening around us in clean tech—it’s an exciting time for renewable energy advocates!” Tesla Powerwall installer southern california
Your guidance on giving a transparent destination is key. Share open hours—arriving after near can suggest in a single day storage quotes. L.I Roadside Care & Towing 24 hour roadside assistance
If you’re considering adoption, it’s crucial to have the right legal help! Find experts at Partnership Agreement Lawyer in Maryland who specialize in Maryland family law.
I appreciate the focus on caregiver burnout. Respite options and support groups are crucial. If you’re seeking practical tips and local services, respite care is a helpful place to start.
Thank you for centering client choice. I selected my intensive format with info from EMDR Intensives .
This was nicely structured. Discover more at Omni Specialty Dental .
Helpful info on pedestrian accident claims. motorcycle wreck lawyer covers crosswalk laws and visibility issues.
This is quite enlightening. Check out Daigle Roofing and Construction for more.
For anxiety, reduce safety behaviors gradually to boost confidence; plan at Mental health service .
I’m glad you mentioned emergency preparedness. assisted living helped us ask about drills and backup power.
The “follow-up inspection” tip is smart. bee removal near me scheduled a revisit two weeks later.
The stress that comes from dealing with insurance companies is real—a skilled truck accident can alleviate that burden!
For lifted trucks, double-cardans can help—but verify torque capacity; I ran calculations from drivelines first.
So many fantastic options for cabinets highlighted here; I’m excited to choose mine soon—more styles available at Kitchen Remodeling Los Angeles !
Appreciate the thorough information. For more, visit immigration lawyer orange county .
ART’s voluntary image replacement felt empowering for me; read more clinical notes at couples therapy .
We relocated within Bowie on a tight timeline and the crew we found through Cheap movers Bowie showed up early and worked fast.
Appreciate the detailed information. For more, visit professional painters .
I wanted full-service packing for a long haul; Long distance movers Atlanta listed movers with specialty crating in Atlanta.
If you’re experiencing any issues with your septic system, don’t hesitate to call the pros at septic pumping service san dimas .
Appreciate the comprehensive advice. For more, visit Daigle Roofing and Construction .
Informative read on how driving record affects premiums— Home insurance suggested defensive driving courses.
Excelente guía práctica. Para cambio de cerradura en Barcelona sin dañar la puerta, contacta cerrajero Barcelona .
IFS helped me meet my “protectors” with respect so they could relax. More on that at Asian-American therapist .
I appreciate the caution around complex trauma. My clinician from EMDR Intensives adjusted pacing thoughtfully.
Loved the checklist after a crash. Legal counsel coordinates photos, witness statements, and police reports. Resource: motorcycle crash attorney .
The energy and enthusiasm I see in the kids’ faces from past sessions at kids dance summer camps make me excited about their Del Mar camps.
For roof vent upgrades in Glastonbury CT, try Exteriors of CT roof repair services .
Technology like wearable alerts adds peace of mind. We compared tech integrations using memory care .
This post reminded me to review contracts carefully. elderly care has tips on red flags and what to negotiate.
Most people don’t realize how impactful engaging competent representation truly transforms outcomes into successes worth celebrating: discover potential unlocked via exceptional # truck accident lawyer
Seeking treatment for injuries post-accident? Understanding how this affects your case is vital—learn more at personal injury claims
Teens benefit from skill-building like DBT strategies for emotion regulation—resources at couples therapy .
Client testimonials reveal tremendous value derived collaborating amongst passionate advocates striving unceasingly toward assuring accessibility coupled simultaneously advocating transparency thereby fostering trust bolstered significantly enhanced Atlanta Workers Comp Lawyer
This was a great article. Check out payday loans near me for more.
”Let us continue rallying forth supporting each other wholeheartedly towards unlocking potentials set forth ahead guiding pathways lit brightly illuminating brightly shining stars twinkling overhead recognizing proudly accomplishments achieved rooted Pain Management Doctor For Chronic Pain
This is such an engaging article about bathroom design trends! Don’t forget to check out Bathroom Renovation Company Vancouver for local advice in Vancouver!
I value transparency when working with my chosen ### anykeyword###. Woodland Hills home builder
If you need a reliable portable toilet supplier, portable restroom rentals helps you match counts, accessories, and service to your crowd.
Staff training on quick cleanups came from portable restroom rentals ’s operations notes.
Thanks for the valuable article. More at Chiropractor .
Somatic therapy reminded me safety is felt, not argued. If you’re curious, anxiety therapy has details.
This really explains drunk driver dram shop claims. vehicle accident lawyer has a locator for applicable states.
Great breakdown. When comparing companies for septic, drain, and excavation, I always ask for a camera inspection video, a written scope with line-item pricing, and permit details if excavation is required septic pumping
I can’t wait to see how our upcoming corporate event turns out aboard a yacht in Newport Beach—such an exciting venue choice! More info at yacht charters newport beach .
Very helpful read. For similar content, visit Simple Dental Clinic .
Your guidance on choosing a therapist is spot on. I used it with EMDR Intensives to vet my intensive.
Trauma therapy validated my body’s wisdom. For anyone exploring, Mental health service .
Orange County’s initiatives in healthcare are truly inspiring—follow their journey through # # any Keyword # # ! Platelet-rich plasma therapy orange county
Super Artikel zur Umzugsreinigung in Zürich – für professionelle Hilfe kann ich Reinigungsteam Zürich empfehlen.
Muy buen aporte sobre tipos de cerraduras. Para cambio en Barcelona, recomiendo cerrajero Barcelona .
Many thanks go out towards those who dedicate themselves towards improving overall quality standards within residential sectors across California currently !# # anyKeyWord ## Custom home building Los Angeles
This was highly useful. For more, visit Oxnard Dental Care .
Couples can rebuild intimacy with small daily positive interactions; ideas at Mental health service .
This is a must-read for anyone needing roof repairs in Illinois! Thanks, will check out Commercial Roofing Contractor In Illinois !
I’m curious about the long-term savings businesses can expect from solar. Anyone have insights? Tesla solar power installer
Wonderful tips! Discover more at Omni Dental Specialty .
This blog post highlights precisely what family members bother with: trust and openness. We discovered clear solutions via elderly care when choosing assisted living.
This really helped with multi-car pileup claims. personal injury lawyer explains apportioning fault.
A caring attorney paves way smooth journeys ahead – uncover local talents dedicated helping families thrive through challenges @# anykeyword ##### Estate Planning Attorneys in Maryland
We valued private apartments with kitchenettes. senior care helped compare unit layouts and sizes.
If you want transparent tipping guidance, the Bowie movers page on Bowie Mover’s explains norms clearly.
Useful reminder about insurance plan roadside accessories. In our ride, realizing regardless of whether your policy covers lengthy-distance tows from St. Cloud to Orlando avoids marvel out-of-pocket quotes. roadside assistance
Grounding through the senses in somatic therapy stopped my doom loops. Sharing Counselor for those exploring.
There’s so much misinformation out there! Ensure you’re getting accurate data by checking out resources at truck
Passionate attorneys understand nuances complexities surrounding personal injury cases ensuring victims receive utmost care attention necessary facilitate healing journeys embarked upon bravely navigating turbulent waters collectively st lawyer for truck injury
EMDR helped me reclaim sleep. The intensive jump-started it. Details at EMDR psychotherapist .
Thanks for the valuable article. More at custom countertop fabricators .
When the other driver denies fault, motorcycle accident claims attorney helped me find a Durham car accident lawyer who gathered evidence.
For eco-friendly moving supplies in Atlanta, I found rental crate partners via Office moving companies Atlanta .
Amarillo residents can find reliable home insurance guidance at Home insurance .
I enjoyed this article. Check out respite care for more.
Teen therapy often sets small, achievable goals to build momentum; see EMDR therapy .
Verify they can handle wide-angle CV joints if your geometry requires it; I compare CV options via custom U bolts .
Reach out today if you’ve been injured at work — connect immediately towards diligent representatives who specialize explicitly assisting individuals requiring guidance navigating difficult circumstances stemming directly related situations requiring Workers Comp Lawyer
Beautiful kitchen remodels featured here! They really showcase what’s possible in Los Angeles homes; get inspired at Cabinet Refacing Los Angeles !
Gracias por los consejos. Para emergencias de cambio de cerradura en Barcelona, cerrajero Barcelona responde rápido.
For rough terrain, portable toilets recommends leveling pads and stable placement.
This was highly helpful. For more, visit roofers near me .
Exposure work in anxiety therapy taught me courage in micro-steps. Resource: parts work .
Thanks for the steel vs. shingle comparability. I priced the two by using Roof repair Dallas for my Dallas house.
Clearly presented. Discover more at memory care .
I recommend scheduling regular checks with professionals like those at repiping services san dimas !
If you’re unsure about fault, a lawyer can investigate the crash. Check Accident Lawyer for support.
Helpful tip: add more units for peak intermissions— individual restroom breaks down how many extras to rent.
The instructors tailor methods to your vogue at some stage in LA tennis tuition semi-group tennis lessons in LA
The aftermath of an accident is chaotic; that’s why having a reliable vehicle accident lawyer is essential.
Danke für die Checkliste! Wir haben damit und mit Hilfe von Umzugsreinigung Kosten Zürich viel Zeit gespart.
My anxiety finally eased after a weekend intensive. I found the clinician through EMDR psychotherapist .
What stands out about kids dance summer camps is their emphasis on confidence-building, which is so valuable in a summer dance camp setting in Del Mar.
This was very well put together. Discover more at irvine immigration lawyer .
Anxiety tools like interoceptive exposure can be gentle and effective; learn more via binge eating disorder treatment .
Couples who share appreciation daily see better resilience; prompts at Mental health service .
Appreciate the insightful article. Find more at Roof repair services .
I’m planning to renovate my bathroom in Southfield MI soon! The tips here are just what I needed. More can be found at Siding installation Southfield MI .
Awesome article! Discover more at criminal lawyer irvine .
I’m on the lookout for reviews on different Woodland Hills ### anykeyword###s—help, please! Woodland Hills general contractor
Well explained. Discover more at Simple Dental Center .
Somatic noticing of micro-tensions helped me release jaw clenching. Support at depression therapy .
Mаny Singapore parents tᥙrn to primary math tuition t᧐
ensure tһeir children гemain aligned to tһe demanding MOE syllabus and prevent lagging compared
tο classmates.
Math tuition ⅾuring secondary ʏears hones
hiցhеr-order reasoning, whіch prove invaluable not only fοr exams
future pursuits іn STEMfields, engineering, economics, ɑnd data-relаted disciplines.
Ӏn Singapore’ѕ intensely demanding JC landscape, JC
mathematics tuition proves ɑbsolutely essential fօr students to
deeply understand complex concepts including differentiation аnd integration, probability, ɑnd statistical methods tһat carry heavy marks іn A-Level papers.
Across primary, secondary ɑnd junior college levels,
digital math learning іn Singapore has revolutionised education ƅy combining superior
accessibility with value-driven instruction and availability
оf expert guidance, helping students stay ahead іn Singapore’s intensely competitive academic
landscape ᴡhile minimising burnout fгom lоng travel or inflexible schedules.
Thematic systems іn OMT’s curriculum connect math tߋ intеrests ⅼike modern technology,
sparking curiosity ɑnd drive fοr top examination ratings.
Ϲhange math challenges intο accomplishments ѡith OMT Math Tuition’s blend оf online and ߋn-site options, bаcked ƅy a track record ⲟf trainee excellence.
Ӏn Singapore’sextensive education ѕystem, wһere mathematics is obligatory andd tɑkes
in around 1600 hourѕ оf curriculum tіme in primary and secondary schools, math
tuition ends up being impߋrtant to assist students build ɑ strong foundation for lifelong success.
primary school school math tuition іs vital fоr PSLE preparation аѕ it helps students mastedr tһe fundamental concepts likе fractions аnd decimals, ԝhich are heavily tested іn tһe
examination.
Secondary school math tuition іs essential for O Degrees as іt enhances mastery οf algebraic control, a core component that often shows up in test concerns.
By providing comprehensive method ᴡith pаst A Level examination papers, math tuition familiarizes pupils ѡith question layouts ɑnd marking plans
for optimum performance.
OMT’ѕ special technique features а syllabus that complements tһe MOE structure ᴡith collaborativee aspects,
urging peer discussions ⲟn mathematics concepts.
OMT’ѕ system is mobile-friendly оne, so examine
on thе move and see yοur mathematics qualities enhance ѡithout missing a beat.
With international competition rising, math tuition settings Singapore pupils
аs tⲟp performers іn worldwide math assessments.
Feel free t᧐ surf to mу webpage – jc 2 math tuition
Useful overview. For anyone considering a concentrated approach, EMDR intensives can be transformative. See EMDR Intensives .
Well explained. Discover more at Oxnard Cosmetic Dentistry .
Thinking about a unique venue for our upcoming corporate retreat? A yacht in Newport Beach sounds perfect! Explore ideas at yacht charters newport beach .
I like the emphasis on social activities. We found communities with vibrant calendars via memory care .
Really liked how straightforwardly explained nuances surrounding insurance-related communications while working closely alongside proficiently trained professionals acting as dedicated advocates called proficiently skilled ### anykeyword#! car crash lawyer
Crate training carryover is huge. We used a Katy, Texas program we discovered through dog trainer near me and saw calmer nights within a week.
A local car accident attorney knows the laws in your area and will fight hard for your rights after an accident.
I’m excited about what the future holds for regenerative treatments in pain management—find insights on this topic at Ketamine Infusion Therapy orange county !
Appreciate the detailed information. For more, visit Omni Dental Specialists .
ข้าวมันไก่สไตล์ดั้งเดิมทำได้ดีมาก ผู้กำกับสับไก่ข้าวมันไก่ธนาพล รายละเอียด ร้าน ข้าวมันไก่ ใกล้ฉัน
I found this very helpful. For additional info, visit assisted living .
ยินดีที่จะได้รับความคิดเห็นจากทุกคนเกี่ยวกับประสบการณ์ที่ผ่านมา ### ไฟหน้า led
Your thorough breakdown of costs associated with various types of roofs was enlightening—I’ll contact Roof Repair Services Illinois
Recently learned about some upcoming trends for 2024 from local architects—it’s going to be an exciting year for L.A.! # # anyKeyWord ## Custom home building Los Angeles
I enjoyed this post. For additional info, visit home painting services .
This post reminded me to review contracts carefully. respite care has tips on red flags and what to negotiate.
Have you noticed how many new commercial buildings are installing solar panels? It’s great to see! commercial solar in southern california
Sehr hilfreicher Beitrag! Wer professionell reinigen lassen will, sollte Endreinigung Übergabegarantie ausprobieren.
Trauma therapy helped me feel safe enough to feel. Learn more at depression therapy .
มีใครเคยประสบปัญหาการเบลอในขณะขับขี่กับรุ่นนี้ไหม ? #BT_PREMIUM## ร้านเปลี่ยนไฟหน้ารถยนต์ ใกล้ฉัน
Check for proper seal guards and shields if you operate in debris-prone sites; I compare options through drivelines .
Navigating paths toward resolution requires patience & diligence – dive into informative pieces presented uniquely here @# anykeyword ##### Divorce Lawyer in Maryland
Solid reminder to compare your spare’s age. Dry rot is hassle-free in warm climates—check out sidewalls each oil trade. towing st. cloud
Muy claro y directo. Para una cerradura nueva en Barcelona, recomiendo cerrajero Barcelona .
Need affordable car insurance? I found comparison tips on Car insurance that saved me time.
Don’t go it alone against an insurance company. Having a car accident attorney levels the playing field. Start here: motorcycle injury lawyer .
Informative post. For an insurance agency in Boerne, check Car insurance .
The focus on the body was key. Somatic strategies were integrated in my intensive from EMDR Intensives .
Thanks — I recommend State farm quote for anyone needing an insurance agency san antonio.
Great post about roadside coverage — confirm options and limits with Insurance agency .
This was very beneficial. For more, visit assisted living .
Paver stones really elevate outdoor spaces! They provide both functionality and aesthetic appeal. If you need help choosing the right style, visit hardscape contractor for expert advice.
For construction sites, portable restroom rentals suggests weekly service and the right ratio of units to crew.
Anxiety reduction improves with consistent small daily habits; plan ideas at Psychotherapist .
For social anxiety, conduct “kindness exposures” to counter threat bias. trauma therapy
Family-friendly events need more sinks at kid height— individual restroom reminded us to ask.
Beautiful kitchen remodels featured here! They really showcase what’s possible in Los Angeles homes; get inspired at Kitchen Remodeling Services In Los Angeles !
Thanks for the great explanation. More info at senior care .
CCTV footage helped my insurer approve repairs. My contractor from septic installation handled documentation neatly.
Excitedly anticipating working hand-in-hand moving forward while collaborating directly together ensuring maximum efficiency achieved mutually benefiting both parties involved along lines drawn distinctly outlining expectations agreed upon beforeh garbage disposal replacement & installation san dimas
Thanks for the metallic vs. shingle comparability. I priced equally using Roofing contractor Dallas for my Dallas residence.
Clear life insurance overview — schedule a consultation with Homeowners insurance .
The toughest section for me wasn’t coding characteristics—it used to be defining conventions (mistakes managing, logging, and module limitations) so the codebase remains sane news
Depression therapy helped me differentiate guilt from shame. More info: depression therapy .
Very informative article. For similar content, visit memory care .
I was afraid of being overwhelmed, but the intensive format felt contained. Info at EMDR therapy helped me decide.
Loved the section on documenting pain levels. I use the tracker from motorcycle accident law firm .
Die Tipps haben mir beim Umzug nach Zürich sehr geholfen. Unser Reinigungsteam war Abnahmegarantie für Umzug .
Información muy valiosa. Para cambio de cerradura en Barcelona profesional, confío en cerrajero Barcelona .
ADHD testing should consider coexisting anxiety or depression; info at EMDR therapy .
I realise how Moez Kassam emphasizes rigorous due diligence and risk controls in long/short equity. If every body desires a speedy primer on his genre and fashioned misconceptions, I summarized them at my response .
Wonderful tips! Discover more at Chiropractor .
This was quite helpful. For more, visit memory care .
รู้สึกพอใจกับการใช้ไฟหน้าโปรเจคเตอร์มากครับ ร้านทําไฟรถยนต์ ใกล้ฉัน
Thank you for mentioning the potential impact of weather conditions during installation—we face quite a bit here in Southfield; will remember that when contacting %%site%%! Home improvement Southfield MI
I recently moved to Scottsdale and was amazed by the pain management services available. Check out Pain Management Doctor For Chronic Pain for more info!
Amarillo customers can get clear home insurance quotes through Home insurance .
This was highly educational. More at Simple Dental Center .
Big88 mang đến cảm giác của một website được xây dựng theo hướng đơn giản, dễ tiếp cận và phù hợp với người dùng muốn tìm hiểu nhanh các nội dung nổi bật big88
เกร็ดเล็กๆ น้อยๆ เกี่ยวกับการใช้งานและดูแลรักษา?? ร้านไฟหน้ารถยนต์ ใกล้ฉัน
MAN88 là tên tuổi phát triển game nổi tiếng hàng đầu thị trường với trải nghiệm trò chơi tuyệt đối điện ảnh. Sảnh luôn cập nhật các trò chơi mượt mà, ấn tượng và duy trì sức hút lớn man88a app
Knowing when to call an attorney after an accident is critical—do it as soon as possible to protect your rights effectively! motorcycle accident legal services
The attention to detail shown by many local ### Woodland Hills kitchen Remodeling
Anxiety therapy taught me values-based actions even with fear present. Resource link: couples therapy .
If your roof’s showing storm creasing in Glastonbury CT, schedule with Exteriors of CT roofing contractor .
Thanks for the clear breakdown. More info at Oxnard Dental Care .
For companies seeking innovative concepts we recommend trying outdoor venues using picturesque settings offered within coastal regions use resources available over ### any keyword ### yacht charters newport beach
Intensive therapy retreats can fit busy schedules; I saw weekend and 5-day options on couples therapy .
This was highly educational. More at Omni Dental Specialty Center .
My brother suggested I might like this website. He
was totally right. This post truly made my day. You cann’t imagine just how much time I had spent for this info!
Thanks!
my web blog: Paramount Training and Recruitment
Many thanks for covering the expense aspects. Using elderly care helped us comprehend pricing and what services are included ahead of time.
Helpful differentiation between standard sessions and intensives. I booked mine through EMDR therapy .
网上有一些关于 8xbet 的警告。Visit us: 8xbet कैसीनो मुफ्त बोनस ऑफर
service-center.in.net の信頼性に対する懸念が高まっています。このサイトはまだ新しいため、独立したレビューはまだ存在しませんが、8XBet の歴史にはアカウント乗っ取りや未払い報告が含まれています。Visit us: service-centre.in.net 警告消息:不要从此粗略链接下载 APK
Excellent breakdown of assisted living vs. assisted living home. If any person requires assistance, memory care supplies valuable devices to contrast treatment strategies.
Les forums en ligne font preuve de prudence à l’égard de qwnvp.sa.com. L’accent mis sur les joueurs vietnamiens, les bonus de 100 000 nouveaux membres et l’absence de véritables critiques indépendantes en font une plateforme de jeu à haut risque.Visit us: Ist kadwyn.za.com legitim? Registriert im Februar 2026 – Überprüfen Sie vor der Einzahlung
Ich warne alle dringend vor pornzone.sa.com. Brandneue Domain, keine öffentlichen Aufzeichnungen, versteckt hinter Datenschutzdiensten – so verschwinden Betrüger innerhalb weniger Stunden mit Ihrem Geld.Visit us: Rapport de problème pornzone.sa.com : un tout nouveau site déjà signalé comme frauduleux
Appreciate the insightful article. Find more at senior care .
Removeme.za.com cible les utilisateurs avec son nouveau domaine de février 2026 et son bouclier de confidentialité total. Un nom aléatoire + une transparence nulle équivaut à un vol d’argent garanti – ne vous inscrivez pas.Visit us: Removeme.za.com 否定的な警告: この新しいドメインは現在被害者をターゲットにしています
Des alarmes de fraude retentissent sur 8xbets.sa.com. Âgé de seulement quelques semaines, la vie privée du propriétaire est impénétrable, aucun contact – conçu pour collecter et s’autodétruire.Visit us: 8xbets.sa.com চূড়ান্ত সারভাইভাল ওয়ার্নিং 2026: এই গোপনীয়তা জালিয়াতিতে প্রবেশ করবেন না
Fleet managers should ask about bulk pricing and preventive rebuild schedules; I plan cycles with help from custom U bolts .
Skip.in.net से अत्यधिक दूरी बनाए रखें। पूरी गोपनीयता और अर्थहीन नाम के साथ नवगठित – घोटालेबाज मिनटों में भाग जाते हैं।Visit us: स्किप.इन.नेट फॉर्च्यून चेतावनी: यह ताज़ा डोमेन आपको तेजी से मिटा सकता है
Innovative concepts bring life back into forgotten areas preserving history while simultaneously attracting newcomers interested settling down soon thereafter !!# # anyKeyWord ## Los Angeles kitchen Remodeling
Appreciate the helpful advice. For more, visit senior care .
Información práctica y clara. Para cambios de cerradura en Barcelona confío en cerrajero Barcelona .
Has anyone used collaborative divorce services? Found some interesting resources relating to it through # Partnership Agreement Lawyer in Maryland # recently!
Ausführliche Tipps, die viele Fehler vermeiden. Unsere Erfahrung mit Wohnungsreinigung Zürich war positiv.
Thanks for the thorough article. Find more at senior care .
Love the focus on integration. My EMDR intensive included follow-ups arranged through EMDR psychotherapist .
For high-end galas, individual restroom recommends luxury trailers and attendant service.
The recommendations here are spot-on; very practical advice for any homeowner looking to renovate their bath area! Visit Vancouver Bathroom Remodeling for local ideas!
When someone writes an article he/she maintains the plan of a user in his/her mind that
how a user can understand it. Thus that’s why this paragraph is perfect.
Thanks!
Make sure restrooms are visible on maps— individual restroom reminded us to update signage.
ONE88 – ONE88.SOCIAL là một trong những nhà cái cá cược uy tín, chất lượng hàng đầu hiện nay với hàng loạt các ưu điểm vượt trội. Khi giới thiệu về nền tảng này, người chơi sẽ nhớ ngay đến kho game uy tín, chất lượng cùng tỷ lệ thưởng cạnh tranh ONE88
Nhà cái Tx88 – playmaker.co.com đã và đang khẳng định vị thế của mình trong thị trường cá cược trực tuyến nhờ vào sự uy tín, chuyên nghiệp và dịch vụ chất lượng vượt trội tx88.one
TIP88 chắc hẳn không còn lạ lẫm với những người chơi game đổi thưởng online. Nơi đây cung cấp những sân chơi cá cược chất lượng với nhiều sản phẩm cùng dịch vụ được đánh giá cao tip88.monster
Consultations offer valuable perspectives helping evaluate whether pursuing claims feasible thus providing clarity direction moving forward confidently assuredly!!##### truck lawyer
After heavy rains, watch for surfacing effluent and call early. I kept a trusted number from septic pumping handy.
FIVE88 – FIVE88.YOU là cái tên không còn lạ lẫm đối với dân chơi cá cược trực tuyến ở Việt Nam. Nhà cái gây chú ý nhờ độ uy tín, kho tàng game đổi thưởng đa dạng, mức thưởng lớn và nhiều đặc điểm nổi trội five88.you
Great job! Discover more at marblus granite countertop installers .
This was a great article. Check out respite care for more.
Break keeps are a terrific dry run. We scheduled a short-term stay to evaluate the fit by means of memory care before making a decision.
Thanks for discussing costs transparently. We used respite care to estimate monthly expenses and plan a budget.
Amarillo drivers can get tailored coverage suggestions through Insurance agency amarillo .
Thanks for the comprehensive read. Find more at Simple Dental .
Me ha servido mucho este post. Para un reemplazo de cerradura en Barcelona contacta cerrajero Barcelona .
Exposure doesn’t require perfection; partial wins compound. Tracking achievements keeps momentum. Psychotherapist
The toughest element for me wasn’t coding services—it used to be defining conventions (mistakes dealing with, logging, and module limitations) so the codebase remains sane have a peek at these guys
Great insights! Discover more at Omni Specialty Dental .
Moez Kassam’s blend of entrepreneurial pressure and philanthropy reveals how capital and community influence can cross hand in hand. I pulled in combination key takeaways and assets here: read this article .
Tasks schedules inform you a lot concerning a neighborhood’s spirit. We contrasted calendars directly on memory care .
If you want thoroughness and care throughout the process, visit orange county estate planning attorney
Undeniably believe that that you said. Your favorite justification seemed to be at the web the easiest thing to be mindful of.
I say to you, I certainly get annoyed even as other folks consider issues that
they just don’t recognise about. You managed to hit the nail upon the highest as neatly as
defined out the whole thing with no need side effect , other people
can take a signal. Will likely be back to get more. Thank
you
Here is my page: Paramount Training NSW
This reminded me how important easy reordering is for businesses—Print FX saves previous projects in your account on Print Shop Maryville for quick access.
ถ้าคุณกำลังมองหาแหล่งข้อมูลเกี่ยวกับไฟหน้าโปรเจคเตอร์ ต้องมาที่นี่เลยครับ หลอดไฟled
This was highly educational. For more, visit santa clara bathroom remodeling .
I like your point that ART reduces distress quickly without rehashing every detail; curious folks might visit accelerated resolution therapy .
Optimizing hours for peak search times helped us scale local marketing in san jose. salazar digital contractor marketing
Thanks for the great explanation. More info at freelance web designer .
Useful advice! For more, visit pensión para peregrinos .
Very informative article. For similar content, visit Plumbers .
อะไรคือข้อดีของการใช้ไฟหน้ารถ LED? ไฟ โปรเจคเตอร์
This was a fantastic resource. Check out https://www.freelistingusa.com/listings/winkler-kurtz-llp-long-island-lawyers-4 for more.
Great insights! Find more at long distance movers .
Thanks for the great tips. Discover more at website designer near me .
Klasse Übersicht der relevantesten Alternativen zum regulierten https://www.top10bestencasino.de/-Sektor.
This was very beneficial. For more, visit san mateo hair stylist .
Appreciate the helpful advice. For more, visit monitores titulados .
Muy aclarador. Para un presupuesto rápido de cambio de cerradura en Barcelona, consulta cerrajero Barcelona .
I value the focus on person-centered treatment. senior care connects you with neighborhoods that customize day-to-day routines.
Thanks for the useful suggestions. Discover more at turismo activo en Galicia aventura .
Primary-level math tuition іs indispensable f᧐r honing analytical smills
and pгoblem-solving abilities neеded to conquer tһe increasingly
complex word рroblems encountered in upper primary grades.
In Singapore’s rigorous secondary education landscape, math tuition Ƅecomes indispensable fоr students to deeply master challenging
topics including advanced algebra, geometry, trigonometry, аnd statistics thɑt serve ɑs tһe backbone fоr O-Level achievement.
Math tuition аt junior college level supplies personalised feedback аnd precision-focusedtechniques thɑt
mainstream JC lessons ⲟften lack the necessary detail foг.
The growing popularity оf online math tuition in Singapore һaѕ made top-quality tutoring accessible еvеn to JC students juggling CCAs аnd heavy workloads, ѡith 24/7 resource access enabling efficient, stress-free revision օf both pure ɑnd statistics components.
OMT’ѕ gamified elements award progression, mаking math thrilling аnd inspiring
pupils to ցo for examination mastery.
Discover tһe convenience ⲟf 24/7 online math tuition ɑt OMT, wherе engaging resources make finding out enjoyable аnd effective fⲟr ɑll levels.
Singapore’ѕ emphasis on crucial believing tһrough mathemjatics highlights tһe
valսе of math tuition, whicһ assists students
develop tһe analytical skills required Ƅy thе nation’s forward-thinking curriculum.
primary school math tuition builds exam stamina tһrough timed drills, imitating the PSLE’s two-paper format аnd helping trainees
manage time sսccessfully.
Secondary math tuition lays a solid foundation fⲟr post-O Level гesearch studies, such aѕ
A Levels or polytechnic courses, Ƅy excelling in fundamental topics.
Ԝith A Levels affecting occupation courses in STEM aгeas, math tuition enhances fundamental skills fоr future university research studies.
OMT sets itseⅼf aⲣart with a curriculum that enhances MOE curriculum tһrough
collaborative online discussion forums fοr going
ovеr proprietary math difficulties.
Bite-sized lessons mɑke it νery easy to suit leh, causing consistent method ɑnd faг betteг overall grades.
Tuition facilities in Singapore focus оn heuristic methods, vital fοr dealing witһ
the difficult ᴡoгd problems in mathematics exams.
Тake а look att my webpage … math tuition Singapore NUS High School math
This was quite useful. For more, visit round rock texas long distance movers .
Fantastic post! Discover more at painting contractor mountain view .
Protecting generational wealth is easier when guided by attorneys from places like orange county estate planning attorney
Outdoor spider control actually worked when we hired through exterminator near me .
Life transitions can feel like groundlessness—therapy gave me steady steps forward. Resource: IFS therapy .
Very helpful read. For similar content, visit elderly care .
Thanks for the detailed guidance. More at Simple Dental .
Just had an amazing experience with a facial treatment from Facial Treatments Las Vegas #—highly recommend it!
มีรีวิวเปรียบเทียบระหว่างไฟหน้าแบบต่างๆ ไหมครับ? ไฟแต่งรถยนต์
Great job! Discover more at Oxnard Dental Center .
Thanks for the insightful write-up. More like this at Omni Dental Specialty Center .
อยากรู้ว่าการติดตั้งเองจะทำได้ง่ายหรือไม่ ต้องลองเข้าไปอ่านดู เปลี่ยนไฟหน้ารถยนต์ ราคา
Title insurance provides buyers self-confidence in their home assets! Much more information at title agency clifton park .
Knowledgeable legal professionals prevent from capacity pitfalls while shopping or promoting estate—Clifton Park has some notable techniques! Visit residential real estate attorney for ideas.
ใครใช้ BT PREMIUM บ้าง แชร์ประสบการณ์กันหน่อยครับ หลอดไฟรถ
For reliable car insurance recommendations, check out the resources at Insurance agency barrington .
Well done — for personalized car insurance rates, visit Insurance agency .
Thanks for the advice. For a neighborhood agent, search State farm for nearby options.
Your aspect approximately staying silent until eventually an attorney is latest is so good. I found greater worthwhile methods at DUI lawyer Saratoga Springs .
I enjoyed this article. Check out respite care for more.
I appreciate the emphasis on person-centered treatment. respite care connects you with areas that individualize everyday routines.
The staff at Teeth Whitening Las Vegas are super friendly and really know what they’re doing when it comes to Brazilian waxing!
Nice guide — for car insurance help, try Insurance agency near me .
Clear and concise advice on car insurance. Found useful leads at Insurance agency .
Security could be a hidden lure when you skip frameworks. I ended up writing middleware for input validation, fee restricting, and CSRF from the flooring up news
The technician from Buffalo exterminator taught us prevention tips for the long term.
Moez Kassam’s blend of entrepreneurial drive and philanthropy exhibits how capital and community have an impact on can cross hand in hand. I pulled collectively key takeaways and sources the following: navigate here .
Trauma therapy works best with a stable life platform: sleep, nutrition, housing, and safety addressed first. therapy for immigrants
Wow! I finally tried Brazilian waxing and I love it! Found the best place via Facial Treatments Las Vegas .
“Considering trying out new places; would love insights into experiences with # # any Keyword ###.” Facial Treatments Las Vegas
Thanks for the great information. More at buena pensión en Arzúa .
For transparent and compassionate service, give the team at probate attorney orange county a call today.
Anyone else obsessed with finding good skincare services? Check out what’s happening at Skincare Services Las Vegas #!
Thanks for the informative content. More at campamentos cerca de mí .
Nice post about multi-car discounts — families should compare quotes at Car insurance .
Besitzt jemand Erfahrungswerte mit speziellen Seiten für https://www.echtgeldcasinoonline.de/ casino ohne oasis?
Excellent insights on fashion! personal stylist chicago
Thanks for the thorough article. Find more at Chiropractor campbell .
Wonderful tips! Find more at elderly care .
I enjoyed this article. Check out assisted living for more.
Seriously impressed with the level of service at Brazilian Waxing Las Vegas for my recent Brazilian wax in Las Vegas!
Holiday market pop-up: BBQ restaurant capital region mulled cider + BBQ sliders combo, please!
Die Tipps haben mir beim Umzug nach Zürich sehr geholfen. Unser Reinigungsteam war Endreinigung für Auszug Zürich .
Choosing the correct attorney can make your entire difference in authentic estate things. The Top Real Estate Attorneys in Clifton Park, NY are fantastically really useful! Learn more at commercial real estate lawyer Saratoga County .
If you’re serious about music, definitely check them out .
The weekend sessions are insane .
Not even sponsored lol, you’ll thank yourself later .
performance based music school
His mother had money,All the Selby property came to her,ラブドール 販売
Big thanks to the experts at access control installation Orange County for getting me back into my home after being locked out!
With my idea of the rector derived from a picture in thedining-parlour,リアルラブドールstiff and stately,
Appreciate the detailed insights. For more, visit https://youtu.be/o55p2UUZTlg .
Police reports can contain inaccuracies; a lawyer knows how to challenge them. See North Carolina Workers Compensation Lawyer .
ART sessions were structured and hopeful, not overwhelming; learn how at brainspotting .
ラブドール 販売if it were only the other way! If the picturecould change,and I could be always what I am now! Why did you paintit? It will mock me some daymock me horribly! ?The hot tears welledinto his eye he tore his hand away and,
The company from exterminator NY wore booties and respected our home—nice touch.
The cost-effectiveness of using vacuum excavation over traditional methods really adds up for long-term projects here in Orange County! Discover more insights at Orange County hydro excavation .
No glamour ever transfigures them.ラブドール 販売One knows their minds aseasily as one knows their bonnet One can always find them.
or sit and chat together,えろ 人形just as they aredisposed.
Appreciate the thorough insights. For more, visit Simple Dental Clinic .
Yet the old gypsy doetlke unreleved monotone She must have a dash of colour.高級 ラブドールSee Abroken dead fr bough,
If your child was injured, choose a lawyer with pediatric injury experience at truck accident lawyer .
?“ ?said Arbuthnot kindly,ダッチワイフ エロ“that must be a great pleasure toyou.
เหมาะกับมื้อเร่งด่วน แต่อร่อยจัดเต็ม ผู้กำกับสับไก่ข้าวมันไก่ธนาพล ดูข้อมูลที่ ข้าวมันไก่สิงคโปร์
Efficient and immediate locksmith provider in Orlando — locksmith Orlando Florida made the job realistic.
Just got a Brazilian wax at Eyebrow Services Las Vegas , and I’m ready for pool season in Vegas!
Love knowing where go whenever feel need pampering or treating myself special occasion coming up Facial Treatments Las Vegas
This article hits home on why we must be diligent about locating utilities before digging—thank you for raising awareness! Fresno utility locating
Appreciate the great suggestions. For more, visit Oxnard Dental Care .
So glad this blog exists—it caters perfectly towards individuals seeking direction amidst chaos surrounding overwhelming decisions often faced during remodeling adventures—you’ll find clarity amongst confusion by simply glancing through offerings Bathroom Renovations Vancouver
Thanks for the reminder to repair cracks early. I observed a few provoking examples of injury that become missed too long on repair pool cracks .
This was a fantastic read. Check out Omni Dental Specialty for more.
It’s pleasing to look how layout tendencies evolve in commercial pool development. I can’t wait to determine what’s subsequent! More trends at commercial pool resurfacing experts .
Love that they prioritize hygiene during services too—definitely reassuring while experiencing hair removal through Skincare Services Las Vegas
”Embrace journey take flight rise wings spread wide embracing adventure ready conquer conquering heights discovering greatness discover self realize potential unleash creativity unleash potential unleash dreams release fears embraces vulnerability Teeth Whitening Las Vegas
Spending plan preparation devices are very useful. assisted living offered calculators and funding choices that clarified our options.
Need help navigating trusts and estates? Contact the specialists via comprehensive estate planning attorney near me today!
Managed IT services have transformed the way we operate our business in California. Thanks to Managed It Services Company California for the support!
Gute Orientierungshilfe! Für eine stressfreie Abnahme bucht man am besten Umzugsreinigung garantiert .
Wood-boring beetles in a shed? We found a solution via Buffalo NY exterminator .
Have you ever before wondered what title insurance covers? Discover the responses at title company clifton park !
The in the past-and-after snap shots on this publish are inspiring. If you’re uninterested in stains, cracks, or fading finishes, inspect out DIY pool tile installation for extra particulars on restoring pool surfaces to seem like new.
Thanks for stressing timely movement after an coincidence. I took my first step by way of contacting truck attorneys and felt supported.
I’ve heard fine things approximately the criminal services supplied by the Top Real Estate Attorneys in Clifton Park, NY. Their abilities can if truth be told assistance you navigate property transactions. Visit residential real estate attorney for data!
I’ve always thought that hiring an estate planning lawyer was too expensive, but it’s actually quite reasonable! orange county probate attorney
I found it a capital time to get through mywork.One of s stories related to a shadow of a love affairthat was dimly perceived or suspected long years before.リアルラブドール
Languishing turned into momentum when I set gentle goals. Resource: CBT therapy .
This article certainly highlights the importance of early legal illustration. For rapid fortify, DUI lawyer Saratoga Springs can attach you with a safety workforce.
Anybody attempted family-style service from BBQ restaurant capital region at a wedding anniversary party?
I was a rideshare passenger. My attorney navigated complex policies. Details at NC Work Injury .
Transparent care level assessments prevented surprise costs. We learned the process through respite care resources.
Useful advice! For more, visit Port Jefferson Station personal attorneys .
The distinction between public defenders and private suggestions was smartly explained. Learn greater about your possible choices at DWI attorney Albany NY .
Advocating self-care is essential—it’s reassuring knowing resources such as @ any Keyword prioritize personal wellness journeys together alongside clients! Psychologist newport beach
Great reminder about copyright when submitting artwork—I always appreciate how careful the staff at Print FX are about usage rights; there’s more info about their process at Print Shop Near Me .
This was a fantastic read. Check out marblus granite countertop installers for more.
Don’t forget to ask about stair fees and fuel surcharges. The quote I received through Hempstead Movers spelled out every line item before move day.
Clearly presented. Discover more at buena pensión en Arzúa .
Student move near Fayetteville State University? Office moving companies Fayetteville did a budget-friendly partial pack for me.
I liked that reviews on Baton Rouge Movers mentioned punctuality around bridge backups from Port Allen—super helpful.
Thanks for the helpful article. More like this at injury lawyers .
If you ever believe burdened about being locked out at any place in Orlando, don’t forget that locksmith Orlando Florida # is just a name away!
Just found out that ignoring small cracks can cause primary leaks. I’m reserving an inspection after examining the assistance from pool crack patching .
Informativ und praxisnah. Für reibungslose Abnahme: Reinigungsfirma wie professionelle Wohnungsreinigung Zürich beauftragen.
This was very beneficial. For more, visit seguro médico y accidentes .
After moving into an older house we thought installing modern equipment would be tough but were pleasantly surprised; found historic home retrofit tips at plumber maryville then relied on expertise from Tennessee Standard Plumbing and Drain!
มีโปรโมชั่นดีๆ สำหรับไฟหน้าโปรเจคเตอร์รอคุณอยู่ที่นี่ครับ เปลี่ยน ไฟหน้ารถยนต์ ราคา
The post clarified what counts as a timely notice in GA. Notice requirements at Workers Comp .
Good write-up on timing moves; I picked a mid-month date and found deals on Jackson Heights moving companies for Jackson Heights.
ลองสั่งพิเศษไก่สับหนังกรอบๆ จากผู้กำกับสับไก่ข้าวมันไก่ธนาพล ได้ที่ ร้าน ข้าวมันไก่ ใกล้ฉัน
дизайн интерьера агентство дизайнер интерьеров спб
Well done! Find more at Simple Dental .
Thanks to Tennessee Standard Plumbing and Drain , my plumbing issues in West Knoxville were handled professionally and efficiently.
If you’re in Las Vegas and considering Brazilian waxing, I found a great place at Facial Treatments Las Vegas . They made me feel so comfortable!
Mosquito season used to ruin our patio; now we book monthly treatments through exterminator NY .
Don’t forget to secure parking near the Boise River greenbelt paths. Office moving companies Boise City scouted the area the day before.
มีใครอยากแชร์รูปไฟหน้ารถ LED ของตัวเองบ้าง? ร้านตั้งไฟหน้ารถยนต์ ใกล้ฉัน
Activation precedes motivation. Five-minute starter tasks can crack inertia. therapy for immigrants
Thanks for the comprehensive read. Find more at Oxnard Family Dentistry .
This is so true, I’m in the middle of a spiritual awakening and I was ready for my outer appearance to align with my inner growth. My mentor connected me with Tali – a stylist who gets spirituality and I can’t believe the difference wardrobe stylist chicago
I enjoyed this read. For more, visit elderly care .
Dedicated to spinal health, this team helps patients across the Tri Cities move better and feel better every day. Kennewick car accident chiropractor
Parkland residents trust Wall Family Chiropractic Center for effective chiropractic care and holistic wellness solutions. Parkland Chiropractor
Planning a same-day move from Allentown to Easton—thinking about Allentown moving companies for their hourly pricing transparency.
Pet-friendly plans are a large plus. We discovered assisted living that welcomes small family pets via memory care .
Appreciate the thorough insights. For more, visit assisted living .
If your loved one shadows caregivers, memory care’s staffing can accommodate safely vs assisted living limits. Info: assisted living .
The skills of Clifton Park’s major attorneys helped me ward off high priced errors throughout my current sale—notably put forward checking them out! More info at commercial real estate lawyer Saratoga County !
Homeowners love transparent pricing and on-time service—get both at septic tank pumping for septic pumping and installation.
Great call on keeping records for property resale. Our documented maintenance from septic tank pumping impressed buyers.
I’m glad you mentioned emergency preparedness. memory care helped us ask about drills and backup power.
Great reminder to update holiday hours. Avoided drop-offs during peak season for local marketing in san jose. salazar digital marketing services
Appreciate the useful tips. For more, visit https://www.google.com/maps/dir/deck+wash+near+me+38+Comanche+Cir,+Millsboro,+DE+19966,+United+States/Rio+Motors,+Dupont+Boulevard,+Frankford,+DE,+USA/@38.5683017,-75.2801072,13z/data=!4m13!4m12!1m5!1m1!1s0x89b8c57a360f9df1:0x1a85a8f6a7e8de43!2m2!1d-75.2102618!2d38.5985349!1m5!1m1!1s0x89b8db607666d5b9:0xf29eb85910db47db!2m2!1d-75.244164!2d38.524268?entry=ttu&g_ep=EgoyMDI1MTIwOS4wIKXMDSoKLDEwMDc5MjA3MUgBUAM%3D .
Expert reconstruction can win cases. A motorcycle accident lawyer can arrange it. Learn how via Workers Comp Lawyer .
We tagged all floor drains and prep sinks to clarify which feed the interceptor. Label pack from grease trap company worked great.
Thanks for detailing mover insurance. I upgraded to full value protection for my Huntsville move using a provider I found on budget movers in Huntsville .
Thanks for the detailed guidance. More at plumbers services .
Sehr praxisnah – gerade für Studenten und Neuankömmlinge in Zürich. Zürich Endreinigung Service ist eine Option.
Oversized fonts for signature cocktails generated more orders instantly; grateful for the pro tips shared by both Print Shop Maryville and practical execution by Print FX!
Super helpful to learn how to read septic truck gauges during pumping. Interpreting the data was explained on septic tank pumping .
Dealing with fake reviews is such a headache for my business reputation. I’m curious how these services actually handle the process delete fake google review
Smooth expertise with locksmith Orlando Florida ; they provide speedy locksmith solutions in Orlando and nearby spaces.
This is quite enlightening. Check out best wordpress designer for more.
I had no suggestion how scientific liens work. semi truck accident lawyer helped me evade surprises all over agreement.
Anxiety therapy is a skill set you keep for life; find coaches and clinicians at accelerated resolution therapy .
Title insurance is actually a little rate to spend for such considerable defense. Additional information at title agency clifton park .
I’ve been to a few music camps, but nothing comes close to Rock Academy. You actually get to form a band, rehearse, and play live shows — like a real musician. Everyone there treats you like you belong, no matter your skill level music school near me
If all people’s not sure what subject matter to exploit for their restore, there’s a breakdown of sealers and fillers on pool crack epoxy repair that helped me choose.
Quick tip: report the injury to your state agency. Work Injury has links to state contacts and forms.
Wall Family Chiropractic Center focuses on long-term wellness by offering maintenance care plans that prevent future injuries. Tacoma car accident chiropractor
They’re also great with kids—offering safe, effective treatments for growing bodies and developing spines. Tri cities chiropractor
This was quite useful. For more, visit assisted living .
Trial periods eased our worries. We found communities offering 30-day satisfaction guarantees on senior care .
Fantastic review at the affect of climate on pool production choices! Such an quintessential issue! Learn greater ideas at commercial pool construction cost .
This is a fabulous commencing marketing consultant for making plans a resurfacing venture. I supplemented it with more technical specification sheets from DIY pool tile installation .
Comprehending your rights pertaining to property possession is important; learn just how title insurance assists at title agency clifton park !
The value of getting ready legal representation shouldn’t be overstated; uncover reputable legal professionals specializing in truly property legislation desirable right here in Clifton Park with the aid of residential real estate attorney #!
I found a compassionate, results-driven car accident lawyer through truck and recommend it.
ถ้าคุณกำลังคิดจะซื้อไฟหน้าใหม่ ลองดูรีวิวจากผู้ใช้งานจริงได้ที่นี่ ร้าน แต่ง ไฟ รถยนต์ ใกล้ ฉัน
แนะนำสำหรับคนชอบไก่สับติดหนัง ผู้กำกับสับไก่ข้าวมันไก่ธนาพล ดูรีวิวที่ ข้าวมันไก่ พระราม5
ผมใช้ไฟหน้ารถ LED มา 6 เดือนแล้ว สุดยอดจริงๆ ซ่อมไฟรถยนต์ ใกล้ฉัน
Understanding the claims process after an accident is crucial for getting compensation—valuable info available at lawyer for truck injury !
Are there apartments with kitchenettes and private patios? I’m filtering features on senior care .
Backups stopped once we combined proper pumping intervals with hydro-jetting and filter care—playbook courtesy of septic tank cleaning .
During audits, we show photos of pre- and post-pumping conditions. That tip came from grease trap cleaning and impressed our inspector.
Thanks for the practical tips. More at respite care .
Hilfreich für Erstumzüge in Zürich. Empfehlenswert: Termin bei günstige Wohnungsreinigung in Zürich früh buchen.
Recorded statements can hurt you. My lawyer handled all interviews. Protect yourself via NC Workers Comp .
If you’re on the lookout for the pleasant locksmith in Orlando Florida, call locksmith Orlando Florida .
Appreciate the useful tips. For more, visit pensión barata Arzúa .
Anxiety therapy offered tools to ride the wave, not stop it. More ideas: trauma therapy .
For anyone managing a restaurant or retail space, you know downtime from plumbing problems is costly. That’s why having a go-to team like Tennessee Standard Plumbing and Drain is invaluable. Curious if plumber offers emergency services too?
This was a great article. Check out Simple Dental Care for more.
Great breakdown on septic tank care! Regular inspections plus timely pumping make a huge difference. I’ve learned a lot from septic tank pumping about setting a proper schedule.
Appreciate the detailed information. For more, visit campamentos de fútbol .
Wall Family Chiropractic Center complements their adjustments with massage therapy to relieve muscle tension and support holistic healing. Chiropractor Tacoma
Suffering from lower back pain? Their customized treatment plans can make a major difference in your daily comfort. Chiropractor
For startups like mine, affordable yet high-quality printing is essential. Print FX delivered both, and Print Shop Maryville made ordering straightforward.
For fragile crops, ask movers about weather concerns. Found knowledgeable execs at southwest long distance moving services .
Stopped up pipelines may be a nightmare– luckily companies like plumber exist!
Thanks for the valuable insights. More at Oxnard Dentistry .
It’s top notch how straightforward beam cracks are round older swimming pools. Reading the reasons at pool crack sealing helped me realize the explanations.
Pet-friendly plans are a big and also. We uncovered assisted living that invites tiny pets through memory care .
The section on identifying material changed into certainly magnificent – durability is the whole thing when it comes to pools! Discover cloth alternate options at commercial pool construction cost !
This is the 1st time I understood the pros and cons of plaster versus mixture finishes. I also checked pool resurfacing near me to see real-lifestyles installations of each fashion.
My chiropractor’s notes weren’t enough. The lawyer got a narrative from an MD to support causation. Learn why at NC Workers‘ Comp .
The timeline for getting benefits started was super clear. Processing timelines at Work Injury .
Outdoor spaces and gardens boosted my dad’s mood. We searched for courtyards and walking paths on respite care .
Excellent resource list. I’m adding one more: compare multiple Huntsville long distance movers side-by-side using same-city movers Huntsville before you lock in.
Staff-to-resident ratios in memory care often exceed assisted living, which translates to safer supervision. See elderly care .
This was beautifully organized. Discover more at Omni Dental Specialists .
Swarming season is real—bookmark resources like bee removal near Buffalo, NY now.
Thanks for the practical tips. More at senior care .
Super Artikel zur Umzugsreinigung in Zürich – für professionelle Hilfe kann ich Wohnungsreinigung Team Zürich empfehlen.
Whiplash symptoms are no match for the expert care provided by Wall Family Chiropractic Center’s skilled chiropractors. Car accident chiropractor Tacoma
Great reminder on air admittance and venting. We fixed venting and improved flow per diagrams from grease trap company .
After a hit-and-run, legal guidance is crucial. I found practical next steps on lawyer for truck accidents .
Thanks for the e-book. For padlock and gate locksmith necessities around Orlando, the staff at locksmith Orlando Florida is reliable.
With flexible scheduling and same-day appointments, getting care after an accident is fast and stress-free. Car accident chiropractor
Great insights! Find more at http://www.google.com/url?q=https%3A%2F%2Fwww.getsnatched.com%2Fblog%2Fwhat-to-buy-before-breast-reduction-surgery .
Depression often co-occurs with chronic pain. ACT’s openness to discomfort plus pacing/flare-up plans seems to improve function. Anyone integrating EMDR for pain-related trauma? EMDR therapy
Don’t hesitate to reach out to a qualified NC Workers Comp Lawyer if you feel overwhelmed by your situation!
มื้อเที่ยงคิวยาวแต่คุ้มค่ารอ ผู้กำกับสับไก่ข้าวมันไก่ธนาพล ดูช่วงเวลาที่ ข้าวมันไก่ทอด
สวัสดีครับ เพื่อนๆ ช่วยแชร์ความคิดเห็นหรือคำถามเกี่ยวกับระบบนี้หน่อย ### ซ่อมไฟหน้ารถยนต์
I appreciate the focus on dignity and respect. We found mission-driven communities via respite care .
Great tips on handling police wondering. For a step-through-step protection plan, I put forward DUI lawyer Saratoga Springs .
I appreciated this post. Check out aventura y desconexión Galicia for more.
การติดตั้งง่ายจริงหรือไม่ ? สนใจ BT PREMIUM อยู่ครับ bt premium auto xenon รามอินทรา
Your insights on first-time offenders are reassuring. For personalized advice, DUI lawyer Saratoga Springs is a good sized place to begin.
I appreciate the focus on luxury finishes; they really elevate a space! More luxury options can be found at Renovate Bathroom Vancouver for those in Vancouver!
For small business owners, having a partner like Print FX makes all the difference when it comes to custom signage and apparel. I found some helpful tips on Print Shop Near Me about choosing the right materials.
I’ve been trying to get the e-edition to load consistently on my tablet for a few days now. It finally started working after I clicked „Deny Non-Essential cookies“ on the main site settings. It’s a bit of a hassle, but at least I can read the paper again here
Thanks for the comprehensive read. Find more at Winkler Kurtz LLP – Long Island Lawyers .
I appreciate the guidance on denied claims and appeals. Appeal strategies at Workers‘ Injury .
Thanks for any recommendations—building a shortlist for assisted living near Clovis and using elderly care to compare.
Bắn cá cá cược online ở bancadoithuong.sarl có nhiều loại súng và phụ kiện.
Looking for licensed and insured movers only—does cross-border movers provide license numbers on request?
Chơi lô đề online nên chọn nền tảng ổn định như lodeonline.boo .
Spinal and TBI cases need experienced counsel. Talk to a motorcycle accident attorney. I found guidance via NC Workers‘ Comp Lawyer .
Loved reading about wellness programs. senior care lists communities with fitness classes and mental wellness activities.
Nhận thưởng nhanh, không bị delay khi chơi bắn cá đổi thưởng trên game bắn cá đổi thưởng .
Anxiety therapy improved my sleep with simple daily skills; similar methods at accelerated resolution therapy .
Praktische Tipps! Ich würde noch hinzufügen: rechtzeitig Termin bei Umzugsreinigung Preise Zürich sichern.
It’s wild how much web search improves accuracy. I noticed the huge performance gap when models actually check their sources versus guessing from training data alone model comparison table metrics
Very informative article. For similar content, visit trusted personal injury lawyers .
Ai chưa biết chọn nhà cái nào thì thử https://nohu.voto xem sao.
Thanks for delivering sample questions to ask a legal professional. I printed a checklist from truck accident attorneys in the past my seek the advice of.
Mình đã thử chương trình khuyến mãi ở Top game nổ hũ , khá ổn.
We switched to low-FOG menu items during the busy season to ease trap load. Menu engineering tips from grease trap cleaning reduced callouts by 30%.
At this time it seems like Drupal is the preferred blogging platform available right
now. (from what I’ve read) Is that what you’re using on your blog?
After heavy rain, we ran a dye test to verify infiltration—process was outlined on septic tank maintenance .
Looking for movers who can handle server racks and IT disconnect/reconnect for a Research Park office. Has full service moving company Huntsville managed data-sensitive relocations?
Small leaks can cause big problems—learned this firsthand but got excellent repair service from Tennessee Standard Plumbing and Drain thanks to discovering them on plumber
Informative read. If you’re searching “insurance agency near me,” try Car insurance for local agents.
I requested a State Farm quote after discovering the process on State farm quote — smooth experience.
Thanks — great tips on reviewing beneficiaries. For State Farm insurance questions, check State farm quote .
We avoided chemical drain cleaners entirely once we read why on septic tank maintenance . Enzymes are not a substitute for pumping.
Clear explanation of coverage limits. For local assistance, Insurance agency oklahoma city helped me find the right insurer.
Appreciate the thorough information. For more, visit información de mascotas por razas .
This was beautifully organized. Discover more at elderly care .
Nice overview — if anyone needs an insurance agency in Louisville, see Insurance agency .
This was nicely structured. Discover more at buena pensión en Arzúa .
This article is actually extremely helpful. If you ever before deal with a significant plumbing problem, do not wait to talk to plumber farragut .
This was a great article. Check out https://www.google.com/url?q=https%3A%2F%2Fwww.getsnatched.com%2Fblog%2Fhow-long-after-breast-reduction-can-i-shower for more.
Love seeing a real music school that performs live .
It’s a full community of musicians .
I always try to catch a Rock Academy show .
Anyone curious about the arts scene in Woodstock — swing by their website at rockacademy.com music lessons saugerties ny
การใช้ไฟหน้ารถ LED ในฝนตก เป็นยังไงบ้าง? ร้านซ่อมไฟรถยนต์ ใกล้ฉัน
Avoid late-night emergencies: set up regular service reminders with septic tank cleaning .
This article’s advice on photos is gold. Attorneys rely on them. More at Workers Compensation .
Appreciate the great suggestions. For more, visit campamentos baratos .
For customer appreciation events, Barbecue restaurant niskayuna offers a refined yet loosened up BBQ experience.
What’s up colleagues, how is the whole thing, and what
you want to say regarding this piece of writing, in my view its actually amazing in support
of me.
my blog Paramount Services
After dealing with other locksmiths, I’m glad I found the experts at locksmith Orlando Florida # for all my automotive needs.
I think that what you said was very logical. But, what about this?
what if you were to create a awesome title?
I am not saying your content is not solid, but suppose you added
a title to possibly grab folk’s attention? I mean Automatische Pulverbeschichtungsanlage –
Pulveranlage is a little vanilla. You ought to look at Yahoo’s home page and watch how they write article titles to grab people to open the links.
You might add a video or a related pic or two to get people interested about everything’ve got
to say. Just my opinion, it could bring your posts
a little bit more interesting. https://Vreditelstop.ru/question/lexperience-unique-de-pret-750-dollars-rapide-2
What’s Going down i am new to this, I stumbled upon this
I’ve found It absolutely useful and it has helped me out
loads. I hope to contribute & assist different customers
like its aided me. Good job.
Feel free to visit my web page: tuinontwerp Keerbergen
The statute of limitations sneaks up fast. lawyer for truck accidents helped me act before my deadline.
We relocated from Allentown to Denver and used Allentown moving companies to find a mover that fit our budget and schedule.
เข้าไปดูวิธีติดตั้งไฟหน้าโปรเจคเตอร์แบบง่ายๆ ที่นี่เลย ร้าน ไฟ
น้ำซุปมีตัวเลือกทั้งซุปใสและซุปมะนาวดอง ผู้กำกับสับไก่ข้าวมันไก่ธนาพล ลองดู ข้าวมันไก่ พระราม5
Der https://21casinos.com.de/ bonus liefert echt großartige Vorteile für Anfänger.
Glassboro readers should consider reaching out to Insurance agency for local advice.
Thank you for the good writeup. It in reality used to be a enjoyment account it.
Look advanced to far introduced agreeable from you! However, how
can we keep in touch?
Here is my website … velki live
Clear info on heat stress and dehydration claims for factory floors. Prevention and claims at Workers‘ Compensation .
Being a podcaster, I understand your outer appearance matters so much. When you align your style with your purpose, doors open. personal stylist chicago
Languishing turned into learning when I tried tiny experiments. Read more: Psychotherapist .
Navigating insurance claims is tricky—understanding car attorney is essential for success.
Hilfreiche Liste mit Reinigungsmaterialien. Bei Bedarf kann ich Wohnungsreinigung in Zürich empfehlen.
The magnitude of having an skilled genuine property lawyer are not able to be understated; they’ll book you thru each and every step of the task! For greater files, see commercial real estate lawyer Saratoga County .
มีคำแนะนำในการดูแลรักษาไฟหน้ารถ LED BT PREMIUM ไหมครับ ?? เปลี่ยนไฟหน้ารถ ใกล้ฉัน
Thanks for the useful post. More like this at http://informizze.com/directory/listingdisplay.aspx?lid=67154 .
Thanks for the clear breakdown. More info at respite care .
Great point about crate solutions for TVs. I asked two Anaheim movers from cheap long distance movers Anaheim if they provide reusable crates.
I had a bit of trouble finding my way around the new site layout at first. If you are having issues with the e-edition, check your settings under My Subscription to make sure everything is linked correctly https://escatter11.fullerton.edu/nfs/show_user.php?userid=9637793
Hmm is anyone else having problems with the images on browse this site blog loading?
I’m trying to determine if its a problem on my end or
if it’s the blog. Any feed-back would be greatly appreciated.
For those who moved within Cummings Research Park, how far in advance did you book dock time? I’m checking availability with best-reviewed movers Huntsville next week.
Appreciate the useful tips. For more, visit google.com .
The 86% improvement from web searches really highlights that we need to treat AI as a research tool rather than a knowledge base. It makes sense that grounding outputs in live data cuts down on those wild hallucinations Informative post
Title insurance offered me peace of mind throughout my home purchasing process. You may locate helpful ideas at title agency clifton park .
Great job! Discover more at Hose Bros Inc .
Dealing with insurers after a bus collision is tough—consider a legal consult. I found helpful guidance at North Carolina Workers‘ Compensation .
I am actually therefore thankful I obtained title insurance when I acquired my home. Know why it is crucial at title search clifton park .
I currently had a ideal trip with a regional attorney even as deciding to buy my home—they were a professional and supportive across the approach! Learn extra approximately them at real estate closing attorney !
This was very enlightening. More at marblus granite kitchen countertop fabricator .
The checklist for witness statements is helpful. A template is on accident attorneys .
Immigrant clients may carry intergenerational trauma. Gentle genograms can surface strengths as well as wounds. Mental health service
A lawyer can arrange independent medical evaluations when needed. Details at North Carolina Workers‘ Comp Lawyer .
Great to see a review reference package deals; I contrasted regular monthly vs. single-session rates making use of wellness center Mansfield .
If a subcontractor is uninsured, the general contractor might be liable. See rules at Workers‘ Comp .
Loved the put up. For citizens in Orlando on the lookout for rekeying or new locks, locksmith Orlando Florida can provide reliable ideas.
Gute Ratschläge zur Schmutzentfernung vor dem Umzug. Für Zürich ist garantierte Endreinigung ein guter Ansprechpartner.
Photos from multiple angles help; truck accident attorney can tell you exactly what to document at the scene.
Fantastic post! Discover more at https://www.google.com/url?q=https%3A%2F%2Fwww.getsnatched.com%2Fgallery%2Fbrazilian-butt-lift .
If you’re visiting the Hudson Valley and have a family of musicians, you have to check it out .
100% worth the drive the private lessons .
Info is on their website: rockacademy.com . performance based music school
Appreciate the detailed information. For more, visit Emergency Pure Plumbing .
Thanks for the practical tips. More at website design agency .
As a online coach, I’ve discovered your style creates your first impression. When you align your style with your purpose, confidence soars. wardrobe stylist chicago
If you were a passenger, you still have rights— georgia truck accident attorney can help you file against the at-fault party.
Loved the reminder about donating items. With fewer boxes, long distance moving services finished faster.
This guide is perfect for anyone unsure about their next steps following a collision—well done! traffic accident lawyer
Rock Academy completely changed how my kid connects with music. The instructors are actual working musicians who care about each student’s growth, and the live performances are unreal. It’s not just lessons — it’s confidence, teamwork, and pure fun rock band program woodstock
This was a fantastic read. Check out web design services for more.
Vendor limelight: BBQ restaurant schenectady brings genuine pit barbeque to company events.
That 86% reduction figure for web search really hits home. It proves that grounding models in real-time data beats pure internal memory every time. I find it fascinating how benchmarks still struggle to agree on standard metrics across different models https://www.designspiration.com/technivorzmediaoyoqe/
The change between public defenders and personal suggest become smartly defined. Learn greater about your selections at drunk driving defense Clifton Park .
Great insights on figuring out your rights for the duration of an arrest. If a person wants a strong advocate, DWI attorney Glens Falls has useful substances and preparation.
If your HOA needs proof of insurance for the truck in Rockville, this company sent documents same day: Rockville movers
Thanks for the great information. More at abogado penalista Coruña .
It’s tough to find a good nightlife spot in a smaller market is not easy. The good ones create an experience you remember. This article nails it! nightclub Saratoga Springs NY
Nicely done! Find more at MMD Healthcare Doctors .
заказать дизайн проект загородного дома дизайн ремонт загородного дома
Sehr praktisch, besonders der Teil zur Übergabeprotokollierung. Unsere Reinigung kam von Wohnungsputz Zürich .
The best porn generator ai porn chat your fantasies remain strictly between you and the neural network. Instant, high-quality generation, extensive scenario and character customization. Available 24/7. For adults.
Thanks for covering hazard communication. Claim filing steps in Atlanta are outlined at Workers‘ Compensation .
This was very enlightening. More at home painting services .
Very nice blog post. I definitely appreciate this website.
Stick with it!
Here is my webpage … daman game app
I found this very helpful. For additional info, visit The Glam House TN .
I learned about cut-outs vs. trap-outs via bee removal Buffalo, NY .
Thanks for the valuable article. More at https://www.google.com/url?q=https%3A%2F%2Fwww.getsnatched.com%2Fprocedures%2Fclitoral-hood-reduction-miami .
Подробности по ссылке: https://www.fundable.com/user-1274905
I have faith in locksmith Orlando Florida for speedy locksmith assistance in Orlando — at all times advised and official.
Brainspotting is great for performance anxiety too; athlete-focused providers at couples therapy .
How fast should I gather witness info and photos, and can a lawyer assist with that? Workers‘ Compensation
I asked three quotes; Best Marietta Mover’s had the clearest breakdown of labor, truck, and materials in Marietta.
I appreciated this article. For more, visit pensiones Arzúa .
Thanks for the useful post. More like this at Houston Regenerative Medicine .
Valuable information! Find more at Hair extensions .
We needed shuttle service for a tight street in Dacula—found movers that offer it through Dacula moving company .
Clear overview of spoliation letters. Samples at injury attorney .
I appreciated this article. For more, visit ARD Waterproofing LLC .
Thanks for the insightful write-up. More like this at campamentos en inglés .
Hệ thống bảo mật 2 lớp tại đăng ký net88 giúp tài khoản an toàn hơn.
Anyone ship a car from Chula Vista to Arizona recently? Timelines and costs with auto vehicle transport Chula Vista were reasonable for me.
Great article, totally what I was looking for.
my site … velki live
Net88 cập nhật kèo liên tục, phù hợp với người thích theo dõi trận đấu: đăng nhập net88
Good tip about documenting boxes per room. I aligned that with an Anaheim mover’s inventory app I discovered via cheap local movers Anaheim .
Dash cam footage and 911 recordings helped. My attorney from big rig accident lawyer obtained both quickly.
Net88 thật uy tín, tôi đã thử cược và rút tiền nhanh chóng net 88
Thông tin điều khoản rõ ràng trên net88vip.me .
For backyard birthdays, Barbecue restaurant niskayuna seems to toenail ribs, pulled pork, and fun sides– bookmarking for July!
Appreciate the detailed information. For more, visit https://www.google.com/url?q=https%3A%2F%2Fwww.getsnatched.com%2Fgallery%2Fmommy-makeover .
I liked how car accident legal advice connected me with local attorneys who knew the courts and judges.
Any person else prepping for senior prom season in Mansfield? I mapped out a risk-free tan routine using suggestions on indoor tanning Ontario Ohio .
Curious about shuttle fees for tight streets in Peoria—saw a good breakdown on Office moving companies Peoria .
This testimonial echoes my go to– the front desk was extremely friendly and wait times were brief; I’ll drop my full thoughts on best indoor tanning Ontario .
This was nicely structured. Discover more at personal attorneys near me .
Strong message on culture. Reporting without retaliation—Atlanta rights at Workers‘ Comp .
For basement-to-basement moves in GR without a truck, look at Cheap movers Grand Rapids .
Ausgezeichnete Tipps zu hartnäckigen Flecken. Für professionelle Unterstützung: Umzugsreinigung Garantie-Service .
For Newark to Boston moves, I compared guaranteed pickup dates on Cheap movers Newark to avoid delays.
สาวกขับรถกลางคืนต้องไม่พลาดกับไฟหน้ารถ LED BT PREMIUM นะครับ #BT_PREMIUM## ซ่อมไฟหน้ารถ
Wow that was unusual. I just wrote an really long comment
but after I clicked submit my comment didn’t appear. Grrrr…
well I’m not writing all that over again. Anyway, just
wanted to say great blog!
Stop by my web page :: buy TikTok followers famoid
Nützliche Details für jeden, die nach mehr Auswahl im Spielen Ausschau halten.
My homepage – https://www.casinobonusbaron.com/
Don’t settle for less after a car accident! A good lawyer from accident lawyer will ensure you get the compensation you deserve.
but my carving knife as well.It is hard to jestwith a sad heart! So I was not surprised the following morning when mylandlady came to me to tell me that a soldier had called to see mewith a message.リアル ラブドール
Everything is very open with a precise description of the issues.
It was really informative. Your site is useful.
Thank you for sharing!
my web blog; tuinontwerp
Really appreciate this information, My life coach recommended Tali Kogan Styling Studio for my personal transformation. She totally gets the spiritual side of how we show up. Worth it. wardrobe stylist chicago
The claims process drained me. A car accident lawyer handled calls and paperwork. Learn more at NC Workers‘ Comp .
Always impressed by a real music school that performs live .
They’re not just a music school .
The energy those kids have on stage is unreal.
If you’ve got a young musician — you should absolutely check out Rock Academy music school near me
he was disappointed.When the secondchild came and was also a girl,irontech doll
Great service from the team at locksmith Orlando Florida ; they really know how to treat their customers right.
Knowledgeable legal professionals save you from competencies pitfalls while paying for or promoting estate—Clifton Park has some exotic preferences! Visit property law attorney for hints.
a thornpierced his hand and he did curse.When he let go his hold of thebranches,irontech doll
I found this very interesting. Check out The Glam House TN for more.
Title insurance is actually important for safeguarding your investment in real estate. Discover more concerning it at real estate closing clifton park .
I appreciated this article. For more, visit Winkler Kurtz LLP – Long Island Lawyers .
never!““And when he did put the child down,“ Lazarus said,irontech doll
Just learned about the different types of paver stones and their benefits! It’s fascinating how each type can change the feel of your space. For more insights, take a look at brick paver cost .
Appreciate the comprehensive advice. For more, visit long distance movers .
If you are actually buying a property, don’t avoid title insurance! More details readily available at title search clifton park .
Thanks for the useful suggestions. Discover more at https://www.google.com/url?q=https%3A%2F%2Fwww.getsnatched.com%2Fblog%2Fwhat-foods-to-avoid-after-liposuction .
My spouse and I absolutely love your blog and find nearly all of your post’s to be exactly I’m looking for.
Would you offer guest writers to write content to suit your
needs? I wouldn’t mind composing a post or elaborating on many of the subjects you write in relation to here.
Again, awesome blog!
my site read more
ラブドール 中出し000Roman scudi.In the time of war he must supply them,
For OCD-type anxiety, response prevention plus acceptance skills reduces compulsions more sustainably than logic debates. therapy for immigrants
As someone who books live entertainment, production value makes or breaks an event. Great entertainment venues treat every show like it matters. Good article for anyone evaluating venues. entertainment venue Saratoga Springs NY
Goede dakwerken in Gent nodig? Kijk eens bij dakwerken gent voor scherpe offertes en vakmanschap.
Thanks for the valuable insights. More at MMD Doctors .
This was a wonderful post. Check out Houston Regenerative Med for more.
Great job! Discover more at campbell chiropractor .
Nice overview of PPE policies. For gloves-related injuries and coverage, visit Workers‘ Compensation .
Informativ und praxisnah. Für reibungslose Abnahme: Reinigungsfirma wie Zürich Umzugsputz beauftragen.
If you’re dealing with scar injuries, personal injury claims documents cosmetic and psychological impacts.
I found this very interesting. Check out abogado inmobiliario Coruña for more.
This post reminded me how impactful a well-designed menu can be for restaurants. I’ve seen beautiful examples from Print FX on Print Shop Near Me .
but flung open the door.The place was in darkness,銉┿儢銉夈兗銉?銈儕銉嬨兗
Appreciate the detailed information. For more, visit ARD Waterproofing Services .
I enjoyed this article. Check out concrete cleaning company for more.
Today, I went to the beach with my children. I found a sea shell and gave
it to my 4 year old daughter and said „You can hear the ocean if you put this to your ear.“ She placed the shell to her ear and screamed.
There was a hermit crab inside and it pinched her ear.
She never wants to go back! LoL I know this is completely off
topic but I had to tell someone!
my website … quality weed products
Medical liens confused me, but personal injury law firm handled the paperwork so I could focus on recovery.
44,ラブドール 中出し4 6 10 _Magnapre_,
Intensive therapy provides daily momentum and accountability; compare programs at intensive therapy .
Before booking Bowie movers, check the license and insurance details posted on Bowie commercial movers .
Interesting insights on problematical proof. If you believe a rights violation, DWI lawyer Capital Region will help explore defenses.
We needed careful piano handling in Marietta and Best Marietta Mover’s had the right equipment and insurance.
The staff at Facial Treatments Las Vegas made my first time getting a Brazilian wax a breeze! Love this place in Las Vegas.
Ich spiele mit den Bonus gerne und bin happy.
My website; cashmio casino login (https://cashmiocasino.com.de/)
Rooks,銉┿儢銉夈兗銉?銈儕銉嬨兗who,
The legalities surrounding workers’ compensation can be confusing, but my trusted ###WorkersCompLawyer### clarified everything for me! NC Workers Comp Lawyer
This was highly educational. For more, visit elderly care .
For customs duties estimates, Lawrence moving company links to calculators so you’re not blindsided on arrival.
If you have HOA rules, the Allentown movers we found on Office moving companies Allentown handled approvals for us.
Great counsel on coping with police thinking. For a step-with the aid of-step defense plan, I suggest DWI attorney Clifton Park .
This was very well put together. Discover more at https://www.google.com/url?q=https%3A%2F%2Fwww.getsnatched.com%2Fblog%2Fwhen-does-fluffing-happen-after-bbl .
Concise and relevant — find “insurance agency near me” with Car insurance .
Bias,ラブドール ブログand Melampus the son of Amythares,
Every driver should know how to handle a minor fender bender without escalating the situation—tips available at truck attorneys .
Useful tips — I contacted multiple agents from Insurance agency oklahoma city to find the best price.
New to Smithtown? Use Smithtown moving company to find movers who know the local parking and permit rules.
Thanks for the practical tips. More at Hose Bros Inc .
Thank you — for Barrington residents, State farm quote listed several reputable agencies.
Helpful tips on using telematics. To get a State Farm quote, try State farm insurance .
銉┿儢銉夈兗銉?銈儕銉嬨兗everything’s all right,Mackenzie.
Useful info — for quick State Farm quotes and local agents, see State farm agent .
Helpful — I found a nearby insurance agency and booked an appointment via Statefarm insurance .
Moving a home office? Back up data and pack cables by device. I used a tech packing guide from movers near me and nothing went missing.
Our firm city center needs boxed BBQ lunches; BBQ catering schenectady seems suitable.
Great call on near-miss reporting. How near-misses impact claims in Atlanta at Workers Injury .
I contrasted this salon with one near Ontario, and Mansfield still wins; full comparison at tanning salon Mansfield .
I love how easy it is to maintain paver stone surfaces compared to other materials! They really are a smart investment. For more information on upkeep and installation, check out custom patio paving .
I compared this Mansfield area with one in Lexington, and the UV output right here appeared more powerful; details at best tanning salon Mansfield .
Appreciate the comprehensive insights. For more, visit Glam House Beauty Lounge .
Hilfreich für Erstumzüge in Zürich. Empfehlenswert: Termin bei Endreinigung für Auszug Zürich früh buchen.
Great to see focus on caregiver communication; Gulf Breeze communities on senior care note app updates and portals.
Helpful article on wardrobe! image consultant chicago
For backyard birthdays, BBQ restaurant capital region seems to toenail ribs, drew pork, and enjoyable sides– bookmarking for July!
Memory treatment transitions can be difficult. We located a community with a smooth assisted living to memory treatment path through assisted living .
Thank you for highlighting the importance of test runs before full-scale printing—we avoided costly mistakes thanks to detailed checklists provided by both Print Shop Maryville and expert printers like Print FX!
Informative content — try Life insurance for home and auto insurance bundling.
Modification professionals are a various league. I found a board certified plastic surgeon with specific modification know-how by means of https://www.google.com/url?q=https%3A%2F%2Fwww.getsnatched.com%2Fblog%2Fwhen-can-i-stop-wearing-faja-after-bbl .
My lawyer from truck accident attorneys explained comparative negligence and how it affected my recovery.
Greate pieces. Keep writing such kind of info on your blog.
Im really impressed by your blog.
Hey there, You’ve done an incredible job. I will certainly digg it and
for my part recommend to my friends. I’m sure they’ll be benefited from this website.
Also visit my web blog … real human TikTok followers
Excellent tips — for an Insurance agency near me search, Home insurance returned great local resources.
gol33win.ren là nền tảng cung cấp nội dung giải trí trực tuyến với nhiều chuyên mục đa dạng dành cho người dùng yêu thích các hình thức giải trí hiện đại 33Win
รู้สึกปลอดภัยมากขึ้นหลังจากติดไฟหน้ารถ LED ร้านตั้งไฟหน้ารถยนต์ ใกล้ฉัน
Clear and concise — new homeowners can compare Home insurance policies at Insurance agency sheffield .
I’m planning a bathroom remodel soon! Any recommendations for Vancouver? I found great resources at Best Bathroom Renovations Vancouver .
Fantastic breakdown, bookmarking this! live music venue Saratoga Springs
Hey! Do you know if they make any plugins to assist with Search
Engine Optimization? I’m trying to get my blog to rank for some targeted keywords but
I’m not seeing very good gains. If you know of any please share.
Appreciate it!
Also visit my web blog … this article
This is very insightful. Check out Houston Regenerative Health for more.
This article demonstrates the synergy of fashion and empowerment. For professionals, upgrading your wardrobe is worth considering. personal stylist chicago
Thank you for naming how depression can be masked by overfunctioning. Values-based scheduling has helped some clients reconnect with meaning even when motivation is low. Mental health service
Cultural fit really matters. We filtered communities by language and activities on memory care .
I had trouble finding someone to work on older plumbing fixtures until I found Tennessee Standard Plumbing and Drain via plumber near me . Their expertise with vintage homes is impressive.
Helpful suggestions! For more, visit ARD Waterproofing LLC .
Thanks for the useful post. More like this at respite care .
Dankzij dakwerken gent voelt mijn Gentse dak weer als nieuw.
Hay88 hiện là thương hiệu cá cược trực tuyến đứng hàng đầu châu Á, thu hút hàng triệu người tham gia trong thời gian gần đây http://hay88.boo
Listing updates after renovations boosted calls, a key win for local marketing in san jose. local seo san jose
Tolle Anleitung für die Endreinigung. Wer’s bequem will, bucht Umzugsreinigung Abnahmegarantie .
Appreciate the useful tips. For more, visit MMD Doctors .
Nice points. For a nearby State Farm agent, try Insurance agency cypress .
Step-by-step for securing a State Farm quote made the process easy State farm insurance
EE88 là nhà cái uy tín hàng đầu Châu Á, được cấp phép hoạt động hợp pháp bởi tổ chức PAGCOR tại Philippines EE88
Vvvvwin là thương hiệu nhà cái mới nhưng tầm ảnh hưởng tại thị trường giải trí Việt Nam không hề nhỏ. Hoạt động dưới hình thức cá cược trực tuyến cơ bản, tuy nhiên hội viên nhìn thấy ở sân chơi sự tin tưởng, quyền lợi được bảo vệ tuyệt đối http://vvvwin.vc
PG88 định vị là điểm đến hàng đầu cho giới mộ điệu cá cược, mở ra vũ trụ giải trí đa sắc màu: từ Casino Live chân thực, những trận Thể Thao đỉnh cao, Xổ Số truyền thống đến các siêu phẩm Slot game bùng nổ PG88
SOC88 là một sân chơi giải trí trực tuyến hàng đầu, tập hợp hàng ngàn trò chơi hấp dẫn bao gồm nổ hũ đổi thưởng, bắn cá online, game bài và casino trực tuyến http://soc88.bike
I enjoy the comprehensive description below! If you need a plumbing professional you can easily count on, attempt plumber .
GOOD88 là một nhà cái uy tín hoạt động trong lĩnh vực cá cược trực tuyến và giải trí online. Được thành lập với sứ mệnh mang đến sân chơi an toàn và minh bạch, GOOD88 nhanh chóng thu hút đông đảo người chơi tại Việt Nam. GOOD88
FM88 – fm88.click không chỉ là một cái tên, mà là cả một thương hiệu được xây dựng dựa trên sự uy tín và chất lượng dịch vụ hàng đầu FM88
I can not strain ample how fantastic it’s to employ an experienced legal professional while handling assets transactions! Check out Clifton Park’s choicest at residential real estate attorney Albany .
789P là nhà cái trực tuyến hàng đầu, chuyên cung cấp dịch vụ cá cược thể thao, casino, game bài và slot uy tín tại Việt Nam. Giao diện thân thiện, tốc độ truy cập nhanh và hỗ trợ đa nền tảng giúp người chơi dễ dàng trải nghiệm mọi lúc, mọi nơi. http://789p.direct
Này các bạn mê cá cược ơi, nhà cái SOC88 đang làm mưa làm gió trên thị trường châu Á năm 2025 đấy! Nếu bạn đang lướt web tìm một địa chỉ vừa an toàn, vừa đầy bất ngờ để thỏa sức “quẩy” với kèo bóng đá hay vòng quay slots SOC88
Great resource list—I bookmarked Insurance agency near me for future State Farm insurance checks.
This was highly helpful. For more, visit abogado penalista Coruña .
I appreciated this post. Check out bathroom remodeler for more.
If you want to grow your knowledge only keep visiting this web site and
be updated with the hottest news update posted here.
Here is my blog post: daman games
I enjoyed this read. For more, visit https://www.google.com/url?q=https%3A%2F%2Fwww.getsnatched.com%2Fblog%2Fwhy-do-my-ribs-hurt-after-breast-augmentation .
Appreciate the detailed insights. For more, visit Pure Plumbing Company .
Thanks for the great tips. Discover more at Boat ceramic coating .
I’ve been wanting to add a fire pit area with paver stones in my backyard. Has anyone done this? I’d love to hear your experiences! Also, check out interlocking paving services for more design ideas.
Nutrition programs differ a lot between the two. We reviewed dining support options for dementia through respite care .
Friendly reminder: investing in professional design makes all the difference! Check out how Print FX elevates brands through thoughtful use of Print Shop Maryville .
This was a wonderful post. Check out senior care for more.
Thanks for the great explanation. Find more at The Glam House Nashville .
I liked this article. For additional info, visit southwest movers for long distance .
If you desire to avoid unexpected problems, definitely look at acquiring title insurance– even more suggestions at title agency clifton park .
The section on carpenter bee prevention was timely. I read similar treatments on pest control NY .
Clear steps for increasing policy limits — reach out to Insurance agency for help.
Thanks for the clear steps. I found a reliable agent on State farm insurance .
”All praises to ###anDeliveryMelbourne#####—they’ve won me over perfectly!” nangs tank
The beauty salon’s pointer texts kept me on the right track; I wrote about organizing uniformity on tanning salon Mansfield .
This post was very informative when discussing eco-friendly alternatives available today—the growing demand cannot be ignored especially among younger homeowners pursuing sustainable options—find additional perspectives via ###Anykeyword### Full Bathroom Renovations Vancouver
For Schenectady obstruct parties, Barbecue restaurant niskayuna keeps lines moving and guests pleased.
I appreciated how accidents explained contingency fees and how lawyers only get paid if you win.
Being a spiritual entrepreneur, I’ve discovered your outer appearance creates your first impression. When you look the part, confidence soars. style coach chicago
Excellent content. For anyone needing a local Insurance agency, Insurance agency offered clear, competitive options for car and home insurance.
Danke für die Checkliste zur Küche und Badreinigung. Für Profis empfehle ich professionelle Wohnungsendreinigung Zürich .
Educated authorization is everything. I found a board certified plastic surgeon by means of http://www.google.com/url?q=https%3A%2F%2Fwww.getsnatched.com%2Fblog%2Fwhat-is-cell-saver-bbl who supplied a precise, easy-to-understand consent packet.
Rock Academy completely changed how my kid connects with music. The instructors are actual working musicians who care about each student’s growth, and the live performances are unreal. It’s not just lessons — it’s confidence, teamwork, and pure fun music school near me
Thanks for masking ignition interlock instruments. In Saratoga County, the necessities will probably be difficult. I discovered more approximately timelines and exceptions on DUI lawyer Saratoga Springs .
I’m obsessed with how fresh and clean I feel after my Brazilian wax! Cheers to finding it on Eyebrow Services Las Vegas .
Appreciate the thorough insights. For more, visit residential painting .
This was a wonderful guide. Check out consejos cuidados de mascotas for more.
Solid explanation of search and seizure rules. If you observed the stop turned into unlawful, DUI lawyer Saratoga Springs has supplies to review your case.
I’ve been to a few music camps, but nothing comes close to Rock Academy. You actually get to form a band, rehearse, and play live shows — like a real musician. Everyone there treats you like you belong, no matter your skill level music school hudson valley
What’s your favored reminiscence involving these impressive little delights referred to as: # #ANYKEYWORD#!? nangs bottle
Fostering partnerships between organizations dedicated advocating road safety education opens doors collaboration enhancing outreach efforts exponentially ensuring message resonates deeply reaches wider audiences effectively generating positive change car attorney
The warning about second-generation anticoagulants is important. Safer alternatives listed at pest control .
Thanks for the thorough analysis. More info at Houston Regenerative Medicine .
Helpful guide. I compared car insurance policies at Insurance agency near me .
Great information. If you need an insurance agency near me, Insurance agency palmetto bay is recommended.
Not many cities have a real live music venue that actually books quality acts is not easy. When you do find one make all the difference. Great breakdown of what to look for. entertainment venue Saratoga Springs NY
The sample kits from Print FX really help visualize end products—I discovered their availability via Car Wrap Maryville and found it super useful!
Appreciate the thorough insights. For more, visit ARD Waterproofing LLC .
Useful comparison of bundled homeowners and auto packages; see Homeowners insurance for State Farm quote options.
Voor scherpe prijzen op dakwerken in Gent, bezoek dakwerken gent voor een offerte.
Useful post—I used State farm insurance to locate agents and get a comparative quote.
Voice search is rising locally. We optimized FAQs with Search Engine Optimization Services in Thousand Oaks at search engine optimization experts and captured more long-tail queries.
Schedule bulk trash with the county post-move. moving company in Rockville provided a local disposal guide that made cleanup easy.
This article debunks lipo risks nicely. I located a board certified plastic surgeon through https://www.google.com/url?q=https%3A%2F%2Fwww.getsnatched.com%2Fprocedures%2Fbrazilian-butt-lift-bbl-miami who walked me through honest threat evaluations.
The comedic timing in scenes proposing Mr Cream is impeccable—what a pleasure it brings; permit’s proportion laughs collectively over on our page: find nang cylinders nearby
Appreciate the great suggestions. For more, visit haircut for men near me .
Gute Ratschläge zur Schmutzentfernung vor dem Umzug. Für Zürich ist Umzugsreinigung mit Garantie ein guter Ansprechpartner.
BetVN là nhà cái trực tuyến hàng đầu tại Việt Nam, nổi bật với nền tảng cá cược hiện đại, uy tín và bảo mật tuyệt đối BETVN
Top tier solution every single time with SI Service Group! They’re most certainly the very best air conditioning repair in Tupelo.
Had them out recently and the technologies were punctual, expert, and had my system cooling down quick ac repair tupelo
I appreciated this article. For more, visit Millsboro concrete cleaning .
Well done! Find more at MMD Healthcare Doctors .
The right expert witnesses made a big difference. I found a firm with strong experts via negligence lawyer .
I never realized how much utility potholing impacts our daily lives until now! More info at Sacramento vacuum excavation .
77bet hiện đang là tâm điểm chú ý của giới mộ điệu cá cược khi mang lại một không gian giải trí an toàn, minh bạch với hàng ngàn cơ hội làm giàu nhanh chóng http://77bet.codes
33WIN hiện đang khẳng định vị thế độc tôn trên thị trường giải trí đổi thưởng nhờ vào sự đầu tư mạnh mẽ về công nghệ và hệ thống dịch vụ khách hàng chuyên nghiệp bậc nhất hiện nay 33WIN
Nang Gun keeps coming up in my research! I found amazing resources at nang cylinders .
Thanks for the valuable article. More at The Glam House Nashville .
ABC8 đã khẳng định được sức ảnh hưởng mạnh mẽ của mình thông qua hệ thống dịch vụ giải trí đa tầng cùng các tiêu chuẩn bảo mật khắt khe nhất thế giới hiện nay http://abc8.movie
Make self-care a priority by booking sessions with experts like those found# anyKeyWord##! Brazilian Waxing Las Vegas
This is highly informative. Check out derecho civil Coruña for more.
88CLB là website đang được xây dựng theo hướng tối ưu giao diện đơn giản và dễ tiếp cận. Bố cục trang hiện khá gọn, phù hợp để người xem theo dõi thông tin một cách nhanh chóng và thuận tiện http://88clb.codes
789WIN đã và đang khẳng định vị thế của một gã khổng lồ trong lĩnh vực giải trí trực tuyến nhờ vào sự đầu tư bài bản về mặt công nghệ lẫn chất lượng dịch vụ chăm sóc khách hàng 789WIN
J88 hiện đang dẫn đầu xu hướng giải trí trực tuyến nhờ vào việc thiết lập một hệ sinh thái đặt cược an toàn, chuyên nghiệp và cực kỳ linh hoạt cho mọi đối tượng khách hàng J88
KUWIN không chỉ là một thương hiệu cá cược thông thường mà còn là biểu tượng của sự đổi mới trong lĩnh vực giải trí trực tuyến dựa trên nền tảng công nghệ 4.0 hiện đại http://kuwin.coupons
98WIN mang đến một kỷ nguyên giải trí hoàn toàn mới khi kết hợp hoàn hảo giữa công nghệ truyền tải dữ liệu siêu tốc và hệ thống trò chơi đa dạng nhất hành tinh 98WIN
TG88 xuất hiện như một làn gió mới trên thị trường giải trí trực tuyến với phong cách hiện đại. Nhà cái nhanh chóng tạo được ấn tượng với cộng đồng game thủ khi luôn chú trọng vào trải nghiệm của mỗi khách hàng truy cập TG88
Mocbai là nhà cái cá cược trực tuyến mang đến cho người chơi những trải nghiệm chuyên nghiệp, bảo mật và đẳng cấp hàng đầu. Hệ thống nhà cái được phát triển với sự kết hợp giữa công nghệ hiện đại và kho sản phẩm phong phú mà chất lượng Mocbai
HELO88 đang ngày càng khẳng định được vị thế vững chắc của mình thông qua việc cung cấp các loại hình giải trí đổi thưởng đa dạng và chất lượng nhất HELO88
Love this advice on fashion! wardrobe stylist chicago
After seeing how stunning paver stones look in my neighbor’s yard, I’m convinced I need to redo mine! For inspiration and guidance, you should definitely see what’s available at paved walkway installation .
I’m really impressed with your writing skills as well as
with the layout on your weblog. Is this a paid theme or did you customize
it yourself? Either way keep up the excellent quality writing,
it’s rare to see a nice blog like this one these days.
Also visit my webpage – slot
The team’s guidance for reasonable skin matched my experience; I shared protective ideas by means of health and wellness center Mansfield .
Clearly presented. Discover more at roof wash .
If you’re serious about music, hit up rockacademy.com.
The weekend sessions are the highlight of my year.
Not even sponsored lol, Rock Academy is the real deal .
rock band program woodstock
Helpful content. When I needed car insurance, Car insurance connected me with local agents quickly.
Nangs added right now to your door? Yes, please! Visit nang suppliers for tips.
Appreciate the thorough analysis. For more, visit https://www.google.com/url?q=https%3A%2F%2Fwww.getsnatched.com%2Fblog%2Fhow-soon-can-i-fly-after-breast-reduction .
Informative piece — new homeowners should compare policies at Insurance agency near me .
Many people underestimate the importance of hiring a personal injury after an accident. It can make all the difference!
Primary-level math tuition іs indispensable for developing analytical skills аnd ρroblem-solving abilities neеded to handle tһe increasingly complex ԝorɗ
prоblems encountered in upper primary grades.
Numerous Singapore parents choose secondary-level math tuition tο ensure tһeir children remɑіn ahead in an environment where
subject streaming are strongⅼy influenced Ьy mathematics гesults.
In additiоn to examination resuⅼts, high-quality JC math tuition cultivates sustained logical endurance,
sharpens һigher-оrder reasoning, and equips learners fully foг
thе mathematical demands ᧐f university-level study іn STEM
and quantitative disciplines.
Τhe growing popularity of digital JC-level math lessons
іn Singapore һаs made hіgh-calibre instruction accessible еven to
JC students balancing co-curricular activities and
academics, ѡith 24/7 resource access enabling efficient, stress-free revision ⲟf both pure
and statistics components.
Personalized support fгom OMT’ѕ seasoned tutors aids pupils conquer
math difficulties, cultivating а heartfelt link to tһe subject and inspiration for tests.
Founded іn 2013 by Mr. Justin Tan, OMT Math
Tuition һas actuaⅼly assisted numerous trainees ace examjnations
ⅼike PSLE, O-Levels, ɑnd A-Levels ᴡith proven analytical strategies.
Ӏn a system where math education haѕ developed to promote innovation аnd international competitiveness, enrolling
іn math tuition makes sսre trainees rеmain ahead by deepening theіr understanding ɑnd
application ᧐f crucial concepts.
Math tuition іn primary school bridges spaces іn classroom knowing, guaranteeing students comprehend intricate subjects ѕuch aѕ
geometry ɑnd іnformation analysis Ьefore the PSLE.
Connecting mathematics ideas tօ real-wоrld scenarios through tuition strengthens
understanding, mаking Ⲟ Level application-based inquiries mоre approachable.
Resolving private knowing styles, math tuition mаkes ϲertain junior college trainees
master topics аt their very own pace fοr A Level success.
Ꮃhat collections OMT ɑpаrt is its custom-mаⅾe
math program that expands past tһe MOE syllabus, fostering vital thinking νia hands-ߋn, practical workouts.
12-mⲟnth access means you сan take another looқ at topics anytime lah, constructing strong foundations
fοr consistent һigh mathematics marks.
Math tuition оffers instant responses ⲟn method efforts,
accelerating renovation fⲟr Singapore examination takers.
my blog: online math tuition Singapore ACT 36
I realise how consumer-friendly %%whatever%’s web page is; striking orders takes just mins without any worry whatsoever nangs Melbourne
Hilfreich für Erstumzüge in Zürich. Empfehlenswert: Termin bei professionelle Endreinigung in Zürich früh buchen.
Title insurance gave me comfort during the course of my home getting method. You can easily discover useful pointers at title search clifton park .
Exceptional service and easy claims guidance from the team at State farm quote .
This was highly educational. For more, visit Houston Regenerative Medicine Specialists .
Great tips on bundling benefits; State farm agent showed me the best combo for my needs.
Pedestrian accident? Specialized attorneys on truck understand crosswalk and right-of-way laws.
Thanks for clarifying terms. For a quick quote, head to Insurance agency .
Just received my order from order nangs delivery —the entirety was greatest! Will be ordering again.
I didn’t understand how principal pre-trial motions might possibly be. If you’re in that level, drunk driving defense Clifton Park supplies insights into concepts.
Nice write-up — Boerne residents can compare policies at Insurance agency boerne .
Good advice about discounts. I discovered multi-policy savings via Insurance agency near me .
Thanks for the valuable article. More at ARD Waterproofing Services .
Very useful — I got personalized State Farm insurance help after contacting State farm quote .
Good overview of medical payments coverage. For a State Farm agent, check State farm quote .
Nicely done! Find more at http://www.google.com/url?q=https%3A%2F%2Fwww.getsnatched.com%2Fblog%2Fhow-many-lymphatic-massages-after-tummy-tuck-bbl .
Great tips. For car insurance needs, check the agent directory at Insurance agency near me .
Top tier service every single time with SI Service Group! They’re certainly the most effective ac repair in Tupelo.
Had them out recently and the techs were punctual, professional, and had my system cooling down quick ac repair
Thanks for the informative post. More at long distance moving services .
“These cans have change into an quintessential a part of my kitchen arsenal; find out why via: nangs cylinder Melbourne #.”
I save coming again to # any Keyword# considering that they make ordering Nangs such a breeze. nangs tank Melbourne
It’s perfect time to make some plans for the future and it is time to be happy.
I have read this post and if I could I wish to suggest you few
interesting things or suggestions. Perhaps you could write next articles referring to this article.
I desire to read even more things about it!
Also visit my web-site … vintage clothes online
First time shipping a car to Greensboro— local Greensboro auto shipping walked me through the Bill of Lading and pre-shipment photos.
Informativ und praxisnah. Für reibungslose Abnahme: Reinigungsfirma wie Endreinigung Service Zürich beauftragen.
Mice traps failed until a pro sealed entry points—booked on exterminator near me .
Good read about car insurance — reach out to State farm agent for competitive rates.
Nice breakdown of policy types. Insurance agency souderton made understanding home insurance easy.
Wonderful tips! Find more at The Glam House & Co. .
Helpful overview. For auto coverage help, check Insurance agency .
VN88 hiện đang dẫn đầu xu hướng giải trí số nhờ vào việc tích hợp những công nghệ cá cược hiện đại nhất nhằm mang lại trải nghiệm mượt mà cho mọi khách hàng VN88
I recently discovered the high-quality area to get reliable sites to buy nangs online in Melbourne. The high quality is unrivaled!
If you need a local insurance agency near me, Insurance agency near me offers friendly, local service.
Thanks for the practical tips. More at honorarios abogado Coruña .
If you’re in Highland Park, these guys know the area— reliable car transport St. Paul connected me with a local-savvy driver.
Well done. For Sheffield home insurance options, search Insurance agency near me .
켤쳐랜드구매와 컬쳐랜드소액결제를 찾는 사람들에게 필수적인 가이드네요. 상품권판다 등의 여러 서비스 정보를 비교해 볼 수 있어서 시간을 아꼈습니다. 신세계상품권 현금화
롯데모바일상품권와 같은 다양한 모바일상품권의 현금화 방법를 한눈에 볼 수 있어 편리했습니다. 문화상품권휴대폰결제 방법도 잊지 않고 활용하겠습니다. 덕분에 소액결제 고민이 사라졌어요. 컬쳐랜드 현금화
This was very insightful. Check out https://www.google.com/url?q=https%3A%2F%2Fwww.getsnatched.com%2Fblog%2Fwhen-can-i-sleep-on-my-side-after-breast-reduction for more.
For out-of-state titles and releases, experienced vehicle shippers North Las Vegas walked me through what North Las Vegas auctions require.
Just saw a video tutorial on using nangs delivery Melbourne —so excited to try it out myself!
Thanks for the valuable insights. More at MMD Doctors .
I’ve recommended nangs delivery to all my pals on the search for Nangs.
I like the valuable info you provide in your articles.
I’ll bookmark your blog and check again here frequently.
I’m quite sure I will learn a lot of new stuff right here!
Good luck for the next!
Look at my website: buy vintage clothing online
For corporate relocations, enclosed auto shipping synced with my mover so car and household goods aligned.
Great insights on the blessings of normal massage! I’ve seen that combining mindful breathing with gentle tension paintings can dramatically enhance move and reduce desk-appropriate rigidity click to read more
Searching “insurance agency near me” led me to Car insurance — professional and responsive.
Hello, i think that i saw you visited my weblog so i came to “return the
favor”.I’m trying to find things to improve my website!I suppose its ok to use a few of
your ideas!!
Feel free to surf to my web-site :: Company formation for non residents
Quick State Farm quote request — found useful tips at Insurance agency palmetto bay
Paragraph writing is also a excitement, if you be familiar with afterward
you can write otherwise it is difficult to write.
Also visit my blog; real TikTok followers
Hilfreich, besonders die Hinweise zu Fristen und Protokollen. professionelle Wohnungsreinigung mit Garantie hat uns dabei unterstützt.
Are you confused about title insurance? Look into the descriptions at title insurance clifton park !
Top rated service each time with SI Service Group! They’re most certainly the most effective HVAC repair service near me in Tupelo.
Had them out recently and the technologies were timely, specialist, and had my system cooling down fast ac repair near me
Great clarification on deductible strategies — I located a Pontiac Insurance agency on Insurance agency .
Nice overview of claim processes; found a nearby agent through State farm agent .
Even closing-minute orders are treated perfectly with the aid of their group; kudos to %% anyKeyWord %%. nang suppliers reviews
Top rated resource bestguitarreview.com reviews guitars by category including classical hollow body and 12 string.
Use this https://bestheadphonereview.com to compare top rated headphones from Sony Sennheiser Beyerdynamic and Audio Technica.
Check best studio microphone for expert microphone reviews and find the best condenser dynamic and USB models.
If you’re unsure about whether to hire a personal injury lawyer , just remember: it’s better to have one and not need them than to need one and not have them.
Thanks for the great tips. Discover more at google.com .
This put up nails the significance of investigating the prosecution’s case. For thorough defense investigations, DWI attorney Albany NY is effectual.
Asking questions are genuinely pleasant thing if you are not understanding something totally, but
this piece of writing presents fastidious understanding even.
My homepage – quality weed products
Who knew finding quality nang delivery in Melbourne could be so easy? Loving this site already! nangs cylinders
Расширенный обзор: мка агр
Thanks to nangs tank Melbourne , my overdue-evening hangouts have certainly not been more beneficial!
Thanks for the informative content. More at Houston Regenerative Medical Clinic .
Fruit flies need sanitation plus traps—apple cider vinegar alone isn’t enough. I learned more at pest control NY .
Hey I know this is off topic but I was wondering if you knew of
any widgets I could add to my blog that automatically tweet
my newest twitter updates. I’ve been looking for
a plug-in like this for quite some time and was hoping maybe you would have some experience with something like this.
Please let me know if you run into anything. I truly enjoy reading
your blog and I look forward to your new updates.
Here is my website … daman game app
Appreciate the detailed post. Find more at ARD Waterproofing .
If you’ve not tried utilizing nang canisters yet, you might be missing out! Discover why at nang cylinders rental near me .
Wonderful tips! Discover more at out of state movers .
Appreciate the helpful advice. For more, visit assisted living .
Die Tipps haben mir beim Umzug nach Zürich sehr geholfen. Unser Reinigungsteam war Zürich Endreinigung Service .
Appreciate the detailed information. For more, visit senior care near me .
Appreciate the great suggestions. For more, visit kitchen remodeling .
Thanks for breaking down hourly vs flat rates. I compared plans at moving companies santa cruz .
I’ve looked into these services before because a few outdated Google reviews were really hurting my small business’s reputation https://www.mediafire.com/file/oio4s3sxn34ejw1/pdf-12152-26571.pdf/file
I have been dealing with a defamatory post from an ex-business partner that keeps popping up whenever someone searches my name. It is honestly affecting my ability to land new freelance clients. I have tried reporting it to the site owner without any luck miami reputation management
Our HOA recommended exterminator near me and the community results have been great.
This was a fantastic read. Check out sf long distance movers for more.
This was a wonderful guide. Check out The Glam House Beauty Bar for more.
This was highly helpful. For more, visit google.com .
I do believe all of the ideas you’ve presented to your post.
They are really convincing and can definitely work.
Nonetheless, the posts are very brief for novices. May you please extend them a bit from subsequent time?
Thanks for the post.
Also visit my webpage … Directorship service
Quality solution whenever with SI Service Group! They’re definitely the most effective ac repair in Tupelo.
Had them out last week and the techs were punctual, specialist, and had my system cooling quickly ac repair tupelo
As a podcaster, I know your style speaks volumes. When you dress for success, opportunities flow. chicago stylist
Just had the simplest revel in ordering nangs from nang cylinders Melbourne . Their supply in Melbourne is higher-notch!
It’s amazing how easily I can get my gives you from Nang Delivery; truly well worth seeking if you’re close Melbourne! nang cylinder Melbourne
This article hits home for me because an old arrest record from a case that was dismissed keeps popping up whenever someone Googles my name. It has made job hunting incredibly frustrating Discover more
This was a wonderful guide. Check out abogados en Coruña for more.
Thanks for the helpful article. More like this at Worpress designer bay area .
I’ve been dealing with a few unfair Google reviews lately, and it’s honestly exhausting trying to push those down on my own https://pin.it/7KZnSqqgP
Thanks for covering packing materials. Cincinnati local moving has eco-friendly crate rentals, which made our Cincinnati move a lot greener.
I have dealt with this issue before and it can be such a headache for your professional reputation. The key is usually pushing down those negative results with high-quality, positive content rather than just trying to delete them https://www.mediafire.com/file/34x0d82beugm5xm/pdf-90981-30071.pdf/file
Wonderful tips! Find more at abogados accidentes laborales Sevilla .
Looking for bilingual crews in Anaheim—saw a few companies highlighting that on full service movers Anaheim .
I enjoyed this post. For additional info, visit auditoría contable Saltillo .
Spot on with this write-up, I seriously feel this site needs far more attention. I’ll probably be back again to read more,
thanks for the information!
my webpage online cannabis store
This was very enlightening. More at kitchen countertop installers near me .
Highly advise everybody deliver them try if seeking into including whatever thing unique against upcoming celebrations or gatherings!!“ ###AnyKeyWord## nang delivery in Melbourne
This was such a helpful breakdown! I’ve been trying to clean up my digital footprint lately, and I finally bit the bullet and used the Outdated Content Removal Tool for some old links that were still showing up. It worked like a charm for those pages https://www.scribd.com/document/1015162024/Should-I-Start-a-Personal-Website-to-Clean-Up-My-Search-Results-173086
Hi would you mind sharing which blog platform you’re using?
I’m planning to start my own blog soon but I’m having a hard time choosing between BlogEngine/Wordpress/B2evolution and Drupal.
The reason I ask is because your design and style
seems different then most blogs and I’m looking for something unique.
P.S My apologies for getting off-topic but I had to ask!
Thanks for sharing this about Deck builder, deck builder in athena, deck contractor . Very helpful resource.
Understanding the importance of utility potholing can help us appreciate our roads better! More insights at Sacramento underground utility locating .
Really appreciate the details on athens deck builders . Well written.
Hilfreiche Liste mit Reinigungsmaterialien. Bei Bedarf kann ich Wohnungsreinigung inklusive Abnahmegarantie empfehlen.
This is a comprehensive look at athens deck builders . Excellent work.
I never knew this about deck builder in athens . Eye opening content.
I got this website from my buddy who shared with me about this website and now this time I am browsing this site and reading very informative
articles at this time.
Also visit my blog post; Company director service
deck builder in athens is something I’ve been researching. This helps a lot.
Thanks for the practical tips. More at https://www.google.com/url?q=https%3A%2F%2Fwww.getsnatched.com%2Fprocedures%2Frenuvion-j-plasma-miami .
I get pleasure from how basic it is to refreshing up after via 1.1L Nangs; high-quality product standard! nang bottle
Appreciate emphasis placed upon maintaining balance between practicality versus personal taste when designing functional yet stylish setups—it allows individuality shine bright without compromising comfort levels either way; discover unique perspectives Bathroom Renovation And Remodeling Vancouver
If you’re seeing wings on windowsills, schedule exterminator near me for a termite inspection.
This is a topic that is near to my heart… Many thanks! Where are your contact details though?
Also visit my page … Offshore bank account
It’s a shame you don’t have a donate button! I’d
most certainly donate to this outstanding blog!
I guess for now i’ll settle for book-marking and adding your RSS feed
to my Google account. I look forward to new updates and will talk about this site with my Facebook group.
Chat soon!
Советы автомехаников https://proavtomaster.com полезные рекомендации по ремонту и обслуживанию автомобиля. Узнайте, как продлить срок службы двигателя, подвески и электрооборудования, избежать частых поломок и сэкономить на ремонте благодаря практическим советам специалистов.
Профессиональный автосервис https://km-motors.org кузовной ремонт, покраска авто, ремонт двигателя и подвески. Компьютерная диагностика, автоэлектрика, ТО, замена масла, фильтров и шиномонтаж. Работаем быстро, качественно и по стандартам производителей.
I recently had to go through the process of removing my home address from a data broker site, and it was surprisingly tedious. It really makes you realize how much info is floating around out there https://www.scribd.com/document/1015161452/What-Does-a-Digital-Regulation-Specialist-Actually-Do-in-Removals-169485
Компания «Заборыч» https://заборыч.рф более 10 лет осуществляет строительство заборов из профнастила и сетки рабицы. Мы производим заборы для частных лиц и производственных объектов. За это время мы построили десятки объектов, от простых ограждений до сложных ландшафтных комплексов. Наши клиенты остаются довольны качеством работ и сроками реализации проектов.
смотреть шлюх большей жопы порно
Absolutely loving the whole lot about nang birth; that’s made life so much easier here!“ nangs
I’m curious—what’s been your experience been with this? Mind sharing?
My site: Frosted kush strain (https://classifieds.ocala-news.com/author/pescatherin)
Quality service whenever with SI Service Group! They’re most certainly the very best ac repair in Tupelo.
Had them out recently and the technologies were prompt, expert, and had my system cooling down quick ac repair near me
I found this guide really helpful for narrowing down my options. I had been looking into Brand24 specifically because their starting plan from $79/month seems like a solid entry point for a small business like mine reputation management for online retailers
If your street in Oyster Bay is tight, ask about meeting at a nearby lot; dispatch handled it smoothly via Oyster Bay expedited vehicle shippers .
I not too long ago proficient someMrCreamChargers to a chum, they usually loved them just as a good deal as I do!!! ### any key-phrase ### order nangs tank
It’s important to document everything after an accident—learn more about it at georgia personal injury lawyer .
I agree—little changes like this can make a big difference over time. Thanks for mentioning that.
Feel free to surf to my webpage; frosted kush strain, https://Goelancer.com/,
Thanks for the helpful advice. Discover more at https://www.google.com/url?q=https%3A%2F%2Fwww.getsnatched.com%2Fblog%2Fhow-to-prevent-fat-embolism-after-bbl .
Thanks for the helpful article. More like this at Houston Regenerative Care .
No matter if some one searches Company formation for non residents
his essential thing, so he/she desires to be available that in detail, thus that thing is maintained over here.
Danke für die nützlichen Checkpunkte. Für gründliche Resultate empfehle ich Reinigungsservice in Zürich .
Is there a better option than nang canisters for late-night Nang cravings? I don’t think so!
I’ve dealt with a couple of outdated Google reviews that were flat-out misleading, and it’s frustrating how long they can linger https://romeo-wiki.win/index.php/How_Do_I_Tell_if_a_Service_is_Doing_Source_Removal_or_Just_Suppression%3F
Curious about how vacuum excavation works? It’s essential reading for contractors in Orange County—see more at vacuum excavation orange county !
Working as a podcaster, I understand your style creates your first impression. When you dress for success, doors open. style coach chicago
This is such a relevant topic for me right now. I’ve been struggling with a defamatory post from a disgruntled former client that keeps showing up whenever someone searches my name. It’s definitely hurting my professional reputation https://bbarlock.com/index.php/Healthcare_ORM:_Navigating_Reputation_Management_for_Practices_and_Physicians
Late-nighttime shipping? Yes, please! Thank you, nang cylinders Melbourne , for at all times being there!
Clothes moths were ruining sweaters— exterminator NY treated and advised on storage.
Top rated solution each time with SI Service Group! They’re definitely the best ac repair near me in Tupelo.
Had them out last week and the technologies were timely, professional, and had my system cooling quickly ac repair near me
This article hits home for me because an old arrest record from a case that was dismissed keeps popping up whenever someone Googles my name. It has made job hunting incredibly frustrating remove unwanted search results
This was quite informative. For more, visit ARD Waterproofing Services .
Профессиональная помощь детям https://neuropsy-centr.ru с нарушениями речи и развития. Высококвалифицированные врачи, работаем с самыми тяжелыми случаями, 99% положительных отзывов, новейшее оборудование и инвентарь. Государственная лицензия: Л035-01298-77/01604531 от 09.12.24
Been planning around Deck builder, deck builder in athena, deck contractor and this is exactly the info I needed.
Платная частная клиника https://mypsyhealth.ru/services/psikhiatricheskaya-klinika психиатрии, неврологии и наркологии — анонимное лечение и консультации специалистов. Диагностика, помощь при зависимостях, неврологических и психических расстройствах. Конфиденциальность, опытные врачи и комфортные условия.
модульный дом в ипотеку https://modul-msk.ru
Nangs have grow to be my move-to for unique visitors—thanks, nang locations Melbourne !
I have been struggling lately because a few disgruntled former clients left some unfair one-star Google reviews that are dragging down my entire rating. It is definitely hurting my conversion rates since potential leads see that first https://wiki-nest.win/index.php/How_to_document_evidence_for_disputing_a_fake_review
Расширенный обзор: https://dzintarsshop-moskva.ru/bb-krem-idealnoe-uvlazhnenie-spf-20-opera-bezhevyy-ton-persika/
A good # # anyKeyWord # # will work on contingency fees, meaning they only get paid if you win—it’s worth considering! car crash lawyer
Hello, this weekend is fastidious designed for me, for the
reason that this occasion i am reading this wonderful educational post
here at my residence.
Interesting read on deck builder in athens . Bookmarked for later!
It is interesting to see the different strategies for managing an online reputation. I have always wondered how much these removal requests actually impact search rankings long-term versus just pushing content further down the page More help
I never knew this about athens deck builders . Eye opening content.
I never knew this about deck contractor . Eye opening content.
Appreciate the helpful advice. For more, visit honorarios abogado Coruña .
This was highly educational. For more, visit The Glam House & Co. .
This article was super helpful, especially the breakdown on using the Outdated Content Removal Tool https://foxtrot-wiki.win/index.php/Jumbo_Privacy:_Does_it_Delete_Old_Posts_Automatically%3F_(And_Can_It_Fix_Your_Google_Search_Results%3F)
Appreciate the great suggestions. For more, visit google.com .
I found this very interesting. For more, visit guía de cuidados de mascotas .
Nice angle on UX signals. AI-based heatmaps helped refine content layout. We summarized findings at full-service search engine optimization agency .
Thanks for the helpful article. More like this at contador en Saltillo .
I went through this process last year after a local paper published a story about me that was completely inaccurate. I tried using the Google Outdated Content tool, but it only worked once the publisher actually pulled the page down Check out the post right here
This article does a sizable job highlighting equally the entertainment and warning wished with Nangs! nangs bottles
Danke für die strukturierten Empfehlungen. Bei Zeitmangel hilft Wohnungsputz in Zürich schnell weiter.
What could potentially feel overwhelming turns into manageable tasks once making connections within communities like those offered through sites such as this one—visit soon over at ****** ! locksmith in orange county
I’ve spent months trying to scrub an old, inaccurate business profile from a third-party directory, but it keeps popping back up in Google results. It is incredibly frustrating to see outdated info stay live even after a formal request https://wiki-zine.win/index.php/DeleteMe_Subscription:_Is_It_Worth_Paying_Every_Year%3F
I have been researching these services for a while now to protect my small business. I looked into Reputation Defender and noticed they offer custom pricing upon request, which makes sense given how different every brand’s needs are View website
Just obtained my order from Mr Cream Chargers! The birth used to be rapid and difficulty-loose. Melbourne of us, don’t pass over out on premium quick nang delivery Melbourne .
Excellent service each time with SI Service Group! They’re unquestionably the very best HVAC repair service in Tupelo.
Had them out last week and the techs were prompt, specialist, and had my system cooling fast ac repair near me
, Many people overlook seeking professional advice until it’s too late—let’s change that narrative together by promoting reliable sources such as „#Anykeyword#! georgia accident attorney
We switched from reactive to preventive with a plan from Niagara Falls exterminator and saved money.
This was a wonderful post. Check out Hair extensions for more.
I’ve been dealing with a few outdated Google reviews that don’t reflect my current business, and it’s honestly frustrating how hard they are to get down best enterprise ORM services
This was highly helpful. For more, visit http://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fwhen-can-i-sleep-without-a-bra-after-breast-reduction%2F .
When the AC quits during a heat advisory, waiting until “normal business hours” isn’t an option. That’s why I like using emergency air conditioner repair to quickly locate companies that truly offer 24/7 emergency AC repair.
This article hits home for me because an old blog post from years ago keeps showing up whenever someone searches my name. It contains completely inaccurate personal info that is hurting my current job hunt Take a look at the site here
I really appreciate this guide. I have been struggling for years to get an outdated article removed that incorrectly lists my job title from a company I left a decade ago. It constantly pops up whenever someone searches my name for new opportunities https://reidhfjq051.almoheet-travel.com/how-to-email-a-managing-editor-for-article-removal-without-burning-bridges
“Love that there’s such model in # nang cylinders Melbourne # recommendations around Melbourne!”
I’ve been struggling with a string of fake negative Google reviews lately, and it’s honestly been hurting my local search ranking. I started using Semrush to keep track of my brand mentions so I can respond to feedback much faster https://jaredxfdd350.huicopper.com/what-questions-should-you-ask-before-hiring-an-orm-agency
After seeing how stunning paver stones look in my neighbor’s yard, I’m convinced I need to redo mine! For inspiration and guidance, you should definitely see what’s available at pool deck coping and paving .
Quality content about Deck builder, deck builder in athena, deck contractor . Keep it coming!
Inspiring post on image consulting! style coach chicago
It’s such a headache dealing with outdated or unfair content lingering in search results Visit this site
My experience with deck contractor matches what you described here.
Gute Ratschläge zur Schmutzentfernung vor dem Umzug. Für Zürich ist Endreinigung garantiert ein guter Ansprechpartner.
I never knew this about deck contractor . Eye opening content.
Appreciate the detailed insights. For more, visit Houston Regenerative Health .
This was a super helpful breakdown! I’ve been trying to clean up some old links for a while now and finally gave the Outdated Content Removal Tool a shot yesterday. It worked surprisingly well for those broken pages remove reddit posts from google
DECK BUILDER is something I’ve been researching. This helps a lot.
Been planning around deck contractor and this is exactly the info I needed.
Understanding employer responsibilities is key; your post makes that very clear—thank you! ## North Carolina Workers Comp Lawyer
I went through this process last year after a local paper refused to pull a story about me. I ended up using the Google Outdated Content tool, which worked for the cached version, but the article itself still shows up in searches https://myanimelist.net/profile/natalie_wood93
Top tier service every time with SI Service Group! They’re undoubtedly the most effective air conditioning company near me in Tupelo.
Had them out last week and the technologies were punctual, expert, and had my system cooling quickly tupelo ac repair
I had a effective feel with nang bottle Melbourne for Nang shipping! Five stars!
This is such a tricky process to navigate. I recently tried to get an outdated page de-indexed because it contained personal contact info that was causing me real headaches, but Google denied the request Additional resources
This was quite informative. For more, visit https://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fhow-long-to-wear-compression-garment-after-tummy-tuck-and-lipo%2F .
I’ve been looking into reputation management lately because one bad review can really sting. I noticed Reputation Rhino offers a free demo, which seems like a solid way to test the waters before committing to a plan ORM for healthcare
Скоро лето и жара купить кондиционер в москве с установкой широкий выбор сплит-систем для квартиры, дома и офиса. Поможем подобрать модель по площади, бюджету и характеристикам. Установка под ключ, гарантия, доставка и выгодные цены на популярные бренды.
Top web design https://webdesignfirmshub.com companies worldwide: a selection of the best studios for website and interface creation. Learn about case studies, design approaches, UX/UI solutions, and innovations to help you choose a reliable contractor for your digital projects.
Top branding agencies https://topbrandagencies.com worldwide: the best studios for brand development, corporate identity, and positioning. Portfolio reviews, strategies, and case studies will help you choose a reliable agency for business development and brand enhancement.
This was very beneficial. For more, visit assisted living temecula .
Top UX/UI design https://uiuxagencies.com agencies: the best companies creating user-friendly interfaces and digital products. Explore case studies, methodologies, and approaches to UX/UI to choose a reliable contractor for your website or app.
This was very beneficial. For more, visit angels haven care residential assisted living .
Mark Wilhelm, the man who infamously fed 42-year-old mother-of-three
Dianne Brimble the toxic dose of the date rape drug Fantasy which killed her on the
floor of his cruise ship cabin, is back in Adelaide
after fleeing town almost 20 years ago.
I’ve spent months trying to deal with a few outdated Google search results that keep hurting my freelance business, but I’m hesitant to pay for a service https://kathryndixon0417.gumroad.com/
This was nicely structured. Discover more at abogado laboral Coruña .
Remember that time is of the essence with legal matters—consulting experts like #Anykeyword# can expedite getting what you deserve! motor vehicle accident attorney
Great breakdown on making a choice on finishes for patios. For any one in Murrieta going through hot temps and curing occasions, a local professional can assist keep away from cracking and discoloration see post
This is such a relevant topic for me right now. I have a defamatory blog post from years ago that still shows up whenever someone searches my name, and it is honestly hurting my freelance consulting business More help
Thanks for the great content. More at kitchen remodeling contractor .
I really appreciate this guide. I have been struggling with a decade-old arrest record that pops up whenever someone Googles my name, even though the charges were dropped years ago. It makes professional networking incredibly awkward syndicated news article removal
Appreciate the comprehensive advice. For more, visit negociación colectiva Sevilla .
This was a fantastic resource. Check out assisted living for more.
This was highly helpful. For more, visit auditoría contable Saltillo .
Valuable information! Discover more at rancho mirage assisted living .
Really useful advice about stairs fees. movers near me gave me a detailed quote with no surprises.
Danke für die strukturierten Empfehlungen. Bei Zeitmangel hilft Wohnungsputz Zürich schnell weiter.
I have been struggling lately because a few disgruntled former clients left some unfair one-star Google reviews that are really hurting my search ranking. It is frustrating to watch my business reputation take a hit like that https://escatter11.fullerton.edu/nfs/show_user.php?userid=9638803
Thanks for the practical tips. More at The Glam House & Co. .
Top rated service each time with SI Service Group! They’re certainly the best air conditioning repair in Tupelo.
Had them out recently and the technologies were punctual, expert, and had my system cooling quick tupelo ac repair
In a society wһere academic performance ѕtrongly influences future opportunities, countless Singapore families
ѕee eаrly primary math tuition ɑs a prudent long-term decision for sustained success.
Ꭺѕ O-Levels draw neɑr, targeted math tuition delivers intensive drill ɑnd technique training
thɑt can dramatically lift performance fߋr Seϲ 1 through Ⴝec 4 learners.
In additon to examination results, hіgh-quality JC math tuition builds enduring
analytical stamina, refines advanced critical thinking, ɑnd preares students thorojghly fοr tһe analytical rigour of university-level
study іn STEM and quantitative disciplines.
Junior college students preparing fоr A-Levels fіnd online math
tuition invaluable іn Singapore Ьecause it delivers specialised individual mentoring оn advanced H2 topics ѕuch as vectors аnd
complex numberѕ, helping tһem secure distinction grades tһat unlock admission t᧐ prestigious university programmes.
Ꭲhrough OMT’s custom-maⅾe syllabus thɑt complements the MOE curriculum,
pupils reveal tһe appeal of logical patterns, fostering а deep love fоr mathematics and inspiration fοr һigh test
scores.
Experience flexible learning anytime, аnywhere thrоugh OMT’s comprehensive online e-learning platform,
eaturing unrestricted access tߋ video lessons ɑnd interactive quizzes.
Αs math forms the bedrock ⲟf logical thinking and important analytical in Singapore’ѕ education system,
professional math tuition supplies tһe tailored assistance needed tο
tսrn challenges into accomplishments.
Math tuition addresses individual finding օut rates, permitting primay school students tⲟ deepen understanding of PSLE topics ⅼike areɑ,
border, and volume.
Math tuition ѕhows effective tіme management strategies, helping scondary trainees сomplete O Level tests within tһe allocated period ѡithout hurrying.
Tuition supplies techniques fօr time management tһroughout thе lengthy A Level
mathematics exams, enabling trainees tߋ assign initiatives ѕuccessfully
throughout sections.
Ƭhe propriuetary OMT cuurriculum distinctly boosts tһe MOE syllabus
ѡith focused method օn heuristic methods, preparing pupils mսch Ƅetter fоr examination difficulties.
Flexible organizing mеans no clashing with CCAs ߋne, ensuring balanced life and rising mathematics
ratings.
Ꮃith global competitors rising, math tuition positions Singapore trainees ɑs leading entertainers in global mathematics evaluations.
Αlso visit my webpage; top math Tutors
Sacramento’s utility potholing initiatives are paving the way for smoother streets. Discover more at Sacramento vacuum excavation .
Just finished a DIY project using paver stones for my patio, and I’m thrilled with the results! If you’re looking to do something similar, you should definitely explore the resources at decorative pool deck paving .
Thanks to nang cylinder Melbourne , my birthday celebration used to be a success with their fast nang start!
You might be entitled to punitive damages in egregious cases—ask a car accident lawyer. See NC Workers‘ Comp Lawyer .
Thanks for the comprehensive read. Find more at 831 moving services .
Great reminder to purge formerly packing. Then permit reliable movers tackle the relaxation simply by santa cruz movers .
Interesting read on athens deck builders . Bookmarked for later!
Solid article about deck builder in athens . Sharing with friends.
Thanks for the practical tips. More at https://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fwhat-are-the-different-types-of-tummy-tucks%2F .
This was nicely structured. Discover more at personal injury attorneys .
Gute Checkliste, besonders für Zürich-Bewohner. Wir haben unsere Reinigung über Zürich Umzugsreinigung Service gebucht.
A proactive approach is best; if you’re involved in an incident, reach out to a trusted personal injury lawyer immediately!
A non-profit organization https://linkimpact.org dedicated to supporting multicultural families, environmental protection, volunteerism, and language and cultural exchange.
Дубликаты номеров https://avtostrahovka36.ru в Воронеже — изготовление и восстановление регистрационных знаков по ГОСТ. Срочно за 1 день, качественные материалы, соответствие требованиям и выгодные цены. Оформление быстро и без очередей.
Практик о заборах https://sinta-kedr.ru/ честный разбор материалов, установки и стоимости. Узнайте плюсы и минусы разных видов заборов, частые ошибки и реальные сроки службы. Полезные рекомендации перед покупкой и монтажом ограждений.
An astrology portal https://www.burcler.com.az with daily horoscopes, natal charts, and forecasts. Online consultations, zodiac sign compatibility, and personalized recommendations will help you better understand yourself and make important decisions.
Addressing gaps in treatment is key. Strategy guide: Workers Injury
Incredibly enlightening experience gained perusing articles detailing intricate workings behind designing efficient layouts aimed primarily maximizing functionality without sacrificing style aspirations high likely encountered consistently witnessed High End Bathroom Renovations Vancouver
Thanks for the thorough analysis. Find more at MMD Medical Center .
This was quite useful. For more, visit http://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fbreast-reduction%2F .
Does contacting a lawyer early increase the chances of a fair settlement without a lawsuit? Workers‘ Comp Lawyer
Well done! Find more at concrete cleaning company .
This was very well put together. Discover more at abogado fiscal Coruña .
Just finished a DIY project using paver stones for my patio, and I’m thrilled with the results! If you’re looking to do something similar, you should definitely explore the resources at brick paver cost .
Danke – die Hinweise zum Entfernen von Klebe- und Farbe sind Gold wert. Profis: Abnahmegarantie für Endreinigung .
This was highly educational. For more, visit mutua y contingencias profesionales Sevilla .
This was very well put together. Discover more at roof wash service .
Useful advice! For more, visit despacho contable Saltillo .
Thanks for the detailed guidance. More at personal injury lawyers near me .
ฟีเจอร์เจ๋งๆ ของไฟหน้ารถ LED ที่คุณไม่ควรพลาด! ร้านหลอดไฟรถยนต์ ใกล้ฉัน
I found this very helpful. For additional info, visit ppf .
I’ve learned that early involvement from a skilled # anyKeyWord# can lead to better outcomes overall!” personal injury legal representation
Insurance negotiations don’t have to be scary; consult with smart professionals like this amazing # anyKeyWord#!” personal injury lawyers in georgia
Your advice on second opinions is spot on. Extra tips: Workers‘ Comp Lawyer
I could not resist commenting. Well written!
Wonderful tips! Find more at ARD Water Proofing .
This was a fantastic read. Check out Glam House Salon Nashville for more.
Transparency about modifications is key. My board certified plastic surgeon (found on https://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Ftummy-tuck%2F ) detailed a clear modification policy upfront.
I know this site presents quality dependent posts and extra material,
is there any other web page which provides
these things in quality? https://palmer-electrical.com/question/lexperience-unique-de-pret-express-sans-document-2/
I learned that even minor injuries can lead to significant claims with the right NC Workers Compensation .
Appreciate the detailed insights. For more, visit kitchen remodeling services near me .
I appreciated this post. Check out Emergency Pure Plumbing for more.
Sehr informativ – gerade die Fotos sind hilfreich. Unsere Reinigungsfirma war Wohnungsreinigung Abnahmegarantie .
Thanks for the insightful write-up. More like this at WA Best Construction .
We ran “near me” keyword tests and saw strong lift in our local marketing in san jose strategy. salazar digital seo services
A lawyer explains your rights clearly so you don’t get overwhelmed post-crash. Good overview at North Carolina Workers‘ Compensation Lawyer .
Very educational post. If anyone needs an agent in Bradley, Car insurance is useful.
I like your approach to fragile dish packing. Movers from long distance movers appreciated the care.
After seeing how stunning paver stones look in my neighbor’s yard, I’m convinced I need to redo mine! For inspiration and guidance, you should definitely see what’s available at landscaping installation services .
Good tips. Contacting a State Farm agent via Car Insurance made the process simple.
If you’re unsure what your case is worth, car accident lawyer offers a helpful evaluation guide.
Helpful article — I used Home insurance to locate a nearby agent.
Timely mathh tuition in primary үears prevents learning gaps Ƅefore they widen, clears
սр persistent misconceptions, ɑnd smoothly prepares students fоr the more
advanced mathematics curriculum іn secondary school.
With the О-Level examinations approaching, targeted math tuition delivers specialized exam practice
tһat can dramatically boost grades fоr Sec 1
through Sec 4 learners.
Ꭺs A-Level resultѕ directly determine admission tⲟ
prestigious overseas institutions, targeted math tuition tһroughout JC1 аnd JC2 greatly increases thе likelihood ߋf obtaining top-tier гesults.
Online math tuition stands оut for primary students іn Singapore whoѕe parents wɑnt
regular structured support ѡithout l᧐ng commutes, effectively reducing stress whіle building strong
foundational numeracy.
OMT’s 24/7 online platfom tսrns anytime into discovering tіme, helping pupils discover mathematics’ѕ wonders and get motivated to succeed
іn theiг exams.
Founded іn 2013by Mr. Justin Tan, OMT Math Tuition һaѕ actualⅼу helped numerous traines
ace tests ike PSLE, Ⲟ-Levels, and A-Levels ԝith tested problem-solving techniques.
Singapore’s emphasis оn critical analyzing mathematics highlights tһe
νalue of math tuition, wһіch assists students establish the analytical abilities required
Ƅy tһe nation’s forward-thinking curriculum.
Ԝith PSLE math questions typically including real-ԝorld applications, tuition supplies targeted practice tο develop critical thinking
skills neсessary for hiցh scores.
Ρresenting heuristic methods eɑrly іn secondary tuition prepares trainees foг the non-routine ρroblems thɑt usually show սp in O Level evaluations.
Dealing ѡith specific understanding designs, math tuition еnsures junior
college trainees grasp subjects ɑt theіr very own rate fоr A
Level success.
Thе distinctiveness of OMT originates fгom
its curriculum tһat enhances MOE’s ѡith interdisciplinary
connections, linking math tо science and daily analytic.
Individualized progress tracking in OMT’ѕ system reveals your weak pointѕ siɑ,
allowing targeted method f᧐r grade improvement.
With math ratings influencing secondary school placements, tuition іs
crucial for Singapore primary trainees going for elite establishments ᥙsing PSLE.
Ηere is my web site :: Ꮋ2 maths tuition online – https://psle-math-tuition-singapore.nyc3.digitaloceanspaces.com/primary-4-online-math-tuition/primary-tuition/how-to-discuss-progress-with-your-childs-online-math-tutor.html –
So practical to see anesthesia information covered. I utilized https://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fwhen-can-i-lay-on-my-stomach-after-breast-augmentation%2F to ensure my cosmetic surgeon and anesthetist were totally qualified and board certified.
Brazilian waxing is a game changer! Love my experience with Brazilian Waxing Las Vegas .
Appreciate the thorough analysis. For more, visit Houston Regenerative Medicine .
If you missed work after the crash, call a car accident lawyer via georgia personal injury lawyer to claim lost wages.
Addressing gaps in treatment is key. Strategy guide: Workers Compensation Lawyer
This was very enlightening. For more, visit website designer sunnyvale .
I definitely see the appeal of these platforms for scaling client work. We actually tested Birdeye recently, but the per-location pricing model felt a bit restrictive for our smaller boutique accounts top brand tracking software 2024
Useful post — find local insurance agency listings at Insurance agency chicago .
Useful content — State farm quote helped me shortlist insurance agencies near me.
The environment at Brazilian Waxing Las Vegas is perfect for those nervous about their first Brazilian wax.
Informative piece on policy endorsements. I learned more from Car insurance .
This was quite helpful. For more, visit bufete de abogados Coruña .
If you want to compare State Farm vs. others, see side-by-side at Car insurance .
This clarified a lot of insurance jargon. For local assistance, check State farm Insurance .
Those who’ve experienced life-changing injuries due negligence deserve acknowledgment & compassion from society overall — empathy above all else matters greatly!!# # anyKeyWord ## car attorney
The excellent official movers bring the methods: dollies, pads, and wraps. We booked ours through long distance moving company .
This article makes choosing car insurance less confusing. If you want a quick State Farm quote or to compare local agents, check out Car insurance for options near you.
I enjoyed this article. Check out Assisted living facility for more.
My employer pressured me to return too soon. The lawyer documented work restrictions. See Workers‘ Compensation .
I’ve been looking into these services lately because one bad review has been dragging down my small business for months https://www.4shared.com/s/fzx41ntHjku
Great job! Find more at pool removal .
I appreciated this article. For more, visit cumplimiento fiscal Saltillo .
I found this very interesting. For more, visit abogados laboralistas Sevilla .
Helpful read. For comparisons with State Farm, visit Auto insurance .
Appreciate this, especially if you’re searching “insurance agency near me” — start with Insurance agency near me .
Nicely done! Discover more at auto detailing .
I went through a nightmare last year trying to scrub my home address from those random data broker sites after a run-in with a stalker. It’s wild how much info is just floating out there Great post to read
Helpful post about filing claims. Contact a State Farm agent at State farm insurance .
Very useful — I found competitive State Farm alternatives through Insurance agency near me .
Solid info about curing and ending. In Fremont’s microclimates, I’ve visible patios final much longer when contractors use right manipulate joints and a breathable sealer—distinctly close the bay where moisture’s top look at this web-site
Thanks for the informative post. More at http://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fhow-long-after-tummy-tuck-can-i-lift-weights%2F .
My child was injured too. The attorney handled a minor’s settlement properly. Guidance at North Carolina Work Injury .
Solid advice on filing claims. If you prefer hands-on help from a nearby agency in Hammond or want a State Farm agent’s guidance, Insurance agency hammond can point you in the right direction.
I really appreciate how you broke down the importance of monitoring these listings. I spent hours trying to manage my business page on Google, and it honestly felt overwhelming at times brand reputation agency
Thanks for the insightful write-up. More like this at mascotas cuidados diarios .
Helpful for beginners. I set my investment criteria with winnipeg real estate agent .
For rideshare drivers, car accident lawyer clarifies when coverage switches apply.
Paver stones really elevate outdoor spaces! They provide both functionality and aesthetic appeal. If you need help choosing the right style, visit driveway resurfacing for expert advice.
Thanks for sharing. If you’re searching “insurance agency Marietta,” State farm agent has local State Farm agents ready to help.
Don’t forget to ask how medical record retrieval fees are handled. Worker Injury had a checklist I used when calling Cumming attorneys.
Thanks for the informative post. More at ARD Waterproofing LLC .
Useful and well-structured. I got a fast quote from Insurance agency bradley .
Thanks for the great tips. Discover more at board and care home .
Good information. State farm agent helped me find personalized State Farm coverage.
Valuable information! Discover more at movers near me .
Thanks for the clear breakdown. More info at office movers santa cruz .
Good read! If you want a nearby agent, search Insurance agency for a State Farm agent near you.
Bevor man den https://betovocasino.com.de/ Casino Bonus in Anspruch nimmt, ist ratsam die Laufzeit zu überprüfen.
Finding a compassionate injury attorney made all the difference in my recovery process after my accident.
The peace of mind that comes with managed IT services is priceless! Thank you, Cabling Services Provider California !
This was very beneficial. For more, visit Winkler Kurtz LLP – Long Island Lawyers .
Workers‘ compensation laws vary greatly; that’s why having a local NC Workers Compensation Lawyer is so important.
Really appreciate the details on deck builder in athens . Well written.
Practical and relevant — I found an insurance agency near me listed on Insurance agency near me with positive reviews.
Great job! Discover more at https://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fbreast-reduction%2F .
Good post — I compared State Farm insurance options easily at State farm insurance .
When it comes to kitchen remodeling in Sumner, we focus on smart storage, beautiful finishes, and long-lasting value. Sumner home remodel
Built ins for coffee, recycling, and linens keep routines smooth. Function first makes luxury effortless. remodel
Helpful article — check State farm quote for local State Farm insurance office hours and contact info.
I dealt with a persistent, inaccurate review last year that really affected my business reputation, and it was such a headache to get removed. It feels like these platforms often favor the person posting rather than the truth how to stop online doxxing
Thanks — this is a great starter guide. Local agents listed on State farm helped me.
I liked the advice to compare two or three consultations. Booked multiple in Cumming through Worker Injury to see fee differences.
Thanks for the tips — for bundling Home insurance and Auto Insurance, visit Insurance agency portland .
Helpful post for homeowners. Get a personalized home policy at Insurance agency .
Great points — for local insurance help, visit Car insurance .
I really appreciate the focus on proactive monitoring here. It is so easy to let things slide until a bad review catches you off guard. I have found that staying active on Google Business really helps keep the conversation positive REQ reputation tracking
semi truck accident lawyer
I definitely feel your pain on this. Last month, a single disgruntled client left a scathing review that immediately jumped to the top of my Google results. It completely overshadowed all the positive feedback from my loyal customers organic seo for reputation management
Great read on homeowner endorsements; I consulted an agent through Auto insurance .
.Critical examination reveals underlying patterns trends behaviors informing societal dynamics prompting necessary conversations reflections addressing pressing concerns social justice equity inclusion accessibility participation car accident legal advice
Very useful tips on coverage amounts. For a quote, check Insurance agency schererville .
Nice tips on saving money — I found discounts on Insurance agency near me for auto insurance.
I enjoyed this post. For additional info, visit concrete cleaning company .
The body shop found structural damage. My attorney used it to argue higher impact forces. More at North Carolina Workers‘ Comp .
This is a great primer on demand letters. Need help drafting? See car accident lawyer .
Filing correctly can make or break your RSI case—good roadmap here. Help at Work Injury .
Great article. I’m facing a few of these issues as
well..
Great insights into discounts and savings. See State farm insurance for local options.
Super Artikel zur Umzugsreinigung in Zürich – für professionelle Hilfe kann ich Wohnungsputz Zürich empfehlen.
Well done! Discover more at mobile detailing .
This was very enlightening. More at https://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fhow-long-after-mommy-makeover-can-i-have-intercourse%2F .
Mình dùng kèo nhà cái để cập nhật kèo và so sánh tỷ lệ.
Các bài viết hướng dẫn soi kèo tại kèo nhà cái rất phù hợp cho người mới.
Thanks for the insightful write-up. More like this at despido disciplinario Sevilla .
Fantastic post! Discover more at contadores públicos Saltillo .
Has anyone tried eco-friendly paver stones? I’m interested in sustainable options for my landscaping project. Would love to hear your thoughts and also check out outdoor living space paving for options!
One call made our movement basic. Found vetted reputable movers with the aid of movers in santa cruz ca .
The enamel was overtightened and cracked by potty reservoir fasteners. On https://speakerdeck.com/moenuscqmf , I found gear direction.
Bài viết hữu ích, mình sẽ chia sẻ link Top game nổ hũ cho bạn bè.
Fantastic post! Discover more at Millsboro roof wash .
If your Southampton HVAC short cycles, diagnostics here: hvac southampton
Great roundup on riskless tree elimination practices. In El Monte, enables and proximity to power lines can complicate DIY jobs quickly content
Thanks for shedding light on such an essential topic! Every victim deserves access to knowledgeable #CarAccidentLawyers like those found at #Anykeyword#! car accident lawyer
Lô đề online ở lô đề online có nhiều loại cược, đa dạng lắm.
Thanks for the useful post. More like this at injury lawyers .
Great insights! Find more at casas rurales en Segovia .
I’ve been dealing with a few outdated, inaccurate listings on data broker sites that keep popping back up even after I manually request their removal. It’s honestly exhausting to play whack-a-mole with this stuff Browse around this site
So nice seeing examples showcasing how much impact colors could have throughout areas like restrooms even transforming their overall appeal entirely—it’s truly magical discovering various palettes offered via ###Anykeyword### Vancouver Bathroom Renovations
Good point about bundling. I saved when I asked Car Insurance for a combined auto and home quote from State Farm.
Your insights on bad faith insurance practices are powerful. Complaint steps at NC Workers‘ Comp .
Excellent guide. Start a quote with State Farm at State farm quote .
Thanks for the practical tips. For local insurance help, check State farm quote .
The cap on attorney fees in GA matters. I used Workers‘ Comp Lawyer to learn what that means for actual take-home benefits in Cumming.
Self-report scales are a start but not the whole story. Comprehensive evaluation info is on Psychologist .
สอบถามเกี่ยวกับการรับประกันของสินค้าเป็นยังไงบ้างนะ #BT_PREMIUM## ร้านซ่อม ไฟรถยนต์ ใกล้ฉัน
I definitely feel your pain on this. Last month, a single disgruntled client left a scathing review that immediately jumped to the top of my Google results. It completely overshadowed all the positive feedback from my loyal customers Discover more here
Useful post — I recommend State farm quote when searching for an insurance agency near me.
Thanks for posting! I reviewed comps adjustments with winnipeg real estate agent .
Great insights! Discover more at http://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fhow-long-after-breast-augmentation-can-i-drive%2F .
Your note on documentation hits home. Centralized runbooks and network diagrams via managed it provider near me sped up resolution.
I enjoyed this post. For additional info, visit MMD Healthcare Doctors .
Các cuộc thi bắn cá đổi thưởng tại bancadoithuong.voto mang lại cảm giác cạnh tranh vui vẻ.
Clarified how to challenge IME bias. Strategy: Workers‘ Comp
Hilfreich und praxisorientiert. Für Profis in Zürich ist Wohnungsendreinigung mit Abnahmegarantie eine solide Wahl.
Good info. If you need a State Farm agent in Cincinnati, try State farm agent for local insurance options.
This article pairs well with the evidence guide at car accident lawyer .
Nice article — find auto insurance quotes easily through Insurance agency san antonio .
I truly believe everyone deserves fair treatment no matter situation faced hence why strongly suggest consulting qualified individuals familiar specific areas practice law pertaining directly related concerns such regarding pursuing rightful claims georgia car accident lawyer
Looking for multi-policy discounts— Insurance agency chicago matched me with a State Farm agent who explained everything.
Your analysis articulates significant implications practical applications contexts articulate georgia injury lawyer
Informative content — Insurance agency near me helped me get a clear snapshot of my coverage needs.
Appreciate the comprehensive advice. For more, visit kitchen remodeling .
I’m grateful for all the hard work my North Carolina Workers Compensation did on my behalf; they truly fought for what was right!
Excellent info on coverage gaps. For a fast State Farm quote, use Insurance agency .
Anyone else love the precision that nang cylinders supply in dessert making? nangs Melbourne
Excellent explanation; I explored policies on Insurance agency marysville .
”Desserts glance way more advantageous while topped off creatively—even teens love assisting embellish whilst driving (nangs); take a look at it yourself @ (#@@@@)!” nang bottle
I’ve became one of these fan of Nangs – all through how trouble-free they are to order via %% anyKeyWord %. instant nang delivery services
Attachment repair can reignite desire; EMDR therapy shares bonding exercises couples can try.
Thanks for sharing! For car insurance discounts, I recommend contacting Insurance agency .
Useful article about policy reviews. For nearby agents, check State farm insurance .
ผมใช้ไฟหน้ารถ LED มา 6 เดือนแล้ว สุดยอดจริงๆ ร้านซ่อมไฟหน้ารถยนต์ ใกล้ฉัน
Migrations with minimal downtime are worth paying for. I compared cutover plans from local MSPs I discovered on managed it company .
Bài viết rất hay, mình đã thử Nổ hũ tại Nohu và trải nghiệm khá ổn.
Дубликаты номеров https://avtostrahovka36.ru в Воронеже — изготовление и восстановление регистрационных знаков по ГОСТ. Срочно за 1 день, качественные материалы, соответствие требованиям и выгодные цены. Оформление быстро и без очередей.
Buyers often decide within moments of seeing the kitchen. Make it the showpiece with great lighting and storage. kitchen remodel
I dealt with a persistent negative review on a professional site a few years back, and it was incredibly draining to manage on my own. It definitely makes you realize how vulnerable personal info is online remove court record from Google
Has anyone tried eco-friendly paver stones? I’m interested in sustainable options for my landscaping project. Would love to hear your thoughts and also check out commercial walkway paving for options!
We’re proud to deliver custom home remodels in Sumner that reflect each homeowner’s unique taste and lifestyle.
Remodel
Thankful for all the insights shared by my talented # anyKeyWord#, making everything clearer during tough times.” georgia personal injury lawyer
Nicely done! Find more at http://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fhow-long-to-wait-for-sex-after-bbl%2F .
I really felt this article. Last month, a single unfair one-star review jumped to the top of my Google search results and completely scared away my potential customers. I spent weeks trying to bury it myself without much luck third party website monitoring
Fee clarity is peace of mind. I used Worker Injury to shortlist Cumming lawyers who publish their fee percentages.
Never underestimate how much an amazing ## anyKeyWord ### can positively impact your chances of success! NC Workers‘ Compensation
I had issues with uneven heating in my Southampton flat; this guide was useful: hvac southampton
Vielen Dank für die hilfreichen Tipps! Wer Unterstützung sucht, findet bei günstige Wohnungsreinigung in Zürich gute Angebote.
Addressing missed appointments properly matters. Tips: Work Injury
Wonderful tips! Find more at Bathrooms Contractor .
Just what I was looking for regarding athens deck builders . Thanks!
I liked this article. For additional info, visit juicio laboral Sevilla .
Very informative article. For similar content, visit contador en Saltillo .
The exceptional is at all times extraordinary; I have confidence ! nang bottles Melbourne
I located the well suited expenditures on Mr Cream Chargers at Mr Cream chargers with nitrous ! Check it out!
Good read. If you want a State Farm agent nearby, Insurance agency can help.
For bilingual assistance, car accident lawyer connects you with resources.
Cyber insurance questionnaires are brutal. managed it provider near me helped us close gaps and document controls for underwriting.
Hệ thống điểm thưởng và VIP khá hấp dẫn trên 7m nhà cái uy tín cá cược online, tham khảo https://7mcn.llc .
Nice article. If someone wants to speak with a Coppell-based agent, State farm quote offers in-person and online options.
The emphasis on practice, feedback, and repetition in leadership development aligns with what I’ve learned from resources on leadership tools .
Nice breakdown of discounts — State farm insurance helped me apply them to my quote.
Helpful guide — visit State farm insurance for local State Farm agent info.
.The discussions initiated here extend beyond immediate concerns addressing broader implications ripple effects societal structures sustaining inequalities injustices disparities inequities demand attention concerted efforts reform rectify georgia personal injury lawyer
This was quite useful. For more, visit alojamiento rural Segovia .
Thanks for the insightful write-up. More like this at Angels Haven Care in Temecula .
Outstanding breakdown of cleaning priorities. If you want an expert touch, office cleaning Jersey City focuses on domestic cleansings and deep cleans up.
Outstanding post on office hygiene; a regular expert schedule makes a huge distinction: home cleaning Hoboken .
Great list! If you desire a complete top-to-bottom tidy, contact standard house cleaning Calgary .
Thanks for the insightful write-up. More like this at trenching contractor .
This was very beneficial. For more, visit http://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fwhat-age-can-you-get-a-bbl%2F .
Solid points on reducing downtime with an MSP. If you’re comparing providers, check managed it company for clear SLAs and rapid helpdesk response.
Практик о заборах sinta-kedr.ru честный разбор материалов, установки и стоимости. Узнайте плюсы и минусы разных видов заборов, частые ошибки и реальные сроки службы. Полезные рекомендации перед покупкой и монтажом ограждений.
So happy we chose to rent a themed bounce house from Pinellas County bounce house rentals for my son’s birthday bash!
Very helpful. I found useful State Farm comparisons on Insurance agency .
Great summary — get online Car insurance estimates at Car insurance .
Impressive insights on AI-driven keyword research! We’ve been experimenting with predictive search intent models and seeing great results. For anyone exploring AI SEO tools, check out affordable search engine optimization company for tailored optimization strategies.
Very insightful. I mapped out cash reserves using real estate consultant .
This post answered many of my questions. For personalized service, try Home insurance .
I’ve tried many spas in Las Vegas, but nothing compares to the facial services at Teeth Whitening Las Vegas .
Все новостройки https://tut-novostroyki.ru от застройщиков в Новосибирске — актуальный каталог квартир в новых ЖК. Цены, планировки, сроки сдачи и акции. Подберите квартиру напрямую от застройщика без комиссии с удобным поиском и проверенной информацией.
Дизайнерское бюро https://vseremontytut.ru проектирование интерьера и ремонт под ключ. Разработка дизайн-проекта, 3D-визуализация, подбор материалов и полная реализация. Создаем стильные и функциональные пространства с гарантией качества и соблюдением сроков.
Overall, this experience exceeded my expectations, and I will definitely be using them again for future cleaning needs. Thank you, Tampa Bay Pressure Washing! professional holiday light installation Tampa Bay
Has somebody used diverse products and services sooner than discovering nangs cylinder Melbourne ? Would love some comparisons!
Шпаклевка стен https://shpaklevka-sten.ru и потолков в Москве — выравнивание поверхностей под покраску и обои. Качественные материалы, опытные мастера и соблюдение технологий. Выполняем работы быстро, аккуратно и с гарантией результата по доступной цене.
Thanks for sharing — connect with an insurance agency near me at Car insurance .
So grateful for the support of my # anyKeyWord# as I navigated through this tough time.” car accident representation
This simplified medical abbreviations. Cheat sheet: Workers Injury
“Have you tried the brand new flavors at #AnyKeyWord#? Their choice of nang tanks is unbeatable!” nang cylinder Melbourne
This clarified how to argue work-relatedness. Examples: Workers Compensation Lawyer
If you’re in Melbourne, it’s essential to strive Mr Cream Chargers for your nang wishes. Top-notch provider! Nang delivery in your area
Danke für die Hinweise zur Abnahme durch den Vermieter. Empfehlung: Umzugsreinigung Abnahmegarantie für die Umzugsreinigung.
Thank you — for an easy State Farm quote, I recommend checking State farm insurance .
Just finished a DIY project using paver stones for my patio, and I’m thrilled with the results! If you’re looking to do something similar, you should definitely explore the resources at landscaping design services .
Your thoughts on leading hybrid and remote teams are timely. Remote leadership checklists on leadership tools have been invaluable for our managers.
Appreciate the examples. For State Farm comparison shopping, State farm is helpful.
Thanks for clarifying vicarious liability for company vehicles. Employer liability resources at North Carolina Workers‘ Compensation Lawyer .
If you’re in healthcare or legal, industry specialization helps. I discovered niche-focused providers in my area via managed it provider near me .
Nice article. For State Farm vs other carriers, compare on Insurance agency .
Cyclists and pedestrians have unique claims. car accident lawyer outlines the differences.
This was very beneficial. For more, visit Myrtle Beach Real Estate Photography .
Thanks for the helpful article. More like this at https://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fbreast-augmentation%2F .
Useful read. If you’re searching „Insurance agency near me,“ check results on Insurance agency hammond for local agents.
This was a fantastic resource. Check out best ADU builders for more.
Quality content about deck builder in athens . Keep it coming!
This is such a timely read. I am currently deep into a job search and realized that a cringey blog post from my college days still pops up on the first page of Google results https://www.4shared.com/s/foaW6kGYyku
Best vicinity ever for # nangs bottles
Zero Trust isn’t a switch you flip. We took a phased approach to MFA, device posture, and least privilege with managed it serivices .
For anybody in search of high quality nangs cylinders in Melbourne, I really propose finding out nangs cylinders .
Do they be offering bulk rate reductions at Mr Cream Chargers Melbourne? I’m making plans a substantial journey soon! top Mr Cream cartridge chargers
Appreciate the useful tips. For more, visit residential assisted living .
Helpful submit! One tip for Laredo property owners: confirm your fence pro handles permits, utilities (811), and any HOA guidance before beginning. Also ask about wind bracing and galvanized vs. powder-coated metal to steer clear of rust go to this web-site
Encouraging pelvic floor relaxation alongside strength is key; EMDR therapy explains both aspects.
I found this very helpful. For additional info, visit personal attorneys .
Vendor lock-in worries me; I look for month-to-month options. Several managed IT providers near me on managed it company offered trials and easy exits.
Good to see emphasis on no-pressure consults. I felt comfortable exploring Cumming options via Worker Injury without commitment.
Thanks for the detailed post. Find more at residential assisted living rancho mirage .
Thanks for the clear breakdown. More info at residential care facility .
Thanks for the helpful advice. Discover more at office movers Fremont .
Your explanation of appeal levels saved time. Map and timelines: Workers Compensation
Danke – die Hinweise zum Entfernen von Klebe- und Farbe sind Gold wert. Profis: Wohnungsreinigung inklusive Abnahmegarantie .
Clear explanation of comprehensive vs. collision. For quotes, go to state farm .
Thanks for this — Lakewood residents can compare agents on Auto insurance .
Great read about teen driver discounts. I found competitive rates on Insurance agency .
“Knowing that I had an experienced ### anyKeyWord ### supporting me gave me peace of mind during tough times.” car accident
Nice article. For trusted water mitigation services, I recommend water damage for quick containment and drying.
Thanks for the comprehensive read. Find more at devolución de impuestos Saltillo .
Valuable information! Find more at http://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fwhen-can-i-sleep-without-a-bra-after-breast-reduction%2F .
Thanks for this post. For Car insurance recommendations, visit Insurance agency near me .
This was highly educational. More at despido improcedente Sevilla .
This is so true, I went through a major life transition and I knew I needed my image to reflect the new me. I hired Tali – a stylist who gets spirituality and I can’t believe the difference about Tali Kogan
Thanks for the preventive tips to reduce premiums — checked options at Insurance agency menominee .
This cleared up a lot. For Temecula residents, check Insurance agency for nearby agents.
Onboarding new hires quickly matters. We streamlined accounts, SSO, and workstation setup through managed it company .
The cooling followers made a difference, just like the evaluation said; convenience tips uploaded at MO MBS therapy .
This post nails the importance of timelines. For a state-by-state chart, car accident lawyer has one.
For professional resources of Nang Cylinders, determine you take a look at out # # anyKeyWord# ! nangs Melbourne
The tow yard charged excessive fees. The law firm intervened and reduced costs. Read about solutions at Workers Compensation .
Love seeing more contractors incorporate modern solutions like vacuum excavation into their practices across Orange County—check out vacuum excavation orange county !
Practical advice on coverage limits. For Boise insurance options, see Insurance agency boise .
The splendid side approximately via Mr Cream charger delivery options is their rapid response time for deliveries!
Just put an order with nang tanks Melbourne for nang tanks and I won’t be able to wait to try them out!
If cost is a barrier, check sliding scales— autism testing lists community options.
Just finished a DIY project using paver stones for my patio, and I’m thrilled with the results! If you’re looking to do something similar, you should definitely explore the resources at walkway paving services .
Appreciate the detailed post. Find more at casas rurales Grajera .
Appreciated — for a State Farm-like local agency experience, consider speaking with Insurance agency san antonio .
Your breakdown of different leadership styles is helpful. Style assessment tools from leadership training have sparked useful conversations in our workshops.
Very clear! If anyone wants a property roadmap, try winnipeg real estate agent .
Fantastic post! Discover more at Millsboro concrete cleaning .
For allergy sufferers in Southampton, HVAC filtration tips here: hvac southampton
Great delivery. Great arguments. Keep up the amazing spirit.
Hybrid work demands solid endpoint security. managed it provider near me rolled out policies for remote devices without slowing users down.
Thanks for sharing. If you need a quick State Farm quote, Home insurance made my comparison easy.
Excellent read about WMS integration pitfalls. We outlined a phased rollout playbook on Business Process Automation Solutions that reduced go-live risks.
Quick State Farm quote available at Car insurance — worth checking for savings.
Good info — located a responsive State Farm agent through Insurance agency tampa .
Nice article — if you want an insurance agency near me, Insurance agency near me has options.
I enjoyed this article. Check out https://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fwhat-to-buy-for-tummy-tuck-recovery%2F for more.
Don’t let a denial stop you—appeals can succeed with documentation. Help at Workers Injury .
This was very beneficial. For more, visit Millsboro roof wash .
Praktische Tipps! Ich würde noch hinzufügen: rechtzeitig Termin bei Umzugsreinigung Team Zürich sichern.
Great reminder to celebrate small wins; sex therapy suggests progress trackers for couples.
When I needed help with my safe, the locksmith from commercial locksmith Orange County was incredibly knowledgeable and helpful.
This is highly informative. Check out Myrtle Beach Real Estate Photography for more.
I love how the Top Real Estate Attorneys in Clifton Park, NY give customized offerings tailored on your necessities. Learn extra approximately their services at Ianniello Anderson PC attorneys .
Твой фильм уже ждет. Ты его просто еще не нашел.
Been planning around deck contractor and this is exactly the info I needed.
” If you’re no longer already conventional with those nifty gear then allow in these days mark its advent into your existence.” ## nang Melbourne
Appreciate the detailed information. For more, visit trusted personal injury lawyers .
My visitors invariably rave about the desserts crowned with fluffy goodness fromMrCreamChargers!!!! ### any key-word ### best Mr Cream nitrous chargers
If you’re attempting to find the prime great Nang Cylinders in Melbourne, look no added than ### anykeyword ###. nangs bottles Melbourne
Good overview of customs workflows. We compiled a broker-API integration guide on logistic software company to speed up clearance.
Inspiring article on styling! Tali Kogan stylist reviews
If your car had a recall, car accident lawyer explains how that affects liability.
For multi-site networks, I needed SD-WAN experience. I short-listed nearby MSPs with case studies using managed it company .
Love the focus on eco-friendly materials! Any suggestions for sustainable bathroom renovations in Vancouver? Check out High End Bathroom Renovations Vancouver !
BYOD and mobile device management were pain points; found MSPs near me with solid MDM experience through managed it company .
Virtual consults conserved me time. I organized one with a board certified plastic surgeon through http://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fwhen-can-i-go-on-sunbed-after-breast-augmentation%2F before devoting to travel.
Useful and concise. I recommend Car insurance for fast car insurance pricing.
Super satisfied with the best of nangs I received from ###- #NangCylindersDeliveryMelbourne – thanks, ### anykeyword ### ! nangs
Well written. Home insurance questions can be answered by local agents at State farm .
Thanks for the tips. For quick drying and repairs, restoration company provided excellent water restoration near me solutions.
Great article — for local quotes and personal service, check State farm agent for an Insurance agency near me.
Who else has observed the pleasure of making homemade muffins with mrcreamchargers? It’s transformative! Mr Cream whipped cream charging options
Hilfreich und praxisorientiert. Für Profis in Zürich ist Schnelle Wohnungsendreinigung Zürich eine solide Wahl.
I love how easy it is to maintain paver stone surfaces compared to other materials! They really are a smart investment. For more information on upkeep and installation, check out landscaping design services .
Vendor sprawl is real. Consolidating licenses and renewals through managed it provider near me cut surprise costs and simplified support.
Nang cylinders make preparing birthday party muffins a breeze! Anyone else agree? Share your favorites at nang tanks Melbourne .
Appreciate the thorough information. For more, visit kitchen remodeling near me .
Pre-summer AC tune-up checklist for Southampton homeowners: hvac southampton
Dizaynı çox bəyənirəm!
http://www.brnnetwork.org/gallery/web-american-kestrel-james-poling
Property investments might be unsafe; make sure that you’ve got a certified legal professional by means of your side! Explore innovations in Clifton Park at Ianniello Anderson PC reviews .
Excellent post — especially the part about coverage limits. If someone needs an auto insurance quote or to find a local agent, start with Insurance agency near me .
Thanks for the insight. For nearby insurance agencies, browse Auto insurance .
Really appreciate the details on deck contractor . Well written.
The best tip I got: hire pros early. perfect for small moves booked me in quickly and handled the full move.
This was quite enlightening. Check out devolución de impuestos Saltillo for more.
This article really opened my eyes to the importance of proper utility locating in Fresno. Fresno underground utility locating
Thanks for the helpful advice. Discover more at inspección de trabajo Sevilla .
Never thought could fall head-over-heels over something like this—but here we are!!! Eyebrow Services Las Vegas
Great tips on lowering premiums. I also got a fast comparison on State farm agent for my car insurance.
Great reminder to version bots; the lifecycle practices on Business Process Automation Solutions helped us manage releases cleanly.
I never knew this about deck builder in athens . Eye opening content.
Good read! San Antonio residents can contact Insurance agency san antonio for neighborhood-specific Insurance agency San Antonio help.
Great explanation. I received a thorough deal review from winnipeg real estate agent .
Great information about DECK BUILDER ! I’ve been looking into this for a while.
If your insurer is delaying, car accident lawyer explains bad faith signs and remedies.
For anyone considering a facial treatment while in Las Vegas, I highly suggest checking out Eyebrow Services Las Vegas .
Great tips on protecting rental property — connected with an agent through State farm quote .
Really appreciate this information, I just started working with a stylist in Chicago named Tali for my style evolution. She understands the inner work behind fashion. Highly recommend. Tali Kogan stylist reviews
This was very beneficial. For more, visit escapada rural Segovia .
This was highly educational. For more, visit http://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fwhen-can-i-lay-on-my-stomach-after-breast-augmentation%2F .
Handy tips — use State farm quote for quick Insurance agency near me results.
Helpful post — got a fast quote through Insurance agency near me for State Farm insurance.
Useful information. For local choices, State farm agent lists top Insurance agency near me options.
Thanks for the clear advice. More at Bathrooms Contractor bellevue WA .
Quality content about deck builder in athens . Keep it coming!
Thanks for the useful suggestions. Discover more at kitchen construction company .
Curious how usually they alter bulbs at this Mansfield hair salon; I found a handy guide by means of MO mind body services that I’ll share.
Appreciate the comprehensive advice. For more, visit Myrtle Beach Real Estate Photography .
What i don’t understood is in truth how you’re
now not actually a lot more well-liked than you might be now.
You are so intelligent. You realize therefore considerably in relation to this
matter, made me in my opinion imagine it from numerous varied angles.
Its like women and men don’t seem to be fascinated until it is one thing to accomplish with Lady gaga!
Your individual stuffs great. At all times care for it up!
Here is my web blog – crown 11 download
Solid article about deck builder in athens . Sharing with friends.
Really appreciate the details on athens deck builders . Well written.
Excellent read about WMS integration pitfalls. We outlined a phased rollout playbook on Business Process Automation Solutions that reduced go-live risks.
I like the emphasis on strengths-based reporting. We asked for that after reading learning disability testing .
Data augmentation plus training optimization is a powerful combo. We saw faster convergence with fewer epochs through techniques from search engine optimization marketing agency .
Danke – die Hinweise zum Entfernen von Klebe- und Farbe sind Gold wert. Profis: Wohnungsreinigung Abnahmegarantie .
I’m amazed, I have to admit. Rarely do I encounter a blog that’s both equally educative and amusing, and let me tell you,
you’ve hit the nail on the head. The problem is
an issue that not enough men and women are speaking intelligently about.
I’m very happy that I stumbled across this in my search for something concerning this.
Look into my web blog – crown 11 game
This was a fantastic read. Check out assisted living for more.
Thanks for the useful post. More like this at assisted living .
Механизированная шпаклевка https://shpaklevka-msk.ru современный способ выравнивания стен и потолков. Ровное нанесение, высокая скорость работ и экономия материалов. Подготовка под финишную отделку с гарантией качества и соблюдением технологий.
Бытовая химия в Казани https://bytovayalavka.ru широкий ассортимент средств для уборки, стирки и ухода за домом. Оригинальная продукция, выгодные цены и быстрая доставка. Подберите качественные моющие средства для чистоты и комфорта вашего дома.
Calculate your horoscope ulduz-fali com az online. Horoscopes, love compatibility, daily horoscopes and astrological interpretations by date of birth on one site.
Dream Interpretations 2026 yuxu-yozmalari com az learn the meaning of your dreams with AI artificial intelligence. Dream interpretation from A to Z, folk belief interpretation, psychological approach. Free online dream interpretation.
It’s comforting understanding that educated assistance is simply around the nook when facing authentic property subjects; connect to regional lawyers because of Ianniello Anderson law office #!
Thanks for finally writing about > Automatische Pulverbeschichtungsanlage – Pulveranlage slot
Just finished a DIY project using paver stones for my patio, and I’m thrilled with the results! If you’re looking to do something similar, you should definitely explore the resources at walkway installation .
For pet owners in Southampton, HVAC filter tips: hvac southampton
Thanks for the useful post. More like this at https://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fhow-many-lymphatic-massages-after-tummy-tuck%2F .
Good explanations. I recommend visiting State farm agent for local insurance options.
Thanks for the tips — I found state farm while searching “insurance agency Munster” and was impressed.
Good overview. For State Farm alternatives, Insurance agency lakewood offered helpful perspectives.
I learned the importance of consistency in statements from car accident lawyer .
Giao dịch bị delay thì liên hệ support 789club thế nào?
Ransomware prep needs immutable backups. We implemented 3-2-1 and offsite copies through Managed IT Provider near me .
We modernized a legacy approval process using API orchestration patterns from logistic software company .
Very useful. Need Auto insurance? Check coverage options at State farm insurance .
Really appreciate the details on deck contractor . Well written.
Excellent customer service at nang canisters for all my Nang cylinder queries.
If you might be in Melbourne and need cream chargers, I particularly endorse trying out Mr Cream Chargers Melbourne! reliable nang delivery Melbourne
Giao diện mobile mượt mà, chơi trên điện thoại ổn ở 78win, xem tại gzhxp.ru.com
Đã giới thiệu bạn bè sang đăng ký iwinclub và mọi người đều hài lòng.
Trải nghiệm người dùng tốt, mình hài lòng với cổng game iwin .
Mình đánh giá cao quy trình xác minh tài khoản nhanh tại link vào 789club .
Great tips — compare auto and home policies at State farm quote .
Thanks for the tips on auto coverage; I found a helpful State Farm quote via Auto insurance .
Just what I was looking for regarding deck contractor . Thanks!
Một nơi cá cược tin cậy — iwin, link: iwin5 xyz .
Ai cần trải nghiệm an toàn thì thử iwin, đăng ký qua đăng ký iwin .
Seasonal specials were strong, just like the consumer stated; I kept in mind and shared on Mid Ohio yoga and meditation .
The first-rate of whipped cream from a Nang Tank beats save-bought any day! Discover extra reward at nang bottles Melbourne .
This answers many questions. For nearby agents, check Insurance agency boise .
Sehr informativ – gerade die Fotos sind hilfreich. Unsere Reinigungsfirma war Umzugsfirma Abnahmegarantie .
This was very beneficial. For more, visit impuestos ISR IVA Saltillo .
Helpful post about insurance for freelancers working from home — saw business protection options at Car insurance .
Great information about deck contractor ! I’ve been looking into this for a while.
This was quite helpful. For more, visit baja laboral Sevilla .
This is very insightful. Check out https://www.google.com/url?q=https%3A%2F%2Fwww.niptuckaesthetics.com%2Fwhen-can-i-start-running-after-breast-augmentation%2F for more.
Just what I was looking for regarding DECK BUILDER . Thanks!
Handy guide — use Insurance agency to request a State Farm quote in minutes.
Practical tips; Insurance agency made my search for an insurance agency near me simple.
My State Farm agent referral came from State farm agent and was very helpful.
My experience with deck contractor matches what you described here.
Really appreciate the details on athens deck builders . Well written.
“Nothing beats do-it-yourself whipped toppings created quite simply with my nangs cylinder!” nang bottle
For an individual doubtful about making an attempt out Mr Cream Chargers, simply move for it—you would possibly not remorseful about it! Mr Cream delivery for chargers
Appreciate the insightful article. Find more at Myrtle Beach Real Estate Photography .
My experience with DECK BUILDER matches what you described here.
Hello my friend! I wish to say that this article is amazing, great
written and come with almost all important infos. I’d like to see
extra posts like this .
”For somebody taking into account whether they should are attempting investing in some superb first-rate methods like these high quality little contraptions called ‘(nangs)’… totally YES; in finding em’ here (@(#@@@@))!” nangs tank
Thanks for the great explanation. More info at casa rural cerca de Segovia capital .
I recently transformed my backyard with beautiful paver stone pathways, and it completely changed the look of my garden! If you’re considering an upgrade, check out stone patio paving for some great ideas!
For new builds in Southampton, plan HVAC and ventilation early: hvac southampton
Жіночий сайт https://zhinka.in.ua поради про красу, здоров’я, стосунки та стиль життя. Читайте корисні статті, лайфхаки, рецепти догляду та натхнення для сучасних жінок. Все про жіночу гармонію, саморозвиток і комфорт у повсякденному житті.
Сайт міста Вінниця https://faine-misto.vinnica.ua новини, події, довідник компаній і корисна інформація для жителів та гостей. Актуальні новини, афіша, транспорт, послуги і все про життя міста в одному зручному онлайн-порталі.
An online numerology numerologiya.com.az profile analyzes your destiny, talents, and finances. Accurate calculations, number interpretation, and personalized recommendations will help you better understand yourself and choose the right direction in life.
Сайт міста Одеса https://faine-misto.od.ua новини, події, афіша, довідник компаній та корисна інформація. Дізнавайтесь актуальні новини, знаходьте послуги, заклади і маршрути. Все про життя Одеси для мешканців і гостей міста в одному місці.
Ausgezeichnete Tipps zu hartnäckigen Flecken. Für professionelle Unterstützung: Abnahmegarantie Umzugsreinigung .
Awesome article! Discover more at concrete cleaning .
Onboarding speed matters—inventory, documentation, and tool rollout. I checked references for MSPs near me I found through Managed IT Provider near me .
Appreciate the thorough insights. For more, visit Retirement home .
Great tips! For more, visit https://www.google.com/url?q=https%3A%2F%2Fwww.renewmeplasticsurgery.com%2Fwhat-does-your-bmi-have-to-be-to-get-a-bbl%2F .
Nice summary of teen car insurance options. Found a supportive agent through State farm insurance .
Thanks for the practical tips. More at abogado de divorcios Vigo .
This moving day timeline is clear. I align it with the crew schedule from commerical movers .
Interesting read on deck builder in athens . Bookmarked for later!
I enjoyed this article. Check out roof wash for more.
Useful tips — standing water is dangerous. Call water damage restoration service near me for immediate water mitigation and extraction.
Just gained a further advantageous order from %%ANYKEYWORD%%! Their provider is unequalled. nang tanks
This was quite informative. More at Opiniones taxi Arzúa .
Appreciate the tips on bundling home and car insurance. See bundle discounts at state farm .
Helpful. For affordable Car insurance, compare quotes at Auto insurance .
What’s up it’s me, I am also visiting this website daily, this site is actually nice and the viewers are genuinely sharing fastidious
thoughts.
Feel free to surf to my site; crown 11 box
Interesting read on deck contractor . Bookmarked for later!
Well explained. Discover more at albergue en Palas .
Great breakdown. For local insurance agency directories, visit State farm quote .
Quick question: Are there safety precautions to evaluate whilst due to nang cylinders? nang bottle
Good write-up. For Boise residents looking for insurance, try Insurance agency boise .
Great information about DECK BUILDER ! I’ve been looking into this for a while.
Greetings! I know this is kind of off topic but I was
wondering which blog platform are you using for this site?
I’m getting sick and tired of WordPress because I’ve had problems
with hackers and I’m looking at alternatives for another platform.
I would be great if you could point me in the direction of a good platform.
Here is my site crown 11 app download
Very nice blog post. I definitely appreciate this website.
Keep it up!
Feel free to visit my web site … slot
Thanks for the comprehensive read. Find more at haircut for men near me .
My experience with DECK BUILDER matches what you described here.
This was quite informative. More at personal injury lawyers .
Helpful guide to insurance for roommates — compared plans at State farm agent .
I found this very helpful. For additional info, visit https://www.google.com/url?q=https%3A%2F%2Fwww.renewmeplasticsurgery.com .
The early packing tip is gold. I used moving companies seattle for packing and storage and it made everything easier.
Informative — Tampa insurance options listed at State farm quote are worth checking.
Solid article about deck contractor . Sharing with friends.
Gute Ratschläge zur Schmutzentfernung vor dem Umzug. Für Zürich ist Umzugsreinigung Team Zürich ein guter Ansprechpartner.
Appreciate the tips. For Peachtree City coverage, check Insurance agency peachtree city .
Interesting read on DECK BUILDER . Bookmarked for later!
Been planning around deck contractor and this is exactly the info I needed.
We improved our EPC rating in Southampton with these HVAC tips: hvac southampton
Technology continues evolving rapidly affecting daily lives directly influencing choices made regarding equipment utilized across industries — remain updated concerning innovations pertaining directly back toward improving quality st Orange County utility locating
You’ve made a complex topic much easier to understand—kudos on this fantastic post about utility locating in Fresno! Fresno vacuum excavation
Appreciate the detailed information. For more, visit southwest long distance movers .
Thanks for the valuable insights. More at abogado Vigo .
Has anyone tried eco-friendly paver stones? I’m interested in sustainable options for my landscaping project. Would love to hear your thoughts and also check out professional landscaping services for options!
This was very enlightening. For more, visit Myrtle Beach Real Estate Photography .
Interesting read on athens deck builders . Bookmarked for later!
Very useful post. For similar content, visit Transporte de mochilas Arzúa .
Every little step towards mental wellness matters! Start with a consultation at Anxiety treatment newport beach in Newport Beach.
I found this very interesting. For more, visit albergue en Palas .
Bird-proofing solar panels was new to me—details here: pest control near Buffalo, NY
Nonprofit discounts are real—asked about them after spotting providers on managed it services and got better pricing.
This was highly educational. For more, visit WA Best Construction .
I appreciate how responsive my managed IT service provider is—thank you, Managed Service Provider California !
Ensuring safety while excavating is key; that’s where vacuum techniques shine—check out their advantages on Sacramento underground utility locating !
Absolutely thrilled witnessing firsth vacuum excavation orange county
I’m thrilled to learn about the diverse tent selection here in Tampa! kids blow up bounce house near me
Love how detailed each section was regarding maximizing natural light exposure & enhancing overall ambiance within bathing spaces; truly enlightening indeed—see further insights via ###Anykeyword### Bathroom Renovation Vancouver
The sooner you start on your estate plan, the better prepared you’ll be for whatever life throws at you! orange county estate planning attorney
I found this very helpful. For additional info, visit https://www.google.com/url?q=https%3A%2F%2Fwww.renewmeplasticsurgery.com .
I recently hired Tampa Bay Pressure Washing for a deep clean of my home’s exterior, and I couldn’t be more pleased with the results! Their team arrived promptly and was incredibly professional throughout the entire process. Tampa Bay residential Christmas installers
Very informative article. For similar content, visit opiniones y valoraciones casas rurales Segovia .
Great information about athens deck builders ! I’ve been looking into this for a while.
Sehr informativ, vor allem die Hinweise zur Abrechnung. Wir haben faire Preise bei professionelle Wohnungsreinigung Zürich gefunden.
Valuable information! Discover more at Bathrooms Contractor services .
ได้ยินชื่อเสียงเรื่องการสับไก่เนียนๆ ต้องไปลอง ผู้กำกับสับไก่ข้าวมันไก่ธนาพล ข้อมูลอยู่ ข้าวมันไก่สิงคโปร์
Been planning around deck contractor and this is exactly the info I needed.
My experience with athens deck builders matches what you described here.
Сайт міста Житомир https://faine-misto.zt.ua новини, події, афіша та довідник компаній. Актуальна інформація про життя міста, транспорт, послуги і заклади. Усе необхідне для мешканців і гостей Житомира в одному зручному онлайн-порталі.
Автомобільний портал https://avtogid.in.ua новини авто, огляди, тести та поради водіям. Дізнавайтесь про нові моделі, технології, ремонт і обслуговування. Все про автомобілі в одному місці для власників і автолюбителів.
Сайт міста Львів https://faine-misto.lviv.ua новини, події, афіша та довідник компаній. Актуальна інформація про життя міста, транспорт, послуги і заклади. Усе необхідне для мешканців і туристів Львова в одному зручному онлайн-порталі.
Perfect timing on this post. Seasonal campaigns in Thousand Oaks perform better with Search Engine Optimization Services in Thousand Oaks through best SEO agency .
Блог Києва https://infosite.kyiv.ua події, новини, цікаві місця та корисні поради для мешканців і гостей столиці. Дізнавайтесь про актуальні заходи, життя міста, розваги та сервіси. Все найцікавіше про Київ в одному зручному онлайн-блозі.
Thanks for the clear advice. More at Taxi aeropuerto Santiago Arzúa .
Thanks for the insightful write-up. More like this at mejores albergues en Palas de Rei .
This was a great article. Check out https://www.google.com/url?q=https%3A%2F%2Fwww.renewmeplasticsurgery.com%2Fmommy-makeover-miami%2F for more.
Thanks for the great information. More at residential care home .
Really appreciate the details on DECK BUILDER . Well written.
Thanks for the great explanation. Find more at nursing home near me .
Been planning around deck builder in athens and this is exactly the info I needed.
Really appreciate the details on deck contractor . Well written.
Gute Ratschläge zur Schmutzentfernung vor dem Umzug. Für Zürich ist Umzugsreinigung garantiert ein guter Ansprechpartner.
Just finished a DIY project using paver stones for my patio, and I’m thrilled with the results! If you’re looking to do something similar, you should definitely explore the resources at interlocking paving patterns .
I never knew this about deck contractor . Eye opening content.
โบท็อกซ์กรามของที่นี่ขึ้นชื่อมาก สนใจนัดปรึกษา ลิงก์ติดต่ออยู่ที่ นวัตกรรมยกกระชับ
This was very enlightening. For more, visit abogado en Vigo .
I appreciated this post. Check out Radio taxi Arzúa for more.
We’re a group of volunteers and opening a new scheme in our community.
Your website offered us with valuable information to work on. You have performed a formidable process and our whole group shall be grateful to you.
Thanks for the practical tips. More at mejores albergues en Palas de Rei .
This was highly informative. Check out https://www.google.com/url?q=https%3A%2F%2Fwww.renewmeplasticsurgery.com%2Fdr-paul-boulos%2F for more.
Great reminder about clutter. Decluttering plan I followed: pest control near me
У місті Одеса https://u-misti.odesa.ua актуальні новини, події, афіша та корисна інформація для мешканців і гостей. Дізнавайтесь про життя міста, транспорт, заклади і послуги. Все найважливіше про Одесу в одному зручному онлайн-порталі.
Сайт Полтави https://u-misti.poltava.ua новини, події, афіша та довідник компаній міста. Актуальна інформація про життя, транспорт, послуги і заклади. Усе необхідне для мешканців і гостей Полтави в одному зручному онлайн-порталі.
Хмельницький онлайн https://u-misti.khmelnytskyi.ua міський портал з новинами, афішею та довідником. Дізнавайтесь про події, транспорт, бізнес і послуги. Усе для комфортного життя та відпочинку в Хмельницькому в одному місці.
Житомир онлайн https://u-misti.zhitomir.ua міський портал з новинами, афішею та довідником. Дізнавайтесь про події, транспорт, бізнес і послуги. Усе для комфортного життя та відпочинку в Житомирі в одному місці.
Hilfreich, besonders die Hinweise zu Fristen und Protokollen. Endreinigung Angebote Zürich hat uns dabei unterstützt.
Appreciate the detailed insights. For more, visit alquiler íntegro casa rural Segovia .
Renovation storage tip: perfect for small moves llc provided climate-controlled storage that kept my items pristine.
Thanks for the clear advice. More at testamentos y sucesiones Vigo .
Appreciate the thorough write-up. Find more at Reserva taxi Arzúa .
Thanks for the useful post. More like this at kitchen remodeling .
Outstanding checklist. I ‚d include verifying hospital benefits– https://www.google.com/url?q=https%3A%2F%2Fwww.renewmeplasticsurgery.com%2Fcontact-us%2F assisted me validate both board certification and advantages.
This is very insightful. Check out albergue privado Palas de Rei for more.
Great timing in this post! Daly City’s coastal winds and salty fog may well be hard on fences—galvanized metallic hardware and decay-resistant elements like redwood or vinyl are have got to-haves over here
So helpful to see packing order suggestions. Then I reserve movers via long distance moving company .
This was very enlightening. For more, visit assisted living lake Elsinore .
Gute Tipps zur Möbelpflege vor der Übergabe. Wenn nötig, nutzt Abnahmegarantie für Wohnungsreinigung für die Endreinigung.
Thanks for the helpful advice. Discover more at abogados Vigo .
Great job! Find more at Taxi Camino de Santiago Arzúa .
Valuable information! Find more at Sunnyvale website designer .
Appreciate the comprehensive advice. For more, visit http://www.google.com/url?q=https%3A%2F%2Fwww.renewmeplasticsurgery.com%2Ffinancing%2F .
Thanks for the helpful advice. Discover more at albergue en Palas .
У місті Львів https://u-misti.lviv.ua актуальні новини, події, афіша та корисна інформація для мешканців і гостей. Дізнавайтесь про життя міста, транспорт, заклади і послуги. Все найважливіше про Львів в одному зручному онлайн-порталі.
Київ онлайн https://u-misti.kyiv.ua міський портал з новинами, афішею та довідником. Дізнавайтесь про події, транспорт, бізнес і послуги. Усе для комфортного життя та відпочинку в Києві в одному місці.
У місті Вінниця https://u-misti.vinnica.ua новини, афіша заходів, довідник закладів і корисні сервіси. Дізнавайтесь про події, відкривайте нові місця і плануйте свій час у Вінниці легко та зручно.
Міський сайт Дніпра https://u-misti.dp.ua новини, події, оголошення і довідник організацій. Зручний пошук послуг, закладів і маршрутів. Будьте в курсі життя міста та знаходьте потрібну інформацію швидко.
Its not my first time to visit this web page,
i am visiting this site dailly and get nice data from
here every day.
Look into my blog :: vintage outfits for sale
Nützliche Infos zur Wohnungsübergabe. Falls jemand Profis braucht: Zürich Wohnungsreinigung Service hat uns sehr geholfen.
Great insights! Discover more at abogado laboral Vigo .
This is why content and links must work together. Our outreach through search engine optimization experts secured authoritative placements that lifted an entire category.
This was beautifully organized. Discover more at Precios taxi Arzúa .
Love that you highlighted truthful expectations. I discovered a board certified plastic surgeon through https://www.google.com/url?q=https%3A%2F%2Fwww.renewmeplasticsurgery.com%2Fbmi%2F who really focused on realistic results.
Wonderful tips! Discover more at turismo rural Segovia .
Please let me know if you’re looking for a article author for your site.
You have some really good posts and I feel I would be a good asset.
If you ever want to take some of the load off, I’d really like to write some material for your blog in exchange for
a link back to mine. Please blast me an email if interested.
Kudos!
my web blog vintage denim jackets
This is highly informative. Check out precios albergue Palas de Rei for more.
I’ve been wanting to add a fire pit area with paver stones in my backyard. Has anyone done this? I’d love to hear your experiences! Also, check out residential patio paving for more design ideas.
Consiⅾering the approaching PSLE, initiating math
tuition early equips Primary 1 t᧐ Primary 6 students ᴡith assurance ɑⅼong wіth reliable techniques to perform strongly in major
school examinations.
Secondary math tuition stops tһe accumulation оf conceptual errors that could severely jeopardise progress іn JC
H2 Mathematics, making proactive support іn Sec 3 and
Տec 4 a very wise decision f᧐r forward-thinking families.
А largе proportion of JC students depend ᧐n math tuition to
develop profound conceptual insight ɑnd refine sophisticated ρroblem-solving techniques
fοr the abstract, proof-oriented questions tһat dominate
Η2 Math examination papers.
Secondary students tһroughout Singapore increasingly
choose online math tuition t᧐ oƅtain instant feedback ᧐n practice papers ɑnd recurring errors
іn topics ѕuch aѕ vectors and trigonometry, speeding ᥙρ improvement tߋward А1or A2 resսlts in Additional Mathematics.
OMT’ѕ gamified elements compensate development, mаking mathematics thrilling ɑnd motivating pupils tߋ aim
for exam proficiency.
Established іn 2013 by Mr. Justin Tan, OMT Math Tuition һas
actuаlly assisted numerous students ace tests ⅼike PSLE, О-Levels, and A-Levels ԝith proven analytical strategies.
Singapore’ѕ focus օn crucial analyzing mathematics highlights tһe іmportance of math tuition, ѡhich assists students develop tһe analytical abilities required ƅy the country’s
forward-thinking syllabus.
Тhrough math tuition, trainees practice PSLE-style questions օn averages аnd graphs, improving accuracy аnd
speed under exam conditions.
By offering substantial practice ԝith ⲣast
O Level documents, tuition furnishes trainees ᴡith experience and the ability tо expect concern patterns.
Junior college math tuition promotes collective knowing іn little teams, boosting peer conversations օn complex A Level concepts.
The exclusive OMT curriculum uniquely boosts tһe MOE curriculum ᴡith focused technique οn heuristic techniques, preparing
pupils Ƅetter for examination challenges.
OMT’ѕ ѕystem is straightforward οne, so аlso novices сan navigate and start boosting grades swiftly.
Math tution deals ᴡith varied understanding designs, mаking sսre no
Singapore trainee іs left behind in the race for test success.
Also visit mу page :: math Tuition Singapore
We used testimonials with city landmarks as visuals—boosted trust in local marketing in san jose. salazar digital seo services
I’m planning a bathroom remodel soon! Any recommendations for Vancouver? I found great resources at Top Bathroom Renovation Company Vancouver .
Gute Ratschläge zur Schmutzentfernung vor dem Umzug. Für Zürich ist Schnelle Wohnungsendreinigung Zürich ein guter Ansprechpartner.
This is highly informative. Check out mejor abogado en Vigo for more.
The recommendation to color-code boxes is great. perfect for small moves llc followed my system perfectly.
This was a wonderful post. Check out Taxi Arzúa for more.
This short article debunks lipo dangers well. I found a board certified plastic surgeon through https://www.google.com/url?q=https%3A%2F%2Fwww.renewmeplasticsurgery.com%2Fbreast-reduction-miami%2F who strolled me through candid threat assessments.
This was a wonderful guide. Check out albergue privado Palas de Rei for more.
Сайт Чернівців https://u-misti.chernivtsi.ua новини, події, афіша та довідник компаній міста. Актуальна інформація про життя, транспорт, послуги і заклади. Усе необхідне для мешканців і гостей Чернівців в одному зручному онлайн-порталі.
Міський сайт Черкас https://u-misti.cherkasy.ua новини, події, оголошення і довідник організацій. Зручний пошук послуг, закладів і маршрутів. Будьте в курсі життя міста та знаходьте потрібну інформацію швидко.
Где можно познакомиться https://datenow.ru в России в 2026 году? Приложения для знакомств стали главным инструментом для миллионов. Но важно выбрать те, где реально можно найти человека для отношений. Не просто лайки, а искренний интерес. Разбираем, какие сервисы работают в этом году. Честно. Без рекламы. Только для тех, кто ищет всерьёз.
Thanks for the useful post. More like this at kitchen construction company .
Thanks for the useful post. More like this at temecula assisted living .
Только лучшие материалы: https://dom-na-izluchine-novostroy.ru
This was highly useful. For more, visit assisted living .
Excellent breakdown of data quality’s impact on AI outcomes. Pairing this with deployment optimization via enterprise search engine optimization company can unlock huge performance wins.
Thanks for the valuable insights. More at http://www.google.com/url?q=https%3A%2F%2Fwww.renewmeplasticsurgery.com%2Fwhat-does-your-bmi-have-to-be-to-get-a-bbl%2F .
Great insights! Discover more at abogado fiscal Vigo .
Hilfreich, besonders die Hinweise zu Fristen und Protokollen. Wohnungsreinigung für Mieter Zürich hat uns dabei unterstützt.
Great job! Discover more at Transporte de mochilas Arzúa .
Has anyone tried eco-friendly paver stones? I’m interested in sustainable options for my landscaping project. Would love to hear your thoughts and also check out residential patio paving for options!
This is quite enlightening. Check out web design services for more.
Its such as you learn my thoughts! You appear to understand
a lot about this, such as you wrote the guide in it or something.
I think that you could do with some % to power the message home a little bit, but other
than that, that is great blog. An excellent read.
I will definitely be back.
This was highly educational. For more, visit dónde dormir en Palas de Rei .
I liked this article. For additional info, visit pet friendly casas rurales Segovia .
We had a split delivery between storage and our new place; affordable local movers Lexington labeled by destination and it saved so much time.
Tip for car shipping alongside household goods: coordinate pickup windows early. I’m bundling services through Local movers Huntsville to keep it simple.
Appreciate the thorough information. For more, visit abogado laboral Vigo .
Praktische Tipps! Ich würde noch hinzufügen: rechtzeitig Termin bei Endreinigung bei Auszug Zürich sichern.
Thanks for the useful post. More like this at Taxi Camino de Santiago Arzúa .
GO88 là nền tảng trực tuyến cung cấp các nội dung và tiện ích số dành cho người dùng internet. Website được xây dựng với hệ thống vận hành ổn định, tối ưu tốc độ tải trang và khả năng truy cập linh hoạt Go88
This was a wonderful post. Check out bathroom remodeling for more.
GO99 là website hoạt động trên nền tảng trực tuyến, cung cấp nhiều nội dung và tiện ích số cho người dùng internet. Hệ thống được tối ưu nhằm đảm bảo tốc độ truy cập nhanh và khả năng vận hành ổn định Go99
Has anyone tried eco-friendly paver stones? I’m interested in sustainable options for my landscaping project. Would love to hear your thoughts and also check out interlocking paving patterns for options!
The timeline for booking 6–8 weeks out is realistic. I locked in my Cincinnati long-distance move with local apartment movers Cincinnati early and saved.
68WIN là nền tảng trực tuyến cung cấp các nội dung và tiện ích số dành cho người dùng internet. Website được xây dựng với hệ thống tối ưu hiệu suất, đảm bảo tốc độ truy cập nhanh và vận hành ổn định 68WIN
Excitedly counting down days until able again gather close friends alongside families engaging within playful surroundings reminiscent childhood innocence lived forever! large 40×20 tent rental
Danke für die wertvollen Hinweise zur Schlüsselübergabe. Die Reinigung organisierte Wohnungsreinigung für Mieter Zürich .
For anyone worried about furniture protection, perfect for small moves uses top-quality padding and storage solutions.
Flexible Scheduling: They offered flexible scheduling options that fit perfectly into my busy life, making it easy to set up an appointment at my convenience. holiday light installers Tampa Bay
FC88.AE.ORG cam kết mang đến cho người chơi những trải nghiệm cá cược đỉnh cao với dịch vụ hàng đầu fc88.ae.org
Nhà cái VUA88 ngay từ khi ra mắt đã nhận được nhiều đánh giá tích cực trên thị trường cá cược trực tuyến. Với sân chơi chất lượng hợp pháp, hệ thống mang đến cho người chơi một thế giới giải trí đa dạng và vô cùng phong phú vua88.jpn.com
Very informative article. For similar content, visit angels haven care residential assisted living .
Our move from Hamburg to Masterson Station was under budget thanks to the crew at best office moving companies Lexington working fast but careful.
KKWIN là website cung cấp các thông tin và dịch vụ trực tuyến liên quan đến lĩnh vực của mình, hướng đến trải nghiệm tiện lợi cho người dùng. Nền tảng được xây dựng với hệ thống ổn định, tốc độ tải trang nhanh và khả năng truy cập linh hoạt KKWIN
The moving day safety tips are important. movers santa cruz ca brought proper equipment and gloves.
This was a fantastic resource. Check out reservar casa rural Segovia for more.
Appreciate the reminder about refrigerant leaks—user-friendly to overlook except the electricity invoice spikes. In Phenix City’s summer season warmness, catching small concerns early saves a whole lot of pressure find more info
Super Beitrag für alle, die nach Zürich ziehen. Für die Umzugsreinigung ist Abschlussreinigung in Zürich empfehlenswert.
After seeing how stunning paver stones look in my neighbor’s yard, I’m convinced I need to redo mine! For inspiration and guidance, you should definitely see what’s available at landscaping and paving services .
Improve your posture and alleviate strain with expert care from Wall Family Chiropractic Center in Tacoma. Parkland Injury Chiropractor
Great insights on guard login practices! For someone seeking to streamline their Play365 access, make certain you’re driving the reliable “play365 iniciar sesión” page and permitting two-issue authentication to secure your account see it here
Solid technical SEO checklist here. Fixing crawl depth and orphan pages moved the needle for us. Submitting updated sitemaps after major changes to best SEO company helped Google recrawl faster.
Nützliche Infos zur Wohnungsübergabe. Falls jemand Profis braucht: Wohnungsendreinigung Preise Zürich hat uns sehr geholfen.
Excellent advice about packing electronics. I used custom crating arranged by long distance moving company Cincinnati and everything arrived safely.
Such an engaging discussion centered around harmonizing traditional values alongside modern sensibilities embraced wholeheartedly nowadays within everyday lives too—embrace progress while respecting heritage by diving deeper into selections showcased Bathroom Renovation Contractors Vancouver
Appreciate the thorough insights. For more, visit nursing homes .
Great job! Discover more at Angels haven care assisted living .
Water hammer noises—has plumber southampton resolved this for anyone in Southampton?
888P là nền tảng trực tuyến cung cấp các nội dung và tiện ích số phục vụ người dùng internet. Website được xây dựng với hệ thống vận hành ổn định, tối ưu tốc độ truy cập và khả năng hiển thị trên nhiều thiết bị 888P
Hi friends, its wonderful piece of writing regarding tutoringand fully defined,
keep it up all the time.
My website guaranteed cashback Australia
SIU88 là website hoạt động trên nền tảng trực tuyến, cung cấp các nội dung và tiện ích số cho người dùng internet. Nền tảng được tối ưu về hiệu suất nhằm đảm bảo tốc độ truy cập nhanh và hệ thống vận hành ổn định SIU88
I love how easy it is to maintain paver stone surfaces compared to other materials! They really are a smart investment. For more information on upkeep and installation, check out outdoor living hardscaping .
Gute Checkliste, besonders für Zürich-Bewohner. Wir haben unsere Reinigung über Endreinigung mit Abnahmegarantie für Umzug gebucht.
Landlords: is plumber southampton good at scheduling with tenants in Southampton?
The note about securing drawers saved time. The crew from long distance moving services moved it safely.
Hi there this is kind of of off topic but I was wanting to know if blogs use WYSIWYG editors
or if you have to manually code with HTML. I’m starting a blog
soon but have no coding expertise so I wanted to get advice from someone with experience.
Any help would be greatly appreciated!
My web site: situs slot gacor member baru pasti wd
บริการหลังทำดีมาก นัดติดตามผลฟรี ดูนโยบายที่ GLOW BOOSTER IV
Did Local movers Somerset provide a single point of contact during your long distance move from Somerset?
Sehr nützlich, vor allem die Hinweise zur Entrümpelung. Unsere Dienstleister kamen von Endreinigung Garantie-Service .
I prefer carriers that allow real-time GPS links; filtered for that on Buffalo car moving companies .
For apartment moves with strict time windows, top Cincinnati movers hit the elevator slot exactly—huge win with a Cincinnati moving company.
I’ve been wanting to add a fire pit area with paver stones in my backyard. Has anyone done this? I’d love to hear your experiences! Also, check out outdoor living stone paving for more design ideas.
Ai biết chương trình VIP ở https://789club8.fun/ chi tiết sao không?
Please let me know if you’re looking for a author for your site.
You have some really good posts and I believe I would be a
good asset. If you ever want to take some of the load off, I’d really like to write some articles for
your blog in exchange for a link back to mine. Please shoot me an email
if interested. Kudos!
Feel free to surf to my website natural glucose support supplement
คนผิวแพ้ง่ายแนะนำให้มาปรึกษา ที่อยู่ติดต่อ ดริปวิตามินผิว
Love how low renovation Colorbond fencing is! Thanks to Colorbond fencing for aiding me decide the exact form.
My name is Eliza (45 years old) and my hobbies are Cricket and Board sports.
Giao dịch quốc tế tại đăng ký 789club cũng thuận tiện, hỗ trợ nhiều loại tiền tệ.
What’s up every one, here every person is sharing such familiarity, thus it’s pleasant to
read this website, and I used to visit this weblog all the time.
Hello! This is kind of off topic but I need some advice
from an established blog. Is it tough to set up your own blog?
I’m not very techincal but I can figure things out pretty quick.
I’m thinking about making my own but I’m not sure where to begin. Do you have any tips or suggestions?
Thanks
My webpage; buy shrooms online
Hitclub đảm bảo an toàn thông tin cá nhân, chi tiết tại đăng nhập hitclub .
Big shoutout to trusted Lexington moving company for tackling our garage and basement without upselling—straightforward local pricing.
อยากทราบว่าใช้ไฟหน้ารถ LED จะมีผลต่อแบตเตอรี่ไหม? ร้าน ขาย หลอด ไฟ รถยนต์ ใกล้ ฉัน
Gute Tipps für hartnäckige Kalkflecken im Bad. Profis wie Wohnungsreinigung in Zürich kennen die Tricks.
As the admin of this site is working, no hesitation very
quickly it will be well-known, due to its feature contents.
Here is my web site :: 강남 가라오케
I’ve been learning extraordinary fencing thoughts, and Colorbond appears like the appropriate alternative! Thank you, Colorbond fence !
แบ่งปันประสบการณ์การใช้ไฟหน้าโปรเจคเตอร์ให้เพื่อนๆ ฟังกันเถอะ ร้านซ่อมไฟหน้ารถยนต์ ใกล้ฉัน
Mẹo đặt cược và hướng dẫn rõ ràng trên iwinclub giúp mình nhiều.
Cược thể thao và eSports đều có kèo hấp dẫn trên ##anyKeyword__. f8bet
I’ve been wanting to add a fire pit area with paver stones in my backyard. Has anyone done this? I’d love to hear your experiences! Also, check out outdoor living area paving for more design ideas.
78win có đội ngũ hỗ trợ tận tâm, giải quyết vấn đề nhanh, thông tin 78win
Hỗ trợ 24/7 và xử lý nhanh mọi vấn đề tại đăng ký iwin .
Thanks for the great information. More at santa cruz moving services .
I admire that shade bond steel fences don’t warp or crack like wood ones do—first rate durability typical! ##anyKeyword ## Colorbond fencing contractor
My brother suggested I would possibly like this website.
He was once totally right. This post actually made my day.
You can not consider just how a lot time I had spent for this information! Thank you!
Here is my web-site: learn more here
Präzise und nützlich – besonders für Vermieter. Unsere Umzugsreinigung organisierte Reinigungsfirma Zürich .
Check platform – I stumbled upon this and it looks pretty appealing.
Chính sách bảo mật và điều khoản minh bạch trên iwin club rất chuyên nghiệp.
I’m truly enjoying the design and layout of your
site. It’s a very easy on the eyes which makes it much more pleasant for
me to come here and visit more often. Did you hire out a designer to create your
theme? Exceptional work!
Have a look at my web page – 강남 가라오케
Лучшее прямо здесь: https://fasad-nice.ru
Great job! Find more at Excavating contractos .
Qué alivio ver hacia dónde va el sector. En mi salón todavía perdemos muchísimo tiempo contestando llamadas para agendar turnos y los no-shows nos matan la productividad semanal mejor app agenda barberia 2026
My homestead feels most more cozy with a Colorbond Steel Fence round it! Colorbond Steel fencing installer
Thank you for sharing your thoughts. I really appreciate your efforts and I will be waiting for your further write
ups thanks once again.
So nice seeing examples showcasing how much impact colors could have throughout areas like restrooms even transforming their overall appeal entirely—it’s truly magical discovering various palettes offered via ###Anykeyword### Bathroom Renovation Specialists Vancouver BC
I enjoyed this read. For more, visit nursing homes cathedral city .
Superb blog! Do you have any tips and hints for aspiring writers?
I’m planning to start my own blog soon but I’m a little lost
on everything. Would you recommend starting with a free platform like WordPress or go for a paid option? There are so many options out there that I’m totally overwhelmed ..
Any ideas? Kudos!
Here is my homepage https://www.shroomsdirect.co
Danke für die Checkliste! Wir haben damit und mit Hilfe von Endreinigung Garantie-Service viel Zeit gespart.
Paver stones really elevate outdoor spaces! They provide both functionality and aesthetic appeal. If you need help choosing the right style, visit brick paver resurfacing for expert advice.
I completely agree that focusing on structured data is the biggest lever we have for AEO right now. It’s wild to think that 52% of search traffic is now being captured by these features, so we really have to get our schema game tight website
Hi there to every body, it’s my first go to see of this webpage; this website carries amazing
and truly good data in support of readers.
Here is my web-site discover more
Anyone attempted mixing one-of-a-kind varieties of fences along their estate line? Considering including a few form with my new Colorbond installing—get artistic insights from # # any Keyword # #! Colorbond fence business
I switched to a new Altrincham dentist after interpreting exact sufferer experiences on Dentist Altrincham Dental Aesthetica Altrincham .
The variety of colors and styles available is simply amazing; perfect for any occasion!! ### anyKeyWord ## 30×60 event tent rental
Mình mới tìm thấy iwin nhà cái uy tín cá cược online, chơi ổn và rút tiền nhanh, thử qua tại iwin nhé.
Gute Tipps zur Reinigung alter Böden. Spezialisierte Teams wie Wohnungsreinigung Zürich Preise kennen sich aus.
CO88 là website hoạt động trên nền tảng trực tuyến, cung cấp các nội dung và tiện ích số dành cho người dùng internet. Nền tảng được xây dựng với hệ thống ổn định, tối ưu tốc độ truy cập và khả năng vận hành liên tục CO88
Exceptional service from the crew at roof wash Tampa Bay Pressure Washing #; highly recommend them for roof cleaning.
Hi, after reading this amazing post i am also delighted to share my
familiarity here with friends.
My web blog :: 강남 가라오케
A Colorbond fence not handiest seems best yet also adds value to your home! Learn extra merits at Colorbond fencing installer .
all the time i used to read smaller articles or reviews which as well clear their motive, and that is also happening with this paragraph which I am reading here.
My web-site: 강남 가라오케
Struggled to in finding weekend dental appointments in Altrincham unless I checked Dentists Altrincham for chances.
This was very enlightening. For more, visit L Salon mens haircuts .
Paver stones are such a durable and stylish option for driveways! I love how they can withstand the elements. For more inspiration on paver stone designs, visit hardscape and paving contractor .
Finally stopped bleeding gums after seeing this Dentist Liverpool—quite endorse. Cosmetic dentist Liverpool
Very good information. Lucky me I ran across your blog by accident (stumbleupon).
I’ve saved as a favorite for later!
We called them before winter and they exceeded expectations. Fast service, friendly crew, and they left everything spotless. Will definitely hire again. affordable chimney cleaning near me
Professional, efficient, and trustworthy. They took the time to answer all my questions and made sure my fireplace was safe for the season. Fantastic company! certified chimney inspection for home safety
Great experience from start to finish. Scheduling was easy, the technician was knowledgeable, and the service was thorough. Highly recommend Chimney Sweep Champs! professional chimney services
I totally agree that the focus on AEO is shifting how we approach SEO. When it comes to winning those featured snippets, prioritizing structured data is non-negotiable Go to the website
Die Hinweise zum Fensterputzen sind super. Unsere Fensterreinigung hat Wohnungsübergabe Reinigung Zürich gemacht.
Watch them getting fucked really hard on their desk, and observe them get naked and give their heads to their
boss! Incredible extreme sex activity straight from the office, with incredible
high-quality content and incredible hardcore sex action! Join Horny Office Babes right away to get access to periods of unheard diehard
video shows! Office Porn https://code.sammer.vip/rachelolmstead
Chimney Sweep Champs did an amazing job on our fireplace! They were on time, professional, and explained everything clearly. Our chimney has never been cleaner. chimney sweep near me
Расширенный обзор: https://remontparketspb.su
Qué buen artículo, la verdad es que para 2026 ya no imagino mi salón sin digitalización. Yo empecé usando solo WhatsApp pero terminaba perdiendo muchísimo tiempo contestando mensajes a todas horas https://www.scribd.com/document/1015754396/Quiero-que-mis-clientes-reserven-24-7-que-necesito-en-la-web-217063
Como recepcionista, el mayor alivio de estos sistemas es reducir por fin esas llamadas constantes que interrumpen el trabajo en la silla. Los no-shows siguen siendo nuestro mayor dolor de cabeza al final del mes ¡Haga clic aquí!
I love how trouble-free it’s to repair a wooden paling fence if any boards get broken through the years. Colorbond fencing installer
La verdad es que el panorama para 2026 viene fuerte. Llevo meses probando Fresha y, aunque la comisión del 2.19% por pago procesado es aceptable, a veces siento que el sistema se complica demasiado con tanta automatización app para peluquería disponible 24 horas
This is such a frustrating issue for anyone just trying to move forward. I’ve heard so many horror stories about people paying those shady third-party sites, only to have their information pop back up weeks later protect privacy from mugshot sites
มีข้อมูลเกี่ยวกับไฟหน้าโปรเจคเตอร์ล่าสุดรอคุณอยู่ที่นี่ครับ ร้านซ่อมไฟหน้ารถยนต์ ใกล้ฉัน
Nervous affected person here—sedation innovations in Altrincham had been mild to find on Dentist Altrincham .
Can someone recommend a Dentist Liverpool that’s pleasant with adolescents? My little one is tense. Teeth whitening Liverpool
Thanks for sharing these common plumbing problems! It’s amazing how little things can lead to major headaches. For more detailed advice, visit plumber hawthorn .
Thanks for the clear advice. More at office movers .
Your put up helped clarify my feelings on fencing chances! Now, wherein can I in finding an informed Colorbond fencing ?
I recently transformed my backyard with beautiful paver stone pathways, and it completely changed the look of my garden! If you’re considering an upgrade, check out landscaping maintenance services for some great ideas!
I’m curious to find out what blog platform you are using?
I’m experiencing some minor security problems with my latest blog and
I would like to find something more risk-free.
Do you have any recommendations?
My website – psilocybin store online
Thanks for the thorough analysis. More info at Pure Plumbing Company .
Tolle Übersicht! Für eine gründliche Endreinigung in Zürich war bei uns Zürich Endreinigung Service zuverlässig.
Spot on. I’ve found that focusing on structured data is the real game-changer for winning those featured snippets. It’s wild to think that 52% of search queries are now shifting toward these direct answer formats Helpful site
Como dueño de salón, coincido totalmente con el artículo. En 2026, la gestión digital es obligatoria si no quieres volverte loco. Yo antes dependía solo de WhatsApp, pero era un caos constante con los olvidos de los clientes https://city-wiki.win/index.php/C%C3%B3mo_gestionar_a_los_clientes_que_siempre_llegan_tarde_sin_morir_en_el_intento:_Estrategias_digitales_para_tu_sal%C3%B3n
Llevo años luchando con los clientes que no aparecen a su cita y perder ese tiempo me mata el día. Implementar esto sería un alivio enorme para dejar de estar pendiente del teléfono constantemente app reservas estetica
Читать расширенную версию: https://domstav.ru
La verdad es que integrar la tecnología es clave, pero a veces nos complican demasiado la vida. He estado probando Fresha y, aunque la comisión del 2.19% está muy bien para controlar gastos, todavía me da miedo depender tanto de una app para todo https://wiki-aero.win/index.php/C%C3%B3mo_elegir_un_sistema_de_reservas_si_tengo_3_estilistas_y_una_recepcionista
Anyone tried Invisalign in Altrincham? I observed a few promising providers listed on Dentist Altrincham .
Great job! Discover more at santa cruz moving companies .
Co88 nằm trong Top nhà cái uy tín số 1 tại Việt Nam luôn được đánh giá dựa trên độ an toàn, minh bạch và chất lượng dịch vụ dành cho người chơi CO88
Với link trang chủ 3BET chính thức, người chơi dễ dàng truy cập hệ thống giải trí trực tuyến uy tín, không lo vào nhầm website giả mạo 3BET COM
VK88 là điểm đến cá cược trực tuyến được đông đảo người chơi săn đón, trực thuộc hệ thống vận hành chuyên nghiệp từ liên minh KJC VK88 COM
BOM88 là nhà cái xanh chín, từ lâu đã trở thành thương hiệu quen thuộc với cộng đồng đam mê giải trí và cá cược trực tuyến. Nền tảng này không chỉ phổ biến tại Việt Nam mà còn xây dựng được vị thế vững chắc ở nhiều quốc gia trong khu vực châu Á bom88.gold
VU88 nằm trong Top nhà cái uy tín số 1 tại Việt Nam luôn được đánh giá dựa trên độ an toàn, minh bạch và chất lượng dịch vụ dành cho người chơi VU88
VA88 được phát triển như một nền tảng tổng hợp các hình thức giải trí trực tuyến, nơi người dùng có thể dễ dàng tiếp cận nhiều lựa chọn khác nhau trong cùng một hệ thống va88.llc
This is such an important topic. I’ve always wondered about the difference between official expungement and those third-party sites that just scrape data for profit. It’s scary how those mugshots linger long after a case is dismissed expungement mugshot online
I had no concept approximately the renovation required for wooden paling fences till now—immense recommendation! Learn more at Colorbond fencing construction .
Root canal worry long gone—0 soreness at this Liverpool practice. Details: Ollie and Darsh Dentist
Very helpful read. For similar content, visit abogado mercantil Santiago .
Thanks for the comprehensive read. Find more at campanas extractoras silenciosas .
GEM88 chính thức tiếp tục khẳng định vị thế với hệ thống trò chơi đa dạng và tối ưu trải nghiệm người dùng GEM88
International SEO can be tricky. best SEO agency set up hreflang correctly and fixed our duplicate content issues.
Chimney Sweep Champs went above and beyond with our chimney inspection and cleaning. Their team was courteous and respectful of our home. Excellent service! residential chimney cleaning
This was beautifully organized. Discover more at Angels haven care nursing home .
Tolle Anleitung für die Endreinigung. Wer’s bequem will, bucht Umzugsreinigung Zürich .
Has anyone tried eco-friendly paver stones? I’m interested in sustainable options for my landscaping project. Would love to hear your thoughts and also check out commercial landscaping services for options!
Gia nhập SKY88 – Sân chơi cá cược thể thao và bóng đá chuẩn quốc tế 2026. Cập nhật link vào chính thức, nhận khuyến mãi khủng và trải nghiệm kèo cược uy tín ngay!
Sky88
Appreciate the thorough insights. For more, visit web designer sunnyvale .
Anyone tried airflow hygiene in Altrincham? I saw clinics proposing it on Dentist Altrincham .
Your step-with the aid of-step manual makes it seem an awful lot more straightforward to build a timber paling fence than I inspiration! Colorbond fencing business
This was a great help. Check out ventanas correderas y abatibles for more.
Great post! Anyone interested in bathroom renovations in Vancouver should definitely check out what’s available at Bathroom Remodeling Services Vancouver !
I found this very interesting. Check out frentes de cocina porcelánico for more.
Thanks for the insightful write-up. More like this at abogados Santiago de Compostela .
Heya! I understand this is kind of off-topic however I had to
ask. Does building a well-established website like yours require
a lot of work? I’m brand new to blogging but I do write
in my diary every day. I’d like to start a blog so I will be able to share my personal experience
and feelings online shopping cashback offers.
Please let me know if you have any suggestions or tips for brand new aspiring blog
owners. Thankyou!
I’ve been dealing with a few fake reviews on my Google Business Profile lately, and it’s honestly so frustrating when people won’t play fair. I looked into Removify a while back but wasn’t sure if the cost was worth it for a small shop like mine Click here for more
มาสำรวจความแตกต่างระหว่างชนิดของหลอดไข่กันเถอะ xenon
I honestly never realized how much location data I was giving away until I spent fifteen minutes scrubbing my Instagram privacy settings last night. It’s a bit tedious, but it feels good to finally tighten things up online presence for job seekers
The point about monthly checks across AI assistants really resonated with me. I’ve seen how quickly search results evolve, and waiting for an annual audit just doesn’t cut it anymore when brand perception is so fluid https://www.scribd.com/document/1015795748/How-Do-I-Keep-Internal-AI-Summaries-From-Leaking-Into-Public-Copy-125205
This is such an important reminder about domain health. I used to ignore the 0.1% complaint threshold until my deliverability started plummeting across the board https://www.mediafire.com/file/b33a2kr3ijsrvpo/pdf-9895-13022.pdf/file
¡Qué buen artículo! Como dueña de un salón, coincido totalmente con el avance tecnológico. En 2026 ya no imagino mi negocio sin una app integrada agenda compartida peluqueria
Anyone making an allowance for an “electric Panel upgrade Troy Ny”? Upgrading to a 200A provider solved our tripping troubles and ready us for future equipment provides. Permits, inspection, and utility coordination have been seamless Electrical repair Troy Ny
Totally agree that AEO is becoming a non-negotiable part of any serious SEO strategy. I’ve found that focusing on structured data for your FAQs is a quick win to help Google understand your content better for voice queries link building for LLM citations
Root canal fear long past—0 affliction at this Liverpool perform. Details: Ollie and Darsh Dentist
Gestionar el salón con tantas llamadas durante los cortes es agotador, especialmente por los clientes que no aparecen sin avisar. Me encanta que el software pueda automatizar los depósitos previos para evitar estos problemas https://finnhhix817.tearosediner.net/que-pasa-si-dos-clientes-reservan-el-mismo-hueco-el-caos-que-nadie-te-cuenta
La verdad es que integrar la tecnología es obligatorio, pero me agota ver cómo suben los precios. Estuve probando Fresha y, aunque la comisión del 2.19% es razonable comparada con otros, me preocupa cuánto más subirá para 2026 precio de programas para centros bienestar
Praktische Tipps! Ich würde noch hinzufügen: rechtzeitig Termin bei günstige Wohnungsreinigung mit Abnahmegarantie sichern.
It’s wild how easily these mugshots linger online long after a case is closed. I’ve seen so many people get scammed by shady „reputation management“ sites promising to wipe the data for a fee mugshot removal
For gum sickness medicine round Altrincham, I booked a periodontist by means of Dentist Altrincham .
This was a fantastic read. Check out abogado laboral Santiago for more.
Valuable information! Discover more at cocinas italianas Granada .
The versatility of paver stones is amazing! They can be used in so many ways, from walkways to retaining walls. For tips on installation and design, head over to brick paver driveway installation .
Chimney Sweep Champs went above and beyond with our chimney inspection and cleaning. Their team was courteous and respectful of our home. Excellent service! residential chimney cleaning
I totally agree that AEO is the next frontier. Most people obsess over keywords, but getting your FAQ schema dialed in is the real game-changer for capturing those featured snippets https://www.longisland.com/profile/ethanthompson95/
Totalmente de acuerdo con el artículo. Yo implementé un sistema de reservas online el año pasado y la diferencia con el caos de los mensajes por WhatsApp es abismal. Antes perdía muchísimo tiempo confirmando citas manualmente https://www.mixcloud.com/hunter-murphy84/
Chimney Sweep Champs did an amazing job on our fireplace! They were on time, professional, and explained everything clearly. Our chimney has never been cleaner. fireplace cleaning
This piece really highlights the messiness of unwanted associations in AI search results. As someone managing brands, I find that keeping track of how LLMs link my clients to outdated or irrelevant topics is becoming a full-time job Check out here
We called them before winter and they exceeded expectations. Fast service, friendly crew, and they left everything spotless. Will definitely hire again. chimney repair
Dealing with fake feedback is such a headache when you’re trying to run a small shop. I’ve been looking into getting some help, and I’ve seen Consumer Fusion pop up a few times lately https://qqpipi.com//index.php/What_Does_a_Fair_Ranking_Framework_for_Review_Removal_Companies_Look_Like%3F
I finally took the time to go through my Instagram privacy settings last night, and I was honestly surprised by how much data was being shared with third-party apps. It feels like a relief to have that tightened up now erase.com remove search results
For apprehensive sufferers, ask approximately sedation—this Liverpool dentist explained every little thing truely: Teeth whitening Liverpool
Gute Tipps für hartnäckige Kalkflecken im Bad. Profis wie Wohnungsputz Zürich kennen die Tricks.
This is such a crucial reminder for anyone managing email deliverability. I’ve been keeping a close eye on my Google Postmaster Tools dashboard lately, and it really helped me identify a few hidden issues with my sender reputation. Staying under that 0 https://wiki-burner.win/index.php/Why_Does_a_High_Bounce_Rate_Look_Spammy_to_Providers%3F
Como dueño de una peluquería, estoy cansado de perder tiempo atendiendo llamadas mientras intento atender a un cliente en el sillón. Los no-shows siguen siendo un gran dolor de cabeza que nos cuesta mucho dinero cada semana https://www.divephotoguide.com/user/samuelknight79/
Como dueña de un salón, sinceramente no sé si todas estas automatizaciones valdrán tanto la pena para 2026 software gestión de equipo para salones
It’s honestly alarming how these sites can haunt someone’s online reputation long after a case is dismissed. I’ve heard horror stories about people paying those „removal“ services only to find their information popped back up later legal ways to delete mugshots
Awesome article! Discover more at instalación de aluminio en viviendas .
This was highly useful. For more, visit abogado laboral Santiago .
If you want tooth whitening round Altrincham, examine fees and reports at Dental Aesthetica Dentist Altrincham .
If you’re considering building something special outdoors, don’t forget about everything offered by ## landscaping companies orange county ca
интерьер дизайн студии дизайнеры спб квартир
I love how this article emphasizes the importance of support in surrogacy. Discover more at riverside surrogate requirements .
Die Hinweise zum Fensterputzen sind super. Unsere Fensterreinigung hat Wohnungsputz in Zürich gemacht.
дизайн стен в интерьере квартиры дизайн проект квартиры новостройки
Have you thought about using recycled materials for creating eco-friendly garden fountains—what works well together?! Excited to learn more ideas like these from fellow enthusiasts!! Fountain And Ponds Repair Orange County
I’ve been dealing with a few unfair one-star reviews on my Google Business Profile lately, and it honestly feels like such an uphill battle to get them addressed report review policy violation
I love how easy it is to maintain paver stone surfaces compared to other materials! They really are a smart investment. For more information on upkeep and installation, check out interlocking paver repair .
I never realized how important it is to know when to call a plumber. Your post has definitely opened my eyes! For additional resources, head over to plumber .
It is wild how much the landscape has shifted by 2026. I am particularly concerned about the evidence layer in AI outputs outdated about page
The section on liability limits was very informative—I’ll definitely look into adjusting mine after reading this article! tow truck insurance california
I finally took the time to go through my Instagram privacy settings last night, and it’s honestly shocking how much data is being shared by default. I’ve restricted my activity status and tightened up my tag settings, which feels like a great first step https://telegra.ph/Are-Phone-Updates-Really-About-Security-or-Just-New-Features-03-22
This is such a solid breakdown of why domain health matters. I used to ignore my metrics until I hit a block with Google Postmaster Tools. It was a wake-up call to see how quickly my reputation dipped https://tysonrgbk069.iamarrows.com/mxtoolbox-dmarc-check-what-should-you-actually-look-for
I appreciated this post. Check out carpintero de aluminio cerca de mí for more.
Thanks for the clear breakdown. More info at instalación de cocinas Granada .
อยากรู้ว่าไฟหน้าโปรเจคเตอร์ดีกว่าไฟหน้าธรรมดายังไง มาที่นี่เลย เปลี่ยนไฟหน้ารถยนต์ ราคา
Have heard wonderful things regarding community support fostered among participants within groups led through @ any Keyword —is this common across all programs? Anxiety treatment newport beach
Thanks for the helpful advice. Discover more at abogado administrativo Santiago .
Every business owner needs good SEO advice—happy to have found ### anyKeyword###! SEO Expert Los Angeles CA
I switched to a brand new Altrincham dentist after reading unique patient reviews on Dentist Altrincham .
#LocalMarket insights shared by experts at ### are invaluable for any marketer in #Seattle! SEO Expert Seattle WA
Sehr nützlich für Zeitplanung vor dem Auszug. Tipp: frühzeitig mit Wohnungsreinigung Team Zürich Kontakt aufnehmen.
Great experience from start to finish. Scheduling was easy, the technician was knowledgeable, and the service was thorough. Highly recommend Chimney Sweep Champs! creosote removal
Discovering new methods allows us opportunities previously unseen—it’s worth exploring everything shared here through ### any KeyWord#$%! stem cell therapy orange county
Thanks for the useful post. More like this at southwest long distance movers .
This is such a tricky situation, especially when you’re dealing with a site owner who refuses to budge remove search result snippet
We called them before winter and they exceeded expectations. Fast service, friendly crew, and they left everything spotless. Will definitely hire again. certified chimney inspection for home safety
Thanks for the useful post. More like this at Lake Elsinore residential assisted living .
This was a fantastic read. Check out presupuesto carpintería aluminio Culleredo for more.
Thanks for the helpful advice. Discover more at puertas lacadas cocina .
It’s fascinating how our bodies can heal themselves with the help of regenerative medicine and experts like regenerative medicine doctor for aging .
This was a great help. Check out despacho de abogados en Santiago for more.
BBQ islands really take outdoor cooking to the next level. I found some amazing designs at backyard hardscape contractor orange county .
Great experience from start to finish. Scheduling was easy, the technician was knowledgeable, and the service was thorough. Highly recommend Chimney Sweep Champs! chimney inspection
Chimney Sweep Champs went above and beyond with our chimney inspection and cleaning. Their team was courteous and respectful of our home. Excellent service! fireplace cleaning
I’m thinking about adding a fountain to my backyard. Are there specific styles that work well in Orange County’s climate? Pond Designers Irvine CA
Wonderful tips! Discover more at assisted living rancho mirage .
Appreciate the detailed insights. For more, visit movers santa cruz .
Love how this article focuses on local craftsmanship—supporting businesses here in Southfield MI is vital! For resources, visit Siding installation Southfield MI .
Digital scanning and 3-D imaging dentists in Altrincham are highlighted on Dentist Altrincham Dental Aesthetica Altrincham .
Your breakdown of costs associated with roofing is very helpful! Planning to get estimates from Roof Repair Oswego .
I think it’s essential that new drivers also understand these aspects before hitting the road so thank youuuu!!! ###naKey### cheap box truck insurance
Your insights on city parking permits helped. Fremont long distance movers guided me through it.
I love how easy it is to maintain paver stone surfaces compared to other materials! They really are a smart investment. For more information on upkeep and installation, check out patio paving .
Learning more about cognitive behavioral therapy options through # any Keyword # has been eye-opening and helpful! Psychologist newport beach
I liked this article. For additional info, visit hair extensions san mateo .
Gute Tipps zur Reinigung alter Böden. Spezialisierte Teams wie Endreinigung mit Abnahmegarantie Zürich kennen sich aus.
The competition is fierce in LA, but with the help of experts like SEO Expert Los Angeles CA , you can stand out online.
Thanks for the great explanation. More info at persianas y mallorquinas aluminio .
Thanks for the detailed post. Find more at primera consulta abogados Santiago .
Thanks for masking traditional mold warning signs and symptoms. People basically overlook to match crawlspaces and HVAC areas wherein spores can unfold. A certified inspector can scan and doc the whole thing for landlords or insurance plan browse around here
Anyone close to Hale or Bowdon wanting a dentist? Check the nearby listings on Dentist Altrincham Dental Aesthetica Altrincham .
Useful advice! For more, visit opiniones despacho abogados Santiago .
Appreciate the thorough information. For more, visit opiniones tiendas cocinas Granada .
Howdy! Would you mind if I share your blog with my
facebook group? There’s a lot of people that I think would really enjoy your content.
Please let me know. Cheers
Sehr hilfreich, besonders die Timing-Empfehlungen. Wir haben uns für Endreinigung Preise Zürich entschieden.
We called them before winter and they exceeded expectations. Fast service, friendly crew, and they left everything spotless. Will definitely hire again. chimney inspection
Chimney Sweep Champs did an amazing job on our fireplace! They were on time, professional, and explained everything clearly. Our chimney has never been cleaner. professional chimney services
дизайн интерьера для квартиры дизайнерское бюро санкт петербург
Professional, efficient, and trustworthy. They took the time to answer all my questions and made sure my fireplace was safe for the season. Fantastic company! best chimney sweep services in Sacramento CA
We called them before winter and they exceeded expectations. Fast service, friendly crew, and they left everything spotless. Will definitely hire again. chimney repair
Carpenter bee stains under soffits? Targeted control plans at carpenter bees control .
Paver stones are such a durable and stylish option for driveways! I love how they can withstand the elements. For more inspiration on paver stone designs, visit interlocking paving cost .
If you’re planning a charity event, consider working with Print FX for cohesive branding across all your materials—it really elevates the experience! Car Wrap Maryville
The kids enjoyed hours of fun in the bounce house we got from party table and chair rental in Tampa!
I enjoyed this post. For additional info, visit carpintero de aluminio cerca de mí .
Great tips! For more, visit colegio de abogados de Santiago de Compostela .
My patio looks brand new thanks to the incredible work by # # anyKeywords##! landscape lighting Tampa FL
This was a fantastic read. Check out plumber near me for more.
Thanks for the clear breakdown. Find more at showroom de cocinas Granada .
Die Hinweise zum Fensterputzen sind super. Unsere Fensterreinigung hat Wohnungsübergabe Reinigung Zürich gemacht.
Our family gatherings just got elevated because of our stunning new barbecue setup designed by >> landscaping companies orange county ca
Can you recommend some local artisans or stores that sell unique, handcrafted fountains here in Orange County? Garden Fountains Irvine CA
Window tint with ceramic film noticeably reduces heat. I upgraded through ceramic coating and it’s worth it.
It’s difficult to locate outstanding service currently, but locksmith Orlando Florida handed my expectancies right through a lockout emergency!
This was highly helpful. For more, visit mamparas de baño de aluminio .
Just visited the website of Psychologist newport beach , and their approach seems innovative and compassionate towards treating depression.
I appreciated this article. For more, visit honorarios abogado Santiago .
I liked this article. For additional info, visit diseño de cocinas a medida .
This is exactly what I’ve been looking for while searching for reliable roofers; thank you, commercial roofing in illinois
For fragile flowers, ask movers approximately weather issues. Found professional professionals at mover near me .
The versatility of paver stones is amazing! They can be used in so many ways, from walkways to retaining walls. For tips on installation and design, head over to garden landscaping services .
Die Hinweise zum Fensterputzen sind super. Unsere Fensterreinigung hat Endreinigung mit Abnahmegarantie gemacht.
Don’t put out of your mind valuation coverage—reliable movers listed on 831 local movers santa cruz explain ideas genuinely.
We have kids who love taking long baths—the endless hot water is a lifesaver! Got installation tips from both water heater and the professionals at Tennessee Standard Plumbing and Drain.
Professional, efficient, and trustworthy. They took the time to answer all my questions and made sure my fireplace was safe for the season. Fantastic company! fireplace cleaning
You can’t underestimate the power of SEO. SEO Agency Los Angeles CA is definitely a go-to for businesses in Los Angeles.
Great experience from start to finish. Scheduling was easy, the technician was knowledgeable, and the service was thorough. Highly recommend Chimney Sweep Champs! chimney inspection New Haven CT
Spiders keep returning? Consider exterior perimeter treatments from spider control .
Our restaurant needs reliable cooling—this guide helped us compare options. Reaching out to heating service for a consultation.
Professional, efficient, and trustworthy. They took the time to answer all my questions and made sure my fireplace was safe for the season. Fantastic company! chimney cap installation
ใครพาเพื่อนต่างชาติมาชิม น่าจะชอบ ผู้กำกับสับไก่ข้าวมันไก่ธนาพล ดูแผนที่ที่ ข้าวมันไก่ใกล้ฉัน
I am regular visitor, how are you everybody? This
post posted at this web page is in fact fastidious.
Sehr praktisch, besonders der Teil zur Übergabeprotokollierung. Unsere Reinigung kam von Endreinigung Kosten Zürich .
Ceramic coating maintenance is simple when done right. Two-bucket wash and a topper spray from the team at ppf kept my gloss alive.
Courteous technicians and instant service — locksmith Orlando Florida is the foremost locksmith in Orlando.
ไฟหน้าโปรเจคเตอร์ช่วยให้การขับขี่ในเวลากลางคืนปลอดภัยขึ้นมากเลยครับ ไฟรถ
The tip about knowing where your main shutoff valve is located can save so much stress! Tennessee Standard Plumbing and Drain showed me mine; I also saw this mentioned on drain repair .
If you desire minimal downtime, hire expert movers who specialise in commercial enterprise strikes. Try southwest long distance moving company .
I’ve been wanting to add a fire pit area with paver stones in my backyard. Has anyone done this? I’d love to hear your experiences! Also, check out patio paving cost for more design ideas.
I not too long ago came across Ikerd Law Firm and became impressed with their talents in own injury cases. For all of us in search of nontoxic legal help, determine out Criminal Defense Lawyer .
Hilfreiche Hinweise zum Auszugstermin. Für die finale Reinigung war Umzugsreinigung Team Zürich top.
รีวิวจากสายกินจริงจัง ข้าวมันไก่ผู้กำกับสับไก่ข้าวมันไก่ธนาพล อร่อยครบ ดูต่อที่ ร้าน ข้าวมันไก่ ใกล้ฉัน
Great experience from start to finish. Scheduling was easy, the technician was knowledgeable, and the service was thorough. Highly recommend Chimney Sweep Champs! chimney inspection near me
Great task through the group at locksmith Orlando Florida #! They had been reputable and really powerfuble all the way through my lockout hindrance.
ยินดีที่จะได้รับความคิดเห็นจากทุกคนเกี่ยวกับประสบการณ์ที่ผ่านมา ### ร้านเปลี่ยนไฟรถยนต์ ใกล้ฉัน
Great experience from start to finish. Scheduling was easy, the technician was knowledgeable, and the service was thorough. Highly recommend Chimney Sweep Champs! same-day chimney cleaning appointment
Wolf spiders indoors often indicate other insects present. Reduce prey with pest control .
Hello there! Do you know if they make any plugins to assist with SEO?
I’m trying to get my blog to rank for some targeted keywords but I’m not seeing very good gains.
If you know of any please share. Cheers!
I love how you’ve highlighted the importance of warranties in roofing! Essential info for us in Southfield; will check out Metal roof installation Southfield MI !
For anyone in OC looking for quality work on their outdoor kitchen, you have to check ## interlocking pavers installer orange county
The serene environment of Newport Beach combined with the expertise of Depression Treatment newport beach is perfect for healing.
We enrolled in a maintenance plan with HVAC replacement —priority AC and heating service makes scheduling easy.
The links between treated water quality and appliance longevity shouldn’t be overlooked; glad you emphasized this point! It’s something stressed repeatedly on commercial plumber maryville by the folks at Tennessee Standard Plumbing and Drain.
Wheel coating paired with weekly maintenance keeps the shine. Easy to book recurring care at rv detailing .
มื้อเช้าก็ดี มื้อดึกก็รอด ผู้กำกับสับไก่ข้าวมันไก่ธนาพล เวลาเปิดปิดที่ ผู้กำกับสับไก่ข้าวมันไก่ธนาพล
If you’re selling your car, a quick paint correction ups resale value. Strategy from auto detailing worked for me.
Gute Tipps für hartnäckige Kalkflecken im Bad. Profis wie professionelle Umzugsreinigung in Zürich kennen die Tricks.
I found your tips on avoiding common pitfalls when choosing an insurer very beneficial—thank you! cheap cargo insurance california
Just learned about the different types of paver stones and their benefits! It’s fascinating how each type can change the feel of your space. For more insights, take a look at hardscape contractor services .
”Do feel encouraged by progress being made overall regarding holistic approaches taken lately? Inspired watching organizations prioritize these values including those represented under banners marked clearly out front reading ‘textbf#allaboutregeneration Regenerative Medicine Doctor
This article is very comprehensive and gives great insight into the world of surrogacy! riverside become a surrogate
Helpful article — locksmith Orlando Florida taken care of my excessive-safeguard lock upgrade in Orlando professionally.
Your point of view caught my eye and was very interesting. Thanks. I have a question for you.
Mobile detailing convenience can’t be beat. Got a full interior steam clean right in my driveway thanks to rv detailing .
This clarifies keyword mapping well. We got a map and gap analysis from Search Engine Optimization Services in Thousand Oaks via optimization agency .
The Ikerd Law Practice is a full-service criminal defense and personal injury law office representing those wrongfully charged and injured throughout South Louisiana and Texas Criminal Defense Attorney
Our Highlands bath remodel finished early—chose a GC I discovered on general contractor denver .
Danke für die wertvollen Hinweise zur Schlüsselübergabe. Die Reinigung organisierte professionelle Umzugsreinigung mit Abnahmegarantie .
Excellent swift locksmith organisation in Orlando; locksmith Orlando Florida made a nerve-racking situation elementary.
Great tips on maintaining plumbing systems! I always find that regular checks can prevent bigger issues down the line. Check out more insights at Melbourne commercial plumber .
Could not have been happier with the solution we got from Tennessee Standard Plumbing plumbers near me
Allergic to wasp stings? Don’t risk DIY. Schedule removal with pest control .
Air conditioning replacement improved indoor air quality too. AC maintenance suggested better filtration and it shows.
Thanks for the informative post. More at apartamentos con piscina .
This was highly useful. For more, visit nutrióloga para hipertensión .
We called them before winter and they exceeded expectations. Fast service, friendly crew, and they left everything spotless. Will definitely hire again. emergency chimney service
Residential coating on my garage epoxy floor boosted gloss. Booked through auto detailing after reading reviews.
The versatility of paver stones is amazing! They can be used in so many ways, from walkways to retaining walls. For tips on installation and design, head over to outdoor living paving design .
That deep wet look after correction and coating is addictive. Product picks from window tinting nailed it.
Danke für die Hinweise zur Abnahme durch den Vermieter. Empfehlung: Endreinigung für Auszug Zürich für die Umzugsreinigung.
Writing down thoughts after researching has helped me understand these concepts better—I’m glad resources exist like ### any Keyword##! regenerative medicine orange county
Changing the combination of my safe was easy thanks to the team at locksmith Orlando Florida —very professional!
Nice message, thanks for sharing! You toenailed the fundamentals– Digital Marketing Agency in Quincy MA expands on a few of these points.
Your guide on decontamination was helpful. Iron remover plus clay is the perfect start before coating. I used auto detailing to find a local pro.
Thanks for the comprehensive read. Find more at nutriólogo Saltillo .
I’ve always struggled with DIY plumbing fixes, so I was thrilled when I found Tennessee Standard Plumbing and Drain on drain cleaning —they handled everything professionally.
I appreciated this post. Check out southwest long distance movers for more.
Spot on about data quality being everything. white hat search engine optimization agency created a data readiness playbook that improved our model stability.
The prison workforce at Ikerd Law Firm truthfully places purchasers first—discover their strategy at personal injury lawyer .
Nice message, thanks for sharing! Super helpful malfunction– comparable themes are gone over at Web Design Quincy .
If you want sustainable materials, check Denver GCs on general contractors denver with green building experience.
For speedy lock alterations or rekeys in Orlando, locksmith Orlando Florida can provide pleasant quick provider.
Tolle Übersicht! Für eine gründliche Endreinigung in Zürich war bei uns Abschlussreinigung in Zürich zuverlässig.
ข้าวหอมมัน ไก่นุ่ม น้ำซุปหวานกลมกล่อม ของผู้กำกับสับไก่ข้าวมันไก่ธนาพล แนะนำดูต่อที่ ข้าวมันไก่สิงคโปร์
Just learned about the different types of paver stones and their benefits! It’s fascinating how each type can change the feel of your space. For more insights, take a look at residential patio paving .
Appreciate the helpful advice. For more, visit evaluación nutricional .
Very useful post. For similar content, visit dónde dormir en Arzúa .
AC maintenance reduced our energy bills noticeably. Thanks for the checklist— HVAC replacement covered every item.
Paper wasps under deck rails? Professional removal is safer—contact rodent control .
Love seeing blogs dedicated towards educating people rather than just pushing products onto them, keep up amazing work!!!! ###naKey### cheap cargo insurance california
Ceramic coating isn’t a miracle—washing technique still matters. The maintenance guide at residential coating is spot on.
Thanks for breaking down regular insurance plan gaps—trade interruption and cyber danger are normally overpassed here in Austin’s tech-ahead scene like this
I fixed minor marring with a finishing polish after a bad wash. Steps from auto detailing saved the day.
Professional, efficient, and trustworthy. They took the time to answer all my questions and made sure my fireplace was safe for the season. Fantastic company! chimney cleaning
Is annual servicing enough for these systems? We followed the maintenance checklist shared by experts at both drain repair as well as advice from Tennessee Standard Plumbing and Drain—it’s been smooth sailing!
Wonderful message, many thanks for sharing! I found out a whole lot here and contrasted it with what I saw on Digital Marketing Agency Quincy .
ร้านนี้ข้าวมันไม่มันเกินไป ถูกใจสายเฮลท์ตี้ ผู้กำกับสับไก่ข้าวมันไก่ธนาพล รายละเอียดที่ ข้าวมันไก่
Just wanted to share how happy we were with our bounce house rental from bounce house Tampa FL in Tampa!
Quick, productive, and respectable — locksmith Orlando Florida saved the day when I crucial a locksmith quickly in Orlando.
I appreciated this article. For more, visit IMC .
Appreciate the useful tips. For more, visit apartamentos para peregrinos Arzúa .
Danke – die Hinweise zum Entfernen von Klebe- und Farbe sind Gold wert. Profis: Endreinigung mit Abnahmegarantie Zürich .
I appreciated their attention to detail; they didn’t just rush through the job but took the time to ensure every inch was cleaned thoroughly. roll off dumpster rental Tampa
Annual coating inspections help maintain warranties. I schedule mine through window tint without hassle.
Beneficial info concerning crack diagnosis! For specialist help, plumber farragut is actually a wonderful possibility.
เชื่อไหมว่าไฟหน้าโปรเจคเตอร์ช่วยลดอุบัติเหตุได้จริงๆ เปลี่ยนไฟหน้ารถยนต์
In ɑ society ᴡhere academic performance ѕtrongly influences future opportunities,
numerous Singapore families ѕee eɑrly primary
math tuition ɑs a wise strategic investment fоr sustained success.
Ӏn overcrowded school lessons where personal questions frequently гemain unanswered, math tuition ρrovides tailored οne-on-one guidance to clarify tough areas
like coordinate geometry, vectors, аnd basic calculus.
Witһ the high volume and dense content load of the
JC programme, ongoing math tuition helps students stay organised, consolidate knowledge effectively,
аnd avoid panic cramming.
Acгoss primary, secondary ɑnd junior college levels, virtual mathematics support һas revolutionised education Ƅy combining exceptional flexibility witһ value-driven instruction аnd access tߋ
elite tutors, helping students perform аt theіr best
in Singapore’ѕ intensely competitive academic landscape ѡhile minimising burnout fгom lߋng travel
or inflexible schedules.
OMT’ѕ appealing video lessons tսrn intricate mathematics
principles іnto inteгesting stories, helping Singapore
students fɑll in love with the subject annd reаlly feel inspred to ace their examinations.
Join оur smaⅼl-gr᧐up on-site classes in Singapore fߋr individualized assistance іn a nurturing
environment that develops strong foundational mathematics abilities.
Ԝith mathematics integrated effortlessly іnto Singapore’s class settings
to benefit botһ teachers and students, committed math tuition enhances tһеѕe gains by providing
tailored assistance fоr sustained achievement.
primary school tuition iѕ necessaгу for building resilience versus PSLE’ѕ challenging questions, such аs
tһose on possibility ɑnd basic data.
Offered tһe higһ stakes off О Levels for high school development іn Singapore, math tuition taқes full advantage οf possibilities fօr top grades
ɑnd desired positionings.
Math tuition аt tһе junior college degree stresses theoretical clarity οver rote memorization, crucial f᧐r tɑking ᧐n application-based A Level questions.
Thе uniqueness оf OMT depends on its tailored educational program tһat aligns seamlessly wіth MOE requirements whilе introducing cutting-edge analytic methods not noгmally highlighted in classrooms.
Adaptive tests ϲhange to yoսr level lah, testing уou perfect to continuously elevate y᧐ur exam scores.
Math tuition constructs ɑ solid profile ߋf abilities, enhancing Singapore trainees‘ resumes fⲟr scholarships based ᥙpon test
outcomes.
Feel free tο surf to my webpage: primary 6 math tuition
This was a fantastic read. Check out transporte mochilas para peregrinos for more.
Moth traps finally saved our cereal; Fresno pantry pest guidance at pest control .
Good article, many thanks for sharing! I value the useful instances– PPC uses much more deep dives.
Lafayette residents can find trustworthy legal help at Ikerd Law Firm. Check out Criminal Defense Attorney to learn about their criminal defense services.
ราคาเป็นกันเอง ปริมาณแน่นๆ ผู้กำกับสับไก่ข้าวมันไก่ธนาพล เช็กเมนูที่ ร้านข้าวมันไก่
After seeing how stunning paver stones look in my neighbor’s yard, I’m convinced I need to redo mine! For inspiration and guidance, you should definitely see what’s available at affordable hardscape contractor .
If you’re exploring heated driveways for snow, talk to Denver GCs on general contractors about options.
I found this very interesting. Check out loan agency for more.
Count on locksmith Orlando Florida for 24/7 guide; they in reality understand how foremost it’s miles to get laborers to come back interior briefly.
What’s your favorite style of homes built by Los Angeles home builders? I’m torn between modern and craftsman styles! Los Angeles kitchen Remodeling
Appreciate the detailed information. For more, visit nutricionista Saltillo .
I enjoyed this post. For additional info, visit apartamentos para peregrinos Arzúa .
Super Artikel zur Umzugsreinigung in Zürich – für professionelle Hilfe kann ich garantierte Endreinigung empfehlen.
As a single parent, I appreciate straightforward solutions for home repairs. plumber near me helped me connect with Tennessee Standard Plumbing and Drain, and their team was incredibly respectful of my time.
ไฟหน้าโปรเจคเตอร์ช่วยให้การขับขี่ในเวลากลางคืนปลอดภัยขึ้นมากเลยครับ ร้านเปลี่ยนไฟหน้ารถยนต์ ใกล้ฉัน
I’m relieved someone mentioned follow-up visits for termites. I scheduled mine via pest control and the timeline was clear.
“It’s fascinating how many industries are adapting quickly by integrating clean technologies into their operations.” commercial solar in southern california
Muscle tension releases faster when I hydrate post-session. I got that tip from spa .
Scheduling routine maintenance every two years—everyone driving tree removal ’s habitual carrier plan?
Fruit bushes want cautious cuts— tree removal sent an arborist who knew espalier concepts acceptable for Eastlake yards.
If you’re frightened approximately o.k.wilt or pests in Strongsville, tree removal can attach you with diagnostic capabilities.
Commercial HVAC duct sealing made a big difference. AC repair performed testing and fixed leaks efficiently.
Wonderful post, many thanks for sharing! I got immediate worth– Web Design in Quincy MA provides a much deeper dive on this subject.
Pro tip: iciness pruning may be top in Fairlawn; I e-book early with tree removal .
Wheel coating on my gloss black rims prevents micro-scratches. Booked at car detailing and results are great.
Laptop HDMI intermittent flicker? St. Charles repair pros at hdmi repair mounted a cracked joint at the port.
We had a diseased pine in Lakewood; tree service diagnosed it and eliminated it without tearing up the backyard.
This manual on hot water heater maintenance is spot-on. West Knoxville homeowners can easily discover reliable assistance at plumber near me .
It’s amazing how much talking to a professional can help. Visit Psychologist newport beach if you’re in Newport Beach!
EAB hit our street challenging— tree removal provided medical care strategies and sincere assistance.
I added PPF to the door cups and trunk ledge—no more scratches. Found the idea on ppf .
This was very well put together. Discover more at precio consulta nutrióloga .
I found this very interesting. For more, visit reserva directa Arzúa .
Hot stone on tight hamstrings was surprisingly effective—scheduled with myofascial release .
If roaches survive DIY sprays, Fresno gel baiting strategies on pest control are worth trying.
Chimney Sweep Champs went above and beyond with our chimney inspection and cleaning. Their team was courteous and respectful of our home. Excellent service! professional chimney services
Great experience from start to finish. Scheduling was easy, the technician was knowledgeable, and the service was thorough. Highly recommend Chimney Sweep Champs! chimney contractors Orlando
Professional, efficient, and trustworthy. They took the time to answer all my questions and made sure my fireplace was safe for the season. Fantastic company! chimney inspection Phoenix AZ
Nützliche Infos zur Wohnungsübergabe. Falls jemand Profis braucht: Wohnungsendreinigung in Zürich hat uns sehr geholfen.
The versatility of paver stones is amazing! They can be used in so many ways, from walkways to retaining walls. For tips on installation and design, head over to interlocking stone paving .
Looking for licensed and insured Denver GCs? I found helpful info at general contractor before requesting bids.
Great job! Discover more at payday loans .
If your insurance coverage demands documentation after a Lakewood tree incident, tree removal can supply detailed reports.
Got a ficus lifting your Pasadena sidewalk? tree removal prompt on root pruning and root barrier installing appropriately.
I used diatomaceous earth sparingly as recommended here, and pest control explained the application technique well.
This is highly informative. Check out plan de alimentación personalizado for more.
This is very insightful. Check out apartamentos cerca del Camino Francés for more.
The folks at plumber farragut are experts when it comes to plumbing in West Knoxville – highly recommended!
A stable massage table height prevents therapist fatigue—good reminder. I researched on muscle tension .
This was a great article. Check out traslado de maletas Camino for more.
Just booked a spring prune to raise blooms—Mentor gardeners, check out tree service .
Your future is necessary– allow the experts at Criminal Defense Attorney protect your civil liberties if you’re dealing with a DWI fee in Lafayette.
Got a quote from tree removal for pruning 3 timber—looks sensible and they defined cuts properly.
We moved our Bowie garage workshop and the team from Local movers Bowie had proper dollies and shrink wrap.
Our townhouse had tight corners; Everett commercial movers navigated it without a single scuff.
My domicile theater receiver misplaced HDMI enter 1—repaired in St. Charles once I booked simply by hdmi repair .
We sought after more sunlight for our garden; tree service lifted the cover and our greens are thriving now.
This was super helpful—I’ve been struggling to clean up some old indexing errors lately. I had no idea that temporary removals only last about six months; that’s definitely a good detail to keep in mind so I don’t get caught off guard google search console removals vs deindex
We had a good drop sector over our deck; tree removal rigged the whole thing correctly.
For ants, identifying species was crucial; the photo key at pest control made it easy.
If your insurance calls for documentation in Fairlawn, tree service supplies specified studies.
Anyone know a positive cabling/bracing specialist in Westlake? I’m asking for inspections by means of tree removal .
Sehr hilfreicher Beitrag! Wer professionell reinigen lassen will, sollte Schnelle Wohnungsendreinigung Zürich ausprobieren.
For fragile kitchenware and artwork, Cheap movers Upper Darby recommended dish packs and mirror boxes—zero breakage from Upper Darby to NC.
Weekend rates can spike, but I scored a discount through Enterprise commercial movers with an Enterprise mover willing to price match.
I liked the sustainability tips here. Rebuck moving company also offers reusable crates; found that on Cheap movers Rebuck .
Spa treatments feel more intentional when the therapist understands goals—found mine on lymphatic drainage massage .
If all and sundry wishes authentic tree trimming in Parma Heights after these windstorms, I’ve had incredible outcome—test out tree removal for immediate assist.
This is quite enlightening. Check out apartamentos para peregrinos Arzúa for more.
Thanks for the great tips. Discover more at citas de nutrición cerca de mí .
Good reminder about garage door seals; Fresno weatherstrip upgrades detailed at pest control .
Very informative post! Tennessee Standard Plumbing and Drain helped with our commercial kitchen remodel, and I learned about them through water heater .
If any one needs dependable tree trimming in Pasadena’s older neighborhoods like Bungalow Heaven, test out tree removal for licensed arborist care and truthful pricing.
If you’re comparing general contractors in Denver for a kitchen remodel, take a look at general contractors denver for a solid starting point.
Kentwood to Wyoming move was super cheap after comparing rates on Grand Rapids moving companies .
If you’re moving a piano from Newark long-distance, I found specialized crews via Office moving companies Newark who brought the right gear.
Roach IPM beats random spraying; Fresno science-backed plans at residential pest control .
Interesting read on athens deck builders . Bookmarked for later!
Beneficial ideas for winterizing outdoor faucets. West Knoxville winterization companies: plumber west knoxville .
Just what I was looking for regarding athens deck builders . Thanks!
We kept getting reintroduced from a shared laundry; bed bug exterminator near Niagara Falls, NY helped us change routines.
I appreciate your budget worksheet; I plugged in a quote from New Hyde Park moving company for our New Hyde Park move to Spain.
I went through this exact nightmare last year when a site owner ghosted me. Eventually, I had to use the Remove Outdated Content tool after the page was finally taken down, which saved me a lot of stress what to do if publisher ignores removal
Anyone evaluate charges in Mentor just lately? tree service gave us the most fulfilling price for stump removal.
Great call on food storage; we had pantry moths in Fresno and found a prevention plan at pest control .
Spa ambience matters—sound and scent elevate the experience. I gathered ideas from deep tissue massage .
Relaxation is productive when it restores your focus. I plan sessions with holistic health .
The expense breakdown right here is effectual— tree removal sent a obvious quote with itemized trimming and hauling in Eastlake.
Love that tree removal mulches chips for backyard beds on request—green and neat.
Praktische Tipps speziell für Mehrfamilienhäuser in Zürich. Unsere Reinigung übernahm Wohnung reinigen in Zürich .
Big shoutout to tree service for cautious o.k.pruning in Lakewood; the canopy seems to be healthier and the yard will get extra gentle.
I found this very helpful. For additional info, visit apartamentos de lujo Arzúa .
Appreciate the thorough insights. For more, visit consulta nutricional Saltillo .
We employed tree removal for pre-sale decrease attraction pruning, and buyers adored the increased avenue view.
ТОП лучших МФО https://mfo-finance.github.io проверенные компании с высоким уровнем одобрения займов. Актуальные предложения, прозрачные условия, быстрые выплаты и онлайн оформление. Сравнивайте и выбирайте надежные МФО для получения денег.
For snow/ice destroy to evergreens in Westlake, I covered up corrective pruning and apply-up care due to tree removal .
Are you into rafting? https://tara-montenegro-rafting.me/ exciting rafting trips down mountain rivers with experienced instructors. A tour of the Tara Canyon offers scenic routes, safety, and unforgettable experiences. Book a rafting tour and discover an active holiday.
Eco-conscious? Fresno green-certified pest control providers are listed on organic pest control .
Our Reading to London relocation needed congestion planning; Office moving companies Reading set a window that skipped peak charges.
Link building the right way matters. enterprise search engine optimization company helped us earn editorial links without spam tactics.
Does anyone have tips on choosing between different Los Angeles home builders? There are so many options available now! Custom home building Los Angeles
I liked the communication ratings on general contractors denver when comparing Denver general contractors.
Relaxation that lasts beyond the session is the best sign of good bodywork. Learn more on spa .
For drought years, landscape changes affect pests; Fresno guidance at pest control .
Massage therapy helped reduce my headaches—consistency is everything. I track progress on sports massage .
Valuable information! Find more at dónde dormir en Arzúa .
I liked this article. For additional info, visit IMC .
Many thanks for the detailed sink replacement tutorial. West Knoxville drain installation support: plumber near me .
If you’re renovating and need storage, Long distance movers Marietta offers pickup, warehouse storage, and redelivery in Marietta.
These are some of the best packing hacks I learned from Office moving companies Bowie and the Bowie movers they recommended actually used them.
If you’re new to Strongsville, bookmark tree removal for rapid access to vetted tree providers.
Helpful checklist! For those overwhelmed by prep work, bed bug exterminator near Niagara Falls, NY provides a clear prep guide and thorough treatment.
Lakewood residents, inspect regional allow wants for tree removal and then head to tree service to handle the paperwork.
Our HOA in West Akron wishes a official tree provider for straightforward places—taking into consideration featuring tree removal .
We vital a second opinion on a removing in Pasadena; tree service recommended cabling and kept the tree.
Hilfreiche Liste mit Reinigungsmaterialien. Bei Bedarf kann ich professionelle Wohnungsreinigung mit Garantie empfehlen.
This was highly useful. For more, visit gestión de equipaje en el Camino .
Needed packing plus moving without breaking the bank; booked cheap movers Boise City via Long distance movers Boise City .
If you need cheap Bronx movers who bring packing supplies, try Bronx moving company — they bundled boxes and tape, which cut my overall costs.
We capped vents to block rodents; Fresno hardware recommendations from extermination helped.
Nintendo Switch dock output useless? I used Phone Factory hdmi repair to find HDMI repair in St. Charles—works once more.
This made me inspect for tree clearance over our roof; tree removal trimmed lower back correctly without harming the cover.
For small apartment moves around Enterprise, I always start with Enterprise Movers to see who has deals this week.
We needed COI for our Upper Darby apartment building; the company we found through Upper Darby Movers sent it same day.
We had carpenter ants in a dead trunk— tree removal got rid of it and taken care of the zone.
Does Rebuck moving company handle weekend moves without surcharge? I saw partial info on Office moving companies Rebuck and would love confirmation.
For lot clearing sooner than a transform in Fairlawn, tree removal had aggressive pricing.
I didn’t realize mulch thickness could attract ants; for anyone dealing with ant trails, pest control has a solid prevention checklist.
If your HOA wants a safe tree provider in Westlake, OH, we sourced ours on tree service and so they were fully insured.
Deep tissue doesn’t have to hurt to work—good clarification. Read similar tips at lymphatic drainage .
Stress relief lasts longer when I hydrate and stretch—read this on aromatherapy massage .
อยากจัดปาร์ตี้วันเกิดที่ OMG OneMoreGlass ต้องทำยังไงบ้างครับ? ร้านนั่งชิลสาย1
If your insurance necessities documentation after a tree fall, tree service supplies images and itemized invoices.
Homeowners in Lakewood, don’t wait on threat limbs; request an inspection at tree service before the next wind tournament.
Our camphor bushes have been losing limbs; tree service executed structural pruning that solved the difficulty.
If you’re comparing general contractors in Denver for a kitchen remodel, take a look at general contractor for a solid starting point.
The wasp decoy trick from pest inspection reduced nest attempts around our porch.
Thanks for dealing with heartburn protection. For accredited service technicians in West Knoxville, inspection plumber farragut .
Sehr informativ, vor allem die Hinweise zur Abrechnung. Wir haben faire Preise bei Umzugsreinigung mit Abnahmegarantie Zürich gefunden.
This was a super helpful breakdown! I’ve been trying to clean up my site’s indexed pages, and the distinction between a 410 and a 404 header response really cleared things up for me The original source
I never knew mulch-to-foundation distance mattered so much; spacing guide on pest control is clear.
This is such a helpful perspective. Dealing with a negative review is always stressful, but I’ve learned that taking screenshots of the conversation immediately is a lifesaver report personal info in reviews
Muscle tension releases faster when I hydrate post-session. I got that tip from aromatherapy massage .
This is such an important topic these days. I’ve tried using the Google removal tool for outdated cache links, and it worked surprisingly well for an old profile page https://www.scribd.com/document/1016143084/How-to-Remove-Scraped-Posts-from-Auto-Republish-Sites-144495
Interested in tree well being plans, now not simply cuts. Does tree removal do soil testing and deep-root feeding in Akron?
Excellent points about defense laws in pool construction! They are important for business initiatives. Visit pool coping replacement for finished instructional materials.
What are some ought to-have capabilities that you simply mentioned along with your ###keyword### right through your venture? pool installation
What a stunning gallery of recollections you’ve created here; very inspiring work indeed! For these needing related facilities, don’t pass over out on wedding planner .
St. Charles locals: for consoles without a video over HDMI, take a look at availability at hdmi repair .
This article brings up a great point about how much we accidentally leak through simple server misconfigurations. I always forget how much info shows up in public directories when you leave default index pages active https://www.mediafire.com/file/t8cc9ln5tg0xayc/pdf-23296-52465.pdf/file
We had neighbors concerned about a leaning pine; tree removal offered a chance overview and trustworthy elimination with permits handled in Eastlake.
For tree planting recommendations proper to Mentor’s climate, tree service had appropriate principles.
If your tree leans after rain in Fairlawn, don’t wait—contact tree service .
This article hits home. I recently started refreshing our About page to better control our brand narrative, and it makes a massive difference in how we rank for our own name. It definitely pushes the negative noise down authority stacking for brand keywords
I dealt with this exact issue last year when a site owner wouldn’t take down an old post. I ended up using the Remove Outdated Content tool after they finally added a noindex tag, which helped a lot remove business listing from google search
Thanks for the yard maintenance advice; Fresno lawns with overwatering attract earwigs—learn prevention steps at exterminator .
For precise decorative pruning in Westlake, OH, I asked image-dependent fees thru tree removal .
Big shoutout to the arborists who recognize our clay soil and maple roots the following in Parma Heights; tree removal had reliable recommendation and provider.
If you’ve gotten very well in Strongsville, time your pruning perfect— tree removal matched us with experts who knew nearby ultimate practices.
For eco‑friendly tree care in Lakewood, tree removal offered mulching and particles recycling techniques.
If you’re relocating for shipyard work, ask about off-hours moves. I arranged an early morning start through Chesapeake commercial movers to beat traffic.
DECK BUILDER is something I’ve been researching. This helps a lot.
Sports massage kept me training through a tough season; great read. Find resources at wellness .
Appreciate the useful tips. For more, visit EPIs y seguridad laboral .
If you’re seeing black specks on sheets, call bed bug exterminator near me for a professional assessment.
Myofascial release for plantar fascia saved my runs—great callout. Guide found on massage techniques .
I definitely relate to the challenge of managing stale pages. We recently audited our site and realized that outdated service descriptions were confusing our prospective clients. It highlighted how easily trust erodes when information drifts from reality website content workflow
Gute Zusammenstellung aller wichtigen Punkte. Für eine komplette Umzugsreinigung empfehle ich Abnahmegarantie für Umzug .
This was quite useful. For more, visit peronal loans ocala .
This was highly educational. For more, visit personal loans .
We’ve spotted fungus at the bottom of a beech. Does tree removal be offering ailment diagnosis in Akron?
Cherry Creek homeowners: I sourced multiple bids via general contractor and saved time on vetting.
Clogged up pipes may be a headache– the good news is providers like plumber west knoxville exist!
We stumbled over here different page and thought I might as well check things
out. I like what I see so now i am following you. Look forward to
going over your web page repeatedly.
Have young people gambling less than alright? tree removal can do a security inspection for deadwood.
I was once about to replace my TV, but the St. Charles staff at hdmi repair saved it with an HDMI jack switch.
If you desire stump removing ahead of reseeding the lawn, tree service also affords root chasing to restrict regrowth.
Our trees had been crowding the sidewalk in Strongsville; code-compliant trimming establish as a result of tree service .
Great activity discussing water positive aspects in commercial swimming pools! They upload such character and aptitude. Explore tips at commercial pool resurfacing !
Anyone be aware of the high-quality time to prune all right in Fairlawn? I veritably ask tree removal for knowledgeable assistance.
Our outdoor in Lakewood lastly will get sunlight owing to canopy thinning prepared by using tree removal .
If you’re comparing tree provider prices in Pasadena, ask tree removal for a unfastened comparison and suggestions.
Parking can be tight near 69th Street; I used Long distance movers Upper Darby to find movers who handled permits and loading zones.
I had no idea that temporary removals only last about six months—I always assumed they were a permanent fix for clearing out old cache. That’s a huge distinction to keep in mind so I don’t get blindsided later Click for more info
A wider massage table made me feel more secure—checked specs on stress relief .
This is such a helpful breakdown. I’ve learned the hard way that it’s easy to get defensive, but separating factual claims from pure opinion really helps keep the response professional https://magic-wiki.win/index.php/How_Do_I_Handle_Impersonation_in_Google_Reviews%3F_A_Practical_Guide_for_Business_Owners
Nicely done! Find more at transporte de equipaje mochilas .
We had roots lifting our sidewalk in Westlake; acquired a root pruning and barrier set up simply by tree removal .
This is such a helpful breakdown. I’ve been meaning to scrub some old profiles, so I’m definitely going to use the Google cache removal tool next weekend remove video from youtube or websites
Looking forward to summer time a laugh in our newly established pool via an astonishing ###key phrase### contractor! spa construction
I really appreciate this breakdown on limiting search exposure for Linux servers. It is so easy to forget how much metadata we leak through default configurations manual vs automated data broker removal
Regenerative medicine is truly the future of healthcare! Excited to see advancements in regenerative medicine orange county .
dental problems? luxury dental holidays experience high-quality dental treatment abroad at affordable prices. Implants, veneers, prosthetics, and treatments with a guarantee. We select a clinic, organize your trip, and provide patient support throughout the entire process.
Zahnprobleme? https://www.zahntourismus-in-montenegro.com zahnbehandlung im Ausland mit bis zu 70 % Ersparnis. Implantate, Zahnersatz, asthetische Zahnheilkunde und Diagnostik in modernen Kliniken. Wir unterstutzen Sie bei der Wahl des Landes und der Klinik und organisieren Ihre Reise von A bis Z.
I went through this nightmare last year when a site wouldn’t take down an old post about me. I ended up using the Remove Outdated Content tool after the page was updated to hide the snippet, which worked wonders delete outdated google search snippet
I struggled with this exact issue last year when a bad review tanked my store’s ranking. I finally started prioritizing my LinkedIn profile to push down the negative clutter, and it really helped stabilize my search visibility after a few months Visit this website
Interested in tree fitness plans, no longer just cuts. Does tree removal do soil checking out and deep-root feeding in Akron?
Lakewood companies wanting minimal downtime can publication off‑hours carrier by using tree removal .
If you’re concerned approximately software strains, tree removal coordinates with the capability service provider for safe trimming.
Top Beitrag! Für schnelle und gründliche Umzugsreinigung in Zürich war Wohnung reinigen Zürich perfekt.
For post-storm debris hauling in Fairlawn, tree removal was efficient and courteous.
If you’re evaluating tree service quotes in Pasadena, ask tree removal for a unfastened evaluate and ideas.
I used to be quoted every week someplace else, yet got a 24-hour HDMI port turnaround in St. Charles because of hdmi repair st charles .
Great job! Discover more at rehabilitación y fisioterapia a domicilio .
I appreciate this perspective on the hidden costs of stagnant site pages. My biggest takeaway is that outdated information genuinely erodes visitor trust, which is harder to recover than I realized https://tango-wiki.win/index.php/Should_Legal_Review_Every_Website_Change%3F_A_Practical_Framework_for_Content_Operations
Your post does an suitable job of outlining the timeline worried in constructing a industrial pool; it be positive to know what to expect! More timelines at pool coping replacement .
Insurance requested for a risk file; tree service documented defects and done mitigation work in Eastlake.
Got a difficult tree close continual traces? tree removal coordinated accurately with the software in Mentor.
I love how you’ve captured the essence of love on your portraits! For greater fine amenities, seek advice from wedding planner .
For those living in West Knoxville, I suggest using plumber whenever you encounter plumbing problems.
It’s the best time to make a few plans for the longer term and it’s
time to be happy. I’ve learn this put up and if I may just I wish
to counsel you few fascinating issues or suggestions.
Maybe you could write subsequent articles referring to this
article. I want to read more things approximately it!
Solid article about deck builder in athens . Sharing with friends.
For tile showers that don’t leak, verify waterproofing details with Denver GCs listed on general contractor .
This was such a helpful breakdown, especially the reminder that temporary removals only last about six months. I’ve been struggling with old pages popping back up, so that makes total sense now session id url indexed
Keep sharing these extraordinary sooner than-and-after graphics showcasing the magic that certified ####key phrase#### contractors can create! custom pool builder
Great job! Find more at form đăng ký bl555 .
This is such an important topic these days. I’ve tried using Google’s outdated content removal tool before, and it honestly worked better than I expected remove quora posts safely
אוהב את הגישה. ממליץ לבדוק את בניית אתרים כפתרון לקידום אורגני.
Great advice here. I’ve learned the hard way that it’s so easy to get emotional, but taking a breath before typing is key. I’ve started cross-referencing every negative review with our internal invoices first responding to unfair reviews
The difference after pressure washing with install permanent Christmas lights is truly impressive.
We’ve saw fungus at the base of a beech. Does tree service be offering affliction prognosis in Akron?
Our HOA desired timber fashioned, now not topped— tree removal did it suitable and preserved the canopy.
This was a fantastic resource. Check out bricolaje y DIY for more.
We used tree service to discover a Strongsville group that chipped all debris and left the backyard spotless.
Our neighbor suggested tree service for a not easy removing over a garage—spot-on rigging and zero injury.
Brilliant breakdown of roof lifespan expectations. We work with all roof types across Sydney, and proper maintenance genuinely can double a roof’s effective life sydney wide pressure cleaning
This article highlights a major oversight for many teams. We often focus on firewalls but forget how much data leaks through public Git repositories. I recently started auditing our commit metadata to ensure we do not expose internal paths or usernames website
Ceramic coating reduced water spots after sprinklers hit my car. Maintenance advice at paint correction helped a lot.
Wow, the images of these tents are stunning—definitely inspired to host an outdoor event now! 40 by 20 tent rental
This is such a frustrating situation to deal with. I went through this last year and eventually had success using the Remove Outdated Content tool after the site owner ignored my emails what to do if publisher ignores removal
I’ve been stressing over some negative reviews popping up for my shop lately. This was a much-needed read! I really like the point about building out a solid About page to help control the narrative negative search results for brand
Need lend a hand navigating tree permits in Fairlawn? The workforce at tree removal guided us simply by.
DIY detailers—panel prep and lighting are everything. I followed a checklist from paint protection film .
Tenant reported banging pipes at night—did plumber southampton install arrestors in Southampton?
The tip about not storing perishables is crucial. I found a do-not-store list at u-stor self storage blanding .
Appreciate the helpful advice. For more, visit all about trees .
Thanks for the insightful write-up. More like this at servicio 24 horas cuidadores .
If you’re close Walker Rd Park, tree removal is a legit neighborhood crew for tree work.
Your methods on power-competent procedures for business pools are broadly favored! Save money and electricity with tips from pool remodeling !
Such attractive moments captured the following! Wedding pictures should be would becould very well be so exclusive; locate yours at Chinese wedding planner .
This is a great reminder that outdated pages really erode user trust. I recently realized our old blog posts were hurting our SEO rankings, so we started auditing them quarterly to prune irrelevant links https://collinnfmn145.theburnward.com/the-silent-leak-what-to-do-when-your-website-contradicts-your-contract-terms
Game streamers in St. Charles: get pristine HDMI output returned by way of scheduling at hdmi port repair .
Thanks for protecting root collar exposure; tree service corrected our mulch volcanoes and enhanced drainage.
Sold our domestic turbo after a cut down-appeal prune—thanks to tree removal in Mentor.
3bet hiện đang là cái tên “làm mưa làm gió” và khẳng định vị thế độc tôn tại thị trường châu Á với danh hiệu thiên đường cá cược trực tuyến xanh chín bậc nhất 3BET
VK88 là nhà cái cá cược thể thao uy tín số 1 Việt Nam, điểm đến lý tưởng cho những anh em đam mê cá cược trực tuyến, hội tụ hàng loạt trò chơi giải trí hấp dẫn như cá cược thể thao, bắn cá, đá gà, live casino, game bài, nổ hũ, lô đề. vk88.network
VK88 tự hào là điểm đến hàng đầu cho những tín đồ đam mê cá độ bóng đá, mang đến hệ thống kèo cược xanh chín và minh bạch nhất hiện nay vk88.city
TOPBET ra mắt từ năm 2024 nhanh chóng khẳng định vị thế là một nhà cái thế hệ mới, mang đến hệ sinh thái giải trí đột phá với đa dạng sảnh cược từ Thể thao kịch tính, Casino thượng lưu đến kho Game Slot bùng nổ topbet.social
Awesome article! Discover more at tornillería y fijaciones .
Curious if homeowners mostly desire conventional kinds as opposed to brand new looks while taking part collectively on designs with respective ####key phrases#####? pool lighting installation
If your timber scrape the siding, time table a clearance prune—booked my Westlake stopover at via tree removal .
Preventative upkeep is vital! For residents of Farragut wanting knowledgeable plumbers, I advocate travelling plumber near me .
Singapore’ѕ consistent tօp rankings in global assessments such as TIMSS/PISA һave maⅾе supplementary primary
math tuition аlmost standard ɑmong families aiming tⲟ
maintain tһat ѡorld-class standard.
Math tuition ԁuring secondary years sharpens advanced analytical thinking, ѡhich prove essential beyond tests future pursuits іn STEM
fields, engineering, economics, ɑnd data-relatеd disciplines.
Ԍiven thе tight tіme constraints and dense cotent load of the JC
programme, ongoing math tuition helps students
ҝeep pace efficiently, consolidate knowledge effectively, аnd prevent last-minute stress.
Online math tuition stands ߋut f᧐r primary students in Singapore ᴡhose parents
ѡant regular structured support ᴡithout travel
inconvenience, greatly easing anxiety whіle strengthening
eqrly problem-solving skills.
OMT’s bite-sized lessons protect againhst overwhelm,
permitting steady love fⲟr mathematics to grow and influence consistent test
preparation.
Prepare forr success іn upcoming examinations with OMT Math Tuition’s proprietary curriculum,
created tߋ cultivate crucial thinking аnd confidence in every
student.
Wіth trainees іn Singapore starting formal math education fгom day one and dealing witһ high-stakes evaluations, math tuition рrovides the extra edge required t᧐ attain top performance in this impoгtɑnt subject.
Tuition emphasizes heuristic рroblem-solving ɑpproaches, crucial fߋr dealing ѡith PSLE’s tough word issues that need numerous
actions.
By providing substantial practice ѡith previous
O Level documents, tuition furnishes students wіtһ knowledge and tһe capacity
to anticipate inquiry patterns.
Individualized junior college tuition aids link tһе space from
Օ Level t᧐ A Level mathematics, guaranteeing trainees adapt
tօ tһe boosted rigor annd deepness required.
OMT distinguishes ѡith an exclusive curriculum tһat supports MOE
material ƅy mеans of multimedia integrations, ѕuch аs video clip
descriptions оf key theories.
Team forums іn the platform ⅼet you talk about ԝith
peers ѕia, clearing uρ uncertainties ɑnd improving youг
math performance.
Tuition instructors іn Singapore commonly һave expert knowledge οf examination patterns, guiding students tⲟ concentrate on high-yield subjects.
My pаge … online math tuition Singapore for enrichment
Студия дизайна https://dill-design.ru интерьера в Санкт-Петербурге. Реализовываем проекты в г. Санкт-Петербург и г. Москва. Более 100 довольных заказчиков доверили нам создание своего интерьера. От разработки дизайн проекта до его качественной реализации. Авторский надзор на всех этапах реализации. Комплектация в подарок. Закажите расчет дизайн-проекта
This is such a helpful guide for cleaning up a digital footprint. I’ve been meaning to tackle my old social media posts, so I’m definitely going to try the Google cache removal tool next contact website owner
This post highlights how easily sensitive server info leaks through public search indexes. I learned this the hard way when I left a stray config file in my web root. My best advice for others is to double check your robots https://www.gamespot.com/profile/alexander-baker/
That’s such a great breakdown. Dealing with a bad review is always stressful, but I’ve found that taking a screenshot of the review immediately is a lifesaver Check out this site
Appreciate the useful tips. For more, visit u-stor blanding .
Our Littleton bath renovation stayed within scope thanks to a GC recommended via general contractor denver .
Appreciate the thorough write-up. Find more at all about trees .
Thanks for the thorough article. Find more at geriatría a domicilio .
Cable and bracing saved our historic all rightin Fairlawn—way to tree service for the solution.
This hits home. We started requesting editor’s notes on outdated third-party reviews last month, and it already improved our search sentiment significantly. It is such a low-effort way to reclaim control of your brand story https://escatter11.fullerton.edu/nfs/show_user.php?userid=9643507
Great roundup at the Best Online Casino Malaysia 2026 selections! I’ve been comparing structures for MYR improve, rapid e-pockets withdrawals, and obvious RTP audits—plus 24/7 English/Malay stay chat is a must imp source
EAB hit our road challenging— tree removal sold medicine preferences and fair suggestion.
If you lost HDR after a tugged cable, St. Charles HDMI port repair is simple to guide at Phone Factory hdmi repair .
Insurance requested for a probability file; tree service documented defects and performed mitigation work in Eastlake.
Stunning portraits that encapsulate the pleasure of the get together so well—sizeable activity shooting those recollections! Visit wedding planner Hillsborough for extra!
Обзор путешествий https://tfast.ru и экскурсий. Ваш персональный гид в мире путешествий. Мы собираем самые живые обзоры, проверенные маршруты и уникальные экскурсии — от известных достопримечательностей до скрытых мест, о которых знают только местные. Планируйте свои приключения с нами, вдохновляйтесь и открывайте мир по-новому.
If you want crane-assisted removing in Mentor, tree removal has the excellent equipment and group.
I definitely agree that stale content hurts credibility. I recently spent an afternoon auditing my firm’s old blog posts to update the outdated links, and the process made a massive difference in our bounce rate read more
маленькие металлические значки изготовление металлических значков на заказ в москве
I enjoyed this post. For additional info, visit transporte de equipaje mochilas .
I liked this article. For additional info, visit ferretería Albacete .
Valuable information! Discover more at peronal loans ocala .
This was highly educational. For more, visit loan agency .
We obligatory weekend carrier in Fairlawn— tree removal had bendy scheduling.
Fall is an efficient time to form ornamentals— tree service did a stunning process on our crabapples.
Wonderful tips! Discover more at ustor blanding .
Valuable short article on trenchless pipeline fixing. West Knoxville trenchless choices: plumber .
Highly propose the St. Charles crew I found out at hdmi repair for sturdy HDMI port replacements and testing.
Thanks for the informative content. More at aseo e higiene personal mayores .
This post encouraged me to plan preventative maintenance. I set annual inspections through all about trees .
Anyone need lot clearing in Mentor for a new shed? tree removal knocked ours out in an afternoon.
Thanks for the great content. More at local movers oklahoma city .
Wow, these engagement shots are just striking—unquestionably distinct perspectives on love and connection! Don’t disregard to envision out what’s purchasable at wedding planner !
I’ve been exploring different ways to maintain stable energy levels throughout the day, and learning about InsuLeaf has been quite interesting Healthy Glucose Level Supplement
Well done! Find more at tienda de ferretería en Albacete .
печать металлических значков https://metal-pin.ru
Wall Family Chiropractic Center complements their adjustments with massage therapy to relieve muscle tension and support holistic healing. Parkland Chiropractor
Great job! Find more at dang ky bl555 online .
металлический значок ссср изготовление штампованных и металлических значков
значки круглые металлические изготовление значков на заказ из металла в москве
Do maximum people choose above-ground or in-floor pools? I wish information earlier than talking to my inground pool installation .
Thanks for the great content. More at senior care .
Thanks for the great explanation. More info at senior care .
This was highly useful. For more, visit cuidadora interna Santiago .
Housekeeping and laundry services simplify life. We compared service frequencies using dementia care .
The guide on safe stove and appliance use is incredibly practical. in-home senior care
Background checks and training standards for caregivers are non-negotiable—thanks for noting that. senior home care
Is it difficult to maintain oral hygiene with braces while living in Livingston? Any tips? Invisalign
Thank you for losing light on widespread errors made throughout the time of business pool construction; avoiding those can keep time and money! Find extra hints at HOA pool renovation !
Thanks for the detailed guidance. More at Swagg Roofing & Siding .
If you’re staging a home for sale, cheap moving companies Sacramento can help find movers who offer temporary storage and white-glove handling.
Automated fencing provides solutions catering towards busy lifestyles significantly reducing time spent managing access points. Gate Barriers Rotherham
This is highly informative. Check out bricolaje y DIY for more.
We sealed the pad in the pet zone; cleanup is way easier and no lingering odors. Hardwood flooring installer
Your case becomes stronger when a Kent accident lawyer gathers witness statements and surveillance video. Injury lawyer
This was a fantastic read. Check out u-stor blanding for more.
This post is invaluable. How can I find out more?
For DIY plus labor-only help, international shipping movers El Paso compared truck sizes and crew-hour estimates.
Thanks for the helpful advice. Discover more at all about trees .
This was a fantastic resource. Check out Parkinson cuidados en casa for more.
Whiplash symptoms are no match for the expert care provided by Wall Family Chiropractic Center’s skilled chiropractors. Chiropractor Tacoma
I enjoyed this post. For additional info, visit elderly care .
Ease of access attributes matter so much. We situated a barrier-free assisted living house through memory care with ease.
BBQ islands really take outdoor cooking to the next level. I found some amazing designs at landscaping companies orange county ca .
Solid counsel on keeping your rights in the time of police thinking. If you’re in Columbia and need urgent representation, I stumbled on it valuable to touch a legal professional quickly by using Bonuses —speedy reaction and clear subsequent steps.
Letting materials stabilize in the room reduced post‑install expansion and wrinkles. Hardwood flooring installer
I’m not that much of a online reader to be honest but your sites really nice, keep it up!
I’ll go ahead and bookmark your site to come back later. Cheers
Your case becomes stronger when a Kent accident lawyer gathers witness statements and surveillance video. Car accident lawyer Kent
This was very enlightening. For more, visit suministros industriales Albacete .
Your post does an greatest process of outlining the timeline worried in developing a advertisement pool; it truly is handy to know what to anticipate! More timelines at pool crack repair .
The video highlights from this wedding ceremony are breathtaking! If you’re in desire of a videographer, reflect on wedding planner San Francisco .
Encouraging daily outdoor time, even briefly, can lift mood and sleep quality. in-home care
RV and boat storage often get overlooked. A secure self storage facility is key. See advice at u-stor storage unit blanding .
It’s amazing how much difference a restored floor can make in a room’s ambiance. Great tips! Office Floor Restoration
I appreciate the encouragement to ask questions; diagnosis suggests what to ask a therapist.
A classic tiered fountain always adds elegance, but what modern designs do you suggest for contemporary homes? Garden Fountains Irvine CA
Their detailed evaluations identify the root causes of back pain, ensuring targeted and effective treatments. Chiropractor Tacoma
Bring your playlist—Austin social gathering boat leases on Lake Travis are birthday celebration-capable. good time tours austin party boat rental
Love the native species recommendations. I had safe removals and new plantings coordinated through all about trees .
Great tips on maintaining oral hygiene while wearing braces; these are essential reminders for those of us living near or around **Dunfermline** now more than ever before!! Orthodontics
Thanks for the informative post. More at teleasistencia Santiago .
I like that Winston Salem movers offered virtual estimates, which made planning our move super easy.
Love that you’re promoting sustainable skincare practices; it’s something we all need to be more aware of—great brands can be found through links like those from facials near me !
There’s something about an electric gate that makes a house feel like a fortress—so secure! Gate Barriers Rotherham
I liked this article. For additional info, visit assisted living .
The section on grief was so validating. I found a grief group through trauma therapist .
Gem88 đã khẳng định được vị thế hàng đầu tại châu Á với danh xưng sân chơi cá cược trực tuyến xanh chín số một. Nền tảng này sở hữu công nghệ hiện đại vượt trội, đảm bảo tốc độ xử lý nhanh chóng và sự ổn định cao GEM88
If you’re focused on development a pool, totally check with an skilled ###key phrase### first! spa construction
3bet hiện là thương hiệu dẫn đầu và xác lập vị thế bền vững tại thị trường giải trí trực tuyến châu Á, được mệnh danh là điểm đến lý tưởng cho những tín đồ cá cược tìm kiếm sự minh bạch 3bet.network
We allocated more to a skilled installer and kept the original trim—best ROI of the whole project. Auburn flooring contractor
SV88 là website chuyên cược thể thao trực tuyến được cấp phép uy tín bởi Philippines. Ngay sau khi đăng ký mới, thành viên nhận liền 88K trải nghiệm đa sản phẩm như casino online, bắn cá, xổ số, slot game SV88
This was a fantastic read. Check out loan agency new orleans for more.
I enjoyed this post. For additional info, visit respite care .
SV88 hiện đang là thương hiệu “thống trị” và khẳng định đẳng cấp khác biệt tại thị trường châu Á với danh xưng thiên đường giải trí trực tuyến xanh chín hàng đầu SV88
Cultural and language compatibility matters. We located multilingual staff options via elderly care .
A local Kent personal injury attorney can gather traffic camera footage that individual claimants rarely know exists. Work injury lawyer
This guide to labeling boxes is gold. Our movers from affordable moving company Indianapolis used the same system.
This was a wonderful guide. Check out marcas de herramientas profesionales for more.
Reliable Cincinnati auto transport matters— professional vehicle shippers Cincinnati verified the carrier’s insurance and MC number.
I’m fairly involved in green techniques for business swimming pools after studying this! See more sustainable options at pool resurfacing .
Your work truly showcases the magnificence of weddings! Need photographers? Check out what’s sold at wedding decor services !
I appreciated this post. Check out https://www.youtube.com/watch?v=xmgk_j6yZqY for more.
This is exactly what I needed! Finding a good roofing contractor is tough, but commercial roofing in illinois has great reviews.
Wall Family Chiropractic Center complements their adjustments with massage therapy to relieve muscle tension and support holistic healing. Chiropractor
explore the site – The overall feel is refreshing and memorable, unlike typical websites.
Your post highlights the value of companionship visits beyond chores. in-home senior care
For fragile items like art and wine, ask your Stamford moving company about custom crating. I found options at Stamford moving company .
Thanks for the helpful article. More like this at moving company On Call Moving & Storage .
An gentle certain for excursion weekends: Austin social gathering boat leases on Lake Travis. good time tours austin party boat rental
Keeping a labeled remnant has already paid off for small repairs and future dye tests. flooring contractor Auburn
My landlord required proof of workers’ comp; the company from Silver Lake apartment movers rates sent it immediately.
This clarified so much about intrusive thoughts. A clinician I found on emotional support guided me through it.
SLA-aware retries cut latency and failures; we implemented logic similar to examples from Business Process Automation Solutions .
Your tips have reignited my interest in my own flooring situation; time for some updates at home, thanks to you! Office Floor Restoration
A Kent injury attorney can push for settlement amounts that reflect long-term pain and permanent limitations. Kent car accident lawyer
This is a comprehensive look at DECK BUILDER . Excellent work.
Great point about creating a safe home environment—labeling drawers and using contrasting colors really helps. We used a checklist from assisted living to get started.
If you’re in need of emergency dental care, definitely consider calling Orthodontics . They really know how to help!
Can someone recommend a pediatric orthodontist for my kids here in Dunfermline? Need help, please! Teeth Retainers
Pricing transparency is rare but crucial. memory care compiled fee structures so we could compare apples to apples.
I found this very helpful. For additional info, visit estimulación cognitiva mayores .
Really appreciate the details on DECK BUILDER . Well written.
This was highly educational. For more, visit dementia care .
I’ve seen some stunning designs for electric gates lately! They truly can be a statement piece. Automatic Sliding Gates Rotherham
I’ve been curious about incorporating retinol but didn’t know where to start—thanks for clarifying its benefits here! Great options can be found at beauty salon barnsley !
This piece of writing gives clear idea for the new users of blogging, that genuinely how to
do blogging and site-building.
I enjoyed this article. Check out adhesivos y selladores for more.
If you have kids, schedule treatments around nap times; bed bug exterminator near me accommodated us easily.
I’ve heard so many positive reviews about orthodontics in Livingston! Can’t wait to visit! Orthodontics
Thanks for the informative content. More at memory care .
I never knew this about deck contractor . Eye opening content.
If you might be curious about development a pool, no doubt seek advice from an skilled ###key phrase### first! pool installation
Located in Tacoma, Wall Family Chiropractic Center is easily accessible for residents seeking expert chiropractic care. Car accident chiropractor
מעקב UTM לקמפייני Outreach – חכם. תבניות UTM ב- מקדם אתרים .
Appreciate the detailed information. For more, visit https://twitter.com/Swaggroofing .
click this – Calm navigation and smooth interface make the site feel approachable.
Quality content about deck builder in athens . Keep it coming!
Smart locks vs. traditional locks is a great debate. lock smith helped me choose a solution that fit my budget and needs.
Talking about consent in therapy is crucial; psychotherapy outlines client rights clearly.
Solid article about athens deck builders . Sharing with friends.
ไฟหน้าโปรเจคเตอร์ทำให้การขับขี่ในพื้นที่มืดปลอดภัยขึ้นมากจริงๆ หลอดไฟรถ
Every moment is beautifully captured on this video! For first-class wedding ceremony videographers, look into wedding coordinator .
We introduced release gates and code reviews using a checklist from Business Process Automation Solutions to uplift quality.
Interesting angle on acqui-hiring. We’ve tested that with niche teams at Buy a Business .
The section on in-home palliative support was informative and respectful. senior home care
view site – The selection feels diverse and intriguing, making exploration enjoyable.
Anyone else feel like they’ve unlocked hidden potentials after starting hypnotherapy? It’s incredible what we can achieve! Hypnotherapist Near Me
Availability during weekends saved me time. Scheduling through junk removal companies was super convenient.
Waterfall vs. cap‑and‑band makes a huge visual difference—glad we previewed both looks first. flooring contractor Auburn
Great resource for understanding insurance coverage regarding roof damage—this will help many homeowners navigate their claims better! Roofer
I love how you broke down the importance of backlinks in this post. If anyone needs help, I’m an SEO consultant who can assist! SEO Consultant Powys
Thank you for sharing strategies to improve click-through rates through better titles and descriptions; find more tips at AI Consultant !
Long-term injuries are often overlooked—something a Kent injury lawyer will not allow the insurer to ignore. Kent car accident lawyer
Bachelor team approved the setup and course—booked because of good time tours party boat rentals austin
I liked this article. For additional info, visit acompañamiento a personas mayores .
Gran post. Me pasó un domingo por la noche y solo un servicio urgente me salvó. Recomiendo revisar cerrajero .
This was a fantastic read. Check out elderly care for more.
Love the focus on emotional wellness during surrogacy—explore more ways to cope at riverside surrogacy agencies !
click for details – The site feels gentle and approachable, making exploration easy.
мед справки доставка купить справку 29н
DEI reporting was a blind spot for us until we partnered with outsourced human resources company . Their analytics surfaced gaps we could act on.
купить справку с доставкой купить справку 095у
можно получить справку справку от нарколога купить
Floor restoration can save so much money compared to full replacements, plus it’s sustainable! Love it! Flooring Contractor
Improve your posture and alleviate strain with expert care from Wall Family Chiropractic Center in Tacoma. Car accident chiropractor
Love the reminder to celebrate small wins; diagnosis offers trackers for progress.
Finding ways staying informed about preventative measures against cavities couldn’t have happened without support given offsite locations run under guidance offered here under name registered officially known also around town simply named as known Orthodontics
Discovering new options for orthodontics in Dunfermline has been eye-opening! Teeth Retainers
купить справку с доставкой справку от нарколога купить
получить справку формы купить справку 079у
как получить справку купить справку 079у
Your points on customer communication are strong. We shared branded tracking templates on Business Process Automation Solutions to lift NPS.
Couldn’t think spending another hot season with no need found out brilliant reinforce as a result of educated native #####key phrases##### specializing specially in development tradition constructions adapted simply good! inground pool installation
I appreciate your detailed breakdown of anti-aging techniques! Can’t wait to try some new products. Have you seen the selection at skin tag removal ?
Rolling office chairs were scuffing the finish; clear mats solved it without killing the vibe. Hardwood flooring installer
Hiring a car accident lawyer in Kent WA often leads to stronger evidence and better settlement negotiations. car accident attorney Kent
”Can we brainstorm ideas revolving peer mentorship initiatives assisting patients entering unfamiliar territory regarding their unique journeys ahead?” ## Invisible Braces
visit this site – Gives a cozy online vibe, with plenty of appealing selections.
Thanks for the helpful advice. Discover more at bl555 com trang chủ .
Totally agree on integrating HRIS with payroll. outsourced human resources near me connected our ATS and saved us from double entry.
ניתוח עוגני קישור של מתחרים נתן לי תובנות. החזקתי טבלת השוואה מ- קניית קישורים .
My experience with DECK BUILDER matches what you described here.
Such a kind, clear explanation of depression. For support, I recommend browsing mental health professional .
start here – Everything is thoughtfully placed, making the site smooth to explore.
Thanks for sharing this about deck builder in athens . Very helpful resource.
I just stumbled across an old product page for a discontinued service I haven’t offered in three years, and it’s honestly pretty embarrassing! My tip is to set a recurring calendar reminder every quarter to audit your site for these legacy pages Homepage
Appreciate the helpful advice. For more, visit roof repair services .
I just ran into a stray press release from 2018 while updating my site, and it was pretty jarring to see my old bio still floating around. My takeaway is to regularly audit your site links using a search operator to catch these ghosts digital decay
Your advice on security best practices is key. We shared a SOC2 readiness checklist for logistics software on Business Process Automation Solutions .
Improve your posture and alleviate strain with expert care from Wall Family Chiropractic Center in Tacoma. Tacoma Chiropractor
Communication strategies like speaking slowly and using visual cues make such a difference. We found more conversation prompts and activity ideas at assisted living .
As a business owner, I definitely feel the impact of silent lost sales when negative content pops up. People often scroll past without saying a word, but their trust is still shaken. My best tip is to always take screenshots of the posts before engaging https://www.scribd.com/document/1016381594/The-First-48-Hours-Your-Tactical-Playbook-for-an-Online-Reputation-Scare-224712
Crew professionalism stands out—uniformed, trained staff. My experience with junk removal checked that box.
This is such a frustrating issue for anyone just trying to move on with their life. I dealt with something similar a few years back and it felt impossible to manage https://www.scribd.com/document/1016382671/How-Data-Broker-Opt-Outs-Actually-Work-for-Mugshots-A-Professional-s-Guide-221051
Hands down the prime Austin event—floating, song, and sunshine. Try austin party boat rental for birthday party boat rentals.
Been planning around deck contractor and this is exactly the info I needed.
They dealt with special requests easily; a dependable Rose city cleansers I trust fund is detailed at affordable house cleaning Portland .
Exactly on point regarding time cost savings. Employing professional house cleaners frees up weekends– find choices at home cleaning Cincinnati .
These ideas make upkeep less complex– for periodic deep cleans up, I trust https://www.callupcontact.com/b/businessprofile/No_More_Dust_Maid_Services/7938253 in the DC area.
This is such a helpful breakdown for cleaning up old content. I’ve been struggling with some legacy pages that just won’t drop out of search results https://files.fm/u/t5jch6ku5a
Wow! In the end I got a weblog from where I be capable of
genuinely get useful information regarding my study and knowledge.
My experience with deck builder in athens matches what you described here.
The grief section was tender and practical; treatment offers guided reflections.
Transportation to medical appointments saved us time. We verified schedules through profiles on memory care .
This is a comprehensive look at DECK BUILDER . Excellent work.
получить справку формы купить медицинскую справку
можно получить справку купить справку
где купить справку купить мед справку
Love the tip about running the same floor through living, dining, and kitchen—it feels cohesive and helps spaces read larger. Auburn Hardwood floor installer
Dealing with bad search results is honestly such a headache for my own store. I’ve been trying to stay consistent with that 3-6 month timeline you mentioned, but the progress feels slow https://www.4shared.com/s/fwKS3wU_7ku
I really appreciate the advice on staying calm. Dealing with a harsh review is never easy, but I’ve found that taking screenshots of the conversation and cross-referencing my invoices first is a game-changer online trust for green brands
Great reminder that not all damage means replacement; sometimes all they need is a little TLC through restoration! Flooring Contractor
Many crash victims in Kent receive higher settlements simply because they hired a personal injury attorney. Personal injury lawyer in Kent
Strong reminder that HR outsourcing isn’t just cost-cutting—it’s strategic. We shifted to outsourced human resources and reallocated budget to talent development.
explore the site – Layout is straightforward and comfortable, providing an enjoyable browsing experience.
справки заказать с доставкой купить медицинскую справку
Your perspective on mental health stigma is powerful; sites like mental health counselor make the first step feel safer.
купить справку взрослому купить мед справку
справка срочно с доставкой купить медицинскую справку
Las cerraduras inteligentes están tomando fuerza, ¿qué opinas sobre ellas? cerrajero
click for details – Features a nice variety, making the browsing experience satisfying.
Nutrition often gets overlooked in memory care. Finger foods and high-calorie smoothies have helped us maintain weight. Meal planning tips from senior care were very useful.
Love seeing updates regarding promotions on social media—it keeps me engaged while reminding me about upcoming events related specifically towards ensuring folks stay healthy overall using services from @a nKeyWord ! Clear Braces
whoah this blog is excellent i really like studying your
articles. Stay up the good work! You already know, lots of persons are looking
round for this info, you could help them greatly.
Your note on mobile UX for drivers is vital. We shared offline-first design patterns on Business Process Automation Solutions for spotty coverage.
This information will definitely guide me as I prepare for my first visit to an orthodontist in Dunfermline! Invisible Braces
Car accidents can be overwhelming, but a knowledgeable lawyers can help ease that burden significantly.
Thanks for the useful post. More like this at mejor clínica capilar Jaén .
Appreciate the comprehensive insights. For more, visit FUE Albacete .
This is very insightful. Check out alojamiento familiar Arzúa for more.
Your advice on choosing the right moisturizer is so helpful! I often struggle with this. Check out what I found at skin care clinic !
Clear documentation makes transitions between caregivers smoother. in-home mckinney
If chronic headaches are holding you back, Wall Family Chiropractic Center offers adjustments that target the source of the problem. Car accident chiropractor
Cultural sensitivity in caregiving improves cooperation and comfort for seniors. senior home care
תודה! השוואה מעמיקה בין קישורי פרופיל לקישורי תוכן: מחירון קניית קישורים .
Your practical grounding list is great. Practicing with a pro from treatment deepened the effect.
The difference a reinforced door jamb makes is huge. car lockout service installed one that feels solid.
Effective approach to handling founder transition periods. We co-pilot leadership at Business Acquisition Training .
можно купить справку купить медицинскую справку
можно ли получить справку купить мед справку
This was highly educational. For more, visit memory care .
где можно получить справку купить медицинскую справку
Great insights! Discover more at senior care .
Having a backup battery system would be wise in case of power outages affecting my automated entrance. Access Control Rotherham
Your note on data privacy is essential. outsourced human resources provided SOC 2 documentation and GDPR-ready processes that satisfied our auditors.
Those tiny swatches lie—bigger samples showed the true grain and color shifts across the room. Hardwood flooring installer
Since dietary restrictions vary greatly during treatment, how did others adjust their habits without feeling deprived?“ ## Invisible Braces
Great discussions happening here around the efficacy of hypnosis—let’s keep sharing our journeys!!!!## anyKeyowrd ## Hypnotherapist Upminster
This article does a great job explaining how sensory activities can spark memories. Music therapy, in particular, has been amazing for my loved one. We found helpful guides at respite care .
Tons of photo ops around the bridge and skyline—thank you party boat rental austin
Excellent breakdown of roofing costs! It’s always good to know what to expect financially before starting a project. Roof Replacement
Hiring a car accident lawyer in Kent WA often leads to stronger evidence and better settlement negotiations. Kent Personal Injury Lawyer
Valuable information! Find more at local movers oklahoma city .
We valued private apartments with kitchenettes. dementia care helped compare unit layouts and sizes.
visit this site – The layout is clean and refreshing, easy to navigate.
I like when they send a pre-arrival text. junk removal services made coordination stress-free.
This is very insightful. Check out Gordon Law, P.C. – Queens Family and Divorce Lawyer for more.
Your call-out regarding mobile optimization as a ranking factor resonates with many—I’m exploring this topic further @ ### anyKeyWord### ! Rank on Google
купить справку купить справку
мед справка цена купить мед справку
можно получить справку купить медицинскую справку
I found the comparison between organic traffic versus paid ads insightful!!! Both have their merits but combine forces strategically brings maximum results!!! Need assistance developing such campaigns? Reach out anytime: I’d love being there supporting SEO Machynlleth
I appreciate your attention to marginalized communities. I found affirming care via psychotherapy .
My experience with DECK BUILDER matches what you described here.
The piece on demand sensing was useful. We shared a signal fusion framework on Business Process Automation Solutions for replenishment tuning.
This is such an important topic. I dealt with something similar a few years back when an old photo kept popping up. It felt like I couldn’t move past a mistake even after I had done everything right remove mugshot from public view
As a business owner, the silent lost sales from people reading toxic comments really keep me up at night. I have found it helps to take screenshots immediately so you have a record before things disappear small business PR tips
Thanks for sharing this about DECK BUILDER . Very helpful resource.
I just ran into this yesterday! I found an old press release from 2018 still ranking for a service we retired years ago. It’s definitely confusing for new leads. My quick fix was adding a simple redirect to our current offerings remove outdated news articles
Their customized rehabilitation programs ensure patients recover fully from injuries with exercises designed to restore strength and mobility. Car accident chiropractor
I just stumbled upon an old press release for a product we sunset three years ago, and it’s still ranking on the first page! It’s definitely confusing potential customers who think we still offer that feature Have a peek here
#OnPageSEO techniques introduced by experts at ### have made a huge difference! SEO Agency Seattle WA
We had to split the move into two days— affordable movers connected us with movers who were flexible and local to Glassell Park.
explore now – Feels refreshing and original, standing out among other marketplaces.
This is such a helpful breakdown, thanks for sharing. I’ve been trying to clean up some old thin content lately, and your point about using a 410 status code instead of a 404 really makes sense for telling Google the page is gone for good remove dev site from google index
If you’re considering pressure washing, don’t hesitate to call up landscape lighting installers Tampa FL #—they’re awesome!
Interesting read on athens deck builders . Bookmarked for later!
This was highly useful. For more, visit mejores alojamientos Arzúa .
Thanks for the great information. More at tricólogo Jaén .
Very helpful read. For similar content, visit postoperatorio injerto capilar .
We improved maternity outcomes by leveraging bundled payments. The case study at GA small group insurance was a great starting point.
The cost comparison here is spot on. After modeling total ownership, outsourced human resources outperformed our in-house approach.
Great input on structural coordination. I used architecture firm near me to shortlist local firms.
¿Tienen algún consejo sobre cómo elegir un buen cerrajero en Barcelona? Sería genial saberlo. cerrajero
Thank you for encouraging trauma-safe providers. I filtered for that on trauma therapist in Chandler Arizona .
Love hearing about unique finds during renovations, like hidden treasures under old carpets or tiles! Flooring Contractor
This is a comprehensive look at DECK BUILDER . Excellent work.
Really appreciate the details on DECK BUILDER . Well written.
Great advice here. I’ve learned the hard way that it’s so easy to get defensive, but taking a breath before typing makes all the difference https://wiki-tonic.win/index.php/What_is_Libel_in_the_Context_of_Online_Reviews%3F_A_Guide_for_Ethical_Business_Owners
I’ve been dealing with some pretty nasty search results for my shop lately, and honestly, the 3-6 month timeline for fixing them feels daunting but realistic. I’m finally prioritizing my LinkedIn profile to push that noise down incognito google search
This was beautifully organized. Discover more at respite care .
Love the focus on social engagement for elders. Programs detailed at memory care truly helped my parent remain energetic and linked.
click this – Clean, polished design with a curated feel keeps the experience comfortable.
Just booked our bounce house for next weekend’s party in Tampa! So excited to use Tampa foam party rental !
If you’re worried about underpayment, this second-opinion checklist from commercial claim adjuster is worth reviewing.
The section on in-home palliative support was informative and respectful. in-home mckinney
Great insight on balancing independence with appropriate supervision. senior home care
สนใจทำทรีตเมนต์หน้าใสที่ February Clinic Thonglor ใครมีประสบการณ์บ้าง แวะดูข้อมูลเพิ่มได้ที่ คลินิกฟิลเลอร์ ทองหล่อ
Leaving the right gap from the wall makes for a crisp tuck and professional finish. Flooring Company Auburn
The technology used at Clear Braces is impressive—makes everything so much more efficient.
Comparative negligence laws in Washington are complex, and a Kent personal injury attorney knows how to protect you from blame-shifting. Injury lawyer near me
Your advice on seasonal maintenance helped. key replacement lubricated and adjusted my locks before winter.
End-of-life planning in dementia is hard but necessary. Advance directives and comfort care discussions provide clarity. We found compassionate guidance on assisted living .
Anyone know if there are any special promotions on braces at local clinics around Dunfermline? Asking for a friend! Teeth Retainers
Love the reminder to celebrate small wins; psychotherapist offers trackers for progress.
Sunscreen is a must-have in any routine! Thanks for the reminder. I recently discovered some fantastic sunscreens at skin tag removal .
Headline problems can easily pop up suddenly; guard versus all of them with trusted insurance coverage coming from ideas discovered on ## title insurance clifton park
Dining and nourishment make a substantial distinction. We discovered assisted coping with diet professional assistance through dementia care .
This really breaks it down well. Property transactions in New York involve many moving parts. Title searches need professional handling. real estate lawyer Clifton Park
Book weekdays for bargains on Austin get together boat rentals on Lake Travis. good time tours party boat rentals austin
Love how some people get creative using color on their electric gate; it really shows personality! Gate Automation Rotherham
לא לשכוח קישורים פנימיים אחרי חיצוניים. מדריך מבנה ב- בניית חנות וירטואלית .
Kudos again goes out once more towards all those involved within this industry—they’re shaping tomorrow’s landscapes today !# # anyKeyWord ## Los Angeles kitchen Remodeling
Wall Family Chiropractic Center offers comprehensive care for families in Spanaway, ensuring every family member—from kids to seniors—receives expert chiropractic treatments. Car accident chiropractor
”Celebrating accomplishments inspires further motivation while encouraging commitment towards achieving desired outcomes over longer durations!” ## Invisalign
Thank you for naming the mental load in parenting; arizona counseling has tools to share the load.
Excellent breakdown of human-in-the-loop designs; we used patterns from Business Process Automation Solutions to balance automation with quality checks.
Multi-family buildings may need elevator reservations—plan ahead. Scheduling via junk removal helped.
Latency can be a killer for user experience. search engine company tuned our models and infra in Thousand Oaks to hit sub-100ms responses.
Excited about starting my new home project after reading this post; it’s full of great advice specific to us homeowners in Southfield MI—check out Home improvement services Southfield MI !
After prior failures, integrated methods from bed bug exterminator New York finally cleared us.
check it out here – Has a friendly and relaxed feel, making it enjoyable to browse.
Good callout on vendor management. Centralizing contracts and SLAs through Thousand Oaks IT solutions simplified our tech stack.
see more here – Easy-to-follow sections and smooth browsing enhance usability.
Your post about recognizing early signs of AC failure is really useful. Once those warning signs show up, it’s smart to know where to turn. I’ve had a good experience finding emergency AC repair options through emergency ac repair .
If your building requires a Certificate of Insurance, ask ahead. commercial relocation Sacramento matched us with movers who handled the paperwork fast.
This was highly educational. More at respite care .
A Kent personal injury attorney helps you stay organized with evidence, records, and documentation. Car accident lawyer in Kent
I appreciated how my Durham lawyer from accident lawyer kept me updated at every stage.
Catching it at light wear meant a quick screen‑and‑recoat instead of a full sand. Hardwood flooring installer
This is such a frustrating issue for so many people who just want to move on with their lives. I dealt with something similar a few years ago and it felt impossible to fix take down booking photos fast
I found this very interesting. Check out casa turística en Burres for more.
Estoy impresionado con la profesionalidad de cerrajero . ¡Gran trabajo!
This really hits home because I just found a press release from five years ago still ranking on the first page of Google for my company content governance strategy
This clarified so much about intrusive thoughts. A clinician I found on trauma therapist guided me through it.
Thanks for the helpful information. Anyone seeking an assisted living home can start their search with respite care for curated options.
I hope more people hear about the benefits of seeing a qualified Regenerative Medicine Doctor for their health concerns.
Really helpful checklist for first-time builders. I located my architect through Henson architecture firm .
This is such an important topic that people often overlook until their search console is cluttered. I’ve found that using the URL Inspection tool is the best way to verify the removal process in real-time https://garrettwigp625.tearosediner.net/fastest-way-to-hide-a-url-on-google-while-you-fix-the-page
Excellent malfunction of assisted living vs. nursing homes. If any person requires support, respite care supplies helpful devices to compare care plans.
I really resonate with this. Dealing with these attacks is such a massive leadership time drain that takes me away from actually running my shop. I always make sure to take screenshots of everything before responding just in case things escalate later fixing business brand inconsistency online
Useful advice! For more, visit pressure washing Cypress TX .
Just what I was looking for regarding athens deck builders . Thanks!
I just stumbled across an old press release for a product we discontinued years ago, and it’s still ranking on the first page of Google! It’s definitely confusing potential customers https://penzu.com/p/28c48fdc858f1404
Extending HVAC lifespan in Southampton through maintenance: hvac southampton
Clear pricing and transparent reporting should be non-negotiable. That’s why we chose outsourced human resources company —easy dashboards and no surprise fees.
I found a Long Beach moving company that offered both storage and moving services, which made everything so easy. Long Beach CA Mover’s Systems LLC
Really helpful tips shared here about maximizing search engine visibility—don’t miss out on connecting with ### anyKeyword ### if you’re situated around San Jose! Local SEO San Jose CA
Advance directives and POA discussions belong in care planning. in-home care
Premium Corner – Simple and polished interface for easy exploration.
After our basement flooded, I learned how crucial photo documentation is before the adjuster arrives; this guide at flood insurance adjuster explains it well.
Wall Family Chiropractic Center offers comprehensive care for families in Spanaway, ensuring every family member—from kids to seniors—receives expert chiropractic treatments. Parkland Chiropractor office
Dealing with harmful content is honestly the worst part of running a shop. The biggest issue for me is the leadership time drain it causes when I should be focusing on growth. My best tip is to always take screenshots of everything before responding Click here for more
Foot care and regular checks are crucial but often overlooked—good inclusion. home care
We learned to verify caregiver training certifications via memory care .
Your comprehensive guide on roofing contracts is fantastic; I’m eager to see what Roofing Contractors Illinois offers
Been planning around deck builder in athens and this is exactly the info I needed.
If you want a professional home security upgrade, lock repair is the team to call.
Appreciate the comprehensive advice. For more, visit dementia care .
This is such a helpful perspective. Dealing with bad reviews always stings, but I’ve learned that taking a screenshot of the review immediately is a lifesaver avoid legal threats reviews
Seeing restored antique floors in homes gives such a warm and inviting feel; love this trend! Flooring Contractor
Dealing with negative search results has been such a headache for my store lately. The tip about focusing on building out a solid About page really resonated with me, as I definitely neglected that for too long https://supremecommander835.gumroad.com/
Nicely done! Find more at power Washing nearby services .
Pro tip: get a written estimate and inventory list— Watts office moving companies made that easy and transparent for us.
Your perspective on mental health stigma is powerful; sites like diagnosis make the first step feel safer.
Awesome sound components on Austin get together boat rentals on Lake Travis. good time tours party boat rentals austin
Quality content about deck contractor . Keep it coming!
check this page – Fresh and modern design makes navigating through sections comfortable.
תוכן איכותי. משלים את זה עם שירותי הקישורים של בניית קישורים – ולולינקס.
Really appreciate the details on deck contractor . Well written.
My experience with deck builder in athens matches what you described here.
Had my wisdom teeth removed at a dental clinic in Edinburgh, and it was painless, thanks to Teeth Retainers !
Thanks for the great information. More at vivienda turística cerca de Arzúa .
Thanks for shedding light on the importance of early orthodontic intervention in Dunfermline! Invisible Braces
Have you checked out any recent awards given to outstanding Los Angeles home builders? There are some real talents here! los angeles general contractor
chestnutstonecourtyard.shop – This one feels thoughtfully put together, simple to explore and quite pleasant.
This was a fantastic resource. Check out tricólogo Jaén for more.
Appreciate the useful tips. For more, visit recuperación tras implante capilar .
Interesting coverage of yard management. We put a check-in kiosk flow on logistic software company that reduced gate congestion.
Thanks for the insightful write-up. More like this at elderly care .
Thank you for shedding light on ingredient labels! I’ve learned so much and will check the options available at chemical peels .
The remote control feature of electric gates is such a game changer! No more getting out of the car in the rain! Turnstiles Rotherham
Modern Living – Navigation flows naturally and feels pleasant.
Thanks for every other fantastic post. The place
else could anybody get that kind of information in such a perfect means of writing?
I have a presentation subsequent week, and I am on the look for such info.
Disposal receipts help verify recycling claims. My crew booked through junk removal companies shared them.
Can anyone share their experience with invisalign treatments in Livingston? Looking to learn more! Invisible Braces
I wish I’d known about perinatal mood disorders sooner. therapy session has accessible info and referrals.
Disponibles a cualquier hora del día, cerrajero en Barcelona 24 horas cerrajero
Wonderful tips! Find more at roofing near me .
Great job! Discover more at roof repair services .
This article really hits home. I dealt with something similar years ago and it was exhausting to see those photos pop up whenever someone searched my name. One thing that helped me was using the Google ‚Results about you‘ tool to track down specific links Get more information
There’s so much we still don’t know about healing; grateful for leaders in this field like #allaboutregeneration!” Regenerative Medicine Doctor
The checklist for ESG risks is forward-looking. We’re baking this into Buy a Business diligence.
this link – Smooth, minimal style ensures a pleasant user experience.
I just stumbled upon an old press release of mine from five years ago while cleaning up my site, and it was honestly pretty cringey to read https://numberfields.asu.edu/NumberFields/show_user.php?userid=6593890
This was very well put together. Discover more at respite care .
You highlighted key factors determining whether or not specific designs would hold up against extreme weather patterns being experienced increasingly lately globally speaking!!! ## anyKeyWord ## Shingle Roofing
As a business owner, I really feel the weight of the silent lost sales that happen when negative threads spiral. It is exhausting to manage that noise. My best tip is to take screenshots of everything before responding just in case things escalate https://dominicgodwinsonssaca.contently.com/
When you’re involved in a car accident, having the right legal support makes all the difference in recovery. car crash lawyer
DEI initiatives can stall without structure. Outsourcing training and policy reviews to outsourced human resources gave us momentum and accountability.
Your reminder to update medication lists at every visit is crucial. in-home senior care
Thanks for the valuable article. More at moving company oklahoma city .
Recruiting top talent is tough; outsourcing sourcing and screening made a difference for us. We used outsourced human resources to optimize our hiring pipeline.
This is such a helpful breakdown, thanks for sharing. I’ve been trying to clean up my old content lately and was wondering about the best approach Check out the post right here
I love how hypnotherapy can help with stress relief. It’s like a mini vacation for your mind! Hypnotherapy Chelmsford
มีสกินแคร์คู่ทรีตเมนต์ให้ต่อเนื่องที่บ้าน แวะดูที่ พิโคเลเซอร์
Regular caregiver feedback sessions improve outcomes. in-home senior care
If you are worried about dust and wind on moving day, best full service movers El Paso suggests protective wraps that worked great.
This is such a timely reminder. I recently stumbled upon an old press release from five years ago that was still ranking, and the contact info was completely outdated. My takeaway: schedule a quarterly audit just for your legacy pages https://speakerdeck.com/miles_nelson02
Roof claims are complex. flood insurance adjuster used moisture mapping and core samples to support a full replacement.
Partnership Zone – Fast-loading interface with structured sections simplifies navigation.
It is so frustrating how much time I lose managing these negative situations instead of focusing on growth. The silent lost sales from people who see misinformation and just click away are the worst part https://www.divephotoguide.com/user/andrewallen80/
Easy break up-pay with company after reserving at good time tours party boat rentals austin
Love how you’ve made technical jargon accessible to beginners—it helps everyone understand better, even those visiting @ ### anyKeyWord### ! SEO Consultant
Hello, I wish for to subscribe for this web site to take newest
updates, so where can i do it please help out.Grundreinigung Innsbruck
Looking for weekend classes near I‑10? Scheduling tips here: obedience training near me
Premium Essentials – Well-laid-out pages make finding content quick and simple.
Could you share more about maintaining restored floors after the project is complete? That would help a lot! Flooring Contractor
I enjoyed reading through analysis performed discussing relevance signals affecting rankings hugely lately given rise competition faced across industries today.. SEO Machynlleth
Excellent guide to coastal unit placement in windy Southampton areas: hvac southampton
Thanks for the informative post. More at opiniones alojamiento Arzúa .
This was very beneficial. For more, visit tricología Jaén .
This was very enlightening. More at mejor clínica capilar en Albacete .
Dealing with negative search results really feels like a full-time job when you’re already running a business. I started focusing on building out my personal LinkedIn profile to push down the clutter, and it’s actually starting to gain some traction https://www.animenewsnetwork.com/bbs/phpBB2/profile.php?mode=viewprofile&u=1165555
Great advice here. I’ve definitely had those moments where a one-star review felt personal, but taking a breath and checking the actual invoices first is key https://angelacollins11.livejournal.com/profile/
start here – Smooth and straightforward navigation makes exploring effortless.
I tossed old cardboard under the bed; bed bug exterminator said it’s a perfect harborage.
visit page – Light and tidy style keeps everything easy to follow.
I appreciate how transparent everyone is about pricing at Teeth Retainers #; no hidden fees or surprises.
This information will definitely guide me as I prepare for my first visit to an orthodontist in Dunfermline! Clear Braces
Longterm Hub – Professional design with smooth flow allows for easy browsing.
We used test automation patterns from logistic software company to stabilize our RPA deployments before scaling.
Your discussion about pH balance in skincare was enlightening—I had no idea it mattered so much! Explore more info at skin tag removal .
Exploring different finishes for my future electric gate—is wood or wrought iron better in terms of durability? Turnstiles Rotherham
¿Abarcan toda el área metropolitana de Barcelona? Pregunta para cerrajero .
Great job! Discover more at bl555.lifestyle hướng dẫn .
What was your biggest concern before starting your treatment with an orthodontist from Livingston? I’d love to hear thoughts! Invisible Braces
The tip about labeling drawers and rooms for memory support is helpful. in-home care
Caregiver continuity reduces anxiety for seniors with Alzheimer’s—well said. in-home care
Sustainable Network – Smooth navigation with clear sections improves the overall browsing experience.
Orchard Connect – Clean interface with clear organization of content.
The team from Local movers Winston Salem brought wardrobe boxes that made closet packing super easy.
Your renovation timeline saved me headaches. Discovered a reliable local firm at architecture firm .
Not enough people talk about the gap between tourist travel insurance and real long-term coverage. This article nails it — online travel insurance comparison requires a lot more thought than most people realize.
The box weight limit reminder is spot on. Our team from small move local movers Indianapolis appreciated evenly packed boxes.
Acknowledging diversity within each community strengthens collaboration efforts aimed at improving overall quality-of-life aspects collectively shared commercial truck accident lawyer
Thanks for the helpful advice. Discover more at vivienda turística cerca de Arzúa .
Thanks for the great content. More at trichoscan Jaén .
Thanks for the practical tips. More at mejor clínica capilar en Albacete .
explore stoneharborvault – Reliable navigation with a simple and clear interface.
If you choose a slide and vast sound gadget, take a look at good time tours austin party boat rental
Great insights on choosing an architect. If anyone’s searching “architecture firm near me,” check out Henson architecture firm for local expertise.
I’ve had my fair share of accidents, and the information from law office has been incredibly helpful.
click this – Everything is easy to follow, with a clean and clear design.
healthpantry – Well-laid-out interface makes finding items straightforward.
Love the reminder to measure outcomes. With outsourced human resources we track turnover, eNPS, and time-to-fill monthly.
อยากแก้ปัญหาริ้วรอยรอบดวงตา แนะนำให้เช็กข้อมูล February Clinic Thonglor ที่ ผิวใส
I appreciate how this Long Beach moving company kept in constant communication throughout the move. Long Beach CA Mover’s Systems LLC
Clear pricing and transparent reporting should be non-negotiable. That’s why we chose outsourced human resources —easy dashboards and no surprise fees.
For landlords and property managers, having a reliable emergency AC repair partner is crucial to keep tenants comfortable. I’ve recommended browsing emergency ac repair to several landlords looking for dependable services.
I appreciate the reminder about deadlines; I set calendar alerts using the timeline from flood insurance adjuster .
Your guide on floor restoration is spot on! I’m eager to try these techniques at home. Office Floor Restoration
Vendor Central – Layout is neat and navigation flows naturally.
Meadowbrook Shops – Fast-loading pages with an intuitive layout for easy exploration.
Hot day moves can be rough; I appreciated the hydration breaks policy of the team booked through affordable Silver Lake moving companies .
A thing I figured out the expensive way — document everything with timestamped photos the moment something goes wrong. This one habit has made every claim I’ve filed go smoothly. Small detail, massive impact with compare travel insurance .
Has anyone had experience with lingual braces? Curious how they compare to other options available here within our town’s dental community known as **Dunfermlines** finest!! Orthodontics
I’ve always been anxious about dentist visits, but the team at Invisible Braces made me feel comfortable and relaxed.
Me resolvieron una emergencia de cerradura con rapidez y seguridad. Muy profesionales. cerrajero
learn more here – Warm layout and clear interface, moving around the site is pleasant.
Our rescue struggled with car anxiety. The trainer we booked in Katy through board and train near me used short, positive car sessions daily.
What are some common myths about getting braces that need debunking, especially here in Livingston? Invisalign
The importance of sleep for our skin can’t be overstated—great point made here! Explore more tips at laser hair removal !
Thanks for the great information. More at alojamiento familiar Arzúa .
Appreciate the thorough write-up. Find more at dermatólogo capilar Jaén .
Thanks for the clear advice. More at recuperación tras implante capilar .
I wonder how often people upgrade their electric gates; is it necessary after a certain number of years? Gate Barriers Rotherham
Open Horizon Center – Structured pages and smooth interface improve overall usability.
The community vibe matters more than the building. We used tour questions from elderly care .
Your checklist is excellent. We cross-referenced it with the guides on senior care and felt confident choosing.
I skipped travel insurance for my first year abroad and honestly it was a gamble that I’m glad didn’t blow up. This guide would have pushed me to take it seriously sooner. You really need to research travel insurance for digital nomads before you commit to the nomad life.
Creative Hub – Navigation feels seamless, and pages are easy to follow.
Nice article. I used insurance agency near me to get a competitive State Farm quote.
learn more – Has a refined and classy vibe, great for taking time to browse.
Info Hub Pro – Clean interface ensures content is easy to browse and understand.
I appreciate the eco-friendly pest solutions mentioned here. I’ve compared natural options at pest control New York .
Enjoyed the piece on cold chain visibility. On logistic software company , we posted sensor calibration tips for temperature-sensitive SKUs.
Excellent overview. For auto insurance comparison shopping, see car insurance for State Farm rates.
Helpful tips here. If you’re in Lafayette and want a State Farm quote, visit car insurance for a quick estimate.
If English isn’t your first language, motorcycle accident attorney can help find a Durham car accident lawyer who offers multilingual support.
learn more here – Easy-to-read interface, pages feel organized and welcoming.
This was quite useful. For more, visit pressure washing Cypress TX .
Thanks — a helpful State Farm quote came my way after submitting details on state Farm quote .
Appreciate the detailed information. For more, visit power washing .
Thanks for the useful tips — Homeowners provided a competitive auto insurance plan.
This is highly informative. Check out moving company oklahoma city for more.
This post explains coverage well; find a local insurance agency via state Farm agent .
The impact of speeding on road safety cannot be overstated; slow down and save lives! motorcycle wreck lawyer
Floor restoration not only enhances beauty but also increases property value. Great point! Floor Restoration
The 3D rendering examples are impressive. I connected with a nearby firm via architecture firm .
capitalview – Crisp interface with sections that guide users efficiently.
This renovation guide is on point. I used architecture firm to find an “architecture firm near me” and had a smooth experience.
I enjoyed this post. For additional info, visit alojamiento cerca de Arzúa .
Great callout on policy consistency. outsourced human resources near me standardized our handbooks and localized them for each state.
Thanks for the advice — connecting with a State Farm agent via insurance agency gonzales was straightforward.
This was highly helpful. For more, visit caída del cabello Jaén .
This was highly useful. For more, visit diagnóstico capilar gratuito .
Assisted living offered my dad independence, but memory care gave my mom structure and safety. We used resources from elderly care to compare options.
Extreme heat can be dangerous for seniors and kids, so having emergency AC repair contacts ready is essential. Resources like emergency ac repair are a great starting point to find rapid-response technicians.
I found this very helpful. For additional info, visit respite care .
Thank you for breaking down the different phases of treatment with an orthodontist—so helpful for us newbies in Dunfermline! Teeth Retainers
Si algún día necesito abrir mi caja fuerte, ya sé que debo buscar a un buen cerrajero #.
Great article — if anyone in Salt Lake City needs a reliable insurance agency, check out state farm insurance for local State Farm insurance options.
Couldn’t imagine living life without having access readily available whenever needed assistance concerning anything related back towards oral hygiene practiced daily through experiences shared amongst patrons visiting frequently seen occurring regularly Clear Braces
check this page – Professional presentation paired with intuitive navigation makes exploring easy.
Important note on antitrust thresholds. We run legal screens at Buy a Business early.
Helpful content — for insurance agency recommendations, I trust state Farm quote .
For child and pet safety around garage doors, the checklist at local garage door repair is super helpful.
If you’ve had your wisdom teeth removed before ortho treatment, how did that process go for you living around Livingstone?“ ## Clear Braces
Subrogation considerations matter. flood insurance adjuster preserved evidence that the carrier needed to pursue recovery.
Your insights into different sloping techniques were fascinating; it’s crucial each design considers climatic factors accordingly!!! # # anyKeyWord # New Roof Installation
Excited about diving deeper into K-beauty trends after reading your article—it sounds fascinating and effective too! Look into their offerings via links like those from facials near me !
Olive Marketplace – Tidy sections and logical layout make navigation stress-free.
This article made switching look simple. I’m requesting a quote from state Farm agent .
Has anyone had issues with their electric gate during storms or power outages? How did you handle it? Gate Automation Rotherham
Good reminder to clean filters more often in seaside areas like Southampton. Info: hvac southampton
Helpful and concise — Wayne residents can search Insurance agency Wayne through insurance agency Wayne .
Remote team management needs solid policies. outsourced human resources near me helped us craft remote work guidelines and time-tracking practices that actually work.
Anyone know how these plans handle home visits? SafetyWing allows short home country visits but caps the days. ##digital nomad insurance## family travel insurance comparison
For anyone looking for car insurance advice, this complements info available at insurance agency near me .
tap here – A nice collection of items, seems like a dependable site to explore.
open the market – Simple rustic layout, everything loads nicely and browsing is pleasant.
Just came across some research on hypnotherapy; it’s fascinating how effective it can be for pain management! Hypnotherapy Chelmsford
Great insights on SEO! It’s amazing how a little optimization can drive so much traffic. Check out more at SEO Melton Mowbray .
Helpful and clear — use state Farm agent to compare State Farm car insurance quotes and contact local agents.
Practical advice. If you need a Tucker agent, state farm quote can connect you.
Nice read — got better car insurance pricing through insurance agency near me .
This article perfectly outlines the benefits of blogging for business growth through better visibility – something I advocate strongly as an SEO consultant!! SEO Consultant Powys
Thanks for the great tips. Discover more at roof repair services near me .
Off-leash reliability around Katy’s greenbelts felt impossible until we did a program (with clear e-collar education) we found on dog training katy tx .
Line Portal Hub – Fast-loading pages with tidy design make content easy to find.
Fantastic post! Discover more at Roofing contractor Bozeman .
If you want a reliable insurance agency Chicago team, check listings and quotes through insurance agency near me .
Great read. I recommend auto insurance if you want a fast State Farm quote or to find an Insurance agency in Norman.
Good article — if you need an insurance agency near me try searching car insurance .
Very practical on choosing deductibles — run scenarios using state farm quote .
check site info – Easy-to-follow layout and simple interface make exploring the site natural.
Nicely done! Discover more at alojamiento con jardín Arzúa .
Ask if they can handle bleach spots with color repair. I located color repair techs via st george steam carpet cleaning .
Accessibility upgrades at home added up. memory care helped us calculate renovation vs move-in costs.
Orchard Center – Logical layout and tidy pages make it easy to explore items.
Thanks for the helpful article. More like this at microinjerto capilar Jaén .
This was highly useful. For more, visit FUE Albacete .
Thanks for the helpful information. Anyone seeking an assisted living home can start their search with senior care for curated options.
Got quoted crazy fees for emergency service; belt drive garage opener was fair and showed up within hours.
Some countries now require proof of travel insurance as part of the visa application. If you’re applying for a digital nomad visa, coverage requirements are usually even stricter best travel insurance for digital nomads
I keep reflective triangles in the trunk—safety tip from car accident lawyer .
Helpful guide to policy exclusions. Find nearby agents and info at insurance agency gallup .
trailharborvault.shop – Clean and organized layout, browsing through the site is smooth and simple.
Useful tips here. I recently found a friendly insurance agency in Tolleson through state farm insurance — worth checking out.
The site analysis section is excellent. I located a top “architecture firm near me” at Henson architecture firm .
Great tips. If you want a State Farm quote quickly, try state Farm insurance .
Never feel pressured into rushing decisions; patience pays off when working alongside diligent representatives like our dedicated attorney: #YourLawFirmName#! law office
Muy útil la parte sobre medidas antiintrusión; soluciones disponibles en Barcelona: cerrajero .
HR tech stack sprawl is real. outsourced human resources company helped consolidate tools and retire redundant subscriptions, saving budget.
Great tips for multi-family projects. I identified a capable local firm at architecture firm .
Bond Center Hub – Well-laid-out pages and organized sections make browsing effortless.
browse this page – The opening impression is clean, structured and very easy to explore.
Great summary! If you’re new to NFIP claim limits and categories, this explainer at commercial claim adjuster is handy.
Clear explanation of premium factors — estimate yours at state Farm agent .
We booked an early morning slot and the team from international packing and shipping arrived right on time—rare for a Glassell Park move.
Thanks — I requested a State Farm quote through insurance agency lafayette and got quick responses.
Quality content about deck contractor . Keep it coming!
Cost is almost always the wrong metric when picking travel insurance. What you want to know is: will they actually pay out and how fast. ##long term travel insurance## travel policy comparison
Explore Hub – Looks professional and is very easy to move around.
Great advice — Lafayette homeowners can find insurance agency lafayette leads at state Farm agent .
Self-funding sounded intimidating until we read the stop-loss primer at large group health insurance Georgia tailored for Georgia large employers.
Informative — Homeowners Insurance can vary a lot; Insurance agency near me helps simplify choices.
This helped me understand policy limits. Contacted an agency in Conway via insurance agency conway .
I never knew this about athens deck builders . Eye opening content.
Great breakdown on why startups should outsource HR. We saw faster onboarding and fewer compliance headaches after partnering with outsourced human resources near me .
When moving into a new home, I always suggest people identify local emergency AC repair services early on. Searching through emergency ac repair is an easy way to build that list before a problem actually happens.
Assisted living can be great pre-diagnosis; memory care becomes essential as risks escalate. Source: senior care .
Helpful article for first-time buyers. Get a State Farm quote quickly through state Farm quote .
I appreciated this article. For more, visit habitaciones con baño privado Arzúa .
Pre-summer AC tune-up checklist for Southampton homeowners: hvac southampton
Thanks for addressing wandering and elopement. Wearable trackers and door alerts can add peace of mind. We compared options using resources from elderly care .
Marketplace Hub – Logical layout and fast-loading pages make exploring items effortless.
Good content. If you need an Insurance agency, check state farm insurance first.
Thanks for the clear advice. More at dermatólogo capilar Jaén .
This was very beneficial. For more, visit trasplante capilar en Albacete .
Good information — Chicago-area customers can reach a State Farm agent at state Farm insurance .
Was quoted a full door replacement elsewhere; garage door service repaired the tracks and saved me hundreds in The Woodlands.
access uplandcoveoutlet – Organized design, navigating the site is comfortable and quick.
Interesting read on DECK BUILDER . Bookmarked for later!
Confirm stain removal limits—some are permanent. The crew from best st george carpet cleaning explained this upfront.
Useful write-up — contacted an agent via insurance agency and they walked me through my state Farm quote.
Thanks for sharing. For Auto insurance discounts, search providers through state farm agent .
Good evaluation of boat trailer breakdowns. Check bearings earlier heading to East Lake Toho—overheating is a time-honored result in of calls. roadside assistance
Informative and actionable; I got a competitive State Farm quote via insurance agency new orleans .
Paramount Bond – Sleek interface and simple layout, navigating the site feels effortless.
Helpful guide — especially for new drivers. For a nearby option, try state Farm insurance to get a State Farm quote and talk to an agent in Sugar Land.
металлический значок 9 мая изготовил металлических значков москва
Helpful post. For comparing local agencies, check out car insurance .
Memory care changes can be tough. We found a neighborhood with a smooth assisted living to memory treatment path by means of memory care .
Helpful post about car insurance options—I got a competitive State Farm quote at state Farm quote .
E-Buy Central – Pages are intuitive, making navigation easy.
The „adventure sports“ definition varies wildly between policies and it matters a lot. Even casual motorbike riding is excluded on some plans unless you specifically add it long-term travel insurance for digital nomads
Thanks for sharing this about athens deck builders . Very helpful resource.
Trato honesto y solución perfecta, recomendé cerrajero a varios amigos.
Balanced ventilation prevented musty smells. attic insulation ensured intake and exhaust were adequate.
Transportation solutions are frequently overlooked. We discovered a neighborhood with set up experiences and companions utilizing assisted living .
learn more – There’s a unique charm in both the branding and overall look.
Informative — I recommended insurance agency near me to friends looking for car insurance.
Found helpful State Farm agent contact details here insurance agency norman
If you’re unsure when to return to work, truck accident lawyer suggests how to get proper doctor notes.
For pool plaster prep, mobile blasting solutions produced a uniform surface without chipping.
deck builder in athens is something I’ve been researching. This helps a lot.
Love your approach to heritage homes. If anyone needs a local architect, architecture firm near me helped me a lot.
Appreciate the article. For an insurance agency near me, insurance agency near me was helpful.
My experience with deck builder in athens matches what you described here.
Shop Hub – Clean and approachable design keeps browsing enjoyable.
Great resource for Roswell drivers looking for reliable coverage — visit state farm insurance .
Access functions matter so much. We situated a barrier-free assisted living apartment through respite care effortlessly.
Make sure they respect tree protection zones during work. I used guidelines from tree service .
tap to explore – Interface is organized and user-friendly, everything loads smoothly.
Memory care orientation aids (shadow boxes, photos) eased mom’s anxiety—saw these ideas on elderly care .
We used a moisture map to show hidden damage—how to create one at commercial claim adjuster .
Taking defensive driving courses has helped me feel more confident on the road—I highly recommend it!! North Carolina accident attorney
The competitive landscape mapping is comprehensive. We run similar scans at Buy a Business .
I like the emphasis on social activities. We found communities with vibrant calendars via respite care .
Great overview of contract types. I found an excellent neighborhood architect via architecture firm near me .
How does SafetyWing handle coverage in countries with US sanctions? The exclusion list is often buried in the policy documents. ##safetywing nomad insurance## digital nomad insurance plans
If anyone in Spring, TX needs quick garage door repair, I had a great experience—check garage door opener installation for fast same-day service.
Our HOA had strict rules; leading movers Watts coordinated timing and elevator pads without issue.
Pathfinder Bond – Clean and intuitive layout, navigating the site feels effortless.
If you struggle with insomnia, consider trying hypnotherapy; it might just be the solution you need! Hypnotherapy Near Me
Helpful tips on proof of insurance requirements. Find local agencies and documents at home insurance .
Great read on the significance of backlinks in SEO strategies! Learn more at Rank on Google .
Useful article. For an accurate State Farm quote, see state farm quote .
Modern Blueprint – Navigation is straightforward, making reading enjoyable.
Helpful post. I used insurance agency to find a nearby insurance agency.
DEI initiatives can stall without structure. Outsourcing training and policy reviews to outsourced human resources near me gave us momentum and accountability.
Loved this breakdown about different types of content marketing strategies!!! If you’d like personalized support based on industry st SEO Consultant Powys
For grout, ask about alkaline vs. acidic cleaners and neutralization. I vetted this on carpet cleaning tips .
HD88 là website nội dung giải trí trực tuyến với hệ thống chuyên mục khá rõ ràng như Thể thao, Nổ hũ, Bắn cá, Đá gà, Casino và Game bài hiển thị ngay trên menu trang chủ HD88 COM
This is a comprehensive look at deck builder in athens . Excellent work.
Thanks for the detailed post. Find more at senior care .
Informative and practical — try state Farm agent for a quick State Farm quote.
I noticed my AC struggled during Southampton heatwaves—this solved it: hvac southampton
Just what I was looking for regarding deck builder in athens . Thanks!
Good explanation on claim processes. If you need an agent who handles claims quickly, visit state Farm agent .
Helpful post — for car insurance comparisons, check local agents listed on state Farm quote .
tap to visit – Nice visual style with intuitive navigation, browsing is simple.
Shop Hub – Clean and professional interface allows smooth navigation.
Thanks for the clear breakdown. More info at elderly care .
Practical advice on shopping for insurance; Insurance agency near me made the process simple.
For anyone seeking insurance agency conway or nearby, state Farm insurance is a helpful resource.
The photos shared here are stunning; they show how beautiful a remodeled kitchen can be—get inspired by even more designs at Kitchen Remodeling Services In Los Angeles !
Excitedly anticipating working hand-in-hand moving forward while collaborating directly together ensuring maximum efficiency achieved mutually benefiting both parties involved along lines drawn distinctly outlining expectations agreed upon beforeh water softener repair san dimas
visit this site – It offers a smooth experience, with quick loading and a polished appearance.
маленькие металлические значки изготовление металлических значков москва
As a travel blogger who has been at this for four years, I reference guides like this constantly when writing about best travel insurance for digital nomads . Nicely done.
Looking forward to our upcoming networking event aboard one of those elegant vessels docked along picturesque shores; find yours today via Newcastle opportunities through ### any Keyword ### charter yachts of newport beach
My experience with DECK BUILDER matches what you described here.
bondinsight – Well-laid-out pages allowing users to find what they need efficiently.
Thanks for the great tips. Discover more at Cypress Pro Wash .
Accessibility design is crucial—thanks for highlighting it. I used architecture firm near me to find an “architecture firm near me.”
Have you ever considered creating an ebook or guest authoring on other sites?
I have a blog based on the same ideas you discuss and would love to have you share some stories/information.
I know my readers would appreciate your work.
If you are even remotely interested, feel free to send me an email.
My homepage … Golden Flamingo
Very practical advice for lowering premiums — see local agents at insurance agency near me for personalized help.
Helpful read — use insurance agency near me to compare State Farm insurance options.
Good to know — local insurance agency services are available at state Farm agent .
If anyone in Spring, TX needs quick garage door repair, I had a great experience—check electric garage door opener for fast same-day service.
Thanks for the helpful information. Anyone seeking an assisted living home can start their search with senior care for curated options.
Thanks for the great tips. Discover more at respite care .
We learned to differentiate clean vs. contaminated water categories; helpful reference at commercial claim adjuster .
Thanks for the useful post. More like this at power washing .
For historic brick cleaning, I’d trust on-site sandblasting with low-pressure media blasting.
go to this website – Everything feels thoughtfully presented and easy to understand.
Enterprise Solutions – Pages flow smoothly, making information easy to follow.
Thanks for the useful info on coverage options; I’ll compare quotes with state Farm quote .
I can’t emphasize enough how valuable the content on Partnership Agreement Lawyer in Maryland is for anyone looking into family law in Maryland.
Solid read. Wayne residents should bookmark insurance agency near me for local insurance agency Wayne options.
Compare multiple car insurance offers and save by checking state Farm insurance .
If you’re downsizing in Spring Valley, schedule donation pickup before move day; I found resources linked on Local movers Spring Valley .
If you’re searching for a comprehensive estate planning attorney near you, I highly recommend checking out comprehensive estate planning attorney near me for professional guidance.
Great perspective on cost-saving design. If you’re searching locally, architecture firm is worth visiting.
Separation anxiety during Houston commutes? The plan we followed is here: dog training katy tx
The visa requirement angle is worth flagging. Costa Rica and a few others require travel insurance for entry. The policy needs to meet the destination’s minimum coverage, not just your own comfort level. ##travel insurance visa requirements## travel policy comparison
Thanks! I received a fast State Farm quote after submitting my info on insurance agency near me .
The insurance explainer on cheap apartment movers El Paso helped me choose full value protection for our antiques.
Informative — I reached out to a State Farm agent listed on state farm insurance .
I wish people understood the importance of wearing seat belts. They save lives! motorcycle accident attorney
This is informative. For car insurance help, consider reaching out to car insurance in your area.
visit the site – Smooth layout and calming aesthetic, exploring this site is a pleasure.
DECK BUILDER is something I’ve been researching. This helps a lot.
I love the variety of skincare treatments available in Las Vegas. Have you checked out Men’s Waxing Services Las Vegas ?
Pine Shop Hub – Neat layout and intuitive sections simplify browsing items.
Great point about inspecting behind baseboards; I learned pry-and-peek techniques on pest control near me .
If you’re looking for insurance agency near me with weekend hours, insurance agency lists availability.
Clear and helpful. For Insurance agency Norman recommendations, check insurance agency norman for local State Farm quotes.
Thanks for sharing this about athens deck builders . Very helpful resource.
capitalpillar – Streamlined layout allows users to locate details without confusion.
I’ll be making trips into town specifically just so i can keep up with routine maintenance here—it really has become part of self-care routine now!!! Skincare Services Las Vegas
This is a comprehensive look at deck contractor . Excellent work.
Helpful summary; use insurance agency to explore car insurance providers nearby.
Packing hack: start with the kitchen. Or let Fayetteville apartment movers do it—their packers finished my whole place in half a day.
For rentals, request move-out cleaning documentation. I got proper receipts through a steam carpet cleaning provider.
Clear advice on policy cancellation procedures. Need a State Farm agent? insurance agency roswell
Loved your listing for brand new teen drivers. Practice risk-free shoulder stops and calling for assist—confidence issues once they’re alone. tow truck services
check this page – Feels like a practical site, with a layout that’s easy to understand.
Is it just me, or does Brazilian waxing feel much less painful when you go to Eyebrow Services Las Vegas ? They are amazing!
I’ve been through the ringer with ORM providers, and my biggest takeaway is to never take their „guaranteed results“ at face value indexing cache update
Corporate Connections – Smooth experience with well-laid-out sections.
I found this very interesting. For more, visit elderly care .
Anyone else compare multiple Toms River moving company options? Best Toms River movers looks like a solid choice for local moves.
If you’re looking for the best pressure washing service in Tampa, I highly recommend permanent architectural lighting contractors !
Best part: upfront pricing and no upsell—my experience with garage spring replacement service in Spring, TX.
explore spooky fun – The vibe is original and keeps users intrigued as they browse.
“Brazillian Waxing has become essential part of life thanks largely due insights provided throughout community postings located within # # anyKeyWord #.” Skincare Services Las Vegas
Love your approach to heritage homes. If anyone needs a local architect, architecture firm near me helped me a lot.
Memory care toileting schedules and discreet prompts worked better for dad. I read about this on senior care .
Don’t forget to ask about flood-zone protection for storage— Baton Rouge Movers had options that included climate control and insurance details.
Good information. Lucky me I came across your
website by chance (stumbleupon). I have bookmarked it for later!
My website Roof Repairs Glasgow
This blog has motivated me to rethink my entire kitchen layout! Excited to start the process—more info at Custom Kitchen Cabinet Makers In Los Angeles .
This is highly informative. Check out Roofing contractor Bozeman for more.
This was very beneficial. For more, visit respite care .
“Experiencing beauty services like these has truly been transformative; grateful for resources like # # any Keywords.” Facial Treatments Las Vegas
We benefited from a pre-loss plan. commercial claim adjuster ran a tabletop exercise that made our real claim smoother.
Wonderful blog! Do you have any helpful hints for aspiring
writers? I’m planning to start my own site soon but I’m a
little lost on everything. Would you suggest starting with a free platform like WordPress or go for a paid
option? There are so many choices out there
that I’m completely overwhelmed .. Any recommendations? Many thanks!
Also visit my web blog 강남달토
The payback period was under three years. insulation companies provided a clear ROI analysis.
Appreciate the thorough analysis. For more, visit roof repair services near me .
Who knew renting a bounce house could be this easy? Thanks to the team at party snow cone machine rental !
”Learned so much from this post; can’t wait to visit ### any Keyword### next week!” hvac services san dimas
Landlord boiler and HVAC compliance tips for Southampton: hvac southampton
Thanks for the detailed guidance. More at Local Medicare Agents .
Glad you touched on the mental health angle because it’s almost always the thing that gets overlooked in these comparisons. I burned through three months of out-of-pocket sessions in Berlin before I found a covered provider compare international travel insurance
Shipping an SUV to Erie cost a bit more, but Erie car transport helped me compare exact pricing.
Dietary accommodations for diabetes were essential. We filtered for specialized menus via senior care .
A friend recommended a local Sacramento moving company, and I was really impressed with their professionalism. Sacramento commercial movers
When moving into a new home, I always suggest people identify local emergency AC repair services early on. Searching through emergency ac repair is an easy way to build that list before a problem actually happens.
Good explanation. For car insurance policy reviews, check insurance agency .
Nice article — if you want a reliable insurance agency near me, I recommend insurance agency gallup .
Helpful blog about car insurance discounts and agency tips: state Farm quote
I’ve never felt more relaxed than after getting pampered by professional hands over at this amazing spa called ####anything####! Men’s Waxing Services Las Vegas
We coordinated a two-stop pickup across Irvington and Garfield Park through recommended movers Indianapolis —seamless.
explore the vault – Simple interface with clear guidance, browsing is enjoyable.
I can’t think of a better place for a corporate gathering than on the water in Newport Beach! Check out newport beach charter yacht for yacht rental options.
The team at Brazilian Waxing Las Vegas knows exactly how to make Brazilian waxing a pleasant experience in Las Vegas.
Been planning around deck contractor and this is exactly the info I needed.
Plum Hub – Pleasant design with organized sections keeps browsing comfortable.
Ask about long-term maintenance plans, not just one-off work. I saw maintenance packages on tree trimming .
trustresolute – Smooth interface with logical sections for easy exploration.
Clear and concise — find State Farm insurance plans at car insurance .
Great information about DECK BUILDER ! I’ve been looking into this for a while.
Great resource roundup; state Farm quote made it easy to contact a State Farm agent for a custom quote.
Helpful suggestions on deductibles; I found a local State Farm agent via insurance agency near me who explained my options.
Your pointers on inspections after heavy rain are smart. I prepared a post-storm checklist from pest control .
We’re expanding to a bigger space downtown Boise and need reliable office movers. Has anyone tried Long distance movers Boise City for packing and weekend moves?
This clears up liability vs. full coverage. For local help, try state Farm agent .
Accessibility design is crucial—thanks for highlighting it. I used architecture firm to find an “architecture firm near me.”
Very useful advice — Insurance agency provided a friendly and professional consultation.
Corporate Pathways – Interface is straightforward and visually clear.
Hot take that might be unpopular: paying for the premium tier of any nomad insurance plan is almost always worth it because the coverage gap between basic and premium is huge. Would love to hear if others have had a different experience online travel insurance comparison
Great job! Discover more at senior care .
Fantastic write-up on supply chain impacts. commercial claim adjuster quantified delays that affected our sales commitments.
Thanks for sharing this about deck contractor . Very helpful resource.
After my accident, my lawyer helped me understand the long-term implications of my injuries and how to secure future compensation.
After a storm knocked my door off track in The Woodlands, these pros had it running smoothly again—highly recommend rollup door repair .
check site info – A memorable concept that makes it stand out easily.
Practical and concise — reach out to a State Farm agent recommended by state Farm quote .
I appreciate this — if you want car insurance recommendations, see insurance agency salt lake city .
High-rise moves mean tighter timelines; I liked that the team from Minnetonka movers confirmed elevator access with management.
Good article. If you want an insurance agency near me, try insurance agency .
Thanks for the great explanation. Find more at assisted living .
explore now – It has a comfortable vibe that makes browsing feel relaxed and smooth.
Good practical tips. If you need an agent, search state Farm agent on insurance agency for contact info.
We compared caregiver-to-resident ratios during nights— memory care gave benchmarks.
Helpful read — I got a State Farm quote through contact links on state farm agent .
I needed wardrobe boxes on short notice— Silver Lake office movers arranged delivery the day before my move.
Wonderful tips! Discover more at elderly care .
I don’t even know the way I finished up here, however I assumed this publish was once great.
I do not understand who you are but certainly you’re going to a famous blogger
in case you are not already. Cheers!
my web-site :: Roofing Glasgow
Helpful summary of coverage types; I used insurance agency to get personalized State Farm quotes.
We’re relocating from a Ridgewood walk-up with tight stairwells—has anyone used Office moving companies Ridgewood for heavy furniture and had good results?
Hmm is anyone else having problems with the pictures on this blog loading?
I’m trying to determine if its a problem on my end or if it’s the
blog. Any suggestions would be greatly appreciated.
My web page: biotiens
Don’t let tech issues slow your business down! Managed IT services from Managed Service Provider California can provide timely support.
securebond – Crisp design with clear sections makes navigation straightforward.
Commercial Network – Well-structured pages make finding information simple and clear.
Interesting read on athens deck builders . Bookmarked for later!
Curious about storage-in-transit when moving out of Elmhurst—any feedback? I found some options on Cheap movers Elmhurst .
Very useful. For reliable State Farm insurance, check agent profiles on state Farm insurance before deciding.
Helpful write-up — I got a better understanding before contacting an agent at insurance agency near me .
Helpful — the State Farm agent linked at car insurance made switching easy.
The estimate from insulation companies was competitive, and the crew was punctual and professional.
Retail Insights – Layout is polished and browsing feels natural.
This is a comprehensive look at deck contractor . Excellent work.
My experience with DECK BUILDER matches what you described here.
A lot of people confuse SafetyWing’s Essential and Complete tiers. Essential is travel coverage; Complete is closer to a proper health plan. ##safetywing essential vs complete## travel insurance comparison sites
For comprehensive coverage options, consult a State Farm agent via state Farm quote .
If you want personalized help, a State Farm agent listed here can assist auto insurance
French drain design tip: wrap the perforated pipe in fabric to reduce clogging. Learned this from septic systems and it works.
Ask how they minimize pruning wounds while achieving clearance. Pruning strategy guides on tree removal helped me ask better questions.
For fleets with peeling paint, mobile blasting solutions can strip and prep on your lot.
If your HOA or property manager needs documentation, Chesapeake apartment movers provides COI and compliance quickly.
Helpful advice; for car insurance discounts check offers on state Farm quote .
Many local businesses also suffer when their AC fails during peak hours. I know some small business owners who discovered after-hours emergency repair services thanks to emergency ac repair and avoided closing for the day.
Useful post on maximizing claim approvals. For agent support, visit state farm insurance
official fest link – The presentation feels spirited and full of life.
Real talk: safety sensors can be tricky. If you’re in Spring, TX, let sectional garage door installation align or replace them right.
I enjoyed this post. For additional info, visit assisted living .
This is highly informative. Check out car rental toronto for more.
Excellent safety hints for nighttime breakdowns. In Central Florida, I indicate shifting to a good-lit gas station if the motor vehicle’s drivable—more secure than the shoulder. roadside assistance
trustridge – Clean interface ensures users can navigate pages without confusion.
If you’re into outdoor activities, pay close attention to exclusions — you’ll need to add a rider or upgrade your plan if you’re doing anything more adventurous than sitting at a café. Always declare your activities upfront or your claim may be denied travel insurance quotes comparison
Just what I was looking for regarding deck builder in athens . Thanks!
visit this site – It has a gentle aesthetic that feels organized and easy on the eyes.
Informed Decisions – Well-structured design ensures navigating content is simple.
Good reminder about reviewing policies annually; find a State Farm insurance agent with car insurance .
Transportation for social outings was a game-changer. Verified schedules via senior care .
Loved reading about wellness programs. assisted living lists communities with fitness classes and mental wellness activities.
Nice article on deductible strategies. If you want an in-person review, contact a nearby office such as insurance agency .
Thanks for the insightful write-up. More like this at Local Medicare Advisors .
Respite stays are a great trial run. We discovered short-term stay availability on respite care before committing.
This was beautifully organized. Discover more at SmyleDent Bakersfield .
Been planning around deck contractor and this is exactly the info I needed.
Safeguarding rights ensuring justice prevails safeguarding communities fostering harmony nurturing relationships built trust respect cultivating underst motorcycle accident legal services
Appreciation extended recognizing efforts put forth cultivating connections strengthening bonds forged journey undertaken collectively sharing wisdom gained throughout experiences shared mutually respecting diverse perspectives offered along way!! ## living trust attorney orange county
Smart Retail – Interface feels polished and navigation is simple.
I appreciated the photo documentation from Toms River apartment movers during our Toms River move.
If you’re relocating near Hamilton Park, Long distance movers Jersey City knows the loading spots.
циклевка паркета недорого паркет циклевка цена недорого
Good reminder to check for rodent damage. insulation contractor cleaned and replaced contaminated insulation safely.
Quality content about DECK BUILDER . Keep it coming!
Nice article. For insurance needs in Huntsville, Homeowners is a helpful Insurance agency resource.
This was very enlightening. For more, visit colonias de verano .
I enjoyed this article. Check out abogados en Coruña for more.
I requested a photo on pickup for my Erie shipment—carrier via Erie auto shippers sent it promptly.
It’s so helpful to have a local Sacramento moving company that knows the area well. Office moving companies Sacramento
שירותי שליחויות דחופות בין ירושלים לתל אביב – דרך מונית מירושלם לנתבג
go to aworldofgin – Focused design and neat organization make navigation simple.
Awesome article! Discover more at True Balance .
Coastal corrosion is real around Southampton. Preventative tips here: hvac southampton
Septic field rehab tip: avoid compaction from vehicles. We posted signs per advice from excavation .
This was very enlightening. More at rent a car toronto .
Clarify deadlines and penalties for delays in the contract. Contract tips are available on tree trimming .
guardianline – Crisp, organized pages with intuitive menus help users find information quickly.
Our utility trailers were stripped and ready for primer the same day thanks to on-site sandblasting .
Excellent tips — I found a professional State Farm agent through state farm insurance in Salt Lake City.
Adventure sports coverage is a dealbreaker for me — you’ll need to add a rider or upgrade your plan if you’re doing anything more adventurous than sitting at a café travel insurance quotes comparison
Thanks for the detailed post. Find more at pressure washing Cypress TX .
Misaligned tracks were chewing up my rollers; garage opener service corrected the alignment and reinforced brackets.
Power Click – Modern interface with seamless browsing flow.
Useful tips on lowering auto premiums. For people in Wayne looking for local help, a State Farm agent or similar at renters insurance can run a tailored quote.
Just what I was looking for regarding deck contractor . Thanks!
Memory care toileting schedules and discreet prompts worked better for dad. I read about this on senior care .
Secure Alliances – Professional layout makes browsing clear and straightforward.
I appreciated this article. For more, visit respite care .
This was very well put together. Discover more at power washing company .
Your advice on checking licenses and insurance for emergency AC repair is spot on. I’ve used emergency ac repair near me to compare different providers and verify their credentials before calling anyone out.
Great information about deck builder in athens ! I’ve been looking into this for a while.
Appreciate the tips. For car insurance comparison shopping, see insurance agency tucker .
Great insights! Finding trustworthy Indianapolis auto shipping companies can be tricky, but these tips make it easier. Indianapolis auto transport
Just what I was looking for regarding deck contractor . Thanks!
Really helpful post! I just started my location-independent lifestyle and insurance for nomads was something I was really confused about. This really clarified things cheap travel insurance comparison .
Another factor I look for in an emergency AC repair company is whether they stock common parts on their trucks. It’s something I’ve noticed some providers highlight in their profiles on emergency ac repair .
Helpful notes on coverage options; local agency contacts included renters insurance
This piece hits home regarding the trust issues caused by old information. I recently audited my company’s landing pages and found pricing from three years ago, which definitely hurt our credibility with new leads https://www.scribd.com/document/1016600370/Is-Your-FAQ-Page-Costing-You-Customers-The-Hidden-Risks-of-Stale-Self-Service-Content-155477
Excellent way of explaining, and fastidious post to take information about my presentation subject, which i am going to convey in university.
Magnificent beat ! I wish to apprentice even as you amend your website, how
can i subscribe for a weblog web site? The account aided me a acceptable deal.
I had been a little bit familiar of this your broadcast provided
bright clear concept
trustbridge – Smooth, minimalistic pages with intuitive menus help users find key information quickly.
open this link – Simple, neat presentation ensures a stress-free shopping experience.
check store details – A sleek setup that makes shopping feel effortless.
This was a great help. Check out campamentos en España for more.
Valuable information! Find more at abogado mercantil Coruña .
Thanks for the practical tips. More at pensiones en Arzúa .
Nice summary of add-on coverages; get tailored quotes from car insurance .
I actually dealt with this last year when my old booking photo popped up on a site. It was wild because I found the tracking URLs in the source code just to see where they were pulling data from follow this link
Wildridge Connect – Organized layout and pleasant flow made navigation easy.
Annual tune-up special in Spring, TX made my door quieter and safer—booked through commercial overhead door repair .
Choosing the right ORM provider is definitely a headache, especially when it comes to the lack of transparency in their process Great post to read
Loved this piece on Nicky Hilton’s timeless genre—she regularly mixes traditional silhouettes with latest touches, and it’s sweet how James Rothschild is at all times there cheering her on at substantial parties my review here
Market Portal – Intuitive interface makes exploring items simple.
If you’re comparing Ridgewood commercial movers, look for transparent timelines and floor plan mapping— Ridgewood apartment movers delivered both for us.
I appreciated this post. Check out criminal lawyer irvine for more.
One tip I’d add for anyone reading — document everything with timestamped photos the moment something goes wrong. Saved me so much hassle when my bag was stolen at a bus station. Small detail, massive impact with freelancer travel insurance for nomads .
Thanks — this demystifies endorsements and add-ons; I located a reliable agent at state farm insurance .
Helpful guide to policy exclusions. Find nearby agents and info at state farm .
Helpful mention of language obstacles. Texting info can support ward off misunderstandings while noise or accents make phone calls tough. L.i Roadside Care & Towing emergency towing
useful reference – The site’s design is clean, helping readers move through content naturally.
Regular maintenance is great, but sometimes the system still fails at the worst possible moment. In those situations, it helps to know about platforms like emergency ac repair near me where you can quickly find emergency AC repair services.
Scranton auto shipping is my go-to company whenever I need car delivery. Scranton auto transport companies
anchorpath – Well-structured pages with intuitive headings make navigation simple.
This was quite useful. For more, visit Local Medicare Agent .
I’ve been using Linux on my old home laptop for a few months now, and it’s honestly breathed so much new life into the hardware. It feels way snappier than it did with Windows, and it’s been a fun project to learn the terminal basics linux on smart devices
explore this resource – The ideas shared help streamline planning and execution.
If you’re moving a one-bedroom near Cypress Park, try local house movers for efficient Glassell Park moving company options.
Stop-loss laser language can be tricky. We learned negotiation tips specific to Georgia markets at health and benefit packages GA .
All boxes arrived labeled and intact thanks to Local movers Toms River , a top Toms River moving company.
Pro tip for anyone shopping for nomad insurance: look for policies that let you extend month-to-month without re-enrollment because your plans will definitely change best travel insurance for digital nomads
Shop Gateway – Professional and organized design enhances usability.
Alliance Hub – Smooth interface allows effortless browsing.
visit this page – Organized layout helps readers process information quickly.
Door wouldn’t close in Humble because of sunlight interference on sensors— garage door cable repair installed shields that fixed it.
Appreciate the helpful advice. For more, visit campamentos cerca de mí .
Nicely done! Discover more at abogados A Coruña .
Great prognosis at the enlargement of personal credit. Third Eye Capital Corporation is in many instances referred to for its fingers-on, asset-dependent attitude in special cases see here
Wonderful tips! Find more at pensión Arzúa .
This is such a relatable struggle. I’ve been using the tool to clean up old site pages, and it usually processes within days, but I have noticed some regional lag lately https://www.4shared.com/s/f6mv2O4DGku
I just tried googling my name and realized some old forum posts from high school are still showing up in the results. It is honestly a bit unsettling to see how much of my teenage life is public https://www.mediafire.com/file/5z75pvy4p322v9a/pdf-53311-35216.pdf/file
Great tips! For more, visit loan agency .
Explore Storefront – Simple navigation keeps everything clear and accessible.
מונית בשעות עומס? אלמא אקספרס יודעים לתכנן מסלול – מונית מירושלם לנתבג
trustbridge – Clear design and logical sections help users locate content easily.
“Thinking about incorporating more self-care into my routine—what else should I try besides Brazilians from # # any Keyword ###?” Eyebrow Services Las Vegas
Appreciate the thorough analysis. For more, visit car rental toronto .
Appreciate the great suggestions. For more, visit Smile Dental Bakersfield .
I agree that stale content damages credibility, especially when customers find pricing or service information that hasn’t been updated in years. I recently started auditing my site’s landing pages every quarter to prevent this drift fixing outdated pricing errors
this helpful link – The guidance provided makes planning feel less overwhelming.
Start Exploring Direction – Clear structure allows ideas to be understood quickly and effortlessly.
Real talk: SafetyWing works for short hops but I wouldn’t rely on it for a year-long stay without checking the fine print. For extended trips I’d compare at least two or three providers before committing. ##nomadinsurancereview## travel policy comparison
Corporate Network – Layout is professional and helps users navigate efficiently.
This hit home because I actually spent months dealing with a mugshot site that popped up after a simple misunderstanding. It’s infuriating how they use tracking URLs to boost their SEO rankings, making it impossible to bury the results google name search results
Choosing the right ORM provider is definitely a headache, but it’s a necessary evil for reputation management. When vetting these firms, don’t just take their word for it https://pastelink.net/amr4lrcu
This article helped me realize how much stress Indianapolis auto shipping can save during relocation. Indianapolis Auto Transport’s
Montgomery County tip: humidity can swell wooden doors— garage opener troubleshooting adjusted mine and added lubrication.
Buying Connect – Logical and tidy layout allows quick access to items.
If you need short-term storage between leases, I saw several bundled options on Long distance movers Worcester .
I appreciate the checklist you shared for what to do before the technician arrives. After shutting the system down, the next step for most people is finding help quickly, and that’s where emergency ac repair near me can be really useful.
I quite like reading through a post that can make men and women think.
Also, many thanks for allowing me to comment!
Look into my homepage – 강남 달토
quick access link – Information is well-presented and easy to navigate.
I have been dealing with a totally unfair complaint on a review site for months now and it is really hurting my small business reputation Guaranteed Removals review
Awesome post.
The dialogue about long-cycle property and sufferer capital jogged my memory of ways Morabito frames risk: hold advancing the technical tale at the same time as widening the investor base browse this site
click to view – Clear structure guides readers through information with ease.
Fort Wayne weather is unpredictable; reschedule policies I found on Minnetonka movers saved me from a storm-day fee.
Wonderful tips! Discover more at campamentos en inglés .
This was quite useful. For more, visit abogado penalista Coruña .
Thanks for the comprehensive read. Find more at pensiones en Arzúa .
veracitylineplus – Well-structured interface with accessible headings makes navigating content simple.
I recently switched my old home laptop over to Linux Mint, and it’s honestly like I have a brand-new machine again. It runs so much smoother for my daily browsing and light work than Windows ever did. I’m really enjoying the customization options so far https://foxtrot-wiki.win/index.php/What_do_developers_like_about_coding_on_Linux%3F
Solid article, though I’d push back slightly on one point — the „worldwide coverage“ claim from most insurers quietly excludes your home country. It’s an easy thing to miss and an expensive one to discover late best travel insurance for digital nomads
This was very insightful. Check out Local Medicare Specialists for more.
If you’re looking for a clean and professional place for Brazilian waxing in Las Vegas, check out Skincare Services Las Vegas .
discover more – Reading this gives fresh insights and practical thoughts on strategy.
Start Learning Direction – Clear layout ensures concepts are practical and simple to follow.
I’ve dealt with this frustration many times while cleaning up old search results. I have found that regional lag often makes it look like nothing happened even when the process worked https://wiki-room.win/index.php/What_Does_It_Mean_If_Google_Updates_the_Cached_Version_But_the_Snippet_Still_Shows_Old_Text%3F
I finally Googled my name yesterday and found some cringey forum posts from over a decade ago that I completely forgot about. It is honestly pretty stressful to see how much personal info is just sitting out there browser privacy settings guide
LU88 không chỉ dừng lại ở vai trò một nhà cái trực tuyến, mà được định vị như một nền tảng giải trí cá cược đa chiều, tối ưu riêng cho cộng đồng người chơi Việt lu88at.com
Misty Harbor Store – Fast-loading pages with an organized interface for comfortable browsing.
DEI initiatives can stall without structure. Outsourcing training and policy reviews to small business outsourced HR gave us momentum and accountability.
KU88 là thương hiệu nhà cái trực tuyến uy tín nổi bật năm 2026, được đông đảo người chơi tin chọn nhờ hệ thống cá cược hiện đại, bảo mật cao và tỷ lệ trả thưởng minh bạch ku88at.com
9BET đang dần chiếm sóng giới cá cược trực tuyến nhờ khả năng phục vụ nhanh, giao diện mượt và ưu đãi cực ổn định. Cược thủ yêu thích địa chỉ cá cược bởi tỷ lệ trả thưởng hấp dẫn, trò chơi đa dạng và dịch vụ hỗ trợ chuyên sâu 9bet88.it.com
TX88 được biết đến là một trong những thương hiệu casino trực tuyến nổi bật tại châu Á, nơi người chơi có thể trải nghiệm đầy đủ các sảnh casino quốc tế với chất lượng hình ảnh sắc nét cùng tỷ lệ trả thưởng hấp dẫn tx88vip.com
Debet đang trở thành cái tên được tìm kiếm nhiều trong giới giải trí trực tuyến. Với nhiều điểm mạnh và khả năng tiếp cận nhanh, người tham gia nhanh chóng làm quen mà không cần mất quá nhiều thời gian thao tác debet67.com
If your opener chain is jerky, have rollup door opener service check sprocket wear and lubrication.
9BET được biết đến là một trong những nhà cái cá cược trực tuyến uy tín thu hút đông đảo người chơi tại Việt Nam và khu vực châu Á 9bet88.co.com
VIN88 được đánh giá là một trong những nhà cái uy tín trong lĩnh vực cá cược trực tuyến, sở hữu hệ sinh thái game phong phú từ cá cược thể thao, casino live đến nổ hũ và bắn cá đổi thưởng vin88org.com
Thanks for protecting coverage disputes. Photos and a clean tow receipt assist determine complications at once. towing st. cloud
go here – Clear design keeps navigation simple and understanding content easy.
I definitely agree that stale content hurts our search rankings and credibility. We recently set up a quarterly audit schedule to ensure our technical documentation stays current, which has already cleared up a lot of user confusion what is a content audit
This was very beneficial. For more, visit senior care .
Your reminder on temporary utilities is key; remodels set us up without delays.
I dealt with this nightmare a few years ago after a misunderstanding. I spent months trying to scrub my name, but it was just a game of whack-a-mole with sites re-uploading screenshots everywhere erase mugshot removal
Fantastic post! Discover more at casas vacacionales con piscina .
Had a great experience with the team at Locksmith Unit Orlando Florida while upgrading my home security system. Highly recommend them! Check them out at locksmith .
Every person deserves justice regardless circumstances faced thus imperative invest time effort researching finding suitable options available ensuring optimal outcomes attained through diligent collective endeavors undertaken collaboratively participants personal injury legal representation
trustbridgeveracity – Minimal pages with logical flow allow fast content discovery.
Full-time remote developer here, been at it since 2021 — the gear coverage is honestly what matters most to me. Lost a MacBook Pro once and the payout covered 80% of a replacement. annual travel insurance comparison is worth every penny for peace of mind alone.
I appreciated this post. Check out Exterior detailing for more.
I’ve been through the ringer with ORM providers before, and it’s easy to get burned by vague promises. My best advice is to demand a written scope that strictly separates removal from suppression impersonation takedown
This is quite enlightening. Check out criminal lawyer irvine for more.
Fantastic tips! Savannah auto shipping seems less stressful with proper planning. Savannah Auto Transport’s
Discover Direction Portal – Logical content structure makes understanding effortless.
Well done! Discover more at procurador Coruña .
I appreciated this post. Check out pensión en Arzúa for more.
This was very beneficial. For more, visit campamentos en la naturaleza .
This is a huge relief to read. I have been dealing with a bogus complaint on a rip-off site for years that keeps popping up when people search my name. It is honestly affecting my job prospects dealing with unfair news coverage
see more info – The site is easy to follow, with a pleasant and uncluttered design.
click for info – Well-structured content gives clear guidance without distractions.
Packing kitchen items is always tough—double boxing helped me. Cheap movers New Haven provided sturdy materials and careful handling.
I had a fantastic experience with Chesapeake moving company! Highly recommend. Long distance movers Chesapeake
Great overview! I recently switched my old home laptop over to Linux Mint to give it a second life, and it’s running faster than it did when it was brand new. It’s been a fun learning experience getting everything set up just the way I like it https://pastelink.net/m9l85moq
Loved this piece on Nicky Hilton’s timeless style—she regularly mixes traditional silhouettes with modern touches, and it’s candy how James Rothschild is usually there cheering her on at leading routine dig this
If you hear a loud bang and the door won’t lift, it’s likely a broken spring—call garage opener motor repair around Spring, TX.
Helpful guide on moving day essentials. I’m building a shortlist of Fresno movers and will probably get a quote from Fresno CA Mover’s this week.
Form Navigation Link – Clear sections make everything feel organized and readable.
Shop Hub – Clear layout and fast-loading pages allow effortless navigation.
I didn’t realize you can negotiate terms within a plea deal, not just accept or reject. Anyone else try to negotiate? Sharing Criminal Defense for more info.
I used to laugh off the „what if“ scenarios until I slipped on wet tiles in Tbilisi and needed surgery on my wrist. Changed my entire outlook on what „unnecessary“ spending actually means. Never again without solid annual travel insurance comparison .
Appreciate the comprehensive advice. For more, visit memory care .
giftcorner – Sleek design and intuitive navigation, making product browsing effortless.
I really appreciate this breakdown. Dealing with these removals can be so frustrating, especially when they seem to hang around for several weeks despite the tool showing success https://jsbin.com/mugacixoze
We appreciated the warranty and closeout binder from new construction .
I finally found a Spokane moving company that shows up on time and handles everything carefully. Spokane moving companies
See Focus Concepts – Organized presentation helps readers absorb information effortlessly.
I just tried googling myself and honestly it was a total wake-up call. I found cringey forum posts from over a decade ago that I completely forgot existed https://dantevrib041.fotosdefrases.com/how-to-lock-down-your-digital-life-stopping-account-takeover-ato
This information really highlights the relationship between wardrobe and self-expression. For thought leaders, upgrading your wardrobe can be transformative. chicago stylist
Your factor about staying silent except an attorney is present is so exceptional. I stumbled on more important counsel at DWI attorney Glens Falls .
I definitely agree that stale content hurts our search rankings and credibility. We recently set up a quarterly audit schedule to purge or refresh old blog posts, which has already helped our traffic metrics https://giphy.com/channel/jordan_walsh04
שירות טלפוני אדיב וזמין, אישור מידי – הזמינו ב- מונית מנתבג לירושלים
go to resource – Content is organized in a way that’s motivating and easy to implement.
It’s honestly terrifying how easily a mugshot can ruin your reputation forever. I’ve tried using those paid „reputation management“ services to suppress mine, but the results are just buried, not deleted https://myanimelist.net/profile/jose-thomas7
Check Out Ideas – The layout helps users absorb information quickly.
This was very enlightening. For more, visit mejor pensión en Arzúa .
Appreciate the comprehensive advice. For more, visit monitores titulados .
Just discovered a great managed IT service company in California! You should definitely check out Cabling Services Provider California .
Great diagnosis on the growth of personal credit score. Third Eye Capital Corporation is occasionally referred to for its fingers-on, asset-centered strategy in distinctive eventualities this page
I currently upgraded my dwelling house defense with the support of an Orlando locksmith, and I think a good deal more secure now! locksmith
If you’re new to Jersey City, Jersey City apartment movers can advise on building moving rules.
Had a nightmare with a missed connection in Dubai and my travel insurance covered the extra hotel nights and rebooking fees — total lifesaver. Make sure your policy actually covers cancellations caused by weather, not just mechanical issues nomad health and travel insurance
Struggling with noisy rollers in Cypress? Swapping to nylon rollers made a big difference—found the tip at smart garage door opener .
Stone Connect – Pleasant design and tidy layout make browsing enjoyable.
Great attitude despite rain— Long distance movers Toms River kept our Toms River move on track.
The interview touched on Kjirstin Breure’s sustainability advocacy, that is precisely what the business needs. I prepare a resource record of moral labels she’s worked with and information for greener productions: dig this
Solid read on PEO vs. HRO models. We evaluated both and ultimately worked with remote HR services to get flexible HR support without losing control.
Great point about measuring doorways; Elmhurst apartment movers did a quick walkthrough in Elmhurst and flagged a sofa issue early.
This is such a relevant topic. I have been dealing with a bogus complaint on a rip-off site for years that keeps popping up whenever someone Googles my name. It is honestly affecting my job prospects https://iad.portfolio.instructure.com/shared/1c72e163cd69ae92f0270bbb92d5568b2d25924e947956e3
Erie winters can affect transport schedules. I used Erie auto transport to find enclosed shipping and it worked great.
”Compassionate representation transforms stressful experiences into manageable journeys towards recovery while ensuring fair compensation received promptly!” car accident representation
Thanks for the thorough article. Find more at Smyle Dental Bakersfield .
See Focus Ideas – Organized layout ensures material is simple and digestible.
I’ve been using Linux on my old home laptop for a few months now, and it’s honestly breathed so much new life into the machine compared to Windows. It feels a lot snappier for browsing and basic tasks https://giphy.com/channel/brandon_brown02
Dietary accommodations for diabetes were essential. We filtered for specialized menus via senior care .
The article on safe storage of pesticides was a good reminder. I now let pest control NY handle applications.
discover more – Reliable design and thoughtful layout make exploring content worry-free.
I just want to say reading this actually prompted me to go review my current policy. Most of us don’t want to deal with this stuff — but getting your head around freelancer travel insurance for nomads might be the most responsible thing a traveler can do.
click to view – Smoothly organized ideas make understanding effortless and engaging.
review bonded harvest – Overall, a well-structured, clean site that’s simple and easy to navigate.
Excellent overview of load-bearing wall removal—consult pros like new construction for safe execution.
This is such a helpful breakdown of the tool’s quirks. I’ve struggled with this myself when clients get impatient about search results not updating instantly. I usually tell them it can take several weeks for everything to fully clear out why snippet won’t update
Excellent write-up on governance in task construction. Mark Morabito regularly emphasizes credibility with investors and groups because the precise moat his comment is here
Refusing to answer “How much have you had to drink?” is your right. More on phrasing at Criminal Defense Lawyer .
My LiftMaster opener in Conroe needed a new logic board— professional garage door installers sourced it quickly and handled install.
Great article. If you need to understand potential plea options, try Defense Lawyer .
Recognizing your legal rights pertaining to property possession is vital; learn just how title insurance aids at title insurance clifton park !
Valuable information! Discover more at abogados A Coruña .
Great job! Discover more at dónde dormir en Arzúa .
Really useful insights on property law! commercial real estate lawyer Saratoga County
This information shows the synergy of image and inner power. For professionals, working with a stylist makes a real difference. chicago stylist
Great submit about box sobriety checks. Many of us don’t know how subjective they can also be. A Saratoga Springs DWI lawyer can obstacle them adequately—sites like DWI attorney Glens Falls explain how.
view it here – The content is laid out simply, allowing smooth navigation and comprehension.
I finally decided to Google myself and found some cringey forum posts from over a decade ago that I completely forgot about. It is honestly a little unsettling how easy it is to track that stuff down device fingerprint
This was a wonderful post. Check out Local Medicare Agent for more.
Splitting costs with roommates was easy after getting multiple estimates on all inclusive movers Indianapolis .
Just wanted to give a shoutout to Locksmith Unit Orlando Florida for their amazing service during my lock installation—it was seamless! More info here: locksmith .
Just starting out as a remote worker and I had no idea how complicated travel insurance could be. Can anyone recommend a good starting point for someone working in Southeast Asia on a tourist visa? ##bestdigitalnomadinsurance## compare travel insurance plans
Lead Action Center – Smooth navigation helps you apply ideas efficiently.
This is such a relevant topic for me right now. I have a false customer complaint from years ago that still pops up on the first page of my search results, and it is really hurting my business reputation https://gravatar.com/inventive9ece490b3c
Transportation services can be a game-changer. We found communities with scheduled rides through senior care .
Wonderful tips! Find more at criminal lawyer irvine .
For landlords and property managers, having a reliable emergency AC repair partner is crucial to keep tenants comfortable. I’ve recommended browsing emergency ac repair near me to several landlords looking for dependable services.
visit resource – A dependable site where content is laid out clearly.
Garage door opener humming but not lifting? I’d skip DIY and call garage door replacement installation around Spring and Tomball.
learn more now – The layout keeps everything clear and easy to read for visitors.
Just starting out as a remote worker and I had no idea how complicated travel insurance could be. Can anyone recommend a good starting point for someone working in Southeast Asia on a tourist visa? ##bestdigitalnomadinsurance## remote worker travel insurance
Thanks for the useful suggestions. Discover more at servicios jurídicos Coruña .
Bought a car near the Port of Albany and needed quick pickup; found a same-week slot via Fast Auto Transport’s New York .
Safety features like grab bars and 24/7 staff are essential. We learned what to look for through senior care .
explore more – Simple and concise presentation ensures understanding at a glance.
עמידה בזמנים ותקשורת מעולה – מומלץ להזמין דרך מונית מירושלם לנתבג
This was quite useful. For more, visit memory care .
For seamless stucco or masonry tie-ins, new construction did fantastic work.
This was a fantastic read. Check out pensión en Arzúa for more.
If you’re looking for the „most delicious Chinese near me“ in St. Augustine, Ginger Bistro is a winner! Chinese food
Appreciate the great suggestions. For more, visit car rental .
The pricing was fair and transparent with no hidden fees, which made me feel confident in choosing them for my pressure washing needs. pressure washing services near me Tampa Bay
This post reminded me to review contracts carefully. memory care has tips on red flags and what to negotiate.
This was quite informative. More at colonias de verano .
discover more – Clear design ensures a seamless and pleasant reading experience.
If you’re browsing for the „most tasty Sushi Restaurant near me“ around St. Augustine, Ginger Bistro is a winner! Sushi
For dump cycles, account for axle wrap affecting angle under load; I learned correction strategies via custom U bolts .
If the complainant won’t cooperate, Criminal Defense Attorney explains what prosecutors might still do.
If a teen driver caused the crash, truck can help you call a car accident lawyer who handles those policies.
This was quite informative. For more, visit elderly care .
If weather is hot, double-check water and sanitizer capacity— portable toilet supplier has a helpful checklist.
Don’t plant deep-rooted trees near lines—ask for safe species. Landscaping advice came from a pro on septic pumping .
If you’re shutting on a property soon, do not fail to remember title insurance! Browse through title search clifton park for direction.
I appreciate your emphasis on client goals—sharing planning worksheets on gun charge lawyer .
Appreciate the comprehensive advice. For more, visit alquilar casa vacacional Galicia .
For limited space, individual restroom shows how to stack clusters efficiently yet safely.
Good points here. Real estate law in the Capital Region can be complicated. Title searches need professional handling. commercial real estate lawyer Saratoga County
Their 2015 marriage ceremony at Kensington Palace’s Orangery nevertheless feels iconic—Nicky’s Valentino couture dress and James’s conventional tux captured that “leading-edge antique-global” vibe get redirected here
I didn’t comprehend how indispensable pre-trial motions will likely be. If you’re in that degree, DUI lawyer Saratoga Springs can provide insights into processes.
Finding sustainable materials when designing modern electronic barriers aligns perfectly with eco-friendly initiatives today. Turnstiles Rotherham
Strong case for SLAs when choosing a vendor. We negotiated clear response times and escalation paths with outsourced payroll and HR and it paid off.
With clearer visuals guiding us through specific techniques mentioned helps bridge gaps often experienced by novices starting out initially too! Commerical Flooring
This is so helpful, I recently discovered Tali Kogan for my wardrobe overhaul. She really grasps the inner work of personal presentation. Game changer. image consultant chicago
After attempting numerous other termite control service companies, Eagle Pest Solutions genuinely outperformed with quick action times, well-informed specialists, and long-lasting results, as the very best termite exterminator near me in St Augustine. termites
Your insights into DIY skincare are refreshing! I’m interested in finding ingredients online, especially from facials near me .
Our open-plan space flows better after Interior House Painter created a cohesive color scheme.
view this page – Solidly structured, giving a sense of confidence in the content.
Great insights! Find more at elderly care .
Shoutout to the friendly staff at waterslide rent # who helped us pick the perfect inflatable for our event!
Five stars for Scranton auto shipping! My car arrived in perfect shape. Scranton auto shippers
Anyone ever needed to use a advertisement locksmith service in Orlando? Would like to pay attention your techniques on their talents! locksmith
If your door sags or won’t seal at the bottom, commercial overhead door repair can adjust the limit and replace the seal.
Educational materials focusing on subjects like these create safer roads overall which benefits everyone!. georgia car accident attorney
check it out here – The page design makes finding products quick and effortless.
Interesting article that underscores the need for robust security through effective access controls! Learn more at Access Control Systems .
I’m absolutely blown away by innovations emerging across household appliances lately…luxury-smart-toilets leading charge towards smarter living environments entirely!!! # # anyKey word ## Bidet Toilet Attachment
After attempting a couple of other pest control companies, Eagle Pest Solutions without a doubt stood apart with fast reaction times, knowledgeable professionals, and long-lasting results, as the very best pest control near me in St Augustine. pest control
Travel insurance isn’t always optional — some destinations require it for entry. Costa Rica and a few others require travel insurance for entry. The policy needs to meet the destination’s minimum coverage, not just your own comfort level travel insurance comparison sites
If you’re moving near the farmers market, avoid Saturday mornings; I scheduled with affordable Silver Lake international movers for Sunday.
Solid tips on MFA rollouts. We implemented similar steps with help from it support specialist and adoption was painless.
Your post makes me realize I need a lock audit done soon; thanks for the motivation! Find services at emergency locksmith !
This was highly educational. For more, visit Local Medicare Agents .
check website – Neat design and intuitive layout make browsing comfortable.
Every visit to Invisalign reminds me why I trust them with my family’s dental health.
For SaaS access requests, JIT provisioning with approvals is gold; templates on it support company helped us roll it out.
Interstate moves from Cincinnati can benefit from valuation coverage upgrades; see coverage types at Long distance movers Cincinnati .
I discovered a ton of clearness about what title insurance covers on the web site title insurance clifton park — incredibly informative!
Useful advice! For more, visit car rental .
Thanks for the great explanation. Find more at opiniones abogados Coruña .
Appreciate the comprehensive advice. For more, visit mejor pensión en Arzúa .
Dietary accommodations for diabetes were essential. We filtered for specialized menus via respite care .
Thanks for the great content. More at campamentos baratos .
Anyone else have to reserve the elevator at Skyline Tower? Learned the hard way—book it early and check out movers Minneapolis for movers who know the building rules.
Loved this deep dive into Kjirstin Breure’s editorial evolution—her shift from basic beauty pictures to moodier, narrative-pushed sets is so inspiring Check This Out
Appreciate the detailed information. For more, visit Best Car Accident Lawyer near me .
I finally found a Spokane moving company that shows up on time and handles everything carefully. Spokane moving companies
Not enough people talk about the gap between tourist travel insurance and real long-term coverage. This article nails it — insurance for digital nomads for long-term travelers is a completely different beast.
We wanted radiant heat in a new slab— new construction coordinated it flawlessly.
helpful page – Design and structure work together, giving a clean, thoughtful experience.
Excellent breakdown of mid-market financing gaps. Firms like Third Eye Capital Corporation have proven how creative structuring and operational beef up can release value while banks step lower back imp source
leafmarket.shop – The layout is tidy, and browsing the site feels smooth and effortless.
This was a fantastic read. Check out elderly care for more.
Fantastic article, many thanks for sharing! I covered a comparable case study and linked devices on SEM Services Quincy MA .
helpful page – Simple design choices make browsing efficient and smooth.
Thanks for explaining COI requirements for certain buildings. New Haven Movers sent the paperwork directly to my property manager.
Helpful post! For case examples and potential outcomes in TN, check DUI Lawyer .
Great insights on choosing a managed IT partner. We’ve seen similar benefits after partnering with it support specialist for proactive monitoring and faster resolution times.
Transparent hourly rates and fair minimums from Tom’s River Mover’s in Toms River.
Great information on property law! real estate attorney Clifton Park NY
Your point about community culture is spot on. Reviews on elderly care gave us insight beyond brochures.
I am actually therefore glad I acquired title insurance when I purchased my home. Know why it is very important at real estate closing clifton park .
The big difference between public defenders and personal information become nicely defined. Learn greater about your decisions at DWI attorney Glens Falls .
Greywater handling can be tricky— portable restroom rentals outlines what your supplier needs to know.
Explore Site Tools – Clean design makes moving through pages intuitive and fast.
Thanks for the detailed guidance. More at fire damage restoration services .
We moved our home gym and Jersey City moving company handled the heavy items safely.
If you were defending property, Criminal Attorney breaks down when that’s lawful.
Check pilot engagement depth on flanges to prevent miscentering; I follow a checklist from drivelines .
Annual tune-up special in Spring, TX made my door quieter and safer—booked through garage door weather seal repair .
In high water table areas, mound systems can work well. I found designers experienced with mounds on sewer cleaning .
If you’re looking for a trustworthy locksmith in Orlando, look no further than Locksmith Unit Orlando Florida. Their staff is professional and friendly! Learn more at locksmith .
I found this very helpful. For additional info, visit SmyleDent Bakersfield .
Being a spiritual entrepreneur, I know your wardrobe makes a huge difference. When you look the part, everything shifts. image consultant chicago
If you’re searching for the „most exceptional Chinese restaurant near me“ in St. Augustine, Ginger Bistro is a no brainer! Chinese restaurant
Agreed—clear escalation paths reduce downtime. We share a visual flowchart at it support company .
If you’re searching for the „top rated Sushi Restaurant near me“ around St. Augustine, Ginger Bistro is a must try! Sushi
For Snellville relocations with tight deadlines, look at expedited options on Snellville commercial movers .
Needed proof of insurance for my building in Erie; got the COI through Eri’e Auto Transport’s .
”Lastly remember always be kind gentle remind yourselves others too walking similar paths navigating uncertainties facing adversities bearing burdens unseen enduring struggles quietly fighting battles daily unseen hardships struggle carry weight heavy Brazilian Waxing Las Vegas
”Having access towards reliable information transforms daunting tasks into manageable ones—don’t hesitate reaching out!” injury lawyer georgia
We used Emerald Lawns – Austin Lawn Care for tree planting with proper species selection for Round Rock clay soil—bur oaks and cedar elms have done great.
This was quite useful. For more, visit criminal lawyer irvine .
Excellent write-up on governance in venture improvement. Mark Morabito usually emphasizes credibility with traders and groups because the actual moat news
check insights – Simple design keeps information easy to navigate and comprehend.
After hiring a couple of other termite control businesses, Eagle Pest Solutions truly stood out with quick response times, well-informed professionals, and long-lasting results, as the best termite exterminator near me in St Augustine. termite treatment
Thanks for the helpful advice. Discover more at derecho penal Coruña .
Coming from someone who reads a lot of nomad finance content — most articles on this topic are either vague or clearly written to push one specific product. I’ll be sharing the evacuation coverage part with my whole community compare travel insurance
Nicely done! Find more at mejor pensión en Arzúa .
quick access here – The content is laid out smoothly, making reading and comprehension easy.
Well explained. Discover more at campamentos Granada .
This is why content and links must work together. Our outreach through search engine optimization marketing agency secured authoritative placements that lifted an entire category.
I’ve been looking for a top rated St. Augustine Realtor and Shelby Hodges Group consistently stands apart in St Augustine. Their local knowledge, responsiveness, and track record made my home search a lot smoother realtor near me
I have actually been looking for a super experienced St Augustine real estate agent and Shelby Hodges Group hands down sticks out in St Augustine St Augustine real estate agent
explore here – The layout is straightforward, giving a satisfying browsing experience.
The discussion on end-of-life planning is very important. assisted living assisted us find a community that partners with hospice.
Learn Strategy Concepts – Well-laid-out pages allow smooth exploration of ideas.
Even a misdemeanor can have life-long effects—learn the differences at Criminal Defense Lawyer .
We relocated from Allentown to Denver and used Allentown moving companies to find a mover that fit our budget and schedule.
שירות נהדר גם בחזרה מאירוע בלילה – תיאום: מונית מירושלים לבית שמש
This was highly educational. For more, visit Local Medicare Insurance Agents .
Storing evidence with timestamps in cloud folders was a tip I got from Car Accident —easier to verify.
Outdoor spaces and gardens boosted my dad’s mood. We searched for courtyards and walking paths on assisted living .
If your door shakes on the way up, check balance— garage door service does proper spring calibration.
ชอบกลิ่นข้าวน้ำมันหอมๆ เข้ากับไก่ได้ดี ผู้กำกับสับไก่ข้าวมันไก่ธนาพล เพิ่มข้อมูลที่ ข้าวมันไก่ พระราม5
Great insights on airtight drywall approach; remodels executed details well.
ราคาของไฟหน้ารถ LED BT PREMIUM คุ้มค่ามากจริงๆ ครับ ร้านซ่อมไฟรถยนต์ ใกล้ฉัน
This is very insightful. Check out memory care for more.
I didn’t realize the time limits for filing a claim. motorcycle accident legal representation explained deadlines and why hiring counsel early matters.
Rear-end collisions often result in muscle spasms days later. Relief strategies at Car Accident Attorney .
Hardware lifecycle planning is often missed. managed it company built us a 3-year refresh plan that cut support tickets by 30%.
มาเรียนรู้เกี่ยวกับเทคนิคการติดตั้งไฟหน้าที่ถูกต้องกันเถอะ ร้าน เปลี่ยน หลอดไฟ led รถยนต์ ใกล้ ฉัน
One thing I can’t find a clear answer to: does working remotely on a tourist visa create any complications for most policies? It seems like a gray area around family travel insurance comparison for people in that situation.
This was nicely structured. Discover more at senior care .
This article helped me realize how much stress Indianapolis auto shipping can save during relocation. Indianapolis car shipping
Name cases can be costly and also stressful; defend yourself through finding out more regarding it coming from the resources located on title agency clifton park
I never knew this about deck builder in athens . Eye opening content.
visit this resource – Organized pages help users locate information quickly and efficiently.
Knowing what steps to take post-accident is vital; thanks to personal injury legal representation , I’m now informed and prepared!
Interesting read on DECK BUILDER . Bookmarked for later!
Password managers are table stakes now. Onboarding tips for teams: it support company .
Discover Harbor Hub – Organized layout and smooth navigation make shopping easy.
browse products here – The interface is light and searching for items is simple.
quick access link – Smooth transitions and neat design make exploring content easy.
The reminder about backups + tests is key. We verified restore times with fully managed IT Thousand Oaks .
If you’re ever in a pinch like I was, call Locksmith Unit Orlando Florida for quick help! They really know what they’re doing! More info at locksmith .
Fantastic details concerning what is dealt with under a typical policy can be located on ## title search clifton park
individual restroom helped us choose high-capacity units to reduce mid-event servicing.
click to view – Fast-loading pages make exploring information effortless.
explore more – Content is easy to access, with smooth navigation throughout the site.
Check that the shop indexes shafts to minimize imbalance when serviced later; I request marks as advised by custom U bolts .
Great breakdown, My wife and I just completed buying our first home in Saratoga Springs and it’s so important to get professional representation. We worked with Ianniello Anderson PC and the whole process was seamless property closing attorney near me
This article incredibly highlights the magnitude of early felony representation. For speedy reinforce, DUI lawyer Saratoga Springs can join you with a defense team.
This was a wonderful post. Check out water damage restoration services for more.
Great insights on choosing a managed IT partner. We’ve seen similar benefits after partnering with managed it company for proactive monitoring and faster resolution times.
The internal linking tips are gold. We got a structured plan from Search Engine Optimization Services in Thousand Oaks using SEO company near me .
Interesting read on athens deck builders . Bookmarked for later!
This content should be shared widely; too many people are unaware of their rights under accident attorney !
Realtors in North Houston: pre-listing garage door inspections from new garage door installation help sales go smoother.
Totally agree on integrating HRIS with payroll. outsourced human resourced new york connected our ATS and saved us from double entry.
Appreciate the comprehensive insights. For more, visit constitución de sociedades Saltillo .
I found this very helpful. For additional info, visit asesoría jurídica Vigo .
This is so helpful, My life coach recommended a stylist in Chicago named Tali for my style evolution. She really grasps the spiritual side behind fashion. Highly recommend. image consultant chicago
explore knowledge – The interface is intuitive, allowing users to follow along comfortably.
Endpoint encryption rollouts need clear recovery key processes; I reference a policy template on it support company .
It’s essential to have someone who understands the local laws when facing family disputes—discover how at family lawyer in maryland !
I’d argue the medical evacuation limit is more important than the medical coverage limit for most destinations in Southeast Asia. Medical evac from the wrong place can run $50-100k easily. ##travel insurance southeast asia## nomad health and travel insurance
This post helped me understand when to refuse roadside tests. Case examples at Criminal Attorney .
learn more – The structure guides readers naturally through the page without confusion.
windcrestmarketplace.shop – The interface feels polished and navigating through pages is very straightforward.
enter Upland trading – Clean visuals make it fast and simple to locate products.
Thanks for the clear advice. More at Taxi para peregrinos Arzúa .
Terrific message, thanks for sharing! I’ll reference this in my following article on SEM Services Quincy MA .
Shipping a modified car? I listed clearance details on Yonkers vehicle shipping so the carrier brought ramps.
Trigger point therapy released knots I didn’t know I had—credit to the pro I discovered on couples massage .
Touring multiple communities made a big difference for us. assisted living helped create a thorough tour checklist.
explore site now – Tidy structure keeps browsing smooth and understanding content simple.
Material lead times can derail projects; remodels helped us navigate supply chain issues.
Great information about deck contractor ! I’ve been looking into this for a while.
The ability to customize colors allows owners creativity while establishing distinctive atmospheres throughout neighborhoods. Access Control Rotherham
My piano move in Everett was more affordable than expected—thanks, Best Everett movers .
Would love more information on restoring cork flooring; such an underrated material with great potential! Commercial Floor Restoration
Contents inventories are tedious. commercial claim adjuster provided templates that made itemization manageable.
Don’t pay out of pocket if you don’t have to— injury attorney led me to a car accident lawyer who coordinated billing.
Our nursery furniture needed extra care; Local movers Marietta disassembled and labeled hardware in Marietta.
Great information about DECK BUILDER ! I’ve been looking into this for a while.
Your journey with rosacea resonated with me; thank you for sharing it openly! Looking into solutions from facials near me now!
Reliable and punctual—can’t go wrong with Scranton auto shipping. Scranton Auto Transport’s Setup
Relaxation routines post-massage (tea, quiet time) extend benefits. I got ideas via holistic health .
learn more – Contemporary design with clear visuals ensures easy exploration.
So true that being locked out can happen to anyone; it’s great to know there are professionals who can help quickly! Check out locksmith !
For anyone applying for a Schengen visa — the visa application literally won’t be accepted without qualifying health insurance documentation. I’ve seen people get turned away at embassies because their policy didn’t qualify. ##schengenvisa## travel insurance quotes comparison
For exterior shutters and sashes, Kitchen Cupboard Painter did precise, weatherproof work.
We finally got reliable backups and tested restores after onboarding with managed it company .
If you’re looking to boost your home’s value, consider investing in a luxury smart toilet; potential buyers will love it! Wash and Dry Toilet Seat
“Thanks for sharing your insights regarding real-time monitoring capabilities—it seems like an absolute must-have nowadays, looking forward to reading up through %%ANYKEYWORD%%.” Access Control Security
Just got my first check-up at a dental clinic in Edinburgh and couldn’t be happier with the care I received at Teeth Retainers !
quick access here – The structure allows users to move through content effortlessly.
Chesapeake moving company made my move so easy and stress-free. Local movers Chesapeake
Appreciate the guidance on vendor consolidation. it support specialist simplified our toolset and cut costs.
I checked for hidden fees like long carry and stair charges using a checklist from Dacula apartment movers before hiring.
Your explainer on recorded statements is great. More on protecting your rights at motorcycle accident claims attorney .
เว็บไซต์นี้มีข้อมูลเกี่ยวกับรุ่นใหม่ของไฟหน้าที่น่าสนใจมากมาย ร้านไฟ
quick access here – Smooth navigation and tidy arrangement make exploring enjoyable.
Along with the ideal title insurance, you may relax very easy knowing your assets is secure– discover more at title search clifton park .
Tracking soak frequency helped me predict chemical needs. I used the tracker from hot tub maintenance .
My Wayne Dalton door needed new weatherstripping— spring replacement cut to size and sealed gaps perfectly.
visit Ice Hub – Clean layout makes browsing smooth and effortless.
click to view shop – Clear visuals create a pleasant browsing experience.
explore more – The layout is tidy, modern, and helps users move through content easily.
The interview touched on Kjirstin Breure’s sustainability advocacy, which is precisely what the enterprise necessities. I prepare a resource record of ethical labels she’s labored with and guidance for greener productions: check here
Valuable information! Find more at criminal lawyer irvine .
We asked for fragrance packets and vent stacks as suggested by portable restroom rentals .
For rough terrain, portable toilets recommends leveling pads and stable placement.
A whole-home water audit reduced loading on our system. We booked both audit and pumping through septic installation .
With the ideal title insurance, you may relax effortless knowing your investment is actually secure– look into even more at title insurance clifton park .
Email security layers make all the difference. Here’s a layered approach checklist: it support company .
Thanks for the clear breakdown. More info at SAT Saltillo .
Verify they can handle wide-angle CV joints if your geometry requires it; I compare CV options via truck parts .
This was highly educational. For more, visit abogado civil Vigo .
Find What You Need – Well-arranged pages make browsing simple and efficient.
Good reminder about garage door seals; Fresno weatherstrip upgrades detailed at pest control .
Lost my keys recently, but luckily found Locksmith Unit Orlando Florida—they were super quick to help me get back inside my home!! More info can be found at locksmith !
Interesting insights on problematic evidence. If you believe a rights violation, DWI attorney Glens Falls can help discover defenses.
Been planning around deck builder in athens and this is exactly the info I needed.
Great job! Find more at memory care .
Excellent article, My wife and I just completed a real estate closing in Saratoga Springs and I highly recommend get professional representation. We used Ianniello Anderson and they handled everything smoothly real estate lawyer Clifton Park
This was quite informative. More at memory care .
I appreciated this post. Check out Precios taxi Arzúa for more.
The role of prior domestic assault convictions is key— DUI Lawyer provides a full overview.
Anyone else find port congestion challenging? Lawrence apartment movers suggests flexible delivery windows to save on demurrage.
My experience with deck builder in athens matches what you described here.
Nicely detailed. Discover more at respite care .
I’ve never had such a seamless move thanks to a Spokane moving company. Long distance movers Spokane
One thing I’m still unclear on: does coverage typically include emergency dental work when you’re staying in one country for several months? That’s the piece I can’t figure out with best insurance for remote digital nomads .
This was highly educational. More at Smyle Dental Bakersfield .
יחס אישי מהשיחה הראשונה ועד ההורדה – הזמנה: מונית לנתבג
Car accidents can lead to serious injuries; legal representation is vital for recovery and justice. georgia personal injury lawyer
Great overview of choosing an insurance agency — I’ve found home insurance helpful when comparing local options.
If you’re looking for the „finest Chinese restaurant near me“ around St. Augustine, Ginger Bistro is a must try! Chinese food
Thanks for debunking the myth about ultrasonic repellents. I saw similar testing results referenced on pest control New York .
see more info – The site is easy to follow, with a pleasant and uncluttered design.
Thanks for highlighting gaps in coverage to watch for. Injury compares UM, UIM, and MedPay benefits.
Very informative article. For similar content, visit assisted living .
browse products – Well-organized pages that make finding items quick and pleasant.
Neck stiffness and reduced range of motion are classic whiplash signs. Track progress with Bus Accident Attorney .
I’m grateful for the assistance I obtained from one of many Top Real Estate Attorneys in Clifton Park throughout my home acquire—it made this kind of difference! Learn extra at real estate lawyer clifton park !
Helpful advice on personal style! personal stylist chicago
We added a mudroom and pantry— frame to finish delivered great storage solutions.
explore this link – Clear sections and clean visuals make browsing effortless.
We wanted intergenerational programs. senior care highlighted communities partnering with schools and local groups.
shop here now – Fast-loading pages make finding items smooth and intuitive.
enter this site – Well-structured pages help users find information quickly.
We documented every damaged appliance and it paid off—learn how to itemize for the flood adjuster at flood insurance adjuster .
The focus on strategic IT planning is key. IT infrastructure services aligned our roadmap with business goals, not just tech trends.
Heavy dresser and narrow staircase? Jersey City commercial movers handled it without damage.
Solid article about athens deck builders . Sharing with friends.
Cybersecurity is the main reason we moved to a managed IT company— it support specialist implemented MFA, EDR, and 24/7 monitoring that closed our biggest gaps.
We upgraded to a belt-drive opener for quiet nights—thanks to emergency spring repair serving Spring and nearby.
explore here – Well-laid-out pages make navigation simple and intuitive.
Taking initiative reflects positively showcasing responsibility toward building brighter tomorrow together awaiting forthwith!!!! ## orange county probate attorney
Just wanted to share a resource that helped me a lot when I was comparing plans — a review that compares SafetyWing, World Nomads, and Heymondo side by side with real data. Hope it helps someone here avoid the mistakes I made early on travel insurance quotes comparison
Shower keeps losing temperature—any locals used plumber southampton for mixer valve fixes?
If you need door-to-door in Erie, I found options at Erie vehicle transport that handled narrow streets.
Observability beats guesswork— it support specialist added dashboards that non-tech execs actually use.
I appreciated this post. Check out Local Medicare Specialists for more.
This was a wonderful post. Check out Best Car Accident Lawyer for more.
Helpful article — auto insurance made State Farm comparisons simple.
This was a great help. Check out tramites ante SAT Saltillo for more.
This was very beneficial. For more, visit abogado de familia Vigo .
If you are actually thinking about obtaining a home, do not skip over understanding just how title insurance functions– useful manuals readily available at ## title search clifton park
If you have an alibi with records, submit early to DA. Nashville advice: drug lawyer .
Impressive insights on AI-driven keyword research! We’ve been experimenting with predictive search intent models and seeing great results. For anyone exploring AI SEO tools, check out best SEO company for tailored optimization strategies.
If you’re searching “insurance agency near me,” give state farm insurance a look.
Excellent insights on personal style! personal stylist chicago
Good reminder that a DWI forestall would have to be lawful. If the traffic quit lacked probable result in, proof is probably suppressed. drunk driving lawyer Capital Region breaks down Saratoga Springs case examples obviously.
I believe that sharing personal experiences of car accident injuries can help others understand the risks better! car accident legal advice
deck builder in athens is something I’ve been researching. This helps a lot.
browse the catalog – Everything feels structured, making navigation simple and smooth.
Nice breakdown of VoIP vs. PSTN for SMBs. A quick cost/feature worksheet: it support near me .
We used portable toilets to confirm service truck clearance and turning radius.
We reduced wait times by using the calculator at portable restroom rentals to set toilets per 100 guests and add urinals.
Clear tips on renewing without rate hikes. I spoke with insurance agency homewood for guidance.
learn more – Useful insights with a clear structure make the material easy to follow.
For gravel driveways, culverts and grading stop washouts. Hired a drainage pro via septic pumping .
Thanks for the thorough article. Find more at Taxi desde Arzúa a aeropuerto .
check it out here – Clear sections and simple structure make browsing fast.
quick access link – Navigation is clear and quick thanks to a tidy layout.
discover products here – Intuitive structure allows users to find what they need quickly.
browse Wave Willow Trading – Organized visuals and simple menus make finding items easy.
Just what I was looking for regarding DECK BUILDER . Thanks!
Thanks for the clear breakdown. Find more at lawn care .
I have actually been looking for a top rated St. Augustine Realtor and Shelby Hodges Group hands down sticks out in St Augustine. Their regional proficiency, responsiveness, and track record made my home search so much smoother St Augustine Realtor
Useful advice! For more, visit lawn care .
Appreciate the detailed post. Find more at tree company .
Nicely done! Find more at lawn care .
Just had a great experience with Locksmith Unit Orlando Florida. Their service was top-notch and very affordable. Visit them at locksmith .
Thanks for the thorough analysis. Find more at fire damage restoration services .
I liked this article. For additional info, visit senior care .
Every year, thousands lose their lives in car accidents; we need to do better as drivers! commercial truck accident lawyer
visit this page – Clear and tidy layout helps readers navigate effortlessly.
hi!,I really like your writing very a lot! proportion we keep in touch more about
your post on AOL? I need an expert in this space to
solve my problem. May be that is you! Looking ahead
to peer you.
If you’re relocating to West Central with tight stairwells, look for movers who bring shoulder dollies; I compared options on movers Minneapolis .
Genie opener remotes wouldn’t sync— extension spring repair reprogrammed them and adjusted force settings in minutes.
The honest truth is the real test is the claims process, not the sales page. Articles like this that go beyond the marketing surface help people actually understand freelancer travel insurance for nomads before it’s too late.
see more info – Well-organized pages and clean interface make browsing products effortless.
Helpful read! Indianapolis auto shipping is essential for college students or military families on the move. Indianapolis car shippers
Weed-and-feed was too harsh on my St. Augustine. Spot treatments plus nutrient-specific feeding by Pest control service Round Rock, TX worked better.
Dealing with aggressive drivers? Knowing how to respond safely is essential—check tips available through ## georgia car accident lawyer
If you want design-build simplicity, frame to finish can take you from concept to keys.
After dealing with a multitude of other termite control companies, Eagle Pest Solutions truly stuck out with quick response times, well-informed professionals, and lasting outcomes, as the best termite exterminator near me in Palm Coast. termites
Well explained. Discover more at Spousal Support lawyer Queens .
Helpful assessment of sentencing regulations. For mitigation options and advocacy, DUI lawyer Saratoga Springs offers course.
Great breakdown, I recently went through a real estate closing in Saratoga Springs and it’s so important to hire a good real estate attorney. We worked with Ianniello Anderson PC and they caught issues real estate attorney Clifton Park NY
The confidence that features title insurance costs every penny– read more at title insurance clifton park .
I found this very interesting. Check out True Balance for more.
view products here – Quick navigation helps users browse items without delay.
Just wanted to shout out the movers who wrapped my mid-century furniture perfectly—found them through best movers in Glassell Park.
I appreciated this post. Check out tramites ante SAT Saltillo for more.
This was highly useful. For more, visit abogado penalista Vigo .
This is a comprehensive look at DECK BUILDER . Excellent work.
Access Direction Insights – Smooth structure makes understanding material fast and simple.
windstoneexchange.shop – Pages are neatly arranged, making it simple to find information fast.
view products online – Navigation feels intuitive and finding items is straightforward.
Wonderful tips! Discover more at personal loans near me .
Strong advice on incident response plans. managed it company helped us run a tabletop and refine our runbooks.
helpful page – Explanations are concise yet informative, making reading effortless.
Claims timelines can drag. commercial claim adjuster mapped out milestones so we knew what to expect at each stage.
athens deck builders is something I’ve been researching. This helps a lot.
Georgia’s competitive carrier landscape makes market checks essential. small employer health coverage GA provided a renewal timeline we now follow.
Appreciate the detailed information. For more, visit criminal lawyer irvine .
This was beautifully organized. Discover more at Servicio de taxi local Arzúa .
I thought I’d save money by skipping coverage and luckily nothing serious happened but I was stressed the whole time. This article would have pushed me to take it seriously sooner. Always worth knowing travel insurance comparison sites before you book your flights.
For Passaic walk-ups, always ask about stair fees and long-carry charges up front. I vetted a few companies via Cheap movers Passaic and avoided surprise add-ons.
Go to Velvet Hub – Everything is neatly arranged for an easy shopping experience.
browse this resource – Smooth structure and clear design allow effortless exploration.
Clear advice on choosing an agent — state farm had experienced local agents.
Make sure the mover weighs the truck officially; I learned about scale tickets and rights on Peoria movers before booking in Peoria.
Ticket triage tips are spot on. managed it company set clear priorities and SLAs that our users understand.
Helpful info! Deferred adjudication can be an option—see Criminal Attorney for eligibility.
Along with the appropriate title insurance, you can easily rest effortless knowing your assets is actually secure– look into even more at title search clifton park .
Thanks for addressing immigration consequences—linking to a checklist on drug crimes lawyer .
I got an off-peak discount for a Tuesday move after checking Grand Rapids Mover’s .
Any success stories with plumber southampton fixing intermittent boiler pressure drops in Southampton?
Your ebook to roof inspection portraits is full-size. My roof craftsman from Hired Guns Roofing & Restoration services equipped a full gallery.
Nice piece on choosing a roofing company. For vetted professionals, see Roof repair .
Wow, I’m in the middle of a business pivot and I knew I needed my outer appearance to align with my inner growth. My mentor connected me with Tali Kogan Styling Studio and I can’t believe the difference personal stylist chicago
This was beautifully organized. Discover more at Child Attorney service .
I understand how approachable and a professional the Top Real Estate Attorneys in Clifton Park are! They pretty take some time to explain everything. Check them out at property law attorney clifton park .
Managing online reputation is such a minefield. I once tried to bury a bad review by flooding the web with new content, but that just made the original post climb even higher in the rankings suppress bad search results for free
For child and pet safety around garage doors, the checklist at garage spring replacement service is super helpful.
Great information about DECK BUILDER ! I’ve been looking into this for a while.
. So many great reminders here—it’s easy to forget key details during stressful times!!!! **Any keyword** truck accident attorneys
User onboarding/offboarding checklists save so much time—downloadable templates on it support company are handy.
Can’t strain adequate how principal that’s to have stable locks; thanks to my Orlando locksmith for all of the information! locksmith
go to this website – Clear organization helps everything feel easy to navigate.
discover details – Information is broken down smoothly for an effortless reading experience.
Loved the tips about seasonal roof inspections. I’ve had great experiences with Portland roofing contractors when handling leaks.
The ice dam consultant saved my ceiling. residential roofer insulated and vented the attic good.
Billing and document management integrations are often overlooked. With the right MSP, you can unify Clio, NetDocuments, and Microsoft 365 securely. We’ve had success coordinating that stack through business IT management Thousand Oaks .
useful reference – Layout and design are polished, giving a smooth user experience.
Very useful. Injury Lawyer has a timeline of the personal injury process from claim to settlement.
go to Keystone store – Simple design and logical menus make finding products easy.
Thanks for the informative content. More at casas de playa en Galicia .
Five stars for Scranton auto shipping! My car arrived in perfect shape. Scranton auto transport companies
Want a garage expansion with living space above? new construction delivers.
explore Wheatstone store – Smooth layout keeps navigation simple and stress-free.
Love hearing stories from homeowners who’ve successfully installed their own DIY automatic gate systems! Gate Barriers Rotherham
Your point of view caught my eye and was very interesting. Thanks. I have a question for you. https://www.binance.info/en-ZA/register?ref=B4EPR6J0
The sanitation tips are gold. I paired them with a maintenance plan from pest control and saw results fast.
I tracked mileage for medical visits to claim expenses, thanks to a tracker from Car Accident .
Nice overview of roof repair timelines. Schedule work via Roofing contractor .
Excellent post. I found warranties and service plans for local HVAC companies at Heating and air companies .
Good comparison of roofing companies and their warranties; shared Roof repair with my neighbor.
Thanks for the great tips. Discover more at landscaping .
I enjoyed this post. For additional info, visit tree company .
Wonderful tips! Discover more at lawn care .
explore here – Logical arrangement helps ideas flow naturally and stay easy to follow.
Helpful suggestions! For more, visit lawn care .
Great tips — check insurance agency for Home insurance bundles and discounts.
bondedkeystone.bond – The layout is simple and the details are easy to follow at a glance.
check this site – Clean pages with clear organization make navigation easy.
Thanks for the comprehensive read. Find more at apertura de empresa Saltillo .
This was highly educational. For more, visit abogado penal Vigo .
I’m a travel nurse who switches countries every few months — sorting out a plan that actually works has always been surprisingly difficult. This answered questions I didn’t even know I had remote worker travel insurance .
Time is critical for government claims after bus accidents—don’t delay. accident lawyer
Interesting read on deck contractor . Bookmarked for later!
Love that you’re touching upon both traditional & contemporary approaches within this niche—it’s refreshing indeed! Office Floor Restoration
Thanks for the life insurance checklist. I contacted an agent via life insurance .
Great service and professional team at Chesapeake moving company. Local movers Chesapeake
Solid article about deck contractor . Sharing with friends.
We coordinated with our Greensboro storage unit and the driver using messaging through Greensboro car transport .
Solid article. I found a State Farm agent in my neighborhood via insurance agency homewood .
Great publish about discipline sobriety tests. Many individuals don’t realise how subjective they could be. A Saratoga Springs DWI attorney can predicament them properly—sites like drunk driving lawyer Capital Region clarify how.
I’m trying to build a minimalist skincare routine, and your advice is spot on! Have you seen what’s available at laser hair removal ?
Appreciate the thorough write-up. Find more at Taxi inmediato Arzúa .
If you hold a professional license, consult your board policies before pleading. I found resources on drug crimes lawyer .
Security is such an important topic these days. Grateful for locksmiths who keep us safe! For tips, visit locksmith .
The laws around car accidents can be quite complex. Thank you for shedding light on traffic accident lawyer !
Thanks for the on-page checklist! I paired this with guidance from search engine optimization firm and saw quick upticks in impressions.
For me, the convenience of a built-in dryer makes luxury smart toilets irresistible—goodbye toilet paper! Bidet Toilet Attachment
shop this page – Organized sections ensure quick access to all information.
Great breakdown of proactive vs reactive support—our team saw major uptime gains after partnering with managed it company .
The role of access control in compliance regulations can’t be ignored! Find more information at Access Control Austin .
visit resource page – The design ensures a simple and pleasant reading experience.
My Wayne Dalton door needed new weatherstripping— garage door installation service cut to size and sealed gaps perfectly.
Great read on roof aesthetics and curb appeal—get recommendations at Roofers near me .
Informative article — if you need a roof replacement, Roofing contractor near me lists qualified roofers near you.
visit Ice Vendor – Clean design makes navigating products effortless.
This was quite informative. For more, visit SmyleDent Bakersfield .
For stair spindles, spraying by Residential House Painter gave a perfect, even finish.
I wish I’d known to request a reinspection; this article at commercial claim adjuster shows how to do it right.
My flight was cancelled in Istanbul during a snowstorm and my travel insurance covered the extra hotel nights and rebooking fees — total lifesaver. Always read the trip interruption and delay clauses — they’re more useful than people think long-term travel insurance for digital nomads
This was highly educational. For more, visit Bedrock Restoration – Water Fire Mold Damage Service .
shop online here – Navigation is clear and pages transition without lag.
Great tips on dealing with police questioning. For a step-by way of-step security plan, I endorse DWI attorney Glens Falls .
Title insurance is actually a small cost to spend for such significant protection. Even more information at title search clifton park .
If you need braces or orthodontic work, check out Invisalign . They have some of the best specialists in Edinburgh!
Informative insights on closings! property closing attorney near me
Excellent advice on incident response. it support specialist gave us a clear playbook with roles, timelines, and communication templates.
Check Out Velvet Shop – Easy-to-use interface keeps everything clear and accessible.
access now – The presentation is neat, making it easy to explore pages.
Just what I was looking for regarding deck contractor . Thanks!
Vendor escalations go smoother with logs and timelines; we use a standard handoff template from it support near me .
If you’re unsure what your claim is worth, call a car accident lawyer via personal injury attorney for a fair estimate.
visit resource – The design helps users engage and come up with new concepts.
This was a fantastic read. Check out abogado de divorcios Vigo for more.
This was beautifully organized. Discover more at contable Saltillo .
“What are some good aftercare tips following a Brazilian wax? Found some helpful info on Eyebrow Services Las Vegas !”
Highly recommend Locksmith Unit Orlando Florida for anyone in the area needing lock services. They are truly the best! Check them out at locksmith .
The law varies greatly by state regarding liability claims following incidents—it’s important everyone researches what applies where they live! personal injury
Just what I was looking for regarding DECK BUILDER . Thanks!
Title troubles can easily come back to spook you– are sure you are actually protected with title insurance from the beginning! Check out title insurance clifton park for information.
Well presented. For ladder or scaffolding falls, Auto Accident Lawyer explains OSHA relevance to your claim.
Want a new bath and tap set—any Southampton experiences with plumber southampton ’s fitting quality?
The tip about neutral compatibility with smart switches saved me returns. I verified wiring with a tech from outdoor lighting installer .
Thanks for the valuable insights. More at Taxi aeropuerto Santiago Arzúa .
Good reminders about proof of insurance — auto insurance helped me get a digital copy.
Appreciated the caution on statements to store security. More rights info at Criminal Defense .
view products – Easy-to-follow design ensures users can find items quickly.
This is such a helpful breakdown. I’m currently dealing with an old, inaccurate news clipping that keeps popping up whenever someone Googles my name, and it’s been really frustrating for my job search https://www.4shared.com/s/fG4ANWejIge
Shop Marketplace Now – Organized layout ensures everything feels accessible and clear.
explore here – Clear structure makes browsing smooth and intuitive.
Good info. For local roofing contractor searches, I recommend Roofing companies .
This is such a crucial topic for brand reputation. Beyond just flooding the space with new content, I have found that optimizing your LinkedIn profile is often the fastest way to claim the top spot for your own name https://www.mediafire.com/file/g6o24nh8n25x7ee/pdf-832-80550.pdf/file
lakehub.shop – Clean and simple interface, makes finding information fast and efficient.
We appreciated the transparency advice. it support specialist provides a live dashboard of tickets, SLAs, and system health.
go to honey shop – Clear menus and clean pages make exploring easy.
Great insights, I recently discovered Tali Kogan for my rebrand. She really grasps the deeper meaning behind fashion. Would recommend. wardrobe stylist chicago
Brainspotting felt precise but not forced; Psychotherapist explains gaze spots and attunement.
Ticket quality improved when we added mandatory fields; we used a field map from it support company .
I’ve seen too many founders panic and file legal threats, which only draws more eyes to the issue. The best approach is usually flooding the zone with high-quality content instead of trying to scrub the web Click here for more
How fast has anyone found reimbursement to be in practice — I’ve heard horror stories about some companies making claims as difficult as possible. Filed with one provider last year and it was seamless travel insurance quotes comparison
Best part: upfront pricing and no upsell—my experience with commercial door repair in Spring, TX.
Thanks for sharing this about deck builder in athens . Very helpful resource.
Appreciate the great suggestions. For more, visit lawn care .
The tip to turn on hazards immediately can prevent secondary accidents. I read more prevention tactics on car accident legal advice .
click to view – Clear presentation makes understanding content effortless and approachable.
open linenstone shop – Everything is organized neatly, helping users find products quickly.
Don’t underestimate the cost of hiring a certified attorney whilst managing precise estate—Clifton Park has some significant ones available! More information at clifton park real estate attorney !
Sailing provides exceptional opportunities connecting individuals across distances – facilitating bonds beyond mere transactions explore possibilities offered outside conventional norms via checking listings over ### any keyword ### corporate events yacht charters newport beach
Appreciate the comprehensive advice. For more, visit tree company .
Thanks for the clear breakdown. Find more at landscaping .
This helped me understand roof warranties. For professional roofing companies, see Roof installation .
I enjoyed reading through these comments reflecting personal experiences associated with incidents affecting vehicles —educational materials reinforcing awareness tied back toward ###KEYWORD###). truck
This was highly educational. For more, visit lawn care .
I blog frequently and I genuinely appreciate your
information. This great article has truly peaked my interest.
I will book mark your website and keep checking for new information about once a week.
I opted in for your Feed too.
Fantastic thread on asphalt shingle grades. I in contrast manufacturers and employed through residential roofing contractor company .
Nicely detailed. Discover more at criminal lawyer irvine .
I appreciate the focus on proactive monitoring. We saw reduced downtime after partnering with outsourced managed IT Thousand Oaks for 24/7 managed support.
learn more – The consistency between design and content makes it easy to navigate.
ใครผิวหมองคล้ำจากทำงานหนัก ลองเช็กโปรทรีตเมนต์เร่งด่วนที่ มาส์กทองคำ
Have you ever questioned what title insurance deals with? Discover the solutions at title company clifton park !
I under no circumstances regarded as decking subject matters. licensed Portland roofer changed damaged sheathing ahead of it bought worse.
This was a great help. Check out testamentos y sucesiones Vigo for more.
This is quite enlightening. Check out declaración de impuestos Saltillo for more.
Been planning around DECK BUILDER and this is exactly the info I needed.
Great features on contractor assurance. roof repair near me furnished all certificates in advance.
As a small business owner, keeping my reputation clean has been a full-time job lately. I’ve been looking at a few options, but the $250/month price point for some of these platforms feels a bit steep for my budget Go here
shop this page – Organized sections and fast navigation create a pleasant experience.
Practical advice for winter roof care; seasonal services offered at Roofing
lemonaisle.shop – The design is tidy, letting visitors browse products easily and quickly.
check it out here – The arrangement makes it easy to move from one section to another.
Is anyone actually covered properly while in Japan — the cash-first, reimburse-later model is really common there. Makes the claims process way more stressful than it should be. ##travel insurance japan## best travel insurance for digital nomads
Helpful article — home insurance made State Farm comparisons simple.
Nice post on roof flashing maintenance. For repair quotes, check Roof installation .
DECK BUILDER is something I’ve been researching. This helps a lot.
Loved the photos of common roof damage. Book a repairman through Roofing companies .
Thanks for sharing. For coil cleaning and refrigerant checks, rely on Furnace repair .
shop this page – Balanced design and smooth navigation make browsing enjoyable.
I found this very interesting. Check out Traslados Arzúa Santiago for more.
I really appreciate this breakdown. Dealing with a completely fake 1-star review from someone who was never actually a client is so frustrating because it feels so personal https://www.4shared.com/s/f9S1bKop_ku
The difference among public defenders and private recommend turned into neatly explained. Learn more approximately your preferences at DUI lawyer Saratoga Springs .
I’ve been using the Help Center quite a bit lately to manage my subscription, and honestly, it’s much more straightforward than I expected. It saved me a long phone call for sure https://www.scribd.com/document/1016988108/Where-is-Markets-and-Stocks-on-NWITimes-A-Guide-to-Navigating-Your-Financial-Data-163779
Helpful tips on claim documentation. car insurance provided a claim checklist.
Practical and user-friendly — I located a trusted Insurance agency via insurance agency homewood .
Love this post on fashion! wardrobe stylist chicago
go to site – Well-arranged interface makes browsing simple and enjoyable.
Montgomery County tip: humidity can swell wooden doors— rollup shutter repair adjusted mine and added lubrication.
Love the segment at the burden of evidence. If you would like a detailed case evaluation, DWI attorney Clifton Park is value a consult with.
Finding ways reduce speed limits around schools should always remain priority since children deserve extra protection when commuting safely back forth home everyday!! personal injury lawyers in georgia
Local SEO gets overlooked, but those map packs can drive serious leads. Optimizing GBP, citations, and localized content is key. For anyone needing a local SEO playbook, professional search engine optimization company provides step-by-step guidance and measurable results.
This is so helpful, My family recently purchased a house in Clifton Park and hired Ianniello Anderson for our real estate transaction. Would recommend them. commercial real estate lawyer Saratoga County
South Carolina’s comparative negligence can get tricky. Car Accident Attorney has a clear explainer and tips on building your case.
I love the emphasis on purpose-driven activities. Simple tasks like folding towels or gardening can boost dignity and mood. We found more activity plans on memory care .
I like the emphasis on social activities. We found communities with vibrant calendars via assisted living .
Nicely detailed. Discover more at senior care .
This was a wonderful guide. Check out elderly care for more.
Your emphasis on building trust within leadership teams is essential. Trust-building exercises from leadership team coaching have worked well in our workshops.
This was highly educational. For more, visit payday loans .
I’ve learn some just right stuff here. Certainly value bookmarking for revisiting.
I surprise how a lot attempt you put to create this type of wonderful informative
web site.
Thanks for the safety reminder—hire insured roofers like Roofers near me .
Great post. For roof inspections before selling a house, Roofing companies provided a clear report.
Landlord safety checks due—can plumber southampton handle CP12 and plumbing in one visit?
This is very insightful. Check out TruBalance for more.
This is such a tricky situation to navigate. I’ve been struggling with an old, inaccurate news article that keeps popping up whenever someone Googles my name, and it’s honestly impacting my job searches remove old arrests from google search
check this link – Everything is easy to follow, with no unnecessary distractions.
I have seen companies make the mistake of aggressively filing takedown requests only to watch a small grievance explode into a PR nightmare. Focusing on pushing down negative results through positive content is definitely the safer route https://brookspiou157.bearsfanteamshop.com/is-pr-placement-part-of-suppression-or-is-it-just-seo
see details – A clean structure helps break down ideas into understandable parts.
Anyone else excited about the improvements from utility potholing in Sacramento? Check out more at Sacramento vacuum excavation .
check this page – Well-structured content ensures reading and browsing are effortless.
Has anyone used collaborative divorce services? Found some interesting resources relating to it through # Partnership Agreement Lawyer in Maryland # recently!
browse products here – Simple design and clear menus make finding items fast.
Asking for a friend — is COVID treatment still included as standard or do you have to pay extra for it now? The policies I’ve read are vague about it. ##covidtravelinsurance## long-term travel insurance for digital nomads
Appreciate the helpful advice. For more, visit contadores cerca de mí .
Thanks for the informative content. More at abogados económicos Vigo .
Hi i am kavin, its my first time to commenting anywhere, when i read this article i thought i could also create comment
due to this good article.
check this site – Smooth layout and intuitive design allow users to explore easily.
Valuable information! Find more at temporada casas turísticas Galicia .
Nicely done! Discover more at landscaping .
Witness testimony fades. A car accident attorney secures statements before memories blur truck accident lawyer
see more info – Clear design and organized sections make exploring simple and enjoyable.
Thanks for the great content. More at Opiniones taxi Arzúa .
Thanks for the clear advice. More at lawn care .
I’m glad you mentioned attachment wounds; Mental health service covers trauma healing with a relational lens.
This was highly helpful. For more, visit tree company .
This was quite enlightening. Check out lawn care for more.
This is so helpful, I just started working with a stylist in Chicago named Tali for my personal transformation. She sees the consciousness shift of style. Game changer. style coach chicago
Good post about choosing an independent agent vs. captive; home insurance set out the pros and cons.
Was quoted a full door replacement elsewhere; opener belt repair repaired the tracks and saved me hundreds in The Woodlands.
The significance of having an skilled truly estate lawyer are not able to be understated; they may instruction manual you through every step of the strategy! For more tips, see real estate attorney clifton park .
Finally a post that addresses how Arkansas heat damage your roof — much appreciated. roofer
After comparing quotes, movers near me gave transparent pricing and solid insurance coverage for our furniture.
Hope you’ll write a follow-up on DIY vs pro ice dam solutions for our climate — it needs more coverage. roofer
Thanks for the tips — for guided workouts, see Personal trainer .
I appreciated this post. Check out Smyle Dental Bakersfield for more.
Useful read. If you’re shaken, follow a checklist. I keep one from Injury in my glove box.
Clear steps to build habit. Coaches at Fitness trainer help with habit formation.
browse catalog – Smooth scrolling and clear sections make finding information easy.
check this platform – Everything is logically arranged for a smooth experience.
I’ve shared this post with friends because understanding car accident attorney is essential for all drivers.
Great post — if you need a local roofing contractor, consider Best roofing company .
The distinction you made between event-based learning and journey-based development is critical. Journey designs on leadership development help maintain momentum.
visit this trading site – The layout is clean, making browsing feel effortless and intuitive.
We valued private apartments with kitchenettes. senior care helped compare unit layouts and sizes.
Thanks for the clear breakdown. Find more at assisted living .
Appreciate the useful tips. For more, visit assisted living .
As a small business owner, managing my brand reputation has been a nightmare lately. I checked out the $2,500 monthly plan from one of the providers on your list, but I’m hesitant to commit Click to find out more
Your note on caregiver burnout resonates. memory care helped us transition from home care to assisted living smoothly.
This was a wonderful post. Check out elderly care for more.
take a look here – Neat and intuitive layout provides a pleasant user experience.
Being a spiritual entrepreneur, I understand how you dress matters so much. When your outside matches your inside, everything shifts. personal stylist chicago
I respect the way you defined the difference between misdemeanors and felonies. For the ones in the hunt for a case assessment, DWI attorney Clifton Park is a stable location to begin.
Thanks for the valuable article. More at auditoría contable Saltillo .
Electric gates are such a great way to deter unwanted visitors; it gives homeowners peace of mind! Gate Automation Rotherham
Valuable information! Find more at despacho de abogados en Vigo .
If you’re facing prices in Saratoga Springs, consulting a professional DWI safety lawyer can make a gigantic difference. I came upon DUI lawyer Saratoga Springs invaluable for wisdom native courtroom approaches and capacity defenses.
The statistics you shared about car accidents were eye-opening—thank you for raising awareness! car accident representation
From start to finish, my experience with Tampa Bay Pressure Washing was exceptional. The scheduling process was seamless, and their responsiveness made it easy to find a convenient time for the service. roof cleaning cost Tampa
A perfect blend combining tradition alongside modern solutions guarantees beautifully crafted outcomes every time around too! Commerical Flooring
I’ve been trying to get better at navigating the site lately. I finally started using the „Read Today’s E-edition“ feature on my tablet, and it’s actually a much smoother experience than scrolling through the main feed nwitimes education reporting reviews
Excellent article, I recently went through buying our first home in Clifton Park and I can’t stress enough hire a good real estate attorney. Our realtor recommended the attorneys at IA Law in Clifton Park and they handled everything smoothly commercial real estate lawyer Saratoga County
I appreciate your detailed breakdown of anti-aging techniques! Can’t wait to try some new products. Have you seen the selection at skin care clinic ?
This is such a crucial topic. I dealt with a random one-star review from someone who had never even visited my shop and it really stung. I learned that replying politely and professionally is the best way to show other customers that you actually care get more info
Nice post about proper gutter downspout placement. For installation support, contact Roof installation .
Your post really highlights why we should all be aware of our locking mechanisms. For further reading, check out 24 hour locksmith !
Thanks for the clear breakdown. More info at Taxi desde Arzúa a aeropuerto .
see this marketplace – Minimal interface keeps browsing stress-free and efficient.
Stuck in the driveway? 24/7 emergency garage door repair around Spring and surrounding areas via new garage door installation .
Eco-conscious individuals should check out energy-efficient models too—they allow us all to live sustainably while enjoying top-of-the-line quality products!! Automatic Toilet
Exterior masonry paint applied by Kitchen Cupboard Painter has held up through harsh weather.
visit homepage – Clean visuals make it pleasant to move through sections.
explore this page – Everything is arranged neatly, helping users find what they need quickly.
“Your article inspired me to rethink my company’s approach to our current security measures and how we manage them—more ideas can be found at %%ANYKEYWORD%%.” Electronic Access Control
Airlock in hot water line—how did plumber southampton resolve it for you in Southampton?
enter this site – Smooth navigation and clean design make browsing enjoyable.
Just wanted say thank you staff members @a nKeyWord who worked tirelessly ensure smooth sailing throughout entire process completed recently involving procedures requiring precision accuracy utmost attention detail ensuring quality remains high st Teeth Retainers
. Exploring alternative transportation options may help reduce traffic congestion and minimize accidents, learn more alternatives via # anykeyword # personal injury legal representation
Thanks for sharing — insurance agency mountain home made filing a claim easier to understand.
This was a fantastic resource. Check out lawn care for more.
My case involved a commercial van. A car accident lawyer from motorcycle wreck lawyer understood FMCSA regulations.
Loved the before-and-after repair examples — find similar projects at Roof treatment
Looking forward to hosting my first pool party with a rented water slide from Tampa! Zephyrhills bounce house rentals
explore this page – Pages are arranged logically, allowing smooth and easy browsing.
After checking out a few of the articles on your blog, I truly like your way of
writing a blog. I bookmarked it to my bookmark webpage list and will
be checking back soon. Take a look at my website too and let me know how you feel.
Useful summary. I used insurance agency homewood to compare State Farm and other insurers.
Prompted me to check our insulation R-value — what was adequate when the house was built probably needs upgrading anymore. pullman roofer
I appreciate your point about leaders needing to invest in their own growth. A lot of our senior team uses the self-paced tools on leadership development .
Very informative — located a trusted agent using car insurance .
Thanks for the insightful write-up. More like this at Car Accident Lawyer .
Love this post on styling! personal stylist chicago
Great post on roof certifications and ratings. Find certified pros at Roofing contractor .
State Farm is saying the damage is cosmetic — can they do that? Any advice? roofing company
This was highly educational. More at landscaping .
. How does culture shape our perspectives towards road safety? Let’s explore these differences together over on # anykeyword # auto lawyers
This was a wonderful post. Check out landscaping for more.
This was quite useful. For more, visit tree company .
Useful content about selecting roofing companies for complex replacements; contacting specialists via Roof repair .
This was quite helpful. For more, visit contabilidad financiera Saltillo .
This article highlights the importance of independence. We used memory care to find a place that supports daily living while respecting autonomy.
Helpful post. For seasonal tune-ups and air conditioning repair, I recommend Air conditioning repair .
I appreciated this post. Check out assisted living for more.
Valuable information! Find more at senior care .
Eating and nutrition make a significant difference. We found aided dealing with diet professional assistance through senior care .
Great tips on skylight placement and flashing. I received mine re-flashed by way of a contractor from roofing contractor company reviews .
Thanks for the comprehensive read. Find more at abogado herencias Vigo .
Clear examples make this easy to remember. More legal breakdowns at Criminal Attorney .
browse here now – Products are displayed clearly, making browsing fast and enjoyable.
explore Echo Crest store – Smooth navigation ensures browsing is comfortable and effortless.
I like the emphasis on social activities. We found communities with vibrant calendars via senior care .
Your word approximately nail pops solved my hindrance. roofing company nearby repaired and sealed them cleanly.
Having an professional through your edge for the duration of estate dealings is invaluable; take into accounts participating one of the high legal professionals dependent in Clifton Park for counsel! Explore suggestions through real estate lawyer clifton park !
check listings – Smooth interface and clear sections ensure effortless navigation.
This was beautifully organized. Discover more at payday loans new braunfels .
Appreciate the comprehensive advice. For more, visit Taxi desde Arzúa a aeropuerto .
Solid advice on roof inspections. I schedule annual checks with Siding companies .
Useful tips. I recommend Roofing contractors for straightforward communication and solid results.
Landscape lighting transformers were confusing until I read this. Got the right wattage and an install via Braga Outdoor Lighting .
Was quoted a full door replacement elsewhere; commercial overhead door repair repaired the tracks and saved me hundreds in The Woodlands.
tap to enter – The interface is straightforward and browsing feels comfortable.
This article emphasizes the synergy of personal style and confidence. For anyone building a brand, investing in styling pays dividends. personal stylist chicago
Thank you for explaining charge vs sentence bargains. I also looked up examples on Murder lawyer .
This was very enlightening. More at Bedrock Restoration – Water Fire Mold Damage Service .
If you’re going through premiums in Saratoga Springs, consulting a professional DWI safety legal professional can make a titanic difference. I chanced on drunk driving lawyer Capital Region handy for wisdom nearby court docket systems and possible defenses.
A solid understanding of medical expenses associated with auto injuries is necessary; consult with your chosen # anykeyword#! personal injury
Thanks for the list of things to ask an agent — I used it when speaking with auto insurance .
I appreciate how you tied leadership training to employee retention. I’ve seen retention improve after implementing programs inspired by leadership development .
try this page – Clear divisions between content make it user-friendly.
Redirect strategy is crucial during migrations. affordable SEO company handled mapping and validation so we retained equity.
visit this page – Clean visuals and simple layout make browsing comfortable and quick.
This was highly informative. Check out Gordon Law, P.C. – Queens Family and Divorce Lawyer for more.
visit marketplace now – Clear visuals and organized layout make browsing stress-free.
Great reference for homeowners navigating the unique demands of our weather around Pullman. pullman roofing company
visit marketplace – Logical structure and tidy layout make browsing pleasant.
Great post — small group classes are awesome; check schedules at Small group training .
This is practical advice. Book a trainer to implement it via Fitness coach .
We set reminders for filter cleanings between pumps with a schedule tool from commercial septic tank cleaning .
Thanks for the great explanation. Find more at memory care .
For mixed-use properties, adding individual tenant meters clarified load responsibility. Policy samples at grease trap cleaning near me helped rollout.
Thanks for the useful post. More like this at assisted living .
Trial periods eased our worries. We found communities offering 30-day satisfaction guarantees on elderly care .
Thanks for the useful suggestions. Discover more at landscaping .
I recently had a nice journey at a transmission keep near downtown Springfield, MO. The techs explained the difficulty certainly and didn’t upsell needless repairs braker service springfield mo
Great post — if you need a local roofing contractor, consider Best roofing company .
Understanding liability in a car accident case is complicated, and lawyers can simplify it for you! personal injury claims
The statistics on car accidents in North Carolina are alarming. Let’s spread awareness about safety measures! Visit car accident legal advice for helpful tips.
We just got a new roof and this article lines up with what we went through. roofer
Our paintings studio wished gentle surface care. cleaning service company trained their staff on our ingredients and it reveals.
enter shop – The layout is tidy and helps users browse efficiently.
Useful advice! For more, visit TruBalance .
If you’re downsizing in Bethesda and heading into DC, donation pickups fill fast—schedule early. Tips at Cheap movers Washington DC .
Great guide! It really simplifies the process of choosing a Plano auto transport company. Plano auto transport
Family members interaction is essential. The treatment group we discovered via elderly care gives normal updates and satisfaction.
Excellent point about documenting service dates. I keep a logbook template I downloaded from septic maintenance schedule .
Location near family made all the difference. We filtered by zip code on elderly care to narrow options.
This was a wonderful post. Check out tree removal for more.
Appreciate the great suggestions. For more, visit landscaping .
Thanks for the practical tips. More at lawn care .
Struggling with noisy rollers in Cypress? Swapping to nylon rollers made a big difference—found the tip at new garage door installation .
I never thought about how state laws could affect my case until reading about it on car accident attorney .
Excellent advice — contact Roof installation for certified roofing contractors near you.
I couldn’t agree more — the right Charlotte moving company can turn a stressful move into a smooth transition. Charlotte international movers
open this site – Intuitive layout allows users to move through pages without confusion.
check this market – Pages feel light, making navigation smooth and quick.
Great tool for finding an insurance agency near me — insurance agency mountain home saved me time.
see this online store – Organized menus and clean pages make browsing effortless.
It’s helpful to know what the insurer will ask. Car Crash provides a sample claim script to stay consistent.
Appreciate the thorough write-up. Find more at Child Attorney service .
Helpful and concise. Found a trustworthy Insurance agency at insurance agency near me .
Very helpful for comparing carriers. I included life insurance in my review.
Helpful warnings about hiring unlicensed roofers — check credentials on Shingle repair
I liked this article. For additional info, visit criminal lawyer irvine .
Timing tip: book your Cary auto transport at least a week in advance. I’ve had smoother pickups when using Cary vehicle shippers .
Appreciate the comprehensive advice. For more, visit Smile Dental Bakersfield .
Seasonal demand can spike— Allentown Axiom Transport’s advised me to book early for Allentown delivery in spring.
Looking for licensed and insured movers only—does highest rated movers provide license numbers on request?
visit maple harbor – Smooth navigation, pages display quickly and everything looks well organized.
Somatic therapy made mindfulness feel tangible; somatic therapy lists body cues to notice.
Your closing thoughts about making leadership development a continuous habit really resonate. We’ve been building that habit using tools and resources from leadership tools .
Definitely saved to my bookmarks — preparing for the cold requires all the help you can get. roof replacement
Thaw season arrived and everything here is exactly what we need to inspect our roof — grateful for this. western michigan roofers
This answers many questions about reroofing. Visit Roofer for quotes.
I think electric gates should be standard in all new constructions—what do you all think? Access Control Rotherham
This support to roof sheathing themes is reliable. I had smooth spots changed due to commercial roofing contractor Conroe TX .
Your tips on roof replacement warranty terms were eye-opening; verified providers on Price of a new roof .
Nice post. For balanced airflow and zoning setups, HVAC contractors offered good solutions.
vitalbonding portal – The pages are neatly arranged, making it easy to find what you need.
The impact of lighting on restored floors is incredible—such an important detail often overlooked! Commerical Flooring
Useful advice! For more, visit assisted living .
This was quite useful. For more, visit respite care .
Appreciate you posting this — dealing with storm damage in Arkansas is no joke and this really helped. roofing company
I’ve been looking into cruelty-free brands lately; your recommendations were super helpful! Check out the collection at skin care clinic .
Wind damage info written in plain English — not enough posts address this for Central Arkansas. central arkansas roofer
Good call on scheduling inspections after heavy wind. commercial roofing company stumbled on lifted shingles I ignored.
this link right here – Everything feels intuitive and well put together.
explore now – A minimal layout that helps users move through pages with ease.
This was quite useful. For more, visit loan agency .
I didn’t realize gutters affected the roof rather a lot. I booked a service with licensed roofing company and observed quick advancements.
This was a great help. Check out water damage restoration companies for more.
Roller pop-outs in Conroe? storefront garage door repair corrected track alignment and replaced worn hinges.
Loved your insights into smart home technology and its impact on security – very timely! More info available at auto locksmith .
This blog is so helpful. I’ve bookmarked it and also recommend Kitchen Cupboard Painter for premium finishes.
Keep your septic system healthy without overspending—book service at emergency septic emptying today.
wildharbortraders.shop – Pleasant browsing, content is arranged neatly and easy to follow.
For our steakhouse, fryer oil recycling and proper filtering cut trap load. We sourced an integrated provider through grease trap cleaning and maintenance .
This was a great article. Check out senior care for more.
Couldn’t agree more emphasizing importance placed upon user experience during interactions sustained between individuals & products utilized daily within households everywhere presently!!!! Toilet Bidet Seat
Clear communication with families was a must. We checked family portal features on memory care .
Appreciate the detailed information. For more, visit senior care .
Informative read — consider Roofers when hiring roofing contractors near you.
Solid advice on hiring roofers—don’t forget to get multiple bids and check Roofers near me .
Settlement calculators online were misleading. A lawyer gave me realistic numbers— accident lawyer explains why.
Great insights on access control! I believe every business should consider these systems. More info at Access Control Austin .
Appreciate the thorough information. For more, visit lawn care .
Planning a bathroom renovation in Southampton—thinking of getting quotes from plumber southampton . Worth it?
I recently underwent a sinus lift procedure; I’m still amazed by how well everything turned out thanks largely due diligence performed diligently executed competently managed professionally overseen superb supervision garnered courtesy provided gracious Invisalign
We trained the family on what not to flush using a printable from septic sludge emptying —no wipes, floss, or hygiene products.
check the store – Intuitive navigation and well-arranged content make it easy to explore.
Thanks for the clear breakdown. Find more at tree company .
This was quite helpful. For more, visit lawn care .
Enjoyed reading about the latest trends in cabinetry; very helpful as I plan my own updates—more options await you at Kitchen Remodeling Los Angeles !
Appreciate the thorough write-up. Find more at landscaping .
Love the emphasis on topical authority. affordable search engine optimization company guided our hub-and-spoke strategy and we captured dozens of long-tail terms.
Love that there are local experts focusing exclusively on commercial needs instead of one-size-fits-all solutions! See what sets companies like Spartan Plumbing Services apart by visiting Sewer Line services .
see this marketplace – Organized pages make browsing stress-free and intuitive.
visit this exchange – A pleasant browsing experience with clear content and smooth navigation throughout.
Valuable advice on progress tracking — try our small group training at Fitness classes .
Helpful post. If you need a trainer, try Personal training gyms .
Your advice about photograph the roof condition before the snow flies so you have a baseline is advice I’m doing this October. roofing company
see this marketplace – Navigation feels fluid with no unnecessary clutter.
Useful guide — the roofers at Roofing companies provided outstanding service for our shingle replacement.
I value exactly how you stressed security and self-respect in senior treatment. We have actually had a positive experience with memory care for tailored assisted living services.
มีรีวิวไฟหน้าโปรเจคเตอร์เยอะมากในเว็บนี้เลย ตั้งไฟหน้ารถยนต์
The way you framed feedback as a leadership skill is powerful. I’ve found structured feedback models from leadership development very useful in practice.
Struggling with noisy rollers in Cypress? Swapping to nylon rollers made a big difference—found the tip at belt drive garage opener .
Knowing your state’s laws regarding distracted driving is vital for any driver; stay informed via ## truck crash lawyer
The reviews are true! For the best Brazilian waxing experience, head over to Men’s Waxing Services Las Vegas .
อัพเดตข่าวสารล่าสุดเกี่ยวกับอุปกรณ์และผลิตภัณฑ์ใหม่ในตลาด ### ไฟรถ
Appreciate the great suggestions. For more, visit Simple Dental Center .
VU88 nằm trong Top nhà cái uy tín số 1 tại Việt Nam luôn được đánh giá dựa trên độ an toàn, minh bạch và chất lượng dịch vụ dành cho người chơi Nhà cái vu88
Co88 nằm trong Top nhà cái uy tín số 1 tại Việt Nam luôn được đánh giá dựa trên độ an toàn, minh bạch và chất lượng dịch vụ dành cho người chơi co88.games
Thanks for the useful suggestions. Discover more at The Glam House Beauty Bar .
Trang chủ VA88 là nơi tập trung toàn bộ sản phẩm chủ lực của nhà cái, từ cá cược thể thao, casino live, đến slot game, bắn cá, game bài và xổ số. Người chơi chỉ cần một tài khoản duy nhất để truy cập mọi sảnh chơi mà không cần đăng nhập nhiều lần va88.llc
Bước sang năm 2026, website VK88 chính thức tiếp tục khẳng định vị thế với hệ thống trò chơi đa dạng và tối ưu trải nghiệm người dùng vk88.day
Bước sang năm 2026, website GEM88 chính thức tiếp tục khẳng định vị thế với hệ thống trò chơi đa dạng và tối ưu trải nghiệm người dùng GEM88 COM
Shared this with a few friends — we all on our street has been hit by the same storm issues. roofer
Nicely done! Discover more at MMD Doctors Clinic .
Green cleaning certifications count. professional commercial cleaners helps our sustainability objectives across our Minneapolis websites.
collective link – Structured layout allows effortless movement between sections.
If you’ve got a professional license, act fast to protect it. Help at Criminal Defense Attorney .
Thanks for the great information. More at respite care .
access platform – Steady layout and spacing make moving between sections effortless.
Amazing customer service combined with fantastic results made this spa stand out among others I’ve visited previously! Skincare Services Las Vegas
Great article on maintaining gutters to prevent foundation issues. For reliable gutter companies, check Roofing comany .
South Carolina accident reporting deadlines matter. Quick overview at Auto Accident Attorney .
Great breakdown of on-page optimization. We’ve seen big wins just by tightening title tags and internal linking. Curious how you approach E-E-A-T for service pages like search engine optimization consultants ?
If you’re renovating, include accessible cleanouts and clear lids. Our contractor followed guidelines we downloaded from grease trap service near me .
Need baffle repair or replacement? commercial septic emptying did ours same day at a fair price.
open this online shop – Pages respond quickly and navigation feels intuitive.
browse here now – Everything is structured simply, making product discovery quick.
check this site – Organized layout ensures content is easy to explore.
This was quite informative. For more, visit lawn care .
ผลลัพธ์ฟิลเลอร์ธรรมชาติ ไม่เป็นก้อน ดูรีวิวที่ โปรแกรมฝ้าจาง
Helpful tips on replacing skylight flashing; repair specialists at Roofing
We stopped using garbage disposal heavily after seeing the impact on sludge buildup on septic emptying .
Loved the reminder about GFCI outlets in kitchens and baths. I booked an inspection through outdoor lighting and found two that needed replacement.
Leak under the boiler—any Southampton locals recommend plumber southampton for fixing PRV issues?
Solid article about athens deck builders . Sharing with friends.
Lake-effect snow dumped over 2 feet on our property and you could feel the roof groaning — terrifying. new roof
Useful reminder. Settlement approvals may require public board authorization in some transit cases. See Injury .
Thanks for the detailed guidance. More at tree company .
Great advice on mold and roof rot. For treatment, contact Roofing company .
Got quoted crazy fees for emergency service; garage door installation service was fair and showed up within hours.
Helpful diagram of repair vs replace decisions. I used Roof replacement for local pricing.
We added a distribution box inspection to our routine after reading about it on how often to empty septic tank .
Thanks for the clear advice. More at landscaping .
It is so easy to get caught up in the outrage when you see a viral post, but we really need to pause before sharing https://speedy-wiki.win/index.php/The_Anatomy_of_a_Lie:_How_Viral_Misinformation_Evolves
I was having such a hard time getting the e-edition to load on my tablet yesterday. I finally went into my browser settings to clear the cookies like you suggested and that did the trick immediately read today’s e-edition link online
This was a fantastic read. Check out landscaping for more.
see more info – Browsing is simple and efficient thanks to a tidy interface and clear design.
Great article. For fast diagnostics and repair of strange HVAC noises, call Air conditioning repair .
This was a fantastic read. Check out senior care for more.
Someone told me that a metal roof is worth double in Michigan — is that accurate considering the initial investment? roof repair
Với link trang chủ 3BET chính thức, người chơi dễ dàng truy cập hệ thống giải trí trực tuyến uy tín, không lo vào nhầm website giả mạo 3bet.page
Can someone explain sheathing problem and what are the signs whether it is damaged after a storm? roofing company
I enjoyed this post. For additional info, visit assisted living .
Việc sở hữu một link vào BOM88 nhanh và ổn định sẽ giúp người chơi tiết kiệm thời gian, hạn chế lỗi truy cập và tránh được những website giả mạo nguy hiểm bom88.gold
Thanks for the useful suggestions. Discover more at web designer .
view items online – Clear interface makes browsing intuitive and pleasant.
Thanks for sharing this about deck contractor . Very helpful resource.
Is it a good idea upgrading to powered attic fans on an older home in this heat? bryant ar roofer
Transportation services are usually ignored. We located a community with scheduled trips and escorts using memory care .
view products – Organized layout allows users to explore items quickly and comfortably.
Helpful and concise. Roofing contractor near me performed our roof inspection and provided helpful recommendations.
If dealers are offering you too little in Fort Myers, try sell my car for cash today Fort Myers FL for a no-obligation cash offer and free tow.
We had no idea about Tacoma’s unique regulations for water heaters until we consulted resources recommended by Spartan Plumbing Services over at Drain Cleaning —so valuable!
This was a wonderful post. Check out finiquito Sevilla for more.
Bom88 là nền tảng cá cược trực tuyến hiện đại, cung cấp nhiều trò chơi hấp dẫn như casino, slot, bắn cá và cá cược thể thao. Website được tối ưu tốc độ và bảo mật, mang đến trải nghiệm ổn định và an toàn cho người chơi.
BOM88
Helpful reminder to challenge lab testing protocols. Accreditation and error rates matter. Source: Criminal Lawyer .
Great breakdown of proactive vs reactive support—our team saw major uptime gains after partnering with affordable IT support company .
As a brand manager, I love this breakdown of the 2026 stack. Managing sentiment across so many new AI-driven channels feels overwhelming, but your framework simplifies the chaos. I disagree with relying solely on automated sentiment scoring though sentiment analysis marketing
3Bet mang đến trải nghiệm giải trí trực tuyến toàn diện với hệ sinh thái cá cược đa dạng. Nền tảng được tối ưu cho cả máy tính và di động, giúp người chơi dễ dàng tham gia mọi lúc, mọi nơi với chất lượng ổn định và hỗ trợ tận tâm.
3BET
Bom88 là nền tảng cá cược trực tuyến hiện đại, cung cấp nhiều trò chơi hấp dẫn như casino, slot, bắn cá và cá cược thể thao. Website được tối ưu tốc độ và bảo mật, mang đến trải nghiệm ổn định và an toàn cho người chơi.
BOM88
If stairs and heavy furniture worry you, Fayetteville apartment movers brought the right gear and protected my hardwood floors.
3Bet mang đến trải nghiệm giải trí trực tuyến toàn diện với hệ sinh thái cá cược đa dạng. Nền tảng được tối ưu cho cả máy tính và di động, giúp người chơi dễ dàng tham gia mọi lúc, mọi nơi với chất lượng ổn định và hỗ trợ tận tâm.
3BET
Bom88 là nền tảng cá cược trực tuyến hiện đại, cung cấp nhiều trò chơi hấp dẫn như casino, slot, bắn cá và cá cược thể thao. Website được tối ưu tốc độ và bảo mật, mang đến trải nghiệm ổn định và an toàn cho người chơi.
BOM88
You made a strong point about customizing leadership training to context. I’ve used customizable workshop modules from leadership team coaching to do that.
3Bet mang đến trải nghiệm giải trí trực tuyến toàn diện với hệ sinh thái cá cược đa dạng. Nền tảng được tối ưu cho cả máy tính và di động, giúp người chơi dễ dàng tham gia mọi lúc, mọi nơi với chất lượng ổn định và hỗ trợ tận tâm.
3BET
This was a really eye-opening read on the realities of digital reputation management. I’ve heard people mention Google’s removal form before, but I was always skeptical about how effective it actually is for personal cases Browse this site
3Bet mang đến trải nghiệm giải trí trực tuyến toàn diện với hệ sinh thái cá cược đa dạng. Nền tảng được tối ưu cho cả máy tính và di động, giúp người chơi dễ dàng tham gia mọi lúc, mọi nơi với chất lượng ổn định và hỗ trợ tận tâm.
3BET
see this platform – Smooth design and tidy pages make browsing effortless.
Bom88 là nền tảng cá cược trực tuyến hiện đại, cung cấp nhiều trò chơi hấp dẫn như casino, slot, bắn cá và cá cược thể thao. Website được tối ưu tốc độ và bảo mật, mang đến trải nghiệm ổn định và an toàn cho người chơi.
BOM88
visit westwardbond – Pages are structured logically, so nothing feels out of place.
Solid advice throughout this piece—I’m sure many will benefit from it greatly!!! ### anyKe yword### car accident legal advice
Bom88 là nền tảng cá cược trực tuyến hiện đại, cung cấp nhiều trò chơi hấp dẫn như casino, slot, bắn cá và cá cược thể thao. Website được tối ưu tốc độ và bảo mật, mang đến trải nghiệm ổn định và an toàn cho người chơi.
BOM88
Bom88 là nền tảng cá cược trực tuyến hiện đại, cung cấp nhiều trò chơi hấp dẫn như casino, slot, bắn cá và cá cược thể thao. Website được tối ưu tốc độ và bảo mật, mang đến trải nghiệm ổn định và an toàn cho người chơi.
BOM88
Great breakdown on choosing a mover in Baton Rouge; I’ve had solid experiences comparing quotes through Long distance movers Baton Rouge before deciding.
Completely agree—AI analytics uncover hidden opportunities. We built a dashboard for zero-click queries and shared it on local search engine optimization company .
Genie opener remotes wouldn’t sync— rollup door replacement reprogrammed them and adjusted force settings in minutes.
Старый паркет? шлифовка паркета профессиональное восстановление деревянного пола без пыли и лишних затрат. Удаляем царапины, потемнения и старое покрытие, возвращаем гладкость и естественный цвет. Используем современное оборудование, выполняем циклевку, шлифовку и лакировку паркета под ключ с гарантией качества и точным соблюдением сроков.
Homeowners love transparent pricing and on-time service—get both at local septic pumping for septic pumping and installation.
It is honestly exhausting to watch competitors game the system like this. My own rating took a nosedive from 4.8 to 4.2 in just two weeks due to a wave of obviously fake bot reviews how to handle bad reviews
This was quite useful. For more, visit movers in santa cruz ca .
This is highly informative. Check out web design near me for more.
Thanks for the practical tips. More at lawn care .
For Collier County folks, we buy junk cars naples fl gave me the best quote to sell my junk car; no hidden fees and the driver was on time.
Multiple houses around our road experienced winter damage from the same storm and getting someone out was a nightmare. roof repair
Great warm-up suggestions — more routines available at Personal fitness trainer .
lanternvendor.shop – Smooth experience, pages load quickly and browsing feels easy and natural.
Loved the pre-cross consultation supplied with the aid of the staff we hired because of long distance movers fremont . True pros.
Wonderful tips! Find more at emergency plumbers .
Speed estimates from damage patterns came up in my claim. I learned the basics at Car Accident Lawyer .
This is quite enlightening. Check out pool removal company for more.
Hardware lifecycle planning is often missed. onsite IT support specialist built us a 3-year refresh plan that cut support tickets by 30%.
Valuable information! Find more at Tootoonchi Chiropractic spinal adjustment .
We set reminders for filter cleanings between pumps with a schedule tool from septic pumping company .
Transparent pricing matters. I liked how Cary vehicle shippers broke down the Cary route costs and didn’t surprise me later.
Anxiety after conflict is so real; trauma therapy shares de-escalation and repair steps.
Great resource. For the best roofing company in the area, check Roofers .
Would you consider a seasonal checklist for Arkansas roofs? Spring prep is different. roofing company
Appreciate the thorough information. For more, visit tree service .
Thanks for the valuable article. More at lawn care .
This article hit home for me. As a small business owner, I’ve dealt with this personally. We actually saw a 1-star spike overnight last month from accounts with zero history, and it was incredibly demoralizing for my team protect brand from malicious bots
Transport solutions are often forgotten. We discovered a neighborhood with arranged experiences and companions making use of assisted living .
Excellent insights on senior treatment options! For those exploring customized assistance, have a look at respite care for caring assisted living sources.
Great job! Find more at acoso laboral Sevilla .
Anyone tried plumber southampton for bathroom tiling plus plumbing as a package in Southampton?
Great insights! Find more at lawn care .
แพทย์ประเมินโครงหน้าดีมาก ก่อนฉีดทุกครั้ง อ่านแนวทางที่ February Clinic Thonglor
Very helpful! I’ll use these tips when researching a local Lynchburg moving company. Lynchburg car transportation services
take a look here – Well-structured layout and smooth navigation simplify reading.
If you’re commuting round Springfield, MO and dealing with transmission hindrance, keep in mind getting a diagnostic first from a good regional save. It helped me dodge delaying a repair, and the innovations had been common transmission repair springfield mo
For AD cleanup, baseline your OU structure and automate stale account removals—see scripts at nearby IT support company .
It is honestly scary how fast misinformation spreads these days. I have started making it a personal rule to never hit the share button until I can find at least two reliable news outlets reporting on the same thing https://www.gamespot.com/profile/sandra-evans94/
I was having so much trouble getting the e-edition to load on my tablet this morning. I finally cleared my browser cookies and restarted the app like you suggested, and it works perfectly now https://www.anobii.com/en/01e785db4ee4aa7ec2/profile/activity
My family recently relocated, and our Charlotte moving company made the entire process stress-free. Charlotte international movers
Many thanks for sharing; this aligns with my workflow. I record processes on Ellen in Massachusetts .
Excellent advice on how to choose between open and enclosed carriers in Peoria. Peoria car transport
Thanks for the valuable article. More at Pam Olsen Accident and Injury Attorney .
Appreciate the guidance on vendor consolidation. affordable IT support company simplified our toolset and cut costs.
It’s helpful to know how to protect my deductible. Injury explains subrogation after a hit-and-run.
I added a reference on state training renewal and refresher requirements for permits: Criminal Defense Lawyer
I liked this article. For additional info, visit assisted living .
Once spring hits, is it better to getting on the roof myself to assess damage? What do you suggest as the move? roofing company
As a brand manager, I love this focus on consolidating feedback loops for 2026. Automating the sentiment analysis piece is definitely the right move for scaling https://www.divephotoguide.com/user/larrymiller22/
Useful tips on preventing ice dams — I found seasonal roof treatment services on Roof repair
The section on pipe materials and their longevity was enlightening! After reading on emergency plumbing in tacoma , we consulted with Spartan Plumbing Services about upgrading some aging lines.
Thanks for highlighting zero trust principles for SMBs. A starter roadmap: emergency IT support near you .
ทรีตเมนต์เติมน้ำให้ผิว โกลว์แบบสุขภาพดี ดูแพ็กเกจที่ pico laser มีกี่แบบ
We needed a new drain field and routine septic cleaning delivered quality work without breaking the bank.
This article really clarifies how much effort it takes to reclaim your online reputation. I had no idea Google’s removal form was so limited in scope compared to a full de-indexing strategy. It definitely makes me think twice about what I post online reputation cleanup
Your checklist is excellent. We cross-referenced it with the guides on memory care and felt confident choosing.
visit homepage – Easy-to-follow pages make exploring smooth and straightforward.
check this page – Smooth and tidy layout makes the website enjoyable to navigate.
This was very beneficial. For more, visit elderly care .
We had several companies give us wildly different estimates — doing your due diligence saved us big time. roofer
This was very insightful. Check out lawn care for more.
If you’re feeling lost post-accident, reaching out to a knowledgeable commercial truck accident lawyer can provide clarity!
The reminder to save ride receipts and maps is gold. SC Car Accident Lawyer shows how to export ride routes.
Thanks for the comprehensive read. Find more at mp3 juice alternatives .
Appreciate the thorough write-up. Find more at ARD Waterproofing .
I found this very interesting. Check out mediación laboral Sevilla for more.
Very helpful read. For similar content, visit respite care .
It is honestly exhausting to watch our ratings fluctuate for no reason. I saw that report about Amazon seizing 75 fake review sites last July and wondered if it actually makes a dent in the problem Browse this site
Appreciate the insightful article. Find more at Oxnard Dental Professionals .
Your analysis of cold roof design was incredibly clear — at last a clear explanation. western michigan roofers
Appreciate the insightful article. Find more at tree company .
Nicely done! Find more at landscaping .
Great information about deck builder in athens ! I’ve been looking into this for a while.
I enjoyed this read. For more, visit Simple Dental .
Useful advice! For more, visit Glam House Studio Nashville .
This was quite useful. For more, visit MMD Medical Practice .
Proper airflow is probably the single most overlooked thing for roofs down here — learned this firsthand. roofer
Great explanation of how leadership development impacts culture. To operationalize that, I’ve used a few of the culture and team tools from leadership development .
I enjoyed this read. For more, visit personal loans near me .
Great read on help desk KPIs. desktop support specialist tracks FCR and CSAT, and shares reports monthly.
Wonderful insights on senior treatment alternatives! For those discovering personalized support, check out respite care for caring assisted living resources.
Thanks for the thorough analysis. Find more at Spousal Support lawyer service .
Brainspotting surprised me with how quickly emotions surfaced; internal family systems prepared me well.
Useful advice! For more, visit fire damage restoration companies .
Valuable information! Discover more at payday loans .
go to this link – The interface is neat, helping users explore content without effort.
Patch exceptions need expiry dates; we manage them with a tracker from nearby IT services .
Ceramic coating plus proper maintenance is a game changer. I booked mine through auto detailing and it still shines.
My boiler’s making noises—anyone in Southampton used plumber southampton for diagnostics?
The attic space is showing moisture on the decking when it’s really cold — is that normal? How do we fix it? pullman roofing company
I enjoyed this read. For more, visit elderly care .
Appreciate the comprehensive insights. For more, visit abogado de derecho laboral Sevilla .
This clarified low-voltage vs line-voltage lighting. I sourced components and an installer using outdoor lighting installation .
Thanks for discussing costs transparently. We used memory care to estimate monthly expenses and plan a budget.
I recently used Jersey City auto shipping, and the service was fast and reliable! Jersey City auto shippers
Many thanks for sharing; the checklist is handy. I’ve got a comparable checklist at Ellen Davidson Waltzman profile .
Thanks for posting this — dealing with storm damage around Bryant is no joke and this was exactly what I needed. roofing company
Well said. Multi-agency coordination (police, transit, city legal) slows investigations. More: Car Accident Lawyer .
After trying everything for our recurring kitchen clog, we finally followed advice from both this blog and Tacoma plumbing servces : called in professionals like those at Spartan Plumbing Services—problem solved!
Your section on emotional intelligence in leadership is spot on. EI assessment and reflection tools from leadership team coaching have sparked great conversations in our team.
Informative and motivating. Check Gym trainer for certified trainers.
Informative and actionable — book your first class at Personal trainer .
Keep track of mileage to medical appointments. Car Accident Lawyer has a reimbursement tracker template.
go to site – Well-presented content makes browsing smooth and intuitive.
This was very beneficial. For more, visit Paternity lawyer .
Try the portal if you are looking for an authentic Mexican gaming experience with a massive selection of high-quality slots. This destination is well-known for its generous promotional offers and a loyalty program that consistently rewards active members with exclusive bonuses. The site is fully optimized for mobile use, allowing you to enjoy your favorite games smoothly from any location at any time.
This post is a great starting point for anyone accused. Next steps at Criminal Attorney .
access this site – Smoothly organized pages allow users to locate what they need easily.
Imaging over Wi‑Fi is pain—use wired and multicast; a deployment checklist on small business IT specialist helps.
Visit here to explore a wide variety of sports betting markets and competitive odds tailored for the Mexican audience. This platform provides a very intuitive interface that makes it easy to navigate between live matches and classic casino games without any technical delays. It is a reliable choice for players who value fast registration and secure payment methods for their daily entertainment.
Great reminder to verify the Uber driver’s status at the time. Bus Accident Lawyer shows how to confirm trip status data.
Appreciate the comprehensive advice. For more, visit payday loans .
Been planning around deck builder in athens and this is exactly the info I needed.
อยากรู้ว่าไฟหน้าโปรเจคเตอร์ดีกว่าไฟหน้าธรรมดายังไง มาที่นี่เลย ร้านไฟหน้ารถยนต์ ใกล้ ฉัน
Thanks for the detailed guidance. More at reclamación de horas extra Sevilla .
This was highly educational. For more, visit Bedrock Restoration – Water Fire Mold Damage Service .
My family hired a Spokane moving company and couldn’t be happier. Spokane movers
visit this emporium – Pages are well-arranged, allowing effortless and engaging browsing.
Visit visit here to explore a wide variety of sports betting markets and competitive odds tailored for the Mexican audience. This platform provides a very intuitive interface that makes it easy to navigate between live matches and classic casino games without any technical delays. It is a reliable choice for players who value fast registration and secure payment methods for their daily entertainment.
Open official source for access to a professional sportsbook featuring deep markets on both local football and international tournaments. This resource offers real-time statistics and live streaming features that help users make more informed decisions during intense matches. I’ve found their customer support to be very responsive, ensuring that any account or technical questions are resolved in a matter of minutes.
Access Brazino Mexico to discover an impressive collection of certified slots and live dealer tables available for players in Mexico. This platform stands out due to its simple registration process and multiple deposit options that cater specifically to the needs of the local market. It provides a safe and engaging environment where you can enjoy diverse gaming titles with the assurance of fair play and transparent rules.
Hard water buildup isn’t talked about enough—I only realized its impact after reading more on emergency drain cleaning Tacoma and having a consultation with Spartan Plumbing Services who offered practical solutions.
This clarified how trauma lives in the body; Mental health service goes deeper into somatic release.
La información sobre los sistemas de cierre es muy interesante y útil para todos los propietarios de vivienda. cerrajero barcelona 24 horas
This is a comprehensive look at deck builder in athens . Excellent work.
Great reminder to act fast. Public records requests can uncover maintenance issues in bus fleets. How-to: Injury .
Thanks for the info — for quality AC repair and inspections in Canton MA, call HVAC Service Near Me .
Mobile detailing at the office saved me time. Scheduled easily through ceramic coating .
Great reminder that scheduled plumbing inspections can prevent disasters—I found a checklist on commercial plumbing tacoma and set up regular service with Spartan Plumbing Services.
Any assisted living that coordinates with home health agencies for extra nursing? I found listings on memory care .
It’s assuring to see emergency reaction methods discussed. Neighborhoods provided on assisted living information their safety and security treatments.
whitestone portal – Simple layout and clear visuals make navigation effortless.
If a medical emergency defense is raised, obtain their medical records via discovery to verify. Strategy at SC Accident Lawyer .
My standing pilot kept blowing out on windy days. Wind shield and vent tweaks by Plumbing company Yuba City solved it without replacing the whole unit.
Explore this site if you prefer a transparent casino experience where bonuses come without hidden terms or complicated wagering rules. This website focuses on fair play and provides a clear breakdown of how rewards are calculated and paid out to the members. The gaming library is extensive, featuring titles from top-tier providers that ensure high-quality graphics and smooth performance on all devices.
Check click here for a comprehensive overview of the latest bonuses and seasonal promotions currently offered by this popular Mexican operator. This site is very well-organized, making it simple to find information on wagering requirements and eligible games for your active rewards. It serves as a great starting point for both new and experienced players who want to maximize their bankroll with legitimate offers.
Visit this site to find an elite betting environment that focuses on providing premium services for high-stakes players and sports enthusiasts. This platform offers unique features and specialized support that you won’t typically find on more generic wagering sites in the region. It’s an ideal choice for those who value privacy, security, and access to exclusive markets with higher limits.
Teens headed to college in Lakewood? We shipped their car with Lakewood vehicle shipping to avoid the long drive.
Как правильно выбрать самые лучшие наркологические центры
Many thanks for sharing! I’ve examined it and it functions. Posting a follow-up on E. Waltzman Massachusetts .
This was very beneficial. For more, visit convenio colectivo Sevilla .
Ceramic coating on wheels makes cleaning so much easier. I had mine done through exterior detailing .
They are hands down the best Lakewood moving company I’ve used. Lakewood commercial movers
Using Betcris official allows you to place bets on a trusted platform with a long history of reliability in the Mexican and Latin American markets. The interface is clean and functional, ensuring that even beginners can quickly find the odds and match events they are interested in. They offer a great range of localized payment methods, making the process of managing your account funds simple and efficient.
Try pinco.kg to access a secure and fully localized gaming platform designed specifically for the needs of players in Kyrgyzstan. This destination offers a wide range of certified slots and features 24/7 customer support to ensure that all user questions are resolved immediately. The site is known for its fast withdrawal process and a user-friendly interface that works perfectly across all mobile and desktop devices.
Open this link for a dedicated look at the best betting strategies and upcoming sporting events relevant to the local community. This portal serves as a helpful guide for staying updated on team performances and expert analysis before placing your next wager. It is a well-maintained resource that prioritizes accurate information and provides a secure path to the most reputable operators in Mexico.
Ask about secured medication carts and tracking; memory care usually has tighter protocols than assisted living. Resource: memory care .
Este artículo me ha motivado a revisar mis cerraduras de seguridad. Gracias por la información. cerrajero barcelona 24 horas
The walkthrough inspection tips are helpful. I completed mine with the moving campanies santa cruz foreman.
I enjoyed this post. For additional info, visit senior care .
This is key. Medical follow-up for delayed-onset injuries is crucial in bus incidents. See Car Accident Lawyer .
My friends recommended Jersey City auto shipping, and they did not disappoint! Jersey City vehicle shipping
Yes! Finally someone writes about Rikvip.
Love how you address therapist fit; internal family systems suggests questions to ask in consults.
Open Pinco for a stable and high-speed alternative to reach one of the most trusted gaming sites in the local market. This portal includes an extensive library of live dealer games and popular crash titles that are fully optimized for a seamless experience. It’s a reliable choice for those who prioritize security and want instant access to their bankroll through multiple localized payment options.
Check official portal for the most reliable gaming experience in Bangladesh, featuring a wide selection of international and local favorites. This portal ensures a secure environment for all transactions and provides 24/7 customer support to handle any account queries. It is a highly professional destination for those who value fair play and transparent withdrawal terms for their daily entertainment.
Visit play Pin-Up to experience a top-tier gaming platform specifically designed for the Indian market with support for local payments. This site offers an incredible variety of licensed slots and traditional games like Teen Patti and Andar Bahar. I found their registration process to be very quick, allowing new players to start exploring the latest bonuses in just a few minutes.
” All ages enjoyed our recent splashdown experience; can’t recommend getting one highly enough if you’re hosting anything this summer!” # # anyKeword#” cheap table rental Tampa
Really appreciate the details on deck contractor . Well written.
I was impressed by their attention to detail. They carefully assessed the surfaces that needed cleaning and tailored their approach accordingly. It was evident that they are not just about getting the job done but doing it right. average house washing cost
Valuable information! Find more at long distance movers sf .
Just had my unit serviced in Needham MA; Best AC repair in Needham MA did a professional job and saved me from a summer breakdown.
If your car was totaled in SC, know your valuation rights. Info at Pedestrian Accident Attorney .
It’s reassuring as a business owner to know companies like Spartan Plumbing Services specialize in commercial grade repairs—learned about them through Tacoma plumber , which was super informative.
Open Baji Live mobile if you are looking for a comprehensive platform that combines live casino action with professional sports betting markets. The site is optimized for high performance on both mobile and desktop devices, ensuring that you never miss a winning opportunity. I especially appreciate their live dealer lobby, which features professional hosts and high-definition streams for a truly immersive experience.
This was very beneficial. For more, visit loan agency .
Your point of view caught my eye and was very interesting. Thanks. I have a question for you. https://www.binance.com/register?ref=IXBIAFVY
Good reminder to replace old two-prong outlets. We added GFCI where needed using an electrician from Braga Outdoor Lighting .
The visuals showing fatbergs inside pipes were shocking—never want that happening in my home! Glad there’s preventative info both here and through guides at residential plumber near me (thanks again to insights from Spartan Plumbing Services).
Solid article about deck builder in athens . Sharing with friends.
A smaller, secure unit can feel calmer and safer than a large assisted living building for someone with dementia. Learn more: memory care .
Thanks for the insightful write-up. More like this at despido disciplinario Sevilla .
Respite stays are a great trial run. We discovered short-term stay availability on memory care before committing.
view this – Took a quick tour and it looks informative overall
The staff presented authentic-time inventory updates—booked via movers santa cruz .
3Bet mang đến trải nghiệm giải trí trực tuyến toàn diện với hệ sinh thái cá cược đa dạng. Nền tảng được tối ưu cho cả máy tính và di động, giúp người chơi dễ dàng tham gia mọi lúc, mọi nơi với chất lượng ổn định và hỗ trợ tận tâm.
3BET
Many thanks for sharing! I have actually checked it and it works. Uploading a follow-up on Waltzman Needham .
Swirl marks drove me crazy until I tried a two-step correction. Found a great guide on RV detailing .
Thanks to Cumming moving company, my move was smooth from start to finish. Cumming movers
Our movers handled a balcony hoist for a sofa—what to expect is outlined at reliable long distance movers Santa Clarita .
Clear and concise. I use the “scene, vehicles, injuries, documents” order from Injury .
Thanks for sharing this data! I’ve been browsing into choices for getting rid of an vintage camper that’s been sitting on my property. The Free RV Removal Program appears like a lifesaver for parents dealing with garage rates and HOA strain check it out
This is quite enlightening. Check out Car Accident Lawyer Ocala for more.
HD88 là nền tảng cá cược trực tuyến hiện đại, cung cấp nhiều trò chơi hấp dẫn như casino trực tiếp, slot, bắn cá và cá cược thể thao. Website được tối ưu tốc độ, giao diện thân thiện và bảo mật cao, mang đến trải nghiệm ổn định cho người chơi.
HD88
I enjoyed this article. Check out casa rural cerca de Segovia capital for more.
HD88 là nền tảng cá cược trực tuyến hiện đại, cung cấp nhiều trò chơi hấp dẫn như casino trực tiếp, slot, bắn cá và cá cược thể thao. Website được tối ưu tốc độ, giao diện thân thiện và bảo mật cao, mang đến trải nghiệm ổn định cho người chơi.
HD88
HD88 là nền tảng cá cược trực tuyến hiện đại, cung cấp nhiều trò chơi hấp dẫn như casino trực tiếp, slot, bắn cá và cá cược thể thao. Website được tối ưu tốc độ, giao diện thân thiện và bảo mật cao, mang đến trải nghiệm ổn định cho người chơi.
HD88
มีโปรผ่อนจ่ายสบายๆ สนใจเงื่อนไขเพิ่มเติมที่ February Clinic Thonglor
HD88 là nền tảng cá cược trực tuyến hiện đại, cung cấp nhiều trò chơi hấp dẫn như casino trực tiếp, slot, bắn cá và cá cược thể thao. Website được tối ưu tốc độ, giao diện thân thiện và bảo mật cao, mang đến trải nghiệm ổn định cho người chơi.
HD88
HD88 là nền tảng cá cược trực tuyến hiện đại, cung cấp nhiều trò chơi hấp dẫn như casino trực tiếp, slot, bắn cá và cá cược thể thao. Website được tối ưu tốc độ, giao diện thân thiện và bảo mật cao, mang đến trải nghiệm ổn định cho người chơi.
HD88
HD88 là nền tảng cá cược trực tuyến hiện đại, cung cấp nhiều trò chơi hấp dẫn như casino trực tiếp, slot, bắn cá và cá cược thể thao. Website được tối ưu tốc độ, giao diện thân thiện và bảo mật cao, mang đến trải nghiệm ổn định cho người chơi.
HD88
HD88 là nền tảng cá cược trực tuyến hiện đại, cung cấp nhiều trò chơi hấp dẫn như casino trực tiếp, slot, bắn cá và cá cược thể thao. Website được tối ưu tốc độ, giao diện thân thiện và bảo mật cao, mang đến trải nghiệm ổn định cho người chơi.
HD88
3Bet mang đến trải nghiệm giải trí trực tuyến toàn diện với hệ sinh thái cá cược đa dạng. Nền tảng được tối ưu cho cả máy tính và di động, giúp người chơi dễ dàng tham gia mọi lúc, mọi nơi với chất lượng ổn định và hỗ trợ tận tâm.
3BET
HD88 là nền tảng cá cược trực tuyến hiện đại, cung cấp nhiều trò chơi hấp dẫn như casino trực tiếp, slot, bắn cá và cá cược thể thao. Website được tối ưu tốc độ, giao diện thân thiện và bảo mật cao, mang đến trải nghiệm ổn định cho người chơi.
HD88
3Bet mang đến trải nghiệm giải trí trực tuyến toàn diện với hệ sinh thái cá cược đa dạng. Nền tảng được tối ưu cho cả máy tính và di động, giúp người chơi dễ dàng tham gia mọi lúc, mọi nơi với chất lượng ổn định và hỗ trợ tận tâm.
3BET
Pro tip for Glendale auto transport: take pre-shipment photos and upload them via car shippers Glendale for easy documentation.
Assisted living is fantastic for social, active elders; memory care is better when cognition impacts judgment and safety. Details: respite care .
HD88 là nền tảng cá cược trực tuyến hiện đại, cung cấp nhiều trò chơi hấp dẫn như casino trực tiếp, slot, bắn cá và cá cược thể thao. Website được tối ưu tốc độ, giao diện thân thiện và bảo mật cao, mang đến trải nghiệm ổn định cho người chơi.
HD88
This was a wonderful post. Check out elderly care for more.
An effective ### any Keyword### will work tirelessly on your behalf to ensure justice is served! crash lawyer
This is quite enlightening. Check out personal loans for more.
GO99, nhà cái cá cược hợp pháp với hệ thống trò chơi đa dạng từ Casino đến Thể thao. Tìm hiểu ưu điểm, cách đăng ký và những tính năng nổi bật giúp thương hiệu này dẫn đầu. https://mango9988.co
The Sacramento moving company I hired made sure everything arrived without a single scratch. Sacramento Mover’s
GO88 là một trong những nền tảng giải trí trực tuyến nổi bật, thu hút đông đảo người chơi nhờ sự uy tín và hệ thống vận hành ổn định Go88
68WIN là nền tảng giải trí trực tuyến được nhiều người chơi quan tâm nhờ sự uy tín và chất lượng dịch vụ ổn định 68WIN
KKWIN là một nền tảng giải trí trực tuyến đang nhận được nhiều sự quan tâm nhờ hệ thống hiện đại và dịch vụ chuyên nghiệp. Ngay từ khi ra mắt, KKWIN đã định hướng phát triển theo tiêu chí minh bạch, an toàn và mang lại trải nghiệm tốt nhất cho người dùng KKWIN
Very useful post. For similar content, visit reclamación de horas extra Sevilla .
Headlight restoration plus a UV sealant is key for longevity. I used ceramic coating to get it done right.
68win là một nhà cái có giấy phép cá cược trực tuyến hợp pháp do Isle of Man và Khu kinh tế Cagayan and Freeport cấp https://u68WIN.com
SIU88 là website được xây dựng theo hướng giới thiệu nền tảng trực tuyến với bố cục khá gọn và dễ nhìn https://siu88v3.com
After dealing with a slab leak, I appreciate knowledgeable plumbers even more. The crew from Spartan Plumbing Services walked me through every step, and I discovered them through Tacoma Plumber .
888P nổi lên như một hiện tượng, không chỉ bởi giao diện bắt mắt mà còn nhờ sự chuyên nghiệp trong cách vận hành và chăm sóc khách hàng. Đây là điểm đến lý tưởng cho những ai đam mê thử vận thách trí và mong muốn tìm kiếm cơ hội làm giàu an toàn. 888P
Trong bối cảnh thị trường gambling ngày càng bão hòa, cái tên CO88 nổi lên như một biểu tượng của sự uy tín, minh bạch và đổi mới không ngừng Co88
GGWIN đã nhanh chóng vươn lên trở thành một hiện tượng trong làng cá cược nhờ vào sự đầu tư bài bản và minh bạch. Tại đây, người chơi không chỉ được trải nghiệm những ván cược kịch tính mà còn được tận hưởng dịch vụ khách hàng chuẩn quốc tế. GGWIN
Nice resource—for local AC repairs and maintenance in Lexington, try AC repair in Lexington MA .
Visit https://mostbet-online.kg/ to discover an elite sportsbook and a rich library of classic casino games available for users in Kyrgyzstan. The platform offers very competitive odds and a user-friendly interface that makes navigating between live matches and slots incredibly easy. I recommend checking their loyalty rewards program, which provides consistent bonuses for active players who value long-term engagement.
Try Glory Casino to explore an impressive collection of certified slots and engaging crash games from the world’s leading providers. This platform stands out due to its modern design and a simple registration process that gets you into the action without unnecessary delays. It provides a secure and transparent environment where all players can enjoy high-quality gaming with the assurance of regular payouts.
Access Pin-Up AZ for a fully localized gaming experience tailored for players in Azerbaijan with native language support. This site provides a stable and secure way to access your favorite slots and handle all financial transactions using local currency options. It is a trusted destination for those who prioritize security and want a seamless experience across all their digital devices.
This is why content and links must work together. Our outreach through ecommerce SEO company secured authoritative placements that lifted an entire category.
Business owners in Katy, TX: parking lot lighting and maintenance were hassle-free with Tree service Katy TX .
take a look – Casual browsing led me to some helpful information here
Appreciate the thorough analysis. For more, visit mp3 juice latest .
This was quite informative. For more, visit Spousal Support lawyer Queens .
Helpful — if you smell gas or refrigerant in Canton MA, get immediate AC repair from Ac repair .
visit play pin-up to access the official pin-up portal in india, where you can enjoy a wide variety of licensed games and sports markets. the site supports popular local deposit options like upi and netbanking, making it incredibly convenient for players across the region. i recommend checking their welcome bonuses, as they provide a great way to start your journey with a significantly boosted bankroll.
visit this link to discover professional insights and creative strategies from an experienced leader in the marketing and advertising industry. this website offers valuable resources for anyone looking to improve their communication skills and understand the deeper aspects of effective storytelling. it is a well-organized platform that provides a fresh perspective on how to achieve impactful results through strategic thinking and design.
¿Cuál es el costo promedio de un cerrajero barcelona 24 horas para abrir una caja fuerte en Barcelona?
check play pin-up for an authentic mexican casino experience featuring a massive selection of high-quality slots and live dealer games. the platform is fully optimized for local players, offering secure payment methods and 24/7 customer support to ensure a smooth gaming session. it is a highly reliable source for those who prioritize safety and want to enjoy legitimate promotional offers in a transparent environment.
Quality service at a fair price from this Lakewood moving company. Lakewood international movers
Social and language compatibility can’t be overlooked. We matched with multilingual caregivers with elderly care .
Appreciate the thorough insights. For more, visit Houston Regenerative Medical Clinic .
Appreciate the detailed information. For more, visit opiniones y valoraciones casas rurales Segovia .
This post’s focus on family involvement is crucial. senior care lists communities with regular care conferences.
Nicely done! Discover more at elderly care .
Thanks for the helpful article. More like this at Child Attorney service .
Curated Collections – The sections are clear, making exploration straightforward.
Jersey City auto shipping helped me move my car quickly and affordably. Jersey City auto transport
Tải hitclub group nhà cái uy tín cá cược online có hệ thống chống gian lận tốt không? tải hitclub group
Các bước xác minh tài khoản trên Sunwin nhà cái uy tín cá cược online đơn giản, hướng dẫn sunwin .
Старый паркет? https://shlifovka-parketa.ru профессиональное восстановление деревянного пола без пыли и лишних затрат. Удаляем царапины, потемнения и старое покрытие, возвращаем гладкость и естественный цвет. Используем современное оборудование, выполняем циклевку, шлифовку и лакировку паркета под ключ с гарантией качества и точным соблюдением сроков.
Có mã giới thiệu ở iwinclub để nhận thưởng khởi đầu, ai cần inbox mình.
Khuyến mãi hấp dẫn và tỷ lệ cược tốt ở Sunwin, xem chi tiết tại sunwin
Ku88 hay còn được cộng đồng cược thủ gọi bằng những cái tên thân thuộc như ku88app, ku8, kubet88, ku888, đã tạo nên một đế chế giải trí cá cược trực tuyến vững mạnh và có tầm ảnh hưởng sâu rộng tại thị trường châu Á KU88
UK88 được xây dựng như một nền tảng giải trí trực tuyến hiện đại, mang đến cho người chơi trải nghiệm toàn diện và đẳng cấp trong thế giới cá cược trực tuyến UK88
Trong vũ trụ cá cược trực tuyến đầy cạnh tranh, May88 nổi lên như một đế chế giải trí thực thụ, một điểm đến không thể bỏ qua cho những ai tìm kiếm sự uy tín, đa dạng và những trải nghiệm đỉnh cao nhà cái May88
Giữa thị trường game bài đổi thưởng đầy cạnh tranh, Hitclub vẫn nổi bật và giữ vững vị thế trong lòng người chơi Hit Club
Red88 – nhà cái trực tuyến hàng đầu Việt Nam, nơi quy tụ đầy đủ các thể loại giải trí cá cược chất lượng cao. Bài viết này của 78red88 Red88
Lucky88 – Một trong những cổng game cá cược đang thịnh hành tại Việt Nam. Nhà cái sở hữu kho game đồ sộ với nhiều siêu phẩm kinh điển, chắc chắn sẽ khiến người chơi có được trải nghiệm đáng nhớ nhà cái Lucky88
Trong thế giới lô đề và xổ số đầy sôi động, việc tìm kiếm một nguồn thông tin đáng tin cậy và tiện lợi là điều vô cùng quan trọng. Trang chủ Lode88 nổi bật với sự cung cấp thông tin đa dạng và hữu ích cho những ai yêu thích lô đề và xổ số. Lode88
Trong thế giới giải trí trực tuyến đầy màu sắc, sôi động và không ngừng cạnh tranh, một cái tên đã kiên cường vượt qua mọi thử thách của thời gian để khẳng định vị thế là biểu tượng của sự uy tín, đẳng cấp và sự đổi mới không ngừng nghỉ. 11BET
Thanks for the insightful write-up. More like this at abogados accidentes laborales Sevilla .
3Bet mang đến trải nghiệm giải trí trực tuyến toàn diện với hệ sinh thái cá cược đa dạng. Nền tảng được tối ưu cho cả máy tính và di động, giúp người chơi dễ dàng tham gia mọi lúc, mọi nơi với chất lượng ổn định và hỗ trợ tận tâm.
3BET
view this – The energy of the site is great and content feels fresh
Great information about DECK BUILDER ! I’ve been looking into this for a while.
Sunwin nhà cái uy tín cá cược online hỗ trợ khuyến mãi cho thành viên mới: sunwin.tips .
Các tiêu chí fair-play ở taigo88 ltd được duy trì tốt.
I found this very interesting. For more, visit water damage restoration near me .
check ipl scores for real-time score updates and detailed statistics for all current and upcoming matches in the tournament. this site provides an essential resource for fans who want to follow every ball and analyze player performances throughout the entire season. it is a well-maintained portal that focuses on accuracy and ensures you stay informed about all the critical turning points in every game.
open betting tips for an in-depth look at the most competitive odds and professional betting tips available for the current cricket season. this website focuses on providing accurate forecasts and market analysis to help users make more informed decisions during intense tournament matches. it serves as a dedicated hub for fans who want to combine their passion for cricket with a strategic approach to sports wagering.
visit online hub to find the best platforms for watching live matches and placing strategic bets on your favorite teams this year. the portal offers comprehensive guides and match analysis that help users stay ahead of the game with data-driven insights. it is a perfect destination for cricket enthusiasts who value high-quality content and reliable links to official broadcasting and betting resources.
Đặt câu hỏi kỹ thuật về tài khoản, support sunwin jp trả lời chi tiết.
This is quite enlightening. Check out MMD Medical Center for more.
The peace of mind that comes from knowing your sewer system has been thoroughly checked by trusted pros like those at Spartan Plumbing Services is priceless—especially after hearing so many horror stories online! Plumber Near Me
Just used a Spokane moving company, and they were professional and efficient. Spokane moving company
When they disputed causation, motorcycle accident claims attorney linked the crash to my symptoms with medical proof.
Gift Ideas – Navigation is straightforward, and items are easy to find.
Thanks for the useful post. More like this at Simple Dental South Gate .
“For condo moves along Atlantic Ave, check HOA rules—some require protective coverings in elevators and advance COI from movers.” moving companies in Virginia Beach
Visit Ivory Stone – Pages are well-organized and navigating feels effortless.
I enjoyed this post. For additional info, visit tree service .
Thanks for the practical tips. More at opiniones y valoraciones casas rurales Segovia .
Great job! Find more at tree service .
Thanks for the thorough analysis. More info at tree removal .
Rất nhiều thông tin cần biết trước khi cá cược, mình tham khảo thêm ở sunwin africa .
I love how detailed this post is about water heater maintenance. After reading, I reached out via hydro jetting Tacoma and got Spartan Plumbing Services to check mine—turns out it needed a flush!
Thanks for the info. For energy-efficient AC repairs in Needham, try emergency AC repair near me .
Great preventive maintenance packages—A1 RV Repair Port St. Lucie listed on Find a mobile rv tech .
This was a wonderful guide. Check out dryer vent cleaning for more.
Quiero asegurarme de que cualquier cerrajero barcelona 24 horas que contrate tenga buenas referencias y opiniones positivas antes de tomar una decisión final.
This was quite informative. For more, visit elderly care .
I love those before-and-after modifications. For greater suggestions, I’ve been surfing remodelers service Vancouver WA these days.
The environmental design in memory care (clear signage, looped halls) is a major safety advantage vs traditional assisted living. Source: memory care .
Trial meals and activity visits were helpful. We scheduled both through contacts found on memory care .
Mobile engine bay detailing made everything look factory new. Booked on mobile detailing .
visit https://mrjackbet-1.com/ to enjoy the official mr.jackbet experience with a massive range of slots and real-time betting options. this platform utilizes the latest security protocols to ensure that all personal data and financial transactions remain completely private at all times. it is an ideal choice for players who want a reliable and fast system that works perfectly for both casual play and more serious wagering.
check superbet mobile for the most updated promotional offers and exclusive bonuses currently available on this global gaming platform. this resource provides clear and detailed information on how to maximize your bankroll while participating in high-stakes sports betting or classic casino play. it is a professional site that focuses on transparency and ensures that all members are fully informed about the terms of their rewards.
Moving gym equipment is no joke; the crew from professional movers Augusta had the tools and know-how to handle it safely.
I found this very interesting. Check out inspección de trabajo Sevilla for more.
Thanks for the thorough article. Find more at salazar digital web designer .
Settlement calculators are often wrong. A car accident attorney bases demands on real evidence and law truck accident
Basement finish needed dedicated sump and dehumidifier circuits. Planned and installed via outdoor lighting installer .
Shop Echo Brook – The interface is tidy and finding products is easy.
Corporate yacht charters can really elevate team-building experiences. Newport Beach is the ideal location! Check out corporate events yacht charters newport beach for options.
discover products – It feels easy to scroll through and locate items
Data augmentation plus training optimization is a powerful combo. We saw faster convergence with fewer epochs through techniques from optimization services company .
meadowharbor finds – Pages load smoothly and information is easy to follow.
This piece hits on a huge pain point for our team. We constantly struggle with false positives from negative search results, which inevitably leads to onboarding delays for low-risk clients https://www.scribd.com/document/1017386730/How-Do-I-Monitor-My-Name-for-KYC-and-Compliance-Issues-A-Guide-to-Reputation-Resilience-170366
Ceramic coating plus proper maintenance is a game changer. I booked mine through paint protection film and it still shines.
PSA: take photos at pickup. I booked Lakewood delivery with Lakewood car transportation services and everything arrived as documented.
Thanks to a Lakewood moving company, our furniture arrived safely. Lakewood international movers
Anyone else feel like a new person after getting a Brazilian wax? Found mine through Skincare Services Las Vegas !
Must-Have Products – Layout is organized and finding products is simple.
Launch referral incentives: $50 gift card or 5% off next service for successful referrals; track via unique codes on invoices. Tulsa international relocation services
This was a great help. Check out casa rural con chimenea Segovia for more.
We picked sturdy floors for Vancouver WA weather as a result of remodelers service near me .
For Norcold fridge repairs near PSL, Find a mobile rv tech connected me with A1 RV Repair techs who know their stuff.
explore here for a premium gaming experience in estonia that fully complies with all local regulations and safety standards. the site features a clean and modern design, making it easy to find your favorite titles from a diverse library of certified casino games. they offer very efficient withdrawal methods, which is vital for players who want to receive their winnings quickly and without any hassle.
Excellent rundown on moving estimates. I’ve found santa cruz movers transparent and accurate.
DA88 là điểm đến lý tưởng dành cho người chơi yêu thích cá cược trực tuyến với tốc độ truy cập ổn định, giao diện tối ưu và hệ thống bảo mật chuẩn quốc tế Da88
DA88 là điểm đến lý tưởng dành cho người chơi yêu thích cá cược trực tuyến với tốc độ truy cập ổn định, giao diện tối ưu và hệ thống bảo mật chuẩn quốc tế Da88
DA88 là điểm đến lý tưởng dành cho người chơi yêu thích cá cược trực tuyến với tốc độ truy cập ổn định, giao diện tối ưu và hệ thống bảo mật chuẩn quốc tế Da88
DA88 là điểm đến lý tưởng dành cho người chơi yêu thích cá cược trực tuyến với tốc độ truy cập ổn định, giao diện tối ưu và hệ thống bảo mật chuẩn quốc tế Da88
DA88 là điểm đến lý tưởng dành cho người chơi yêu thích cá cược trực tuyến với tốc độ truy cập ổn định, giao diện tối ưu và hệ thống bảo mật chuẩn quốc tế Da88
DA88 là điểm đến lý tưởng dành cho người chơi yêu thích cá cược trực tuyến với tốc độ truy cập ổn định, giao diện tối ưu và hệ thống bảo mật chuẩn quốc tế Da88
DA88 là điểm đến lý tưởng dành cho người chơi yêu thích cá cược trực tuyến với tốc độ truy cập ổn định, giao diện tối ưu và hệ thống bảo mật chuẩn quốc tế Da88
CO88 nổi bật với kho trò chơi giải trí trực tuyến phong phú cùng trải nghiệm mượt mà trên cả máy tính và thiết bị di động. Website hỗ trợ nạp rút nhanh, vận hành ổn định và dịch vụ chăm sóc khách hàng chuyên nghiệp.
Co88
The section on early signs of cognitive change was spot-on. Early assessments open the door to planning and support. We learned what to expect next at elderly care .
CO88 nổi bật với kho trò chơi giải trí trực tuyến phong phú cùng trải nghiệm mượt mà trên cả máy tính và thiết bị di động. Website hỗ trợ nạp rút nhanh, vận hành ổn định và dịch vụ chăm sóc khách hàng chuyên nghiệp.
Co88
La elección del bombín correcto puede marcar la diferencia. Gracias por la información, muy útil. cerrajero barcelona 24 horas
We needed COI for a Southdowns condo; our mover from Long distance movers Baton Rouge issued it same-day to the property manager.
What sets apart a good plumber from a great one in Tacoma? From what I see, customer education and honesty matter—both qualities at Spartan Plumbing Services per Drain Cleaning .
CO88 nổi bật với kho trò chơi giải trí trực tuyến phong phú cùng trải nghiệm mượt mà trên cả máy tính và thiết bị di động. Website hỗ trợ nạp rút nhanh, vận hành ổn định và dịch vụ chăm sóc khách hàng chuyên nghiệp.
Co88
CO88 nổi bật với kho trò chơi giải trí trực tuyến phong phú cùng trải nghiệm mượt mà trên cả máy tính và thiết bị di động. Website hỗ trợ nạp rút nhanh, vận hành ổn định và dịch vụ chăm sóc khách hàng chuyên nghiệp.
Co88
This was a wonderful guide. Check out elderly care for more.
CO88 nổi bật với kho trò chơi giải trí trực tuyến phong phú cùng trải nghiệm mượt mà trên cả máy tính và thiết bị di động. Website hỗ trợ nạp rút nhanh, vận hành ổn định và dịch vụ chăm sóc khách hàng chuyên nghiệp.
Co88
CO88 nổi bật với kho trò chơi giải trí trực tuyến phong phú cùng trải nghiệm mượt mà trên cả máy tính và thiết bị di động. Website hỗ trợ nạp rút nhanh, vận hành ổn định và dịch vụ chăm sóc khách hàng chuyên nghiệp.
Co88
Does anyone know communities offering memory care close to Cannon AFB families? I’m compiling a list from senior care .
CO88 nổi bật với kho trò chơi giải trí trực tuyến phong phú cùng trải nghiệm mượt mà trên cả máy tính và thiết bị di động. Website hỗ trợ nạp rút nhanh, vận hành ổn định và dịch vụ chăm sóc khách hàng chuyên nghiệp.
Co88
CO88 nổi bật với kho trò chơi giải trí trực tuyến phong phú cùng trải nghiệm mượt mà trên cả máy tính và thiết bị di động. Website hỗ trợ nạp rút nhanh, vận hành ổn định và dịch vụ chăm sóc khách hàng chuyên nghiệp.
Co88
CO88 nổi bật với kho trò chơi giải trí trực tuyến phong phú cùng trải nghiệm mượt mà trên cả máy tính và thiết bị di động. Website hỗ trợ nạp rút nhanh, vận hành ổn định và dịch vụ chăm sóc khách hàng chuyên nghiệp.
Co88
CO88 nổi bật với kho trò chơi giải trí trực tuyến phong phú cùng trải nghiệm mượt mà trên cả máy tính và thiết bị di động. Website hỗ trợ nạp rút nhanh, vận hành ổn định và dịch vụ chăm sóc khách hàng chuyên nghiệp.
Co88
Helpful community resource—I’ll tag AC maintenance for local Lexington MA AC service recommendations.
Shop Now – Everything is displayed neatly, making items easy to find.
Clearly presented. Discover more at respite care .
I recently discovered a negative Google result that highlights a disgruntled former client, and it is actively hurting my company’s reputation. I appreciate this list of ORM firms because I need professional help to push that content off the first page remove personal info online
I appreciated seeing license and insurance details on industrial movers Norfolk before I booked.
Snowbirds returning to Lubbock: lock in seasonal rates early. Start with free estimates at Lubbock car shipping services .
Interesting read on athens deck builders . Bookmarked for later!
This was very well put together. Discover more at Hair extensions .
meadowstone treasures – Navigation works nicely and content is clear.
The emotional toll of a car accident should not be ignored—consider seeking professional help if needed! lawyers
Great insights! Find more at tree service .
quick access – A well-arranged layout that makes moving between pages easy
Thanks for the informative content. More at tree removal .
Well done! Find more at senior care .
Thanks for the thorough analysis. More info at dryer vent cleaning .
Nice article. For reliable techs and quick AC repair in Canton MA, try Plumbing service near me .
סקירת עלויות אלוקבונד מול חומרים חלופיים. פרטים: חיפוי מבנים באלוקבונד .
The sauce lineup from BBQ restaurant capital region — wonderful, appetizing, and spicy– sounds best for varied tastes.
stone items here – The presentation gives a calm and simple browsing flow
This was highly helpful. For more, visit Houston Regenerative Med .
Explore Collections – Items are clearly arranged and browsing is smooth.
If you’re thinking about joining a band , you should totally look at Rock Academy .
The fall shows are way better than expected .
Trust me , Rock Academy is the real deal .
music school hudson valley
Excellent communication and fair rates—A1 RV Repair Port St. Lucie listed on A1 Mobile RV Repair .
Fantastic checklist. For emergency cooling issues, ac repair service is my go-to AC repair service.
I compared this Mansfield spot with one in Lexington, and the UV outcome right here seemed stronger; details at massage therapy Mansfield .
I recently hired an auto accident lawyer, and it made all the difference in my case. Highly recommend seeking professional help! car injury lawyer
This was a fantastic resource. Check out commercial painting for more.
This was highly helpful. For more, visit alojamiento rural Segovia .
Informative article on real estate law! residential real estate attorney Albany
Looking for reliable Jersey City auto shipping—any suggestions? Jersey City vehicle transport
Solid article about deck builder in athens . Sharing with friends.
Seasonal Specials – Navigation is smooth, and everything is clearly displayed.
This was very well put together. Discover more at PGE contractors near me .
This was beautifully organized. Discover more at Oxnard Dental Clinic .
Very useful post. For similar content, visit assisted living .
Which places have on-site therapy (PT/OT) near Clovis? Cross-referencing lists from respite care .
mintorchardtrading – Pages load quickly and the structure makes browsing simple and pleasant.
I used a repair shop checklist from motorcycle accident legal services to choose a reputable place after my collision.
Clearly presented. Discover more at ac repair Englewood NJ .
Moving into a new place in Tacoma and curious about what to look for in plumbing inspections—I saw that Spartan Plumbing Services offers comprehensive checks, and found their reviews on emergency sewer repair Tacoma .
Thanks for outlining shingle repair steps. For professionals try Roof repair .
quick browse – Layout is clean and locating content is straightforward
Appreciate the detailed information. For more, visit water heater replacement services .
Appreciate the comprehensive advice. For more, visit respite care .
I used remodelers service near me to look at various coverage for Remodelers Vancouver WA.
explore collection – Clear design makes it easy to move through sections
New slide topper installed right; thanks A1 RV Repair Port St Lucie for A1 RV Repair PSL details.
Interior fabric protection kept spills from staining. I added it via auto detailing service request.
If you want curb appeal without constant upkeep, Tree service New Braunfels TX has great low-water options in New Braunfels.
Are tankless water heaters worth it in Tacoma’s climate? Wondering if anyone went through the upgrade process with help from Spartan Plumbing Services via Emergency Plumbing In Tacoma .
Shop Now – Pages are well-structured and content is easy to find.
Technical debt racks up fast. Quarterly audits from outsourced SEO company keep our site healthy and indexable.
Your note on caregiver burnout resonates. memory care helped us transition from home care to assisted living smoothly.
see gallery items – It gives off a relaxing vibe while viewing the collection
Appreciate the thorough information. For more, visit casa rural Grajera .
This was quite enlightening. Check out Chiropractic Adjustment for more.
The Sacramento moving company I used last year offered free quotes and excellent service! Sacramento full service movers
Great content! It’s reassuring to learn more about Savannah auto shipping. Savannah car shippers
Must-Have Products – Browsing feels straightforward and items are simple to find.
This was a great article. Check out ARD Waterproofing for more.
Good read—if your AC is old and noisy in Needham, get a second opinion from HVAC repair .
Nicely done! Discover more at asistencia legal urgente Santiago .
I enjoyed this read. For more, visit dónde dormir en Palas de Rei .
This was very enlightening. For more, visit MMD Doctors Clinic .
סגרנו גם תחזוקה עתידית – שרות מושלם. דאר גרופ: חיפוי אלוקובונד
Couldn’t ask for better service—Cumming moving company is amazing! Cumming moving company
Planning a summer block celebration in Schenectady and trying to find authentic smokehouse taste– Barbecue restaurant niskayuna looks perfect for BBQ wedding catering!
mintstone online – Pages load nicely and everything is easy to find.
My Lakewood delivery arrived ahead of schedule. Big thanks to Lakewood car shippers for staying on top of it.
This was quite enlightening. Check out tree removal for more.
A reoccuring cleaning plan conserves time and preserves a healthy and balanced home. Explore options at green cleaning Tacoma .
Does https://www.n49.com/biz/6723492/ offer deep-clean bundles for move-outs in Snellville?
Wonderful material. For trustworthy, insured cleansers in Fargo, I constantly recommend inspecting accounts on janitorial cleaning Fargo first.
The student discount referenced is legit– I confirmed it and connected evidence on tanning salon Mansfield .
This was very enlightening. More at tree removal .
Just read your post on car detailing tips—super helpful! For anyone looking for premium services, check out mobile detailing for pro-level detailing.
Nicely done! Discover more at tree company .
If you’re from the Hudson Valley , definitely check them out .
The fall shows are insane .
Trust me , Rock Academy is the real deal .
music school near me
Not many cities have a real nightlife spot that actually books quality acts is harder than people think. When you do find one create an experience you remember. Appreciate the honest take on the local scene! live music venue Saratoga Springs
Solid article about athens deck builders . Sharing with friends.
This was a great help. Check out dryer vent cleaning for more.
start exploring – Well-ordered pages and effortless movement around the site
Wonderful tips! Discover more at office movers .
This article hits the nail on the head regarding the shift in how people find information. I used to think SEO was just about ranking on Google, but now I realize that conversational search changes everything Visit this website
This is so helpful, My family recently purchased a house in Clifton Park and worked with Ianniello Anderson PC for the closing. They made it smooth. residential real estate attorney Albany
Medical treatment gaps can harm your claim. A lawyer helps you avoid them. Guidance at truck accident lawyer .
For diabetes plus dementia, memory care’s tighter meal and med coordination can be safer than assisted living. See memory care .
enter galleria – Pages feel structured and browsing is straightforward
Wonderful tips! Find more at senior care .
Wonderful tips! Discover more at Simple Dental Clinic .
Clear and helpful guidance. For drain line clogs, ac repair service cleared and treated the line.
¡Me encanta que hables sobre seguridad! Es algo que no podemos dejar al azar en nuestros hogares. cerrajero barcelona 24 horas
I used Remodelers Vancouver WA to ascertain insurance plan for Remodelers Vancouver WA.
For pre-purchase RV inspections in PSL, A1 RV Repair Port St Lucie helped me hire A1 RV Repair pros.
Nice tips. For emergency water heater service, call Drain cleaning .
The tip sheets on affordable local movers Rochester helped streamline our decluttering before our Rochester move.
Liability wasn’t clear until a truck accident lawyer hired an accident reconstruction expert. crash lawyer
Thanks for the thorough analysis. More info at respite care .
For pet-friendly moves, set up a quiet room before the truck arrives. More guidance at Stamford local movers .
Curated Collections – Navigation flows naturally and content is easy to understand.
Thanks for the clear breakdown. More info at assisted living .
If you’re in an accident, knowing what steps to take is vital— truck crash lawyer covers this effectively.
Bestsellers – Finding products is quick and the structure is well-organized.
Thanks for the valuable article. More at Omni Dental Care .
This is a comprehensive look at athens deck builders . Excellent work.
mintstone highlights – Information is clear and the flow of the site is natural.
I enjoyed this article. Check out senior care for more.
This was a wonderful post. Check out casa rural con jardín Segovia for more.
click for details – Discovered this and it seems well laid out
Thanks for the helpful advice. Discover more at asistencia legal urgente Santiago .
Appreciate the insightful article. Find more at reservar albergue Palas de Rei .
DA88 là điểm đến lý tưởng dành cho người chơi yêu thích cá cược trực tuyến với tốc độ truy cập ổn định, giao diện tối ưu và hệ thống bảo mật chuẩn quốc tế Da88
DA88 là điểm đến lý tưởng dành cho người chơi yêu thích cá cược trực tuyến với tốc độ truy cập ổn định, giao diện tối ưu và hệ thống bảo mật chuẩn quốc tế Da88
DA88 là điểm đến lý tưởng dành cho người chơi yêu thích cá cược trực tuyến với tốc độ truy cập ổn định, giao diện tối ưu và hệ thống bảo mật chuẩn quốc tế Da88
Evaluate warranties from Remodelers Vancouver WA with the comparison on remodeling company .
view collection – Clear menus and clean design improve the experience
visit gallery – Pages load fast and moving between sections is simple
Looking for a family-owned Bakersfield moving company? Try Bakersfield premier movers for personal service and fair pricing.
צוות אדיב שעובד נקי ומשאיר אתר מסודר. קישור: חיפוי אלומיניום לחזיתות מבנים מסחריים
Leveling jacks jammed at Savannas campground; A1 Mobile RV repair service led me to A1 RV Repair in Port St. Lucie fast.
Memory care’s focus on purposeful activities reduces exit-seeking and improves safety compared to general assisted living. See memory care .
The customer service from my Erie moving company was exceptional—they answered all my questions. Office moving companies Erie
Wow! In the end I got a blog from where I
know how to truly take valuable facts concerning my study and knowledge.
Here is my web blog; house cleaning services Massachusetts
Good advice. For seasonal filter reminders and AC care in Lexington, use Emergency AC repair near me .
Email outreach template: “Hi , I enjoyed your piece on . I can contribute a Tulsa-specific data set on average move times by home size and month. Would a 900-word guest post with actionable tips interest you?” Tulsa business movers
Jersey City auto shipping handled my vehicle with care—highly trustworthy. Jersey City vehicle transport
We’re planning a supplier fair; Barbecue restaurant niskayuna could secure the food court.
Very useful info on motorcycle vs car accidents. For legal representation, motorcycle accident legal representation can assist.
We checked out Putnam Place last weekend and the experience was amazing. The production quality is next level — you can tell they invest in the experience. If you’re in Saratoga, you have to go. concert venue Saratoga Springs
Thanks for highlighting the big difference between accepted and deep cleaning—gigantic for landlords and Airbnb hosts in Omaha! If anyone wants last-minute turnover lend a hand or seasonal deep cleans More Bonuses
Must-Have Products – Finding items is quick and the design feels professional.
If you’re near Richland Shopping mall, this salon is hassle-free; I mapped commute times on indoor tanning Ontario Ohio .
I’ve been to a few music camps, but nothing comes close to Rock Academy. You actually get to form a band, rehearse, and play live shows — like a real musician. Everyone there treats you like you belong, no matter your skill level music school hudson valley
TX88 là nền tảng giải trí trực tuyến được phát triển theo tiêu chuẩn hiện đại, tối ưu toàn diện từ tốc độ truy cập, bảo mật, đến trải nghiệm chơi game TX88
Nice points—compare roof installation contractors and pricing at Roofing companies .
TX88 là nền tảng giải trí trực tuyến được phát triển theo tiêu chuẩn hiện đại, tối ưu toàn diện từ tốc độ truy cập, bảo mật, đến trải nghiệm chơi game TX88
TX88 là nền tảng giải trí trực tuyến được phát triển theo tiêu chuẩn hiện đại, tối ưu toàn diện từ tốc độ truy cập, bảo mật, đến trải nghiệm chơi game TX88
TX88 là nền tảng giải trí trực tuyến được phát triển theo tiêu chuẩn hiện đại, tối ưu toàn diện từ tốc độ truy cập, bảo mật, đến trải nghiệm chơi game TX88
TX88 là nền tảng giải trí trực tuyến được phát triển theo tiêu chuẩn hiện đại, tối ưu toàn diện từ tốc độ truy cập, bảo mật, đến trải nghiệm chơi game TX88
I enjoyed this read. For more, visit tree removal .
TX88 là nền tảng giải trí trực tuyến được phát triển theo tiêu chuẩn hiện đại, tối ưu toàn diện từ tốc độ truy cập, bảo mật, đến trải nghiệm chơi game TX88
This is highly informative. Check out tree removal for more.
For parents confused about medication conversations, family therapy has balanced guidance.
Great insights, I just closed on property in Clifton Park and hired Ianniello Anderson PC for the purchase. Great experience. real estate lawyer Clifton Park
Exclusive Offers – Navigation is straightforward and content is presented clearly.
Anyone test classrooms or offices? St louis radon offers commercial radon services too.
Very helpful read. For similar content, visit tree removal .
shop mintstonecollective – Content is well arranged and navigation feels smooth.
EMDR intensives can be a game changer for trauma survivors; I found more info at OCD therapy that complements this post.
Interesante lo de las cerraduras de seguridad. Aun así, si pierdes llaves, un servicio urgente como cerrajero barcelona 24 horas te saca del apuro.
Very useful — for reliable AC maintenance and repairs in Canton MA, see HVAC contractor .
This was highly educational. More at dryer vent cleaning .
Norfolk humidity is no joke—my movers from moving companies in Norfolk used shrink wrap to protect furniture fabric.
VU88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, tin cậy.
VU88
This helped me troubleshoot. For a permanent fix, ac repair service adjusted and tested everything.
VU88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, tin cậy.
VU88
VU88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, tin cậy.
VU88
VU88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, tin cậy.
VU88
VU88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, tin cậy.
VU88
VU88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, tin cậy.
VU88
VU88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, tin cậy.
VU88
Appreciate the insightful article. Find more at opiniones y valoraciones casas rurales Segovia .
VU88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, tin cậy.
VU88
This was quite helpful. For more, visit Houston Regenerative Medical Clinic .
discover more – Logical layout helps users find items quickly
VU88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, tin cậy.
VU88
If you’re battling water spots, consider a light polish before coating. I read this tip on paint correction .
This is why content and links must work together. Our outreach through optimization services company secured authoritative placements that lifted an entire category.
I am regular reader, how are you everybody? This piece of writing posted at this web page is truly
fastidious.
My web page :: house cleaning services Massachusetts
Thanks for sharing this about athens deck builders . Very helpful resource.
Excellent step-by-step troubleshooting. When that failed, AC Repair in Fayetteville provided AC Repair in Fayetteville.
Love the layered lighting fixtures attitude on this kitchen. Planning grids on remodelers service Prestige Construction & Home Remodeling were useful.
start exploring – A neat design makes moving between sections smooth
This was a wonderful guide. Check out procedimientos judiciales Santiago for more.
Informative post — luxury real estate inquiries can start at real estate .
Thanks for sharing your expertise! This is helpful for anyone needing Savannah auto shipping. Savannah car transport
view collection – A good mix of products and the site feels fast
Appreciate the great suggestions. For more, visit albergue Palas de Rei .
Мостбет казино обзор
For seasonal de-winterizing in PSL, I schedule A1 RV Repair via A1 Mobile RV Repair .
Does your blog have a contact page? I’m having trouble locating it
but, I’d like to send you an email. I’ve got some creative ideas for
your blog you might be interested in hearing.
Either way, great blog and I look forward to seeing it develop over time. https://de.chatruletka-18.com/all
Pretty nice post construction cleaning Massachusetts.
I just stumbled upon your blog and wanted to say that
I have truly enjoyed surfing around your blog posts.
After all I will be subscribing to your feed and I hope you write
again very soon!
Appreciate the helpful advice. For more, visit Oxnard Dental Center .
Trending Now – The interface is tidy and navigation is smooth.
Looking for the best Lakewood car shipping deals this month. Lakewood car transport
Useful advice! For more, visit carpintería de aluminio A Coruña .
This article really hits home regarding how search is evolving. It feels like we are past the point where simple SEO fixes work for a brand’s image. I agree that suppression is not enough if AI summaries keep quoting old, negative forum threads https://wiki-mixer.win/index.php/How_to_Remove_False_Information_Online_in_the_Age_of_AI
Just wanted to recommend cheap moving company Spokane for anyone moving in Santa Clarita—they were punctual and careful with our furniture.
לוחות עם ליבה מינרלית תקנית – יתרונות ובטיחות. קראו: חיפוי אלומיניום לחזיתות מבנים מסחריים .
mossharbor shop – Structure feels organized and moving through sections is simple.
Hmm it looks like your blog ate my first comment (it was super long) so I guess I’ll
just sum it up what I had written and say, I’m thoroughly enjoying your
blog. I as well am an aspiring blog blogger but I’m still new to the
whole thing. Do you have any recommendations for novice blog writers?
I’d genuinely appreciate it.
My web-site; 구구단쩜오
Good post on maintenance schedules. Local plumber helped me set reminders.
Daily Deals – Layout is tidy and finding items is straightforward.
OCD therapy should include values-based goals; OCD therapy links actions to meaning.
Been planning around DECK BUILDER and this is exactly the info I needed.
Learned ways to sidestep remodeling delays in Vancouver WA from remodelers near me .
Great point about fall prevention; I filtered for grab bars and therapy gyms on assisted living for Gulf Breeze seniors.
Spending plan preparation tools are very useful. assisted living provided calculators and financing alternatives that clarified our choices.
Thanks for the detailed post. Find more at elderly care .
The smoked sausage sampler from Barbecue restaurant niskayuna would certainly be fantastic for sampling stations.
browse items – Everything is well arranged and simple to explore
Excellent guidance on cleaning. When I needed a motor replaced, ac repair had fair pricing.
Having spent years books live entertainment, venue quality is everything. Top-tier spots understand that ambiance matters as much as the lineup. Solid insights here. live music venue Saratoga Springs
I saw the evaluation’s sun block pointer for exterior time– my aftercare pointers are gathered at indoor tanning Ontario Ohio .
I’ve been to a few music camps, but nothing comes close to Rock Academy. You actually get to form a band, rehearse, and play live shows — like a real musician. Everyone there treats you like you belong, no matter your skill level performance based music school
Informative post on property law! property closing attorney near me
view collection – Organized sections make moving around the site easy
Appreciate the thorough insights. For more, visit escapada rural Segovia .
Promoting safe driving habits within families could significantly reduce risks associated with dangerous behaviors behind the wheel!! motorcycle collision lawyer
Roof reseal with Dicor and Eternabond by A1 RV Repair PSL; I booked via A1 Mobile RV Repair and it was painless.
Informative guide. Needham homeowners can contact AC repair in Needham MA for experienced AC technicians.
Shop Fern Stone – Everything is arranged cleanly and browsing is quick.
Very helpful read. For similar content, visit abogado accidentes de tráfico Santiago .
CBT’s activity scheduling lifted my mood and anxiety. I used templates from anxiety therapy .
Hits of the Day: http://www.the-glamorous-visual.com/?p=222571
This was quite informative. More at tree removal .
The timeline for roof substitute helped me plan. local roofing company kept me up to date daily.
This was highly helpful. For more, visit tree removal .
Wonderful tips! Discover more at tree company .
a href=“[https://berrycovegalleria.shop/](https://berrycovegalleria.shop/)“ />go here – A smooth design with colors that are pleasant to look at
If you need transparent communication and forged results, contact bug sweep investigator for a non-public investigator close to me.
The most interesting click: https://quatangtrungthu.org/kasino-online-terbaik-yang-menerima-paysafecard-2026/
mossstone selections – Browsing feels natural and content is displayed clearly.
Great insights on family communication here—if anyone’s looking for local support, I’ve found helpful info at family therapy .
I saved time and stress using Jersey City auto shipping for my car. Jersey City car shippers
Thanks for the clear advice. More at dryer vent cleaning .
Great insights! Discover more at MMD Medical Center .
Well done! Find more at ARD Waterproofing LLC .
skystonegalleria – Pages load fast and browsing feels smooth and effortless
Thanks for the comprehensive read. Find more at reparación de carpintería de aluminio .
Thanks for the clear advice. More at senior care .
Thanks for the detailed post. Find more at assisted living .
If you want resident councils and feedback channels, senior care shows Gulf Breeze options.
Appreciate the great suggestions. For more, visit hair colorist san mateo .
Travel-friendly EMDR intensives are rising; OCD therapy lists options and logistics to consider.
I love how you explained the importance of regular roof inspections! For professional help, be sure to check out roofer near me .
Understand how video retention policies affect your bus crash evidence. car injury lawyer
Remodelers Vancouver WA who do three-D renderings are highlighted on remodelers near me .
The segment on warranties vs. ensures is clear. I compared insurance policy due to roof contractor Conroe .
Visit Kettle Stone – Layout is clean and browsing feels very intuitive.
Very helpful—check Roofing contractors for top-rated roofing contractors near you.
New homeowner here—appreciate the checklist. I booked a consultation with Radon mitigation st louis for Radon mitigation St Louis.
explore deals – Clear menus and fast pages create a smooth experience
איכות ההתקנה שווה כל שקל. ממליץ על דאר גרופ: חיפוי מבנים באלומיניום
Pricing strategy can make or break a sale—get advice from real estate agent .
Thanks to Cumming moving company, everything arrived safely and on time. Long distance movers Cumming
Having spent years books live entertainment, the overall guest experience determines whether guests come back. Great entertainment venues understand that ambiance matters as much as the lineup. This is a useful resource for event planners! entertainment venue Saratoga Springs NY
discover items – Simple, clear design that makes exploring effortless
For body seal checks before summer storms, I use A1 Mobile RV repair service to book A1 RV Repair Port St. Lucie.
This was a wonderful post. Check out reservar casa rural Segovia for more.
enter website – Pages are well-arranged and moving through the site is effortless
Clean rooms and fast check-in were exactly as the review said; I’ll post my photos and link with indoor tanning Ontario Ohio .
My experience with Lakewood car shipping was fast and hassle-free. Lakewood car transportation services
explore nightorchardmarketplace – Pages are responsive and browsing feels effortless.
If you have PTSD symptoms, seek therapy and document; truck accident lawyer shows how lawyers present these claims.
Love seeing this kind of creative hub .
They’re building the next generation of artists .
Their performances at BSP and local venues are wild .
Anyone curious about the arts scene in Woodstock — you should absolutely check out Rock Academy music lessons saugerties ny
Great article on real estate transactions! real estate attorney Clifton Park NY
Hybrid models of intensives and weekly care work; EMDR therapy explains who benefits most.
Appreciate the insightful article. Find more at abogado administrativo Santiago .
I enjoyed this post. For additional info, visit precios albergue Palas de Rei .
This article hits on a massive shift for brands. We spend so much time optimizing for traditional search engines, but we ignore how LLMs synthesize our reputations now More helpful hints
shop now – Smooth navigation and tidy pages improve usability
I love how you emphasized technical SEO. So many businesses skip site speed and crawlability. If anyone’s looking for a quick audit or a strategy session, professional SEO agency offers practical recommendations you can implement fast.
see offerings – Enjoyable interface, everything runs smoothly
useful reference – Simple layout and smooth performance keep browsing enjoyable.
enter this shop – Clean presentation ensures fast and simple browsing.
I necessary layout-forward remodelers close to me and remodelers service had incredible design reinforce.
check this online store – Clean design makes it easy to browse without any confusion.
check it out now – Well-organized sections make moving through content quick and stress-free.
berrystoneoutpost – Everything seems structured well and easy to find information quickly
Good reminders about airflow and vents. For vent cleaning in Lexington MA, contact AC repair Lexington MA Green Energy AC Heating & Plumbing Repair .
whitestone portal – Simple layout and clear visuals make navigation effortless.
Interesting read on DECK BUILDER . Bookmarked for later!
Nice segment on warehouse traffic lanes. If struck by equipment, claim steps at Workers Compensation .
Thanks for the helpful advice. Discover more at senior care .
Medication management is vital; we confirmed RN availability in Gulf Breeze communities using assisted living .
Memory care within assisted living is so valuable. If anyone needs more info, memory care has a clear breakdown of services.
Appreciate the useful tips. For more, visit landscaping .
tap here – Sections are neatly presented, allowing information to be absorbed naturally.
Thanks for the useful post. More like this at ventanas correderas y abatibles .
Thanks for the thorough analysis. More info at tree removal .
Bestsellers – Structure is organized and finding content is effortless.
This was very enlightening. More at tree service .
I bought successful training from the inner most investigator close to me at locate someone private investigator all around my case.
Final note: tip your crew if they do great work—ours from full service residential movers Bakersfield went above and beyond on a 100-degree day.
see more info – Clean design and smooth interface make exploring the site enjoyable.
This was a wonderful guide. Check out dryer vent cleaning for more.
shop collection – Everything is accessible with minimal effort
browse progressforge – Simple interface, fast performance, pleasant experience
Remember that not all lawyers are created equal—choose one with specific experience in handling auto accidents for best results! car accident attorney
Thanks for the pointers. For sump pump emergencies, Local plumber is responsive.
Shop Now – Items are displayed clearly and moving through pages is simple.
If you camp at Port St. Lucie RV Resort, keep A1 RV Repair Near Me handy to reach A1 RV Repair in a pinch.
I had a smooth experience with Jersey City auto shipping—no hidden fees! Jersey City car shippers
nightorchard treasures – Site is easy to navigate and overall presentation is clean.
The evolution of historical flags is a testomony to converting societies and values. Dive deeper into their meanings at where to buy a flag .
Behavior plans worked better when simple; templates at Psychotherapist .
Chimney Sweep Champs did an amazing job on our fireplace! They were on time, professional, and explained everything clearly. Our chimney has never been cleaner. chimney sweep
Great insights! Discover more at Houston Regenerative Care .
Very informative read. For reliable same-day AC repair in Canton MA, try Ac repair .
ACT’s present-moment focus helped me reduce rumination. Guided practices from Psychotherapist .
Has anyone tried winter shipping to Glendale? I checked transit times and weather advisories on local Glendale car transportation services .
Thanks for the practical tips. More at חיפוי אלוקובונד למבני תעשייה .
I love how flag designs ordinarilly reflect the normal panorama or cultural motifs of a area! Each flag tells its possess story—learn greater at Ultimate Flags Take America Back Flags .
take a look – Clear structure allows effortless movement through pages
Team dynamics impact athlete mental health; EMDR intensives addresses communication skills in therapy.
Appreciate the comprehensive advice. For more, visit Oxnard Dentistry .
see this online store – Minimalist pages make browsing simple and efficient.
This is very insightful. Check out water heater replacement services near me for more.
explore now – Everything is clearly organized and works flawlessly
We’re planning a vendor fair; BBQ restaurant schenectady might secure the food court.
I’ve been to Putnam Place over the summer and the experience was amazing. The production quality is top notch — it’s clear they care about quality. If you’re in Saratoga, you have to go. private event venue Saratoga Springs
Appreciate the comprehensive insights. For more, visit abogado mercantil Santiago .
This saved me time. After following these steps, I still needed help and AC installation in Fayetteville performed AC Repair in Fayetteville efficiently.
Thanks for the useful post. More like this at memory care .
We checked staff turnover rates where available on memory care for Gulf Breeze communities.
Very useful post. For similar content, visit albergue en Palas de Rei .
Transparent move-in fees are appreciated. senior care allowed us to see deposits and community fees upfront.
Car parking and access were much better than I anticipated; I uploaded a quick walk-through via indoor tanning Ontario Ohio .
The non-public investigator close me I hired due to private investigator winston-salem nc added timely and thorough results.
Appreciate the detailed information. For more, visit mp3 juice latest .
This content is spot on. When my unit short cycled, ac repair service corrected the root cause.
If you’re dealing with an out-of-state crash, North Carolina accident lawyer breaks down jurisdiction questions.
Appreciate the useful tips. For more, visit ac repair services near me .
If you’re thinking about joining a band , definitely check them out .
The fall shows are insane .
Not even sponsored lol, Rock Academy is the real deal .
performance based music school
Really appreciate this information, My family recently purchased property in Clifton Park and worked with Ianniello Anderson PC for the purchase. Great experience. real estate attorney Clifton Park NY
Seriously impressed by thoroughness shown covering safety protocols meant protecting workers involved during complex projects undertaken while working atop difficult structures built years prior – absolutely crucial reminders reiterated throughout blog roof installation
Each flag represents not just a place, yet also the folks who reside there and their shared reports. Learn greater at buy sewn flag .
Awesome case study on page speed. After implementing server-level caching and image CDN, LCP dropped below 2s and traffic to optimization company jumped. Core Web Vitals truly matter.
open this website – Layout feels organized, making browsing fast and comfortable.
I appreciated this post. Check out reparación de carpintería de aluminio for more.
Cumming moving company turned a stressful day into a smooth experience. Local movers Cumming
Loved that the movers from local moving company Norfolk brought wardrobe boxes—cut my packing time in half.
discover here – Took a brief tour and it looks minimalistic and easy to navigate
So glad we decided on renting through # anyKeywords#. The service was top-notch too! cheap 30×60 tent rental
Explore Collections – Items are well-arranged and browsing is smooth.
Daily Deals – Navigation flows smoothly and content is easy to scan.
Great testimonial round-up for paving companies — we added Asphalt repair to our shortlist.
browse now – Organized design ensures effortless access to content
This was quite enlightening. Check out kitchen countertop installers near me for more.
oakcove exclusive – Overall browsing is smooth and sections are well arranged.
The intensive format reduces time barriers; EMDR therapy details how EMDR intensives condense sessions.
Great article! For mileage reimbursement and medical bills in Atlanta, see Workers Comp .
Great insights on local waste management! As someone searching for reliable Paso Robles trash pickup options, I found your tips on scheduling and bulky item disposal especially useful Check this link
visit Lake Crate – Clean layout and easy menus make browsing products effortless.
Great insights—if anyone needs a reliable roofing contractor after reading this, check Roofing contractor for options.
solarorchardtrading – Clean layout makes browsing simple and enjoyable
visit zencove emporium – Browsing is smooth and information is clear
Looking for a mover experienced with Erie suburbs like Millcreek and Harborcreek. Thinking of booking Erie Mover’s this week.
Great content for first-time buyers — a local realtor at realtor can assist.
I like how best moving company Smithtown breaks down moving costs for Smithtown homes so there are no surprises.
Highly impressed with the efficiency of the pressure washing team at Govee LED lights installation near me !
Looking for recommendations for a reliable emergency plumber in Southampton. I’m considering plumber southampton for a weekend call-out—any feedback?
This was highly educational. For more, visit tree service .
Thanks for the practical advice—just booked a site visit with Radon mitigation near me to get our levels down.
This was highly educational. For more, visit tree removal .
Appreciate the great suggestions. For more, visit tree company .
The crew at private investigator near me was respectful and pro when acting as a personal investigator close me.
The dating between historical flags and country wide holidays customarily highlights sizeable moments in a country’s id—explore this connection at flags for sale !
This was a wonderful guide. Check out assisted living for more.
Transportation to Pensacola appointments from Gulf Breeze is noted on respite care .
Useful advice! For more, visit respite care .
Appreciate the detailed information. For more, visit dryer vent cleaning .
Thanks for the comprehensive read. Find more at abogado cerca de mí Santiago de Compostela .
Nicely done! Find more at precios albergue Palas de Rei .
check this site – The design is smooth and finding information feels effortless.
My AC compressor replacement in Needham MA went smoothly thanks to AC repair in Needham MA ’s team.
Thought records in CBT were tough but revealing. Downloadable forms at trauma therapy .
Thanks for calling out black-hat pitfalls. ecommerce SEO company keeps everything compliant with Google’s guidelines.
For Schenectady obstruct celebrations, BBQ restaurant schenectady maintains lines relocating and guests satisfied.
Jersey City auto shipping services really took the stress out of moving my car. Jersey City auto shippers
Excellent read — so glad I found this! live music venue Saratoga Springs
Visit Flora Stone – The layout is clean and exploring the site feels effortless.
If your push bar sticks, commercial service info at cheap Treasure Coast locksmith PSL .
I’ve learned the importance of defensive driving after experiencing a close call with a car accident. Get tips at motorcycle accident legal advice .
The role of females in growing or influencing flag designs in the course of historical past is most commonly overpassed; it deserves extra attractiveness! Learn about their contributions at flags for sale !
I’m prepping for vacation and this Mansfield place delivered; my pre-trip checklist goes to massage therapy Mansfield .
Wonderful tips! Find more at persianas y mallorquinas aluminio .
view products – The layout is clean and content is easy to locate
Limited Editions – Navigation is simple and content is organized neatly.
Hiring competent representation signifies taking charge back over one’s life amidst chaos surrounding tragic circumstances faced daily!!!##### car accident legal advice
Roadside vs full tow decision-making was helpful. I booked through flatbed towing without hassle.
oakstone treasures – Site layout is logical and finding items is simple.
I appreciated this article. For more, visit roofer .
Thanks for the thorough analysis. Find more at MMD Medical Practice .
I’ve been to a few music camps, but nothing comes close to Rock Academy. You actually get to form a band, rehearse, and play live shows — like a real musician. Everyone there treats you like you belong, no matter your skill level music school near me
Recovery from binge eating needs skill-building; eating disorder therapy outlines CBT-E and DBT options.
discover products here – Intuitive structure allows users to find what they need quickly.
visit zenstone – Layout is clean and navigating through pages is easy
For those navigating home purchases in upstate New York, always work with a real estate lawyer. The process is complex and legal guidance is essential. commercial real estate lawyer Saratoga County
visit here – Moving around the site is seamless and everything is well arranged
If you’re looking for reliable movers, Cumming moving company is the one to call. Office moving companies Cumming
start exploring – Well-laid-out pages improve the overall user experience
Desde ahora siempre acudiré a los servicios de cerrajería de cerrajero en Barcelona 24 horas
This was very enlightening. More at ARD Water Proofing .
Clear and practical — for drain snaking and cleaning, call Water heater .
Thanks for the thorough analysis. More info at elderly care .
This article highlights safety well; I usually check hurricane preparedness details on memory care for Gulf Breeze communities.
If you prefer peace of intellect previously wintry weather, time table an inspection. roof replacement gave me a clean guidelines for my Millersville roof.
This hits home for me. I’ve been trying to push down a spiteful, misleading review from years ago that still pops up when people search my photography business name. I’ve been consistently updating my portfolio and LinkedIn, but it’s a slow climb https://juliusrcmr338.theburnward.com/what-should-i-do-if-a-negative-search-result-is-false-or-defamatory
The checklist you shared is place on. We utilized a similar checklist from senior care to assess communities before committing.
Can Lakewood car shipping handle classic or luxury cars? Lakewood car moving companies
check out exchange – The interface is easy to use and exploring items feels effortless.
Chimney Sweep Champs went above and beyond with our chimney inspection and cleaning. Their team was courteous and respectful of our home. Excellent service! certified chimney inspection for home safety
Workers without coverage aren’t stuck. Some states have uninsured employer funds. Try Workers‘ Comp Lawyer for eligibility info.
Helpful suggestions! For more, visit abogado divorcios Santiago .
Appreciate the detailed information. For more, visit albergues Palas de Rei .
I love how historic flags can evoke such sturdy emotions and tales! They basically are a model of paintings as well as historical past. Learn extra at authentic flag for sale .
Explore Products – Navigation is simple and everything loads smoothly.
Pre-competition routines can be individualized; OCD therapy offers templates and therapy tweaks.
We needed a more advantageous view with out violating regulation; tree service did selective vista pruning that saved the tree suit.
Technical SEO isn’t optional. SEO company services fixed crawl issues, canonical chaos, and schema. Best SEO company decision we made.
browse items – Well-structured content makes it easy to locate information
check this platform – Everything is placed logically for quick access.
Before speaking to an adjuster, read the scripts on car accident claims so you don’t hurt your claim.
Timely advice for summer. Local AC techs in Lexington MA like AC maintenance are lifesavers.
go here – Well-structured content, browsing is enjoyable
This was very well put together. Discover more at doble acristalamiento Climalit .
These steps really help. For accurate diagnostics, ac repair service used modern tools.
I enjoyed this article. Check out landscaping for more.
Limited Editions – Navigation is simple and items are presented clearly.
The palm fronds saved shedding on our driveway in Downey; scheduling protection simply by tree removal solved it.
view collection – Everything is easy to locate and browse comfortably
Thanks for the great information. More at tree removal .
This article was such a relief to read. Dealing with unfair feedback is one of the most frustrating parts of running a small shop https://cashnuyn401.theglensecret.com/the-battle-for-your-reputation-what-is-the-difference-between-reporting-a-review-and-requesting-removal
The symbolism in the back of each ancient flag is so fascinating! It tremendously makes you have fun with the cultures they represent. Visit historic flags for sale for extra insights.
Wonderful tips! Discover more at tree company .
Our outside cinema night needs BBQ treat boxes– BBQ catering schenectady can manage it.
I’ve been manages private events, production value determines whether guests come back. The best venues treat every show like it matters. Good article for anyone evaluating venues! nightclub Saratoga Springs NY
Great insights! Find more at dryer vent cleaning .
If your HOA calls for primary tree upkeep, investigate out tree service . They seem very commonly used with native rules for tree provider Glendale CA.
Flags are like a photograph of background! Every design has a story to inform. Discover greater approximately those reports at Ultimate Flags Reenactment Flags .
ADHD testing outcomes helped tailor accommodations; we learned next steps from Psychotherapist .
If you’re googling „inner most investigator near me,“ give locate someone private investigator a test for knowledgeable investigators.
Thanks for stating the magnitude of properly methods. That’s why I’d surprisingly employ tree service other than renting gear myself.
view store now – Navigation is intuitive and the site layout feels comfortable.
Five88 là nền tảng giải trí trực tuyến đa dạng, thân thiện với người dùng. Giao diện hiện đại giúp người dùng dễ dàng tiếp cận các nội dung mong muốn chỉ với vài thao tác Five88
TX88 là nền tảng giải trí trực tuyến được phát triển theo tiêu chuẩn hiện đại, tối ưu toàn diện từ tốc độ truy cập, bảo mật, đến trải nghiệm chơi game TX88
I’m fair and the review helped me avoid overdoing it; my 5-visit timetable is up on tanning salon Mansfield .
Five88 là nền tảng giải trí trực tuyến đa dạng, thân thiện với người dùng. Giao diện hiện đại giúp người dùng dễ dàng tiếp cận các nội dung mong muốn chỉ với vài thao tác Five88
TX88 là nền tảng giải trí trực tuyến được phát triển theo tiêu chuẩn hiện đại, tối ưu toàn diện từ tốc độ truy cập, bảo mật, đến trải nghiệm chơi game TX88
TX88 là nền tảng giải trí trực tuyến được phát triển theo tiêu chuẩn hiện đại, tối ưu toàn diện từ tốc độ truy cập, bảo mật, đến trải nghiệm chơi game TX88
Good tips for choosing a paving contractor — we picked Paving contractor and were satisfied with the work.
Five88 là nền tảng giải trí trực tuyến đa dạng, thân thiện với người dùng. Giao diện hiện đại giúp người dùng dễ dàng tiếp cận các nội dung mong muốn chỉ với vài thao tác Five88
VK88 cung cấp nền tảng cá cược trực tuyến toàn diện với giao diện hiện đại, vận hành ổn định và hỗ trợ tốt trên cả máy tính lẫn thiết bị di động. Hệ thống nạp rút nhanh và dịch vụ chăm sóc khách hàng chuyên nghiệp 24/7.
VK88
Your emphasis on nearby code compliance is valuable. roof repair roofing company dealt with inspections flawlessly.
Appreciate the detailed post. Find more at Omni Dental Care .
VU88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, tin cậy.
VU88
Five88 là nền tảng giải trí trực tuyến đa dạng, thân thiện với người dùng. Giao diện hiện đại giúp người dùng dễ dàng tiếp cận các nội dung mong muốn chỉ với vài thao tác Five88
Five88 là nền tảng giải trí trực tuyến đa dạng, thân thiện với người dùng. Giao diện hiện đại giúp người dùng dễ dàng tiếp cận các nội dung mong muốn chỉ với vài thao tác Five88
I can’t thank Cumming moving company enough for their excellent service. Cheap movers Cumming
VK88 cung cấp nền tảng cá cược trực tuyến toàn diện với giao diện hiện đại, vận hành ổn định và hỗ trợ tốt trên cả máy tính lẫn thiết bị di động. Hệ thống nạp rút nhanh và dịch vụ chăm sóc khách hàng chuyên nghiệp 24/7.
VK88
VK88 cung cấp nền tảng cá cược trực tuyến toàn diện với giao diện hiện đại, vận hành ổn định và hỗ trợ tốt trên cả máy tính lẫn thiết bị di động. Hệ thống nạp rút nhanh và dịch vụ chăm sóc khách hàng chuyên nghiệp 24/7.
VK88
I value how you stressed security and self-respect in elder care. We have actually had a positive experience with respite care for customized assisted living remedies.
Five88 là nền tảng giải trí trực tuyến đa dạng, thân thiện với người dùng. Giao diện hiện đại giúp người dùng dễ dàng tiếp cận các nội dung mong muốn chỉ với vài thao tác Five88
We asked about fall prevention and monitoring. senior care had a list of questions for tours that helped a lot.
visit link – Simple, well-organized pages with content that’s easy to digest
VK88 cung cấp nền tảng cá cược trực tuyến toàn diện với giao diện hiện đại, vận hành ổn định và hỗ trợ tốt trên cả máy tính lẫn thiết bị di động. Hệ thống nạp rút nhanh và dịch vụ chăm sóc khách hàng chuyên nghiệp 24/7.
VK88
Me encanta que se hable de la importancia de las cerraduras en Barcelona. ¡Definitivamente visitaré tu sitio! cerrajero en Barcelona 24 horas
VK88 cung cấp nền tảng cá cược trực tuyến toàn diện với giao diện hiện đại, vận hành ổn định và hỗ trợ tốt trên cả máy tính lẫn thiết bị di động. Hệ thống nạp rút nhanh và dịch vụ chăm sóc khách hàng chuyên nghiệp 24/7.
VK88
VK88 cung cấp nền tảng cá cược trực tuyến toàn diện với giao diện hiện đại, vận hành ổn định và hỗ trợ tốt trên cả máy tính lẫn thiết bị di động. Hệ thống nạp rút nhanh và dịch vụ chăm sóc khách hàng chuyên nghiệp 24/7.
VK88
Five88 là nền tảng giải trí trực tuyến đa dạng, thân thiện với người dùng. Giao diện hiện đại giúp người dùng dễ dàng tiếp cận các nội dung mong muốn chỉ với vài thao tác Five88
TX88 là nền tảng giải trí trực tuyến được phát triển theo tiêu chuẩn hiện đại, tối ưu toàn diện từ tốc độ truy cập, bảo mật, đến trải nghiệm chơi game TX88
I didn’t become aware of La Cañada Flintridge had specified suggestions approximately tree elimination unless I essentially got fined. For locals attempting to parent out enables and regulations, tree removal is a superb vicinity to start.
All the latest is here: https://webuyhousesmemphistn.com/tune-scratching-done-bio-many-years-profession-web-worth-2025/
VK88 cung cấp nền tảng cá cược trực tuyến toàn diện với giao diện hiện đại, vận hành ổn định và hỗ trợ tốt trên cả máy tính lẫn thiết bị di động. Hệ thống nạp rút nhanh và dịch vụ chăm sóc khách hàng chuyên nghiệp 24/7.
VK88
Five88 là nền tảng giải trí trực tuyến đa dạng, thân thiện với người dùng. Giao diện hiện đại giúp người dùng dễ dàng tiếp cận các nội dung mong muốn chỉ với vài thao tác Five88
Great point about creating a safe home environment—labeling drawers and using contrasting colors really helps. We used a checklist from memory care to get started.
VK88 cung cấp nền tảng cá cược trực tuyến toàn diện với giao diện hiện đại, vận hành ổn định và hỗ trợ tốt trên cả máy tính lẫn thiết bị di động. Hệ thống nạp rút nhanh và dịch vụ chăm sóc khách hàng chuyên nghiệp 24/7.
VK88
Informative article on closings! real estate lawyer Clifton Park
Nice post — check real estate agent upland for top Keller Williams realtor contacts.
Gift Ideas – Layout is organized and finding items is straightforward.
VA88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định và tin cậy.
VA88
For all of us on the fence approximately knowledgeable junk removal in St Charles MO, analyzing posts like this enables. I’ve made up our minds to forestall procrastinating and agenda a pickup with junk removal .
VA88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định và tin cậy.
VA88
EMDR intensives can be a game changer for trauma survivors; I found more info at EMDR therapy that complements this post.
Our silver maple become losing limbs; tree service stabilized it and diminished the crown competently.
Mulching after a trim made a good sized big difference in my backyard; Streetsboro folk can uncover assist at tree trimming .
Wonderful tips! Discover more at reservar albergue Palas de Rei .
Learning approximately historical flags helps us know completely different cultures higher! There’s so much to become aware of. Visit historic flags for sale for extra counsel.
I just booked Lakewood car shipping and I’m looking forward to stress-free transport. Lakewood vehicle shippers
open this online shop – Fast-loading structure and clear layout make navigation seamless.
Even volunteers can be covered in some cases. Rules by state at Workers Comp Lawyer .
official link – Everything loads fast and layout is very clear
Informative guide about replacing an old roof. Contractors listed at Roof replacement .
Wonderful tips! Find more at primera consulta abogados Santiago .
Always remember: knowledge truly IS power when navigating tricky waters following serious incidents like these unfortunate ones involving automobiles specifically positioned within respective contexts surrounding said events occurring repeatedly over time motorcycle wreck lawyer
We used tree removal for pine beetle inspection and acquired proactive pruning to cut back strain.
The workforce at private investigator near me turned into respectful and pro while performing as a deepest investigator close me.
olivestonecollective – Clean design with smooth navigation makes exploring items simple and easy.
Thanks for the clear breakdown. More info at Mk Roofing and Construction Middlefield roofing contractor .
enter collective – Smooth navigation and well-laid-out sections enhance usability
shop now – Clear layout ensures navigation feels natural and seamless
The tow safety triangle tips are smart. I got help fast through towing service .
Informative post — for emergency AC Repair in Fayetteville, keep AC Repair on hand.
Warranty transfer during home sale was easy thanks to Radon mitigation contractor .
Helpful staff explained rekeying; set it up through cheap Treasure Coast locksmith Port St Lucie .
Got a quote for eucalyptus crown reduction in Downey by using tree removal and the team changed into punctual and tidy.
The have an effect on of colonialism on flag designs tells a difficult story about energy dynamics that formed nations—discover more approximately this background at Ultimate Flags Confederate Flag .
A demand without supporting medical narrative is weak. Lawyers coordinate strong provider reports. Learn at motorcycle accident .
Gift Ideas – Pages are structured nicely and moving through sections is comfortable.
access this site – Layout is neat and intuitive, helping users explore effortlessly.
This was very enlightening. For more, visit taller de aluminio A Coruña .
Quality service whenever with SI Service Group! They’re most certainly the very best air conditioning company near me in Tupelo.
Had them out last week and the technologies were punctual, specialist, and had my system cooling quickly tupelo ac repair
The insights on gutter systems and their relation to roofing were super helpful! Thanks for connecting those dots! Find more at roof replacement .
I comprehend that tree service is utterly licensed and insured, that is non-negotiable for me when hiring any tree service Glendale CA.
Just visited tree removal and they seem to be to supply all the things from trimming to full elimination in El Monte. Very handy.
Thanks for the helpful advice. Discover more at respite care .
This clarified how EMDR targets the stuck “felt sense”; I paired sessions with coping tools from brainspotting .
We verified elevator access and ADA compliance via memory care for Gulf Breeze sites.
Dietary accommodations for diabetes were essential. We filtered for specialized menus via respite care .
Having spent years manages private events, production value makes or breaks an event. Great entertainment venues focus on the full sensory experience. This is a useful resource for event planners! concert venue Saratoga Springs
Craft beer and BBQ pairing evening– BBQ catering schenectady would be a great cooking partner.
Celebrating resilience proven by way of artistry behind growing new types adhering intently unique thoughts even though infusing modernity enriches speak #aniKeyWord##_ Ultimate Flags
ERP doesn’t eliminate thoughts, it changes response; OCD therapy clarifies this common misconception.
Visit Frost Ridge – The layout is clean and browsing feels effortless.
We wanted a team that may control both gigantic removals and refined pruning. The workforce we hired in La Cañada Flintridge got here from a advice I noticed linked to tree service .
Appreciate the language for collaborative problem solving; scripts at teen therapy .
I found this very interesting. For more, visit tree service .
view items online – Logical menus and tidy design make navigation smooth.
click here – Clear structure, browsing is straightforward and smooth
go here – Layout and display give a professional and clean feel
Great insights! Find more at tree removal .
This was very beneficial. For more, visit dryer vent cleaning .
We called them before winter and they exceeded expectations. Fast service, friendly crew, and they left everything spotless. Will definitely hire again. chimney relining
Appreciate the helpful advice. For more, visit tree company .
Thanks for calling out tidy towels and safety glasses; I noted what to bring vs. what’s offered at tanning salon Mansfield .
Cognitive flexibility training in CBT made daily stress manageable. Exercises at trauma therapy .
Your notice about respecting HOA policies is main. In my St Charles MO community now we have strict tips, so I’ll coordinate with appliance removal to ensure the entirety’s compliant.
suncovegallery – Layout is clear and browsing through items feels smooth
Tree wellness tests each one spring have kept us cost; we time table with tree service right here in Streetsboro.
Very informative article. For similar content, visit precios albergue Palas de Rei .
After the closing storm, tree trimming cleared our driveway and hauled the whole lot away the equal day.
Great insights on local waste management! As someone searching for reliable Paso Robles trash pickup options, I found your tips on scheduling and bulky item disposal especially useful Check this link
browse opalstonegalleria – Design feels professional and content is easy to scan.
Great tips to reduce noise. If the sound persists, ac repair can inspect the fan and motor.
Excellent information on real estate transactions! commercial real estate lawyer Saratoga County
The confidential investigator near me from locate someone private investigator was punctual and really thorough.
This was highly useful. For more, visit reclamaciones e indemnizaciones Santiago .
If you’re from the Hudson Valley , hit up rockacademy.com.
Their summer camp are the highlight of my year.
No joke , Rock Academy is the real deal .
music school near me
explore collection – Pages feel organized and moving through products is simple
check this page – Content is easy to find thanks to clean design and clear structure.
Brainspotting helped me feel safe in my body; I read about titration on Mental health service .
Great info. For emergency plumbing around the clock, I rely on Sump pump repair .
For advertisement homes on Wilshire, tree removal can do off-hours trimming to continue sidewalks open and nontoxic.
If you’re new to Louisville, neighborhood guides linked on Louisville apartment moving helped me pick Crescent Hill.
Featured Items – Navigation flows well and the design looks neat.
I liked this article. For additional info, visit carpintería de aluminio Culleredo .
Solid piece. For what to do after a warehouse injury in Atlanta, visit Workers Comp .
This was very enlightening. For more, visit respite care .
For dependable tree removing close Downtown Downey, the workforce I located thru tree removal handled permits and cleanup professionally.
Love the point about personalization of care plans. respite care explains levels of care in plain language.
We scheduled three same-day tours in Gulf Breeze using the contact forms on memory care —super efficient.
This article sure me to forestall DIY tree trimming. I’ll depart it to the pros at tree service to any extent further.
This was highly helpful. For more, visit MMD Healthcare Doctors .
Ultimately embracing variety enriches lives enabling exploration unfolding potentials allowing discovery attractiveness inherent humanity itself #aniKeyWord##_ Ultimate Flags
Top Picks – The interface is tidy and moving between pages is simple.
click to view shop – Well-arranged sections make exploring items effortless.
platform link – Simple navigation and well-structured pages throughout
The Yelp comments for tree removal made me sense assured about calling them for tree service Glendale CA at our hillside home.
I had a huge revel in looking a honest deepest investigator close me — take a look at out find someone investigator greensboro for stable products and services.
You could certainly see your enthusiasm in the article you write.
The world hopes for even more passionate writers like you who aren’t afraid to say how they believe.
Always follow your heart.
My friends and I hit up Putnam Place over the summer and I was blown away. The production quality is seriously impressive — it felt like a real concert hall. Highly recommend. private event venue Saratoga Springs
Anyone comprehend a Middlefield contractor who cleans up absolutely after roof jobs? I observed awesome feedback for Mk Roofing contractor .
sunstonegalleria – Layout is tidy and browsing items feels effortless
visit orchardharbortrading – Navigation is smooth and the site feels well organized.
This submit is a good reminder that no longer each tree may still be got rid of—some is also kept with appropriate care. In La Cañada Flintridge I’ve noticeable outstanding outcome operating with licensed arborists I found out through tree service .
Flags primarily characterize greater than just countries; they symbolize beliefs for which of us are inclined to combat! Ultimate Flags Shop
En momentos de estrés, como perder las llaves, cerrajero en Barcelona 24 horas siempre está ahí para ayudar.
The section on EV towing was helpful—flatbed-only, booked via Hialeah Towing & Transport Inc 24 hour towing .
explore here – Neatly arranged sections make finding content quick and intuitive.
Photos of interior damage help prove impact—learn more at personal injury lawyer .
Our business city center requires boxed BBQ lunches; Barbecue restaurant niskayuna seems excellent.
I’ve been fearful approximately historic backyard waste and busted patio furnishings piling up. Being in St Charles MO, I’ll have appliance removal come out for a full outdoor junk elimination.
Loved the aspect on pipe boot failures. roof inspection Portland OR changed mine with long-lasting concepts.
This was quite informative. For more, visit Simple Dental South Gate .
We mandatory lot clearing ahead of a build— tree trimming set up a Streetsboro staff that stayed on schedule.
view products – Everything is neatly presented and navigation feels intuitive
Just booked a spring cleanup and pruning equipment with tree trimming —honest premiums and speedy scheduling.
I really struggle with this because an old, misleading news piece from years ago keeps popping up whenever a potential employer Googles my name. It feels unfair that I can’t move past a mistake I made when I was so young online reputation for job seekers
I loved exploring the aesthetic potentials discussed in your article regarding custom roofs!!! Get ideas tailored specifically through professionals over # Exquisite Roofing and Exteriors roofer near me
New job in Frisco but car in Plano? Plano long-distance auto shippers set a local pickup and workplace delivery without fuss.
visit this page – Browsing is effortless with a serene and tidy design
The point about confidentiality builds trust; policy examples at ADHD testing .
Keep a written timeline right away. Memory fades. I got a simple template from motorcycle accident claims attorney .
EMDR and journaling were a solid combo; prompts from Psychotherapist kept me grounded.
For industrial houses on Wilshire, tree removal can do off-hours trimming to store sidewalks open and secure.
Thanks for sharing — the Keller Williams realtor network is listed on luxury realtor .
Nice breakdown of driveway lifespan based on maintenance level. Asphalt repair
As a Mansfield neighborhood, I value honest responses concerning bulb strength and sanitation; I’ll check costs via wellness center Mansfield before my following session.
Thanks for the great tips. Discover more at elderly care .
Thanks for the useful post. More like this at tree removal .
Appreciated the framing of triggers as information in trauma therapy. Helpful reading at CBT therapy .
Memory care training certificates for staff are highlighted on memory care for Gulf Breeze providers.
Thanks for the great explanation. More info at tree removal .
I liked this article. For additional info, visit respite care .
Informative information on real estate transactions! real estate attorney Clifton Park NY
Thanks for the useful post. More like this at dryer vent cleaning .
Very helpful read. For similar content, visit The Glam House TN .
This was very enlightening. More at tree service .
If all people wants stump grinding round El Monte, CA, you could need to review out tree service for quick service.
Top Picks – Items are well organized and navigation is simple.
Just a heads as much as Downey owners: seasonal pruning reduces chance right through Santa Ana winds; see tree service for counsel and provider.
Nice weblog here! Also your site loads up fast!
What host are you the usage of? Can I get your affiliate hyperlink to your host?
I wish my web site loaded up as fast as yours
lol
Also visit my web page: bi weekly cleaning service
I’ve been to a few music camps, but nothing comes close to Rock Academy. You actually get to form a band, rehearse, and play live shows — like a real musician. Everyone there treats you like you belong, no matter your skill level rock band program woodstock
The internal linking tips are gold. We got a structured plan from Search Engine Optimization Services in Thousand Oaks using white hat search engine optimization agency .
Top Picks – The interface is neat and moving between pages is simple.
site homepage – Simple layout, navigation feels natural and smooth
visit this collective – Navigation is intuitive and everything connects in a natural way.
The breakdown of common furnace noises was useful. Early diagnosis prevents bigger problems. heating contractors near me
Installed a high-security cylinder; learned about it at Treasure Coast locksmith Port St Lucie .
Thanks for the detailed post. Find more at ventanas correderas y abatibles .
Our HOA used to be impressed with the precise estimate from tree service . They broke down every step of the tree provider Glendale CA project virtually.
I appreciate the preventative tips. For diagnostics and repair, ac repair offers fair pricing and quick response.
Love the recommendation on contractor verbal exchange. I had a unbroken expertise with a team from commercial roofing near me .
Remember to check for backdrafting with combustion appliances. Safety info at Stl radon .
This is very insightful. Check out Omni Dental Care for more.
Sweet blog! I found it while browsing on Yahoo News. Do you have any suggestions on how to get listed in Yahoo News?
I’ve been trying for a while but I never seem to get there!
Cheers
enter shop – Layout is neat and moving through items is simple
It is perfect time to make some plans for the future and it’s time to be happy.
I have read this post and if I could I desire to suggest
you some interesting things or tips. Perhaps you can write next articles referring to this article.
I wish to read more things about it!
Also visit my homepage – 강남구구단
Great information. Lucky me I ran across your site by accident (stumbleupon).
I’ve saved it for later!
orchard stone hub online – Pages load nicely and content sections are easy to follow.
From old Greek shields embellished with insignias representing valorous deeds till present-day iterations—we see continuity amidst switch Flag Store
open boutique – A clear and minimal layout keeps everything easy to understand.
Brainspotting improved my focus after burnout; productivity and pacing tips at Psychotherapist .
Great experience from start to finish. Scheduling was easy, the technician was knowledgeable, and the service was thorough. Highly recommend Chimney Sweep Champs! chimney repair
Great data on easy methods to spot a diseased tree early. We currently had a ill sycamore in La Cañada Flintridge, and the facts I learn at tree service helped me comprehend it became time to call a pro.
Thanks for the great tips. Discover more at water heater replacement .
Your tips for pre-sorting junk into “stay, donate, toss” are realistic. In St Charles MO, once I end sorting, I’ll have furniture removal elect up the “toss” pile.
If you’re involved about soil compaction lower than extensive okay in Streetsboro, seek advice from tree trimming for aeration recommendation.
This piece hits home. I recently managed a crisis where a decade-old, inaccurate blog post suddenly resurfaced and spooked a lead investor during our latest round. We spent weeks tracking down the site owner just to request a simple correction Click here
These DIY plumbing tips are super helpful! I’m going to try some of these this weekend. If you’re looking for more ideas, check out plumber near me .
quick access – Everything is logically arranged and moving between pages is simple
If you’re concerned about ice-laden limbs, tree trimming can do preventive pruning ahead of iciness.
Informative and useful — for dependable AC Repair in Fayetteville, check AC Repair .
If you care about wildlife nesting season, tree removal schedules trims to avoid active nests even as conserving the canopy suit.
So glad you covered roof insulation techniques; it makes such a difference in energy bills during summer and winter alike! Find insulation info at Exquisite Roofing and Exteriors roofer near me !
content hub – Simple, clear design that makes browsing effortless
see this online store – Minimalist layout makes navigation intuitive and quick.
Exclusive Offers – Sections are clear and items are simple to locate.
visit this page – Information is consistent and effortless to go through
Must-Have Items – Browsing feels effortless and the site looks organized.
Solid checklist for what to do after an accident. I printed a similar one from motorcycle collision lawyer to keep in my glovebox.
I appreciate the suggestion to stay visible at night. The driver from battery jump start thanked me for it.
For winter prep in Middlefield, roof sealing and flashing checks rely. I’ve booked roofing services .
Good reminder no longer to correct timber. I’ll ask tree service for bigger pruning options to preserve them suit.
Helpful suggestions! For more, visit aluminio para reformas y rehabilitación .
If you’re now not yes about Downey’s permit necessities for monstrous bushes, assess the substances on tree removal .
Parent burnout is real; self-care plans at Psychotherapist supported me.
Great mention of dashcam footage for incidents. I kept mine rolling while calling flatbed towing .
Link building is still alive when done right. We used digital PR via local SEO agency and earned contextual links from niche sites.
It’s essential to have someone who understands the law fighting for you after an auto accident—hire a lawyer! truck lawyer
take a look – Content is presented clearly and moving through pages feels simple
see offerings – The interface is intuitive, making it easy to locate and review items.
orchard gallery highlights – Layout feels clean and browsing through items is very simple.
If you need emergency hurricane cleanup, preserve tree service on your listing. They specialise in responsive tree carrier Glendale CA while branches fall impulsively.
I was skeptical about eye movements until I tried EMDR; FAQs at anxiety therapy addressed my concerns.
Great insights on roofing materials! I always wondered which ones last the longest. Check out Roofing contractor Exquisite Roofing and Exteriors for more information!
I found this very helpful. For additional info, visit ac repair services near me .
browse items – Pages are structured logically, making browsing simple
Good name stating lets in for blanketed species. In La Cañada Flintridge, we had to double-inspect city policies, and tree service helped point us toward the perfect news and contacts.
For advertisement properties in Streetsboro, I endorse installing seasonal features as a result of tree trimming .
I’ve been worried approximately historic backyard waste and busted patio furniture piling up. Being in St Charles MO, I’ll have junk removal pop out for a full yard junk removing.
This was quite informative. More at roof installs .
We essential permits and preparation— tree service taken care of the facts and saved us compliant.
check this platform – Everything is logically arranged for a smooth experience.
createimpact.online – Very smooth experience, pages open quickly and the layout is crisp
In Pasadena, we considered necessary cautious camphor pruning pre-rain; tree removal lowered finish-weight and have shyed away from breakage.
Excelente servicio, puntualidad y solución efectiva para mi cerradura. cerrajero en Barcelona 24 horas
Good reminder approximately checking for insured tree companies. That’s why I’m leaning towards utilizing tree service in El Monte, CA.
Useful HVAC pointers. I’ve had honest diagnostics from ac repair .
Nicely done! Find more at MMD Doctors .
maplecresttrading – Good structure and pages load quickly without any confusion
Appreciate the great suggestions. For more, visit ARD Waterproofing .
Brainspotting was effective even via telehealth; I learned how to set up my space from Mental health service .
Anyone in search of ISA-licensed arborists in Downey can delivery their seek at tree service .
Clear safety tips for homeowners during paving projects. Chip seal
Great insights on decluttering! If anyone in the area is overwhelmed by garage cleanouts, old furniture, or renovation debris, check out View more for fast, affordable Junk Removal Paso services
discover items – Layout is clear and moving through the site is effortless.
view collection – Layout is neat and finding products is quick and easy
pebblestone hub – Smooth navigation with fast-loading pages makes exploring simple.
Great perception into chimneys and roof interactions. commercial roofing company redid my counter flashing perfectly.
New homeowners on the Treasure Coast should rekey ASAP; info at Treasure Coast commercial locksmith .
explore site – Found this unexpectedly and it seems properly arranged
It’s reassuring to find a group that uses contemporary machine and top safe practices tools. That’s why I saved tree removal for my subsequent tree service Glendale CA project.
Great experience from start to finish. Scheduling was easy, the technician was knowledgeable, and the service was thorough. Highly recommend Chimney Sweep Champs! chimney inspection near me
This was a great help. Check out website designer near me for more.
Does anyone have experience with shipping motorcycles out of Miami? Miami licensed auto shippers says they provide crate options.
This was highly helpful. For more, visit Houston Regenerative Therapy Center .
The suggestion to preview tough transitions works; more at Psychologist .
Five88 là nền tảng giải trí trực tuyến đa dạng, thân thiện với người dùng. Giao diện hiện đại giúp người dùng dễ dàng tiếp cận các nội dung mong muốn chỉ với vài thao tác Five88
quick access – Everything is presented clearly and moving through pages is effortless
Thanks for posting these insights! I found your suggestions on local irrigation services especially helpful. I like how you highlighted Waterford lawn care solutions drip irrigation contractor putnam ct
Anyone coping with tree root complications close sidewalks in Streetsboro? We got preparation from tree removal .
I was curious if you ever thought of changing the layout of your blog?
Its very well written; I love what youve got
to say. But maybe you could a little more in the way of content so people could connect with it better.
Youve got an awful lot of text for only having one or 2 images.
Maybe you could space it out better?
Also visit my blog post :: house cleaning services Massachusetts
We’re internet hosting a own family reunion in St Charles MO and our outdoor is full of previous junk. Thanks for reminding me to time table a hauler like appliance removal formerly the occasion.
I do trust all of the ideas you have offered on your post.
They are really convincing and can certainly work.
Nonetheless, the posts are very quick for novices.
May just you please prolong them a little from next time?
Thanks for the post.
Take a look at my page 강남구구단
visit Echo Crest Trading – Simple layout makes browsing fast and intuitive.
click to view – Very clear design and browsing is enjoyable
ACT helped me separate pain from suffering. For an explainer, IFS therapy .
Our HOA in La Cañada Flintridge has strict suggestions about tree visual appeal, so authentic trimming is a have to. We bought numerous bids riding tips we observed on tree service and it pretty helped with budgeting.
This was quite informative. More at Simple Dental South Gate .
If you prefer your trees shaped devoid of over-pruning, tree service is the staff to name in Euclid.
Thanks for the great explanation. More info at roofer near me .
VA88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định và tin cậy.
VA88
check the store – Intuitive navigation and well-arranged content make it easy to explore.
The point about avoiding drive damage on AWD is key. Flatbed via long distance towing for the win.
Wonderful tips! Discover more at Glam House Studio Nashville .
For constant, respectful crews who clean up effectively, tree removal has been super on our Venice bungalow.
discover deals – Everything is clearly organized and browsing works well
This was a great article. Check out Oxnard Cosmetic Dentistry for more.
Brainspotting helped with caregiver burnout; self-compassion tools from Mental health service were key.
maple emporium – Pages load quickly and the site structure is easy to understand.
If you want a stress-free local move in Toledo, start by checking verified reviews on office movers Toledo .
pebblestone highlights – Content is easy to locate and the site design is smooth.
Me ayudó a entender precios. En cerrajero en Barcelona 24 horas me explicaron todo antes de venir.
I like which you point out emergency tree offerings. I’ll be saving the contact files for tree removal just in case.
VA88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định và tin cậy.
VA88
VA88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định và tin cậy.
VA88
TIP88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, an toàn.
TIP88
I’ve been exploring different ways to maintain stable energy levels throughout the day, and learning about InsuLeaf has been quite interesting Natural Blood Sugar Control
TIP88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, an toàn.
TIP88
Thanks for the clear advice. More at Omni Dental Care .
VA88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định và tin cậy.
VA88
VA88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định và tin cậy.
VA88
TIP88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, an toàn.
TIP88
VA88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định và tin cậy.
VA88
For true estate scale down charm in Downey CA, regular shaping made a giant difference; I booked using tree removal .
VA88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định và tin cậy.
VA88
VA88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định và tin cậy.
VA88
Excited anticipating future endeavors undertaken collaboratively aiming drive initiatives forward lifting spirits inspiring others engage positively encouraging active participation fueling passions igniting flames desire achieve greatness committed roofer
I never realized how important it is to know when to call a plumber. Your post has definitely opened my eyes! For additional resources, head over to plumber near me .
TIP88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, an toàn.
TIP88
9BET mang đến cho người chơi trải nghiệm cá cược trực tuyến chuyên nghiệp với giao diện tối ưu, tốc độ xử lý mượt mà và kho trò chơi phong phú 9BET
Five88 là nền tảng giải trí trực tuyến đa dạng, thân thiện với người dùng. Giao diện hiện đại giúp người dùng dễ dàng tiếp cận các nội dung mong muốn chỉ với vài thao tác Five88
9BET mang đến cho người chơi trải nghiệm cá cược trực tuyến chuyên nghiệp với giao diện tối ưu, tốc độ xử lý mượt mà và kho trò chơi phong phú 9BET
Downtown elevator reservations can derail a move; I picked a punctual team through overseas movers Tacoma .
9BET mang đến cho người chơi trải nghiệm cá cược trực tuyến chuyên nghiệp với giao diện tối ưu, tốc độ xử lý mượt mà và kho trò chơi phong phú 9BET
9BET mang đến cho người chơi trải nghiệm cá cược trực tuyến chuyên nghiệp với giao diện tối ưu, tốc độ xử lý mượt mà và kho trò chơi phong phú 9BET
Voice search is growing slowly but steadily. We optimized FAQs with guidance from enterprise search engine optimization agency and captured more long-tail queries.
9BET mang đến cho người chơi trải nghiệm cá cược trực tuyến chuyên nghiệp với giao diện tối ưu, tốc độ xử lý mượt mà và kho trò chơi phong phú 9BET
9BET mang đến cho người chơi trải nghiệm cá cược trực tuyến chuyên nghiệp với giao diện tối ưu, tốc độ xử lý mượt mà và kho trò chơi phong phú 9BET
9BET mang đến cho người chơi trải nghiệm cá cược trực tuyến chuyên nghiệp với giao diện tối ưu, tốc độ xử lý mượt mà và kho trò chơi phong phú 9BET
9BET mang đến cho người chơi trải nghiệm cá cược trực tuyến chuyên nghiệp với giao diện tối ưu, tốc độ xử lý mượt mà và kho trò chơi phong phú 9BET
For someone needing tree removing or pruning around the San Fernando Valley, tree service feels like a potent desire for tree carrier Glendale CA householders.
9BET mang đến cho người chơi trải nghiệm cá cược trực tuyến chuyên nghiệp với giao diện tối ưu, tốc độ xử lý mượt mà và kho trò chơi phong phú 9BET
9BET mang đến cho người chơi trải nghiệm cá cược trực tuyến chuyên nghiệp với giao diện tối ưu, tốc độ xử lý mượt mà và kho trò chơi phong phú 9BET
check out this store – Simple design allows quick access to content.
online link – User-friendly design and content is easy to follow
Humbled bearing witness talented individuals engaged tirelessly pursuing passions creating positive changes witnessed unfold miraculously contributing improving lives uplifting spirits reigniting hope inspiring aspirations nurturing dreams encouraging roof replacement
TIP88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, an toàn.
TIP88
go here – Content is organized well and navigation is smooth
shop now – Navigation is intuitive and pages are easy to scan
Great tips! For more, visit Hair colorist .
This is such an informative article! Plumbing issues can be so annoying, but prevention is key. For further reading, don’t forget to check out commercial plumber Melbourne .
If you’re making plans a yard assignment in Streetsboro, seek the advice of tree trimming prior to slicing any roots.
Thanks for the breakdown on flatbed vs wheel-lift. I’ve had better results with flatbeds—found a good one via flatbed towing .
EMDR and journaling were a solid combo; prompts from Mental health service kept me grounded.
For everybody crushed by way of a hoarding issue inside the St Charles MO side, a delicate and respectable junk removal staff like appliance removal could make a vast distinction.
I have an understanding of the recommendation on seasonal pruning. Summers will likely be powerful on bushes in La Cañada Flintridge. I’ve been following the traditional care steps I came across at tree service and my yard appears a great deal improved.
TIP88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, an toàn.
TIP88
go to this link – Organized sections allow users to navigate intuitively.
Quick turnaround from tree removal —inspection in the future, trimming the following in Euclid.
shop trail – Everything is clearly presented and browsing feels effortless
Anyone else facing overgrown palms in LA? tree service los angeles did a careful palm trim and epidermis that kept our highway having a look noticeable.
Appreciate the comprehensive advice. For more, visit nutrióloga para hipertensión .
I enjoyed this post. For additional info, visit cocinas pequeñas Granada .
This was a fantastic read. Check out apartamentos para peregrinos Arzúa for more.
Informative and local — AC Repair in Fayetteville fixed my uneven cooling by correcting duct imbalances.
ADHD testing reports felt overwhelming; summary guides at Psychologist clarified the jargon.
We called them before winter and they exceeded expectations. Fast service, friendly crew, and they left everything spotless. Will definitely hire again. creosote removal
Seeing how tons smash overgrown branches can motive was once eye-starting. I’m booking a trim with tree removal .
marblecove treasures – Content is easy to find and the site feels professional.
If you’re shipping during holiday peaks, car shipping Cleveland advises flexible windows to avoid Cleveland gridlock.
For riskless tree removal close Downtown Downey, the group I chanced on with the aid of tree service taken care of allows and cleanup professionally.
Awesome article! Discover more at Elements Spa Baton Rouge .
view items online – Logical structure and tidy interface make navigation effortless.
discover more – Simple yet stylish design, very easy to browse
Considering hail-resistant shingles for our Middlefield homestead. Got particulars from Mk Roofing contractor .
Needed restricted keyways for our shop; got guidance from Treasure Coast lockout help .
We’ve got roots threatening our driveway, so a certified arborist is a needs to. tree removal appears like a strong possibility for authentic tree service Glendale CA.
If you’re relocating within Waterbury with pets, the teams on best moving company Waterbury were super patient.
see artwork – Organized layout ensures everything is easy to find
Question: Is it okay to ship with a quarter tank? trusted vehicle shippers Chula Vista recommended 1/4 to 1/2 for my Chula Vista pickup.
see this platform – Clear visuals and intuitive flow make exploring quick and easy.
¡Qué alegría encontrar un servicio tan eficiente como el de cerrajero en Barcelona 24 horas !
This was highly educational. More at MMD Medical Professionals .
Brainspotting helped release jaw tension tied to stress; somatic tools at anxiety therapy supported that.
Useful advice! For more, visit Mk Roofing services .
Great checklist; I booked a Streetsboro estimate with tree removal and obtained clear pricing.
I not at all realized some establishments can dismantle tremendous gifts too. In St Charles MO I’ll see if junk hauling can take aside my outdated swing set for the duration of the junk elimination.
shop trailstone – Everything is clearly presented and easy to explore
Towing during holidays can be tough— long distance towing still picked up and dispatched quickly.
see more – Browsing is simple thanks to a clean and fast layout
Nicely detailed. Discover more at ARD Waterproofing .
I magnitude the guidelines for annual roof care. commercial roofing company near me grants a upkeep plan that’s cost-efficient.
Making knowledge accessible empowers individuals regardless their background or experience level-very important message shared here!!!! ####任何关键字#### Fresno hydro excavation
I’m definitely going to recommend vacuum excavation to my colleagues in Sacramento—great insights at Sacramento vacuum excavation !
Shout-out to tree trimming for cautious crane removal on a good Euclid lot—no garden damage in any respect.
Excellent breakdown of what to expect when working with a public adjuster; very helpful and straightforward information here for Arizonans like me! https://iad.portfolio.instructure.com/shared/91c700be7bf2ebeccbea2562e32dbcb363b954f5c274d5e8
The section on emergency tree elimination is definitely marvelous. After the high winds in La Cañada Flintridge remaining yr, I bookmarked tree service so I’d have a quick means to discover assistance if one more tree comes down.
Hi there, I found your site by means of Google at
the same time as searching for a similar topic, your site got here up, it seems great.
I’ve bookmarked it in my google bookmarks.
Hello there, simply became aware of your blog through Google, and located that it is
really informative. I am gonna watch out for brussels.
I’ll be grateful in case you proceed this in future. Numerous other people will probably be benefited
from your writing. Cheers!
visit marblestoneoutpost – Navigation is easy and content is clearly organized.
This is quite enlightening. Check out santa clara bathroom remodeler for more.
We mandatory makes it possible for for a included coast dwell oak; tree service los angeles dealt with the program and mitigation plan.
I found this very interesting. For more, visit long distance moving services .
I’ve been trying to read the morning headlines on my phone, but that giant cookie banner keeps popping up and covering the entire screen. It makes checking the daily news a bit of a headache lately https://www.4shared.com/s/fHA9vYlJsjq
I found your suggestions on improving roof drainage very helpful! Check out roofer for more professional advice.
The tip about keeping hardware in labeled bags is clutch. Then I book Santa cruz 831 movers for loading.
Your guide to choosing the right air filter MERV rating was helpful. Balance filtration with airflow, for sure. plumber feasterville
Thanks for the directions on reusing flashing. My seasoned from experienced roofing contractor replaced it where vital.
This was a fantastic read. Check out servicio postventa cocinas Granada for more.
I like that you point out emergency tree providers. I’ll be saving the touch files for tree removal simply in case.
I’ve been debating this for my driveway project in Joburg. Hiring a plate compactor makes total sense for a one-off job, especially since I don’t have the storage space for it once the paving is done. It saves me so much on maintenance and hauling costs reliable hire companies
shop here now – Well-structured layout keeps navigation simple.
check out the platform – Layout is simple and everything is easy to access
Thanks for the insightful write-up. More like this at evaluación nutricional .
Appreciate the detailed post. Find more at mejores apartamentos en Arzúa .
This was very insightful. Check out Drain plumging service campbell for more.
I’ve been debating this for my small business account since our launch has been slower than expected. I’m thinking about trying just 100 followers first to see if it actually helps with engagement without looking spammy Extra resources
This is a helpful overview, but I’m still worried about how these services handle persistent, decade-old search results that keep popping up ORM services
For seasonal pruning calendars certain to Downey’s climate, see the info published on tree removal .
Brainspotting connected the dots between posture and panic; posture guides at brainspotting were eye-opening.
This was highly educational. For more, visit Simple Dental .
go to this link – Layout feels balanced, and moving through sections is simple.
Professional, efficient, and trustworthy. They took the time to answer all my questions and made sure my fireplace was safe for the season. Fantastic company! chimney inspection near me
start exploring – Everything is well-arranged, allowing effortless navigation
What I like approximately tree removal is that they cope with the whole lot from trimming to stump grinding, that is most suitable if you want complete-provider tree provider Glendale CA.
Appreciate the comprehensive advice. For more, visit The Glam House TN .
Bedankt voor de tips in dit artikel; wij checkten ook offertes en kozen uiteindelijk voor crepi Antwerpen in Antwerpen.
Nicely detailed. Discover more at Omni Dental Specialty .
Me encanta que hablen de métodos no invasivos; eso debería ser la norma en todos los servicios de cerrajería! cerrajero en Barcelona 24 horas
Tree healthiness tests every one spring have stored us payment; we time table with tree service here in Streetsboro.
Great rationalization of volume-stylish pricing. When I arrange junk removal in St Charles MO, I’ll be asking junk removal to stroll me with the aid of their truckload estimates.
I’ve been struggling with a leaky faucet for weeks! Your suggestions are just what I needed. Explore more helpful content at plumber near me .
Storm destroy in Euclid is also tough— tree service handled our emergency tree removing the comparable day.
If you’re listening to creaks from your pine at evening, name tree removal for a chance overview until now a better hurricane.
The impact of weather on roofs cannot be understated; great insights shared here! Check out reliable services at roofing contractor !
techtroubleshoot.shop – Nicely organized platform where information is simple to grasp at a glance.
Fire defense round residences is a extensive main issue right here in La Cañada Flintridge. We created defensible space via thinning branches and putting off useless wooden after studying recommendations and then achieving out by way of tree removal .
chestnutharbortrading – The site feels trustworthy and information is clearly presented
Just asked an estimate from tree removal for some massive tree removals in El Monte. Curious to determine their plan.
I found this very interesting. Check out water heater replacement for more.
Moving into a Center Square walk-up? Make sure your Albany movers bring a stair team and proper equipment; we found ours through Long distance movers Albany .
Looking for eco-friendly disposal and chipping in Downey? Compare solutions at tree service .
This was highly educational. For more, visit Indoor Comfort Team .
Your post on low water pressure nailed it. Turned out to be a pressure regulator; Water heater repair Yuba City fixed it quickly in Yuba City.
For a simple hourly estimate with no surprise fees, start with the quote form at Danbury moving company .
Interesting comparison of towing costs. I saved by booking through flatbed towing last month.
explore this page – Content is arranged logically, allowing users to follow easily.
This was a great article. Check out financiación cocinas Granada for more.
TIP88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, an toàn.
TIP88
Looking to add skylights with a re-roof in Middlefield. Thinking of integrating it with Mk Roofing and Construction Middlefield roofing contractor .
Very useful post. For similar content, visit apartamentos para peregrinos Arzúa .
I changed into stunned how good value pro pruning can also be. tree removal provides competitive pricing for authorized tree service Glendale CA.
Awesome tips for winter breakdowns. I always keep Hialeah Towing & Transport Inc roadside assistance handy just in case.
Got my safe combo changed securely—booked via lock repair Treasure Coast PSL .
I found this very helpful. For additional info, visit salazar digital web designer .
However, the sections without visible fencing are reported to still be monitored by cameras, radar, underground sensors, Border Patrol brokers and different technologies.
I would advise placing in the headers and footers you need in your portrait sections at this time.
Research shows that the time needed to save for an FHA related
down payment is significantly greater for a single-household home
compared to a condominium. Why not do some mindless tasks to make a number of bucks at the identical time?
Some elements of Project 28 have few or no seen measures in place, generally as a
result of it could be impractical to build a physical fence
there, both because of cost or harsh terrain. For modular
constructing, the cost of Victorian houses is $250,000 to
$2,000,000. The cost of the new, full digital fence could possibly
be as a lot as $30 billion. Companies competing for border safety contracts have stated it’s a $2 billion contract over six years.
For purposes of item (1) above, an item of deduction arises within the taxable 12 months during which the item could be allowable as a deduction under the
taxpayer’s technique of accounting if taxable revenue for all taxable years have been determined
with out regard to the passive activity guidelines and without regard to
the idea and at-threat limits.
Choosing the right firm is so stressful. I actually dealt with a massive fake review spike last year after a competitor got aggressive and it nearly tanked our local search ranking. It took months to clean up the mess https://files.fm/u/ymqpx9j6xf
If your gutters clog from overhanging branches in Streetsboro, schedule a trim because of tree removal .
I appreciate how Elements Dental Spa and Aesthetics: Baton Rouge Dentist & Aesthetic Spa treats each patient like family. The warmth is genuine. Found their info quickly on Elements Dental Spa .
I’ve been evaluating junk elimination vs. renting a dumpster in St Charles MO. Based for your rationalization, I’m leaning toward hiring appliance removal so I don’t have got to load the entirety myself.
Knowledge shared regarding potential health hazards associated with poor ventilation systems present within buildings affects everyone immensely—we need actionable strategies addressing these issues immediately moving forward together towards healthier roofing near me
check out this store – Lightweight pages allow for fast and easy navigation.
I realise that tree service is insured and awarded a clean written quote for our Euclid belongings.
Chimney Sweep Champs did an amazing job on our fireplace! They were on time, professional, and explained everything clearly. Our chimney has never been cleaner. creosote removal
This was a fantastic read. Check out roof repair for more.
Nice overview. For Mesa leak detection technology, try Roofing Contractor in Mesa .
“Glad I found your blog! Looking into contractors now.” Best metal roofing contractor in Los Angeles
A lot of americans underestimate how tons significance suit bushes add to assets costs. We in actual fact did a tree comparison in the past listing our La Cañada Flintridge abode and stumbled on instructions on tree removal exceptional.
Thank you for sharing these insights! I will definitely call Garage door repair Lincoln when my garage door acts up again.
Đã tải hitclub group nhà cái uy tín cá cược online, giao dịch rất minh bạch. taihitclub.group
I’ve been dealing with a few outdated search results that just won’t go away, and it’s starting to affect how new clients see my business. It’s frustrating when old content keeps popping up even after it’s no longer relevant https://qqpipi.com//index.php/Does_Paying_for_PR_Articles_Actually_Count_as_ORM%3F
amberharborstudio.shop – Browsing is smooth, with neatly arranged and visually engaging pages.
TIP88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, an toàn.
TIP88
If you want peace of mind during your move, choose Chesapeake moving company. Chesapeake moving company
Thanks for the guide. For reliable AC Repair in Fayetteville, I trust Emergency AC repair near me .
This was quite informative. More at ac repair near me .
TIP88 nổi bật với nền tảng cá cược trực tuyến tốc độ cao, kho trò chơi phong phú và hệ thống bảo mật hiện đại. Website phù hợp cho cả người chơi mới lẫn người chơi lâu năm với trải nghiệm ổn định, an toàn.
TIP88
Fabet mang đến trải nghiệm truy cập ổn định, với hệ thống được tối ưu giúp người dùng thao tác dễ dàng. Nền tảng cung cấp nhiều mục thông tin và hỗ trợ linh hoạt, giúp người dùng thuận tiện hơn khi sử dụng.
Fabet
Fabet mang đến trải nghiệm truy cập ổn định, với hệ thống được tối ưu giúp người dùng thao tác dễ dàng. Nền tảng cung cấp nhiều mục thông tin và hỗ trợ linh hoạt, giúp người dùng thuận tiện hơn khi sử dụng.
Fabet
Fabet mang đến trải nghiệm truy cập ổn định, với hệ thống được tối ưu giúp người dùng thao tác dễ dàng. Nền tảng cung cấp nhiều mục thông tin và hỗ trợ linh hoạt, giúp người dùng thuận tiện hơn khi sử dụng.
Fabet
Fabet mang đến trải nghiệm truy cập ổn định, với hệ thống được tối ưu giúp người dùng thao tác dễ dàng. Nền tảng cung cấp nhiều mục thông tin và hỗ trợ linh hoạt, giúp người dùng thuận tiện hơn khi sử dụng.
Fabet
Fabet mang đến trải nghiệm truy cập ổn định, với hệ thống được tối ưu giúp người dùng thao tác dễ dàng. Nền tảng cung cấp nhiều mục thông tin và hỗ trợ linh hoạt, giúp người dùng thuận tiện hơn khi sử dụng.
Fabet
Appreciate the detailed post. Find more at Chiropractor campbell .
Great insights! Find more at cocinas con isla Granada .
For allergy sufferers, keeping wasps and yellow jackets away helps; we had strategic nest removal in Helotes done by Landscaper Helotes .
We needed weekend availability for a Bethlehem move—secured a Saturday slot using Local movers Lehigh Valley .
see this online store – Minimal interface allows smooth and comfortable navigation.
Great insights! Discover more at nutrición para embarazo .
This was very beneficial. For more, visit pet friendly Arzúa .
Great insights on roofing options! I’d love to learn more about services offered by AKS Roofing & Construction Roofing company Benbrook TX in Benbrook, TX.
I’ve been exploring different ways to maintain stable energy levels throughout the day, and learning about InsuLeaf has been quite interesting Natural Blood Sugar Control
XOILAC là nền tảng cung cấp thông tin và phát sóng trực tuyến các trận đấu bóng đá trong và ngoài nước. Hệ thống cập nhật lịch thi đấu, bảng xếp hạng và kết quả nhanh chóng, giúp người hâm mộ theo dõi diễn biến thể thao thuận tiện trên nhiều thiết bị XOILAC
XOILAC là nền tảng cung cấp thông tin và phát sóng trực tuyến các trận đấu bóng đá trong và ngoài nước. Hệ thống cập nhật lịch thi đấu, bảng xếp hạng và kết quả nhanh chóng, giúp người hâm mộ theo dõi diễn biến thể thao thuận tiện trên nhiều thiết bị XOILAC
Quick, affordable, and professional—a Lakewood moving company to trust. Office moving companies Lakewood
I really appreciate how you broke down the criteria for selecting an ORM partner. We once had a firm cold-call us promising to bury a negative review, but their plan involved creating fake positive ones which felt incredibly risky Website link
XOILAC là nền tảng cung cấp thông tin và phát sóng trực tuyến các trận đấu bóng đá trong và ngoài nước. Hệ thống cập nhật lịch thi đấu, bảng xếp hạng và kết quả nhanh chóng, giúp người hâm mộ theo dõi diễn biến thể thao thuận tiện trên nhiều thiết bị XOILAC
XOILAC là nền tảng cung cấp thông tin và phát sóng trực tuyến các trận đấu bóng đá trong và ngoài nước. Hệ thống cập nhật lịch thi đấu, bảng xếp hạng và kết quả nhanh chóng, giúp người hâm mộ theo dõi diễn biến thể thao thuận tiện trên nhiều thiết bị XOILAC
XOILAC là nền tảng cung cấp thông tin và phát sóng trực tuyến các trận đấu bóng đá trong và ngoài nước. Hệ thống cập nhật lịch thi đấu, bảng xếp hạng và kết quả nhanh chóng, giúp người hâm mộ theo dõi diễn biến thể thao thuận tiện trên nhiều thiết bị XOILAC
open this website – Fast-loading pages and tidy layout create a comfortable experience.
XOILAC là nền tảng cung cấp thông tin và phát sóng trực tuyến các trận đấu bóng đá trong và ngoài nước. Hệ thống cập nhật lịch thi đấu, bảng xếp hạng và kết quả nhanh chóng, giúp người hâm mộ theo dõi diễn biến thể thao thuận tiện trên nhiều thiết bị XOILAC
XOILAC là nền tảng cung cấp thông tin và phát sóng trực tuyến các trận đấu bóng đá trong và ngoài nước. Hệ thống cập nhật lịch thi đấu, bảng xếp hạng và kết quả nhanh chóng, giúp người hâm mộ theo dõi diễn biến thể thao thuận tiện trên nhiều thiết bị XOILAC
XOILAC là nền tảng cung cấp thông tin và phát sóng trực tuyến các trận đấu bóng đá trong và ngoài nước. Hệ thống cập nhật lịch thi đấu, bảng xếp hạng và kết quả nhanh chóng, giúp người hâm mộ theo dõi diễn biến thể thao thuận tiện trên nhiều thiết bị XOILAC
Relevant tips: https://forum.albiononline.com/index.php/User/570815-xxxbp/#about
XOILAC là nền tảng cung cấp thông tin và phát sóng trực tuyến các trận đấu bóng đá trong và ngoài nước. Hệ thống cập nhật lịch thi đấu, bảng xếp hạng và kết quả nhanh chóng, giúp người hâm mộ theo dõi diễn biến thể thao thuận tiện trên nhiều thiết bị XOILAC
Transparent quotes and no surprises—schedule at Car Key Replacement .
Full Version at the Link: https://leaderna.com/very-artwork-nc-17-video-full-frontal-nudity-oral-gender/
Pleased found material emphasizing importance understanding legal rights owed toward clients especially given current climate affecting insurance policies frequently changing lately too. Public Adjuster Arizona Select Adjusters LLC
The towing myths section was eye-opening. Verified details through towing service .
All the best stuff is here: https://thamesbpo.com/instantaneous-withdrawal-gambling-enterprises-quickest-payout-web-based-casinos-february-2026/
Scranton auto shipping is excellent for both personal vehicles and fleet transport. Scranton car moving companies
Today’s Top Stories: https://seafoodevolution.com/draftkings-court-states-mar-2026-where-is-draftkings-sportsbook-available/
For HOA compliance in Middlefield, I need matching shingle kinds. Found solutions by using roofing company .
Chimney Sweep Champs went above and beyond with our chimney inspection and cleaning. Their team was courteous and respectful of our home. Excellent service! chimney repair and maintenance
A strong demand package matters. A motorcycle accident attorney knows how to craft it. Learn at NC Workers‘ Compensation Lawyer .
This platform allows us connect share experiences learn grow together encourages collaboration partnerships foster supportive environments cultivate positive vibes create safe spaces cultivate engaging dialogues spark curiosity fuel explorations exp https://maps.app.goo.gl/htNnvvXKJ1goUTCU7
shop here now – Fast-loading pages and neat design make finding items easy.
If each person is seeking to improve their home windows, I totally advocate doing it! I got here upon an wonderful producer through by way of Exquisite Roofing and Exteriors roofer near me that made the comprehensive formula seamless.
I love how thorough you were regarding roof lifespan and maintenance! If you need assistance, check out roofing services .
Make sure to document everything after an accident; it’s something your accident claim lawyer will appreciate later on.
I appreciate the warnings about clogs and leaks! Keeping an eye on plumbing can save so much money. For more plumbing wisdom, visit plumber near me .
I was on a tight budget— San Antonio auto shippers helped me compare San Antonio car shippers and choose a cost-effective open transport.
After storms knocked out our exterior lights, Tree service Temple TX handled troubleshooting and repair in Temple the same day. Super responsive.
This was a wonderful post. Check out financiación cocinas Granada for more.
Finally fixed that stubborn outer panel; found a pro at Sliding door repair near me who knew the brand.
Appreciate the thorough insights. For more, visit santa cruz moving company .
check it out here – Navigation is clear, allowing content to be explored quickly.
I like your section on towing at night. I’ve had safe experiences with 24 hour towing crews.
This was nicely structured. Discover more at mejores apartamentos en Arzúa .
Very helpful read. For similar content, visit nutrióloga deportiva Saltillo .
Get help negotiating rental car coverage and repair delays. More info: personal injury
check this page – Everything is presented clearly, making the experience simple.
Thanks for the informative post. More at L Salon haircut for men .
The results were nothing short of spectacular! My driveway, patio, and siding looked brand new after their thorough cleaning. I couldn’t believe how much brighter everything appeared. Govee lights near me Tampa Bay Pressure Washing
visit Lantern Vendor – Fast-loading pages make navigation feel seamless and intuitive.
Loving all these ideas—definitely considering renting a large tent for our fall festival!! ### anyKeyWord ## party rental companies Wesley Chapel FL
איסוף מדויק מהבית והורדה בדיוק ליד היעד. פרטים: מונית מירושלם לנתבג
Great point about insulating attics to support HVAC efficiency. It’s an easy win for comfort year-round. ac repair service
Very useful post for anyone planning a cross-country move from Indianapolis. Auto shipping is a must! Indianapolis auto shipping
Looking to add skylights with a re-roof in Middlefield. Thinking of integrating it with roof installs .
Quick, professional, and affordable – that’s Chesapeake moving company. Cheap movers Chesapeake
Có nhiều phương án xác thực tài khoản tại iwinclub jp giúp bảo vệ người chơi.
Great insights on picking out the properly professional for electric work. In St. Louis, finding a certified electrician is valuable for safe practices and code compliance—no shortcuts in the case of panels, rewiring, or EV charger installs her explanation
My brother suggested I may like this web site. He was totally
right. This put up actually made my day. You can not believe simply how much time I
had spent for this information! Thank you!
Great experience from start to finish. Scheduling was easy, the technician was knowledgeable, and the service was thorough. Highly recommend Chimney Sweep Champs! chimney sweep
From start to finish, this Lakewood moving company was excellent. Lakewood apartment movers
check it out here – Smooth navigation and clean design enhance the overall browsing experience.
I think exploring color options will be essential moving forward into developing ideas concerning overall appearance-wise especially considering longevity factors at play here through usage within different weather conditions affecting performance Metal Roofing Contractor Los Angeles
The door handle snapped off; I found an exact-match replacement through Sliding door repair near me .
The advice on documenting time and location is smart. I noted everything during my battery jump start tow.
We battled chinch bugs last July. Helotes heat is no joke. Got a quick diagnosis and treatment after reaching out through TX .
If liability is disputed, a motorcycle accident lawyer can gather evidence fast. I saw great tips on North Carolina Workers Comp .
This was a wonderful guide. Check out cocinas con isla Granada for more.
click here – Pages are neatly structured and exploring them feels smooth.
This was nicely structured. Discover more at roof repair .
Been planning around DECK BUILDER and this is exactly the info I needed.
Great insights! Find more at opiniones apartamentos Arzúa .
I enjoyed this read. For more, visit consulta nutricional Saltillo .
Affordable rates and excellent service from Scranton auto shipping. Scranton car shippers
Thanks for the detailed guidance. More at roofers .
Wonderful tips! Discover more at roof replacement near me .
Really appreciate the details on deck contractor . Well written.
Combining therapeutic massage with adjustments really accelerated my recovery. Highly recommend Premier Chiropractic. Car accident chiropractor
We had storm damage and their team helped us navigate insurance and repair everything efficiently. Commercial roofing Olympia
Just upgraded to smart locks in Vero Beach—great tips and service found through Locksmith Port St Lucie .
Great information about athens deck builders ! I’ve been looking into this for a while.
see more details – Pages load quickly, and everything is easy to find.
I never knew this about athens deck builders . Eye opening content.
Thank you for sharing these insights! I will definitely call emergency garage door repair when my garage door acts up again.
I love how chiropractic care has helped my posture! Thanks for the info, Chiropractic Tacoma .
Thanks for sharing this about deck builder in athens . Very helpful resource.
מתאים מאוד לנסיעות מרתונים של פגישות בעיר. קישור: מונית מירושלים לבית שמש
Nice article. For Mesa roofing safety standards and pros, try roofer in mesa .
Kent personal injury attorney support can make a huge difference when insurance companies try to minimize your car accident claim. personal injury attorney near me
Very helpful for first-time movers. I’m planning to use long distance moving services to avoid last-minute chaos.
Quality content about DECK BUILDER . Keep it coming!
This was a fantastic resource. Check out home remodeling santa clara for more.
This really hits home. Last month, my small shop saw a weird spike of ten generic five-star reviews in one hour, and it actually felt more stressful than a bad review because I knew it would flag our account orm vs brand management
click to view – Everything is well presented, and browsing feels smooth.
Love this blog! It’s great to see practical plumbing advice that anyone can implement. For additional information, be sure to check out plumber near me .
Helpful breakdown of moving costs. I usually compare rates and end up choosing movers in santa cruz .
This is a really insightful look at how fast things evolve. I’ve personally struggled with an old, inaccurate article from years ago that keeps resurfacing in search results no matter how much content I push out https://www.mediafire.com/file/l3bm34835lufzpp/pdf-49369-98881.pdf/file
This comparison really clarified the difference between removal and suppression strategies for me free way to remove personal info
I’ve definitely noticed AI summaries recycling outdated info lately, which is so frustrating when you’re trying to find current facts. It makes the distinction between removal and suppression feel even more critical Discover more
Helpful post — for local AC Repair in Fayetteville services, reach out to AC Repair Fayetteville A/C Man Heating and Air .
check platform – Clear and responsive interface allows quick access to content.
I’m excited to learn more about solar panel installations and their impact on roofs through your blog—thank you! Visit roofing company !
This is a helpful overview, but I’m still worried about how these services handle persistent, decade-old search results that keep popping up privacy removal services for families
Tight budget but needed repairs— Sliding door repair near me helped me compare fair quotes in Port St. Lucie.
Appreciate the focus on protecting privacy. Best practices listed at accident attorneys .
How are folks handling apartment pickups around the Pearl area? Limited truck access can be tricky. I’m coordinating a nearby meet-up spot through a carrier I found on San Antonio car transport .
This was quite helpful. For more, visit cocinas italianas Granada .
I’m getting ready to launch my jewelry brand next month and was honestly tempted to boost my profile, but I’m so nervous about getting flagged. I think I’ll try 100 followers first just to see if the engagement feels organic https://wiki-net.win/index.php/Best_Site_to_Buy_Instagram_Followers_Without_Getting_Banned:_A_Professional%E2%80%99s_Guide
For Temple homeowners, watering before sunrise helps with evaporation. My lawn tech from Landscaper Temple TX set my controller properly and it’s greener already.
Thanks for the helpful advice. Discover more at Learn more .
This was highly educational. For more, visit nutrióloga para diabéticos .
Good call on taking photos before towing. I did that and used Hialeah Towing & Transport Inc 24 hour towing seamlessly.
The steps to handle rideshare accidents were clear. See more on vehicle accident lawyer .
Get your bike inspected before repairs. A motorcycle accident attorney may need photos and reports. Guidance at NC Workers Comp Lawyer .
Thanks for the breakdown on flatbed vs wheel-lift. I’ve had better results with flatbeds—found a good one via emergency towing .
Great breakdown of costs and benefits. Indianapolis auto shipping is the way to go for vehicle relocation. Indianapolis vehicle transport
discover more – Everything is clearly structured and browsing feels effortless.
Equity Roofing and Exteriors came out the same day when we had a roof leak after a storm. Super reliable emergency service! Residential roofing Olympia
Combining therapeutic massage with adjustments really accelerated my recovery. Highly recommend Premier Chiropractic. Chiropractor near me
Fabet mang đến trải nghiệm truy cập ổn định, với hệ thống được tối ưu giúp người dùng thao tác dễ dàng. Nền tảng cung cấp nhiều mục thông tin và hỗ trợ linh hoạt, giúp người dùng thuận tiện hơn khi sử dụng.
Fabet
If you’re noticing granules in gutters in Middlefield, that’s a signal. I contacted Mk Roofing contractor for an inspection.
Does anyone know if there are any specialized Tacoma chiropractors for athletes? Looking for suggestions from Chiropractor near me .
Great job! Discover more at PGE certified trenching contractor .
Fabet mang đến trải nghiệm truy cập ổn định, với hệ thống được tối ưu giúp người dùng thao tác dễ dàng. Nền tảng cung cấp nhiều mục thông tin và hỗ trợ linh hoạt, giúp người dùng thuận tiện hơn khi sử dụng.
Fabet
Comparative negligence laws in Washington are complex, and a Kent personal injury attorney knows how to protect you from blame-shifting. Injury lawyer near me
Fabet mang đến trải nghiệm truy cập ổn định, với hệ thống được tối ưu giúp người dùng thao tác dễ dàng. Nền tảng cung cấp nhiều mục thông tin và hỗ trợ linh hoạt, giúp người dùng thuận tiện hơn khi sử dụng.
Fabet
go to this site – Content is well organized, and exploring feels intuitive.
Thanks for the useful post. More like this at water heater services .
check it out here – I liked how smooth and straightforward everything feels on this site.
Fabet mang đến trải nghiệm truy cập ổn định, với hệ thống được tối ưu giúp người dùng thao tác dễ dàng. Nền tảng cung cấp nhiều mục thông tin và hỗ trợ linh hoạt, giúp người dùng thuận tiện hơn khi sử dụng.
Fabet
Sunwin nhà cái uy tín cá cược online phục vụ tốt, tham khảo sunwin .
Thanks for the thorough analysis. More info at web design services .
הזמנה קלה, נהג מנומס, ונסיעה חלקה. קישור: מונית מירושלים לנתבג
Highly recommend this Lakewood moving company for local moves. Cheap movers Lakewood
Appreciate the great suggestions. For more, visit roofing services .
This was beautifully organized. Discover more at ofertas y descuentos ferretería .
I’ll be sure share your piece widely across social media platforms connecting those who’ll benefit immensely from understanding these important truths today! Public Adjuster Arizona Select Adjusters LLC
You won’t believe how great your skin can look after just one treatment at # # anyKeyWord # # ! Teeth Whitening Las Vegas
Wonderful tips! Find more at Air Conditioning Repair .
Just what I was looking for regarding athens deck builders . Thanks!
Thanks for sharing this awesome information; I’m excited to find reliable # anyKeyWord# https://maps.app.goo.gl/gPcWrPMMpAxx6zsV6
Our sunroom slider needed new guides—easy fix arranged through fix sliding door .
Conversational filters for product discovery are victorious. We built-in natural language filters on arkido integration .
I’ve been trying to read the news on my phone this morning, but the cookie banner keeps popping up and blocking the entire screen. It’s making it impossible to scroll through the latest headlines https://wiki-nest.win/index.php/How_to_Find_Job_Listings_on_ElkoDaily.com:_A_Troubleshooting_Guide
Fire ant mounds are popping up after the rain. I got a bundled lawn and pest treatment in Helotes using Pest control service Helotes .
Having adequate resources available proves essential during transitions made ensuring smooth sailing ahead devoid unnecessary turbulence caused otherwise leading potentially disastrous outcomes resulting overall negatively impacting entire team involved roofers los angeles
This is such a relevant topic as we head into 2026. I’ve personally struggled with a decade-old project resurfacing in search results even after I thought I’d scrubbed my digital footprint remove outdated content from Google Search
It’s interesting to see how ORM is evolving for 2026. My biggest concern is still how quickly old, negative search results can pop back up even after you think they’re buried https://www.spreaker.com/podcast/caleb-cooper93–6927792
I’ve noticed the same issue with AI summaries constantly hallucinating outdated info from years ago. It’s frustrating when the search results act like old data is still current remove search results
This comparison really clears up the confusion around the different models. I’ve always been torn on whether to go with pay-for-results or a standard retainer for cleaning up search results Have a peek here
I never knew this about DECK BUILDER . Eye opening content.
Quality content about deck contractor . Keep it coming!
discover more – Layout is tidy, and moving from page to page is natural.
The siding upgrade completely changed the look of our home. We’re thrilled with the result. Commercial roofing Olympia
After just a few visits, I noticed a huge reduction in neck pain and stiffness. Chiropractor near me
Great job! Discover more at financiación cocinas Granada .
I’ve been debating this for my small business launch because the follower count looks so empty right now. I’m thinking about trying 100 followers first just to see if it looks natural on my profile CoinPayments discount
Really appreciate the details on DECK BUILDER . Well written.
Solid article about DECK BUILDER . Sharing with friends.
open this page – I didn’t face any issues moving through the sections.
go to this page – Everything loads quickly, and content is easy to understand.
Solid article about athens deck builders . Sharing with friends.
Thanks for the clear advice. More at apartamentos con cocina Arzúa .
Great tips! For more, visit menús semanales .
Can anyone share their success stories after starting treatment with a Tacoma chiropractor via tips from Chiropractic Tacoma #?
I’m trying to find a local trainer that uses positive reinforcement methods in Virginia Beach. Any suggestions? https://maps.app.goo.gl/e2wHr6jSQ6y5pvjH8
Washington traffic laws can be confusing; a Kent personal injury attorney makes sure your rights are fully protected. Personal Injury attorney Kent
Needed restricted keyways for our shop; got guidance from Locksmith Port St Lucie .
What to do in the first 24 hours after a bus crash: NC Workers Compensation .
For leaf cleanup in Temple’s fall winds, I used a seasonal plan from Pest control service Temple TX so my lawn didn’t suffocate under piles.
קיבלתי נהג קבוע לבקשה – מוסיף אמון. עוד כאן: מונית מירושלים לבית שמש
This was nicely structured. Discover more at Pressure washing Mt Sinai NY .
I appreciate the breakdown of what to look for when vetting a local firm here in Denver. Since we have had bad experiences with opaque reporting in the past, I am curious about your process Have a peek at this website
Thanks to a Lakewood moving company, our furniture arrived safely. Lakewood apartment movers
I found this very interesting. For more, visit electricidad y cableado .
check the site – Everything loads smoothly, and navigating the site is simple.
If you’re in Las Vegas and looking for skincare solutions, you should definitely visit Eyebrow Services Las Vegas !
Promoting inclusion equity accessibility participation reinforces fundamental values underpinning democratic principles governance reinforcing foundations civic duty responsibility encompasses broader scope serving society holistically inclusively truck crash lawyer
Equity Roofing and Exteriors came out the same day when we had a roof leak after a storm. Super reliable emergency service! Olympia new roof
After my car accident in Spanaway, Premier Chiropractic helped me recover quickly without relying on medication. Car accident chirorpractor Tacoma
see what’s inside – It’s easy to move around and find useful content quickly.
I appreciate how informative your posts are about Tacoma chiropractors, keep it up, Injury chiropractor !
open this page – Layout is tidy, pages load fast, and the site is easy to navigate.
Tight budget but needed repairs— Treasure Coast Sliding Door Repair helped me compare fair quotes in Port St. Lucie.
A Kent accident lawyer can identify damages you didn’t know were compensable, increasing claim value. Kent car accident lawyer
The lock cylinder jammed; quick rekey and replace via local sliding door technicians Stuart .
This was quite informative. For more, visit kitchen countertop installers near me .
Properly coding injuries in records boosts clarity—attorneys advise providers. Read more on personal injury claims .
Appreciate the thorough insights. For more, visit Thats A Wrap Power Washing .
Backflow and irrigation checks saved me from surprise leaks. I scheduled Helotes inspections via Lighting contractor Helotes .
Hello all, here every one is sharing such know-how,
so it’s pleasant to read this web site, and I used to pay a
quick visit this webpage daily.
Thanks for the informative post. More at medición de composición corporal .
Valuable information! Discover more at apartamentos vacacionales Arzúa .
Awesome info on IAQ solutions—UV lights and HEPA filtration make a noticeable difference. emergency plumber near me
Interesting read on deck builder in athens . Bookmarked for later!
I’ve been researching San Antonio vehicle shippers lately and found that timing matters a lot. Anyone here had better rates booking 2-3 weeks out? I’m considering San Antonio auto shipping to compare options.
Fantastic insights into keeping everything running smoothly—I’ll remember calling —->######Anykeyword######<—- next time something breaks down! Lincoln garage door repair
Informative and well-structured. Fayetteville area homeowners can find pros at AC Repair .
Just what I was looking for regarding deck contractor . Thanks!
Appreciated your section on bicyclists and pedestrians. Rights guide at Workers‘ Comp Lawyer .
I need emergency repairs—who’s the best Advosy Roofing and Construction roofing contractor in Mesa in Mesa for quick service?
Don’t wait unless the deadline to reconstruct trade history—DeFi and CEX exports usually have gaps. If you already filed and found out an errors, assess amendment choices prior to consequences kick in content
Really appreciate the details on athens deck builders . Well written.
this online marketplace – Navigation is clear, and the content is easy to browse.
Valuable information! Discover more at Family Law Attorneys Brooklyn NY .
We always knew what was happening next. Their communication was top-notch. New Roof Olympia
After just a few visits, I noticed a huge reduction in neck pain and stiffness. Tacoma chiropractor
check this out – Everything is arranged logically, making navigation effortless.
Solid article about deck contractor . Sharing with friends.
take a peek inside – Content is clear, pages are responsive, and navigation feels natural.
Reliable and quick service from a local Lakewood moving company. Lakewood apartment movers
Just what I was looking for regarding deck builder in athens . Thanks!
Home builders in Temple: partner with Lawn care service Temple TX early. Pre-wiring and layout saved us time and change orders.
Meticulously crafted products combined with skilled technicians make all the difference; thank you,# anyKeyWord###! Brazilian Waxing Las Vegas
Appreciate the thorough analysis. For more, visit bricolaje y DIY .
deck contractor is something I’ve been researching. This helps a lot.
Photos of your injuries tell the story. A motorcycle accident attorney will use them. Tips at NC Work Injury Lawyer .
This was very beneficial. For more, visit hair salon san mateo .
What kind of exercises do you recommend after seeing a Tacoma chiropractor? Would appreciate insights from Chiropractor 72nd !
If your vehicle damage looks minor, a Kent accident lawyer can still prove your injuries are legitimate. Work injury lawyer
קיבלתי חשבונית מסודרת לעסק – אחלה שירות. קישור: מונית מנתבג לירושלים
I always spent my half an hour to read this web site’s articles every day along with a mug of coffee.
This was a fantastic resource. Check out Visit this link for more.
Property managers: found reliable recurring service through Sliding door repair near me for all our units.
Don’t give a recorded statement to the other driver’s insurer before consulting injury claims lawyer —it can seriously affect your claim.
Very informative article. For similar content, visit Military Divorce Lawyer .
“Thinking ahead, how often should we really expect to maintain or replace our roofs?” Metal Roofing Contractor Eclipse Metal Roofing
I’ve learned that having a knowledgeable and compassionate #injury lawyer# makes navigating these challenges much easier. personal injury lawyer
Native cyber web substances feel mature now. We’ve modularized UI on arkido web solutions with customized ingredients and SSR hydration.
Thanks for the detailed post. Find more at cocinas con isla Granada .
I enjoyed this article. Check out nutrición para embarazo for more.
take a look inside – Pages load quickly and the design is simple to understand.
learn more here – Layout is logical, and finding content is easy.
Great insights on locksmith scams and how to avoid them at Car Locksmith .
go to this marketplace – Everything is accessible, design is simple, and pages load well.
ניהול סיכונים בבניית קישורים לאחר עדכון ליבה: קניית קישורים לקידום אתרים
If you’re looking for a trustworthy roofer in Olympia, this team delivers fast, professional results with no hassle. Olympia roof replacement
I wish I had known about car accident chiropractors sooner! The treatment I’ve received has been life-changing. For anyone else recovering from an accident, I highly recommend exploring options at Tacoma Chiropractor .
Insurance companies move quickly to protect themselves—having a Kent car accident lawyer protects you just as fast. Kent car accident lawyer
Useful info for policyholders in Arizona — see Public Adjuster for local adjuster resources.
They take time to really listen to what’s bothering you, which makes all the difference. Car accident chirorpractor Tacoma
Thanks for the insightful write-up. More like this at https://flipboard.com/@Oklynfamil54?from=share&utm_source=flipboard&utm_medium=curator_share .
Love how concise yet informative this post is regarding common legal queries—especially those surrounding #Anykeyword#! negligence lawyer
Thanks for the insightful write-up. More like this at Painting professionals .
The spa-like atmosphere at Men’s Waxing Services Las Vegas # makes every visit feel special and luxurious.
This post nails it. Consistency across Google Business profiles is huge—learned that while doing local marketing in san jose. salazar digital contractor marketing
Great tips on maintaining plumbing systems! I always find that regular checks can prevent bigger issues down the line. Check out more insights at Melbourne 24/7 plumber .
מונית מירושלים לתל אביב בלי עיכובים – אלמא אקספרס מומלצים! מונית מירושלם לנתבג
I’m leaning toward calling NC Workers‘ Comp now so I don’t jeopardize my claim by waiting.
We had a cracked interlock—technician from affordable sliding door repair Vero Beach replaced it fast.
Been planning around DECK BUILDER and this is exactly the info I needed.
PIP and MedPay rules are confusing; get clarity now. Learn: truck accident lawyer
Amazing what kinds advancements technology brought along way regarding durability aesthetics nowadays compared years ago where choices limited somewhat 🤔💭!! ##Anykeyword## google.com
visit honeycoveoutpost – Layout is neat and pages load quickly, making browsing very easy.
I didn’t know about uninsured motorist coverage. My lawyer found it in my policy. See NC Workers‘ Comp .
Anyone comparing ridge vents vs. box vents in Glastonbury CT, ask roof installation for advice.
Night-and-day difference after roller replacement; scheduled through Treasure Coast Sliding Door Repair .
take a look inside – It’s well organized and navigating through sections is simple.
Interesting read on deck contractor . Bookmarked for later!
We hired Equity Roofing to replace our siding, and they did an amazing job with great attention to detail. Olympia Roofing Company
this online marketplace – Navigation is clear, and the site feels easy to explore.
This was helpful. For seasonal AC checkups, air conditioner repair makes booking easy.
I never knew this about deck contractor . Eye opening content.
learn more – Pages are clean, navigation is logical, and everything is easy to follow.
After just a few visits, I noticed a huge reduction in neck pain and stiffness. South Tacoma Chiropractor
Toilet overflows are urgent—don’t keep flushing. I called plumber near me and they quickly cleared a mainline blockage caused by tree roots using hydro-jetting and root inhibitor.
¡Excelente servicio de cerrajero ! Siempre disponibles cuando los necesito.
deck contractor is something I’ve been researching. This helps a lot.
Great information about deck builder in athens ! I’ve been looking into this for a while.
Anyone else experiencing better sleep since starting chiropractic sessions in Tacoma? Shoutout to your insights, Chiropractor 72nd !
Long-term injuries are often overlooked—something a Kent injury lawyer will not allow the insurer to ignore. personal injury lawyer near me
see details – Well-organized sections make exploring content straightforward.
Thanks for sharing this about deck builder in athens . Very helpful resource.
Helpful suggestions! For more, visit roof replacement service .
Thanks for the great explanation. Find more at best roofers near me .
Chơi có trách nhiệm và đặt giới hạn cá nhân khi sử dụng ##anyKeyword__ là điều quan trọng. sunwin jp
I found this very interesting. For more, visit website design agency .
Top tier solution every single time with SI Service Group! They’re unquestionably the most effective ac repair near me in Tupelo.
Had them out recently and the techs were punctual, specialist, and had my system cooling down quick ac repair
Thông tin về an toàn chơi trên sunwin africa rõ ràng, mình tìm thấy chi tiết ở tài xỉu sunwin .
The personalized approach taken by# anyKeyWord##! makes all the difference! Eyebrow Services Las Vegas
explore honeymeadow marketplace – Navigation is clear, and moving through sections is effortless.
Grease near the drive-through lane is gone— pressure washing services handled it safely.
see what’s inside – Everything is well structured and browsing is comfortable.
Child car seat damage should be reimbursed; truck accident lawyer can include it in the property claim.
This was quite helpful. For more, visit ferretería online .
Getting started might feel daunting—but don’t hesitate too long before seeking advice from reliable sources like local experts such as injury lawyers near you today! motor vehicle accident lawyer
מסודר וברור. כדי לשמור על טבעיות, אני מפזר סוגי עוגנים וממקורות שונים, כולל הפניות דרך החלפת קישורים .
If you favor minimal downtime, hire expert movers who specialise in company actions. Try fremont long distance movers .
explore this shop – Pages are organized logically, and navigating feels natural.
see inside the outpost – Browsing feels natural, pages are well organized, and design is clear.
My spouse and I are planning to visit a Tacoma chiropractor soon based on your advice here, thanks, Chiropractor Tacoma !
From the first phone call to the final cleanup, they were professional, prompt, and transparent. Commercial roofing Olympia
Choosing an experienced Kent accident lawyer can dramatically increase the value of your injury settlement. personal injury lawyer
If you’re hearing grinding, stop and call Treasure Coast Sliding Door Repair before damaging the track.
I was barely sleeping due to sciatic pain. Premier Chiropractic’s approach gave me my life back. Chiropractor Tacoma
Sehr gute Zusammenfassung — für professionelle Unterstützung in Zürich empfehle ich Reinigung Zürich .
learn more here – Pages are easy to move through thanks to tidy design and logical structure.
visit plum outpost – Pages are well organized and content is straightforward to follow.
Affordable ignition repair in Vero Beach—found through Treasure Coast Locksmith .
There’s so much misinformation out there! Ensure you’re getting accurate data by checking out resources at georgia personal injury lawyer
This was very enlightening. More at PGE contractors near me .
Excellent local suggestions — https://www.empowher.com/user/4806038 fixed my duct leaks and the house is cooler.
I never knew about the potential for vocational rehabilitation benefits until reading your post about workers’ compensation! ## NC Workers‘ Comp Lawyer
Great insights on roof maintenance; for anyone in need of a roofing contractor in Glastonbury, Connecticut, I’ve had a good experience with Exteriors of CT roof repair services .
Thank you for sharing such valuable info about workers’ compensation and the role of a Workers‘ Comp .
Do you think it’s necessary to have written contracts when hiring your chosen #RoofingContractors roofing contractor mesa
Fantastic post! Discover more at web design near me .
Thanks for the detailed post. Find more at The Kerner Law Group .
If you’re in LA and need a roof upgrade, consider going metal! Just make sure you hire an experienced contractor. Roofing Contractor Los Angeles
Legal strategy matters when fault is disputed, which is why counsel helps. I recommend car accident lawyer .
view this shop – Everything is intuitive and navigating the site feels natural.
Anyone know who can do sliding door tune-ups near PSL? I booked mine at door roller replacement Jensen Beach and it went smoothly.
discover the icicle outpost – Pages load quickly, and the design keeps things easy to follow.
This was a wonderful guide. Check out Kerner Law Group PLLC for more.
Excellent reminder to check shutoff valves under sinks and toilets. Quarter-turn ball valves are more reliable. plumber near me can replace sticky multi-turn valves.
This was nicely structured. Discover more at maquinaria profesional .
I found this very interesting. For more, visit The Kerner Law Group .
Equity Roofing and Exteriors came out the same day when we had a roof leak after a storm. Super reliable emergency service! Roof repair Olympia
view the offerings – Navigation is intuitive, content is tidy, and browsing flows well.
click to view – The interface is clean, and finding information is comfortable.
After just a few visits, I noticed a huge reduction in neck pain and stiffness. South Tacoma Chiropractor
EMDR with adolescents requires care; caregiver guides at EMDR psychotherapist explain how to support teens.
Anyone else obsessed with finding good skincare services? Check out what’s happening at Men’s Waxing Services Las Vegas #!
Very useful post. For similar content, visit Indoor Comfort Team .
This was very enlightening. For more, visit Kerner Injury Law Group .
open the outpost – Fast-loading pages with intuitive navigation make it easy to explore.
A top car accident lawyer in Kent WA knows how to document injuries clearly so insurers can’t downplay your pain. personal injury lawyer
I’m impressed with the results I’ve seen after visiting a Tacoma chiropractor! Thank you, Chiropractor near me !
Sleep and anxiety are linked; anxiety therapy shares therapist-approved sleep strategies.
visit this store – Fast-loading pages and a user-friendly interface make exploring effortless.
This was quite informative. More at cuidado nocturno mayores .
Appreciate the thorough information. For more, visit mejor relación calidad precio Arzúa .
This was beautifully organized. Discover more at mejor clínica capilar Jaén .
plum harbor portal – Easy-to-use menus and fast page loads enhance the browsing experience.
If your slider doesn’t latch smoothly, the keeper may need adjustment— Treasure Coast Sliding Door Repair can help.
זהב טהור! לבדיקת רעילות קישורים אני נעזר ב- קישורים חזקים .
Sidewalks cleaned by pressure washing service made our storefront look brand new.
meadowzone – Navigation is simple and content is easy to find.
This was quite useful. For more, visit Injury Recovery & Wellness Center .
I found this very interesting. For more, visit Injury Recovery & Wellness Center .
If your crawl space smells musty, inspect for drain leaks. We had plumber near me do a crawl assessment, fix a leaking ABS joint, and add a vapor barrier.
teal cove hub – Pages are neatly arranged, making navigation quick and intuitive.
visit this store – The layout is organized, making browsing easy and enjoyable.
I enjoyed this article. Check out Tankless Water Heater for more.
Rental car coverage after a crash can be tricky; car accident attorney can push the insurer to honor it.
Thanks for the informative content. More at Injury Recovery Centre .
Great points. Arizona property owners can find assistance at Public Adjuster Select Adjusters LLC .
Si te quedas fuera en Barcelona, guarda el número de cerrajero 24 horas .
Trauma therapy isn’t one-size-fits-all; comparison charts at EMDR therapy explain EMDR, CBT, and somatic approaches clearly.
Not sure who pays for a rental car? A quick call through vehicular accident lawyer to a car accident lawyer saved me money.
see the trading site – Interface is clean, pages load quickly, and everything is easy to follow.
Hello there! This is kind of off topic but I need some help from an established blog.
Is it hard to set up your own blog? I’m not very techincal but I can figure things out pretty fast.
I’m thinking about making my own but I’m not sure where to begin.
Do you have any points or suggestions? Many thanks
The most top tier moving company in Jacksonville fl certainly goes to Jaguar Moving, the best moving companies in Jacksonville fl in Jacksonville. moving companies jacksonville fl
browse the collection – Structure is easy to follow, making exploration enjoyable.
If you feel overwhelmed after a crash, a Kent car accident lawyer can take over every part of the claim. Kent injury lawyer
Dr. Roy is the most popular! He helped me get my lifestyles back after ache an harm after a car or truck accident. Car accident chiropractor
They walked us through the entire roof replacement process and finished on time. Highly recommended. Best roofers Olympia WA
Thanks for the insightful post on anxiety therapy—this article pairs perfectly with the resources at ADHD testing .
visit the page – Everything is well structured, making it easy to move through sections.
Mood stability is my goal. bioidentical hormone therapy comes up in discussions with peers. bioidentical hormone therapy near me
Spending hours at a computer gave me serious neck pain. Their treatments gave me lasting relief. Tacoma Massage
This guide to roof warranties helps; in Glastonbury, Connecticut, roofing contractor explained mine clearly.
I could have faced many complications without expert guidance; thankfully, I found such capable representation through my chosen # # anyKeyWord###! lawyer for truck injury
Who knew finding a good roofer in Benbrook could be this easy? Thanks, # # anyKeyWord# ! Roofing company Benbrook TX
The staff at Skincare Services Las Vegas really know their stuff when it comes to skincare services in Las Vegas.
Top tier solution every single time with SI Service Group! They’re definitely the most effective electrical service near me in Tupelo Tupelo electrician
Don’t let social media sink your case. A lawyer warned me what not to post. Read tips at NC Workers‘ Comp .
Wonderful tips! Find more at EPIs y seguridad laboral .
explore the store – Clean interface and logical layout make finding details simple.
orchardoutpost – Pages respond fast and information is easy to access.
check out quartz marketplace – Content is easy to locate and the design is user-friendly.
Very useful post. For similar content, visit Work Horse Sports Performance .
Business owners needing panic bars in Fort Pierce should look at Car Key Replacement .
Thank you for such an insightful post—it definitely cleared things up for me, and
for anyone needing carpet cleaning, AJS Carpet Cleaning is highly recommended due to
their commitment to certified-quality standards, their
well-trained technicians skilled in multiple cleaning techniques,
and their ongoing investment in updated industry practices even without referencing
specific certifications, a dedication ensuring strong performance and supports delivering exceptional results and excellent customer service.
see more details – Everything is arranged clearly, making it easy to find information.
Evidence disappears fast after a wreck; an attorney can preserve it immediately. See details: lawyer for accidents
Wonderful tips! Discover more at Chiropractic Care in Campbell .
We swapped to rollers with sealed bearings after tips from fix sliding door .
Trauma healing is nonlinear; progress tracking tools at trauma therapy help notice subtle shifts.
see details – The site is arranged thoughtfully, making navigation intuitive.
see inside the emporium – Content is neatly arranged, making navigation easy.
Thanks for the comprehensive read. Find more at cerca de la ruta del Camino de Santiago .
Thanks for the clear breakdown. More info at tricólogo Jaén .
Wonderful tips! Discover more at Kerner Law Group PLLC .
I liked this article. For additional info, visit alopecia femenina Albacete .
We replaced brittle weatherstripping—ordered and installed via emergency sliding door repair Stuart .
Thanks for the great information. More at L Salon mens haircuts .
click to visit – Pages respond quickly and the content is easy to browse.
Appreciate the detailed information. For more, visit Kerner Law Group .
Just started taking my older dog to classes aimed at seniors—can’t believe how much she’s learning still here in VA Beach!! # # anyKeyWord ## https://maps.app.goo.gl/cH5opfcKHByNaD7x6
I’m impressed with the rust removal results. Found a specialist through pressure washing greenville sc .
check it out here – Layout is clear and intuitive, making browsing effortless.
Great breakdown of child psychological assessments— EMDR therapy offers a clear evaluation process.
Sehr nützliche Hinweise zu Reinigungsmitteln und Umweltaspekten. Nachhaltige Firmen sehe ich oft auf wohnung zürich .
bazaarcentral – Navigation is intuitive and pages respond quickly.
Thanks for the detailed guidance. More at Kerner Injury Law Group .
The practical grounding scripts are so helpful. Additional scripts and worksheets at EMDR therapy .
windbazaar – Smooth navigation with fast-loading pages makes browsing simple.
This was very enlightening. For more, visit Kerner Law Group PLLC .
check store page – Pages are organized logically, making the site simple to navigate.
If you’re looking for anti-aging solutions, check out what’s available at Facial Treatments Las Vegas in Las Vegas!
check the site – Everything loads quickly, the interface is clean, and browsing feels effortless.
quartz orchard hub online – Well-structured pages and clear menus make browsing effortless.
Thanks for the insightful write-up. More like this at marcas de herramientas profesionales .
Boundaries aren’t walls; mother–daughter boundary scripts at grief counseling model firmness and warmth.
If English isn’t your first language, look for bilingual firms listed on truck wreck attorney .
Great reminder about attic insulation! In Glastonbury, Connecticut, roofing contractor can evaluate your setup.
Blending IFS and mindfulness allowed me to be curious instead of reactive. I broke down a 5-minute routine at DBT .
If you’re looking for guidance after a crash, consider reaching out to a trusted injury law firm !
This article is spot on about not signing anything too soon. A car accident lawyer reviews documents before you agree. Resource: Workers Comp .
visit the orchard – Layout is neat, pages load quickly, and moving around is easy.
Very practical advice — saved me a service call. If needed, AC Repair handles Fayetteville AC Repair well.
jasperharboroutpost – The layout is neatly arranged, allowing users to browse without any hassle.
Very useful — for Mesa preventative roof care, see roofing company .
Navigating insurance claims can be tricky without an expert—thankfully I found my amazing truck !
EMDR’s outcomes have strong research support—citations available at EMDR therapy .
Thanks for sharing this! I had my garage door fixed by Garage door repair , and they did an amazing job!
I enjoyed this article. Check out Pressure washing services for more.
Clearly presented. Discover more at teleasistencia Santiago .
This was quite useful. For more, visit Injury Recovery Chiropractic Center .
woodcorner – Browsing is intuitive and information is clear.
bazaarcorner – Layout is organized and navigation feels natural.
This was quite informative. More at opiniones alojamiento Arzúa .
view this shop – Pages load well, and navigating the site is simple and comfortable.
Appreciate the thorough insights. For more, visit postoperatorio injerto capilar .
Your approach to patient-specific brow shape goals is thoughtful; I added visual guides at botox St Johns .
Great job! Discover more at opiniones clínica capilar Jaén .
Muy recomendable para pisos y locales, cerrajero en Barcelona 24 horas cerrajero
תובנות נהדרות על סמכות דומיין. הרחבות וקייסים ב- חברה לבניית אתרים .
Be cautious with recorded statements. I followed guidelines from car accident attorney before agreeing.
check the site – Layout is organized, making it simple to explore content.
I appreciate the reminder that somatic therapy isn’t just about relaxation; it’s about restoring felt safety in the body. More thoughts on this at somatic therapy .
After high winds on Route 2 in Glastonbury CT, metal roofing handled my missing shingles promptly.
Thanks for emphasizing insurance— pressure washing services provided proof before starting.
online quick harbor – Smooth experience, easy-to-follow structure, and fast page loads.
Repairing ruptures in mother–daughter therapy is powerful; repair scripts at trauma therapy can guide the moment.
If your toilet rocks, the flange may be damaged. The pro from plumber near me installed a repair ring and new closet bolts, then reseated with a wax ring.
This was quite informative. More at Injury Recovery Chiropractic Center .
Thanks for the detailed guidance. More at web design services .
Trusting professionals like those found here really pays off – don’t hesitate; book today:# anyKeyWord##! Men’s Waxing Services Las Vegas
visit harborstonebazaarhouse – Layout is clean and navigation feels smooth throughout.
Your pacing around childhood memories honors safety. Child therapy FAQs at Psychotherapist .
I appreciated this article. For more, visit general contractor near me .
discover the marketplace – Pages respond quickly, and navigation feels smooth and intuitive.
discover more – Smooth navigation and responsive pages improve the experience.
Thanks for the great explanation. More info at southwest long distance moving services .
This was very beneficial. For more, visit ferretería Albacete .
ADHD testing includes ruling out sleep issues; Psychiatrist lists differential diagnoses to consider.
Appreciate the advice on moving with kids. We booked family-friendly movers via movers .
This was a fantastic read. Check out local moving company for more.
I’ve been struggling with a leaky faucet for weeks! Your suggestions are just what I needed. Explore more helpful content at cheap Melbourne plumber .
corneremporium – Layout is organized and browsing flows smoothly.
bazaarcentralhub – Navigation is effortless and pages respond quickly.
The door handle snapped off; I found an exact-match replacement through Treasure Coast sliding door repair Fort Pierce .
Appreciate the comprehensive insights. For more, visit Thats A Wrap Power Washing .
If you’re considering a new roof, check with https://maps.app.goo.gl/gPcWrPMMpAxx6zsV6 for competitive pricing and quality work.
click to view – Pages are simple and well arranged, making navigation effortless.
Oncology-related PTSD is real; psychoeducation and coping tools at cancer counseling give language for symptoms.
Are recorded statements risky without a lawyer’s advice? Workers‘ Compensation Lawyer
If you suffered a spinal injury, choose a firm with medical expertise—browse options at truck accident attorney .
If you want energy-efficient shingles in Glastonbury CT, check with shingle roofing .
Nicely detailed. Discover more at The Kerner Law Group .
Appreciate the thorough write-up. Find more at Work Horse Sports Performance .
Thanks for the valuable article. More at enfermería a domicilio Santiago .
Don’t pay out of pocket if you don’t have to— auto accident attorney led me to a car accident lawyer who coordinated billing.
This was a great article. Check out alojamiento para peregrinos Arzúa for more.
official page – Clear design and fast-loading pages make navigating stress-free.
This was very enlightening. For more, visit alopecia Jaén .
This was highly educational. More at website designer near me .
Danke, hat mir bei der Vorbereitung sehr geholfen. Für kurzfristige Aufträge empfehle ich Reinigungsfirma Zürich .
This was nicely structured. Discover more at financiación injerto capilar .
EMDR’s phased approach builds safety first—read more at EMDR therapy .
quickstone gallery – Layout feels balanced, and content is easy to find and understand.
כל הכבוד! עם בניית חנות וירטואלית שיפרנו את הסכמה והסניפים בגוגל.
Effects stemming directly from accidents often linger longer than anticipated which reinforces importance surrounding partnerships formed between clients attorneys fighting relentlessly together ensuring fair compensations received promptly alongside personal injury lawyers in georgia
This was a wonderful guide. Check out Kerner Injury Law Group for more.
browse harborstone site – Smooth pages and tidy layout make exploring simple.
We had non-stop laughter and fun thanks to our choice of a giant bouncer from ##anyKeyword#. rent snow cone machine
We had old furnishings moved competently due to professionals we came upon on long distance movers fremont .
I found this very helpful. For additional info, visit Family lawyer Brooklyn .
visit homepage – Everything flows smoothly, making the experience enjoyable.
zencentralmarket – Navigation is straightforward and content is well-structured.
Trustworthy: I felt completely comfortable having their team on my property. They were respectful, professional, and trustworthy throughout the entire process. pressure cleaning near me cost
Sidewalk edge lines are now crisp—thanks to pressure washing services for thorough rinsing.
artisanbazaar – Layout is tidy and exploring content is easy.
Just moved to Virginia Beach and looking for dog training classes. Any suggestions? Dog Training in Virginia Beach
Very nice article. I absolutely love this website. Keep writing!
Loved the metaphor of trauma as an alarm system. More psychoeducation at child therapy .
If liability is contested, a lawyer can secure accident reconstruction. See georgia personal injury lawyer .
Trauma therapy often integrates the body; somatic tracking sheets at cancer counseling can guide practice at home.
Valuable information! Discover more at ferretería online Albacete .
This was very enlightening. For more, visit Kerner Law Group .
discover more – Pages load quickly, and the site feels organized overall.
Appreciate the detailed insights. For more, visit pool demolition .
see details – Well-arranged pages make content easy to find.
This was highly useful. For more, visit Injury Recovery Chiropractic Center .
view the trading site – Minimal design and structured content allow effortless navigation.
see inside hazelharbortrading – Content is well-arranged, making browsing straightforward.
check out rainharborcollective – Clean layout and logical menus make browsing enjoyable.
tradingoutlet – Layout is well-structured and moving between sections is easy.
If you’re weighing repair vs. replace in Glastonbury CT, consult roofing company for honest advice.
I enjoyed this article. Check out cuidado de personas dependientes for more.
This is highly informative. Check out Brooklyn divorce lawyer for more.
Appreciate the info on ventilation—Glastonbury CT homeowners can get an expert assessment from Exteriors of CT roof replacement experts .
valecovemart – Browsing is quick and interface is simple to use.
EMDR’s reprocessing can feel intense; aftercare tips at mother daughter therapy support integration days.
discover more – Information is displayed in a clean and accessible manner.
Personal cualificado y herramientas adecuadas para abrir mi puerta sin daños. cerrajero 24 horas
Thanks for the great information. More at caída del cabello Jaén .
Appreciate the helpful advice. For more, visit opiniones alojamiento Arzúa .
This was nicely structured. Discover more at diagnóstico capilar gratuito .
If a government vehicle was involved, deadlines are shorter. Check georgia personal injury lawyer and act fast.
Couples: Share stress-reducing conversations nightly. A guide is at somatic therapy .
Our fence line looked brighter within hours thanks to pressure washing service .
Our pet door insert affected the glide; tech from Stuart sliding door service recalibrated everything.
I liked this article. For additional info, visit Injury Recovery Center .
Partnering schools hosting workshops educating students reaffirms commitment nurturing safe environments within shared spaces daily!!!# 任何关键词 # negligence lawyer
view this store – Pages load efficiently, and the overall browsing experience is pleasant.
Avoid common pitfalls by reading up on dos and don’ts post-accident via helpful guides at traffic accident lawyer
Meadow Harbor Shop – Well-organized pages and clear content make exploring the site effortless.
I found this very helpful. For additional info, visit Injury Recovery & Wellness Center .
I was worried about window seals, but pressure washing greenville sc used gentle methods around frames.
We appreciated the follow-up call from Cheap movers Chicago to ensure everything went well.
The estimate matched the final bill—rare these days. Thanks to Fort Worth TX Auto Mover’s for matching us with honest movers.
Thanks for the thorough analysis. More info at Gordon Law, P.C. – Brooklyn Family and Divorce Lawyer .
wheatshop – Pages load quickly and moving through the site is effortless.
valecoveshopzone – Smooth navigation and pages open quickly.
visit this page – Navigation is smooth, pages load in no time, and design is minimal.
Couples therapy gets powerful when partners learn to repair quickly after ruptures. I collected repair scripts on DBT .
Sehr gute Zusammenfassung — für professionelle Unterstützung in Zürich empfehle ich schnelle Wohnungsreinigung .
Your insurer isn’t your enemy, but they’re not your advocate either—your lawyer is. See: commercial truck accident lawyer
Cancer survivorship includes body trust; interoception practices at trauma therapy rebuild that connection.
This was quite useful. For more, visit acompañamiento a personas mayores .
learn more here – The interface is simple, making content easy to access.
Thanks for the informative post. More at Kerner Injury Law Group .
Garage-to-apartment moves are simpler with a ramp. The Chicago moving company from Go Chicago Auto Mover’s Experts brought all the gear.
Awesome article! Discover more at Workhorse Sports Perfomance .
Great insights! I’ve been shopping for secure “pest keep watch over close to me” after noticing ants and coffee roaches across the kitchen. Your tricks on sealing entry elements and scheduling seasonal inspections are spot-on get redirected here
This was a fantastic resource. Check out casa de aldea Arzúa for more.
This was very enlightening. For more, visit alopecia femenina Albacete .
¿Cobran desplazamiento aparte? Pregunta frecuente que resolví con cerrajero 24 horas .
If your insurance needs a credible estimate in Glastonbury, Connecticut, metal roofing can help.
view the outpost – Fast-loading pages and logical layout make navigation easy.
This was very enlightening. More at trusted roofers Lorena .
this website – The interface is clear, and moving through content feels natural.
Awesome article! Discover more at mens haircut san mateo .
covecentral – Interface is clean and information is simple to access.
Holidays can intensify grief; planning guides at grief counseling help set expectations and supports.
valecovemarket – Browsing feels effortless with a clear interface.
Couples repair after ruptures can change everything. Find couples specialists: couples therapy .
The team at the Harrisburg moving company was professional and efficient. Best Harrisburg movers
Validation + boundary = compassion with clarity. My sentence stems are on somatic therapy .
enter the store – The arrangement is clean and helps users move around easily.
Gute Tipps zur Rechnungsprüfung nach der Reinigung. Anbieterbewertungen finden Sie bei abnahmegarantierte Endreinigung .
This was quite informative. More at roof replacement service .
I’ve seen huge before-and-after results on patios—booking through pressure washing services was super easy.
I highly value Norfolk car shipping’s commitment to customer satisfaction. Norfolk car shippers
For sensory overload, EMDR therapy offers practical regulation tools kids can actually use.
If the insurer denies your claim, georgia car accident lawyer can file suit and push the case forward.
Thanks for the great tips. Discover more at Kerner Law Group .
I appreciate the low-pressure approach on stucco— pressure washing service did it right.
explore the store – The interface is simple, letting users locate details quickly.
Loved the section on change management. We paired it with a pre-move walkthrough video provided by a mover we found on Fort Worth apartment movers —employees knew exactly where to go on day one.
Anyone else think that more public transportation could help reduce car accidents in Atlanta? georgia accident lawyer
If you’re noticing nail pops in Glastonbury, Connecticut, have Exteriors of CT roof replacement experts take a look.
Am thrilled connect with others equally passionate about fostering healthy relationships between humans & their four-legged companions alike!!!# # anyKeyWord ## https://share.google/azK9tYp4kWRo300vZ
A detailed look at traffic laws can shed light on your case—consider researching car accident for guidance.
Joint stiffness eased after I applied lessons echoed in bioidentical hormone therapy. St Johns FL bioidentical hormone therapy
This was nicely structured. Discover more at aseo e higiene personal mayores .
Благодарю за совет. Подобное редко
встретишь в интернете!
Проверил по вашему методичке —
запах пропал! Теперь знаю, как бороться
от запаха в домашних условиях!
Личный опыт
У меня была такая же проблема: из стиралки воняло канализацией решил следующим образом:
Прочистил фильтр и сливной шланг.
Запустил холостой цикл с спецсредством.
Протер резиновую манжету.
Вдруг поможет другим!
Try to schedule your move mid-week to save money. I found good weekday rates on Go Chicago Auto Mover’s Experts .
explore the store – Fast-loading pages and logical design make navigating simple.
Thanks for the thorough analysis. More info at consulta capilar Jaén .
alpinezone – Layout is simple and pages appear quickly.
The crew navigated tight stairs expertly—thanks to Roswell commercial movers for the Roswell mover referral.
Wonderful tips! Discover more at alojamiento con cocina compartida Arzúa .
This was quite informative. For more, visit postoperatorio injerto capilar .
artisanmarket – Well-organized pages make browsing effortless.
DBT mindfulness is about effectiveness, not perfection. I summarized principles on IFS .
If you live in Glastonbury, Connecticut and your shingles are curling, give roof installation a try for a quick inspection.
Turn on hazard lights immediately. This small step can prevent secondary accidents—saw it emphasized on auto accident attorney .
enter raven willow – A neat layout with clearly presented items, making it simple to explore.
Nützliche Hinweise zur Übergabe an den Vermieter. Angebote und Preise: sichere Endreinigung .
Well explained. Discover more at Indoor Comfort Team .
Couples navigating betrayal trauma can benefit from structured sessions. Locating specialists: neurodivergent therapy .
Appreciate the detailed insights. For more, visit Kerner Law Group .
see the store – Tidy layout and easy-to-read content make exploring enjoyable.
Thanks for the valuable insights. More at Injury Recovery Centre .
official page – A simple, organized design ensures a pleasant user journey.
Helpful suggestions! For more, visit Injury Recovery Centre .
Hilfreicher Beitrag! Für kurzfristige Endreinigung in Zürich nutze ich Endreinigung Zürich .
wavemeadowhub – Layout is neat and exploring sections is straightforward.
check store page – Clean design and organized pages create a pleasant browsing experience.
A Harrisburg moving company saved me so much time during my move. Long distance movers Harrisburg
valecovemart – Browsing is quick and interface is simple to use.
This was quite informative. More at Hibernia Bar .
This was a great article. Check out asistencia a mayores Santiago for more.
If you’re shipping a low-clearance car, tell Norfolk car shippers so they can assign the right trailer.
Useful advice! For more, visit Kerner Law Group PLLC .
Trauma-informed somatic work means going slow and titrating. I posted safety-first guidelines at CBT .
For seasonal cleanups, I’ve set reminders to book pressure washing greenville sc .
Thanks for clarifying units vs. syringes; people mix that up with fillers. Detailed explainer: botox. botox near me
Wonderful tips! Find more at pet friendly Arzúa .
Thanks for the insightful write-up. More like this at FUE Albacete .
Great advice about soft washing for roofs. We found specialists via residential pressure washing .
Solid advice on moving with pets. For the heavy lifting, I rely on southwest movers in san francisco .
The estimate process at Fort Worth moving companies was quick—virtual walkthrough and a clear quote.
This was quite enlightening. Check out Plumbers for more.
I compared binding and non-binding estimates; Best Chicago movers explained the differences clearly.
Component governance as a product is late. We mounted a issue registry for Arkido web agency and onboard faster.
Every car accident case is unique; having a knowledgeable accident attorney is essential for personalized advice.
If your physical therapy was denied, car crash lawyer can appeal and support medical necessity.
Appreciate the thorough insights. For more, visit Tankless Water Heater .
Appreciate the thorough write-up. Find more at Workhorse Sports Perfomance .
La gestión de accesos es clave para prevenir robos y garantizar la tranquilidad tanto del propietario como del huésped. cerrajero 24 horas
open river cove – Pages respond quickly and the structure helps users find items easily.
For a trustworthy roofing contractor in Glastonbury, Connecticut, I recommend roof installation based on my experience.
artisanhub – Layout is clear and moving through sections is simple.
Thanks for the insurance tips. I got a COI from the Santa Ana carrier and saved it—booked through open vehicle shippers Santa Ana .
Appreciate the detailed information. For more, visit The Kerner Law Group .
ridge emporium – Pages are structured logically, making browsing straightforward.
bazaaremporium – Pages load fast and interface is user-friendly.
browse items – The layout is clean, helping users find information quickly.
Great article emphasizing quality service—definitely will consider ####anykeyword#### for our home renovation project soon! https://maps.app.goo.gl/gPcWrPMMpAxx6zsV6
Appreciate the comprehensive advice. For more, visit Injury Recovery & Wellness Center .
Hello, i think that i saw you visited my website thus i came to “return the favor”.I am
attempting to find things to improve my website!I
suppose its ok to use some of your ideas!!
Look into my site … digital marketing agency Egypt
Thanks for sharing these tips. Homeowners around Glastonbury, Connecticut can find solid roofing help at roof replacement .
Great tips on maintaining plumbing systems! I always find that regular checks can prevent bigger issues down the line. Check out more insights at residential plumber Melbourne .
Good reminder to book early during peak season. I locked in a carrier through Norfolk vehicle shipping and saved money.
Settlement offers often start low; a lawyer levels the playing field. See: auto accident attorney
Sehr guter Leitfaden zur Zeitplanung beim Umzug. Angebote vergleiche ich auf Umzugsreinigung mit Abnahmegarantie .
This was a wonderful post. Check out atención sociosanitaria Santiago for more.
My search for a dependable Harrisburg moving company is over! Long distance movers Harrisburg
sky harbor hub – Fast-loading pages with a clean layout make browsing effortless.
This was quite informative. For more, visit casa de aldea Arzúa .
This was beautifully organized. Discover more at alopecia androgenética hombres .
I found this very helpful. For additional info, visit financiación injerto capilar Jaén .
Great reminder: let chemistry work— pressure washing greenville sc times dwell perfectly for tough grime.
harborcorner – Pages load quickly and exploring the site is simple.
visit this store – Neat interface and rapid page loads create a pleasant browsing experience.
Danke, hat mir bei der Vorbereitung sehr geholfen. Für kurzfristige Aufträge empfehle ich endreinigung mit abgabegarantie .
valecovemarket – Browsing feels effortless with a clear interface.
Thanks for the thorough analysis. More info at PGE certified trenching contractor .
this website – Structured content and clear sections make browsing simple.
This platform allows us connect share experiences learn grow together encourages collaboration partnerships foster supportive environments cultivate positive vibes create safe spaces cultivate engaging dialogues spark curiosity fuel explorations exp share.google
visit homepage – Everything loads smoothly, and the layout makes exploration easy.
We needed certificate of insurance for our building; Roswell movers helped us find Roswell movers who provided it quickly.
Our garage floor finally looks clean. We found help through pressure washing services .
If you want insured movers in Fort Worth, compare options at Cheap movers Fort Worth . Peace of mind is worth it.
Spoliation can ruin your case—my attorney from accident claim lawyer moved quickly to secure evidence.
Hi, I read your blog daily. Your writing style is witty, keep up the good work!
Leuk overzicht van de spellen! Ik merk zelf dat ik tegenwoordig vaker kies voor live roulette omdat de interactie met de dealer het toch wat echter maakt dan die standaard gokkasten blackjack basisstrategie
Loved the advice on choosing shingles. Glastonbury CT homeowners can compare options through Exteriors of CT roof replacement experts .
Als Jugendtrainer sehe ich die Fortschritte bei der KI-Videoanalyse mittlerweile sehr zwiespältig https://lunamclucas167.gumroad.com/
I enjoyed this read. For more, visit Kerner Injury Law Group .
Couples therapy can absolutely support trauma healing within relationships. I’ve seen good guidance at EMDR therapy .
This was quite useful. For more, visit Pressure washing services near me .
This was highly useful. For more, visit cuidadores personas mayores Santiago de Compostela .
Lincoln Park to Rogers Park was a breeze with the help I got through Local movers Chicago .
Migraines: track triggers and injection patterns with your clinician. Diary template at botox. botox near me
garnettraders – Smooth browsing and finding information is effortless.
valecoveshopzone – Smooth navigation and pages open quickly.
Danke — die Checkliste war sehr hilfreich. Wenn jemand eine zuverlässige Endreinigung in Zürich sucht: Umzugsreinigung Zürich .
Great insights! Discover more at alojamiento cerca de Arzúa .
Excellent post on comparative negligence and the way it impacts settlements. People as a rule don’t become aware of partial fault doesn’t mean no recuperation. Consulting a car ruin legal professional can make a sizable difference in final result Car wreck lawyer
Thanks for the useful suggestions. Discover more at caída del cabello causas .
This was a wonderful guide. Check out trasplante capilar Jaén for more.
open the outpost – Easy-to-use design with pages that load quickly and clearly.
official page – Organized sections and clean layout ensure a simple user experience.
Very good article. I definitely appreciate this website.
Thanks!
Norfolk car shipping turned a stressful process into a simple one. Norfolk auto shipping
Lantern Orchard Outpost – Clear sections and smooth navigation make the site enjoyable to browse.
After the pollen season, pressure washing greenville sc made our porch livable again.
I am not sure where you’re getting your info, however good topic.
I needs to spend a while finding out more or understanding more.
Thank you for fantastic info I used to be in search of
this info for my mission. https://Vucovuco.com/index.php?page=user&action=pub_profile&id=72614
If you’re moving from Harrisburg suburbs, try Local movers Harrisburg to map out costs and timelines.
check out the harbor – Well-arranged sections help users find information easily.
Appreciate the helpful advice. For more, visit Hiberina Bar .
Ethical nudges over darkish patterns—yes please. We audited Arkido tutorial to get rid of misleading flows.
Hey! I know this is kind of off topic but I was wondering which blog platform are you using for this site?
I’m getting tired of WordPress because I’ve had issues with hackers and I’m looking at
alternatives for another platform. I would be great if you could point me in the
direction of a good platform.
Solid info here. My go-to roofing contractor in Glastonbury CT has been Exteriors of CT roof replacement experts .
artisanmarketplace – Pages respond fast and browsing is straightforward.
artisanoutlet – Clean structure and content is easy to access.
The Roswell movers we chose via Office moving companies Roswell had awesome reviews and lived up to them.
I enjoyed this article. Check out Boat Shrink Wrapping for more.
Good point about water sources; commercial pressure washing brought their own tank.
Fort Worth moving company delivered on time, wrapped everything, and stayed within budget. Booked via Fort Worth TX Auto Mover’s .
Fantastic job done by staff here; now officially hooked on regular trips due solely too ### Facial Treatments Las Vegas
take a look here – Pages are structured cleanly and browsing feels natural.
Addressing burnout in parents of neurodivergent kids is crucial. Support and referrals: EMDR therapy .
I have been exploring for a little bit for any high quality articles or weblog posts on this sort of
space . Exploring in Yahoo I ultimately stumbled
upon this web site. Studying this information So i’m happy to express that I
have a very just right uncanny feeling I found out just what I needed.
I such a lot indubitably will make certain to do not fail to remember this web site and give it
a glance regularly.
Look at my blog post … đăng ký w88
Gute Hinweise zur Qualitätskontrolle nach Abschluss der Reinigung. Bewertungen sind auf Umzugsreinigung Angebote Zürich verfügbar.
”As we move forward let’s carry lessons learned share knowledge gained extend h Skincare Services Las Vegas
For delicate antiques, Cheap movers Chicago used double-walled boxes and extra padding.
This was very insightful. Check out Tootoonchi Chiropractic adjustment for more.
If you’ve lost keys or the car won’t start, no problem. The tow team I found on sell my junk car naples fl had a winch and paid cash anyway.
I’ve been telling everyone about # # anyKeyWord# # after they fixed my leaky roof! Roofing company
Hello i am kavin, its my first time to commenting anyplace, when i read this
post i thought i could also create comment due to this sensible post.
my blog post; w88 link vao nhanh nhat
PUPIL OF FATE MOTORS https://auto.ae/pupiloffatemotors автосалон премиум авто в Дубае. Продажа роскошных автомобилей, эксклюзивные модели и индивидуальный подбор. Помогаем выбрать, оформить и доставить авто с гарантией качества и высоким уровнем сервиса.
Эко-бытовая химия http://reporter63.ru/content/view/784903/himiya-dlya-uborki-sekrety-effektivnosti-i-bezopasnosti в Санкт-Петербурге — средства для уборки без вредных компонентов. Эффективная очистка, безопасность для здоровья и окружающей среды. Широкий ассортимент и доставка по городу.
“Anyone else think that self-care rituals like waxing are vital? Love visiting # # any Keyword ###.” Teeth Whitening Las Vegas
Самое интересное: https://madeinpolska.ru/
artisanhub – Smooth browsing and pages open quickly.
Nicely done! Find more at Family lawyer Brooklyn .
Thanks for the insightful write-up. More like this at Work Horse Sports Performance .
Have you ever thought about including a little bit more than just your
articles? I mean, what you say is important and everything.
But just imagine if you added some great graphics or videos to give your posts more, „pop“!
Your content is excellent but with pics and clips, this website could definitely be one of the most beneficial in its niche.
Great blog!
Also visit my homepage: buy sexual aid online Canada
Currently it sounds like Movable Type is the preferred blogging platform available right now.
(from what I’ve read) Is that what you are using on your blog?
Also visit my web-site – w88 link vao nhanh nhat
My estimate from apartment movers Milwaukee was spot on; finished under budget even with an extra stop in Shorewood.
Just shipped my sedan from Irvine to Austin—smooth pickup near the Spectrum. Got the carrier via car shipping in Irvine .
Choosing Norfolk car shipping was the best decision for my move. Norfolk car shippers
Hydration and sleep support healing. Recovery tips at botox. botox near me
”From start till finish each moment spent felt cherished deeply—a true gift offered freely within bustling city limits!” Skincare Services Las Vegas
I’ve been struggling with a leaky faucet for weeks! Your suggestions are just what I needed. Explore more helpful content at local Melbourne plumbers .
Thanks for the detailed guidance. More at Injury Recovery Center .
This was very insightful. Check out Divorce Lawyer Brooklyn NY for more.
The Harrisburg moving company I worked with was punctual and professional. Best Harrisburg movers
Newark winters can be tricky—our mover from Newark moving company brought floor runners and protected the entryway from salt.
ruby orchard deals – Clearly structured pages with fast loading make navigation natural.
explore the store – Clean interface with logical content flow makes navigation effortless.
Have you seen the success stories shared on https://share.google/azK9tYp4kWRo300vZ ? They motivate me every day!
artisanbazaar – Layout is tidy and exploring content is easy.
I was recommended this blog by my cousin. I’m not sure whether this post is written by him as nobody else know such
detailed about my problem. You are incredible! Thanks!
Here is my blog post … cách đăng nhập w88
Modern ground fault sensor monitor the condition of electrical networks and protect equipment. They offer rapid fault detection, high accuracy, and reliability for industrial applications.
The staff at Eyebrow Services Las Vegas made my first time getting a Brazilian wax a breeze! Love this place in Las Vegas.
Your point about pacing childhood trauma work resonates. For child-specific therapists, see EMDR therapy .
Our movers assembled nursery furniture—saw that service listed on Roswell Mover’s for Roswell companies.
Sehr nützliche Hinweise zu Reinigungsmitteln und Umweltaspekten. Nachhaltige Firmen sehe ich oft auf Wohnungsreinigung Zürich .
For all my fellow beauty enthusiasts: don’t miss out on trying Brazilian waxing! Check out Men’s Waxing Services Las Vegas .
Great breakdown of what to do accurate after a crash. One tip I’d upload is to contact a specialized car wreck lawyer as early as you may so proof and witness statements are preserved Wrongful death lawyer
Big thanks to the experts at commercial locksmith Orange County for getting me back into my home after being locked out!
Anyone else obsessed with how long the results last after visiting Skincare Services Las Vegas ?
We wanted weekend availability and stumbled on huge professional movers by means of moving companies in santa cruz .
For cross-country moves, consider split shipments if you need essentials first; strategy at Cincinnati apartment movers .
This is very insightful. Check out trusted roofers Lorena for more.
Communities thrive best when they support each other ; keep spreading awareness around effective alternatives which lessen risks involved during major projects impacting all lives living locally while still pushing progress forward -learn what those Orange County underground utility locating
The importance of knowing where utilities are located cannot be overstated; thank you for bringing attention to this topic—check out additional resources at Orange County vacuum excavation !
Hi, yeah this paragraph is truly fastidious
and I have learned lot of things from it on the topic of blogging.
thanks.
Check out my web page :: sexual aid products
This is quite enlightening. Check out roof replacement near me for more.
Basement stairs in older Chicago buildings are tricky—glad Long distance movers Chicago offers experienced movers for tight spaces.
After each session here I walk away feeling empowered & beautiful; truly grateful for what these specialists do daily! Brazilian Waxing Las Vegas
Thanks for the great information. More at Kerner Law Group PLLC .
The atmosphere of relaxation while getting a Brazilian wax is unbeatable at ## Men’s Waxing Services Las Vegas
A trusted attorney is key to navigating the often confusing world of wills and trusts effectively! california estate planning
solar mint hub – Pages are well-structured and moving through the site feels smooth.
Guter Beitrag zur Wohnungsendreinigung. Für kurzfristige Termine schaue ich bei Wohnungsreinigung Zürich nach.
I’m always amazed by how efficiently contractors complete jobs using vacuum technology—it’s a real boon for our community in Orange County! Check out vacuum excavation orange county .
Thanks for the informative post. More at AC Repair Services .
I need evening availability after work— long distance movers Allentown seems flexible for Allentown apartment moves.
“I wish I’d started earlier in life with Brazillian Waxing; glad there are great resources available like those at # # anyKeyWord # #.” Eyebrow Services Las Vegas
Your Q&A on pain levels is reassuring; botox lists numbing options for sensitive clients. St Johns FL botox
Последние изменения: https://ans-mood.ru
Самое важное сегодня: https://okit-shop.ru
Все подробности по ссылке: https://expert-centr.ru
Последние изменения: https://krskmedia.ru
Самое полезное для вас: https://miocardin.ru
A huge thanks to everyone at # # anyKeyWord# —you guys made this process smooth and easy! google.com
Professionalism matters, and my Harrisburg moving company delivered. Harrisburg commercial movers
Hey there! I just wanted to ask if you ever have any issues with hackers?
My last blog (wordpress) was hacked and I ended
up losing many months of hard work due to no backup.
Do you have any solutions to stop hackers?
This was a wonderful post. Check out water heater repair for more.
I learned so much about the technology used in utility locating from this post! Thanks! Fresno utility potholing
Great breakdown of what to do exact after a crash. One tip I’d add is to touch a really expert automotive smash legal professional as early as that you can imagine so facts and witness statements are preserved Houston car accident lawyer
Don’t pay for towing—most legit Naples buyers tow free. I vetted them through used auto parts naples fl before accepting.
A must-visit spot whenever passing through town; they truly know how deliver luxurious experiences—from start till finish! Men’s Waxing Services Las Vegas
These DIY plumbing tips are super helpful! I’m going to try some of these this weekend. If you’re looking for more ideas, check out commercial plumber Melbourne .
Love seeing all the happy dogs at the beach! Training tips can be found at maps.app.goo.gl for those interested.
Gute Übersicht zu Reinigungsfirmen in der Region. Für ein Angebot nutze ich regelmäßig Umzugsreinigung mit Garantie .
Managed IT services have been a game changer for our company in California! Visit Technology Relocation Experts California to learn more.
Affordable rates without sacrificing quality—found through Cheap movers Fort Worth .
Только что опубликовано: https://gz-neft-khantos.ru
Полная версия по ссылке: https://visatuning.ru
Подробности на странице: https://csa-pnzgu.ru
Узнать больше здесь: https://porta-plus.ru
Новое в категории: https://grand-fish.ru
discover the outpost – Structured layout and responsive pages create a pleasant experience.
I had fragile art to move out of New Britain—this link led me to experts: Cheap movers New Britain
Wonderful tips! Discover more at Pressure washing Mt Sinai NY .
Юридические услуги
Spot on with this write-up, I seriously believe this
web site needs a lot more attention. I’ll probably be returning to see more, thanks for the information!
Also visit my website best supplements Canada
Great post; I saved 15% booking off-peak with a Peoria mover I compared on Peoria international movers .
Norfolk car shipping turned a stressful process into a simple one. Norfolk car shippers
Самое важное сегодня: https://avtoarh.ru
Читать расширенную версию: https://oktvesti.ru
Ежедневный обзор: https://renetop.ru
Все подробности: https://radiolom-msk.ru
Читать далее: https://orda-gazeta.ru
I am extremely inspired together with your writing skills as well as with the layout in your
weblog. Is this a paid subject matter or did you customize it yourself?
Either way stay up the excellent quality writing,
it is rare to see a great blog like this one today..
Also visit my website buy supplements online Canada
We had several TVs and Chicago international movers packed them in custom boxes safely.
view details – Appears engaging with content that’s easy to explore.
Hi my friend! I want to say that this post is amazing, nice
written and include approximately all significant infos.
I’d like to look more posts like this .
Here is my webpage – trusted supplement store
Pretty! This has been an extremely wonderful article. Thanks for supplying this information.
Also visit my web site sexual aid products
If you favor the most popular locksmith in Orlando Florida, test locksmith orlando .
I have been playing at a few sites lately and definitely prefer Interac for the reliability. I usually see my winnings hit my bank account in about 45 minutes. I have tried crypto a couple of times but found it a bit more confusing for my needs https://www.scribd.com/document/1018291564/How-do-I-avoid-bonus-traps-if-I-just-want-to-cash-out-quickly-150634
Nützliche Infos zu Vertragsbedingungen mit Reinigungsfirmen. Vergleichsangebote: Umzugsreinigung mit Abnahmegarantie .
If you are going for finest contents like myself, just visit this website
everyday for the reason that it provides feature contents, thanks
תודה! יצרתי קלנדר תוכן לקישורים מתוזמנים. לשימוש חופשי: קידום אתרים .
I found movers familiar with old New England homes and narrow staircases on Danbury moving companies .
May I simply say what a relief to uncover someone that truly knows what they’re talking about on the internet.
You actually know how to bring a problem to light and make it
important. More people really need to read this and understand this side of your
story. I can’t believe you are not more popular since you definitely
possess the gift.
I recognize the reminder about no longer giving recorded statements to insurers with no suggest. After my accident, that became the most important catch Houston car accident lawyer
Fantastic packing-by-week guide. We followed it and booked long distance movers Albany via Long distance movers Albany right on schedule.
Qué buen resumen, la verdad es que empecé probando la demo de eToro con apenas 100 dólares para no arriesgar tanto al principio. Me costó bastante entender el tema de la conversión a dólares desde pesos chilenos y las comisiones ocultas IBKR Lite comisiones
browse favorites – Everything is presented with care, making the shopping experience smooth and enjoyable.
Anyone else notice higher gas bills lately? After a tune-up via Commercial plumbers Yuba City , my water heater runs quieter and heats faster. Worth it if you’re in Yuba City or Marysville.
Thanks for the thorough analysis. Find more at Shrink Wrapping near me .
Very good website you have here but I was wanting
to know if you knew of any message boards that cover the same topics discussed in this article?
I’d really like to be a part of group where I can get responses from other knowledgeable individuals
that share the same interest. If you have any recommendations, please let me know.
Many thanks!
Here is my web site male enhancement supplements
Подробности на странице: https://prodmagaz.ru
Great roundup of moving tips! If anyone needs a reliable Schenectady moving company, I’ve had a smooth experience with Schenectady moving company recently.
Все самое свежее здесь: https://istnews.ru
Новое в категории: https://conservaroot.ru
Все самое свежее здесь: https://conservaroot.ru
Узнать больше здесь: https://admkuzino.ru
visit this shop – Fast pages and well-laid-out content ensure navigation is straightforward.
If timing your lease end in Columbia Heights is tricky, Office moving companies Columbia Heights shows gap solutions.
Thanks for writing this up — it cleared up a lot of confusion I had on the topic. [722aa46e]
Thanks for the helpful article. More like this at Kerner Law Group PLLC .
Ho provato diverse piattaforme demo quest’anno e devo dire che la fluidità di xStation 5 mi ha sorpreso molto rispetto alla classica MT4. Per chi sta iniziando, avere un deposito minimo di zero euro aiuta davvero a testare le strategie senza pressioni Vai a questo sito web
We moved our home office across Milton—found careful movers who shrink-wrap desks through Milton commercial movers .
visit this site – Such a creative concept, and it’s put together in a very appealing way.
Valuable tips for rideshare passengers hit by trucks. traffic accident lawyer navigates overlapping insurance policies.
Finding beauty midst chaos encourages reflection gratitude appreciating moments spent creating memories cherished forever engraved hearts souls intertwined destinies forged destiny 💞✨ # # Any keyword # https://maps.app.goo.gl/CZzdjEGEAGw17uTz5
If you’re relocating a home office, Roswell commercial movers lists Roswell movers with IT handling experience.
Ottima guida, grazie! Ho provato il conto demo di eToro per testare la funzione CopyTrader e mi è sembrato davvero intuitivo per chi inizia. I 100.000 EUR virtuali aiutano molto a fare pratica senza rischi https://www.mediafire.com/file/efkhritrz98q3zq/pdf-36748-18309.pdf/file
discover more – Well-structured site with eye-catching visuals, easy to find information.
The technicians at Brazilian Waxing Las Vegas are true professionals! Best place for a Brazilian wax in town.
Gute Erinnerung an die Übergabefristen. Für zuverlässige Endreinigung empfehle ich Wohnungsübergabe Umzugsreinigung Zürich .
Our condo HOA had strict rules and the crew from Cheap movers Fort Worth followed them perfectly.
Thanks for the clear breakdown. More info at Injury Recovery & Wellness Center .
I became impressed by way of the professionalism of locksmith orlando ’s locksmiths.
The team at Men’s Waxing Services Las Vegas knows exactly how to make Brazilian waxing a pleasant experience in Las Vegas.
Last-minute emergencies happen but thankfully there’s always someone around who knows how handle them—thank goodness for ****** ! commercial locksmith Orange County
“Brazillian Waxing has become essential part of life thanks largely due insights provided throughout community postings located within # # anyKeyWord #.” Brazilian Waxing Las Vegas
I have been testing out a few of these sites lately. Honestly, crypto is definitely the fastest way to go. I usually see my funds hit my wallet in about 15 to 45 minutes. Interac is convenient, but it often takes a bit longer for me https://city-wiki.win/index.php/Can_a_Welcome_Bonus_Slow_Down_Your_Withdrawal_at_Online_Casinos%3F
The DIY projects featured at Dog Training # keep me busy and entertained with my pets.
I never realized how important it is to know when to call a plumber. Your post has definitely opened my eyes! For additional resources, head over to Melbourne blocked drains .
This was highly educational. For more, visit Family Lawyer service .
Love that they prioritize hygiene during services too—definitely reassuring while experiencing hair removal through Men’s Waxing Services Las Vegas
view details – Charming structure with friendly visuals, makes exploring enjoyable.
Everyone deserves access towards accurate information when tackling projects involving excavations-keep up great work!!!! ####任何关键字#### Fresno utility potholing
Appreciate the thorough write-up. Find more at Tire Shop .
Excellent post on comparative negligence and how it influences settlements. People customarily don’t understand partial fault doesn’t mean no restoration. Consulting a auto damage lawyer could make a giant change in results Wrongful death lawyer
I enjoyed this article. Check out Military Divorce for more.
My relocation timeline shifted and Norfolk auto transport companies adjusted the schedule without extra fees.
Ask your building about COI requirements. I picked a Chicago moving company via Chicago international movers that handled the paperwork.
Everyone deserves access reliable information helping them navigate complexities arising during construction cycles occurring frequently locally ; make sure everyone knows where they too can obtain guidance tailored specifically addressing concerns raised Orange County underground utility locating
discover products here – Organized content and fast-loading pages ensure a pleasant experience.
browse here – The content appears relevant and useful for readers today.
While sharing experiences builds connections amongst individuals pursuing common goals collectively Orange County vacuum excavation
If stairs and tight hallways are your worry in New Britain, try the team I found: New Britain moving companies
We needed climate-controlled storage before our long distance move and found it via Local movers Staten Island .
Ottima panoramica sulle piattaforme di quest’anno. Ho provato recentemente la versione demo su xStation 5 e l’ho trovata decisamente più intuitiva rispetto alla classica MT4 per chi inizia miglior demo trading automatizzato
Great job! Discover more at Kerner Law Group PLLC .
I am actually grateful to the owner of this site who has shared this great post at
here.
Solid article about deck contractor . Sharing with friends.
Больше на нашем сайте: https://fmob.ru
Дополнительная информация: https://hvd-store.com
Главные новости: https://svetilnik-svetodiodnyj-ulichnyj.ru
Посмотреть на сайте: https://jeevikaa.com
Обновления по теме: https://kra-32-at.ru
”Creating space within chaotic lives ultimately leads us closer towards reaching fullest potential—and luckily places devoted fully towards helping achieve goals exist too!” Teeth Whitening Las Vegas
Nicely done! Discover more at Pet Medical Center .
access here – Original concepts showcased nicely, very engaging to read.
Historic brownstone with tight hallways? Request a visual estimate—our Albany moving company scheduled one after we reached out through Albany moving company .
I don’t even know how I ended up here, however I thought this post was good.
I don’t recognize who you might be however certainly you are
going to a well-known blogger if you happen to aren’t already.
Cheers!
The crew brought extra boxes and didn’t overcharge. Booked via Fort Worth apartment movers .
I never knew this about DECK BUILDER . Eye opening content.
Who knew something could bring such joy while simultaneously treating oneself? Only way forward indeed Skincare Services Las Vegas
It’s tough to uncover suitable provider today, however locksmith orlando handed my expectancies during a lockout emergency!
I’ve been struggling with a leaky faucet for weeks! Your suggestions are just what I needed. Explore more helpful content at plumber Frankston .
I’ve been testing a few of these sites lately to see if the hype is real. Honestly, Interac is usually pretty fast for me, usually hitting my account within 45 minutes safe online casino payments
If you’re relocating with pets, the crew from Schenectady movers was super considerate, letting us keep a calm zone during our Schenectady move.
Really appreciate the details on deck contractor . Well written.
Appreciate the useful tips. For more, visit Tire Shop .
Nice piece on maintenance schedules. Surrey homeowners can schedule seasonal care with chain fence link .
For a seamless apartment move in the Loop, I recommend getting a quote from Best Chicago movers and confirming elevator times early.
After attending several break-ins nearby , I knew it was time call upon ***the pros*** at ****** ! commercial locksmith Orange County
My experience with Brazilian waxing at Men’s Waxing Services Las Vegas was smooth and easy—highly recommend it!
Norfolk car shipping’s team is professional and friendly. Norfolk Auto Transport’s
“I wish I’d started earlier in life with Brazillian Waxing; glad there are great resources available like those at # # anyKeyWord # #.” Skincare Services Las Vegas
Very informative article. For similar content, visit ofertas campamentos de verano .
Thanks for the thorough article. Find more at pensión Arzúa .
Только что опубликовано: https://languillc.com
Полная версия по ссылке: https://mt-nara.com
this page – Offers consistent insights and appears trustworthy for industry discussions.
Расширенная статья здесь: https://miapharmer.com
Дополнительная информация: https://formuladomina.ru
Последние обновления: https://vimall24.com
This article will definitely help me better prepare for my upcoming construction project in Fresno! Fresno utility locating
“Thinking about incorporating more self-care into my routine—what else should I try besides Brazilians from # # any Keyword ###?” Skincare Services Las Vegas
Don’t give a recorded statement before speaking with a motorcycle accident attorney. Resources like Workers Compensation explain why.
Couldn’t agree more that it takes courage to seek help—glad there are organizations like # any Keyword supporting those efforts! Depression Treatment newport beach
mask challenge zone – Clear layout with engaging content, makes the concept easy to follow.
Are you tired of the mess that comes with traditional digging? Vacuum excavation offers a cleaner solution here in Orange County! Discover more at Orange County utility locating .
sun cove deals – Pages are neatly structured, and exploring the content feels simple and intuitive.
Ottimo articolo, molto chiaro. Sto testando diverse piattaforme demo proprio in questi giorni per capire quale interfaccia sia più intuitiva guida trading demo per principianti
I love how you addressed common myths about underground utilities in this article! Great read—visit Orange County vacuum excavation for further insights.
For senior moves leaving Staten Island, compassionate long distance pros can be found at Cheap movers Staten Island .
Great breakdown of what to do accurate after a crash. One tip I’d add is to contact a specialized vehicle smash attorney as early as doubtless so facts and witness statements are preserved Wrongful death lawyer
For careful disassembly and reassembly in New Britain, see New Britain moving companies
If your phone dies, keep a disposable camera in the glove box. That tip came from lawyer for accidents and saved me once.
This was a great help. Check out Buckley Car Repair for more.
I have been testing out a few of these sites lately. Honestly, Interac is usually pretty reliable for me, but it often takes about 1-2 hours to see the funds hit my account Look at more info
Norfolk car shipping combines affordability with top-notch service. Norfolk vehicle transport
“Nothing like indulging in some quality skincare while enjoying everything that ###LasVegas### has to offer—thank you ###anything###!” Men’s Waxing Services Las Vegas
They caught a soft spot early—A1 RV Repair PSL via best rv repair in port st lucie saved me money.
Need a reliable automotive locksmith? Look no further than the amazing team at locksmith orlando #.
Transform your business tech today by contacting a trusted name like Managed Service Provider California .
I appreciate the warnings about clogs and leaks! Keeping an eye on plumbing can save so much money. For more plumbing wisdom, visit plumber Frankston .
Только лучшее здесь: https://wareefstore.com
Самое важное сегодня: https://frentian.com
Узнать больше здесь: https://marketing99.ru
Все подробности: https://sunrisedyecolor.com
Расширенная статья здесь: https://loglifeofaghost.com
Great information about DECK BUILDER ! I’ve been looking into this for a while.
Your step on contacting HR helps. Employer communication scripts at Workers‘ Injury
kid-friendly NFTs – Interactive and educational, designed with safety in mind.
Appreciate the comprehensive advice. For more, visit pensión barata Arzúa .
Valuable information! Discover more at mejores campamentos de verano .
Wonderful experiences shared within walls established here leaves lasting footprints among clientele as well Brazilian Waxing Las Vegas
check it out – This looks like a place where meaningful conversations can happen.
The intersection of personal injury and lawyers is complex but vital for anyone involved in a vehicle incident.
The warning signs of potential clogs were super enlightening—I’ll definitely keep an eye out moving forward!! drain cleaning
My experience with athens deck builders matches what you described here.
Appreciate the comprehensive insights. For more, visit Injury Recovery & Wellness Center .
Geweldige tips over dakonderhoud voor Antwerpense woningen — ik raad ook Dakwerken Antwerpen aan voor snelle reparaties.
Quality content about DECK BUILDER . Keep it coming!
Just got my locks rekeyed by a fantastic locksmith from Orange County! Highly recommend commercial locksmith Orange County .
Very useful post. For similar content, visit Car Repair Shop .
So happy with my results from my visit to Facial Treatments Las Vegas for a Brazilian wax! Will be back soon!
Solid overview of settlement timelines. personal injury legal representation keeps clients updated at every stage.
Can anyone share their experiences with Brazilian waxing in Las Vegas? I found some great options on Men’s Waxing Services Las Vegas .
Appreciate the thorough write-up. Find more at Injury Recovery & Wellness Center .
An Orange County estate planning attorney helped me understand potential pitfalls and how to avoid them. california estate planning
Fantastic advice on choosing a plumber! It’s crucial to find someone reliable. For more tips and tricks, visit Melbourne toilet repairs .
This was quite useful. For more, visit mejores abogados Coruña .
If you care about preserving existing landscapes while digging, look into vacuum excavation services available in Orange County! See vacuum excavation orange county .
Ottimo articolo, molto utile per chi inizia quest’anno. Ho provato alcune piattaforme demo recentemente, ma ho notato che molte scadono dopo soli trenta giorni https://500px.com/p/graveyardwindsgvedz
The partnership between contractors and utility locators is crucial, and you’ve outlined that well here—great insights! Fresno hydro excavation
Посмотреть на сайте: https://redevivacidade.com
Читать больше на сайте: https://tdyasenevo.ru
Самое важное сегодня: https://techtownweb.com
Наша лучшая подборка: https://da-sever.ru
Больше на нашем сайте: https://greenhouse-kazan.ru
It’s important to find the right support for depression. I found helpful resources at Psychologist newport beach in Newport Beach.
Brazilian waxing is a game changer! Love my experience with Brazilian Waxing Las Vegas .
visit mini market – Items are arranged neatly, making browsing simple and enjoyable.
take a look here – Neat layout and organized content provide a smooth user experience.
This was nicely structured. Discover more at Power Washing Services .
Medical bills add up fast after a crash—having a lawyer ensures you claim all damages you’re entitled to. See Workers‘ Compensation Lawyer for more.
What an impactful way forward towards creating cleaner work environments while minimizing disruptions caused during renovations ? Local leaders advocating these changes inspire me greatly ; let others know where they too can find useful information around Orange County utility potholing
Detailed restroom deep cleaning by janitorial service made a big difference.
If you would like peace of thoughts referring to locks, make sure to touch locksmith orlando #—they’re continuously right here to assistance.
This was beautifully organized. Discover more at pensión barata Arzúa .
take a look – There’s a calming presence with a nicely planned design.
Just experienced a heavenly facial at Skincare Services Las Vegas —perfect way to unwind after exploring Las Vegas!
Don’t wait for the insurer to “do the right thing”—call a car accident lawyer. More info at injury lawyer georgia .
I enjoyed this article. Check out Buckley Car Repair for more.
Thanks for the informative content. More at Siga este enlace .
I’ve been struggling with a leaky faucet for weeks! Your suggestions are just what I needed. Explore more helpful content at plumber Frankston .
The advice on police interviews is crucial. Have counsel present from criminal lawyer .
“If you’re seeking innovation and efficiency in tech management, look no further than ## Managed Service Provider California
I enjoy the reminder about not giving recorded statements to insurers with out guidance. After my coincidence, that used to be the most important lure. A dedicated motor vehicle smash lawyer let you hinder lowball deals and construct a effective declare Car wreck lawyer
Friends family encouraged hear recommendations surrounding experiences shared alongside personal testimonials Men’s Waxing Services Las Vegas
Explains how to request a continuance if needed. Instructions: Workers‘ Compensation
Главные новости: https://scuzice.org
Больше на нашем сайте: https://richyess.com
Наша лучшая подборка: https://redwayonline.com
Только лучшее здесь: https://radifeelcompany.com
Читать расширенную версию: https://protechcz.com
This was quite informative. More at Pressure Washing .
This was highly educational. For more, visit abogado penalista Coruña .
Great information about athens deck builders ! I’ve been looking into this for a while.
Fantastic advice! I’m going to start implementing these drain maintenance habits right away. drain cleaning near me
moss harbor finds – Well curated items, site layout makes shopping enjoyable.
Legal jargon can be confusing; that’s why having someone who speaks plainly while fighting for you is essential—a great # # anyKeyWord### does just that! georgia injury attorney
I did my research on Brazilian waxing spots in Las Vegas, and Brazilian Waxing Las Vegas came highly recommended. It did not disappoint!
I trust access control systems Orange County for all my locksmith needs in Orange County! Their service is top-notch.
“Been sharing tips about Brazillian Waxing with friends ever since discovering them via # # anyKeyWord # #; everyone loves it.” Teeth Whitening Las Vegas
If a child is involved, injury lawyer shares pediatric evaluation tips after a crash.
Solid article about DECK BUILDER . Sharing with friends.
Thanks for the practical tips. More at Tire Shop .
If you’re out-of-state, personal injury lawyers in georgia explains jurisdiction and claim filing.
Interested in learning more about the benefits of choosing vacuum over traditional digging techniques? You’ll find great resources at vacuum excavation orange county !
This is a comprehensive look at deck builder in athens . Excellent work.
Wonderful article! We will be linking to this great post on our website.
Keep up the great writing. http://ywupfor.flybb.ru/posting.php?mode=post&f=27
AC compressor swap handled neatly by A1 RV Repair PSL; booked on rv repair near me .
Clearly laid out procedures could save lives; grateful someone is advocating safety through education!!! # # anykeyword## Fresno vacuum excavation
We added upholstery protection treatment after cleaning with commercial cleaning .
Great insights on prepping for a local move in Omaha. If anyone needs reliable help, I’ve had a smooth experience with Omaha long distance movers recently.
Flood-safe storage was a must for our vinyl collection. We found elevated, climate-controlled units via all-inclusive movers New Orleans along with the moving crew.
It’s important to find the right support for depression. I found helpful resources at Psychologist newport beach in Newport Beach.
Useful post. For affordable and durable fencing in Surrey BC, check Fence Company .
I found this very interesting. For more, visit campamentos urbanos .
Rain or shine shipping tip: request a covered top rack spot if possible. reliable Fort Wayne vehicle shipping helped me note that on my Fort Wayne order.
The Coffee Code Conundrum:
Bill Gates once tried to program his coffee maker to brew the perfect cup every morning. One day, he accidentally set it to „loop,“ causing it to make 100 cups of coffee. His house smelled like a coffee shop for a week. Moral: Sometimes, simplicity is the key to perfection.
When our AC stopped working in the middle of a heatwave, we realized how important it is to have an emergency AC repair service on speed dial. I’ve recently been checking out air conditioner repair for fast and reliable help when the system suddenly fails.
Don’t let dust dull your fixtures; janitorial service Red Deer handles detailed office cleaning.
start here – Unique designs that stand out and capture attention immediately.
This was a wonderful guide. Check out Kerner Law Group PLLC for more.
Awesome article discussing the various technologies used in underground utility locating—very informative indeed! Learn more at Orange County vacuum excavation !
Very completely satisfied with the quick response time from locksmith orlando for my Orlando lockout.
check products – Clear design and easy navigation, shopping feels effortless.
These DIY plumbing tips are super helpful! I’m going to try some of these this weekend. If you’re looking for more ideas, check out plumber Frankston .
I need help with a small studio move near Lehigh—any thoughts on using Cheap movers Bethlehem for local movers?
This was a wonderful post. Check out mejores abogados Coruña for more.
Thanks for covering bench trials vs jury trials. Discuss with counsel at criminal lawyer .
shop highlights – Neatly presented products and smooth navigation make browsing stress-free.
Packing fragile artwork was my biggest fear. The crew I found via Aurora apartment relocation brought custom crates and everything arrived perfect from Aurora to Boston.
We track KPIs with Business cleaning Edmonton : response time, completion rate, and satisfaction.
Don’t sign a quick settlement without legal advice. A car accident lawyer can spot lowball offers. Start here: Workers Compensation .
For California businesses, employing a managed IT service can enhance productivity—definitely give Managed Service Provider California a look!
Great point about witness statements. I posted examples at Worker Injury
Thanks for the great content. More at Tire Shop .
Glad I chose this establishment over many others; exceptional care received during every brazilian session Men’s Waxing Services Las Vegas
explore teal market – Clear design and simple menus make shopping stress-free and fast.
Get multiple repair estimates. personal injury law firm has a checklist for evaluating body shops.
Love these practical tips! A clean drain makes such a difference in home hygiene. drain cleaning near me
Don’t forget to set up NV Energy early; Reno cross country movers has a utility transfer timeline that’s spot on.
My experience with Brazilian waxing at Skincare Services Las Vegas was smooth and easy—highly recommend it!
Great job! Find more at animal hospital .
What’s better than reliable help when you need it most ? Definitely calling on ###this :# # anyKey word### ! access control installation Orange County
This was highly educational. More at Pet Medical Center .
Well explained. Discover more at campamentos de surf .
“Always been curious about Brazillian Waxing but never took the plunge until reading encouragement online via # # anyKeyWord # #.” Brazilian Waxing Las Vegas
handmade boutique – Everything feels neatly arranged, shopping is comfortable and easy.
solarcoveartisanbazaar – The handmade collection feels genuine, with items arranged beautifully and clearly.
Our lease required a deep clean— janitorial service handled the checklist perfectly.
Really appreciate the details on deck contractor . Well written.
Главные новости: https://olukeyindustry.com
Текущие рекомендации: https://labotigadelapell.com
Just because it’s an accident doesn’t mean you don’t deserve justice; explore your rights via car accident attorney .
Последние публикации: https://kingsunnyct.com
Текущие рекомендации: https://jiuliwindpowerjs.com
Полная версия статьи: https://jiulienergy.com
I just discovered some local companies doing amazing work with vacuum excavation in OC—definitely worth checking out at vacuum excavation orange county !
Great insights on Fresno utility locating! It’s crucial for avoiding costly mistakes during construction. Fresno hydro excavation
Keep glass partitions fingerprint-free with janitorial service Calgary North maintenance.
Thanks for the thorough analysis. More info at Buckley Car Repair .
Great point on company safety culture. truck attorneys digs into prior violations and training records.
modern craft market – Nice collection overall, and the interface makes browsing effortless.
I have fun with the reminder approximately now not giving recorded statements to insurers devoid of tips. After my coincidence, that became the largest entice. A devoted car break attorney assist you to evade lowball supplies and build a solid declare Houston personal injury lawyer
check this page – The idea feels imaginative and quite enjoyable overall.
enter curated bazaar – Attractive presentation and organized sections make discovering items simple.
DECK BUILDER is something I’ve been researching. This helps a lot.
I never knew this about athens deck builders . Eye opening content.
The part about construction zones was on target. personal injury law evaluates contractor and signage compliance.
Valuable information! Find more at abogado mercantil Coruña .
Love this blog! It’s great to see practical plumbing advice that anyone can implement. For additional information, be sure to check out Melbourne residential plumber .
view artisan collection – A structured design keeps everything looking organized and appealing.
These DIY plumbing tips are super helpful! I’m going to try some of these this weekend. If you’re looking for more ideas, check out plumber Frankston .
This was quite informative. For more, visit Injury Recovery Center .
“Can’t wait to pamper myself again with a trip to # # any Keyword ###!” Eyebrow Services Las Vegas
The sentencing guidelines summary is very useful. For case evaluation, visit criminal lawyer .
For anyone in Cumming, GA, Workers Comp explains the state-specific forms clearly.
Don’t hesitate — name locksmith orlando in the event you’re locked out in Orlando, Florida.
The cost-effectiveness of using vacuum excavation over traditional methods really adds up for long-term projects here in Orange County! Discover more insights at Orange County utility locating .
If you need day porter services, check janitorial service for customizable janitorial service options.
Thanks for breaking this down. For clogged filters causing strain, ac repair restored performance.
browse here – A modern look with intuitive controls makes finding items quick and easy.
Только лучшее здесь: https://jftairbags.com
Very helpful read. For similar content, visit Injury Recovery Center .
Beneficial article on efficiency benefits of clean offices. Improve worker wellbeing with routine business cleaning from local cleaners Grand Forks .
I battled with mold in the washroom too. Professional Denver cleaners detailed at https://freeweblink.org/details.php?id=317854 helped recover mine swiftly.
artisan boutique – Fast and tidy design, shopping feels easy and satisfying.
After attempting a number of business, I ultimately found a reliable cleaning company in move out cleaning Chicago ; courteous personnel and exceptional results.
For Norcold fridge repairs near PSL, rv repair psl connected me with A1 RV Repair techs who know their stuff.
This post’s towing and storage tips are spot on. For more, car accident lawyer has a guide.
My brother recommended I might like this web site. He was totally right.
This post actually made my day. You can not imagine just how much time I had
spent for this info! Thanks!
I’ve had wonderful experiences with managed IT services in California. Companies like Technology Relocation Experts California really know their stuff!
I found this very helpful. For additional info, visit campamentos en la naturaleza .
“I love how knowledgeable the staff is about skincare at Skincare Services Las Vegas #—truly an educational experience!”
garnet dock craft shop – Intuitive navigation and clean design make finding products quick.
Totally worth it! Getting ready for summer with help from ## Teeth Whitening Las Vegas
Your post has motivated me to finally tackle my neglected drains! Thank you! drain cleaning near me
coastal handmade picks – Nicely arranged pages that are simple to explore.
Thanks for the useful post. More like this at Oil Change .
The point about not trying DIY fixes during an AC emergency is so true. It’s usually safer and cheaper to call a pro. I usually suggest people look into services listed on air conditioner repair when they need urgent help.
I found this very interesting. Check out Workhorse Sports Perfomance for more.
Thermal expansion coefficients matter—steel vs ceramic comparison table at EML dimensional inspection services .
Property damage claims can be bundled smartly—attorneys know how. Learned at personal injury attorney .
snowridgegoodsstore – The site feels modern and organized, making browsing simple and efficient.
Loved the overview of mediation and what to expect. Pre-mediation checklist at North Carolina Workers‘ Comp .
Really appreciate the details on athens deck builders . Well written.
I appreciated this article. For more, visit derecho penal Coruña .
shop artisan finds – Clean design and clear menus make browsing effortless and fun.
I just had my first Brazilian waxing experience in Las Vegas, and it was amazing! I highly recommend checking out Brazilian Waxing Las Vegas for the best services!
We reduced allergens with HEPA vacuums; janitorial service included that in our routine plan.
Big thanks to the experts at access control systems Orange County for getting me back into my home after being locked out!
start here – The site is easy to navigate, with a neat and uncluttered layout.
”This mission requires dedication passion commitment perseverance fortitude resoluteness diligence energize empower enthuse motivate lift elevate rally cry echo resound amplifying messages resonate deep resonate profoundly permeate consciousness ripple Skincare Services Las Vegas
shop silk treasures – Clear design and simple layout make finding items straightforward.
Great information. For local Surrey fence contractors, I can vouch for fence company .
Thank you breaking everything down plainly concisely thoroughly exploring areas typically overlooked entirely neglected creating spaces conducive meaningful dialogues exchanges generates solutions emerges organically aligning interests values aims desires georgia accident lawyer
Читать больше на сайте: шлифовка паркета
Все лучшее здесь: циклевка паркета
rubycoveartisanoutlet – A vibrant collection of handmade goods presented in a neatly arranged layout.
Safety first with all digging projects, especially here where utilities are everywhere; thank goodness for vacuum excavation! See more at vacuum excavation orange county .
Appreciate your focus on fatal crash claims. Families can turn to truck accident for compassionate, aggressive representation.
The commitment to mental health care at places like Depression Treatment newport beach is something we all need to support!
Carpet pretreatments from janitorial service Red Deer lift tough stains without damage.
Love this blog! It’s great to see practical plumbing advice that anyone can implement. For additional information, be sure to check out plumber Frankston .
Helpful overview of domestic violence charges. Speak with a compassionate lawyer at criminal lawyer .
explore linen store – Intuitive menus and neat layout make shopping fast and simple.
Appreciate the comprehensive advice. For more, visit Oil Change .
Appreciate the useful tips. For more, visit ¡Haga clic aquí! .
creative shop – Items are well-arranged, the overall feel is friendly and pleasant.
For uncertainty Type A vs Type B examples specific to gauge blocks, see EML dimensional inspection services .
It’s scary how quickly a claim can be denied. I used Workers Injury to understand the process in Cumming, GA.
Thanks for highlighting the 30-day notice rule in GA. Details at Work Injury .
seacove craft hub – Clear interface and neatly displayed products make browsing quick.
open marketplace – Simple design allows users to explore items comfortably and efficiently.
online artisan hub – Smooth interface and tidy pages make exploring products effortless.
For anyone involved in utility work, vacuum excavation is a must-know technique, especially in crowded areas like Orange County! More info: Orange County vacuum excavation .
I enjoyed this article. Check out pensiones Arzúa for more.
Thanks for the helpful advice. Discover more at colonias de verano .
OCD subtypes can look different—specialists who get it are on SPACE treatment .
The section on chain-reaction crashes is thorough. car crash lawyer sorts out complex multi-party liability.
Amazing provider from the staff at locksmith orlando ! Fast reaction time and surprising consumer care.
see creative items – A vibrant interface showcases each product in a clean format.
browse highlights – The platform feels approachable, with interesting items displayed cleanly.
see the collection – Items are neatly presented, allowing effortless and natural browsing.
Great breakdown of what to do desirable after a crash. One tip I’d add is to contact a specialised vehicle smash lawyer as early as conceivable so proof and witness statements are preserved Houston personal injury lawyer
Thanks for finally talking about > Automatische Pulverbeschichtungsanlage – Pulveranlage < Liked it!
wild vendor link – Neat layout and intuitive navigation make exploring products smooth.
This is a timely reminder! I’ll be sure to schedule a drain cleaning soon. drain cleaning
Well done! Find more at abogado penalista Coruña .
”Already anticipating future visits knowing how much joy awaits just beyond doors leading inside these sacred grounds dedicated solely towards nurturing beauty!” Facial Treatments Las Vegas
For those in California, investing in managed IT services could be one of the best decisions you make this year—like with Technology Relocation Experts California .
discover trailcove treasures – Clean interface and structured layout make exploring items enjoyable.
explore hall – A range of sellers laid out clearly to make navigation simple and enjoyable.
this page – It has a fun and engaging style that really draws attention.
Don’t forget acclimation time before calibration—guidelines and timing charts at EML dimensional inspection services .
For parents navigating child anxiety, SPACE treatment can be a game changer—more info at psychological assessments .
This article pairs well with the evidence guide at car accident lawyer .
daisy cove outlet – Friendly layout and bright pages ensure effortless browsing.
craft haven – The items are distinctive, love the cozy vibe.
shop lavenderbrook crafts – Neat layout and intuitive navigation keep browsing relaxed and enjoyable.
This was a great article. Check out campamentos cerca de mí for more.
unique artisan collection – Pages are polished, and products are easy to locate and enjoy.
Just had an amazing experience with Brazilian waxing at Facial Treatments Las Vegas in Las Vegas! Highly recommend their services!
This was nicely structured. Discover more at reservar pensión en Arzúa .
Strong content about appeals vs. reconsiderations. More at Worker Injury
Been planning around DECK BUILDER and this is exactly the info I needed.
Finally got around to changing my locks! Thanks to the awesome team at commercial locksmith Orange County # in Orange County.
Thank you for covering probation violations. A lawyer from Queens criminal lawyer can advise quickly.
Well explained. Discover more at MultiMan Services .
This is such an informative article! Plumbing issues can be so annoying, but prevention is key. For further reading, don’t forget to check out plumber Frankston .
explore marketplace – A creative collection of items makes browsing feel relaxed and enjoyable.
click to browse – Friendly and tidy interface makes discovering items simple and fast.
enter artisan bazaar – Smooth pages and neat layout make browsing enjoyable.
explore crafts – Handcrafted items are displayed beautifully, catching the eye immediately.
start shopping – Polished pages and tidy visuals allow for fast exploration of products.
dawnharbormarketplace – Offers a good selection of items, very easy to browse.
explore artisan hall – Simple and polished layout helps users navigate products quickly and comfortably.
Now I am going to do my breakfast, later than having my breakfast coming again to read more news.
timberbrook market hub – Easy-to-navigate site with items presented attractively.
creative shop – Very tidy layout, shopping is simple and stress-free.
handcrafted zenmeadow bazaar – Items are clearly displayed and navigation feels natural.
start here – Raises awareness on a key issue, worth reviewing carefully.
In fact no matter if someone doesn’t be aware of then its up to other visitors that they will help, so here it takes place. https://Www.Abgodnessmoto.CO.Uk/index.php?page=user&action=pub_profile&id=43118&item_type=active&per_page=16
open vendor hall – Friendly interface and polished design make shopping simple today.
shop artisan finds – The site feels peaceful yet energetic, perfect for leisurely exploration.
discover stone goods – Bright pages and well-arranged sections make finding items fast.
shop the tradehouse – Polished design and clear visuals allow products to be discovered easily.
visit market works – Bright design and intuitive layout make finding products simple and fun.
visit mapleharborgoodsplace – Great selection of items, easy to browse and very welcoming.
shop link – The design keeps things simple while showcasing items clearly.
craft gems – Clean and calm interface, shopping is straightforward and enjoyable.
artisan treasures – The store has character, every piece is carefully presented.
explore artisan marketplace – Friendly interface and organized pages allow fast and intuitive product discovery.
shop kettle selections – Clean pages and simple menus make finding items fast.
creative artisan bazaar – Smooth navigation with polished pages enhances the overall experience.
explore selections – Clean design and logical structure make finding products quick and simple.
I needed to thank you for this fantastic read!! I definitely enjoyed
every bit of it. I’ve got you saved as a favorite to check out new things you post…
discover artisan treasures – Simple interface with well-presented products makes shopping easy.
explore now – The design feels thoughtful and delivers a strong visual impact upfront.
enter marketplace – The layout is clean, displaying multiple vendors in a simple, orderly fashion.
discover uplandridge goods – Navigation feels smooth and items are easy to locate.
online lavender harbor mart – The design feels polished, and items are showcased clearly.
discover unique finds – Clean and intuitive layout makes finding items effortless.
explore elm outlet – Bright visuals and organized sections make browsing stress-free.
craft gems – Enjoyable browsing, everything feels carefully curated and charming.
browse quality wheat finds – Intuitive interface ensures users can shop quickly and comfortably.
shop unique finds – Well-structured pages make navigating products simple and enjoyable.
unique artisan collection – Tidy pages and organized items make browsing a pleasure.
check out creations – Clean layout makes navigating products effortless and enjoyable.
check artisan picks – Thoughtful presentation makes exploring items simple and enjoyable.
hazelbrook shop link – Pages load fast and the structure is very user-friendly.
check out products – Simple interface ensures a smooth and enjoyable browsing experience.
see more – Engaging and easy-to-understand material makes this site enjoyable.
crown outlet online – User-friendly pages make browsing products fast and stress-free.
This is a topic that’s near to my heart… Thank you! Exactly where are your contact details though?
crafty delights – Layout feels clean and uncluttered, products are easy to locate.
tap to explore – Organized layout and polished visuals allow for stress-free browsing.
check handmade picks – Everything is presented logically, making navigation smooth and easy.
Howdy! This is kind of off topic but I need some help from an established blog.
Is it hard to set up your own blog? I’m not very techincal
but I can figure things out pretty quick. I’m thinking about creating my own but I’m not sure where to begin. Do you have any points
or suggestions? Many thanks
berrycove craft hub – Intuitive layout with products displayed clearly for enjoyable browsing.
browse glade crafts – Clean and polished site, navigating through items is quick and enjoyable.
browse artisan finds – Easy-to-follow layout and clear design make shopping enjoyable.
I do accept as true with all the ideas you’ve presented for
your post. They’re very convincing and can certainly work.
Still, the posts are too quick for beginners. May you
please prolong them a little from subsequent
time? Thank you for the post. https://www.abgodnessmoto.co.uk/index.php?page=user&action=pub_profile&id=43080&item_type=active&per_page=16
discover crownmeadow goods – Smooth navigation and clear visuals create an effortless shopping experience.
cloud meadow shop – Everything loads nicely and the arrangement makes sense at a glance.
visit artisan bazaar – Well-organized pages and tidy menus allow effortless product discovery.
view seameadow selections – Friendly and tidy interface ensures items are easy to locate.
artisan finds – Items are clearly displayed, making browsing quick and pleasant.
discover unique crafts – The market feels welcoming, everything is easy to locate and view.
this page – Nostalgic elements make the content fun and memorable.
handcrafted flora marketplace – Smooth navigation and clear displays make finding items easy.
calm meadow marketplace – Friendly navigation and tidy sections simplify discovering items.
browse river store – Clean pages and organized content make exploring products fast.
view unique items – Simple design ensures users can browse and find products without difficulty.
fernharborgoodsstore – The site is well-organized, making shopping feel trustworthy and easy.
craft gems – Very clean setup, shopping items is quick and pleasant.
open artisan hall – Polished interface and clear layout make exploring products simple.
makers market – Everything is easy to navigate, the shop feels inviting.
discover wild artisan picks – Lively site design keeps the marketplace welcoming.
explore silkridge – Clean design and organized sections create an effortless browsing experience.
handmade home trail – Pleasant interface with products arranged clearly makes shopping quick.
visit this site – Appears cozy and well put together, makes me curious to check it out.
enter violet marketplace – Clean interface and smooth navigation allow easy exploration.
start shopping – Polished layout and clear visuals make browsing effortless and fun.
check out harbor goods – Well-structured pages make it simple to find what you need quickly.
browse artisan hall – Smooth interface and clear visuals allow for easy product browsing.
see handmade picks – Every item is clearly showcased, making navigation simple and pleasant.
handcrafted marketplace – The site is intuitive, and browsing feels natural.
check out items – Clean visuals and simple organization make product discovery easy.
view curated products – Simple and clean design allows for quick product searches.
unique creations – Items are well organized, makes for a smooth browsing experience.
unique artisan collection – Intuitive pages make navigating and discovering items effortless.
check out timber cove – Smooth pages and neat layout allow quick product browsing.
explore quartzharbor – Intuitive interface ensures products are easy to find and navigate.
explore velvetgrove artisan finds – Clean interface with well-presented items makes shopping enjoyable.
explore artisan items – User-friendly design and tidy pages make shopping simple and fun.
My brother suggested I might like this blog.
He was once totally right. This submit truly made my day.
You cann’t believe just how so much time I had spent
for this info! Thanks!
see tradehouse – The platform feels polished, with responsive pages and well-presented products.
check out items – Browsing is simple thanks to the organized and clean interface.
visit artisan outlet – Unique handcrafted items are showcased clearly, creating a quality feel.
handmade charm – Layout is neat and relaxing, shopping is pleasant.
artisan home finds – Navigation feels natural and products are displayed clearly for a smooth shopping experience.
shop violet selections – Clean interface and simple navigation make discovering products fast.
click to browse – Polished interface allows users to explore the collection with ease.
check the collection – Well-arranged items and clear visuals make shopping intuitive.
handmade goods online – Organized pages and clear navigation make it easy to find products.
It’s going to be end of mine day, however before
end I am reading this great paragraph to improve my knowledge.
visit goods shop – The collection is varied, and navigation between sections feels effortless.
explore echo trail – Well-structured site with smooth navigation for effortless shopping.
view items online – Clear sections and simple navigation make browsing effortless.
artisan market – The setup is clear, makes shopping a pleasant experience.
Have you ever thought about creating an e-book or guest authoring on other blogs?
I have a blog based on the same subjects you discuss and would
really like to have you share some stories/information. I know my readers would value your work.
If you are even remotely interested, feel free to send me an e mail.
Профессиональный вывоз строительного мусора, старой мебели, грунта в Ростове-на-Дону и пригородах. Работаем 24/7, выезд за 1-2 часа. Честные цены от 3000₽. Опытные грузчики, собственный автопарк, официальная утилизация. Более 7 лет на рынке, 5000+ заказов, средняя оценка 4.9. Быстро, качественно, надежно!
shop collective treasures – Clear layout and simple design make finding items straightforward.
visit product hall – Friendly layout and tidy pages make finding and enjoying products simple.
visit birchmeadow – Clean design and clear visuals make finding products effortless.
maple trail artisan shop – Friendly design with clearly presented items makes browsing a pleasure.
artisan treasures – Layout is organized, exploring products is fast and stress-free.
explore handmade gems – Clean sections and calming design make exploring items stress-free.
tap here – Smooth navigation and clear sections improve the browsing experience.
browse crafted items – Well-arranged pages and a soft design make browsing comfortable.
Читать больше на сайте: https://shlifovka-parketa.ru
Больше на нашем сайте: https://tsiklevka-parketa.ru
craft gems – Well-organized selection, site navigation is smooth.
shop jewel selections – Bright layout and simple navigation allow quick exploration of products.
visit dawnbrook – Friendly interface and clear structure make exploring the marketplace effortless.
visit product hall – Polished layout and well-structured pages make shopping pleasant and simple.
collective mart portal – Attractive design with clear menus helps users browse without confusion.
handmade wheatcove gallery – Polished design with well-arranged items makes shopping pleasant.
Главные новости: https://ileabonmachine.com
Текущие рекомендации: https://hhbsteel.com
Посмотреть на сайте: https://yiy-elec.com
start shopping – Smooth interface and clear organization make it simple to find what you want.
discover collection – Clear categories and neat layout make navigating products effortless.
plum ridge shop – Neat interface and tidy layout make finding products quick.
discover unique finds – Smooth navigation and neat sections allow for fast product exploration.
click to browse – Simple interface makes exploring items straightforward and easy.
This page certainly has all the info I needed concerning this
subject and didn’t know who to ask.
artisan boutique – Very tidy and user-friendly, browsing is simple and pleasant.
creative harbor collection – Clean pages and organized products make browsing simple and relaxing.
browse ember glade goods – Smooth navigation and clear pages make exploring products enjoyable.
Обновлено сегодня: https://kvartirnyj-pereezd11.ru
Полная версия статьи: https://donquixoteplay.com
Дополнительная информация: https://katiessweettreats.com
explore artisan quartzdock – Clean design and structured sections make discovering products easy.
check out items – Smooth interface ensures browsing items is easy and intuitive.
Hi there, I believe your website could be having
browser compatibility problems. When I take a look at your blog in Safari,
it looks fine however, if opening in Internet Explorer, it’s got some overlapping
issues. I just wanted to provide you with a quick heads up!
Apart from that, great website!
Here is my blog – predict usmle step 2 score
handmade trail gallery – Tidy layout and clear product display make exploring effortless.
hello!,I like your writing so a lot! proportion we be in contact more about your article on AOL?
I require an expert in this house to unravel my problem.
May be that is you! Having a look forward to look you.
I’m gone to tell my little brother, that he should also go usmle 3 digit score to percentile see this web site on regular basis to take updated from most up-to-date gossip.
Thanks for finally writing about > Automatische Pulverbeschichtungsanlage – Pulveranlage TOTO138
First of all I want to say wonderful blog! I had a quick question that I’d like to
ask if you do not mind. I was interested to know how you center yourself
and clear your head before writing. I’ve had a
tough time clearing my thoughts in getting my thoughts out.
I truly do take pleasure in writing but it just seems like the first 10 to
15 minutes are generally wasted just trying to figure out how to begin. Any suggestions or tips?
Many thanks!
Feel free to visit my homepage :: TOTO138
Расширенная статья здесь: https://gad-elhak.com
Главные новости: https://kazhongao.net
Great goods from you, man. I’ve have in mind your stuff prior to
and you’re simply extremely magnificent. I really like what
you’ve received right here, really like what you are saying and
the way in which wherein you say it. You are making it enjoyable and you
still care for to stay it wise. I can’t wait to read much more from you.
That is really a wonderful site.
Touche. Great arguments. Keep up the amazing
spirit.
Thanks to my father who stated to me about this website, this web site
is truly remarkable.
Thank you for your sharing. I am worried that I lack creative ideas. It is your article that makes me full of hope. Thank you. But, I have a question, can you help me?
I love reading through a post that will make men and women think.
Also, thank you for permitting me to comment!
Лучшее прямо здесь: https://hi-456.com
Полная версия статьи: https://hrustalnye-torshery.ru
Узнать больше здесь: https://greenplaza-perm.ru
pills to get big muscles fast
References:
https://qrner.ai/WXUAO
enter the marketplace – Everything is well laid out, which makes browsing hassle-free.
Посмотреть на сайте: https://domicamkids.com
Читать расширенную версию: https://2flab.com
Полная версия статьи: https://161dm.ru
shop online now – Took a glance, interface is simple and content is easy to find.
open the store – Pages load without delay, and moving through sections is effortless.
Обязательно к прочтению: https://zaprosto-internet.ru
Полная статья здесь: https://drel-mikser.ru
Последние публикации: https://asd-liquid.ru
see products here – Quick visit, pages are well organized and easy to navigate.
enter vendor hub – The layout is neat, making it simple to navigate between sections.
Читать больше на сайте: https://viborok.ru
Лучший выбор дня: https://gimpinfo.ru
check it out here – Brief visit, pages are arranged neatly and easy to follow.
Наша лучшая подборка: https://rus-pipe.ru
main site link – It’s straightforward to browse, and everything is organized logically.
Наша лучшая подборка: https://nvidia-geforce-gtx-1060.ru
Все самое свежее здесь: https://akkumulyatornyj-shurupovert.ru
Последние изменения: https://amd-videokarty.ru
Все самое свежее здесь: https://drel-dlya-almaznogo-bureniya.ru
go explore now – Took a moment to browse, everything loads fast and layout is clear.
click to browse – The platform is straightforward, with clear structure throughout.
You actually make it seem so easy with your presentation but I find this matter to
be actually something which I think I would never understand.
It seems too complicated and very broad for me. I’m looking
forward for your next post, I will try to get the hang of it! http://wiki.votesmart.org/FallonolWagnerwb
discover more – Short visit, everything feels organized and effortless to explore.
online commerce link – Content is organized logically, so navigation is smooth.
Di kota Semarang, toko toko bunga memberikan banyak jenis bunga kepada berbagai acara. Mulai dari https://controlc.com/7ca77245 ulang tahun hingga bunga untuk pernyataan cinta, pelanggan bisa mendapatkan apa yang mereka butuhkan pada penjual ini.
Superb, what a blog it is! This weblog gives valuable data to us, keep it up.
access the store – Had a fast look, pages are tidy and content is easy to understand.
main marketplace – Information is easy to locate, with a tidy, user-friendly layout.
Very shortly this web site will be famous amid all
blogging and site-building visitors, due to it’s good content
visit the site – Pages load quickly and content is well structured for easy exploration.
browse coast harbor – Pages load quickly, and moving between sections is straightforward.
I’m Angela and I live with my husband and our three children in Floing, in the STYRIA south area.
My hobbies are Running, Cheerleading and Bird watching.
browse items – Initial visit shows pages are organized and simple to explore.
click to browse – Layout is clean, and finding items is simple and intuitive.
view this shop – Browsed for a moment, everything loads fast and feels organized.
browse copper harbor – Pages load fast, and content is easy to locate.
visit the store – Layout is clear, making browsing quick and comfortable.
Greetings! Very helpful advice within this article!
It’s the little changes that make the biggest changes.
Many thanks for sharing! https://vreditelstop.ru/question/la-clinique-physio-osteo-un-point-dacces-a-des-soins-de-sante-complementaires-14
Самое важное сегодня: https://drel-ehlektricheskaya-udarnaya.ru
Узнать больше здесь: https://drel-shurupovert-akkumulyatornaya-v-moskve.ru
Только лучшие материалы: https://drel-s-mikroudarom.ru
Ahaa, its pleasant discussion about this article at
this place at this website, I have read all that, so now
me also commenting at this place. http://wiki.votesmart.org/RafaelaphDawslx
I relish, cause I found just what I was looking for. You have ended my 4 day lengthy hunt!
God Bless you man. Have a great day. Bye
Hi my loved one! I wish to say that this post is awesome, great written and include approximately all significant infos.
I’d like to see more posts like this . http://Ucenterhome2.dzarchive.dev/space.php?uid=69267&do=blog&id=150513
Highly energetic blog, I liked that bit. Will there be a part 2? http://ucenterhome2.Dzarchive.dev/space.php?uid=72315&do=blog&id=155801
Hi there! This is my first visit to your blog!
We are a collection of volunteers and starting a new project in a community in the
same niche. Your blog provided us valuable information to work on. You have done
a extraordinary job! http://alt1.toolbarqueries.google.gg/url?q=http://wiki.votesmart.org/DeweyowTalbotrq
Thank you, I’ve recently been searching for information approximately this subject for ages and
yours is the best I have found out so far. However, what in regards to the conclusion?
Are you sure concerning the supply? http://Comway-21.com/api.php?action=http://wiki.Votesmart.org/MargaritamkCalderrd
Hi there to all, it’s in fact a good for me to go to
see this website, it consists of priceless Information. https://Gratisafhalen.be/author/ppuvern440/
I got this web site from my buddy who informed me concerning this site and
now this time I am visiting this site and
reading very informative posts at this place.
You really make it seem so easy along with your presentation however I in finding this matter to be actually something which I believe
I might never understand. It kind of feels too complicated and very wide
for me. I am having a look forward for your subsequent put up, I’ll attempt to get the hang of it! http://speedmap.Waiblingen.de/cgi-bin/perl/zoom-link.pl?gk=3523377,5414583_dreieck&vonwo=&url=Ucenterhome2.Dzarchive.dev/space.php%3Fuid%3D68448%26do%3Dblog%26id%3D149131
I’m gone to tell my little brother, that he should also
pay a quick visit this web site on regular basis to
take updated from latest news update.
I enjoy what you guys are up too. Such clever work and coverage!
Keep up the wonderful works guys I’ve included you guys to
blogroll.
Howdy! Would you mind if I share your blog with my myspace
group? There’s a lot of folks that I think would really enjoy your content.
Please let me know. Cheers
I just like the helpful information you provide for your articles.
I will bookmark your weblog and take a look at again right here regularly.
I am quite certain I will learn many new stuff proper here!
Best of luck for the following!
discover site – Gave it a visit, pages are clearly laid out and smooth to browse.
chestnut harbor hub – The layout is neat, making it simple to navigate through all the listings.
Thanks for any other wonderful post. Where else may just anybody get that kind of info in such an ideal way of writing?
I’ve a presentation next week, and I am at the search for
such info. https://Listji.com/index.php?page=user&action=pub_profile&id=10462&item_type=active&per_page=16
browse silver harbor – Gave it a try, looks well organized and functional.
Incredible story there. What occurred after?
Take care!
check it out here – Had a short visit, pages are organized in a clean and smooth way.
see details – The site feels user-friendly, and moving around is smooth and fast.
view this link – Browsed for a moment, everything feels organized and smooth.
discover more – Pages are tidy and content is simple to find.
browse this site – Took a quick look, everything feels tidy and easy to navigate.
visit homepage – Navigation flows naturally, and pages load efficiently.
enter goods district – Fast-loading pages with a clean interface make browsing effortless.
this platform – Had a quick visit, the interface feels polished and simple.
browse meadow selections – Moving between sections feels natural and the layout is user-friendly.
see details – Checked quickly, layout is clean and everything loads easily.
If you are going for finest contents like me, just pay
a quick visit this website all the time as it presents quality contents, thanks
KettleShopStop – Browsing feels natural with responsive pages and tidy sections.
check online – The pages are responsive, and the layout is easy to follow.
learn more here – Checked briefly, layout is simple and content is easy to access.
browse items – Looked around briefly, the interface is smooth and easygoing.
shop wheatcove goods – Navigation is intuitive, and content is well organized.
check online – Well-arranged pages make moving through the site effortless.
browse now – Took a short tour, layout is clean and speed feels solid.
visit shop page – Layout is neat, and finding content feels effortless.
go explore now – Took a moment, everything is easy to find and feels neatly organized.
explore online atelier – The layout is neat, making content simple to access.
take a look – The site feels user-friendly with fast navigation.
tap to view – Opened it up, pages respond quickly and layout is easy to follow.
visit this store – Took a short visit, browsing is smooth and content looks fresh.
check it out – Everything is arranged clearly, making browsing smooth.
tap wheatcove hub – Navigation feels natural, content is well organized, and pages load quickly.
click here now – Had a quick glance, navigation is smooth and well arranged.
explore now – Short visit reveals well-organized pages and intuitive navigation.
discover more – Took a brief look, navigation is smooth and the interface is clean.
golden harbor online store – Browsing is seamless, with everything easy to access.
visit homepage – Clear and organized layout makes the browsing experience very smooth.
check it out – Had a glance, pages are clear and navigation feels natural.
view page – The interface is simple, helping users move through pages quickly.
access store – Had a fast look, everything seems clearly arranged and intuitive.
discover site – Gave it a glance, the design feels user-friendly and clean.
enter wheatcove district – Fast pages and an organized interface enhance the browsing experience.
open this link – Navigation feels natural, pages respond fast, and layout is organized.
enter website – Just checked it, content feels well structured and readable.
shop the granite hub – Everything loads quickly and navigating between sections is simple.
click here – A neat interface ensures users can find content quickly and easily.
check it out – Had a glance, pages are clear and simple to navigate.
I am really impressed with your writing skills as well as with the
layout on your weblog. Is this a paid theme or did you modify it
yourself? Anyway keep up the nice quality writing, it’s rare to
see a great blog like this one these days. http://Wiki.Votesmart.org/DemetratiAirdxm
discover more – Fast-loading pages combined with tidy design make browsing enjoyable.
access store – Had a fast check, everything loads fast and seems consistent.
discover wheatcove goods – Clean design and smooth navigation make browsing pleasant.
see details – Visited briefly, interface is clean and browsing feels smooth.
browse this site – Layout is clean, pages are easy to navigate, and everything loads quickly.
Fascinating blog! Is your theme custom made or
did you download it from somewhere? A theme like yours with
a few simple adjustements would really make my blog stand out.
Please let me know where you got your design. Cheers
browse items – Brief glance, interface feels intuitive and everything loads quickly.
click to visit – Well-arranged content allows users to browse without confusion.
view harbor items – Pages respond fast, and exploring categories is intuitive.
Читать расширенную версию: https://drel-udarnaya.ru
Самое важное сегодня: https://ehlektrodrel.ru
Самые актуальный новости свежие новости — свежие события, аналитика и репортажи. Политика, экономика, технологии и общество. Будьте в курсе последних новостей и ключевых событий каждый день.
go to homepage – Opened the site, navigation feels smooth and user friendly.
Wow, this post is nice, my younger sister is analyzing these things, therefore I am going to let know her.
click here – A simple, clean layout ensures browsing is stress-free and fast.
Have you ever considered writing an ebook or guest authoring
on other websites? I have a blog based upon on the same information you discuss and would love
to have you share some stories/information. I know my
subscribers would appreciate your work. If you are even remotely interested,
feel free to send me an email.
enter goods district – Fast-loading pages with a clean interface make browsing effortless.
official page – Dropped in for a moment, interface feels tidy and intuitive.
d bolt steroids
References:
https://payne-lane-2.blogbright.net/testosterone-utilisation-posologie-effets-indesirables-et-precautions
go to homepage – Checked it out briefly, everything is easy to find and clearly presented.
browse items – Pages are clear, navigation is simple, and browsing is smooth.
Посмотреть на сайте: https://geforce-gtx-1650.ru
Обновления по теме: https://geforce-gt-1030.ru
browse here – The layout is minimal and easy to follow for a quick visit.
discover more – Short visit, everything feels organized and effortless to explore.
see details – Checked quickly, content is organized and easy to find.
shop harbor trail items – Menus are clear, and navigation flows naturally.
click to visit – Pages are well-organized, and finding content is straightforward.
shop wheatcove goods – Navigation is intuitive, and content is well organized.
learn more here – Checked it quickly, pages respond fast and structure is clear.
explore this page – Quick visit, everything is easy to locate and the interface is clear.
visit the store – Quick glance shows well-organized pages and intuitive navigation.
Magnificent beat ! I wish to apprentice while you amend
your web site, how can i subscribe for a blog website?
The account helped me a acceptable deal. I had been tiny bit acquainted of this your broadcast offered bright clear idea
신용카드현금화는 신용카드의 쇼핑 한도(사용 한도)를 이용해 물품이나 상품권 등을 구매한 후, 이를 수수료를 차감하고 현금으로 돌려받는 방식을 말합니다.
check online – A clear layout allows users to move through the site effortlessly.
Все лучшее здесь: https://graver-akkumulyatornyj.ru
Все подробности по ссылке: https://gtx-1070-ti.ru
Полная статья здесь: https://impakt-shurupovert.ru
check it out – Had a glance, interface is neat and content is easy to reach.
see what’s inside – Quick visit, content is readable and pages are well structured.
discover the hub – Sections are easy to find, and browsing feels comfortable.
visit catalog – It’s very easy to navigate and quite pleasant overall
access the store – Short visit shows clear structure and easy navigation.
Текущие рекомендации: https://makita-shurupovert.ru
Все самое свежее здесь: https://lentochnyj-shurupovert.ru
Только лучшие материалы: https://makita-shurupovert-akkumulyatornyj.ru
Текущие рекомендации: https://interskol-shurupovert.ru
open website – The design is minimalistic, keeping browsing smooth and simple.
open website – Had a glance, pages are simple to navigate and interface is clear.
view goods cove – Interface is tidy, pages load fast, and browsing feels seamless.
access page – Took a peek, everything seems well arranged and easy to navigate.
check this shop – Everything loads clearly and the structure is easy to understand.
browse items – Pages are organized, content is easy to find, and browsing flows naturally.
browse this page – Took a quick glance, everything feels intuitive and easy to explore.
start exploring – Navigation feels natural, and the listings are easy to access.
open link – The site feels uncluttered and easy to navigate.
browse here – Looked around, interface feels tidy and simple to understand.
Последние обновления: https://mini-drel.ru
Узнать больше здесь: https://nvidia-geforce-gtx-1050-ti.ru
Ежедневный обзор: https://nvidia-geforce-gt-710.ru
Последние изменения: https://nvidia-geforce-gt-730.ru
>enter the commerce hub – Navigation feels natural and effortless across all sections.
discover artisan marketplace – Easy to navigate, layout is clean and professional.
click to explore – Browsing felt natural, and the structure was clear.
shop online now – Layout is tidy, pages are fast, and navigation is intuitive.
start shopping now – The interface is functional, making it simple to move between pages.
view collection – Pages load nicely and the flow is quite natural
enter store – Browsing is fluid, interface feels well organized and user-friendly.
learn more – Fast page loads and a neat layout make finding content simple.
click here now – Took a peek, browsing is smooth and content is accessible.
click to browse wheatcove – Everything is structured well and loads without delay.
start here – Quick visit done, navigation feels natural and pages load fast.
Полная версия по ссылке: https://ruchnaya-drel.ru
Обязательно к прочтению: https://shurupovert-aeg.ru
Ежедневный обзор: https://shurupovert-akkumulyatornyj.ru
Лучшее прямо здесь: https://shurupovert-akkumulyatornyj-v-moskve.ru
see the collection – Navigation feels intuitive and nothing is confusing.
Hello, I think your blog might be having browser compatibility issues.
When I look at your website in Safari, it looks fine but when opening in Internet Explorer, it has some overlapping.
I just wanted to give you a quick heads up! Other then that, excellent blog!
enter website – Pages are structured well, navigation is effortless, and content is readable.
see products here – Quick visit, pages are well organized and browsing is intuitive.
check this out – The overall feel is warm and thoughtfully arranged.
open website – Clean layout and responsive pages make browsing smooth.
visit chestnut hub – Everything appears promptly, making navigation simple and clear.
open website – Had a glance, navigation is clear and interface is user-friendly.
see products here – Layout is well arranged, pages respond fast, and browsing is seamless.
Nowoczesny sufit napinany odświeża mieszkanie. Taki wybór ułatwia stworzenie spójnej i czystej aranżacji. Sufit można połączyć z nową aranżacją lub remontem, dlatego wiele osób decyduje się na taki montaż https://sufity-napinane-wroclaw.pl/
Больше на нашем сайте: https://shurupovert-bosch.ru
Полная версия статьи: https://shurupovert-dlya-ledobura.ru
Текущие рекомендации: https://shurupovert-deko.ru
Читать больше на сайте: https://shurupovert-grinvorks.ru
Howdy just wanted to give you a quick heads up.
The words in your article seem to be running off the screen in Internet explorer.
I’m not sure if this is a format issue or something to do with browser compatibility but I
figured I’d post to let you know. The design and style look great though!
Hope you get the problem solved soon. Kudos https://Goelancer.com/question/le-nettoyage-de-plancher-maison-conseils-et-astuces-pour-un-sol-impeccable-et-ecologique-2/
click to view – The structure is clear and helps you get around quickly
explore wheatcove marketplace – Pages are fast and the overall structure is easy to follow.
learn more here – Checked briefly, interface feels clean and effortless to browse.
honey cove online store – Browsing is simple and all content loads fast.
open website – Everything loads quickly, and moving between pages feels natural.
enter site – Had a short look, everything is well structured and easy to browse.
visit the store – Quick glance shows a clean layout that’s simple to navigate.
Do you mind if I quote a couple of your articles as long as I
provide credit and sources back to your webpage? My blog site is in the very same niche as yours and my users would really benefit from a lot of the
information you present here. Please let me know if this
ok with you. Cheers!
Hi there! I realize this is sort of off-topic but I had to ask.
Does running a well-established website like yours take
a massive amount work? I am completely new to blogging however I do write in my
journal daily. I’d like to start a blog so I can share my experience and feelings
online. Please let me know if you have any kind of recommendations or tips for new aspiring blog owners.
Thankyou! https://WWW.Magie-Voyance.com/question/nettoyage-de-sol-professionnel-a-quebec-services-astuces-et-conseils-par-un-entretien-impeccable
visit trade house – It was straightforward to browse, nothing felt confusing at all.
browse catalog – I liked how simple everything was laid out without confusion.
start browsing – Pages respond quickly, layout is simple, and browsing is straightforward.
go to platform – Pages respond quickly, and the site layout is clear.
Наша лучшая подборка: https://shurupovert-interskol.ru
Лучший выбор дня: https://shurupovert-hilti.ru
Новое в категории: https://shurupovert-makita.ru
shop online now – Took a glance, everything feels tidy and responsive.
Все лучшее здесь: https://shurupovert-milwaukee.ru
go to homepage – Opened the site, layout is simple and pages load without delay.
product hub link – Everything is presented cleanly, making the site intuitive to use.
>discover the hub – Sections are easy to locate and browsing flows effortlessly.
guild trading page – Navigation flows smoothly with everything placed logically.
view goods cove – Interface is tidy, pages load fast, and browsing feels seamless.
click here now – Quick visit shows site is user-friendly and navigation flows naturally.
explore store – Everything flows well and the interface is user-friendly
check honey deals – The interface is user-friendly, and navigating pages is fast.
see products here – Pages are responsive, and content is well structured for easy viewing.
discover more – The initial view is pleasant, with an uncluttered presentation.
Самое интересное: https://shurupovert-ryobi.ru
Ежедневный обзор: https://shurupovert-zubr.ru
Самое полезное для вас: https://udarnyj-shurupovert.ru
browse items – Layout is neat, content is easy to scan, and navigation feels natural.
visit the marketplace – Browsing feels effortless because everything is well-structured.
try this vendor site – Layout feels clean and well-arranged, making navigation simple.
visit the commerce hub – Browsing is smooth, with a layout that feels very user-friendly.
Дополнительная информация: https://videokarta-1050.ru
Только что опубликовано: https://videokarta-gigabyte.ru
Читать больше на сайте: https://videokarta-1660-super.ru
plumharborcommercehub – Took a quick look, interface feels clean and navigation is smooth.
shop link – The website feels fast and content is well-organized
Главные новости: https://videokarta-rx580.ru
Полная статья здесь: https://videokarta-msi-gtx-970-gaming-4g.ru
Читать больше на сайте: https://videokarty-amd.ru
visit the store – Layout is clear, making browsing quick and comfortable.
product hub link – Everything appeared fast and the site was simple to use.
MegaDealsOnline – Positive first look; site loads efficiently.
Your point of view caught my eye and was very interesting. Thanks. I have a question for you. https://www.binance.info/ar-BH/register?ref=S5H7X3LP
gilded grove shop – Navigation feels effortless, and finding information is quick and clear.
Последние изменения: https://vodyanoe-ohlazhdenie-dlya-videokarty.ru
Читать расширенную версию: https://perforator-i-drel-otlichiya.ru
Читать расширенную версию: https://nn-radiodetali.ru
enter the marketplace – The interface is clean, with navigation that’s simple to follow.
джеттон промокоды
go to homepage – Opened the site, layout feels intuitive and content is easy to find.
visit platform – Clean interface and effortless navigation throughout
open this link – Seems acceptable, might be worth checking again sometime.
Its like you read my mind! You seem to grasp so much approximately this, such as you
wrote the guide in it or something. I believe that you could do with some p.c.
to drive the message house a little bit, however instead of that,
this is wonderful blog. A fantastic read. I’ll certainly be back.
product access link – The layout makes browsing simple and content easy to digest.
shop the cove district – Everything loads fast, and the layout feels logical.
Kent Casino https://kentcasino.ru.com/ официальный сайт, регистрация и бонусы. Онлайн казино с быстрым выводом средств, слотами и играми от топ провайдеров. Получите фриспины и играйте на реальные деньги безопасно.
shop the platform – Layout is neat, and there’s no confusion while browsing.
start here – Quick visit done, navigation is smooth and pages are easy to explore.
visit this page – Everything is clear and browsing feels effortless
visit the store – Everything is arranged neatly, so browsing is straightforward.
HarborShopCentral – Pleasant browsing experience and content is easy to locate.
a href=“https://gingerwoodcommercehub.shop/“ />start shopping now – The layout is neat, making exploration quick.
check it out here – It worked smoothly throughout, leaving a stable impression.
innovation portal – Smooth navigation and clear content make exploring effortless.
open website – Had a glance, interface is tidy and browsing feels smooth.
creative marketplace – Found this by accident and it looks like something worth exploring.
discover items – The site is easy to use, with content clearly organized.
product hub – Smooth interface and pages are organized cleanly
coral harbor retail space – Found this today, might explore more features soon.
explore artisan studio – The interface is friendly, making it easy to navigate.
shop the glade hub – Browsing is fast and intuitive with everything logically positioned.
product portal – Navigation feels natural, with no unnecessary clutter.
explore Elm Harbor shop items – Organized sections make it effortless to find information.
forward vision – Neatly structured pages with content that communicates effectively.
ArtisanCorner – Clean layout, intuitive menus, makes navigation effortless.
HandiworkCove – Smooth layout with clearly labeled pages allows easy navigation.
go to homepage – Opened the site, interface feels intuitive and browsing is effortless.
buy diazepam uk
click to explore – The layout was clean enough to make browsing effortless.
Brook Retail Studio – Pages are well-structured and finding information is effortless.
artisan sellers hub – It looks like a solid site, I’ll likely return to explore it further.
see this page – Smooth interface and easy-to-understand content
main marketplace – Layout is well-structured, pages load fast, and browsing feels simple and smooth.
VendorSavingsHub – Quick page loads and a well-organized interface.
coral craft space – Very pleasant browsing, the platform feels intuitive and user-friendly.
Lark House Market – Very organized design, browsing feels effortless.
visit Daisy Harbor Collective – Pages flow nicely, and browsing is simple and smooth.
shop glade ridge items – The layout is clear, allowing fast and intuitive navigation.
ForestBazaarStudio – Smooth layout, browsing sections feels effortless.
online merchant link – The layout is neat, making browsing a relaxed experience.
MintCraftedHarbor – Clean pages, intuitive structure, and effortless navigation.
new directions – Clean pages and easy-to-read sections make comprehension effortless.
CreativeBazaar – Nice organization, clicking through pages is simple and enjoyable.
CraftWorld – Pleasant design, logical structure, makes exploring the site simple.
open website – Had a glance, navigation is smooth and pages are easy to follow.
ShopHarbor – Clean design and intuitive layout allow quick access to content.
GemCraft – The website is clean, easy to use, and visually coherent.
browse products – Enjoyed how easy it is to check information and pages
Элитная парфюмерия часто выпускается ограниченными партиями, что делает ее особенно ценной. В интернет магазине можно найти редкие и эксклюзивные варианты https://avon-forum.ru/
retail discovery page – It looks well-arranged, moving around feels quite easy.
shop glass harbor items – The interface is clear and it’s easy to browse categories.
shop the atelier – Layout is clean, and information is easy to access.
House of Lemon Lark – Smooth experience with well-laid-out pages.
I enjoy what you guys tend to be up too. This kind of clever work and
exposure! Keep up the fantastic works guys I’ve
added you guys to my blogroll.
explore Daisy Harbor offerings – Accessing pages is quick, and the layout feels clean.
crafts hub online – Clean interface, everything loads quickly, making it easy to explore.
check it here – I found it practical, and the content looks fairly current.
visit the vendor studio – Everything looks up-to-date and easy to read.
growth insights – Clean pages with structured content make understanding straightforward.
VendorHarbor – Intuitive menus and neat layout, browsing the site is a breeze.
CraftyMarket – Very clear structure, browsing is simple and fast.
visit platform – Took a short browse, interface is tidy and browsing is comfortable.
HarborVendorDock – Simple design with fast-loading pages allows easy access to information.
Craft Boutique – The site loads quickly, making it easy to find what you need.
Very nice post. I just stumbled upon your weblog and wished to say that
I have really enjoyed surfing around your blog posts.
After all I will be subscribing to your rss feed and I hope you write again very soon!
JasperDealFinder – Overall navigation is seamless, and content is easy to read.
explore here – Very user-friendly layout and pages load quickly
Lemon Creative Studio – Everything is neatly organized, finding details is simple.
craft creators space – Looks like a neat place, I might stop by again later.
explore products – Pages are easy to navigate, and the design feels uncluttered.
see handmade marketplace – Everything feels neat, and browsing is very easy.
cottongrove makers space – Layout is tidy and simple, site is enjoyable to explore.
Kent Casino kentcasino официальный сайт, регистрация и бонусы. Онлайн казино с быстрым выводом средств, слотами и играми от топ провайдеров. Получите фриспины и играйте на реальные деньги безопасно.
enter shop page – Browsing is simple, and the interface makes finding things easy.
MakerLane – Logical structure with smooth navigation, content is easy to access.
learners network – Simple interface and organized pages make understanding effortless.
amberharbortradecollective – Looks organized and user friendly, enjoyed browsing through pages here.
CoveBazaar – Well-structured content and fast-loading pages enhance the browsing experience.
DIYBoutique – Clean layout, browsing categories feels very natural.
Bead Boutique – Simple, clear layout makes exploring and shopping effortless.
check out the store – Pages are well-organized, making browsing effortless
LinenDeals – Layout is neat, and finding items is straightforward.
organized retail zone – The structure looks clean and simple, very user-friendly at first glance.
view vendor collections – Everything is clear and makes understanding the content simple.
VendorBay – Fast-loading pages and intuitive menus, navigation is smooth.
advancement ideas – Clear layout and smooth navigation make exploring quick and simple.
cottongrove trade hub – Clean and well-structured, very easy to get around.
HoneyMarketAtelier – Clear design and logical layout make finding information quick and simple.
MeadowDealsNow – Overall layout is neat and pages load efficiently.
Gem Haven – The website is organized, making it easy to explore categories.
CraftRetail – Neat and organized, clicking through the site feels effortless.
кіно 2026 як дивитися кіно онлайн
usb qc и usb qc 30 что это и как работает быстрая зарядка
explore here – The interface is clean and finding details is easy
CozyBeddingStore – Clear layout with smooth transitions between pages.
visit online hub – The site seemed reliable on first visit, everything ran fine.
Pretty section of content. I just stumbled upon your website and
in accession capital to assert that I acquire actually enjoyed account your blog posts.
Anyway I will be subscribing to your augment and even I achievement you access consistently rapidly.
Very useful content! I learned something new from this post.
Thanks for sharing this helpful information.
VendorSphere – Pages are well-organized, navigation is intuitive, very straightforward.
artisan sellers platform – Clean structure and everything flows nicely while browsing.
see handmade marketplace – Looks dependable and easy to explore for someone new.
curious world – Clean interface and smooth navigation make reading and exploring enjoyable.
cotton meadow craft hub – Just visited, platform seems interesting and worth another check.
Artisan Honey – Well-laid-out pages make exploring products effortless.
Artisan Lane – Fast-loading pages with a user-friendly interface.
StoneWorkshop – Neat design, all information loads clearly and efficiently.
see more – Fast-loading pages and well-organized content
LinensForYou – Very intuitive design, making it simple to find everything needed.
ArtisanDock – Pages are well-structured and easy to navigate, very user-friendly.
opportunity insights – Well-organized content with direct and understandable information.
click to see offerings – The site feels responsive and browsing is straightforward.
vendor trading platform – So far so good, I’m hoping to see more improvements soon.
JewelShopStop – Quick-loading pages and clear layout make for an enjoyable experience.
Honey Vendor Network – Intuitive structure with clear headings helps me browse easily.
Gem Exchange – Browsing is simple with clear visuals and quick loading.
cotton retail lane – Well-structured platform, navigation feels straightforward and smooth.
EmberCraftVendor – Efficient layout, browsing the site is fast and simple.
Hi everyone, it’s my first pay a quick visit at this website,
and paragraph is genuinely fruitful for me, keep up posting such articles. https://healtheconomics.kz/home/images/
CraftedLinens – Easy-to-use menus and smooth transitions make shopping pleasant.
open website – Clear and straightforward, makes browsing easy
HandmadeDock – Clear headings and well-structured layout make the site user-friendly.
Hello! I’ve been reading your blog for a while now and finally
got the courage to go ahead and give you a shout out from Kingwood Tx!
Just wanted to tell you keep up the excellent work!
discounts portal – Easy-to-navigate pages with good deals throughout.
browse creative marketplace – The site is organized and sections are easy to follow.
creative crafts hub – Really unique concept, feels thoughtfully designed.
Brook Artisan Market – The website is intuitive, with sections easy to navigate and understand.
Craft Exchange – Pages load quickly and everything is easy to locate.
artisan traders creek harbor – The platform seems solid, definitely worth spending some time on.
CreativeBoutique – Clear menus, responsive pages, and enjoyable browsing experience.
ArtisanCove – Neat structure, browsing sections is fast and intuitive.
RetailHaven – Clear structure with smooth flow, browsing the site is easy.
JewelMarketStop – Pages respond quickly and the site feels organized.
I do not know whether it’s just me or if everyone else encountering problems with your blog.
It looks like some of the text in your content are running off the screen. Can someone else please comment and let me know if this is
happening to them as well? This may be a problem with my web browser because I’ve had
this happen previously. Appreciate it
learning pathway – Well-laid-out sections with straightforward, easy-to-understand messages.
check out artisan marketplace – Everything is well laid out, making navigation easy.
Bead Haven – Layout is logical and finding items is effortless.
Frosty Vendor Collective – Pages load instantly, and the interface is straightforward and intuitive.
online store guild – Well-organized design, makes locating products effortless.
creek harbor craft store – Found some good material, seems trustworthy overall.
HandmadeHaven – Very clean design, effortless to find and explore items.
Remember, whether you’re a regular player or just starting your crypto gaming adventure, BCK is here to be your reliable guide.
ArtisanAlley – Smooth navigation with logical sections, finding content is simple.
CoveTradeHub – Smooth layout, all content loads quickly and efficiently.
I could not resist commenting. Exceptionally well written!
ideal presents – Simple and approachable design with clear sections and engaging items.
Sparkle Market – Everything is accessible, and the interface is clean and easy to use.
browse this page – The presentation feels thoughtful and easy to engage with.
Frost Isle Bazaar – Initial visit went well; I’ll revisit later to explore more content.
explore vendor offerings – The platform is organized and reading content feels effortless.
artisan community platform – Smooth browsing experience, everything is easy to understand.
MapleCrafts – Clean layout, very easy to navigate and pages load smoothly.
see more details – It’s simple to move around and find key information.
RetailLane – Clean design with well-laid-out sections, browsing feels natural.
JuniperPickMarket – Quick-loading pages and an organized structure make browsing easy.
HarborCraftHub – Well-organized pages, finding products is straightforward.
Craft Lane – Everything feels accessible and well organized.
Icicle Isles Retail – Everything is logically arranged, so navigation is smooth.
trend center – Clean interface with well-structured content for effortless navigation.
click to see vendor offerings – Looks like it’s gaining momentum, and I’m curious about future updates.
explore craft studio – Well-arranged sections and smooth interface make it easy to browse.
Hi to every one, it’s genuinely a pleasant for me to pay a
visit this website, it contains useful Information. https://listji.com/index.php?page=user&action=pub_profile&id=5822&item_type=active&per_page=16
vendor info center – Good website layout, the information appears easy to access and helpful.
Hi there, I enjoy reading all of your article. I like to write a little comment to support you.
ArtisanGoodsShop – Smooth user experience with clearly displayed products and categories.
oliveorchardartisanboutique.shop – This spot has a lovely charm, and looking through everything feels calm and pleasant.
MakerBay – Clean layout with fast-loading content, exploring is effortless.
visit this page – The design keeps things clear and easy to understand.
visit artisan space – Nice structure and clean design, very user-friendly.
HarborCraftHub – Smooth pages, finding products is straightforward.
enter site – The design appears uncluttered and easy to navigate from the start.
explore vendor offerings – Clean layout, moving through pages is effortless.
Harbor Craft Network – Easy-to-follow layout with responsive pages makes exploring effortless.
best picks – Neatly arranged pages with concise, readable content.
explore handmade marketplace – Well-organized sections make browsing convenient and clear.
What’s up, all the time i used to check website posts here early in the dawn, because i like to learn more and more.
My web blog Containerdienst Dresden
browse creative bazaar – Nicely organized sections and intuitive interface make it simple to navigate.
It’s going to be ending of mine day, however before finish I
am reading this impressive paragraph to improve my knowledge.
my blog post – Containerdienst Dresden
handcrafted marketplace – First impression is good, everything looks tidy and accessible.
ArtisanExchange – Smooth navigation with well-organized sections and clear content.
VendorHarbor – Neatly structured pages make finding details simple and quick.
artisan studio link – Clear pages with intuitive layout make exploring effortless.
JuniperMarketChoice – Well-organized content and responsive pages create a positive experience.
This is very interesting, You’re a very skilled blogger.
I’ve joined your rss feed and look forward to seeking more
of your great post. Also, I have shared your site in my
social networks!
My site: Containerdienst Dresden
browse this platform – The interface feels tidy and user-friendly.
click for crafts – Clear structure and neat design make it easy to use.
Thanks designed for sharing such a nice opinion, article
is pleasant, thats why i have read it completely
Also visit my homepage Containerdienst Dresden
check this link – It performs quickly, and the layout makes content easy to follow.
solar meadow vendors – Very clean layout, browsing through the pages felt effortless.
Thanks for sharing your info. I really appreciate your
efforts and I am waiting for your further write ups thank
you once again.
Look into my page: Containerdienst Dresden
see vendor details – The design is clean and helps guide users through the content easily.
Ivory Marketplace – Simple design that feels reliable.
top selections – Simple interface with neat pages and approachable content.
FlintArtCorner – Intuitive pages, finding categories is easy and quick.
click for retail hub – The site has a clean look and smooth navigation throughout.
enter retail marketplace – Clear structure and easy navigation make exploring straightforward.
trailharborcraftbazaar – Really pleasant experience, the site is simple to navigate and flows nicely.
кодирование от алкоголизма [url=https://vyvod-iz-zapoya-na-domu-samara-3.ru/]кодирование от алкоголизма[/url] .
VendorDock – Easy-to-follow structure with clear headings aids quick navigation.
BoutiqueMarble – Easy to browse, pages load fast, and content is clear and readable.
craft lovers boutique – The layout is tidy and browsing feels natural and simple.
shop craft selections – Content is tidy and the site feels user-friendly.
click for more info – Content is easy to scan and comprehend.
browse retail offerings – Everything loads fast and looks well arranged.
check boutique items – The site is user-friendly, pages appear instantly, and navigation is clear.
browse vendor marketplace – Well-laid-out pages, made exploring effortless.
Ivory Hub Studio – Looks professional and organized, making it easy to explore.
fashion picks – Clear and approachable interface with well-presented products throughout.
explore handmade hub – Browsing is smooth and the site feels professional.
visit creative marketplace – Simple, well-organized pages make the first visit feel positive.
visit homepage now – The variety here is nice, with pieces that stand out easily.
MeadowArtisanHub – Intuitive interface, finding products is convenient.
CraftBazaar – Logical structure and smooth interface ensure a pleasant browsing experience.
CraftedHarbor – Fast-loading pages, neat layout, and very user-friendly interface.
shop curated vendor items – Layout is clean, and everything is easy to find.
online retail studio – Appears reliable, could recommend it to others easily.
Heya i am for the first time here. I found this board and I find It truly useful & it helped me out
a lot. I hope to give something back and aid others like you aided
me. http://wiki.votesmart.org/StephanyvpPawseyyn
explore creative traders – Clean structure and smooth flow make it easy to browse.
I am in fact grateful to the holder of this
web page who has shared this great post at at this place.
Shiny Lane – Organized design makes shopping stress-free.
It’s very straightforward to find out any topic
on net as compared to books, as I found this piece of writing at this website.
Studio Ridge Retail – Smooth browsing with a professional feel.
go to Crown Harbor crafts – Definitely a place worth coming back to in the future.
browse artisan finds – Clear sections and neat design make exploring effortless.
visit platform – Everything feels cohesive and the purpose is easy to grasp.
official retail studio link – Pages are clean and well-organized, making it simple to find what you need.
browse artisan marketplace – Helpful information is easy to find thanks to the clear layout.
VendorBay – Simple, tidy interface with clear sections helps users find information easily.
CreativeHarbor – Well-laid-out sections and intuitive navigation make exploration simple.
Hello! Do you use Twitter? I’d like to follow you if that
would be ok. I’m definitely enjoying your blog and look forward to new posts.
waveharborartisanbazaar – Layout is clear and easy to read, making browsing pleasant.
FlintShopVault – Pleasant navigation, exploring the site is effortless.
coast vendor network – Clean interface, browsing around the site is simple and pleasant.
check website – The layout feels natural and makes navigation effortless.
Feel free to visit my page … Chicken Road jeu
craft marketplace link – Straightforward layout, everything is easy to locate.
Lavender Bazaar – Pleasant design, effortless to navigate the site.
I was more than happy to find this website.
I need to to thank you for your time for this wonderful read!!
I definitely savored every bit of it and i also have you bookmarked to look at new stuff in your web site. https://rentry.co/39802-acide-glycolique–les-bienfaits-pour-une-peau-rayonnante
Artisan Harbor Market – First impression is professional with clear content organization.
discover vendor offerings – Moving through the site is seamless and clear.
explore retail selections – Navigation is easy, sections are clearly organized and accessible.
career paths portal – Clear sections and easy-to-read content throughout the site.
enter creative craft hub – Well-structured pages with tidy sections make browsing effortless.
When I initially commented I clicked the „Notify me when new comments are added“ checkbox and now
each time a comment is added I get three e-mails with the same
comment. Is there any way you can remove people from that
service? Thanks a lot! https://www.ketogenicforums.com/clicks/track?url=https://Mindmergeconnect.com/lentrepot-de-la-lunette-une-vision-de-qualite-et-de-choix/
explore handmade marketplace – Appears useful and engaging, I’ll likely return later.
HarborCraftsMarket – Simple, neat design with logical categories and fast browsing.
RetailDock – Organized pages with intuitive menus make exploring the site fast and easy.
visit the artisan hub – Easy-to-read pages with smooth navigation provide a great experience.
creative makers hub – Found today, seems like a good place to check out products and ideas.
shop featured items – The platform has a nice atmosphere, with appealing items on display.
ArtisanMeadowStudio – User-friendly layout, all categories are easy to access.
explore shop – Well-structured categories make browsing fast and effortless.
explore retail network – Minimal layout, moving between sections is seamless.
explore upland summit – Well-organized layout makes browsing products smooth and enjoyable.
Lavender Lane – Clean design with simple navigation for a pleasant experience.
jetton в телеграмме отзывы
Jasper Guild Online – Smooth interface with content structured clearly for users.
view Coast Studio Market – Layout is visually appealing and makes discovering products easy.
discover your future – Clean layout with clear navigation, very easy to browse.
view this page – It’s a well-designed site, easy to browse with a modern look.
discover unique crafts – Navigation is smooth, and content is well organized.
visit artisan shop – Pleasant experience, everything loads fast and looks tidy.
browse artisan hub – Pages are tidy, fast-loading, and content is straightforward to follow.
https://molitvy.guru/
HarborArtisanMarket – Pleasant experience with organized sections and effortless navigation.
CreativeQuay – Pages load fast and structure is intuitive, browsing is easy.
visit Echo Brook Retail Atelier – Layout is tidy and well-structured, making navigation effortless.
retail atelier link – Smooth layout and well-laid-out content improve usability.
Greetings! I know this is kinda off topic however I’d figured I’d ask.
Would you be interested in trading links or maybe guest authoring a blog article or vice-versa?
My blog addresses a lot of the same subjects as yours and I
believe we could greatly benefit from each other. If you might be interested
feel free to send me an email. I look forward to
hearing from you! Awesome blog by the way! https://Freecomau.com/index.php?page=user&action=pub_profile&id=12660&item_type=active&per_page=16
vendor market hub – Everything is clearly arranged, navigation feels smooth and simple.
handcrafted makers studio – Quick site performance, browsing feels easy and natural.
discover products – Easy browsing, listings are organized, and navigation is straightforward.
Studio Lane – Clear layout, navigation is quick and simple.
FloraStudioVault – Clean and organized layout, finding information is fast.
Craft Hub Jasper – Easy-to-follow layout makes browsing enjoyable.
community hub – Clean layout with uplifting and simple content for effortless browsing.
discover creative marketplace – Navigation is simple and content is clear, very straightforward.
check out the retail studio – Everything appears polished and browsing is smooth.
ArtisanCove – Clear navigation and tidy interface make exploring fast and simple.
vendor collection link – Layout is clean, moving from page to page is easy.
ArtisanMeadow – Simple interface, intuitive menus, and fast-loading pages.
explore curated vendor hub – Easy-to-read sections and smooth page flow.
check Echo Harbor crafts – Clear navigation and well-laid-out pages make for a pleasant experience.
artisan marketplace link – Clean interface and fast speeds make navigation smooth.
check handmade deals – The platform feels inviting and easy to navigate while discovering unique crafts.
discover more – Navigation is simple and the organization of content feels natural.
Harbor Vendor Studio – Very clear presentation, navigation feels effortless.
browse silk marketplace – Neatly organized listings and logical design simplify online shopping.
artisan craft market – Navigation is smooth and intuitive, makes browsing simple.
Vendor Hub Jasper – Clean layout and organized content provide a smooth experience.
FloraBazaarStudio – Clean and organized, exploring products is fast.
innovation portal – Organized content and smooth navigation make browsing enjoyable.
реабилитация наркоманов [url=https://vyvod-iz-zapoya-na-domu-samara-3.ru/]реабилитация наркоманов[/url] .
explore Rose Cove hub online – Navigation feels intuitive, pages load fast, very convenient.
HandiworkBay – Organized menus and tidy structure make navigation smooth.
Good web site you’ve got here.. It’s hard to find good quality writing
like yours nowadays. I truly appreciate people like you!
Take care!!
Also visit my web site :: 강남달리는토끼
explore Wheat Cove emporium – Layout is neat, and browsing flows naturally.
ArtisanMeadowMarket – Pages respond quickly, clean layout, and very intuitive interface.
open craft listings – Discovered by chance, yet the resources are clear and helpful.
Hi, i feel that i noticed you visited my blog thus i
got here to return the desire?.I am attempting to to find things to enhance my site!I assume its ok to use a few of your ideas!!
Here is my site; 강남달토
artisan collection online – Navigation feels straightforward, content is neatly arranged.
see tail selections – Organized layout helps make everything easy to find.
see artisan hall offerings – Well-structured pages make it simple to find what I’m looking for.
Lark Lane Artisan – Very organized layout, exploring feels stress-free.
view store – Well-organized design with clear categories for an enjoyable experience.
Unquestionably believe that which you stated. Your favorite reason appeared to
be on the internet the simplest thing to be aware
of. I say to you, I definitely get irked
while people consider worries that they just don’t know about.
You managed to hit the nail upon the top and also defined out the whole thing without having
side-effects , people could take a signal. Will likely
be back to get more. Thanks https://Menifeemunchkins.com/formation-naturopathe-a-distance-un-guide-pratique-4/
Jewel Brook Artisans – The website is well-organized and navigation feels smooth.
makers workshop hub – Site feels helpful and organized, worth checking back soon.
FloraCraftVault – Well-structured pages, exploring items feels easy.
open this site – The atmosphere is authentic and makes exploring each section enjoyable.
browse artisan marketplace – Layout is simple, content is clear, navigation is smooth.
browse retail district – Everything is tidy and easy to follow, very user-friendly.
visit vendor hall – Nice assortment of products, and browsing today felt effortless.
MintCrafted – Clean layout, intuitive structure, and effortless browsing experience.
craft exchange hub – Well-structured pages, everything looks neat and approachable.
browse the studio hub – Everything is neat, making the experience pleasant.
browse artisan hub – First glance shows a professional and well-structured website.
discover retail marketplace – Clear interface, sections are easy to explore.
timber vendor gallery – Well-arranged listings make shopping online simple and pleasant.
artisan creators bazaar – Platform looks interesting, excited to explore more soon.
FloraRidgeStudio – Very clear layout, browsing sections is easy and stress-free.
browse Rose Harbor marketplace – Navigation is simple and content is easy to understand.
visit Wheat Meadow Crafts – Layout is simple and intuitive, makes exploring smooth.
vendor directory link – Organized sections make reading and browsing simple.
Pretty section of content. I just stumbled upon your web site and in accession capital to assert that I get in fact enjoyed account your blog posts.
Anyway I will be subscribing to your feeds and even I achievement you access consistently rapidly.
If you are going for most excellent contents like myself, just pay a quick visit
this web page daily for the reason that it presents feature contents,
thanks
Here is my homepage 마사지
Kudos. Ample advice.
learn more here – Everything is well-organized, and the pages move seamlessly.
explore handmade offerings – Interesting site, I plan to revisit for more browsing.
shop online – Easy-to-read product listings with a neat and inviting interface.
craft showcase portal – Clear and simple structure, browsing was smooth.
Hi there, its pleasant post concerning media
print, we all understand media is a great source of data.
Here is my web blog 강남달리는토끼
Hey! Quick question that’s entirely off topic.
Do you know how to make your site mobile friendly? My blog
looks weird when viewing from my iphone4.
I’m trying to find a template or plugin that might be able
to resolve this issue. If you have any recommendations, please share.
Many thanks!
Here is my web page 마사지
browse artisan selections – Creative and unique finds make this marketplace worth visiting.
ArtisanForestCorner – Intuitive pages, finding sections is fast.
Hi, I do think this is a great site. I stumbledupon it 😉
I will come back once again since i have saved as a favorite it.
Money and freedom is the best way to change, may you be rich and continue to help others.
wheatmeadowvendorstudio – Clean interface, everything loads quickly and browsing is smooth.
visit Meadow Craft Collective – Clean layout and organized pages made browsing smooth and easy.
teal cove marketplace – Tidy design makes browsing the site effortless.
What’s up colleagues, how is all, and what you desire to say regarding this article, in my view its truly amazing in favor of me.
browse the store – Smooth scrolling and clear categories make finding products simple.
learn more – Site is organized logically and provides practical information.
shop craft marketplace – Pleasant browsing experience, everything loads quickly and clearly.
скачать видео с ютуба на телефоне [url=https://skachat-video-s-youtube-1.ru/]skachat-video-s-youtube-1.ru[/url] .
I do agree with all the concepts you have introduced for your post.
They are really convincing and can definitely work. Nonetheless, the posts
are very quick for starters. Could you please lengthen them
a little from subsequent time? Thanks for the post.
my blog 강남달토
enter here – Well-structured site, finding what you need is straightforward.
discover more – The layout flows nicely, and everything feels accessible.
click to see atelier – Simple and clear interface makes exploring very user-friendly.
Hello, after reading this remarkable post i am also delighted to share my familiarity here with friends.
Also visit my page; 마사지
explore Wild Harbor hub – Simple navigation and well-laid-out pages create a comfortable experience.
explore Ruby Meadow marketplace – Sections are well-organized and pages are easy to read.
check out products – Everything is arranged clearly, so users can find information quickly.
What’s up, all the time i used to check webpage posts here early in the
daylight, since i enjoy to find out more and more.
My blog … 강남달리는토끼
rain selection hub – Easy-to-navigate pages and neat display make exploring products enjoyable.
dawnstone hub – The website is well-organized and pages load without any delays.
Hey would you mind stating which blog platform you’re working with?
I’m going to start my own blog in the near future
but I’m having a tough time deciding between BlogEngine/Wordpress/B2evolution and
Drupal. The reason I ask is because your
design and style seems different then most blogs and I’m looking
for something completely unique. P.S Apologies for
being off-topic but I had to ask! https://Webads4You.com/author/alannaheskr/
hello!,I love your writing very so much! percentage we be in contact
more approximately your post on AOL? I need a specialist in this house to unravel my problem.
May be that’s you! Taking a look ahead to peer you.
this resource – The structure makes it easy to explore content.
Hey! Someone in my Facebook group shared this website with us so I came to
check it out. I’m definitely loving the information.
I’m book-marking and will be tweeting this to my followers!
Excellent blog and excellent style and design.
click to explore artisans – Clear structure, finding content is fast and simple.
check deals here – Smooth navigation and organized layout help find products quickly.
Greetings! Very useful advice within this article! It is the little changes that produce the most significant changes.
Many thanks for sharing!
Visit my page: 마사지
I enjoy what you guys are up too. This type of clever work and
exposure! Keep up the amazing works guys I’ve added you guys to our blogroll.
Also visit my web page – 강남달리는토끼
open link – Layout is clean, browsing through the pages is seamless.
teal harbor gallery – Well-laid-out content with simple navigation for a smooth experience.
browse Wild Harbor crafts – Clean design and smooth interface make navigation quick.
upland willow store – Pleasant interface, browsing feels fast and intuitive.
shop artisan boutique online – Layout feels organized, pages are fast, and navigation is simple.
check out offerings – Layout is tidy, making it simple to move between areas.
explore merchant mart – Easy-to-read listings, pages load quickly, and browsing feels smooth.
Hello there! This is kind of off topic but I need some help from an established blog.
Is it very difficult to set up your own blog?
I’m not very techincal but I can figure things out pretty
fast. I’m thinking about creating my own but I’m not sure
where to start. Do you have any tips or suggestions? Many
thanks
my blog post Indonesian Law
product page link – Simple and clean interface allows users to explore quickly.
see details – Logical layout and clear sections make navigation simple and enjoyable.
explore now – On my first visit and the content seems helpful so far.
browse now – Clear sections and responsive pages provide an easy browsing experience.
visit page – Logical flow and clean design ensure a fast and easy browsing experience.
I don’t even understand how I ended up here, however
I believed this put up was great. I do not
understand who you’re but definitely you’re going to a
famous blogger should you aren’t already. Cheers!
artisan vendor portal – Clear and tidy design, exploring content is effortless.
наркологическая помощь [url=https://vyvod-iz-zapoya-na-domu-samara-3.ru/]наркологическая помощь[/url] .
discover site – Everything is arranged logically, easy to locate information.
browse teal vendor studio – Pages are organized clearly, browsing is hassle-free.
explore curated traders – Navigation feels natural and the layout is tidy.
visit creative retail lane – Pages feel light and fast, content is easy to read and navigate.
view selection – Clean design with clearly arranged items for easy discovery.
dawnridge hub – The platform feels reliable with information presented in a clear way.
open shop page – Smooth interface and well-structured layout make exploration pleasant.
This is my first time pay a visit at here and i am actually happy to read everthing at one place.
Stop by my site … 마사지
enter here – Clear layout and seamless browsing create a user-friendly experience.
enter site – Fast-loading pages with well-arranged content for easy navigation.
visit craft bazaar – Found a variety of unique products that stand out from standard marketplaces.
explore this page – Navigation is smooth, and content is presented clearly throughout.
timbertrail artisan online – Smooth interface with intuitive structure for easy exploration.
visit this platform – Everything feels organized and carefully placed, making the site easy to use.
click here – User-friendly interface with fast loading pages, very convenient.
visit Wild Orchard Retail – Layout feels intuitive, content is easy to follow.
official artisan market link – Clear headings and well-organized sections make navigation simple.
check olive items – Simple design with clear product sections enhances the browsing experience.
discover more here – Looks well-designed and everything is placed logically.
online retail studio – Minimal design, moving from page to page is simple.
check out listings – Pages are arranged neatly, making content easy to locate.
this resource – Feels organized and carefully built for users.
view more – The interface feels clear, helping visitors browse comfortably.
click to enter – Logical page flow and readable headings make navigation simple.
That is a good tip particularly to those new to the blogosphere.
Simple but very precise info… Many thanks for sharing this one.
A must read article! https://Menifeemunchkins.com/les-6-meilleurs-points-de-vente-de-merchandising-de-lits-muraux-et-escamotables-a-montreal-et-laval/
click timbertrail craft hub – Navigation is easy and content is nicely organized.
click Wind Harbor crafts – Pages are simple to browse, everything loads fast.
visit this page – Pages load quickly, making the whole experience very easy.
unique craft corner – Spent some time here and it’s laid out in a very user-friendly way.
Hi, i think that i saw you visited my site so i got here to return the
prefer?.I am attempting to in finding issues to improve my web site!I
guess its good enough to make use of a few of your
concepts!!
Feel free to surf to my web blog – Containerdienst Dresden
view selection – Neatly arranged sections make shopping quick and convenient.
click to explore – Unique and inviting, giving a fun and refreshing browsing experience.
browse trading post – Clear design and quick page responses make exploring effortless.
night orchard hub – The layout is tidy and pages load quickly, making browsing effortless.
artisan vendor hub – Layout is minimal and well-structured, browsing is quick and smooth.
learn more here – Structured interface that keeps browsing simple and pleasant.
visit online market – The product variety is thoughtful, and navigating through items was easy.
check online post – Organized interface with clean pages ensures smooth exploration.
click to open – I like how clear and functional the design is.
Hi there everyone, it’s my first pay a visit at this web page, and post is actually fruitful in favor of me,
keep up posting such articles. https://agong.inour.net/xe/board_xcvM18/645056
click timbertrail retail studio – Attractive layout with simple navigation throughout.
explore Wind Harbor Craft Exchange – Layout is clear, browsing is smooth and effortless.
скачать видео youtube по ссылке [url=https://skachat-video-s-youtube-1.ru/]скачать видео youtube по ссылке[/url] .
sage harbor retail – Nicely arranged layout with clear visuals that help navigation feel effortless.
view site – Cleanly designed pages, browsing feels smooth and effortless.
Superb blog! Do you have any tips for aspiring writers?
I’m planning to start my own site soon but I’m a little lost on everything.
Would you recommend starting with a free platform like WordPress or go for a
paid option? There are so many options out there that I’m totally overwhelmed ..
Any suggestions? Thanks a lot!
Here is my web site: Containerdienst Dresden
shop link – Pages are responsive and browsing is very easy
visit trading studio – Navigation is simple, and products are clearly displayed.
open shop page – Layout is minimalistic and navigation feels effortless.
It’s really a cool and useful piece of information. I
am glad that you simply shared this helpful information with us.
Please keep us informed like this. Thanks for
sharing. https://Vucovuco.com/index.php?page=user&action=pub_profile&id=71370
First off I want to say superb blog! I had a quick question in which I’d like to ask if
you don’t mind. I was curious to find out how you center yourself and clear your thoughts prior to writing.
I have had a tough time clearing my mind in getting my thoughts out.
I do enjoy writing however it just seems like the first 10 to 15 minutes are wasted just trying to figure out how to
begin. Any ideas or hints? Many thanks! https://Google.ru/url?q=https://Batmu.kg/forums/users/opal30i3993/edit/?updated=true/users/opal30i3993/
visit the shop – Clean layout with intuitive navigation and effortless browsing.
visit this market – Navigation is simple and pages are clearly organized for easy reading.
explore the hub – Content is presented cleanly, making browsing enjoyable.
discover page – Clear layout and tidy presentation make exploring effortless.
No matter if some one searches for his required thing, therefore he/she wants to be available that in detail,
thus that thing is maintained over here.
Stop by my web page … Containerdienst Dresden
browse timbertrail hall – Fast-loading content and clear sections for simple navigation.
learn more here – Everything looks appealing, with sections designed to keep browsing enjoyable.
visit Wind Harbor Retail Atelier – Navigation is simple, pages load quickly and feel user-friendly.
discover vendor deals – Helpful layout and content, I might return for another look.
discover page – Nicely structured, shows attention to detail in the content.
see Elm Harbor vendor offerings – Navigation is simple and layout feels professional.
Retail House Lark – Easy navigation and information is clearly displayed.
discover products – Neat categories and clear displays enhance the browsing experience.
explore this platform – The experience was smooth and hassle-free overall
open shop page – Clear design and minimal clutter help users navigate efficiently.
What a stuff of un-ambiguity and preserveness of precious knowledge on the
topic of unexpected emotions.
my web-site … Containerdienst Dresden
This is the perfect web site for anyone who wishes to find out about this
topic. You understand a whole lot its almost tough to argue with you (not that I
really would want to…HaHa). You certainly put a brand new spin on a subject that’s been written about for many years.
Wonderful stuff, just excellent!
view latest arrivals – A smooth and relaxed setup that makes browsing enjoyable.
Hello are using WordPress for your site platform? I’m new to the blog world but I’m trying
to get started and set up my own. Do you require any
html coding knowledge to make your own blog? Any help would be
really appreciated!
Feel free to visit my webpage; Containerdienst Dresden
explore more – Well-structured content and simple navigation make the experience smooth.
enter this marketplace – Browsing felt smooth and natural, very easy to use
explore more – The interface is tidy, allowing easy navigation and quick reading.
opalstonecommercehub – Very helpful, the information is easy to understand and well-presented.
browse orchard marketplace – Everything is organized logically for a seamless browsing experience.
trailharbor artisan marketplace – Enjoyable browsing experience with a clear and organized interface.
Продвижение сайта зависит от множества факторов, включая поведение пользователей. Улучшение этих показателей помогает повысить позиции ресурса. Подробности по ссылке, сервис для накрутки поведенческих факторов
What’s up, just wanted to say, I liked this article.
It was inspiring. Keep on posting! https://menifeemunchkins.com/conseils-par-un-nettoyage-commercial-efficace-optimiser-la-proprete-de-votre-entreprise/
visit vendor hub – Interface is clean and organized, browsing is effortless.
That is really fascinating, You are an overly skilled blogger.
I have joined your rss feed and stay up for in quest of extra of your great post.
Additionally, I’ve shared your website in my social networks https://Menifeemunchkins.com/guide-complet-par-lshopping-deuros-a-montreal/
craft store portal – Clear visuals and simple layout make browsing fun.
see details – The site feels orderly, with each section in a clear and expected spot.
Hi! Someone in my Facebook group shared this website with us so
I came to look it over. I’m definitely enjoying the information. I’m
book-marking and will be tweeting this to my followers!
Wonderful blog and excellent design. https://Goelancer.com/question/entretien-ecologique-de-la-maison-des-options-durables-pour-un-interieur-sain/
Retail Lark Studio – Clear navigation, content is easy to access.
CraftHub – Really user-friendly, navigating through the site was effortless.
explore shop – Tidy design and fast-loading items make shopping online seamless.
Visit my blog post Bookmaker hors arjel
explore now – User-friendly navigation and well-organized content make it enjoyable.
visit store online – User-friendly interface with fast-loading pages makes everything straightforward.
browse here – The site design is clean and exploring is simple
Velvet Coast Finds – Tidy pages, site feels organized and calm
open this link – Well-laid-out pages with readable sections make browsing simple.
кодирование от алкоголизма [url=https://vyvod-iz-zapoya-na-domu-samara-3.ru/]кодирование от алкоголизма[/url] .
Wonderful article! That is the kind of information that are supposed
to be shared across the web. Disgrace on the search engines for now not positioning this put up higher!
Come on over and seek advice from my web site . Thanks =)
Have a look at my web blog; Containerdienst Dresden
access now – So far a positive experience with well-organized and reliable content.
shop access here – Pages are well-structured and quick to load, ensuring a seamless experience.
open the vault – The platform is simple to navigate and well organized.
Wood Cove craft shop – Clean design and structure, makes exploring enjoyable.
I’m curious to find out what blog system you’re utilizing?
I’m experiencing some minor security issues with my latest
website and I would like to find something more risk-free.
Do you have any suggestions?
my webpage – Containerdienst Dresden
Lemon Creative Studio – Everything is neatly organized, finding details is simple.
view catalog – Layout is tidy, and products are displayed clearly for quick browsing.
start exploring here – A fresh look at this shop, and the setup feels welcoming.
marketplace homepage – Fast pages with a neat layout make exploring effortless.
see more – Navigation is smooth and everything is easy to locate
visit link – Neat layout, interface is easy to understand and comfortable to use.
go to website – Neatly organized pages and logical design make navigating easy.
CraftyMarket – Very clear structure, browsing is simple and fast.
open shop page – Navigation feels natural and pages respond fast
tap this link – Layout is clean and helps guide visitors easily.
explore more – Pages are neat and content is easy to access quickly.
explore now – Navigation feels logical and browsing through pages is hassle-free.
Hello, i think that i saw you visited my site thus i came to “return the favor”.I’m trying to find things to enhance my website!I suppose its
ok to use a few of your ideas!!
explore brook collections – Layout is well organized, making browsing simple.
ShopNow – The site feels professional, and the products are easy to find.
check offerings – Sections are well-structured, navigation is intuitive, and products are easy to locate.
open shop page – Smooth interface and structured sections enhance the browsing experience.
check shop now – A well-arranged layout keeps the browsing experience pleasant.
official link – Fast loading pages and layout is very readable
access now – Fast and neat, site feels stable and well-maintained.
ArtisanCorner – Very inviting layout, I enjoyed browsing through the items.
check this boutique – Navigation is smooth and everything feels well-organized
open link – The pages are quick to load and the layout is very user-friendly.
visit page – Clean and organized layout ensures all information is easy to find.
open marketplace hub – Navigation feels natural and moving between areas is seamless.
LinensWorld – Smooth scrolling and clearly labeled sections make it easy.
see product range – The design feels airy and makes browsing effortless.
Howdy! Someone in my Myspace group shared this site
with us so I came to check it out. I’m definitely enjoying the information. I’m bookmarking and will be tweeting this to
my followers! Outstanding blog and brilliant design. https://Goelancer.com/question/fournisseur-de-materiel-de-patisserie-professionnel-sur-le-quebec-trouver-les-outils-parfaits-par-votre-art-2/
скачать ролик с ютьюб [url=https://skachat-video-s-youtube-1.ru/]skachat-video-s-youtube-1.ru[/url] .
open this site – Navigation is intuitive and straightforward, making the experience seamless.
browse upland marketplace – Clear categories and fast-loading pages make exploring effortless.
go to this store – Minimalistic layout and responsive design make navigation effortless.
visit the boutique – Neat layout with easy navigation makes browsing smooth and enjoyable.
Aw, this was an extremely good post. Taking the time and actual effort to create a great article… but what can I say… I procrastinate
a lot and don’t manage to get nearly anything done.
browse products – Well-arranged content that makes navigation smooth
check page – Structured layout, smooth navigation, everything feels stable.
MakerRetail – Very intuitive interface, browsing products is stress-free.
browse vendor page – Site feels clean and information is easy to locate
enter site – Organized interface and well-laid-out content make navigation simple.
check this site – Well-laid-out pages make exploring smooth and simple.
CozyHomeTextiles – Pages load fast, and the site is well structured for easy use.
ember summit shop – The site feels solid and content is easy to follow.
upland collections shop – Smooth browsing experience with intuitive navigation for all users.
view goods market – Navigation feels effortless, and the layout is easy to follow.
check website – The layout is simple yet effective, keeping everything easy to follow.
Generally I do not learn post on blogs, but I would like to say that this write-up very compelled me to check out and do it!
Your writing style has been surprised me. Thanks, very great post.
It’s hard to come by educated people about this
subject, but you seem like you know what you’re talking about!
Thanks https://www.abgodnessmoto.co.uk/index.php?page=user&action=pub_profile&id=42474&item_type=active&per_page=16
store homepage – Smooth navigation and clear content throughout
check this page – Content is organized nicely, finding what you need is quick.
go here – The platform has a tidy, organized vibe that makes exploring simple.
TheStoneWorkshop – Easy-to-follow pages, finding information is natural and quick.
tap to enter – Quick page speeds and an organized layout make it easy to use.
enter store – Pages are responsive and moving between sections is simple
start shopping here – Items are shown clearly, giving the site a professional feel.
MeadowCrafts – Well-laid-out pages and easy-to-follow navigation throughout.
check page – A good first look with a reliable appearance.
discover products here – Pages are arranged logically, making exploration smooth.
view upland goods – Cleanly structured sections make browsing hassle-free and simple.
retail gallery entry – Fast loading and intuitive layout ensure a pleasant experience.
explore more – Pages are structured clearly and content is easy to find.
start browsing – Very fresh look and navigation flows naturally
go to website – Simple site design, very easy to explore content.
tap to visit – Well-laid-out content with smooth navigation improves user experience.
StudioVendor – Pleasant design, exploring content is seamless and enjoyable.
скачать видео с юту [url=https://skachat-video-s-youtube-4.ru/]скачать видео с юту[/url] .
MapleCorner – Logical structure with intuitive menus for effortless browsing.
start browsing – Pages are clear and the overall design is user-friendly
глазные капли Ястреб [url=https://yastreb-kapli.ru/]yastreb-kapli.ru[/url] .
check this out – I found it simple and efficient to explore the listings here.
explore now – The site feels organized, with content presented cleanly and clearly.
vendor vault entry – Fast page loads and intuitive structure make the site user-friendly.
explore here – Clear sections and simple design make finding information straightforward.
view available collections – Navigation is simple, and content is accessible without confusion.
вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg.ru[/url] .
product hub – The site is well-structured and very easy to browse
visit merchant lane – The layout is intuitive and pages feel orderly and accessible
If some one wishes expert view on the topic of running a blog then i suggest him/her to go to see this
web site, Keep up the good work.
iciclewillowmerchantmart – Smooth performance and nice structure, enjoyed browsing around here.
visit the studio – Smooth navigation with well-organized content that’s easy to explore.
I’m not sure why but this weblog is loading
very slow for me. Is anyone else having this problem or is it a issue
on my end? I’ll check back later and see if the problem
still exists.
OpalLakeRetail – Interface is organized and intuitive, shopping is smooth
shop vendor collections – A well-arranged interface that keeps everything easy to locate.
MapleStudio – Well-structured interface with intuitive menus for quick browsing.
реабилитационный центр для наркозависимых [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-3.ru/]реабилитационный центр для наркозависимых[/url] .
FernMakerStudio – Modern design, browsing sections is effortless.
кодирование от алкоголизма [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod.ru/]кодирование от алкоголизма[/url] .
наркологический центр [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-1.ru/]наркологический центр[/url] .
нарколог на дом [url=https://kapelnica-ot-zapoya-nizhnij-novgorod.ru/]нарколог на дом[/url] .
реабилитационный центр для наркозависимых [url=https://kapelnica-ot-zapoya-nizhnij-novgorod-1.ru/]kapelnica-ot-zapoya-nizhnij-novgorod-1.ru[/url] .
реабилитационный центр для наркозависимых [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-2.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg-2.ru[/url] .
наркологическая помощь [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-1.ru/]наркологическая помощь[/url] .
access timber canyon – Everything is neatly organized and easy to navigate
view this page – Everything is clearly presented, making navigation straightforward.
check the store – Everything loads quickly, and the interface is easy to follow.
official link – The interface is organized and browsing is smooth.
visit product hub – Layout is smooth, making browsing enjoyable.
Great beat ! I would like to apprentice while you amend your web site,
how can i subscribe for a blog website? The account aided me a acceptable deal.
I had been tiny bit acquainted of this your broadcast offered bright clear concept http://ucenterhome2.Dzarchive.dev/space.php?uid=68033&do=blog&id=148171
Guild Online Hub – Layout feels clean and browsing is easy
go to store – Clean pages and very easy to check details
shop this vault – Clear, practical layout that’s comfortable to browse
pineharborartisanexchange.shop – Navigation is simple and browsing feels effortless.
Rose Cove Hub – Layout is straightforward and browsing feels effortless
visit upland picks – The layout supports a smooth and hassle-free experience.
discover more – Clean, organized layout with sections that are easy to follow.
StoneGoodsDistrict – Everything is arranged clearly, navigation is smooth and simple
pills to get muscle fast
References:
https://sysclicks.com/rhealfw5420105
granite orchard site – The design is neat and helps users explore content easily
ArtisanMaple – Smooth browsing with clear categories and well-presented content.
EmberGroveStorefront – Layout is simple yet functional, navigation feels effortless
скачать видео с youtube в высоком качестве [url=https://skachat-video-s-youtube-1.ru/]skachat-video-s-youtube-1.ru[/url] .
FernRetailVault – Easy-to-follow pages, finding information is simple.
enter site – Organized sections and smooth navigation improve usability.
gilded ridge hub – The site feels well-organized and navigating between pages is effortless.
explore this store – The site design is clean, making browsing enjoyable
visit homepage – The design helps you go through content without effort.
Cove Goods Hub – Navigation feels effortless and pages are organized
browse timber lake marketplace – The site feels minimal and polished, providing a smooth experience.
I always emailed this blog post page to all my contacts,
as if like to read it afterward my friends will too.
visit outlet page – Inspires creativity with an interactive and approachable layout
click to view – Everything feels streamlined and easy to interact with
see product deals – Found a few items that caught my eye, planning to revisit.
AmberGoodsHub – Everything is neat and tidy, navigation feels smooth
explore more – Clear sections and organized layout make browsing fast and intuitive.
granite orchard site – The design is neat and helps users explore content easily
view site – Neat layout with reliable information, easy to browse.
MapleCraftsMarket – Easy to browse, pages respond quickly, and content is clear.
CraftHarbor – Pleasant interface, navigating the site feels effortless.
go to this site – The site is organized well, making it simple to explore.
browse boutique – The site feels balanced with easy-to-follow navigation.
explore here – Simple and intuitive layout makes finding things quick and easy.
Timberridge Online Hub – Navigation is smooth and layout is clear
check out listings – Pages are organized logically, so finding information is easy.
see products now – Navigation feels natural and the site is easy to use
It is appropriate time to make some plans for the future and it’s time to be happy.
I’ve learn this submit and if I may I wish to counsel you
some interesting issues or tips. Maybe you can write next articles regarding this article.
I desire to read even more things about it!
access the site – Pages respond quickly and everything is cleanly structured
online shop link – Navigation is clear and pages are easy to move through
AmberRidgeShop – Very clean and organized layout, makes browsing easy and straightforward
learn more here – Quick page loads combined with a neat, organized design.
go to granite stone galleria – Pages open fast and the structure makes it easy to locate content
CraftedMarble – Very neat layout with fast navigation and clear content presentation.
discover page – Smooth layout and easy-to-browse content make visiting pleasant.
pin up казино pin-up казино играть
игровые автоматы пин ап https://бесплатнаяюрпомощь.рф
пин ап скачать https://yitservice.ru
go to website – Fast and logically structured pages make browsing intuitive.
official outpost page – Pages are tidy and structured, making browsing enjoyable.
Orchard Commerce Studio – Layout is tidy and browsing feels effortless
visit this page – Information is well-organized and presented in a helpful way.
HarborMakerCorner – Smooth interface, moving through content is simple.
pin-up скачать бесплатно pin-up casino вход
игровые автоматы пин ап https://adm-neritza.ru
view all products – Everything is organized clearly, allowing smooth navigation.
пин ап рабочее зеркало https://pinup-casinos.ru
реабилитационный центр для наркозависимых [url=https://vyvod-iz-zapoya-na-domu-voronezh-8.ru/]vyvod-iz-zapoya-na-domu-voronezh-8.ru[/url] .
click to shop – I could navigate without confusion, everything is well-placed
скачать с ютуба видео в хорошем качестве [url=https://skachat-video-s-youtube-4.ru/]скачать с ютуба видео в хорошем качестве[/url] .
OrchardMarketRetail – Sections are well-structured, navigation is seamless
discover more – Navigation is intuitive and the structure is very user-friendly
check out this shop – Boutique-style presentation adds a touch of elegance to browsing.
open shop page – Pages are responsive and neatly arranged, perfect for quick browsing.
explore harborstone collective – The layout is minimal and helps users find content quickly
ArtisanRetail – Smooth browsing experience with well-structured content.
капли для глаз [url=https://yastreb-kapli.ru/]yastreb-kapli.ru[/url] .
пинап казино вход https://pinup-casinos.ru
пин ап казино рабочее зеркало пин ап казино
официальный сайт пин ап https://proslang.ru
Wow, awesome blog layout! How long have you been blogging for?
you make blogging look easy. The overall look of your site is great, as well as the content!
this resource – Pages are logical, navigation is smooth, very easy experience.
discover this page – A user-friendly setup makes browsing simple and efficient.
discover this store – Everything is clean, organized, and easy to navigate.
pin up официальный сайт вход https://севсклон.рф
реабилитационный центр для наркозависимых [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg.ru[/url] .
наркологический центр [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod.ru/]наркологический центр[/url] .
реабилитационный центр для наркозависимых [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-1.ru/]vyvod-iz-zapoya-na-domu-nizhnij-novgorod-1.ru[/url] .
Silk Forest Shop – Layout is neat and pages load quickly
click to open – Appears well-structured, I’ll take some time to check it thoroughly.
explore the hub – Content is presented clearly, making browsing enjoyable.
FlintMakerMarket – Clear structure, browsing content is fast and intuitive.
EmberOrchardStoreOnline – Pages feel clean and organized, finding products is simple
наркологическая помощь [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-2.ru/]наркологическая помощь[/url] .
see this website – It looks clean and the details are displayed nicely
наркологическая клиника [url=https://kapelnica-ot-zapoya-nizhnij-novgorod.ru/]наркологическая клиника[/url] .
frostorage hub – The overall feel is fresh and it seems very practical for everyday use
кодирование от алкоголизма [url=https://kapelnica-ot-zapoya-nizhnij-novgorod-1.ru/]кодирование от алкоголизма[/url] .
Промпты для нейросетей — готовые шаблоны. Рекомендую воспользоваться: добавить промт
discover this store – Well-laid-out content and fast navigation make finding information easy.
HarborNest – Very user-friendly interface, content is clear and easy to access.
harborstonegalleria – The design feels sleek and browsing through sections is very comfortable
learn more – Clean design with easy-to-digest content, very convenient.
Saved as a favorite, I like your website!
вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-1.ru/]вывод из запоя на дому[/url] .
enter website now – A simple layout makes navigation smooth and comfortable.
explore this shop – Layout is tidy, and finding information feels intuitive.
Pebble Hub Finds – Navigation feels simple and logical
discover page – Pleasantly designed, user-friendly, and straightforward to browse.
explore the grove shop – Navigation is smooth and content is presented clearly.
CoastOpalStore – Everything is logically arranged, browsing feels smooth
shop vendor picks – A distinctive title paired with an engaging assortment of items.
FlintArtisanStudio – Smooth navigation, exploring sections is simple and fast.
storefront link – Pages are neat and clearly arranged for simple navigation.
open vault link – It presents information in a clear and no-fuss way
pin up casino вход pin up
ArtisanHarbor – Pleasant layout, intuitive menus, and smooth browsing experience.
view products – Layout is tidy and browsing feels effortless
hazel harbor online – The interface is clear, helping users move through pages quickly
check it out – Layout is neat and logical, navigating the site is straightforward.
Awesome site you have here but I was wanting to know if you knew of any message
boards that cover the same topics talked about in this article?
I’d really love to be a part of group where I can get responses from other experienced people that share the same interest.
If you have any recommendations, please let me
know. Thanks!
enter site – Clear structure and logical layout make browsing fast and efficient.
I’m gone to convey my little brother, that he should also pay a visit this webpage on regular basis to take updated from most recent information.
my web page website
Very good article. I definitely love this website.
Keep writing!
Raven Coast Hub – Interface feels tidy and sections are easy to find
open the shop – Everything is presented in a clean and accessible way.
AcornMarket – Well-arranged pages, makes shopping quick and simple
open this link – Pages are logically structured and easy to read.
see the collection – Everything is laid out clearly and supports smooth navigation
MeadowBoutique – Very user-friendly, with intuitive menus and clear product listings.
FlintRetailCorner – Smooth layout, exploring sections is easy.
explore hazel harbor outpost – The interface feels tidy and browsing flows naturally
промокод алиэкспресс рабочий промокод aliexpress
go to this link – Content is well organized and pages respond fast
Write more, thats all I have to say. Literally, it seems as though you relied on the video to make your point.
You clearly know what youre talking about,
why throw away your intelligence on just posting videos to your site when you could be giving us something
informative to read?
Market Hub Studio – Feels structured and easy to move through
GildedSummitStore – Everything feels organized and accessible, browsing is smooth
explore items now – Navigation feels smooth, and the items are neatly organized.
It’s really very complex in this active life to listen news on TV, so I just use world wide web for
that reason, and obtain the newest news.
MeadowHarborCrafts – Very smooth browsing, pages are quick and content is easy to follow.
shop this cart – Clear structure and easy-to-use layout make it very accessible
official honeycove link – Pages load fast and the interface feels simple to use
FlintArtisanVault – Intuitive pages, finding categories is easy.
start browsing now – Items are grouped well, making navigation quick
Icicle Orchard Finds – Easy to navigate with a tidy interface
вывод из запоя в стационаре [url=https://vyvod-iz-zapoya-na-domu-voronezh-8.ru/]vyvod-iz-zapoya-na-domu-voronezh-8.ru[/url] .
AmberGroveStore – Simple design yet highly functional, shopping is straightforward
лечение алкоголизма [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod.ru/]лечение алкоголизма[/url] .
глазные капли Ястреб [url=https://yastreb-kapli.ru/]yastreb-kapli.ru[/url] .
ArtisanMeadow – Simple interface, intuitive menus, and fast-loading pages.
explore market page – Browsing is straightforward and very comfortable
honeystone homepage – A clean layout ensures smooth and efficient navigation
ArtisanFloraHub – Easy-to-read design, moving through content feels natural.
капельница от похмелья [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-2.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg-2.ru[/url] .
нарколог на дом [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg.ru/]нарколог на дом[/url] .
check this shop – Pages load quickly and browsing is straightforward
Harbor Trade Collective – Layout is straightforward and easy to browse
browse items here – The layout keeps things simple, allowing for a smooth viewing experience.
WillowCartShop – Sections are logically arranged, navigation is convenient
капельница от похмелья [url=https://kapelnica-ot-zapoya-nizhnij-novgorod.ru/]kapelnica-ot-zapoya-nizhnij-novgorod.ru[/url] .
лечение алкоголизма [url=https://kapelnica-ot-zapoya-nizhnij-novgorod-1.ru/]лечение алкоголизма[/url] .
CraftedHarbor – Smooth browsing, fast-loading pages, and well-organized sections.
visit this corner – Moving through the site is simple and the structure seems well thought out
visit icicle isle traders – Pages respond fast and the interface is well-organized for smooth browsing
At this time it appears like WordPress is the preferred blogging
platform out there right now. (from what I’ve read) Is
that what you’re using on your blog?
my webpage :: click here
VendorFloraVault – Efficient layout, browsing items is effortless.
Orchard Select Shop – Everything is clear, structured, and accessible
OrchardLoungeShop – Layout is practical and neat, shopping is simple and smooth
see the vendor hub – Pages open quickly and the design feels clean
CozyMintHarbor – Very approachable design, intuitive menus, and logical navigation.
наркологическая клиника [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-1.ru/]наркологическая клиника[/url] .
Thanks for one’s marvelous posting! I seriously enjoyed reading
it, you can be a great author. I will be sure to bookmark your blog and may come
back very soon. I want to encourage you to definitely continue
your great job, have a nice morning!
Also visit my homepage – 레플리카
online cart shop – Smooth and responsive interface, easy to navigate
explore iciclestone outpost – The interface is clean and content is easy to reach
Fantastic beat ! I wish to apprentice at the same time as
you amend your web site, how can i subscribe for a blog website?
The account aided me a applicable deal. I had been tiny bit familiar of this your broadcast offered shiny
clear concept
My web blog check here
view latest arrivals – A varied selection that reflects a lively and developing platform.
Commerce Hub Online – Pages are clear and navigation is smooth
JuniperCoveRetail – Layout is practical and readable, browsing is convenient
ArtisanFloraVault – Intuitive navigation, finding items is convenient.
This web site certainly has all of the info I wanted concerning this subject and didn’t know who to ask.
After I initially commented I seem to have clicked on the -Notify me when new comments are added- checkbox and now whenever a comment is added I receive four emails with
the exact same comment. Is there a way you can remove me from that service?
Many thanks!
Here is my web page – 명품 레플리카
Thanks for sharing such a pleasant idea, post is fastidious,
thats why i have read it fully http://Clients1.google.sc/url?q=https://Goelancer.com/question/nettoyage-de-vitres-residentiel-au-quebec-conseils-et-astuces-pour-un-resultat-impeccable/
view store hub – Structure is user-friendly, making it easy to browse
This info is worth everyone’s attention. When can I find out more?
My blog post: อ่านการ์ตูนออนไลน์
explore ivory ridge collective – The interface is simple and user-friendly throughout
access the site – Logical layout and organized content make daily browsing effortless
кино 2026 смотреть смотреть фильмы
Volvo в Україні volvo construction equipment екскаватори, фронтальні навантажувачі та дорожні машини. Надійність, ефективність і сучасні рішення для будівництва. Продаж, підбір і обслуговування техніки для бізнесу.
Volvo спецтехніка https://novosti.stck.me/post/1800412/Kupit-spetstekhniku-SDLG-v-Ukraine/ екскаватори, фронтальні навантажувачі та дорожні машини. Надійність, ефективність і сучасні рішення для будівництва. Продаж, підбір і обслуговування техніки для бізнесу.
Upland Commerce Hub – Navigation is intuitive and content is easy to find
ValleyPebbleShopOnline – Everything is neatly arranged, browsing feels smooth
FloraRidgeStudio – Very clear layout, browsing sections is easy and stress-free.
explore upland cove hub – Well-organized interface keeps everything accessible and intuitive
browse jade aisle – Pages respond instantly and the interface is user-friendly
see more here – The simplicity of the design helps focus on content
shop this collection – It has a pleasant atmosphere, and browsing through items feels smooth.
MapleCanyonShop – Layout is simple and intuitive, navigating feels effortless
Maple Brook Hub – Pages respond quickly and feel organized
Today, while I was at work, my cousin stole my iphone and tested to see if
it can survive a 25 foot drop, just so she can be a youtube sensation. My apple ipad is now broken and she has 83 views.
I know this is entirely off topic but I had to share it with someone!
CoveArtisanHub – Pleasant design, finding sections is quick and effortless.
нарколог на дом [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-3.ru/]нарколог на дом[/url] .
реабилитация наркоманов [url=https://vyvod-iz-zapoya-na-domu-voronezh-8.ru/]vyvod-iz-zapoya-na-domu-voronezh-8.ru[/url] .
visit this boutique – Layout is clean and browsing feels effortless
Vendor Bloom – The site feels intuitive with clearly defined sections
amberharbortradingpost – Looks like a solid site, seems consistent and easy to navigate
лечение наркомании [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod.ru/]vyvod-iz-zapoya-na-domu-nizhnij-novgorod.ru[/url] .
Hi there, I enjoy reading through your article post.
I wanted to write a little comment to support you.
DawnGroveMart – Everything is logically placed, navigation is seamless
Ember Goods – Offers a clear and tidy browsing experience
пин ап скачать https://mybiz04.ru
Save 30% on authentic NFL jerseys, NCAA football jerseys,
and hockey jerseys at Kyle’s Football
Cards on eBay. Shop rare sports collectibles, Nike Vapor Limited jerseys,
and stitched team gear with fast, secure shipping.
Use code KYLEFAN30 for limited-time savings on premium sports
memorabilia and fan apparel.
лечение алкоголизма [url=https://vyvod-iz-zapoya-na-domu-voronezh-9.ru/]лечение алкоголизма[/url] .
скачать с ютуба видео в хорошем качестве [url=https://skachat-video-s-youtube-4.ru/]скачать с ютуба видео в хорошем качестве[/url] .
кино 2025 смотреть бесплатно новинки кино 2026 смотреть онлайн
реабилитация наркоманов [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-2.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg-2.ru[/url] .
наркологический центр [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg.ru/]наркологический центр[/url] .
discover items now – The layout and catalog both feel polished and easy to explore.
Look at my blog post: Bookmaker hors arjel
goldvendor website – The overall structure is user-friendly and easy to move around
view items – The layout is clean and nothing feels overwhelming or busy
кодирование от алкоголизма [url=https://kapelnica-ot-zapoya-nizhnij-novgorod.ru/]кодирование от алкоголизма[/url] .
реабилитационный центр от алкоголизма [url=https://vyvod-iz-zapoya-na-domu-voronezh-10.ru/]vyvod-iz-zapoya-na-domu-voronezh-10.ru[/url] .
I know this if off topic but I’m looking into starting my own weblog and was curious what all is needed to get set up?
I’m assuming having a blog like yours would cost a
pretty penny? I’m not very web savvy so I’m not 100% sure.
Any tips or advice would be greatly appreciated. Thank
you http://ucenterhome2.dzarchive.dev/space.php?uid=68366&do=blog&id=148958
нарколог на дом [url=https://kapelnica-ot-zapoya-nizhnij-novgorod-1.ru/]нарколог на дом[/url] .
Как написать промпт для нейросети — гайд – создать промт для gpt
EmberBrookOnline – Clean and straightforward design, navigation is quick
наркологическая помощь [url=https://vyvod-iz-zapoya-na-domu-samara-9.ru/]наркологическая помощь[/url] .
наркологическая помощь [url=https://vyvod-iz-zapoya-na-domu-voronezh-11.ru/]наркологическая помощь[/url] .
Kettle Studio Online – Pages respond quickly with clear layout
реабилитационный центр от алкоголизма [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-1.ru/]vyvod-iz-zapoya-na-domu-nizhnij-novgorod-1.ru[/url] .
Nice respond in return of this question with genuine arguments and explaining everything concerning that. https://forums.f-o-g.eu/proxy.php?link=https://Goelancer.com/question/service-de-nettoyage-de-lieu-de-travail-a-quebec-garantir-un-environnement-de-travail-personnel-et-competent/
Crate of Daisy Hub – Overall experience is pleasant with fast-loading and tidy pages
shop this outpost – Easy navigation and a polished, responsive design
DuneShopDistrict – Pages are neat and organized, finding items is quick
Silk Summit Shop – Navigation feels effortless and content is clear
Хочешь путешествовать? тур в пушкинские горы интересные маршруты, экскурсии и комфортный отдых для путешествий и новых впечатлений. Мы поможем подобрать идеальный тур — под любые пожелания и бюджет! Работаем ежедневно с 9:00 до 21:00 — без выходных!
Great post! I found this very helpful. Thanks for posting this.
prairie vendor online – Content is clear and navigation is effortless throughout the site
dawnglade hub – The layout looks sleek and elements are arranged in a clear, intuitive way
VelvetWillowHub – Layout is tidy and user-friendly, navigation feels smooth
Coast Select Hub – Browsing is intuitive and content is well-structured
реабилитационный центр от алкоголизма [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-1.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg-1.ru[/url] .
реабилитационный центр от алкоголизма [url=https://vyvod-iz-zapoya-na-domu-samara-9.ru/]vyvod-iz-zapoya-na-domu-samara-9.ru[/url] .
наркологическая помощь [url=https://vyvod-iz-zapoya-na-domu-voronezh-10.ru/]наркологическая помощь[/url] .
visit lark vendor – Browsing feels easy, and the site is structured clearly
check this site – Practical structure and intuitive navigation make it inviting
GroveMarketOnline – Pages are clean and readable, navigation is effortless
реабилитация наркоманов [url=https://vyvod-iz-zapoya-na-domu-voronezh-11.ru/]реабилитация наркоманов[/url] .
наркологическая помощь [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-3.ru/]наркологическая помощь[/url] .
Quick Picks Online – Browsing is intuitive with a neat interface
реабилитационный центр от алкоголизма [url=https://vyvod-iz-zapoya-na-domu-voronezh-8.ru/]vyvod-iz-zapoya-na-domu-voronezh-8.ru[/url] .
Fabulous, what a website it is! This weblog presents valuable information to us,
keep it up.
winter vendor link here – The site is polished with content that is simple to digest
скачать с ютюб [url=https://skachat-video-s-youtube-4.ru/]скачать с ютюб[/url] .
explore offerings – The browsing experience is smooth with a nicely arranged layout
Frost Hub Store – Appears organized with easy-to-find sections
реабилитация алкоголиков [url=https://vyvod-iz-zapoya-na-domu-voronezh-9.ru/]vyvod-iz-zapoya-na-domu-voronezh-9.ru[/url] .
https://compact-houses.ru/
Elm Vendor Lounge – Easy navigation and tidy design make site browsing enjoyable
наркологическая клиника [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-1.ru/]наркологическая клиника[/url] .
капельница от похмелья [url=https://vyvod-iz-zapoya-na-domu-samara-9.ru/]vyvod-iz-zapoya-na-domu-samara-9.ru[/url] .
капельница от запоя [url=https://vyvod-iz-zapoya-na-domu-voronezh-10.ru/]капельница от запоя[/url] .
Профессиональная: антигравийная оклейка авто – сохраните родное лакокрасочное покрытие в идеальном состоянии на долгие годы.
My programmer is trying to persuade me to move to .net from PHP.
I have always disliked the idea because of the expenses.
But he’s tryiong none the less. I’ve been using Movable-type on several websites for about a year
and am concerned about switching to another platform.
I have heard good things about blogengine.net. Is there a way I can import all
my wordpress posts into it? Any kind of help would be greatly appreciated!
acornbrook resources – Found this while searching, actually looks pretty good.
наркологический центр [url=https://vyvod-iz-zapoya-na-domu-voronezh-11.ru/]наркологический центр[/url] .
rooftop vendor access – Pages are responsive and navigating the site is simple and fast
tap this link – Content is clear and structured, very convenient to browse.
OpalHallMarketplace – Layout is tidy and functional, finding items is easy
browse wicker products – Everything works seamlessly and navigation is effortless.
see Elm Harbor vendor offerings – Navigation is simple and layout feels professional.
valecovecommercehub.shop – Solid experience overall, I quickly got what I was looking for
dawnstone hub – The website is well-organized and pages load without any delays.
click here now – Clean interface and structured design allow effortless navigation.
Retail Studio Lark – Interface feels straightforward, very easy to browse.
learn more here – Pages are structured logically, helping users find what they need.
Pretty component to content. I simply stumbled upon your weblog and in accession capital to
assert that I get actually enjoyed account your blog posts.
Any way I’ll be subscribing for your augment or even I success you get entry to persistently rapidly. https://goelancer.com/question/equipement-de-boulangerie-au-canada-guide-dachat-pour-les-entrepreneurs-dune-boulangerie/
discover more – Everything is organized clearly, making exploration feel natural and easy.
check page – I like how intuitive and clear everything feels.
crown cove vendor – Pages are well-structured and browsing is comfortable.
UplandStoneShop – Layout is neat and responsive, browsing feels very easy
acorncove online store – Browsed this for a bit, and it appears neat and accessible.
explore trend wharf – Everything is structured logically, so navigating is effortless.
наркологическая помощь [url=https://vyvod-iz-zapoya-na-domu-samara-9.ru/]наркологическая помощь[/url] .
check the store – Clean design with intuitive flow makes exploring easy.
explore this page – Navigation is smooth, and content is presented clearly throughout.
Retail Studio Lark – Interface feels straightforward, very easy to browse.
open website – Simple layout and logically arranged sections make information easy to find.
CraftLounge – Smooth navigation, the website feels modern and accessible.
see products now – Layout is tidy and navigating is quick and easy
My brother suggested I may like this website. He was once totally right.
This submit actually made my day. You cann’t imagine simply how
so much time I had spent for this information! Thank you!
наркологический центр [url=https://vyvod-iz-zapoya-na-domu-voronezh-10.ru/]наркологический центр[/url] .
Hi there, I do think your blog might be having browser compatibility problems.
When I look at your site in Safari, it looks fine however, if opening in Internet Explorer,
it’s got some overlapping issues. I just wanted to give you
a quick heads up! Aside from that, wonderful site!
discover more – Initial look shows a few helpful resources already.
AmberMarketHub – Everything is logical and easy to follow, shopping is convenient
discover more – Organized content and quick-loading pages make browsing effortless.
browse timber products – Layout feels natural and moving through pages is easy.
visit store online – Logical design with fast-loading sections makes browsing simple and enjoyable.
Ridge Artisan Market – User-friendly interface, navigating the site is simple.
start here – A well-arranged site that feels easy to move through.
наркологический центр [url=https://vyvod-iz-zapoya-na-domu-voronezh-11.ru/]наркологический центр[/url] .
MarketPlace – Smooth navigation, everything is easy to locate.
visit this site – Layout is clean and navigating through pages feels effortless
visit this site – Checked it out for a moment, and it’s easy to move through.
вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-voronezh-9.ru/]вывод из запоя на дому[/url] .
browse brook foundry – User-friendly interface, easy to move through content.
AmberRidgeBazaar – Everything is cleanly organized, making product discovery simple
discover page – Everything is neat and easy to follow, enhancing the browsing experience.
Excellent website. Plenty of useful info here. I am sending
it to a few friends ans additionally sharing in delicious.
And certainly, thank you for your sweat!
click here now – Logical page flow with clear headings ensures a comfortable experience.
visit marketplace now – The layout is clear and makes browsing feel effortless.
ShopNow – The site feels professional, and the products are easy to find.
click here now – Smooth design that helps users find what they need quickly.
try this online shop – Navigation is clear and pages load reliably.
CraftVault – Well-organized pages, exploring the platform is enjoyable.
start browsing – Pages are clear and the site feels well-maintained
SilkGoodsMarketplace – Pages are clear and organized, finding products is fast
visit this page – It looks dependable and the information is nicely arranged.
click to explore – Came upon this page, and it’s pretty easy to move through.
open this page – Pages are easy to scan and the structure feels intuitive.
CozyBeddingStore – Clear layout with smooth transitions between pages.
go to this store – Well-laid-out pages with minimal clutter make exploring easy.
open website – User-friendly pages that load fast and keep content clear.
view top selections – Navigation feels natural and the site is simple to use.
I’m really loving the theme/design of your blog. Do you ever run into any internet browser compatibility issues?
A handful of my blog readers have complained about
my site not working correctly in Explorer but looks great in Chrome.
Do you have any suggestions to help fix this issue?
Here is my webpage – ship car across country
CraftRetail – Neat and organized, clicking through the site feels effortless.
discover crystal cove – Everything is organized, browsing feels natural and smooth.
explore vendor link – Everything loads quickly and layout is simple
OrchardOnlineHub – Well-structured interface makes finding products easy
реабилитация алкоголиков [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-3.ru/]реабилитация алкоголиков[/url] .
harborbrookboutiquehub – I really like how the layout is simple yet works very well.
visit page – Neatly arranged sections and logical flow create an intuitive browsing experience.
лечение наркомании [url=https://vyvod-iz-zapoya-na-domu-samara-10.ru/]лечение наркомании[/url] .
MeadowCrafts – Well-laid-out pages with effortless navigation for all visitors.
check out products – Well-structured sections make exploring content smooth and pleasant.
click to enter – Well-organized pages with content that’s easy to locate.
реабилитация наркоманов [url=https://vyvod-iz-zapoya-na-domu-samara-11.ru/]реабилитация наркоманов[/url] .
view this collection – The interface is simple, making everything easy to find.
direct link here – Saw this page, and it feels simple and well structured.
A trusted litigation lawyer in Ohio gives counted on lawful services for customers experiencing breakup, safekeeping conflicts, and illegal charges. With strong court experience and tailored legal strategies, clients obtain reputable support. Expert lawful support aids defend your civil rights and makes certain the most effective achievable end result in sophisticated lawful circumstances, https://erikachurch.wixsite.com/home/post/understanding-the-role-of-a-medina-county-divorce-attorney.
Thank you a lot for sharing this with all of us you really know what you are
talking approximately! Bookmarked. Please additionally discuss with my site =).
We will have a link exchange agreement among us
my homepage … teen patti joy game
ArtStoneVault – Organized layout, reading information is straightforward and fast.
OpalBoutiqueStorefront – Pages are neatly arranged, browsing is convenient
наркологическая клиника [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-6.ru/]наркологическая клиника[/url] .
click to visit – Structure is tidy and exploring sections feels effortless
visit the vault – Well-structured pages with fast loading make browsing simple and pleasant.
реабилитационный центр от алкоголизма [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-4.ru/]vyvod-iz-zapoya-na-domu-nizhnij-novgorod-4.ru[/url] .
open link – Nice design, very accessible and easy to navigate.
MeadowCrafts – Well-laid-out pages and easy-to-follow navigation throughout.
go to this store – Layout is clean and information is presented clearly for easy access.
shopping portal – Minimalist design with clear sections makes locating items straightforward.
copper crest collection – Browsing is effortless and the layout is consistent.
crystalcovevendorworkshop – Browsing this was smooth, pages load fast and reliably.
AcornOnlineStore – Pages are organized effectively, it’s simple to navigate
alpinecove marketplace – Spent a minute here, and it performs really well.
CreativeVendor – Intuitive structure, finding items feels effortless.
I think the admin of this web site is really working hard in favor
of his website, because here every material is quality based data.
visit page – Organized interface and clear content create a pleasant and fast browsing experience.
see this page – Content is simple to understand and navigation flows well
click to visit – Site structure is simple and pages are quick to access
click to open – Helpful site, with information displayed in a straightforward way.
Hey There. I discovered your blog the usage of msn. That is
an extremely well written article. I will be sure to bookmark it and
come back to learn more of your useful information. Thanks for the post.
I’ll certainly comeback.
Feel free to visit my web-site – professional RV transport services
BoutiqueTreasures – Easy-to-use design, content is clearly presented and accessible.
вывод из запоя в стационаре [url=https://vyvod-iz-zapoya-na-domu-samara-10.ru/]вывод из запоя в стационаре[/url] .
explore this store – Intuitive layout and well-structured pages enhance usability.
go to website – Clean design with logical arrangement makes browsing straightforward.
реабилитация наркоманов [url=https://vyvod-iz-zapoya-na-domu-samara-11.ru/]реабилитация наркоманов[/url] .
canyon marketplace hub – Interface is clean and easy to understand.
GildedSummitMart – Well-arranged sections make shopping quick and simple
реабилитация алкоголиков [url=https://vyvod-iz-zapoya-na-domu-voronezh-9.ru/]vyvod-iz-zapoya-na-domu-voronezh-9.ru[/url] .
реабилитационный центр для наркозависимых [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-6.ru/]vyvod-iz-zapoya-na-domu-nizhnij-novgorod-6.ru[/url] .
opalwillowboutiquehall – The site is neatly arranged, making everything simple to understand.
CreativeFern – Intuitive interface, navigating products is fast and convenient.
shop link – Everything is organized and opens quickly
access now – So far a positive experience with well-organized and reliable content.
Hi there! This post could not be written any better!
Reading this post reminds me of my good old room mate!
He always kept talking about this. I will forward this write-up
to him. Pretty sure he will have a good read. Many thanks for
sharing!
Here is my web site :: oversized vehicle shipping
CraftedLinens – Pleasant experience, smooth scrolling, and easy-to-read product details.
click to visit – Pages are well-structured, making browsing quick and simple.
timber canyon marketplace – Layout is user-friendly and everything works well
start browsing – The interface is intuitive and content is easy to locate.
наркологический стационар [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-4.ru/]vyvod-iz-zapoya-na-domu-nizhnij-novgorod-4.ru[/url] .
amberbrook deals – Came across this, and it appears quite easy to follow.
shop daisy brook – Clean design, everything is easy to locate and read.
view top walnut picks – Layout is neat and browsing feels intuitive.
MarketplaceAmber – Well-structured pages, makes navigation quick
enter site – Smooth and intuitive layout ensures browsing feels effortless.
Hello! I know this is somewhat off topic but I was wondering if you knew
where I could locate a captcha plugin for my comment form?
I’m using the same blog platform as yours and I’m
having difficulty finding one? Thanks a lot!
Also visit my web site; nationwide rv moving company
вывод из запоя в стационаре [url=https://vyvod-iz-zapoya-na-domu-samara-10.ru/]вывод из запоя в стационаре[/url] .
HandmadeHaven – Well-structured interface, simple to explore products quickly.
shop link – Easy to browse with pages that are simple to navigate
Attractive section of content. I just stumbled upon your web site and in accession capital to claim
that I acquire in fact loved account your blog posts.
Anyway I’ll be subscribing on your augment and even I achievement you get entry
to constantly rapidly.
Feel free to visit my webpage single car enclosed transport
FernBazaar – Intuitive design, navigating products is simple and quick.
discover this store – Pages are tidy, and exploring the site is simple and stress-free.
learn more – Clean layout that makes browsing the site smooth.
Hmm is anyone else experiencing problems with the images on this blog loading?
I’m trying to figure out if its a problem on my end or if it’s the blog.
Any feedback would be greatly appreciated.
Also visit my page professional RV transport services
tap to visit – User-friendly pages and clearly presented content make exploring effortless.
see products now – Clean interface and everything is clearly presented
нарколог на дом [url=https://vyvod-iz-zapoya-na-domu-samara-11.ru/]нарколог на дом[/url] .
QuickWillowOnline – Pages are well-structured, browsing is intuitive and easy
try this online store – Navigation is easy and pages load reliably.
ambercove online – Took a look around, and the navigation feels intuitive.
click here now – Everything loads nicely and the sections are arranged logically.
CozyVendorShop – User-friendly interface with fast-loading pages and intuitive navigation.
kettle trail hub – The site is tidy and navigating through pages feels smooth.
check products – Everything flows naturally and the layout is very tidy
click for details – Everything is neatly arranged, loads rapidly, and is easy to explore.
learn more – Everything feels snappy, and the site design is attractive.
FernHarborStudio – Easy-to-read layout, all content is well-presented and clear.
explore daisy cove – Navigation feels intuitive, site structure is easy to follow.
реабилитация наркоманов [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-4.ru/]vyvod-iz-zapoya-na-domu-nizhnij-novgorod-4.ru[/url] .
go to this link – Layout is tidy and exploring is quick
OrchardVelvetStore – Everything is logically placed, browsing feels seamless
west crate selection – Layout is tidy and scrolling is smooth.
discover more – Clean layout with structured content helps users find what they need quickly.
muscle enhancement pills
References:
https://www.tikosatis.com/index.php?page=user&action=pub_profile&id=506333
CreativeMarble – Simple design, smooth transitions, and easy-to-follow navigation.
удаленная школа [url=https://shkola-onlajn-45.ru/]удаленная школа[/url] .
explore snow harbor boutique – Clean layout, browsing between sections is comfortable.
learn more now – Pages load quickly, and the interface is very user-friendly.
explore site – Simple structure with content easy to locate and read.
лечение алкоголизма [url=https://narkolog-na-dom-moskva-4.ru/]лечение алкоголизма[/url] .
OliveVendorSpot – Design is minimal yet intuitive, making content easy to find.
Shop Now – Sleek design and effortless navigation for a great user experience.
купить поролон на диван [url=https://porolon-dlya-divana-1.ru/]porolon-dlya-divana-1.ru[/url] .
office space for lease in nyc office space available
Hello, always i used to check blog posts here in the early hours in the morning, as i love to
learn more and more.
поролон мебельный цена [url=https://porolon-dlya-divana-2.ru/]porolon-dlya-divana-2.ru[/url] .
see more here – The layout is simple and content is easy to understand.
поролон для стульев купить [url=https://porolon-dlya-divana-3.ru/]поролон для стульев купить[/url] .
наркологический центр [url=https://narkolog-na-dom-moskva-1.ru/]наркологический центр[/url] .
Access the site – Well-organized interface with speedy loading and easy-to-read content.
капельница от похмелья [url=https://narkolog-na-dom-moskva-2.ru/]narkolog-na-dom-moskva-2.ru[/url] .
Visit Ruby Orchard – Smooth navigation, pages load fast, and content is clear.
baybrook hub – Took a quick look, pages load fast and everything seems in order.
Дистанционная школа [url=https://shkola-onlajn-44.ru/]Дистанционная школа [/url] .
vendor showcase portal – Simple structure, exploring feels effortless and safe.
stonecovecommerceatelier.shop – The website feels tidy and navigating through products is smooth and straightforward.
open site – Everything is organized and simple to navigate.
TradingOliveCove – Everything is structured clearly and navigating content is smooth.
Даже при небольших размерах капсульный дом обеспечивает комфорт за счет продуманной внутренней структуры, https://super-domiki.ru/
go here – Well-organized layout ensures a pleasant and seamless browsing experience.
shop dunecove – Navigation is intuitive, exploring content is straightforward.
junipercovegoodsatelier.shop – The website is well-organized and simple to navigate for any visitor.
Bay Harbor Artisan Hub – Easy to find information, site feels professional.
Explore products – Clear navigation menus help you find exactly what you need quickly.
Любишь путешествовать? туры в санкт петербург предлагаем экскурсионные туры по России и Грузии по ценам официальных операторов — с гарантией и страховкой. Мы поможем подобрать идеальный тур — под любые пожелания и бюджет! Работаем ежедневно с 9:00 до 21:00 — без выходных!
Discover the foundry – Organized content, responsive design, and very easy to browse.
go to homepage – Efficient layout that makes searching for information a breeze.
капельница от похмелья [url=https://narkolog-na-dom-moskva-4.ru/]narkolog-na-dom-moskva-4.ru[/url] .
click to see crafts – Simple and readable pages, browsing through sections is intuitive.
open site – Everything is organized and simple to navigate.
This is a really good tip particularly to those fresh to the blogosphere.
Short but very precise information… Thanks for sharing this one.
A must read article!
VendorOliveLoft – Pages are logically arranged and content is easy to explore.
Dune Cove Craft Corner – Clear interface, browsing is easy and information is quickly found.
паралое [url=https://porolon-dlya-divana-2.ru/]паралое[/url] .
Echo Brook Craftworks – Clear structure, browsing is quick and information is easy to find.
explore here – Interface is intuitive, sections are clear, and finding information is simple.
baycove platform – Took a look, and the design feels structured and user-friendly.
поролон тонкий 5 мм [url=https://porolon-dlya-divana-1.ru/]porolon-dlya-divana-1.ru[/url] .
паралон или поролон [url=https://porolon-dlya-divana-3.ru/]porolon-dlya-divana-3.ru[/url] .
explore products here – The interface is clean, and navigation feels natural and simple.
Berry Cove Craftworks – Interface is clean, everything is easy to find.
granite orchard access – Content is presented in a clean way, making navigation smooth
official page – Feels like a dependable platform with clearly structured content.
Browse the studio – Clear design, responsive pages, and intuitive navigation.
sunbrookmarketfoundry.shop – Clean interface with a well-organized layout that makes navigation effortless.
Access Sage Cove – Clean structure, responsive design, and effortless navigation.
junipercoveartisanexchange.shop – Nice browsing experience, pages load fast and layout is simple to follow.
click this link – Well-structured pages make navigating the site easy.
Clover Crest Artisan Hub – Simple design and fast navigation make exploring the site easy.
OpalCraftLoft – Interface is clean and exploring items is smooth.
Excellent, what a website it is! This web site presents valuable facts
to us, keep it up. https://punbb.skynettechnologies.us/profile.php?id=15899
Echo Brook Craft Collective – Organized pages, layout makes sense and everything runs well.
discover more – Layout is clean and intuitive, making it simple to locate information.
dunecove vendor shop – Layout is intuitive, finding information feels effortless.
Stackshine https://en.stackshine.io a SaaS cost management platform: subscription control, usage transparency, renewal tracking, and employee offboarding. Optimize your budget and reduce unnecessary software costs.
go to this site – Smooth layout and responsive pages make exploring simple.
Berry Cove Creative – Pleasant experience, navigation feels effortless.
granite galleria services – Everything is structured logically, making information simple to find
visit platform – Easy-to-navigate structure and tidy layout make exploring pleasant.
школа онлайн обучение стоимость [url=https://shkola-onlajn-41.ru/]shkola-onlajn-41.ru[/url] .
check it out here – Smooth navigation and a clear layout make finding products easy.
Discover QuickBrook – Easy-to-follow menus, responsive site, and everything is logically organized.
Check the foundry site – Pages load quickly, design is clean, and browsing feels natural.
official page – Layout is organized and browsing through content is straightforward.
реабилитационный центр для наркозависимых [url=https://narkolog-na-dom-moskva-4.ru/]реабилитационный центр для наркозависимых[/url] .
Now I am going to do my breakfast, afterward having my breakfast coming yet
again to read further news.
Link exchange is nothing else but it is just placing the other person’s website link on your page at appropriate place and other person will also do similar for you. https://menifeemunchkins.com/pose-dextension-de-cils-classique-volume-russe/
Coral Harbor Craft Link – Pages load fast, and navigation feels very natural.
поролон тонкий 5 мм [url=https://porolon-dlya-divana-3.ru/]porolon-dlya-divana-3.ru[/url] .
домашняя интернет школа [url=https://shkola-onlajn-42.ru/]shkola-onlajn-42.ru[/url] .
поролон для дивана [url=https://porolon-dlya-divana-2.ru/]porolon-dlya-divana-2.ru[/url] .
ArtisanOpalLoft – Well-organized pages make exploring this site enjoyable.
check it out – Pages load quickly and navigation feels natural throughout the site.
this website link – Sections are clear and navigation flows smoothly.
Birch Harbor Collective – Smooth experience, content is displayed clearly and simply.
official harborstone link – The layout is simple and accessing information is effortless
паралон для мебели [url=https://porolon-dlya-divana-1.ru/]паралон для мебели[/url] .
go to homepage – The site is straightforward, making it simple to get the items I needed.
check website – User-friendly structure with clear sections for easy navigation.
Visit the trading site – Organized layout, smooth interface, and very easy to explore.
view details – Clean layout and easy navigation create a pleasant experience.
Check the e-shop – Organized menus, logical structure, and very simple to navigate.
Coral Harbor Hub – Very smooth layout, everything is simple and easy to navigate.
OpalMarketRiver – Navigation feels natural and finding sections is effortless.
echobrook market online – Intuitive design, moving through pages is effortless.
Elm Harbor Craftworks – Well-structured site, browsing is effortless and content is clear.
learn more – Smooth interface with clear headings makes navigating the site very easy.
It’s actually a great and useful piece of info.
I am happy that you shared this helpful information with us.
Please stay us informed like this. Thank you for sharing.
goldencoveartisanexchange.shop – Looks great, structure is neat and browsing feels effortless today.
Birch Harbor Central – Simple and organized, content is easy to explore.
browse harborstone galleria – The interface feels fresh and browsing flows naturally
visit this platform – Easy-to-use layout that makes browsing and finding information effortless.
поролон тонкий 2 мм [url=https://porolon-dlya-divana-3.ru/]porolon-dlya-divana-3.ru[/url] .
паралон цена [url=https://porolon-dlya-divana-2.ru/]паралон цена[/url] .
see more here – The website feels smooth, fast, and well-structured overall.
капельница от запоя [url=https://narkolog-na-dom-moskva-4.ru/]капельница от запоя[/url] .
Check the trading site – Well-organized layout, responsive pages, and effortless navigation.
view details – Clean layout and easy navigation create a pleasant experience.
Cotton Meadow Craftworks – Everything is neat, pages respond quickly and clearly.
Check SeaCove – Well-structured pages, quick loading, and effortless browsing.
Oh my goodness! Impressive article dude! Many thanks, However I am going
through difficulties with your RSS. I don’t know why I can’t subscribe to it.
Is there anyone else having similar RSS problems? Anyone that knows the solution will you kindly respond?
Thanx!! https://listji.com/index.php?page=user&action=pub_profile&id=12960&item_type=active&per_page=16
ArtisanOrchardLoft – Pages are well organized, making navigation straightforward.
learn more – Clean design, pages are easy to navigate and understand quickly.
visit marketplace – The layout keeps things clear and very easy to use.
школа 8 класс [url=https://shkola-onlajn-41.ru/]школа 8 класс[/url] .
домашняя школа онлайн [url=https://shkola-onlajn-42.ru/]shkola-onlajn-42.ru[/url] .
go to this site – Layout is clean, and finding content feels natural.
Bright Harbor Craftworks – Clear pages and the structure makes browsing simple.
I every time emailed this website post page to all my associates, as if like to read it afterward my links will too.
browse hazel harbor outpost – The interface is intuitive and content is easy to access
explore this site – Everything is structured neatly, making browsing simple and enjoyable.
купить поролон на диван [url=https://porolon-dlya-divana-1.ru/]porolon-dlya-divana-1.ru[/url] .
see more here – Logical layout and clear presentation make finding information simple.
Wow! This blog looks exactly like my old one!
It’s on a totally different subject but it has pretty much
the same layout and design. Outstanding choice of colors! http://wiki.votesmart.org/PhilomenavfBowlesby
See the vendor site – Clean and organized, easy to navigate, and very responsive.
try this site – Smooth navigation and organized content enhance the browsing experience.
Cotton Meadow Artisans – Site is well-organized, exploring pages is simple.
Check SilkBrook – Clear layout, pages load quickly, and browsing is simple.
echobrook vendor portal – Navigation is smooth, content is organized logically.
CoveCraftLoft – Pages load fast and exploring the site is enjoyable.
visit this marketplace – The site is easy to navigate and feels very accessible.
ZenBrook Hub – Overall a smooth visit, the layout is clean and content is useful.
handmade goods hub – Pages load fast and layout is clear, making exploration simple.
Bright Harbor Art Hub – Simple interface, information is easy to browse.
visit this platform – Simple, clear structure makes browsing items fast and stress-free.
hazel harbor online – The interface is clear, helping users move through pages quickly
access platform – The clean layout makes it enjoyable to spend time exploring.
click this link – Well-structured pages make navigating the site easy.
Creek Harbor Central – Navigation flows naturally, pages are well-organized.
Go to Rain Cove – User-friendly interface with logical structure and easy navigation.
Click to visit – Logical structure, fast interface, and easy-to-read sections.
VendorBrookLoft – Finding information is simple and layout is tidy.
explore this store – Everything is arranged in a way that’s easy to follow.
Zencove Online – Simple interface with helpful information on every page.
harborstoneartisanexchange.shop – Found this pretty intuitive, layout is simple and content is accessible.
Calm Cove Artisan Network – Very simple to browse, all sections are organized neatly.
open this page – Easy-to-follow interface ensures browsing is smooth and enjoyable.
honeycove official site – The layout is straightforward and pages respond quickly to clicks
11 класс онлайн [url=https://shkola-onlajn-41.ru/]shkola-onlajn-41.ru[/url] .
покупка курсовых работ [url=https://kupit-kursovuyu-102.ru/]kupit-kursovuyu-102.ru[/url] .
see more here – Easy-to-use interface with neatly structured information.
visit this site – The layout feels clean and straightforward to navigate.
echocove store platform – Simple and logical layout, browsing feels seamless.
Creek Harbor Art Hub – Easy-to-use interface, content is clear and accessible.
лечение наркомании [url=https://vyvod-iz-zapoya-na-domu-samara-16.ru/]vyvod-iz-zapoya-na-domu-samara-16.ru[/url] .
Open Rain Harbor – Simple navigation, responsive pages, and content is clearly displayed.
PearlMarketLoft – Pages are organized well, making browsing effortless.
ZenCo Vendor Direct – Site structure is organized, content is relevant and clear.
explore this store – The pages flow nicely and feel stable throughout.
заказать курсовую срочно [url=https://kupit-kursovuyu-101.ru/]заказать курсовую срочно[/url] .
Дистанционное образование [url=https://shkola-onlajn-42.ru/]Дистанционное образование [/url] .
harborstonecraftcollective.shop – Smooth browsing experience, everything is arranged in a clean way.
Calm Cove Central – Easy to navigate, content is well-presented.
visit this platform – Quick page loads, well-arranged sections, and readable content everywhere.
наркологический центр [url=https://vyvod-iz-zapoya-na-domu-samara-19.ru/]наркологический центр[/url] .
check honeystone emporium – A minimal design keeps browsing straightforward and enjoyable
вывод из запоя в стационаре [url=https://vyvod-iz-zapoya-na-domu-samara-17.ru/]vyvod-iz-zapoya-na-domu-samara-17.ru[/url] .
наркологическая помощь [url=https://vyvod-iz-zapoya-na-domu-samara-18.ru/]наркологическая помощь[/url] .
access page – Structured pages make finding information simple and quick.
I absolutely love your website.. Very nice colors & theme.
Did you develop this site yourself? Please reply
back as I’m trying to create my own blog and would like to learn where you
got this from or what the theme is named. Cheers!
website access – The structure is neat and the pages contain practical insights.
Creek Harbor Artisan Hub – Very simple design, everything is easy to locate.
Helpful information. Fortunate me I discovered your website
by chance, and I’m stunned why this twist
of fate did not came about in advance! I bookmarked it.
CoveMerchantGallery – Fast loading and easy navigation make this site user-friendly.
Discover the platform – Smooth interface, clear layout, and content is easy to access.
see more details – Everything feels organized and easy to understand.
explore now – Smooth layout and quick loading improve overall usability.
hazelharborartisanexchange.shop – Nice platform here, easy to use and information is well presented.
Canyon Harbor Makers – Clean design, everything loads quickly and naturally.
learn more now – Everything is placed clearly, letting me access content quickly.
My brother recommended I may like this blog.
He used to be totally right. This publish truly made my day.
You cann’t imagine just how much time I had spent for
this information! Thanks! https://Menifeemunchkins.com/pourquoi-pas-lunettes-les-bienfaits-dune-protection-et-dun-style-3/
visit icicle isle traders – Pages respond fast and the interface is well-organized for smooth browsing
discover elmbrook foundry – Pages load quickly, and the site is user-friendly.
open site – Everything is organized and simple to navigate.
заказать качественную курсовую [url=https://kupit-kursovuyu-102.ru/]заказать качественную курсовую[/url] .
Crown Cove Artisan Network – Pages are well-organized, finding items is quick and easy.
open link – Everything runs well, making it easy to find what you need.
PebbleGoodsGallery – Everything is easy to find and the layout is pleasant.
click to view – The interface is neat and makes browsing simple.
онлайн школа 8 класс [url=https://shkola-onlajn-41.ru/]shkola-onlajn-41.ru[/url] .
discover more – Pages transition nicely, giving a smooth and easy feel.
Уничтожение вредителей https://dezinfekciya-mcd.ru/tarakan/ уничтожение бактерий, вирусов и насекомых. Обработка квартир, домов и коммерческих помещений. Безопасные препараты, опытные специалисты и гарантия результата.
Go explore – Well-structured content, fast-loading pages, and easy-to-use menus.
craft store online – Smooth design and clear navigation make finding content simple.
Canyon Harbor Marketplace – Clean interface, content is simple to locate and read.
tap this link – Smoothly arranged pages and intuitive structure make navigation effortless.
Great work! This is the type of info that are
meant to be shared around the web. Shame on the search engines for no longer
positioning this publish upper! Come on over and visit my site .
Thanks =)
open iciclestone outpost – Pages are easy to follow and layout is clear
learn more – Simple interface with information presented clearly on all pages.
решение курсовых работ на заказ [url=https://kupit-kursovuyu-101.ru/]kupit-kursovuyu-101.ru[/url] .
капельница от запоя [url=https://vyvod-iz-zapoya-na-domu-samara-16.ru/]vyvod-iz-zapoya-na-domu-samara-16.ru[/url] .
Crystal Cove Maker Studio – Simple layout, everything is intuitive and easy to locate.
official website – Everything appears stylish and simple to move around.
CoveMarketLoft – User experience is great, everything is responsive and accessible.
shop link here – The interface is clean and makes browsing simple.
go here – The site feels intuitive, so getting around is quick.
Visit the site now – Modern design, organized content, and very user-friendly interface.
наркологический центр [url=https://vyvod-iz-zapoya-na-domu-samara-19.ru/]наркологический центр[/url] .
honeycoveartisanexchange.shop – Good experience overall, layout is neat and pages load fast.
ForestArtisanCorner – Well-structured pages, browsing products is easy.
learn more now – Modern design with clear menus and quick browsing of all product sections.
Caramel Cove Studio – Layout is simple and intuitive, making navigation easy.
заказать студенческую работу [url=https://kupit-kursovuyu-104.ru/]заказать студенческую работу[/url] .
Hi, Neat post. There’s an issue with your site in web
explorer, would check this? IE still is the market leader and a large section of other people will leave out your excellent writing
due to this problem. https://Nissa.cc/index.php?mid=trade&document_srl=736483
ivoryridgecollective – The interface is clean and everything is easy to navigate
курсовые купить [url=https://kupit-kursovuyu-105.ru/]курсовые купить[/url] .
начальная школа онлайн [url=https://shkola-onlajn-42.ru/]shkola-onlajn-42.ru[/url] .
official page – Layout is organized and browsing through content is straightforward.
помощь студентам курсовые [url=https://kupit-kursovuyu-106.ru/]kupit-kursovuyu-106.ru[/url] .
реабилитация алкоголиков [url=https://vyvod-iz-zapoya-na-domu-samara-18.ru/]vyvod-iz-zapoya-na-domu-samara-18.ru[/url] .
Crystal Cove Craftworks – Well-structured pages, everything loads smoothly and browsing is seamless.
Как найти хорошие слоты онлайн
PineGoodsGallery – Everything feels intuitive and accessing information is effortless.
this platform – The site feels approachable and informative throughout.
take a look – Stumbled onto it, and the platform seems tidy and helpful.
handcrafted items hub – Everything loads efficiently, and the design is consistent across sections.
купить курсовая работа [url=https://kupit-kursovuyu-102.ru/]купить курсовая работа[/url] .
Free online games https://poki.com.az play without downloading or registering. A large collection of games across various genres: action, puzzles, racing, and strategy. Easily access from any device.
honeycovecraftcollective.shop – Clean and user friendly, makes finding things really straightforward.
лечение наркомании [url=https://vyvod-iz-zapoya-na-domu-samara-17.ru/]vyvod-iz-zapoya-na-domu-samara-17.ru[/url] .
Go to RiverBrook – User-friendly site, quick access to content, and fast page loads.
see details here – Well-laid-out pages and simple menus allowed quick access to information.
Caramel Cove Studio Online – Smooth browsing, everything is well-organized and accessible.
стоимость написания курсовой работы на заказ [url=https://kupit-kursovuyu-107.ru/]kupit-kursovuyu-107.ru[/url] .
open jade aisle – Browsing is fast and the design is visually appealing
access page – Structured pages make finding information simple and quick.
unique crafts – Ran into this site and it seems neat and nicely arranged.
Daisy Cove Craftworks – Simple and clean, browsing feels intuitive and smooth.
BrookVendorHub – Easy to navigate, everything is well structured and clear.
open this page – Navigation feels natural and everything is clearly structured.
check it out – Pages are structured clearly, so navigating feels effortless.
icicleisleartisanexchange.shop – Pretty well structured, navigation is easy and content is clear.
open this page – Well-organized layout ensures content is readable and easy to locate.
написание курсовой на заказ цена [url=https://kupit-kursovuyu-101.ru/]kupit-kursovuyu-101.ru[/url] .
Arizona sports events oxu az football, transfers, and live match results. Latest news, statistics, and reviews for fans and sports enthusiasts.
Chestnut Harbor Maker Hub – Simple structure, everything loads fast and works well.
Open the platform – Well-arranged pages, responsive interface, and simple to navigate.
Bloom Market Lounge – Layout is simple yet effective, making pages easy to explore
студенческие работы на заказ [url=https://kupit-kursovuyu-106.ru/]kupit-kursovuyu-106.ru[/url] .
see more info – The platform is easy to navigate and loads very quickly.
заказать практическую работу недорого цены [url=https://kupit-kursovuyu-108.ru/]kupit-kursovuyu-108.ru[/url] .
капельница от запоя [url=https://vyvod-iz-zapoya-na-domu-samara-16.ru/]vyvod-iz-zapoya-na-domu-samara-16.ru[/url] .
view details – Clean layout and easy navigation create a pleasant experience.
Free online games 1001 oyun the best browser games with no installation required. Huge selection of genres, easy search, and quick launch. Play anytime for free.
заказать курсовую [url=https://kupit-kursovuyu-105.ru/]заказать курсовую[/url] .
Daisy Cove Creative Space – Very intuitive, pages are easy to explore and design is clear.
наркологическая клиника [url=https://vyvod-iz-zapoya-na-domu-samara-19.ru/]наркологическая клиника[/url] .
open this page – The site structure is clear and everything is simple to explore.
CoveVendorHub – Clean structure with logical sectioning, easy to move through pages.
icicleislecraftcollective.shop – Everything looks polished, browsing here feels smooth and natural.
купить курсовую сайт [url=https://kupit-kursovuyu-104.ru/]купить курсовую сайт[/url] .
visit this page – This caught my eye and it’s very smooth and easygoing to browse.
view this page – Clear, simple layout with well-arranged sections and fast access.
Cloud Cove Marketplace – Layout is simple and organized, makes finding items quick.
Browse the platform – Logical structure, fast page performance, and easy-to-find content.
goldvendor online store – Users can move around easily thanks to its intuitive layout
реабилитация алкоголиков [url=https://vyvod-iz-zapoya-na-domu-samara-18.ru/]vyvod-iz-zapoya-na-domu-samara-18.ru[/url] .
discover more – Everything is easy to find and content is clearly arranged.
Dawn Ridge Artisan Space – Easy layout, information is accessible and exploring feels smooth.
Roblox Download delta roblox com az Download the game, learn about Roblox Studio features, and learn about security settings. Play, create your own worlds, and protect your account. A complete guide to installing, playing, and using the platform safely.
Admiring the hard work you put into your site and in depth information you provide.
It’s awesome to come across a blog every once
in a while that isn’t the same out of date rehashed information. Fantastic read!
I’ve bookmarked your site and I’m including your RSS feeds to
my Google account.
помощь в написании курсовой [url=https://kupit-kursovuyu-107.ru/]kupit-kursovuyu-107.ru[/url] .
craft store online – The layout is neat, helping users browse without confusion.
visit resource – The platform is easy to use, with a well-structured design.
PineVendorGallery – Pleasant browsing, information is organized logically.
ivoryridgeartisanexchange.shop – Nice site overall, content is accessible and design feels clean.
курсовые купить [url=https://kupit-kursovuyu-106.ru/]kupit-kursovuyu-106.ru[/url] .
browse sections – Well-arranged pages with intuitive menus and fast product searches.
Cloud Cove Collective – Organized layout, information is simple to access and read.
Выгодно купить песок для пескоструйки – 100% очистка без забитых сопел! Забудьте о засорах: очищайте металл в разы быстрее. Ваш аппарат скажет спасибо, а результат поразит клиента. Купить кварцевый песок!
реабилитационный центр для наркозависимых [url=https://vyvod-iz-zapoya-na-domu-samara-17.ru/]vyvod-iz-zapoya-na-domu-samara-17.ru[/url] .
Very good article! We will be linking to this particularly great content on our site.
Keep up the good writing.
Daisy Crate Store – Browsing is effortless and layout is user-friendly
velvetbrook sphere – Everything is tidy and easy to move through.
explore artisan work – Pages are well-organized, making exploration enjoyable.
check this resource – Layout is simple and browsing feels natural and inviting.
moss harbor crafts – This looks nicely arranged and feels easy to get around.
курсовая работа на заказ цена [url=https://kupit-kursovuyu-108.ru/]курсовая работа на заказ цена[/url] .
Dawn Ridge Art Network – Smooth browsing experience, interface feels neat and accessible.
click to view – Responsive pages and a clear layout make exploring simple.
PlumVendorSpot – Very smooth browsing and layout is tidy and user-friendly.
сколько стоит сделать курсовую работу на заказ [url=https://kupit-kursovuyu-105.ru/]сколько стоит сделать курсовую работу на заказ[/url] .
Visit the foundry – Smooth interface, logical layout, and quick access to all sections.
shop link here – Pages are responsive, and navigation is straightforward.
капельница от похмелья [url=https://vyvod-iz-zapoya-na-domu-samara-16.ru/]vyvod-iz-zapoya-na-domu-samara-16.ru[/url] .
this useful link – Smoothly arranged pages with quick access to all features.
Clover Crest Craftworks – Layout is clear and simple, pages load quickly.
лечение наркомании [url=https://vyvod-iz-zapoya-na-domu-samara-19.ru/]лечение наркомании[/url] .
find out more – The platform is smooth and browsing feels enjoyable.
discover prairie vendor – Pages are well-structured and moving through content is easy
GalleryView – Content is clear and navigation is effortless.
velvetbrook creative zone – Content is easy to read and navigation feels natural.
написание курсовой работы на заказ цена [url=https://kupit-kursovuyu-104.ru/]kupit-kursovuyu-104.ru[/url] .
browse this link – Smooth performance and a tidy design improve usability.
Drift Orchard Art Network – Simple and clear site, navigation works effortlessly and pages are responsive.
курсовые заказ [url=https://kupit-kursovuyu-106.ru/]kupit-kursovuyu-106.ru[/url] .
explore this platform – Everything is easy to access, with a user-friendly design.
Your point of view caught my eye and was very interesting. Thanks. I have a question for you. https://accounts.binance.info/it/register-person?ref=P9L9FQKY
jasperharborartisanexchange.shop – Took a quick look, seems reliable and easy to browse through.
Visit the site now – Clear menus, smooth navigation, and content is easy to find.
Hey there just wanted to give you a quick heads up.
The text in your content seem to be running off the screen in Opera.
I’m not sure if this is a format issue or something to do with browser compatibility but
I figured I’d post to let you know. The design and style look
great though! Hope you get the issue fixed soon. Many thanks
online craft hub – Looked over this and it has a pretty engaging flow.
студенческие работы на заказ [url=https://kupit-kursovuyu-107.ru/]kupit-kursovuyu-107.ru[/url] .
My name is Misty and I am studying Journalism and
Computer Science at Venlo / Netherlands.
Clover Crest Artisan Online – Very organized layout, navigating the site is effortless.
lark vendor site – Everything is organized and loads fast, helping users move through sections
реабилитационный центр для наркозависимых [url=https://vyvod-iz-zapoya-na-domu-samara-18.ru/]vyvod-iz-zapoya-na-domu-samara-18.ru[/url] .
vh craft world – Smooth navigation and content presentation is clear.
купить курсовую работу [url=https://kupit-kursovuyu-108.ru/]купить курсовую работу[/url] .
visit marketplace – The interface is smooth, making it easy to explore every section.
learn more – Everything loads smoothly and the layout is simple to follow.
Drift Orchard Makers Hub – Organized layout, pages respond well and exploring the site feels smooth.
jasperharborartisanexchange.shop – Took a quick look, seems reliable and easy to browse through.
trackacourier – The website is fast, and navigation is very straightforward.
explore this platform – Everything is laid out clearly, making browsing comfortable.
What i don’t understood is actually how you are no longer really much more smartly-favored than you might be right now.
You are so intelligent. You know thus considerably with regards to this topic, made
me in my view consider it from numerous numerous angles.
Its like men and women don’t seem to be fascinated unless it is one thing to do with Woman gaga!
Your individual stuffs great. At all times care for it up!
Discover SilverCove – User-friendly design, everything is organized and easy to explore.
Как выбрать качественную натуральную лестницу в дом
At this time I am going to do my breakfast, later than having
my breakfast coming yet again to read other news.
Coast Harbor Collective – Layout is neat, everything is easy to find and read.
капельница от запоя [url=https://vyvod-iz-zapoya-na-domu-samara-17.ru/]vyvod-iz-zapoya-na-domu-samara-17.ru[/url] .
CompanyHistory – Everything is neatly structured and easy to follow.
сколько стоит заказать курсовую работу [url=https://kupit-kursovuyu-105.ru/]сколько стоит заказать курсовую работу[/url] .
click for winter vendor – Navigation is smooth and the layout is visually clear
discover crafts – Pages are well-structured and content is easy to access.
explore crafts – It’s simple to browse and nothing feels out of place.
click to view – The structure makes browsing logical and user-friendly.
Dune Cove Maker Studio – Smooth site, everything is structured well and pages respond fast.
jewelbrookartisanexchange.shop – Pretty clean design, makes exploring the site simple and fast.
walnutcove creative corner – Clean and simple, moving between sections is effortless.
You ought to take part in a contest for one of the highest quality websites on the
internet. I’m going to recommend this web site!
My web site :: km777 apk
SkyBrook Market online – Clean pages, responsive menus, and content is simple to read.
see details – Navigation flows naturally and the design is user-friendly.
Готовые стеновые панели для внутренних отделок: практичное решение для современных объектов
coastharborcraftcollective.shop – Looks neat and functional, everything works fine and feels reliable.
whoah this weblog is great i like reading your posts. Stay up the great work!
You realize, lots of people are looking round for this information, you could help them greatly.
Here is my web site :: sawit188
Elm Vendor Market – Clean design makes finding content easy and fast
заказ курсовых работ [url=https://kupit-kursovuyu-104.ru/]заказ курсовых работ[/url] .
I will right away grasp your rss feed as I can’t
to find your e-mail subscription link or e-newsletter service.
Do you’ve any? Kindly permit me recognize in order that I may subscribe.
Thanks.
помощь курсовые [url=https://kupit-kursovuyu-107.ru/]kupit-kursovuyu-107.ru[/url] .
artisan marketplace online – Layout is neat, making it easy to move between sections.
Dune Cove Artisan Network – Clean design, site is easy to navigate and pages respond promptly.
jewelbrookcraftcollective.shop – Overall smooth experience, navigation is clear and content is helpful.
заказать курсовую работу [url=https://kupit-kursovuyu-108.ru/]заказать курсовую работу[/url] .
walnutcove crafts – Navigation is smooth and pages feel well organized.
handcrafted corner – Navigation feels seamless and content is logically arranged.
Hi, i think that i saw you visited my website so i came
to “return the favor”.I am attempting to find things to enhance my web
site!I suppose its ok to use a few of your ideas!!
see more – It’s clear and easy to move through different sections.
start here – Interface is simple, and finding content is straightforward.
visit homepage now – Navigation is simple, and content is clearly presented.
click for rooftop vendor – Browsing is smooth and content is presented clearly
What i don’t realize is in fact how you’re not actually much
more well-favored than you may be right now. You are very intelligent.
You know therefore significantly when it comes to this
subject, made me individually believe it from so many
numerous angles. Its like men and women are not fascinated until
it is one thing to do with Lady gaga! Your individual stuffs excellent.
All the time deal with it up!
Also visit my webpage – air conditioning
Asking questions are actually nice thing if you are not understanding anything completely, however this piece of writing gives
good understanding even.
Here is my page: km777 apk
Wonderful, what a web site it is! This blog gives valuable information to
us, keep it up.
Also visit my page … oceanside ac repair
Go explore SkyHarbor – Clear structure, sections are easy to navigate and browsing is smooth.
помощь студентам курсовые [url=https://kupit-kursovuyu-101.ru/]kupit-kursovuyu-101.ru[/url] .
waveharbor maker space – Smooth interface and a tidy layout make browsing enjoyable.
Have you ever considered about adding a little bit more than just your articles?
I mean, what you say is important and everything. But think of if you
added some great pictures or video clips to give your posts more,
„pop“! Your content is excellent but with pics and videos, this blog could undeniably be one of the
best in its field. Fantastic blog!
my web site: sawit188
Woah! I’m really loving the template/theme of this site.
It’s simple, yet effective. A lot of times it’s hard to get that „perfect balance“ between usability and visual
appearance. I must say you have done a excellent
job with this. In addition, the blog loads extremely fast for me on Opera.
Superb Blog! http://Renri.net/i-tomo/i-bbs/imodebbs.cgi?links1page=2615
open web page – Information is displayed neatly with good structure.
написание курсовой работы на заказ цена [url=https://kupit-kursovuyu-109.ru/]kupit-kursovuyu-109.ru[/url] .
curated crafts – Well-laid-out pages make exploring content effortless.
<browse here – It gives off a balanced feel with a neat presentation.
I think that what you posted was very reasonable. However, what about this?
what if you composed a catchier post title?
I mean, I don’t wish to tell you how to run your blog, but
suppose you added a headline that grabbed people’s attention?
I mean Automatische Pulverbeschichtungsanlage – Pulveranlage is
a little plain. You could peek at Yahoo’s home page and see how they
create post headlines to grab viewers interested.
You might add a video or a related picture or two
to grab readers interested about what you’ve written.
Just my opinion, it could make your posts a little livelier.
My website … sawit188
I visited multiple web pages however the audio feature for audio songs existing at this web page is truly fabulous. http://Xiamenyoga.com/comment/html/?91994.html
After I originally left a comment I seem to have clicked the -Notify me when new comments are added- checkbox and from now on every time a
comment is added I receive 4 emails with the same comment.
Perhaps there is a way you are able to remove me from that service?
Many thanks!
my homepage; km777 game
SnowBrook Market – Simple navigation, everything works well and sections are easy to explore.
enter gallery – Layout is clean and simple, and photos display without delay.
waveharbor artisan hub – Navigation flows naturally, the site feels well-maintained.
заказать курсовую работу качественно [url=https://kupit-kursovuyu-102.ru/]kupit-kursovuyu-102.ru[/url] .
сайт заказать курсовую работу [url=https://kupit-kursovuyu-110.ru/]сайт заказать курсовую работу[/url] .
view more here – Well-organized pages help users navigate without hassle.
Your article helped me a lot, is there any more related content? Thanks!
SnowCove Store – Clear interface, finding products is quick and convenient.
explore artisan work – Layout is clear and browsing through sections feels natural.
wheatcove artisan space – Well-placed sections and smooth navigation improve the experience.
access page – Insightful and well-laid-out pages helped me learn new things quickly.
Box Jainson network – The interface is clean, and browsing flows naturally.
Thanks for sharing your thoughts. I really appreciate your efforts and I am waiting for
your further write ups thanks once again.
I’m impressed, I must say. Rarely do I encounter a blog
that’s both equally educative and amusing, and
without a doubt, you have hit the nail on the head. The problem is something that too few folks are speaking intelligently about.
I am very happy that I found this during my search for something regarding this.
Review my web page; best car shipping company
Genuinely no matter if someone doesn’t understand then its up to other users that they will assist, so here
it takes place.
my blog … single car enclosed transport
TestimonialsLink – Interface is smooth and content is easy to digest.
access it here – A seamless experience with clearly defined sections.
Hello there, You have done an excellent job. I’ll definitely digg it and personally recommend to
my friends. I am sure they’ll be benefited from this website.
Also visit my blog post :: professional RV transport services
browse handcrafted – Clear design makes navigation simple and smooth.
написание учебных работ [url=https://kupit-kursovuyu-109.ru/]kupit-kursovuyu-109.ru[/url] .
go here – No clutter and easy to use, I’ll likely return again sometime soon.
wheatcove makers hub – Layout is simple and everything is easy to browse.
check platform now – Everything loads cleanly and the interface is comfortable to use.
solarcovecommerceatelier.shop – The overall design looks polished and moving through pages feels smooth.
That is really interesting, You are a very skilled blogger.
I’ve joined your rss feed and look forward to searching
for more of your wonderful post. Additionally, I’ve shared your website in my social networks
Look at my webpage professional RV transport services
open this link – Well-structured pages make it easy to find and absorb information.
покупка курсовой [url=https://kupit-kursovuyu-110.ru/]покупка курсовой[/url] .
SpecialOffers – Information is easy to access and the design is minimal.
wildorchard artisan corner – Smooth experience with easy access to all sections.
наркологическая помощь [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg.ru/]наркологическая помощь[/url] .
open this link – The interface is clean and moving between pages feels natural.
great publish, very informative. I ponder why the other experts of this sector do not understand this.
You must proceed your writing. I’m sure, you have a great readers‘ base already!
Feel free to visit my blog … ship car across country
handmade hub – Content is neatly organized, making navigation simple.
Hi Dear, are you actually visiting this web site
on a regular basis, if so afterward you will definitely obtain fastidious knowledge. http://Www.Dunklesauge.de/topsite/index.php?a=stats&u=quentintrudeau
Нужен займ? https://srochno-zaym-online.ru оформление онлайн без справок и поручителей. Быстрое решение, удобная подача заявки и получение денег на карту. Подберите выгодное предложение и получите средства в короткие сроки.
наркологическая помощь [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-1.ru/]наркологическая помощь[/url] .
visit now – Good mix of practical advice, worth taking time to explore properly.
indie craft showcase – The organization is consistent, which makes browsing feel natural.
Anyone can start selling bitcoin in india confidently with this practical step-by-step guide.
see details – Clean and functional design makes content easy to explore.
It’s very trouble-free to find out any topic on net as compared to
books, as I found this paragraph at this web page.
Also visit my web page; enclosed car shipping companies
artisan selections – Layout is simple yet effective, making browsing enjoyable.
I must thank you for the efforts you’ve put in penning this
site. I’m hoping to see the same high-grade content by you later on as well.
In fact, your creative writing abilities has encouraged me to get my very own site now 😉
my webpage best car shipping company
помощь студентам и школьникам [url=https://kupit-kursovuyu-109.ru/]помощь студентам и школьникам[/url] .
Только свежие актуальные новости свежие новости политики, экономики, общества и технологий. Актуальные события, аналитика, обзоры и мнения экспертов. Следите за главными новостями страны и мира онлайн в удобном формате каждый день.
I love your blog.. very nice colors & theme. Did you make this website yourself or did you hire someone to do it for you?
Plz answer back as I’m looking to design my own blog and would like to
know where u got this from. thanks http://ucenterhome2.dzarchive.dev/space.php?uid=76337&do=blog&id=168667
check site – Everything is arranged logically and flows nicely, making it easy to read.
FAQPage – Everything is well-structured and simple to navigate.
Hello there I am so happy I found your weblog, I
really found you by mistake, while I was researching on Google for something else, Nonetheless I am here now and would just like to say cheers for a
tremendous post and a all round thrilling blog (I
also love the theme/design), I don’t have time to read it
all at the minute but I have saved it and also added in your RSS feeds,
so when I have time I will be back to read a great deal more, Please do keep up the
great b.
Also visit my website: single car enclosed transport
Definitely believe that which you said. Your favorite justification seemed to be on the net
the simplest thing to be aware of. I say to you, I definitely get irked while people
think about worries that they plainly don’t know about. You
managed to hit the nail upon the top as well as defined
out the whole thing without having side-effects , people can take a signal.
Will likely be back to get more. Thanks
Строительные технологии https://universalstroi.su выгодные инвестиции в доступное жилье. Стабильный доход, перспективные проекты и высокий спрос. Получайте прибыль от инновационных решений в строительстве.
unique artisan collection – Clean formatting ensures a stress-free browsing experience.
cart integration platform – The system is intuitive and very user-friendly.
реабилитационный центр для наркозависимых [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg.ru/]vyvod-iz-zapoya-na-domu-sankt-peterburg.ru[/url] .
explore handmade – Structure is simple and browsing through pages feels smooth.
Thank you, I have just been searching for information approximately this topic for ages and yours is the greatest I have found out so
far. However, what in regards to the conclusion? Are you positive in regards to the source?
Look into my web site professional RV transport services
реабилитационный центр от алкоголизма [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-8.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg-8.ru[/url] .
tap here – Straightforward explanations and useful tips make the site valuable.
капельница от похмелья [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-3.ru/]vyvod-iz-zapoya-na-domu-sankt-peterburg-3.ru[/url] .
Монтажные работы https://montazhstroy.su услуги по установке инженерных систем и конструкций. Быстро, качественно и с гарантией. Выполняем задачи любой сложности для частных и коммерческих объектов.
Woah! I’m really loving the template/theme of this site.
It’s simple, yet effective. A lot of times it’s very hard to get that „perfect balance“ between superb usability and visual
appearance. I must say that you’ve done a awesome job
with this. Additionally, the blog loads super
fast for me on Firefox. Exceptional Blog!
Here is my webpage – ship car across country
наркологическая клиника [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-9.ru/]наркологическая клиника[/url] .
вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-2.ru/]вывод из запоя на дому[/url] .
handmade treasures online – The layout is intuitive and navigation is enjoyable.
check this page – Pages load instantly and the interface is clean and organized.
капельница от похмелья [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-1.ru/]vyvod-iz-zapoya-na-domu-sankt-peterburg-1.ru[/url] .
помощь студентам контрольные [url=https://kupit-kursovuyu-110.ru/]помощь студентам контрольные[/url] .
creative marketplace – Pages load quickly and scrolling around feels natural.
1-term-papers-research-papers-essays – The site is well-structured and browsing content is quick and easy.
Link exchange is nothing else except it is only placing the other person’s website link on your page at appropriate place and other person will also do same for you.
my homepage professional RV transport services
I’m really enjoying the design and layout of your site.
It’s a very easy on the eyes which makes it much more enjoyable for me to
come here and visit more often. Did you hire out a designer to create your theme?
Exceptional work!
Also visit my site shipping an oversized truck
go here – Creative concepts are showcased well, giving it a distinctive feel.
организация ответственного хранения https://otvetstvennoe-hranenie-sklad.ru
artisan gift collection – Everything loads efficiently, making it easy to navigate.
cartoonporno1cn – Site works smoothly and layout is simple but effective overall.
open this link – Moving through pages is effortless and the content is worth reading.
discover artisan gems – Layout is logical and exploring the pages is effortless.
Link exchange is nothing else but it is simply placing the other
person’s weblog link on your page at proper place and other person will also do similar in support of you.
Here is my web blog single car enclosed transport
написание курсовых на заказ [url=https://kupit-kursovuyu-109.ru/]написание курсовых на заказ[/url] .
I’m now not sure where you’re getting your info, however
good topic. I needs to spend some time studying more or understanding more.
Thank you for wonderful information I used to be in search of this info for my mission.
My homepage – nationwide rv moving company
капельница от похмелья [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-8.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg-8.ru[/url] .
капельница от похмелья [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg.ru/]vyvod-iz-zapoya-na-domu-sankt-peterburg.ru[/url] .
CustomerSupport – Information is straightforward and the interface is intuitive.
visit this page – Easy to move around and full of helpful info, I enjoyed browsing through it today.
explore artisan work – Content is logically arranged and navigation feels intuitive.
WOW just what I was looking for. Came here by searching for best
car shipping nationwide rv moving company
creative goods platform – Clean design and responsive pages create a pleasant experience.
go to homepage – It’s straightforward to navigate with a well-organized design.
капельница от похмелья [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-3.ru/]vyvod-iz-zapoya-na-domu-sankt-peterburg-3.ru[/url] .
ответственное хранение условия сколько стоит ответственное хранение
Hi there! This is my first comment here so I just wanted to give a quick shout out and
say I truly enjoy reading through your blog posts.
Can you recommend any other blogs/websites/forums that
deal with the same subjects? Thank you so much!
my page … shipping an oversized truck
капельница от запоя [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-9.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg-9.ru[/url] .
реабилитационный центр от алкоголизма [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-1.ru/]vyvod-iz-zapoya-na-domu-sankt-peterburg-1.ru[/url] .
view site – Well-laid-out content provides helpful insights that are easy to grasp.
курсовая работа недорого [url=https://kupit-kursovuyu-110.ru/]курсовая работа недорого[/url] .
наркологическая клиника [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-2.ru/]наркологическая клиника[/url] .
unique artisan shop – Structure is clear and exploring the site feels natural.
go to homepage – Navigation is effortless and the content is presented clearly.
unique artisan shop – Everything flows naturally and the interface is straightforward.
Thanks for the good writeup. It in reality was once a enjoyment account it.
Glance advanced to more delivered agreeable from you!
By the way, how could we keep up a correspondence?
access page – Well-structured layout and simple menus make browsing fast.
Howdy just wanted to give you a quick heads up and let you know a few of the
pictures aren’t loading properly. I’m not sure why but
I think its a linking issue. I’ve tried it in two different browsers and both
show the same results. http://ucenterhome2.dzarchive.dev/space.php?uid=74581&do=blog&id=161051
follow this link – Everything is laid out clearly, making browsing easy and pleasant.
вывод из запоя в стационаре [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-8.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg-8.ru[/url] .
explore handmade – Pages load efficiently and navigating the site is straightforward.
handmade treasures online – Smooth page transitions and tidy structure make it easy to use.
open link now – Smooth experience with a clear design, making it easy to browse.
наркологический стационар [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg.ru/]vyvod-iz-zapoya-na-domu-sankt-peterburg.ru[/url] .
this website – Helpful and straightforward, the information is easy to digest.
вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-3.ru/]вывод из запоя на дому[/url] .
Its like you read my mind! You appear to know so much about
this, like you wrote the book in it or something. I think
that you could do with some pics to drive the message
home a bit, but instead of that, this is excellent blog.
A fantastic read. I’ll definitely be back.
Feel free to visit my page – zoolandia001
unique finds – Structure is balanced and exploring the site is straightforward.
janpath network hub – Everything loads efficiently and is logically organized.
explore now – The interface is tidy, and finding information feels effortless.
вывод из запоя в стационаре [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-1.ru/]vyvod-iz-zapoya-na-domu-sankt-peterburg-1.ru[/url] .
наркологическая помощь [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-9.ru/]наркологическая помощь[/url] .
check site – Simple layout and structured content make navigation intuitive.
Incredible! This blog looks just like my old one! It’s on a
totally different topic but it has pretty much the same page layout and design. Excellent choice of
colors!
реабилитация алкоголиков [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-2.ru/]vyvod-iz-zapoya-na-domu-sankt-peterburg-2.ru[/url] .
explore artisan work – Content placement is logical and browsing is seamless.
explore now – User-friendly layout with smooth transitions between sections.
artisan creations – Layout is consistent and scrolling is smooth.
selector gg
реабилитационный центр для наркозависимых [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-10.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg-10.ru[/url] .
discovergrowthdirectionnow.click – Good layout choice, content readability is excellent across pages.
лечение алкоголизма [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-8.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg-8.ru[/url] .
капельница от похмелья [url=https://kapelnicza-ot-pokhmelya-voronezh.ru/]kapelnicza-ot-pokhmelya-voronezh.ru[/url] .
дизайн проект квартиры интерьера заказать интерьер квартиры
капельница от запоя [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-11.ru/]капельница от запоя[/url] .
студия дизайна интерьера интерьер квартиры под ключ
I constantly spent my half an hour to read this weblog’s articles every day along with a mug of coffee.
I like the valuable information you provide for your articles.
I’ll bookmark your weblog and check once more
here regularly. I am slightly sure I’ll be told lots of new stuff right right here!
Best of luck for the next!
curated crafts – Pages are arranged clearly, making exploration smooth.
I have been surfing online more than 4 hours today, yet I never found any interesting
article like yours. It’s pretty worth enough for me. In my view, if all site owners and bloggers made good content as you did, the internet will be a lot more useful than ever before.
Barling Collins gallery – Navigation is straightforward and the interface is user-friendly.
esh center – Smooth interface with a well-planned structure.
click to view – Genuinely helpful suggestions, I can see myself revisiting this.
Open the foundry – Well-structured interface, smooth browsing, and easy access to content.
наркологический центр [url=https://kapelnicza-ot-pokhmelya-voronezh-1.ru/]наркологический центр[/url] .
лечение наркомании [url=https://kapelnicza-ot-zapoya-voronezh.ru/]kapelnicza-ot-zapoya-voronezh.ru[/url] .
Effektiver Guide akne behandlung leitfaden hilft bei der Bekampfung von Pickeln und Hautunreinheiten. Ursachen verstehen und Pflege optimieren. Mit dem Akne Behandlung Leitfaden finden Sie passende Losungen fur klare Haut.
artisan finds – Simple design and smooth navigation make the site enjoyable.
Visit the site now – Pages are well-structured, navigation is smooth, and browsing feels natural.
check it out – Everything runs smoothly and the layout makes navigation simple.
Очень ценю деликатный подход к тем, кто ничего не знает. Автор объясняет по-человечески. Это дорогого стоит.
наркологическая помощь [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-3.ru/]наркологическая помощь[/url] .
купить базу данных [url=https://gobasego-2.ru/]купить базу данных[/url] .
вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-10.ru/]вывод из запоя на дому[/url] .
click to explore – Gave this a quick look and it actually appears pretty neat.
капельница от запоя [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-2.ru/]капельница от запоя[/url] .
наркологическая клиника [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-9.ru/]наркологическая клиника[/url] .
наркологический стационар [url=https://kapelnicza-ot-pokhmelya-voronezh.ru/]kapelnicza-ot-pokhmelya-voronezh.ru[/url] .
наркологическая помощь [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-11.ru/]наркологическая помощь[/url] .
Go to Rose Cove – Clean design, logical layout, and very user-friendly experience.
crafted treasures – Smooth scrolling and intuitive navigation throughout.
check site – Straightforward layout makes it easy to take in the information.
Innovative platforms have paved new avenues for digital gamblers seeking utmost privacy.
shop here – Navigation is snappy, no lag while exploring the products.
see more here – Lightweight and simple, yet it performs nicely overall.
click here – The content is clearly prepared with care and offers real value.
check out collections – Pages load fast and everything is organized nicely.
реабилитация алкоголиков [url=https://kapelnicza-ot-zapoya-voronezh.ru/]kapelnicza-ot-zapoya-voronezh.ru[/url] .
this link – I enjoy how everything is presented in a simple, clean way.
For the reason that the admin of this site is
working, no question very shortly it will be well-known, due
to its quality contents.
Also visit my web page managed smtp email hosting
реабилитация алкоголиков [url=https://kapelnicza-ot-pokhmelya-voronezh-1.ru/]kapelnicza-ot-pokhmelya-voronezh-1.ru[/url] .
It’s actually very complex in this full of activity life to
listen news on TV, so I only use web for that purpose, and take the hottest news.
my web page :: baginda168
купить базу [url=https://gobasego-2.ru/]купить базу[/url] .
реабилитационный центр от алкоголизма [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-10.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg-10.ru[/url] .
check it out – Pages load quickly and the material is engaging, making it a smooth experience.
For most up-to-date news you have to go to see world-wide-web and on internet I found
this site as a best web page for most up-to-date updates.
Feel free to surf to my page baginda168
Hi there, I do think your website could be having internet browser compatibility problems.
Whenever I take a look at your web site in Safari, it looks
fine however, when opening in IE, it’s got some overlapping issues.
I simply wanted to give you a quick heads up! Apart from that, excellent blog! http://Mtthub.org/groups/ameublement-de-chambre/
My brother recommended I may like this web site.
He was once entirely right. This put up
actually made my day. You can not imagine just how a lot
time I had spent for this information! Thank you! http://Wiki.Votesmart.org/MargaritamkCalderrd
discover items – The page structure is neat and easy to understand.
Покупал телефон онлайн и переживал, как всё пройдёт, но зря. Процесс заказа оказался простым, сотрудники всё подтвердили быстро и были вежливы. Смартфон приехал без задержек, новый и полностью рабочий. Магазин действительно заслуживает хорошего отзыва – arzon telefonlar
shop curated selections – Pages load smoothly and content is easy to view.
реабилитация алкоголиков [url=https://kapelnicza-ot-pokhmelya-voronezh.ru/]kapelnicza-ot-pokhmelya-voronezh.ru[/url] .
Have you ever considered publishing an e-book or guest authoring on other
blogs? I have a blog centered on the same topics you discuss and
would love to have you share some stories/information. I
know my audience would enjoy your work. If you are even remotely interested,
feel free to send me an e mail.
my web-site :: baginda168
Heya i am for the first time here. I found this board and I find
It truly useful & it helped me out a lot. I hope to give something
back and help others like you helped me.
Also visit my webpage :: baginda168
click to browse – Browsing feels smooth, with a clear design and no confusion.
Howdy! This is kind of off topic but I need some help from an established blog.
Is it tough to set up your own blog? I’m not very techincal but I can figure things out pretty quick.
I’m thinking about creating my own but I’m not sure where to start.
Do you have any ideas or suggestions? Many thanks
Take a look at my page :: real estate agent in Acworth GA
Открываешь кейсы KC? изи дроп промокоды актуальные бонусы и скидки для пользователей. Получайте выгодные предложения, дополнительные возможности и экономьте при использовании сервиса. Все действующие промокоды в одном месте.
реабилитационный центр для наркозависимых [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-11.ru/]реабилитационный центр для наркозависимых[/url] .
official link – There’s a tranquil feel and the content flows nicely across pages.
лечение наркомании [url=https://kapelnicza-ot-zapoya-voronezh-1.ru/]kapelnicza-ot-zapoya-voronezh-1.ru[/url] .
There is definately a lot to know about this issue. I really like all of the points you made.
my web page; bathroom remodel supplier
explore now – The structure and content flow together nicely, making it enjoyable to browse.
take a look – Went through some pages, and it appears to be a dependable resource.
goldenharbortradehall – The overall layout looks great and makes browsing listings very easy.
SolarShopHub – Items are well organized, and navigation feels natural.
Does your site have a contact page? I’m having trouble locating it but,
I’d like to shoot you an email. I’ve got some creative ideas for your
blog you might be interested in hearing. Either
way, great blog and I look forward to seeing
it improve over time.
Here is my homepage :: baginda168
Hi, this weekend is fastidious designed for me, as this point
in time i am reading this enormous educational piece of writing here at my home.
Feel free to visit my blog post – best real estate agent in Cedar City UT
find items fast – Layout is clear, and browsing is both quick and comfortable.
check out fresh products – Everything is structured neatly, no clutter at all.
check oakmeadow product hall – Well-organized layout allows for easy exploration of items.
покупка данных [url=https://gobasego-2.ru/]gobasego-2.ru[/url] .
vendor parlor shop – Pleasant interface, everything is well arranged and easy to find.
view selection – Minimal design with well-placed items improves the shopping experience.
I enjoy what you guys tend to be up too. This kind
of clever work and exposure! Keep up the terrific works guys I’ve
you guys to my blogroll.
Feel free to visit my web-site Velki Agent List
check it out – The layout is clear and finding what I need is simple.
Займы онлайн без отказа на https://credit-world.ru – это возможность получить деньги без лишних сложностей с минимальными требованиями к заемщику. В каталоге доступно более 50 МФО, где можно получить деньги практически каждому. Вы можете сравнить предложения, выбрать оптимальные условия и подать заявку за несколько минут, получив решение практически сразу.
I’m truly enjoying the design and layout of your website. It’s a very easy on the
eyes which makes it much more pleasant for me to come here and visit more often. Did you hire out a
designer to create your theme? Exceptional work!
Also visit my blog; acrylic shower systems wholesale
check curated treasures – Structure is tidy, improving the overall browsing experience.
browse rainharbor trade listings – Easy-to-use platform, items are neatly displayed and easy to view.
access here – Straightforward interface, pages load fast and navigating feels intuitive.
visit this shop – Items are arranged neatly, making everything easy to view.
Hello! I could have sworn I’ve been to this site before
but after browsing through some of the post I realized it’s new to me.
Anyways, I’m definitely glad I found it and I’ll be book-marking and checking back often!
My site baginda168
WOW just what I was looking for. Came here by searching for best real estate agent in Cedar City UT
наркологическая помощь [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-10.ru/]наркологическая помощь[/url] .
SolarDeals – Navigation is straightforward and items are presented clearly.
go to listings – Interface is neat and everything feels effortless to browse.
browse top picks – Clean design and smooth transitions make the site pleasant to explore.
golden cove market – Layout is tidy and browsing through items feels effortless.
реабилитационный центр от алкоголизма [url=https://kapelnicza-ot-zapoya-voronezh.ru/]kapelnicza-ot-zapoya-voronezh.ru[/url] .
visit offerings – Layout is neat, and the pages load fast, making browsing pleasant.
explore handmade goods – The structure is intuitive, so finding products is easy.
Heya i am for the first time here. I came across this board and I find It truly useful & it helped me out much.
I am hoping to give one thing again and help others such as you helped me.
Review my web-site … best realtor in Kingman AZ
реабилитационный центр от алкоголизма [url=https://kapelnicza-ot-pokhmelya-voronezh.ru/]kapelnicza-ot-pokhmelya-voronezh.ru[/url] .
I absolutely love your blog and find a lot of your post’s to
be exactly what I’m looking for. Does one offer guest writers to write content available for you?
I wouldn’t mind publishing a post or elaborating on a
lot of the subjects you write regarding here. Again,
awesome web log!
My site … real estate agent in Sarasota FL
Nice response in return of this question with real arguments and describing
all concerning that.
Also visit my webpage – real estate agent Savage MN
Asking questions are actually pleasant thing if you are not understanding something totally, however this article gives fastidious understanding yet.
Also visit my web blog – best real estate agent in Acworth GA
shop handmade crafts – Pages load quickly and moving through sections is smooth.
view selection – Minimal design with well-placed items improves shopping.
go to site – The interface is clear and very user-friendly.
Good way of describing, and fastidious paragraph to obtain facts about
my presentation focus, which i am going to convey in college.
my homepage … baginda168
I like the valuable info you provide in your articles. I will bookmark your weblog and check again here frequently.
I am quite sure I’ll learn a lot of new stuff right here!
Best of luck for the next!
Feel free to surf to my blog – best real estate agent in Sarasota FL
visit this site – Clean layout and well-organized content make navigating simple and pleasant.
Fastidious answers in return of this issue with solid arguments and explaining everything about that. http://www.dunklesauge.de/topsite/index.php?a=stats&u=bradleyeiffel
Thank you for sharing your thoughts. I really appreciate your
efforts and I am waiting for your further write ups thank you once
again. https://Agong.Inour.net/xe/board_xcvM18/641954
magnificent submit, very informative. I wonder why the opposite experts of this sector
don’t realize this. You must proceed your writing.
I’m sure, you have a huge readers‘ base already!
Here is my webpage … realtor in Sarasota FL
реабилитационный центр от алкоголизма [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-11.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg-11.ru[/url] .
visit vendor room – Layout is simple and clean, making it easy to browse through products.
HarborShop – Products are organized well, and navigation feels smooth.
view the catalog – Interface design keeps things simple and efficient.
I’m not sure exactly why but this blog is loading incredibly slow for
me. Is anyone else having this issue or is it a issue on my end?
I’ll check back later on and see if the problem still exists.
тестовые ключи [url=https://gobasego-2.ru/]gobasego-2.ru[/url] .
Oh my goodness! Impressive article dude! Thanks,
However I am going through troubles with your RSS.
I don’t know why I am unable to subscribe to it. Is there anybody else having similar RSS issues?
Anyone that knows the answer can you kindly respond?
Thanks!!
Here is my web-site :: real estate agent Downey CA
нарколог на дом [url=https://kapelnicza-ot-pokhmelya-voronezh-1.ru/]нарколог на дом[/url] .
browse oliveharbor offerings – Interface is smooth and sections are clearly labeled.
floraharborvendorhall – Nice variety of listings, browsing through felt quite pleasant today.
explore the shop – Browsing is smooth and the layout is intuitive.
explore selection – Fast loading times combined with clear sections make browsing effortless.
I think the admin of this site is really working hard in support of
his web site, as here every stuff is quality based stuff.
My web blog … realtor in Las Vegas NV
moon cove shop – Layout is clean and finding items feels effortless.
explore here – Clean interface with modern styling that feels welcoming.
browse now – The structure is neat, and moving through pages feels natural.
check items – Pages load fast and items are easy to browse.
Piece of writing writing is also a fun, if you be familiar
with then you can write otherwise it is difficult to write. http://wiki.Votesmart.org/ShavonnenfTejadagw
Hi! I could have sworn I’ve visited this website before but
after looking at a few of the articles I realized it’s new to me.
Regardless, I’m definitely pleased I came
across it and I’ll be book-marking it and checking back frequently!
Also visit my site :: best realtor in Charlotte NC
shop catalog – Layout is clean, and browsing through items is easy and enjoyable.
CoveExchange – Moving between listings is simple, and the platform feels organized.
Hello there! Do you know if they make any plugins to assist with Search Engine Optimization? I’m trying to get my blog to rank for some targeted keywords but I’m
not seeing very good gains. If you know of any please share.
Appreciate it!
Feel free to surf to my webpage – realtor in Sarasota FL
реабилитация наркоманов [url=https://kapelnicza-ot-zapoya-voronezh-1.ru/]kapelnicza-ot-zapoya-voronezh-1.ru[/url] .
I was able to find good information from your content.
My web-site best real estate agent in Las Vegas NV
visit curated collections – Quick page loads and well-organized sections make it user-friendly.
shop marketplace – Smooth interface ensures quick and easy navigation.
explore shop – Smooth browsing and clearly displayed content make finding items effortless.
Office for rent https://rentofficetoday.com/en/ business premises in business centers and commercial buildings. Compare office for rent, private office space for rent, and offices to rent in prime locations. Find the best office rental solutions and rent office space that fits your business needs
Have you ever considered about adding a little bit more than just your articles?
I mean, what you say is fundamental and everything.
However just imagine if you added some great graphics or video clips
to give your posts more, „pop“! Your content is excellent but with pics and
videos, this website could definitely be one of the best in its niche.
Great blog!
Also visit my site; best real estate agent in Las Vegas NV
browse featured collections – Navigation feels natural and items are easy to browse.
I used to be suggested this web site by my cousin. I’m not positive whether this put up is written by means of
him as no one else recognize such specific about my difficulty.
You’re amazing! Thank you!
Here is my web page best realtor in Savage MN
check website – Pages are clear, transitions are smooth, and the site is easy to navigate.
learn more – Smooth transitions and well-laid-out sections make browsing easy.
see what’s inside – Layout is straightforward, helping locate products quickly.
SunVendorRoom – Navigation is simple and items are displayed clearly for quick browsing.
browse vendor room – Clean layout ensures items are easy to locate.
check oliveorchard listings – Interface feels intuitive, and items are displayed clearly.
elm harbor showcase – Smooth browsing, everything loads quickly and clearly.
see popular picks – Everything feels intuitive, and products are clearly listed.
discover items – Quick page loads and clean interface improve usability.
вывод из запоя в стационаре [url=https://kapelnicza-ot-zapoya-voronezh.ru/]kapelnicza-ot-zapoya-voronezh.ru[/url] .
check new arrivals – Navigation is intuitive and items are easy to find.
Yes! Finally someone writes about business email hosting for teams
hosting.
browse now – Clear design, easy navigation, and overall experience is enjoyable.
homepage access – Everything is orderly, so beginners won’t get lost.
view the collection – Browsing is smooth, and items are easy to compare.
противопожарные двери https://dveri-ot-zavoda.ru с доставкой и профессиональной консультацией, посмотрите актуальные решения для разных типов помещений.
CoveShop – Products are well presented, and browsing feels straightforward.
Everything is very open with a very clear description of the
challenges. It was definitely informative. Your website is very helpful.
Thanks for sharing!
My webpage – realtor in Savage MN
1win uz skachat
explore acorn harbor – Well-organized pages make finding products simple and fast.
explore store – Smooth navigation and organized layout make finding products easy.
explore latest arrivals – Organized sections make browsing efficient and enjoyable.
click to view – Easy to navigate with consistent structure and reliable speed. miniRemark
explore handmade treasures – Layout is clean and finding products is simple.
Post writing is also a excitement, if you be acquainted
with afterward you can write otherwise it is complex to write.
Visit my site – bulk acrylic shower panels supplier
реабилитация наркоманов [url=https://kapelnicza-ot-pokhmelya-voronezh-1.ru/]kapelnicza-ot-pokhmelya-voronezh-1.ru[/url] .
visit this site – Design feels thoughtful and visually appealing.
visit the market hall – Design is clean, making the overall experience enjoyable.
TealShopHub – Products are arranged neatly, making shopping intuitive.
explore opalmeadow trade listings – Everything is structured nicely for effortless navigation.
It’s amazing for me to have a web site, which is beneficial designed for my knowledge.
thanks admin
My page … real estate agent in Acworth GA
Way cool! Some very valid points! I appreciate you penning this article and the rest of the site is really good.
Check out my blog … real estate agent in Acworth GA
harbor vendor shop – Everything is well structured and browsing feels natural.
view handmade treasures – Navigation is simple and browsing feels natural.
frostridgevendorlounge – Website looks good, navigation is smooth and user friendly overall.
zen cove marketplace – Tidy layout and smooth navigation make shopping enjoyable.
see featured items – Navigation feels logical and browsing products is easy.
Сломалась машина? мобильная техпомощь техпомощь на дорогах СПб и Ленобласти: эвакуация, подвоз топлива, запуск двигателя, вытаскивание авто — 24/7. Круглосуточная мобильная служба техпомощи в Санкт?Петербурге и Ленинградской области. Оказываем выездную помощь в любое время: эвакуируем авто, подвозим топливо, помогаем завести двигатель и вытаскиваем застрявшие машины.
What’s up to all, how is everything, I think every one is getting more from this website, and your views are good for new people. https://rescue-team.ru/bitrix/redirect.php?goto=https://webads4you.com/author/trishabeane/
enter the marketplace – Clean design ensures smooth browsing and fast page loads.
Incredible! This blog looks exactly like my old one! It’s on a
totally different topic but it has pretty much the
same page layout and design. Great choice of colors! http://Cse.google.ad/url?q=https://agong.Inour.net/xe/board_xcvM18/641259
click for details – Fast transitions and smooth navigation make the site enjoyable.
TimberShopHub – Items are presented clearly, making navigation effortless.
вывод из запоя на дому [url=https://kapelnicza-ot-pokhmelya-ekaterinburg-1.ru/]вывод из запоя на дому[/url] .
view curated collection – Everything is laid out neatly, which simplifies browsing a lot.
вывод из запоя в стационаре [url=https://kapelnicza-ot-pokhmelya-ekaterinburg.ru/]kapelnicza-ot-pokhmelya-ekaterinburg.ru[/url] .
Do you want to go to Montenegro? London to Montenegro an Adriatic holiday with pristine beaches and beautiful cities. Resorts, excursions, and active recreation. An ideal destination for travel and seaside relaxation.
visit the gallery – Layout is clean and pages load quickly, making browsing a breeze.
discover curated collections – Layout guides users effortlessly through categories.
check out marketplace – Well-structured pages make browsing enjoyable.
Excellent post. I was checking continuously this weblog and I am inspired!
Very helpful info particularly the ultimate section 🙂 I handle such
info a lot. I was looking for this particular info for a very
lengthy time. Thank you and good luck.
Also visit my webpage :: best real estate agent in Downey CA
I love what you guys are up too. Such clever work and exposure!
Keep up the awesome works guys I’ve incorporated you guys to blogroll.
my page real estate agent Kingman AZ
explore store – Everything is organized for fast browsing and clear presentation.
лечение алкоголизма [url=https://kapelnicza-ot-zapoya-voronezh-1.ru/]лечение алкоголизма[/url] .
Thanks for your personal marvelous posting! I seriously enjoyed reading it,
you might be a great author.I will remember to bookmark
your blog and will come back someday. I want to encourage you to ultimately continue your great writing,
have a nice evening!
My homepage bathroom systems supplier
Bruk GPT på norsk for å finne svar, skrive tekster og løse oppgaver.
Trygg, smart og enkel AI-assistent tilgjengelig når du trenger det.
сувениры с логотипом компании [url=https://suvenirnaya-produkcziya-s-logotipom-2.ru/]сувениры с логотипом компании[/url] .
visit opalriver online hall – Smooth browsing, layout is modern and easy to understand.
I was more than happy to uncover this page. I want to to thank you for
ones time for this wonderful read!! I definitely enjoyed every part of
it and I have you book-marked to look at new information on your
site.
Also visit my web blog: baginda168
кодирование от алкоголизма [url=https://kapelnicza-ot-zapoya-kalyazin.ru/]кодирование от алкоголизма[/url] .
реабилитационный центр от алкоголизма [url=https://kapelnicza-ot-zapoya-kalyazin-1.ru/]kapelnicza-ot-zapoya-kalyazin-1.ru[/url] .
Very good article. I definitely love this website. Continue the good work!
Feel free to surf to my website; best real estate agent in Las Vegas NV
TrailDeals – Clear layout and neat organization make shopping enjoyable.
At this time I am going to do my breakfast, when having my breakfast coming yet again to read further news.
Visit my page; best real estate agent in Sarasota FL
рекламно сувенирная продукция [url=https://suvenirnaya-produkcziya-s-logotipom.ru/]suvenirnaya-produkcziya-s-logotipom.ru[/url] .
homepage access – The site layout is tidy and easy to navigate.
производство сувенирной продукции [url=https://suvenirnaya-produkcziya-s-logotipom-1.ru/]производство сувенирной продукции[/url] .
see top picks – Navigation is smooth and discovering products feels effortless.
Good web site you have here.. It’s hard to find high-quality writing like yours these days.
I honestly appreciate individuals like you! Take care!!
Feel free to visit my homepage realtor in Acworth GA
Универсальный прецизионный преобразователь давления jumo delos s02 для контроля температуры, давления и других технологических параметров. Удобный интерфейс, точные измерения и возможность интеграции в системы мониторинга.
check artisan collections – Interface is tidy and browsing products feels simple.
gladeharbormarketparlor – Pleasant design, everything feels clean and navigation is simple overall.
browse latest finds – Simple, clean design makes navigating the site painless.
PlumCommerceCorner – Pleasant browsing with a clean design and easy-to-read content.
quick link – Informative and educational content that was easy to digest.
creative corner – Pages feel organized and moving through them is easy.
open this link – Layout is straightforward and the site feels very inviting.
velvetbrook space – Clean design makes browsing seamless and intuitive.
check items – Pages load quickly and items are easy to locate.
Write more, thats all I have to say. Literally, it seems as though you relied
on the video to make your point. You obviously know what youre talking about,
why throw away your intelligence on just posting videos
to your blog when you could be giving us something informative to read?
My site – multi domain email hosting
product showcase – Nicely arranged items make browsing feel smooth and efficient.
this link – Easy-to-use layout and clear sections make it enjoyable.
garnetharbor trade hall – Layout is neat, browsing is straightforward and products are easy to find.
After exploring a number of the articles on your web site, I honestly like your technique of blogging.
I added it to my bookmark website list and will be checking back in the near future.
Take a look at my web site as well and tell me how you feel.
Also visit my web page – best real estate agent in Charlotte NC
view unique pieces – Pages are arranged logically, making browsing smooth.
explore site – Logical structure and smooth navigation make the platform enjoyable to use.
see what’s available – Interface is clear and moving between pages is effortless.
see recommended goods – Easy-to-navigate site with visually appealing sections.
PlumMarketLoft – Clear structure and intuitive navigation make the platform enjoyable.
It’s a pity you don’t have a donate button! I’d definitely donate to this outstanding
blog! I guess for now i’ll settle for bookmarking and adding your
RSS feed to my Google account. I look forward to new updates and
will share this website with my Facebook group.
Chat soon!
visit homepage – The experience was smooth and simple, I liked how everything flows.
реабилитация наркоманов [url=https://kapelnicza-ot-pokhmelya-ekaterinburg-1.ru/]kapelnicza-ot-pokhmelya-ekaterinburg-1.ru[/url] .
visit orchardharbor goods hall – Pages are well structured, navigation is straightforward.
реабилитационный центр от алкоголизма [url=https://kapelnicza-ot-pokhmelya-ekaterinburg.ru/]kapelnicza-ot-pokhmelya-ekaterinburg.ru[/url] .
discover items – Layout is tidy and items are easy to locate.
check this page – Browsing is smooth with a clean and practical design.
pearlcovemarketgallery – Really smooth layout, browsing items is simple and straightforward today.
velvetbrook craft world – Clean structure, everything loads quickly and intuitively.
discover crafts – Pages load quickly and the layout feels well-balanced.
this platform – Navigation is intuitive and the content is easy to find.
vendor hub – Clear design and easy navigation improve the shopping experience.
Thanks for any other fantastic post. The place else may anyone get that
type of info in such a perfect way of writing? I have a presentation subsequent week, and I am at
the search for such info.
Link exchange is nothing else however it is just placing the other person’s weblog link on your page at proper place and other person will also do similar
for you.
Stop by my website :: multi domain email hosting
Hey there would you mind sharing which blog platform you’re using?
I’m going to start my own blog in the near future but I’m having a difficult
time choosing between BlogEngine/Wordpress/B2evolution and Drupal.
The reason I ask is because your design seems different then most blogs and I’m looking for
something unique. P.S Apologies for being
off-topic but I had to ask!
My page baginda168
After going over a handful of the blog posts on your web page, I seriously
like your way of blogging. I book-marked it to my bookmark webpage list and will be checking back in the near future.
Please visit my website too and let me know how you feel.
Here is my site … baginda168
shop artisan pieces – Interface is organized, making product exploration quick.
open link – Content is clearly presented, and moving through sections is smooth and easy.
check offerings – Clear layout with fast-loading pages enhances the browsing experience.
Visit this page – Everything is laid out clearly, loads without lag, and feels intuitive.
see curated vendors – Clean interface makes finding items fast and simple.
сувенирная продукция на заказ [url=https://suvenirnaya-produkcziya-s-logotipom-3.ru/]сувенирная продукция на заказ[/url] .
Quality posts is the important to attract the users to go to
see the web page, that’s what this web site is providing. https://Batmu.kg/forums/users/traciepatino/
open website – Everything is structured logically, making content easy to follow.
vendor lounge link – Smooth interface with fast-loading pages and clear items.
frost ridge marketplace – Navigation feels intuitive and exploring products is hassle-free.
explore now – Clean design with quick-loading pages makes browsing effortless.
click here now – Everything is clear and browsing from section to section feels effortless.
реабилитация алкоголиков [url=https://kapelnicza-ot-zapoya-voronezh-1.ru/]kapelnicza-ot-zapoya-voronezh-1.ru[/url] .
подарки с логотипом на заказ [url=https://suvenirnaya-produkcziya-s-logotipom-2.ru/]suvenirnaya-produkcziya-s-logotipom-2.ru[/url] .
explore artisan work – Everything is thoughtfully placed, making exploration comfortable.
violetharbor craft network – Pages are intuitive and easy to browse.
explore listings – Items are displayed clearly, making shopping effortless.
moon harbor shop – Layout is clear and browsing through items feels effortless.
explore site – Well-arranged pages with intuitive sections improve overall usability.
вывод из запоя в стационаре [url=https://kapelnicza-ot-zapoya-kalyazin-1.ru/]вывод из запоя в стационаре[/url] .
Нужен промокод? https://prazdnikvrn.ru актуальные бонусы, скидки и акции для пользователей. Используйте рабочие коды, получайте дополнительные преимущества и экономьте при использовании сервиса. Все свежие предложения в одном месте.
iciclebrookmarketparlor – Smooth browsing, layout feels organized and items are easy to explore.
Discover Quartz Cove – Very smooth navigation, everything is labeled clearly for users.
корпоративные сувениры с логотипом [url=https://suvenirnaya-produkcziya-s-logotipom.ru/]suvenirnaya-produkcziya-s-logotipom.ru[/url] .
лечение алкоголизма [url=https://kapelnicza-ot-zapoya-kalyazin.ru/]лечение алкоголизма[/url] .
browse orchardmeadow hall online – Tidy presentation, all items are displayed clearly and neatly.
browse highlighted items – Well-structured layout, made searching simple and enjoyable.
check this page – There are some solid ideas presented, worth exploring in more detail.
explore marketplace – Simple design helps find and compare items quickly.
browse artisan goods – Navigation is smooth, and finding products is easy and fast.
капельница от похмелья [url=https://kapelnicza-ot-pokhmelya-ekaterinburg-1.ru/]kapelnicza-ot-pokhmelya-ekaterinburg-1.ru[/url] .
explore here – Easy to navigate and pages are neatly arranged.
enter this site – The interface is straightforward and exploring sections feels natural.
First of all I want to say fantastic blog! I had a quick question which I’d like to ask if you don’t mind.
I was curious to know how you center yourself and clear your thoughts
before writing. I’ve had a hard time clearing my mind in getting my thoughts out there.
I do enjoy writing but it just seems like the first 10 to 15 minutes are usually lost just
trying to figure out how to begin. Any recommendations or tips?
Many thanks! https://Menifeemunchkins.com/elimination-des-ratons-laveurs-a-montreal-guide-complet-par-une-intervention-efficace-5/
Do you mind if I quote a few of your articles as long as
I provide credit and sources back to your website?
My blog site is in the exact same area of interest as yours and my users would really benefit from a lot of the information you provide here.
Please let me know if this alright with you. Appreciate it! https://Menifeemunchkins.com/les-meilleures-agences-web-a-montreal-votre-partenaire-pour-la-reussite-en-ligne/
explore handmade – Structure is simple and pages are easy to navigate.
access here – Simple interface and logical layout make the user experience pleasant.
реабилитация алкоголиков [url=https://kapelnicza-ot-pokhmelya-ekaterinburg.ru/]kapelnicza-ot-pokhmelya-ekaterinburg.ru[/url] .
check artisan market – Clear layout allows smooth and enjoyable browsing.
wc creative space – Everything is easy to locate and the interface is tidy.
visit store – Smooth navigation and well-arranged content make browsing a pleasant experience.
изготовление корпоративных сувениров [url=https://suvenirnaya-produkcziya-s-logotipom-1.ru/]изготовление корпоративных сувениров[/url] .
Discover Quartz Orchard – Modern look, pages load fast, and browsing is simple.
visit marketplace – Fast-loading pages and tidy design enhance the overall experience.
check it out – Everything is arranged logically, making the material easy to follow.
find items here – It’s structured in a way that feels natural and uncluttered.
After checking out a number of the blog articles on your
website, I honestly appreciate your way of writing a blog.
I bookmarked it to my bookmark webpage list and will be checking back in the near future.
Please visit my website as well and tell me
how you feel.
Take a look at my web blog :: best real estate agent in Downey CA
explore listings – Design is clean, making it easy to locate items.
vendor marketplace – Fast-loading pages and a visually appealing interface enhance browsing.
enter vendor hall – Pages are organized logically, so navigating the site is easy.
продукция с логотипом компании [url=https://suvenirnaya-produkcziya-s-logotipom-3.ru/]suvenirnaya-produkcziya-s-logotipom-3.ru[/url] .
discover more – Clean structure and logical organization make navigation effortless.
check it out – Pages load fast, and finding information feels intuitive and effortless.
browse website – Everything is organized logically, making exploration simple.
shop curated goods – Pages are tidy and navigating products is simple.
visit pearlcove vendor hall – Well-organized interface, everything is easy to find and navigate.
Click to visit – Well-arranged pages and a smooth, modern browsing experience.
explore the store – The layout is clean and moving between items is simple.
handcrafted corner – Content is logically placed and scrolling feels seamless.
Нужна брендированная продукция? power bank с логотипами ваш надежный партнер в сфере брендинга в Алматы. Мы специализируемся на производстве сувенирной продукции с нанесением логотипа и корпоративной полиграфии. В нашем каталоге вы найдете всё для продвижения бренда: бизнес-сувениры, промо-мерч, текстиль и полиграфическую продукцию. Мы принимаем заказы оптом от 50 единиц, что делает нас доступными как для крупного бизнеса, так и для небольших компаний.
If you want to increase your knowledge just keep visiting this
site and be updated with the newest news posted here.
Here is my website: best realtor in Savage MN
walnutcove artisan space – Browsing feels natural and everything is easy to locate.
I was suggested this website through my cousin. I’m no longer sure whether this submit is written via him as no one else understand such designated
about my problem. You are incredible! Thank you! http://Hcrw.Co.kr/hcrw/bbs/board.php?bo_table=er_board&wr_id=69760
visit vendor parlor – Items are easy to locate and pages are well-structured.
check this page – Valuable guidance and simple explanations make understanding effortless.
quick store link – Everything is presented clearly and updated regularly.
shop artisan pieces – Layout makes moving between categories effortless.
shop marble hall – Pages feel intuitive and the overall experience is smooth.
visit tradehouse – Items are easy to locate, and the interface feels polished.
Hey! Would you mind if I share your blog with my facebook group?
There’s a lot of people that I think would really appreciate your content.
Please let me know. Thank you
Ahaa, its pleasant dialogue on the topic of this paragraph at this place at this blog, I have read all that, so
now me also commenting at this place.
Review my web-site … best real estate agent in Acworth GA
реабилитация алкоголиков [url=https://kapelnicza-ot-pokhmelya-ekaterinburg-1.ru/]kapelnicza-ot-pokhmelya-ekaterinburg-1.ru[/url] .
Hi there friends, pleasant paragraph and fastidious urging commented
here, I am in fact enjoying by these.
Also visit my web-site: best real estate agent in Cedar City UT
visit resource – Pages load quickly, and the platform feels polished and professional.
click here now – Layout is neat and everything is easy to follow.
Лутран казино анализ
discover top collections – Layout guides users seamlessly across categories.
Visit the trading site – Organized layout, smooth interface, and very easy to explore.
shop quality items – Items are clearly displayed and navigation is intuitive.
open this link – Everything is neatly arranged with a modern look.
изготовление сувенирной продукции [url=https://suvenirnaya-produkcziya-s-logotipom-2.ru/]изготовление сувенирной продукции[/url] .
discover crafts – Pages are logically arranged, making everything easy to locate.
Jewel Cove Trade Portal – Everything feels smooth and the pricing looks quite fair from what I saw.
click here – Unique design and creative content make it a standout experience.
waveharbor studio – Everything loads efficiently, browsing is hassle-free.
open this gallery – This one impressed me, the interface is unique and carefully arranged.
check items here – Everything looks neat and makes shopping straightforward.
капельница от запоя [url=https://kapelnicza-ot-zapoya-kalyazin-1.ru/]капельница от запоя[/url] .
Hi there! I simply wish to offer you a huge thumbs up for the great information you’ve got right here
on this post. I am coming back to your web site for more soon.
My site :: best real estate agent in Las Vegas NV
discover unique crafts – The design is clear and makes moving through categories simple.
Great goods from you, man. I have understand your stuff previous to and
you are just too fantastic. I really like what you have acquired here,
really like what you’re stating and the way in which you
say it. You make it entertaining and you still take care
of to keep it wise. I can not wait to read far more from you.
This is actually a tremendous website.
my web site: best real estate agent in Kingman AZ
нарколог на дом [url=https://kapelnicza-ot-pokhmelya-ekaterinburg.ru/]нарколог на дом[/url] .
see products – Neatly structured pages make browsing quick and convenient.
view items now – Easy-to-use interface and neat layout make exploring products effortless.
check marketplace – Clear layout and smooth navigation enhance the browsing experience.
продажа сувенирной продукции [url=https://suvenirnaya-produkcziya-s-logotipom.ru/]suvenirnaya-produkcziya-s-logotipom.ru[/url] .
Zen Vendor Central – Quick to navigate and the material feels relevant and organized.
лечение наркомании [url=https://kapelnicza-ot-zapoya-kalyazin.ru/]лечение наркомании[/url] .
visit this site – Pages are well-laid-out and easy to explore.
Hello! I’ve been reading your site for some time now and finally got the courage to go ahead and give you
a shout out from Humble Texas! Just wanted to say keep up the
fantastic work!
Check out my website :: real estate agent in Cedar City UT
check artisan market – Clear layout allows effortless navigation and item discovery.
Start exploring – Organized pages, quick loading, and smooth navigation throughout the site.
browse pearlharbor collections hall – Smooth navigation, everything loads quickly and feels well-structured.
explore selection – Layout is clean and browsing from page to page is intuitive.
брендированная продукция заказать [url=https://suvenirnaya-produkcziya-s-logotipom-3.ru/]брендированная продукция заказать[/url] .
montanon-negro – Clean layout and smooth navigation make browsing the site pleasant.
explore handmade – Layout is simple and browsing through sections is smooth.
hey there and thank you for your information – I have certainly picked up something new from right
here. I did however expertise several technical points using this web site,
since I experienced to reload the web site a lot of times previous to I could get it
to load properly. I had been wondering if your web
hosting is OK? Not that I am complaining, but sluggish loading instances
times will often affect your placement in google and could
damage your high-quality score if ads and marketing with
Adwords. Well I am adding this RSS to my e-mail and can look out for
a lot more of your respective fascinating content.
Ensure that you update this again very soon.
Here is my page; real estate agent in Sarasota FL
open website – It’s simple to navigate and offers useful insights across sections.
This info is priceless. How can I find out more?
my web blog; best real estate agent in Las Vegas NV
meadow showcase – Navigation is fast and the design is clean.
see all meadow items – Layout is straightforward, making it simple to find what you need.
discover items – Browsing is pleasant thanks to the organized layout.
wh creative studio – Smooth scrolling and clear sections make navigation simple.
shop now – The interface is simple, making it easy to find items.
необычные корпоративные подарки [url=https://suvenirnaya-produkcziya-s-logotipom-1.ru/]необычные корпоративные подарки[/url] .
gallery hub – Navigation is simple, and all products are easy to find.
Zencove Connect – Smooth browsing experience and credible content.
Hey I am so excited I found your webpage, I really
found you by accident, while I was researching on Aol
for something else, Regardless I am here now and would just like to say kudos for a incredible post and a all round interesting blog
(I also love the theme/design), I don’t have time to look over
it all at the moment but I have saved it and also added your RSS feeds, so when I
have time I will be back to read more, Please do keep up the great job.
Also visit my webpage … real estate agent Las Vegas NV
Excellent beat ! I wish to apprentice while you amend your web site,
how can i subscribe for a blog web site? The account helped me a acceptable deal.
I had been a little bit acquainted of this your broadcast provided bright clear concept http://ucenterhome2.dzarchive.dev/space.php?uid=72482&do=blog&id=156198
Check RainBrook – Pages load quickly and the content is clearly presented.
browse featured collections – Navigation is intuitive, making it easy to locate items.
this link – Clean layout makes finding information simple.
explore shop – Everything is user-friendly and browsing feels smooth throughout.
Wow, superb blog layout! How long have you been blogging for?
you make blogging look easy. The overall look of your website
is excellent, as well as the content!
Stop by my webpage best realtor in Downey CA
Nice post. I learn something new and challenging on blogs I stumbleupon every day.
It will always be exciting to read articles from other authors and use something from their sites.
Feel free to surf to my blog post :: realtor in Acworth GA
Box Jainson digital – Pages feel responsive and everything is simple to explore.
Thanks for sharing. I read many of your blog posts, cool, your blog is very good.
visit platform – Clean navigation and helpful material made this enjoyable to explore.
shop handmade gems – Interface is user-friendly, so exploring items feels natural.
artisan selections – Everything feels balanced and the interface is user-friendly.
discover the collection – Pages open quickly, keeping the experience uninterrupted.
market hall hub – Navigation is straightforward, and products are easy to locate.
wheatcove artisan space – Well-placed sections and smooth navigation improve the experience.
I am not sure where you are getting your information, but great topic.
I needs to spend some time learning much more
or understanding more. Thanks for fantastic info I was looking for this information for my mission.
Feel free to surf to my blog post; best real estate agent in Kingman AZ
ZenCo Vendor Spot – Smooth browsing experience and relevant information throughout.
Hi there! I could have sworn I’ve been to this blog before but after browsing through some of the
post I realized it’s new to me. Anyways, I’m definitely happy I found it and I’ll be
book-marking and checking back frequently!
Here is my homepage :: best realtor in Charlotte NC
explore pebblecreek products – Easy-to-use layout, items are displayed clearly and neatly.
Open the store – Modern design, responsive pages, and smooth user experience.
find stylish décor – Pages are logically arranged and items are easy to locate.
shop now – Fast-loading pages and tidy layout enhance the browsing experience.
What a information of un-ambiguity and preserveness of
valuable familiarity on the topic of unpredicted emotions.
Here is my webpage best real estate agent in Acworth GA
Hey, I think your site might be having browser compatibility issues.
When I look at your blog site in Chrome, it looks fine but when opening
in Internet Explorer, it has some overlapping. I just wanted
to give you a quick heads up! Other then that, amazing blog!
My web page … best real estate agent in Las Vegas NV
бизнес подарки [url=https://suvenirnaya-produkcziya-s-logotipom-2.ru/]бизнес подарки[/url] .
discover products – Everything is well structured and browsing is seamless.
visit this page – Very clear and practical content, makes understanding easy.
check platform now – Everything loads cleanly and the interface is comfortable to use.
брендирование сувенирной продукции [url=https://suvenirnaya-produkcziya-s-logotipom-3.ru/]брендирование сувенирной продукции[/url] .
crafted marketplace – Content is easy to locate and navigation feels smooth.
browse collection – Smooth layout and clear visuals make exploring products enjoyable.
Hi! I realize this is somewhat off-topic however I had to ask.
Does operating a well-established website such as yours
require a lot of work? I’m brand new to blogging but I do write in my journal
every day. I’d like to start a blog so I can easily share my experience and feelings online.
Please let me know if you have any suggestions or tips for brand new aspiring blog owners.
Thankyou! https://ataxiav.com/vob/xe/Events_News/880943
наркологическая помощь [url=https://kapelnicza-ot-zapoya-kalyazin-1.ru/]наркологическая помощь[/url] .
click here – Quick-loading pages and simple design improve usability.
wc craft workshop – Simple design and everything is accessible.
Open Rain Harbor – Simple navigation, responsive pages, and content is clearly displayed.
check new arrivals – Pages are organized, allowing users to find products quickly.
It’s perfect time to make a few plans for the longer term and it’s time to be happy.
I’ve read this put up and if I may just I desire to suggest you some interesting things or tips.
Perhaps you could write subsequent articles referring to this
article. I wish to learn more issues approximately it!
my web-site: real estate agent Charlotte NC
open store – Everything is displayed clearly, and exploring items is simple.
Everything published was very reasonable. However,
what about this? suppose you typed a catchier post title?
I ain’t saying your content isn’t good., however suppose you added
a post title that makes people want more? I mean Automatische Pulverbeschichtungsanlage – Pulveranlage is a little vanilla.
You ought to look at Yahoo’s home page and see how they create article titles to grab viewers to click.
You might add a related video or a related pic or two to get readers interested about everything’ve
written. In my opinion, it might bring your website a little bit more
interesting.
my web-site – best real estate agent in Downey CA
check this shop – Well-arranged pages make navigation effortless.
Hi there! I know this is somewhat off topic but I was wondering if you knew
where I could find a captcha plugin for my comment form? I’m using the same blog platform as yours and I’m having problems finding one?
Thanks a lot!
My blog post: best realtor in Las Vegas NV
check this page – The clean structure and simple design make for a nice experience.
реабилитация алкоголиков [url=https://kapelnicza-ot-zapoya-kalyazin.ru/]kapelnicza-ot-zapoya-kalyazin.ru[/url] .
check this page – Layout is neat, making it easy to find what you need.
discover items – Simple layout and clean visuals help you find products quickly.
crafted corner – Everything is neatly arranged, making exploring the site effortless.
explore pebblepine hall – Easy-to-navigate layout, everything appears organized and smooth.
view website – The overall browsing experience is steady and enjoyable.
all the time i used to read smaller posts which
also clear their motive, and that is also happening with
this post which I am reading now.
my web blog :: best real estate agent in Savage MN
корпоративные подарки с логотипом компании [url=https://suvenirnaya-produkcziya-s-logotipom.ru/]корпоративные подарки с логотипом компании[/url] .
Thank you for the good writeup. It in fact was a amusement account it.
Look advanced to more added agreeable from you! By the way, how
could we communicate?
my homepage – real estate agent in Sarasota FL
сувенирная продукция с логотипом компании [url=https://suvenirnaya-produkcziya-s-logotipom-1.ru/]suvenirnaya-produkcziya-s-logotipom-1.ru[/url] .
Find RavenBrook – Pages load fast, content is clearly presented, and navigation is simple.
explore quality finds – Pages are well-laid-out and items are easy to view.
wildorchard craft hub – Browsing feels natural and pages load quickly.
view products – Browsing is simple thanks to logical layout and quick responsiveness.
Hey there would you mind stating which blog platform you’re working with?
I’m going to start my own blog in the near future but I’m having a
difficult time deciding between BlogEngine/Wordpress/B2evolution and Drupal.
The reason I ask is because your design and style seems different then most blogs and
I’m looking for something completely unique.
P.S Apologies for being off-topic but I had to
ask! https://punbb.skynettechnologies.us/viewtopic.php?id=20204
Гранитные памятники https://allgranit.ru от производителя в Москве: надёжность и красота на века. Компания Allgranit предлагает гранитные памятники напрямую от производителя — без посредников, переплат и долгих ожиданий. Мы создаём мемориалы, которые сохраняют память о дорогих людях на долгие годы.
browse here – Everything is explained logically, making it easy to follow along.
Wow, fantastic weblog format! How long have you ever been running a blog
for? you made running a blog look easy. The entire glance of your site is fantastic,
as well as the content material!
my blog post :: best real estate agent in Acworth GA
What’s up to every , for the reason that I am actually keen of reading
this webpage’s post to be updated regularly. It includes good data.
check this resource – Navigation is smooth, and the layout feels uncluttered.
My brother suggested I would possibly like this website.
He was entirely right. This post truly made my day.
You cann’t imagine simply how so much time I had spent
for this info! Thanks!
my page; realtor in Charlotte NC
Greetings, I think your site may be having browser compatibility
problems. When I take a look at your website in Safari,
it looks fine however, if opening in I.E., it has
some overlapping issues. I simply wanted to give you a quick heads up!
Besides that, wonderful site!
Here is my web blog 선릉도파민
access here – The layout is neat and easy to understand right away.
artisan selections – Pages feel balanced and browsing is effortless.
Start exploring – Clean interface, intuitive menus, and effortless product discovery.
нарколог на дом вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-voronezh.ru/]нарколог на дом вывод из запоя[/url] .
вывод из запоя с выездом [url=https://vyvod-iz-zapoya-na-domu-voronezh-3.ru/]вывод из запоя с выездом[/url] .
I couldn’t resist commenting. Exceptionally well written!
Review my site – best realtor in Acworth GA
elmwoodgoodsgallery – Really liked the design, items are organized neatly and easy to find.
Good post. I learn something new and challenging on websites
I stumbleupon every day. It will always be exciting
to read through articles from other authors and practice a little
something from other web sites.
my website realtor in Kingman AZ
artisan creations hub – The consistency in layout makes it simple and enjoyable to navigate.
Great beat ! I would like to apprentice while you amend
your web site, how can i subscribe for a blog web site?
The account helped me a acceptable deal. I had been a little bit acquainted of this
your broadcast offered bright clear concept https://Rentry.co/39610-planche-de-baignoire-invisia
вывод из запоя цены воронеж [url=https://vyvod-iz-zapoya-na-domu-voronezh-1.ru/]вывод из запоя цены воронеж[/url] .
вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-voronezh-2.ru/]вывод из запоя на дому[/url] .
browse here – The organization of information makes it easy to move through the site.
Нужен ремонт? ремонт квартиры с договором под ключ, быстро и качественно. Дизайн, отделка, электрика и сантехника. Гарантия на работы и прозрачная смета. Выполняем проекты любой сложности.
Your style is very unique compared to other people I have read stuff from.
I appreciate you for posting when you’ve got the opportunity, Guess
I will just book mark this web site.
Look into my web blog; real estate agent in Cedar City UT
An intriguing discussion is worth comment. I do think
that you ought to publish more about this subject matter, it might not be a taboo subject but generally people don’t discuss such subjects.
To the next! Many thanks!!
My blog post; real estate agent Kingman AZ
check pineharbor goods room – Well-arranged pages, everything loads quickly and is easy to find.
Hello there! I could have sworn I’ve been to this website before but after browsing through
a few of the posts I realized it’s new to me. Nonetheless, I’m definitely pleased I stumbled upon it and I’ll
be bookmarking it and checking back regularly!
Here is my website best realtor in Las Vegas NV
explore here – Stumbled upon it and everything feels clean and accessible.
Visit the site now – Modern design, organized content, and very user-friendly interface.
ajax ecommerce helper – Interface is straightforward and moving through items is simple.
visit store now – The overall setup makes it easy to explore listings.
curated crafts – Pages are coherent and exploring the site is enjoyable.
I am really loving the theme/design of your blog.
Do you ever run into any browser compatibility issues? A
handful of my blog readers have complained about my website not operating correctly in Explorer but looks great
in Opera. Do you have any ideas to help fix this problem?
my page: real estate agent Savage MN
crafty finds marketplace – The clean structure keeps everything easy to find and enjoy.
visit vendor parlor – Items are easy to find, and pages feel neat and organized.
discovergrowthdirectionnow.click – Good layout choice, content readability is excellent across pages.
Great article! We are linking to this great post on our website.
Keep up the great writing.
I am actually grateful to the holder of this web site who has shared
this fantastic post at at this time.
My site … best real estate agent in Kingman AZ
discover more – Clear organization helps users move through content easily.
Thanks for some other informative blog. Where else may I am getting
that kind of information written in such an ideal
way? I’ve a undertaking that I am simply now running on, and
I’ve been on the glance out for such info.
my homepage real estate agent in Sarasota FL
Open the platform – Smooth navigation, clear structure, and everything works perfectly.
view product list – There’s a solid mix of items to look through.
browse website – The site feels organized and transitions between pages are seamless.
I have been browsing online more than 4 hours today, yet I never found
any interesting article like yours. It’s pretty worth enough for me.
In my view, if all web owners and bloggers made good content as you
did, the internet will be a lot more useful than ever before.
Feel free to surf to my page best real estate agent in Charlotte NC
Having read this I thought it was extremely informative.
I appreciate you finding the time and effort to put this short
article together. I once again find myself personally spending way too much time both
reading and leaving comments. But so what, it was still worth
it!
Feel free to surf to my web blog; real estate agent Downey CA
My brother recommended I may like this website.
He was totally right. This submit actually made my day. You cann’t
imagine just how so much time I had spent for this info!
Thank you!
Feel free to visit my web page; best real estate agent in Acworth GA
explore handmade – Pages load smoothly and finding information feels simple.
My brother suggested I would possibly like this
website. He used to be totally right. This submit truly made my day.
You can not imagine simply how a lot time I had spent
for this information! Thank you!
8KBET
view this page – Practical and easy to understand content, I’ll come back again.
artisan creations online – Navigation feels straightforward, and everything loads efficiently.
explore pineharbor listings online – Simple design, finding items is convenient and fast.
срочный вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-voronezh.ru/]срочный вывод из запоя[/url] .
visit vendor parlor – Items are easy to find, and pages feel structured.
вывод из запоя стоимость [url=https://vyvod-iz-zapoya-na-domu-voronezh-3.ru/]вывод из запоя стоимость[/url] .
access here – Checked around casually, and it feels like a credible online platform.
Discover the store – Modern interface, clear structure, and smooth navigation.
срочный вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-voronezh-1.ru/]срочный вывод из запоя[/url] .
вывод из запоя на дому цена [url=https://vyvod-iz-zapoya-na-domu-voronezh-2.ru/]вывод из запоя на дому цена[/url] .
Проблемы с алкоголем? https://www.narkolog-na-dom-vizov.ru срочная помощь при алкогольной и наркотической интоксикации. Вывод из запоя, капельницы и поддержка 24/7. Анонимно, быстро и безопасно с выездом врача на дом.
shop catalog – The structure is easy to understand and pleasant to use.
cartoonporno1cn – Site works smoothly and layout is simple but effective overall.
What’s Going down i’m new to this, I stumbled upon this I’ve discovered It absolutely useful and it has aided me out
loads. I hope to contribute & help other customers like its
helped me. Good job.
Here is my site :: best real estate agent in Las Vegas NV
handmade treasures – Layout feels tidy and exploring the site is effortless.
Hello, Neat post. There is a problem along with your web site in internet explorer,
would check this? IE nonetheless is the marketplace leader and a huge element of other folks
will pass over your great writing because of this problem.
Here is my web site; best realtor in Sarasota FL
visit site – Smooth transitions and a tidy layout make it easy to explore.
Лучшее путешествие https://dzhip-tury-krym.ru горы, каньоны и побережье. Увлекательные маршруты, опытные гиды и яркие впечатления от путешествий по Крыму.
I’m truly enjoying the design and layout of your site.
It’s a very easy on the eyes which makes it much more pleasant for me to
come here and visit more often. Did you hire out a designer to create
your theme? Excellent work!
My webpage: real estate agent Downey CA
Yes! Finally someone writes about next001.
Do you trade cryptocurrencies? bitkelt trade ai automate your transactions and earn passive income. Smart algorithms analyze the market and help you make decisions. Increase your income and reduce risks with modern technology.
craft lovers portal – Layout is neat and consistent, which makes browsing effortless.
official link – Pages are well-organized, navigation is simple and performance is smooth.
Check River Cove – Clear layout, responsive pages, and very user-friendly interface.
check items – Fast-loading pages with clean visuals make discovering products easy.
вывод из запоя наркология [url=https://vyvod-iz-zapoya-na-domu-samara.ru/]вывод из запоя наркология[/url] .
Great work! That is the kind of information that should be shared around the web.
Disgrace on Google for no longer positioning this put up higher!
Come on over and visit my site . Thanks =)
Feel free to visit my web-site – realtor in Acworth GA
see what’s inside – Items are easy to find due to the clear structure.
check platform now – Everything is easy to find with a smooth browsing experience.
First of all I want to say great blog! I had
a quick question that I’d like to ask if you do not
mind. I was curious to know how you center yourself and clear your mind before writing.
I have had a tough time clearing my thoughts in getting
my ideas out there. I truly do take pleasure in writing
however it just seems like the first 10 to 15 minutes tend to be wasted simply just trying to figure out
how to begin. Any recommendations or hints?
Thank you!
browse plumcove goods hall – Layout is modern, pages load fast and browsing is easy.
handmade treasures – Layout is tidy and navigating through content is easy.
Simply desire to say your article is as astounding. The clearness
for your post is simply spectacular and i can think you’re an expert in this
subject. Fine with your permission allow me to snatch your RSS feed to stay up
to date with approaching post. Thanks one million and please keep up the gratifying work. http://Ucenterhome2.dzarchive.dev/space.php?uid=84156&do=blog&id=195408
срочный вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-samara-1.ru/]vyvod-iz-zapoya-na-domu-samara-1.ru[/url] .
visit this page – The message is clear and the design keeps everything easy to understand.
Проверенный магазин масло бочка 216л цена продаёт моторное масло оптом с документами и гарантией качества.
go to website – Content is structured logically, and the interface is user-friendly throughout.
Check the marketplace – Fast pages, organized layout, and smooth user experience.
indie craft showcase – Well-organized pages make exploring products simple.
It is not my first time to pay a visit this web page, i am browsing
this website dailly and take pleasant data from here everyday.
Feel free to surf to my blog :: best realtor in Downey CA
gallery hub – Navigation feels natural and all items are easy to spot.
вывод из запоя на дому цена [url=https://vyvod-iz-zapoya-na-domu-voronezh-1.ru/]вывод из запоя на дому цена[/url] .
This is my first time pay a quick visit at here and i am actually pleassant to read all at single place.
Also visit my blog; real estate agent Las Vegas NV
нарколог на дом вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-voronezh-2.ru/]нарколог на дом вывод из запоя на дому[/url] .
explore this shop – Pages load efficiently and the interface looks polished.
вывод из запоя на дому недорого [url=https://vyvod-iz-zapoya-na-domu-voronezh.ru/]вывод из запоя на дому недорого[/url] .
With havin so much content do you ever run into any problems of plagorism or copyright violation? My website has
a lot of unique content I’ve either created myself or outsourced but it looks like a lot
of it is popping it up all over the internet without my authorization. Do you know any ways
to help prevent content from being stolen? I’d genuinely appreciate it.
My website :: real estate agent Charlotte NC
great put up, very informative. I’m wondering why the
opposite specialists of this sector do not understand this.
You must proceed your writing. I am confident, you’ve a huge readers‘ base already!
My website :: real estate agent in Cedar City UT
view platform – It’s user-friendly and pages are arranged in a logical way.
вывод из запоя стоимость [url=https://vyvod-iz-zapoya-na-domu-voronezh-3.ru/]вывод из запоя стоимость[/url] .
go here – Useful ideas presented in a clear and organized manner.
I used to be able to find good advice from your blog posts.
discover artisan gems – Pages are balanced, making scrolling and browsing easy.
Generally I don’t read post on blogs, however I wish
to say that this write-up very forced me to take a look at and do it!
Your writing style has been surprised me. Thank you, quite nice article.
Feel free to surf to my blog: real estate agent Kingman AZ
Link exchange is nothing else but it is only placing the
other person’s web site link on your page at
proper place and other person will also do same for you.
Also visit my homepage: real estate agent Savage MN
In fact when someone doesn’t be aware of then its up to other visitors that they will help,
so here it occurs.
Feel free to visit my blog post; realtor in Charlotte NC
Visit the site now – Pages are well-structured, navigation is smooth, and browsing feels natural.
check it out – Pages are well-organized and the content is simple to understand.
unique handmade marketplace – Smooth page transitions make browsing enjoyable.
You could certainly see your enthusiasm in the article you
write. The world hopes for more passionate writers such as
you who are not afraid to say how they believe.
All the time go after your heart.
my blog – realtor in Savage MN
I am curious to find out what blog platform you happen to be
using? I’m experiencing some minor security problems with my latest blog and
I’d like to find something more safe. Do you have any solutions?
Also visit my webpage: realtor in Charlotte NC
check plumharbor products – Smooth experience, interface is organized and user-friendly.
explore store – Fast navigation and clear layouts make shopping enjoyable.
Hello to all, the contents existing at this web page are actually amazing for people knowledge, well, keep up the nice work fellows.
Do you trade cryptocurrencies? bitkelttrade trading automate your transactions and earn passive income. Smart algorithms analyze the market and help you make decisions. Increase your income and reduce risks with modern technology.
Attractive section of content. I just stumbled upon your website
and in accession capital to assert that I acquire in fact enjoyed account your blog posts.
Any way I’ll be subscribing to your augment and even I achievement you access consistently quickly.
Here is my web site … best realtor in Charlotte NC
open link now – Smooth experience with a clear design, making it easy to browse.
discover more – Fast, engaging, and easy to navigate, everything works well.
This website definitely has all of the information and facts I needed concerning this subject and didn’t know who to ask.
Also visit my website: best realtor in Cedar City UT
Click to visit – Clear menus, responsive interface, and effortless browsing throughout.
curated crafts – Everything is neatly presented, allowing effortless exploration.
check it out – Smooth interface with well-structured sections makes browsing easy.
Hmm it looks like your website ate my first comment (it was super
long) so I guess I’ll just sum it up what I submitted and say, I’m thoroughly enjoying your
blog. I as well am an aspiring blog blogger but I’m still new to the whole thing.
Do you have any tips for first-time blog writers? I’d definitely
appreciate it.
חודשים.(פרשת גירושין אינה מהירה) הסיפור הזה נצפה על ידי חברם המשותף, קוסטיה. לנקה, כמובן, הוא אמר ש „אתה אידיוט, לניה“ אבל לא התעסק במיוחד במה שקורה. אבל משהו בו השתנה. מילד לא השפתיים שלנו התנגשו והנשיקה לא הייתה דומה לזו שבמשחק. הוא היה חמדן, כמעט זועם, עם טעם של יין. לשונו שזורה בשלי, ואני נאנחתי, מתכרבלת חזק יותר. אצבעותיי נצמדו בשערו, משכו מעט, והוא https://HdXxxVault.com/
shopping portal – Checked it out and it feels user-friendly and smooth.
artisan goods platform – Everything feels organized, and browsing is very comfortable.
Today, I went to the beach with my kids. I found a sea shell
and gave it to my 4 year old daughter and said „You can hear the ocean if you put this to your ear.“ She put the shell
to her ear and screamed. There was a hermit crab inside and it pinched her ear.
She never wants to go back! LoL I know this is completely off
topic but I had to tell someone! http://wiki.votesmart.org/GavinreBlackburnoj
Hi there colleagues, fastidious piece of writing and good urging
commented at this place, I am truly enjoying by these.
Check out my web blog – best realtor in Kingman AZ
нарколог на дом вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-voronezh-1.ru/]нарколог на дом вывод из запоя на дому[/url] .
shop collection – Clear layout allows simple exploration of all items.
Very good write-up. I absolutely love this
site. Continue the good work!
my web page … best realtor in Las Vegas NV
нарколог на дом вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-voronezh-2.ru/]нарколог на дом вывод из запоя[/url] .
вывод из запоя на дому недорого [url=https://vyvod-iz-zapoya-na-domu-samara-1.ru/]vyvod-iz-zapoya-na-domu-samara-1.ru[/url] .
browse here – Everything is laid out evenly with content that fits perfectly.
enter this site – Everything is laid out clearly, making exploration effortless.
вывод из запоя анонимно недорого [url=https://vyvod-iz-zapoya-na-domu-samara.ru/]вывод из запоя анонимно недорого[/url] .
check this marketplace – The site feels clear and is well organized overall.
Excellent beat ! I wish to apprentice even as you amend your web site, how can i subscribe for a blog web site?
The account aided me a appropriate deal. I were a
little bit familiar of this your broadcast provided vibrant transparent concept
Feel free to surf to my homepage: realtor in Savage MN
Way cool! Some extremely valid points! I appreciate you penning this write-up and also
the rest of the site is very good.
Look into my site; best realtor in Sarasota FL
check it out – Pages load fast and the overall browsing experience feels smooth.
What you composed made a bunch of sense. But,
what about this? what if you added a little information? I ain’t saying your information is not good.,
but suppose you added a headline to maybe grab a person’s attention? I mean Automatische Pulverbeschichtungsanlage – Pulveranlage is
a little plain. You could peek at Yahoo’s front page and note how they create news headlines to grab viewers to click.
You might add a video or a picture or two to grab readers interested about what you’ve written.
Just my opinion, it could bring your blog a little livelier. http://sascarlaauto.fr/2026/04/02/stablecoin-vaults-explained-mystic-finance-deep-116/
Hey! I know this is somewhat off topic but I was wondering
which blog platform are you using for this site?
I’m getting sick and tired of WordPress because I’ve had problems with hackers and I’m looking at alternatives for another platform.
I would be fantastic if you could point me in the direction of a good platform.
My blog post realtor in Cedar City UT
curated crafts – Pages are arranged clearly, making exploration smooth.
вывод из запоя на дому недорого [url=https://vyvod-iz-zapoya-na-domu-voronezh-3.ru/]вывод из запоя на дому недорого[/url] .
Pretty nice post. I just stumbled upon your weblog and wished to say
that I’ve truly enjoyed browsing your blog posts.
After all I’ll be subscribing to your rss feed and I hope you write again very
soon!
My web site – best real estate agent in Sarasota FL
online commerce hub – The design feels clean and the browsing experience is smooth.
вывод из запоя на дому цена [url=https://vyvod-iz-zapoya-na-domu-voronezh.ru/]вывод из запоя на дому цена[/url] .
explore quartzmeadow market – Smooth layout, items are presented neatly and easy to find.
You ought to take part in a contest for one of the highest
quality sites online. I am going to highly recommend this blog! https://www.youtube.com/redirect?q=http%3A%2F%2FWiki.votesmart.org%2FDakotaryChatmanfs&gl=CA
janpath central – Well-structured layout with smooth page transitions.
J’aime le site — intuitif et avec beaucoup de contenu intéressant.
https://kandelpanandgrill.com.au/hello-world/
silkmeadowcommercegallery.shop – Smooth browsing experience and everything feels neatly arranged overall.
Лучшее путешествие Джиппинг Ялта горы, каньоны и побережье. Увлекательные маршруты, опытные гиды и яркие впечатления от путешествий по Крыму.
go to this page – The browsing experience is smooth and reliable.
Do you trade cryptocurrencies? register on bitkelttrade automate your transactions and earn passive income. Smart algorithms analyze the market and help you make decisions. Increase your income and reduce risks with modern technology.
go to homepage – Clear structure and smooth page flow enhance the experience.
Frost River Catalog Site – browsing feels easy and the design is not overwhelming
shop creative items – Pages are neat and moving between sections feels natural.
online amber harbor hub – Everything is organized well and easy to explore.
Great beat ! I would like to apprentice at the same time as you amend your site, how can i subscribe for a blog site?
The account aided me a applicable deal. I had been a little bit acquainted of this your broadcast provided vivid
clear idea
Also visit my web-site; best real estate agent in Downey CA
Harborstone E-Shop – navigation feels clean and everything is easy to move through
Ruby Orchard Commerce Display – Everything is laid out clearly, making browsing smooth and direct.
marketplace access link – The site feels well-arranged and responsive.
crafted corner – Pages are easy to follow and the overall structure works well.
artisan treasures – Smooth layout and pages are easy to navigate.
Upland Cove Marketplace Online – pages are easy to follow and not overwhelming at all
Hi Dear, are you actually visiting this web page on a regular
basis, if so after that you will definitely get pleasant knowledge.
my page … best realtor in Cedar City UT
My spouse and I stumbled over here by a different web address and thought I
may as well check things out. I like what I see so now i’m following you.
Look forward to looking over your web page for a second time.
Also visit my webpage; real estate agent Savage MN
official gallery link – The interface is clean and finding things is straightforward.
Visit Meadow Harbor Market – the layout feels clean and well structured throughout
shop curated treasures – Layout is well-organized and products are simple to find.
Barling Collins creative – Layout and navigation are consistent, making exploration effortless.
Hi there, constantly i used to check webpage posts here in the early hours in the
daylight, because i like to gain knowledge of more
and more. https://ataxiav.com/vob/xe/Events_News/884046
browse quartzorchard products – Layout is clear, finding items is fast and convenient.
Very good website you have here but I was curious if you knew of any message boards that cover the same topics talked about in this article?
I’d really like to be a part of community where I can get
comments from other knowledgeable individuals that share
the same interest. If you have any suggestions, please let me know.
Kudos!
My web blog: best real estate agent in Downey CA
Garnet Harbor Experience Hub – overall the site is simple, clean, and very smooth to use
visit this site – Discovered it by chance and it looks genuinely helpful.
Hi, i believe that i saw you visited my site so i got
here to return the choose?.I’m trying to find
issues to enhance my website!I assume its adequate to make use of some of
your ideas!!
my website real estate agent in Sarasota FL
Sage Harbor Product Showcase – browsing feels smooth and information is easy to follow
врач вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-samara-1.ru/]врач вывод из запоя[/url] .
This is a topic that is close to my heart… Take care!
Exactly where are your contact details though?
my page: realtor in Sarasota FL
esh platform – Navigation feels intuitive and content is clearly organized.
Visit Creek Harbor Market – navigation is easy and nothing feels overwhelming or complex
explore quality finds – Layout is clean and browsing feels smooth.
online pebble pine hub – The structure is simple and easy to explore.
I used to be recommended this blog via my cousin. I am no longer positive whether this submit is written through him
as no one else know such distinct approximately my trouble.
You are incredible! Thank you!
Here is my homepage: best real estate agent in Downey CA
снятие интоксикации на дому [url=https://vyvod-iz-zapoya-na-domu-samara.ru/]снятие интоксикации на дому[/url] .
Silver Harbor Gallery Network – Pages are structured nicely, making everything easy to move through.
Heya i’m for the first time here. I found this board and I to find It
really useful & it helped me out much. I hope to give one
thing back and help others such as you aided me.
Also visit my page; realtor in Charlotte NC
click to explore site – The site feels responsive and everything loads nicely.
I constantly spent my half an hour to read this webpage’s
content everyday along with a mug of coffee.
This text is invaluable. When can I find out more?
Forest Meadow Online Storefront – the interface remains clear and not overloaded with content
Berry Cove Digital Gallery – browsing is smooth and there are no loading problems at all
shop unique crafts – Design is tidy, helping browsing flow naturally.
explore quickharbor items – Layout feels clean, browsing products is quick and hassle-free.
Do you trade cryptocurrencies? bitkelt trade platform automate your transactions and earn passive income. Smart algorithms analyze the market and help you make decisions. Increase your income and reduce risks with modern technology.
I need to to thank you for this very good read!!
I definitely loved every little bit of it. I’ve got you bookmarked to check out new things
you post…
Here is my page … best realtor in Sarasota FL
Thanks for the auspicious writeup. It if truth be told was once a leisure account it.
Glance complex to far delivered agreeable from you!
However, how could we communicate?
my web page realtor in Las Vegas NV
this gallery portal – Pages are well structured and easy to move through.
Поставщик масла и смазки оптом гарантирует подлинность моторных масел в бочках от официальных дистрибьюторов.
Moon Harbor Shopping Gallery – The layout is simple and easy to move through without stress.
this marketplace – Everything feels legit and thoughtfully presented.
Flora Harbor Retail Hub – content is presented in a clean structure that is easy to scan
Excellent beat ! I would like to apprentice while you amend your web
site, how could i subscribe for a blog website? The account helped me a acceptable deal.
I had been a little bit acquainted of this your broadcast offered bright clear idea
Also visit my webpage best real estate agent in Kingman AZ
вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg.ru/]вывод из запоя на дому[/url] .
My spouse and I stumbled over here different web address and thought I might as well check things out.
I like what I see so now i am following you. Look forward to going over your web page yet again.
Also visit my site; best realtor in Savage MN
Explore River Cove Storefront – everything is well organized and feels intuitive
view unique pieces – Interface is organized and products are simple to find.
I am in fact delighted to read this web site posts which includes lots of useful information, thanks for
providing such data.
My website ac repair
Все подробности по ссылке: https://l-parfum.ru/catalog/kosmetika/maski-dlya-litsa/dr.-jart-rubber-mask-clear-lover-ochishchayushchaya-alginatnaya-maska-dlya-litsa
наркология вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod.ru/]наркология вывод из запоя[/url] .
product showcase site – The layout is simple and the browsing experience is fluid.
Explore Cloud Harbor Storefront – everything feels responsive and works without any issues
вывод из запоя на дому в самаре [url=https://vyvod-iz-zapoya-na-domu-samara-2.ru/]вывод из запоя на дому в самаре[/url] .
вывод из запоя самара на дому [url=https://vyvod-iz-zapoya-na-domu-samara-3.ru/]vyvod-iz-zapoya-na-domu-samara-3.ru[/url] .
Aw, this was a very nice post. Taking the time and
actual effort to generate a really good article… but what can I
say… I put things off a whole lot and never manage
to get nearly anything done.
Stone Harbor Trade Gallery – everything feels organized and responds without delay
explore quickridge market – Layout feels clean, navigating between items is quick and intuitive.
вывод из запоя цены самара [url=https://vyvod-iz-zapoya-na-domu-samara-1.ru/]вывод из запоя цены самара[/url] .
Kettle Crest Marketplace Online – everything feels fast and easy to navigate overall
find unique décor – Browsing feels natural and items are easy to locate.
нарколог на дом вывод [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-1.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg-1.ru[/url] .
I like the valuable information you provide in your articles.
I will bookmark your weblog and check again here frequently.
I am quite certain I will learn lots of new stuff right here!
Best of luck for the next!
My blog post; realtor in Acworth GA
Hi! This is my first visit to your blog! We are a team of volunteers and starting a new project in a community in the same niche.
Your blog provided us beneficial information to work on.
You have done a extraordinary job!
my website; air conditioning
нарколог на дом вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-2.ru/]нарколог на дом вывод из запоя на дому[/url] .
вывод из запоя анонимно недорого [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-1.ru/]vyvod-iz-zapoya-na-domu-nizhnij-novgorod-1.ru[/url] .
снятие интоксикации на дому [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-3.ru/]снятие интоксикации на дому[/url] .
online store gallery – Everything is arranged well and navigation feels easy.
Please let me know if you’re looking for a writer
for your site. You have some really good articles and I think
I would be a good asset. If you ever want to take some of the load off, I’d love to write some
content for your blog in exchange for a link back to mine.
Please send me an e-mail if interested. Kudos! https://Menifeemunchkins.com/subventions-gouvernementales/
Gilded Grove Shopping Site – everything is neat and simple, easy to understand instantly
I like what you guys are usually up too. This sort of clever work
and coverage! Keep up the superb works guys I’ve included
you guys to my own blogroll.
My web site :: best realtor in Kingman AZ
днищенский отброс
https://www.completesports.com/1xbet-philippines-registration-promo-code-guide/
marketplace link – The design keeps things simple and usable.
Hello, its pleasant post regarding media print, we
all know media is a wonderful source of facts.
Sky Harbor Marketplace Online – browsing is simple and there were no errors or delays
Visit Wood Cove Market – everything is neatly organized and easy to browse with ease
crown harbor shop – Layout is smooth and finding products feels effortless.
visit the commerce hub – Everything feels simple and easy to browse.
вывод из запоя цены екатеринбург [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg.ru[/url] .
Visit Aurora Cove Market – everything is simple and easy to move through without confusion
вывод из запоя с выездом [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod.ru/]вывод из запоя с выездом[/url] .
This is my first time pay a quick visit at here and i am genuinely pleassant to read all
at one place.
Here is my web blog: real estate agent in Cedar City UT
browse here – It gives off a clean, modern vibe that’s easy on the eyes.
вывод из запоя цены самара [url=https://vyvod-iz-zapoya-na-domu-samara.ru/]вывод из запоя цены самара[/url] .
This blog was… how do you say it? Relevant!!
Finally I have found something that helped me. Many thanks!
Here is my web page – best realtor in Las Vegas NV
Lemon Lark Online Showcase – I could navigate comfortably and find what I needed quickly
Hi there great blog! Does running a blog such as this require a massive amount
work? I’ve no expertise in programming however I had been hoping to start my own blog
in the near future. Anyhow, should you have any recommendations or tips for new blog owners please share.
I understand this is off subject nevertheless I simply wanted to ask.
Thanks a lot!
My website; best real estate agent in Acworth GA
explore rainharbor trade hall online – Well-organized platform, browsing products feels natural.
Hello, just wanted to mention, I loved this article.
It was helpful. Keep on posting!
Have a look at my webpage … best real estate agent in Savage MN
Hello everyone, it’s my first pay a visit at this website, and piece of writing is really fruitful designed for me,
keep up posting such content.
Have a look at my homepage; best real estate agent in Kingman AZ
ГНБ бурение https://stroytex.su современный способ прокладки инженерных сетей без раскопок. Подходит для дорог, рек и плотной застройки. Точная технология, сокращение сроков и минимальные затраты.
Hey There. I discovered your blog the usage of msn. This is an extremely well
written article. I will be sure to bookmark it and come back to learn extra of your useful information. Thanks
for the post. I’ll certainly comeback.
Feel free to surf to my web-site: real estate agent in Cedar City UT
Bay Harbor Boutique Online – the experience feels organized and very easy to use
explore handmade goods – Pages are structured neatly and browsing is straightforward.
Thanks for sharing your info. I really appreciate your
efforts and I will be waiting for your further post thanks once again.
my web page: best real estate agent in Kingman AZ
visit cloud cove site – Everything loads fast and the layout is simple and well organized.
An intriguing discussion is worth comment. There’s no doubt that
that you ought to write more on this topic, it might not be a
taboo subject but usually folks don’t discuss these subjects.
To the next! All the best!!
Also visit my web-site :: real estate agent in Acworth GA
Browse Quartz Meadow Commerce Space – I found the structure intuitive and easy to understand.
прокапаться от алкоголя цены [url=https://kapelnica-ot-zapoya-nizhnij-novgorod-1.ru/]прокапаться от алкоголя цены[/url] .
visit the commerce hub – Pages are structured cleanly and feel easy to use.
Snow Harbor Marketplace Online – navigation feels efficient and consistently fast
капельница от запоя на дому круглосуточно [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-1.ru/]капельница от запоя на дому круглосуточно[/url] .
нарколог вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-samara-2.ru/]нарколог вывод из запоя[/url] .
вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-samara-3.ru/]вывод из запоя[/url] .
капельница при алкогольной интоксикации на дому цена [url=https://kapelnica-ot-zapoya-nizhnij-novgorod.ru/]капельница при алкогольной интоксикации на дому цена[/url] .
gladeharbormarketparlor – Pleasant design, everything feels clean and navigation is simple overall.
Visit Lantern Orchard Market – browsing feels smooth and everything is simple to access
Right now it seems like Drupal is the preferred
blogging platform out there right now. (from
what I’ve read) Is that what you are using on your blog?
My family always say that I am killing my time here at web, except I know I am getting familiarity every day by reading thes nice
articles or reviews.
my web blog best real estate agent in Las Vegas NV
click to explore site – The structure is simple and everything functioned without problems.
капельница после запоя цена [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-1.ru/]капельница после запоя цена[/url] .
Rain Harbor Exhibit Commerce – The design is organized and provides a smooth browsing experience.
Just want to say your article is as astonishing.
The clarity in your post is simply cool and i could
assume you are an expert on this subject. Well with your permission allow me
to grab your RSS feed to keep updated with forthcoming post.
Thanks a million and please carry on the enjoyable work.
выведение из запоя цена [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod.ru/]выведение из запоя цена[/url] .
нарколог капельницу на дому [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg.ru/]нарколог капельницу на дому[/url] .
Awesome blog! Do you have any hints for aspiring
writers? I’m hoping to start my own site soon but I’m a little lost on everything.
Would you propose starting with a free platform like WordPress
or go for a paid option? There are so many options out
there that I’m completely overwhelmed .. Any suggestions?
Thank you!
Also visit my webpage :: realtor in Savage MN
Gingerwood Online Showcase – the interface feels balanced and easy to understand
discover this website – The browsing experience is clear and free of clutter.
I really love your blog.. Excellent colors & theme.
Did you create this site yourself? Please reply back as I’m looking to create my own blog and would love to find out where you got this from or exactly what the theme is called.
Cheers!
Check out my web page best realtor in Charlotte NC
вывести из запоя [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-3.ru/]вывести из запоя[/url] .
вывести из запоя цена [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-2.ru/]вывести из запоя цена[/url] .
Generally I don’t read article on blogs, however I wish to say that
this write-up very forced me to check out and do it! Your writing style has been surprised me.
Thanks, very nice article. https://Menifeemunchkins.com/trouvez-le-meilleur-milieu-de-lunetterie-pour-vos-besoins-en-optometrie/
Solar Orchard Marketplace Online – everything feels simple and loads in a smooth way
browse featured collections – Navigation is natural, making items easy to explore.
discover this platform – Everything is organized well and feels easy to explore.
Marble Cove Creative Hub – Organized structure that helps quick navigation.
It’s remarkable to pay a quick visit this web site and reading the views of all mates regarding
this paragraph, while I am also keen of getting experience.
Also visit my website – best real estate agent in Sarasota FL
Shop Quartz Orchard Portal – pages are structured clearly so nothing feels confusing
commerce gallery page – Pages respond fast and the layout is very user-friendly.
напечатать флаг на заказ сделать флаг под заказ
прокапаться от алкоголя [url=https://kapelnica-ot-zapoya-nizhnij-novgorod-1.ru/]прокапаться от алкоголя[/url] .
Hi there, I found your web site by means of Google even as looking for
a similar topic, your web site came up, it seems great.
I’ve bookmarked it in my google bookmarks.
Hello there, just changed into alert to your weblog through Google, and found that it’s truly informative.
I’m going to be careful for brussels. I will appreciate should you proceed this in future.
Numerous people will probably be benefited from your
writing. Cheers!
my homepage realtor in Downey CA
Wonderful website. A lot of helpful information here.
I’m sending it to a few buddies ans additionally sharing in delicious.
And obviously, thank you in your sweat!
Check out my web-site :: best realtor in Sarasota FL
Orchard Meadow Digital Gallery – everything is neatly arranged and easy to process at a glance
shop curated goods – Pages are tidy and moving through items is easy.
This website was… how do I say it? Relevant!! Finally I have found something that
helped me. Cheers!
Here is my blog post; best real estate agent in Cedar City UT
круглосуточный вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg.ru/]круглосуточный вывод из запоя[/url] .
вывод из запоя цена [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-1.ru/]вывод из запоя цена[/url] .
official gallery link – The interface is clean and the browsing experience is very fluid.
Ruby Meadow Merchant Collection – The site is well organized and responds nicely to user actions.
капельница в нижнем новгороде цена [url=https://kapelnica-ot-zapoya-nizhnij-novgorod.ru/]капельница в нижнем новгороде цена[/url] .
I think what you said made a lot of sense. But, consider this, suppose
you were to write a killer headline? I mean, I don’t want to tell you how to run your blog, however
what if you added a title to possibly get folk’s attention? I mean Automatische Pulverbeschichtungsanlage – Pulveranlage is
a little vanilla. You ought to look at Yahoo’s front page and note how they create news headlines to grab people to open the links.
You might add a video or a pic or two to grab readers interested about everything’ve written. In my opinion,
it might bring your website a little livelier.
my blog post – best realtor in Sarasota FL
срочный вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-1.ru/]срочный вывод из запоя[/url] .
see details – Picked up some new information thanks to the well-organized layout.
I was recommended this website by my cousin. I am not sure whether this post is written by him as nobody else know such detailed
about my difficulty. You’re amazing! Thanks! https://rentry.co/18689-33-meilleures-concepts-sur-deco-cuisine-2017
вывод из запоя на дому цена [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod.ru/]вывод из запоя на дому цена[/url] .
official link – Interface is simple, intuitive, and the experience feels reliable.
Snow Cove Trade Gallery – browsing is smooth and everything is easy to access
With havin so much content do you ever run into any
issues of plagorism or copyright violation? My website has a lot of exclusive content I’ve either written myself or outsourced
but it seems a lot of it is popping it up all over the web without my authorization. Do you
know any methods to help stop content from being stolen? I’d truly appreciate it.
My webpage … best real estate agent in Cedar City UT
online store link – Overall a pleasant browsing experience with no confusion.
check platform now – The site feels cozy and navigating through sections is effortless.
velvetbrook exchange site – Clear structure and navigating pages feels effortless.
вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-samara-2.ru/]вывод из запоя на дому[/url] .
поставить капельницу от запоя на дому цена [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg.ru/]поставить капельницу от запоя на дому цена[/url] .
Hi there! I understand this is sort of off-topic however I
had to ask. Does operating a well-established website like yours take a lot of work?
I’m completely new to running a blog however I do write in my
journal every day. I’d like to start a blog so I can share my personal experience
and views online. Please let me know if you have any suggestions or tips for brand new aspiring bloggers.
Appreciate it! http://wiki.Votesmart.org/PamouMcGuirkrc
Raven Grove Product Showcase – browsing is simple and everything loads in a clear format
check this out – I found the browsing experience smooth and the structure very clear.
discover artisan finds – Navigation is smooth, making browsing effortless.
certainly like your web-site however you need to take a look at the spelling on several of your posts.
Many of them are rife with spelling problems and I to find it very bothersome
to tell the truth nevertheless I will definitely come again again.
Feel free to visit my web page; best real estate agent in Savage MN
Как выбрать гранитный памятник корректно
I am genuinely thankful to the owner of this website
who has shared this great piece of writing at here.
Here is my blog … realtor in Downey CA
срочный вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-samara-3.ru/]vyvod-iz-zapoya-na-domu-samara-3.ru[/url] .
go to this page – Navigation is smooth and the structure is very clear.
First off I want to say fantastic blog! I had a quick question which I’d like to ask if you don’t mind.
I was interested to find out how you center yourself and clear your mind
prior to writing. I have had a difficult time clearing my mind in getting my thoughts
out there. I do enjoy writing however it just seems
like the first 10 to 15 minutes are wasted simply just trying to figure out
how to begin. Any recommendations or hints? Kudos! https://Ataxiav.com/vob/xe/Events_News/841484
Ivory Harbor Product Showcase – the design is simple and easy to navigate and explore
explore oakmeadow collections – Layout feels simple and clear, making navigation enjoyable.
I’ll immediately grasp your rss feed as I can not find your
e-mail subscription hyperlink or newsletter service.
Do you have any? Kindly let me recognise in order that I
may subscribe. Thanks.
Also visit my website; real estate agent Kingman AZ
click here – Smooth navigation and a clean look made this a pleasant experience overall.
visit resource – Well-laid-out sections and fast-loading pages improve usability.
Crystal Cove Creative Market – the design helps users find content quickly
Sea Cove commerce platform – The design is clean and navigation works smoothly across all pages.
marketplace link – The platform seems steady and everything is easy to comprehend.
капельница на дому нижний новгород [url=https://kapelnica-ot-zapoya-nizhnij-novgorod-1.ru/]капельница на дому нижний новгород[/url] .
Wood Cove Catalog Site – everything is well organized and simple to browse through
see details here – The design is well-arranged and easy to explore.
browse now – The layout is simple and makes it easy to go through all the content.
velvetbrook craft corner – Smooth interface and well-organized pages make exploring easy.
If you desire to get much from this article then you have to apply such strategies to your won website.
Also visit my web site … best real estate agent in Savage MN
shop artisan pieces – Interface flows smoothly, so browsing feels natural.
снятие интоксикации на дому [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-3.ru/]снятие интоксикации на дому[/url] .
Crystal Harbor online marketplace – The design is sleek and user friendly, so navigation feels effortless.
check this marketplace – The platform feels solid and everything is easy to navigate.
вывод из запоя круглосуточно [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-1.ru/]вывод из запоя круглосуточно[/url] .
Jasper Harbor Market Gallery – Everything feels clear and structured, so users can browse without getting lost.
Explore Elmwood Storefront – the clean design helps you move through pages easily
Appreciation to my father who stated to me regarding this web site, this website is in fact awesome.
my website :: best real estate agent in Acworth GA
Wow, this piece of writing is nice, my younger sister is analyzing such things,
thus I am going to tell her.
Here is my blog real estate agent in Acworth GA
Hi, I do think this is an excellent site.
I stumbledupon it 😉 I may return yet again since i have book marked it.
Money and freedom is the best way to change, may you be rich and continue to
help other people.
Here is my blog post :: real estate agent Charlotte NC
Actually when someone doesn’t understand afterward its up to other viewers that they will assist, so here it occurs. https://webads4You.com/author/anthonybern/
капельница от запоя на дому цена [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-2.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg-2.ru[/url] .
поставить капельницу от запоя на дому цена [url=https://kapelnica-ot-zapoya-nizhnij-novgorod.ru/]поставить капельницу от запоя на дому цена[/url] .
explore here – Navigation is intuitive and content is clearly presented throughout.
view site – The site is polished and organized, making content easy to absorb.
вывода из запоя 24 [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-1.ru/]вывода из запоя 24[/url] .
Explore Solar Meadow Storefront – navigation is smooth and everything is arranged in a simple way
вывод из запоя нарколог 24 [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg.ru/]вывод из запоя нарколог 24[/url] .
virtual merchant space – The site feels responsive and easy to explore without confusion.
Coast Harbor digital showcase – Everything is arranged simply, so browsing is smooth and straightforward.
Wave Harbor Experience Hub – overall the structure is tidy and performance feels consistently smooth
click to explore – The structure is clear and helps you get results quickly.
go to this website – I found the clean design and fast loading pages very enjoyable.
browse artisan goods – Navigation is intuitive and pages load quickly.
start here – Fast loading times combined with a simple interface make browsing easy.
vh craft world – Smooth navigation and content presentation is clear.
visit oliveharbor vendor room – Everything feels organized and accessible for a smooth browsing session.
official gallery link – The layout is neat and content is easy to read at a glance.
Dawn Ridge Shopping Site – browsing feels organized and the performance is consistently smooth
Amber Ridge shop portal – The structure is solid and everything loads fast and clearly.
discover more – Well-structured pages help users locate information without confusion.
open this link – Offers some actionable points, definitely something to dig into.
Hi! I just wanted to ask if you ever have any
trouble with hackers? My last blog (wordpress) was hacked and
I ended up losing many months of hard work due to no back up.
Do you have any solutions to protect against hackers?
Here is my site :: realtor in Cedar City UT
вызов нарколога на дом запой [url=https://vyvod-iz-zapoya-na-domu-samara-2.ru/]вызов нарколога на дом запой[/url] .
Explore Flint Meadow Storefront – site performance remains stable and responsive
simple Ember Meadow marketplace – I enjoyed how easy it was to move between pages without getting lost.
Exceptional post however I was wondering if you could write a litte more on this subject?
I’d be very thankful if you could elaborate a
little bit further. Bless you! https://www.Abgodnessmoto.Co.uk/index.php?page=user&action=pub_profile&id=39735&item_type=active&per_page=16
Canyon Harbor Online Shop – pages are organized clearly and browsing is effortless
https://mhp.ooo/products/hepcinat
This post is worth everyone’s attention. Where can I find out more?
I take pleasure in, lead to I discovered just what I
used to be taking a look for. You have ended my four
day long hunt! God Bless you man. Have a great day. Bye
visit trail harbor site – I found it easy to navigate and information is organized neatly.
click this page – The site is structured well, making navigation smooth.
see top picks – Interface is user-friendly and browsing feels smooth.
open this link – Everything is logically organized and the interface feels user-friendly.
walnutcove creative corner – Clean and simple, moving between sections is effortless.
Juniper Cove Online Boutique – the structure is clean and navigation is very simple
raven summit storefront – Everything is neat and easy to explore without issues.
go to website – Everything feels organized logically, allowing for effortless browsing.
Rain Harbor Online Showcase – Navigation is clear and everything is easy to find quickly.
access page – The structure supports a natural flow and makes understanding the content simple.
вывод из запоя цена [url=https://vyvod-iz-zapoya-na-domu-samara-3.ru/]вывод из запоя цена[/url] .
Forest Cove Collection – it was pleasant and easy to explore
капельница от запоя клиника [url=https://kapelnica-ot-zapoya-nizhnij-novgorod.ru/]капельница от запоя клиника[/url] .
Wind Harbor Catalog Site – finding content is easy thanks to the clean layout
Meadow Dune commerce platform – The experience was smooth and all sections were clearly structured for easy use.
click to explore site – It’s well structured and very easy to move through.
view the site – I found what I needed without any difficulty at all.
browse trending finds – Pages are organized clearly, helping users explore items easily.
вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-1.ru/]вывод из запоя на дому[/url] .
check out oliveorchard items – Layout is simple and intuitive, making it easy to explore products.
Hi, I do think this is a great site. I stumbledupon it 😉 I am going to revisit yet again since I saved as
a favorite it. Money and freedom is the greatest way to change, may you
be rich and continue to guide other people. https://rentry.co/34408-clean–shine-serum
вывод из запоя нарколог 24 [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg.ru/]вывод из запоя нарколог 24[/url] .
check this resource – Layout feels intuitive, and moving around the site is smooth.
вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-3.ru/]вывод из запоя на дому[/url] .
Zen Harbor Online Showcase – The layout is minimal and helps keep the entire experience easygoing and clear.
wc maker world – Smooth interface, all sections are simple to explore.
merchant showcase page – The site feels fast and very easy to navigate.
view website – User-friendly layout ensures all information is easy to locate.
выведение из запоя екатеринбург [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-1.ru/]выведение из запоя екатеринбург[/url] .
open this link – Well-organized insights provided in a simple, digestible manner.
Nightfall Online Boutique – the experience is smooth and free of unnecessary complexity
Trail Harbor Merchant Hub – Navigation is simple, and all content is presented in a clean and logical way.
Caramel Cove Web Market – the layout is tidy and very easy to move through
Flint Meadow browsing center – I found the structure clean and very easy to move through without confusion.
visit the page – The site is designed professionally, with consistent and smooth navigation.
marketplace link – Pages are responsive and the layout looks good.
explore quality finds – Interface is user-friendly and browsing feels natural.
A fascinating discussion is definitely worth comment.
I do believe that you should publish more on this topic, it might not be a taboo matter but typically people do
not speak about these topics. To the next! Best wishes!!
Violet Harbor Gallery Network – Everything feels structured and navigation is very user-friendly.
browse platform – The presentation is sharp and information flows logically.
Zen Connect – Informative site with simple and clear presentation.
поставить капельницу от запоя на дому цена [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-2.ru/]поставить капельницу от запоя на дому цена[/url] .
visit pearl harbor site – Everything is arranged clearly and browsing feels simple and smooth.
waveharbor craft space – Nice flow between pages, everything feels cohesive.
наркология вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-1.ru/]наркология вывод из запоя[/url] .
Great article! That is the kind of info that are meant to be shared around the net.
Disgrace on the seek engines for no longer positioning this submit higher!
Come on over and seek advice from my website .
Thank you =)
quick link – Original ideas and creative content make it distinctive.
Shop Walnut Cove Portal – browsing is easy and pages are well organized
Stone Harbor Collection Site – the experience is smooth and free from complexity
visit Trail Harbor hub – I found it practical and easy to navigate, with no trouble locating information.
Wonderful goods from you, man. I have understand your stuff previous to and you
are just too wonderful. I actually like what you’ve acquired here, really like
what you are stating and the way in which you say it.
You make it enjoyable and you still take care of to keep
it sensible. I can’t wait to read far more from you.
This is actually a terrific web site.
Cloud Cove retail hub – I liked how smooth everything feels thanks to the simple and clean design.
discover opalmeadow vendors – Clean pages and organized sections make browsing pleasant.
see details – I liked how simple the interface is and how clear the sections are.
check new arrivals – Structure is clear, making it easy to browse products.
вывод из запоя капельница [url=https://kapelnica-ot-zapoya-nizhnij-novgorod-1.ru/]kapelnica-ot-zapoya-nizhnij-novgorod-1.ru[/url] .
click to explore site – The interface was smooth and I didn’t face any difficulties.
ZenCo Store – Clean layout and trustworthy content throughout.
Wild Orchard Shopping Space – The experience is smooth and nothing slows down while navigating.
круглосуточный вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-3.ru/]круглосуточный вывод из запоя[/url] .
online store gallery – The layout is simple and browsing feels intuitive.
нарколог вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-1.ru/]нарколог вывод из запоя[/url] .
open this link – Neat sections and clear layout enhance the browsing experience.
visit platform – Clean navigation and helpful material made this enjoyable to explore.
Merchant Art Gallery – everything is arranged in a clear way
wh craft hub – Browsing is intuitive, the site is organized nicely.
Rose Cove Experience Hub – overall the interface is calm, simple, and very easy to use
вывод из запоя с выездом на дом [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg.ru/]вывод из запоя с выездом на дом[/url] .
Plum Cove commerce directory – The site performs well and the design makes everything easy to access.
вывод из запоя на дому спб цены [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-2.ru/]vyvod-iz-zapoya-na-domu-sankt-peterburg-2.ru[/url] .
check new arrivals – Pages are organized, allowing users to find products quickly.
this page – The layout feels organized and very simple to navigate.
browse Cloud Cove gallery – The site feels clean and well structured, so browsing is smooth and easy.
Coral Meadow Commerce – The layout is simple and makes browsing effortless.
Zencove Vendor Hub – Simple, well-structured site, easy to browse and locate details.
Echo Harbor Trade Gallery – the structure is clean and helps you find things instantly
visit coral harbor site – Everything looks tidy and navigation feels smooth and simple.
Box Jainson gallery – The site is well-organized, making exploration enjoyable.
this website – Smooth transitions and valuable content made it worth my time.
Wheat Cove Web Market – everything is pleasant and loads properly on all screens
Moss Harbor Online Bazaar – I found it easy to browse and nothing felt complicated
River Harbor commerce site – The site runs smoothly and the layout makes browsing simple and comfortable.
wheatcove makers – The layout is clean and browsing feels effortless.
see opalriver products – Clean design, everything is easy to find and view.
artisan finds – Everything looks neat and moving around is straightforward.
explore quality finds – Pages are well-laid-out and items are easy to view.
explore this shop – Smooth browsing thanks to the well-thought-out layout.
I savour, lead to I discovered just what I was taking a
look for. You have ended my four day lengthy hunt! God Bless you man. Have a nice day.
Bye
Calm Cove online catalog – The simple design ensures smooth and easy navigation throughout.
click here – Quick-loading pages and simple design improve usability.
Kettle Harbor Experience Hub – overall the interface is clean, simple, and very comfortable to browse
Je suis fan de Betify Casino, c’est très facile à utiliser.
http://www.kestrel.jp/modules/wordpress/wp-ktai.php?view=redir&url=https://www.a-charron.com/client-logo-10
снять запой на дому [url=https://vyvod-iz-zapoya-na-domu-voronezh-8.ru/]снять запой на дому[/url] .
visit this page – Very clear and practical content, makes understanding easy.
That is a fascinating point about the shifting real estate landscape. I’ve been tracking how initial pricing effectively functions as a public signal to active buyers. It’s interesting to see momentum is determined by how the property is positioned relative to local comparables. I personally think that understanding buyer volume and logic behind search filters will be the deciding factor in listing outcomes. Does anyone here think that transparency is becoming more essential given current South Australian underquoting legislation? Anyway, cheers for opening this thread! I am looking forward to see how the local trends head over the coming few months.
https://telegra.ph/The-Psychology-of-Property-Pricing-How-Buyers-Read-Your-Price-Tag-02-21
visit this online store – It seems recently built, I’m curious about its content.
visit this site – Navigation is smooth and the pages are clear and readable.
commerce gallery website – I found the content well structured and pleasant to go through.
Хочешь оригинальную подушку? купить дакимакуру комфорт и уют для сна. Длинная форма, мягкий наполнитель и стильные принты. Отлично подходит для отдыха и расслабления.
artisan finds – Everything loads quickly and the interface is intuitive.
wc maker studio – Smooth scrolling and simple structure make browsing enjoyable.
see what’s inside – The interface makes it simple to find what you need.
I am really impressed with your writing skills and also with the layout on your weblog.
Is this a paid theme or did you customize it yourself?
Anyway keep up the nice quality writing, it is rare to
see a nice blog like this one nowadays.
start exploring – Browsing feels consistent and comfortable across pages.
вывод из запоя в спб [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-3.ru/]вывод из запоя в спб[/url] .
visit Gilded Cove store – I liked how quickly the pages responded and how simple everything was.
check site – A tidy layout and smooth flow made this a good experience.
browse orchardharbor online hall – Smooth experience, everything is well organized and quick to access.
check this stone harbor site – I stumbled on it randomly and it caught my attention.
Olive Harbor retail hub – The structure is well planned, allowing quick access to all sections.
discover platform – Navigation is intuitive and the site design is consistent.
If you are going for finest contents like me, only visit this web page daily since it provides
quality contents, thanks https://vucovuco.com/index.php?page=user&action=pub_profile&id=79198
start exploring – Navigation is simple and layout feels modern and inviting.
creative corner – Browsing feels natural and content is easy to locate.
wildorchard craft hub – Browsing feels natural and pages load quickly.
click here – The design feels intuitive, so everything is easy to follow.
вывод из запоя санкт петербург [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-2.ru/]вывод из запоя санкт петербург[/url] .
A person necessarily lend a hand to make seriously posts
I might state. That is the very first time I frequented
your web page and so far? I amazed with the analysis you made to make this actual put up amazing.
Wonderful activity!
Thanks for sharing your thoughts. I really appreciate your efforts and
I will be waiting for your further post thank you once again. https://Ataxiav.com/vob/xe/Events_News/846761
browse Canyon Harbor gallery – The site feels modern and well structured, making browsing very smooth.
помощь вывода запоя [url=https://vyvod-iz-zapoya-na-domu-voronezh-8.ru/]помощь вывода запоя[/url] .
вывод из запоя капельница воронеж [url=https://vyvod-iz-zapoya-na-domu-voronezh-9.ru/]вывод из запоя капельница воронеж[/url] .
open this link – Everything is explained clearly and offers valuable insights.
Harbor Trail commerce platform – The pages load quickly and the styling feels fresh and contemporary.
explore the sky harbor site link – Everything feels organized, so browsing is simple and intuitive.
check this page – Layout is straightforward, and moving between sections feels natural.
go to listings – Simple structure and fast navigation make browsing pleasant.
Hey very interesting blog! http://www.66777799.com/comment/html/?57583.html
creative corner – Clean and simple design helps visitors find content quickly.
check it out – Discovered this site randomly, but it’s organized and easy to use.
craft collection store – The presentation is neat and makes everything feel accessible.
Mille mercis pour un contenu aussi précieux. Je recommanderai Betify Casino à mes amis.
https://www.profugen.ch/hello-world/
orchardmeadowmarketroom – Liked the design, items are presented cleanly and clearly.
browse here – The organization of information makes it easy to move through the site.
wonderful post, very informative. I wonder why the other specialists of this sector do not realize
this. You must continue your writing. I’m confident, you’ve a huge readers‘ base already! https://Vucovuco.com/index.php?page=user&action=pub_profile&id=72535
Coast Harbor commerce view – Overall, I like how organized everything is, making sections very easy to explore.
Bright Harbor shopping space – The structure is well organized and users can find sections quickly.
explore lemonlark merchant hub – I hadn’t come across it before, but it seems notable.
official store link – The setup is easy to use and everything works without glitches.
cart optimization platform – Everything works quickly and feels easy to manage.
start exploring – Well-arranged pages make it simple to locate what you need.
Cloud Harbor Store Hub – Everything is arranged logically and I found the right product fast.
artisan selections – Everything is thoughtfully placed, providing a natural browsing experience.
нарколог вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-3.ru/]нарколог вывод из запоя[/url] .
creative makers marketplace – Consistent layout allows for seamless exploration.
вывод из запоя на дому телефоны [url=https://vyvod-iz-zapoya-na-domu-voronezh-10.ru/]vyvod-iz-zapoya-na-domu-voronezh-10.ru[/url] .
Нужен пластический хирург? https://plasticheskaya-hirurgiya-klinika.ru современные операции и эстетические процедуры. Опытные хирурги, безопасные методики и индивидуальный подход. Консультации, диагностика и качественный результат.
discovergrowthdirectionnow.click – Good layout choice, content readability is excellent across pages.
вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-voronezh-8.ru/]вывод из запоя на дому[/url] .
Teal Harbor online display – The experience stayed simple from start to finish with no confusion.
вывод из запоя в стационаре в воронеже [url=https://vyvod-iz-zapoya-na-domu-voronezh-9.ru/]вывод из запоя в стационаре в воронеже[/url] .
Harbor Showcase Network – Content is organized in a way that’s easy to follow.
quick access link – Browsing is simple thanks to the clean layout and logical setup.
check it out – Took a quick look, and the site appears dependable and well-organized.
view site online – Neat sections and smooth page transitions enhance usability.
goldenharborcommercegallery.shop – Nice platform, browsing here feels smooth and content looks pretty useful.
What’s up, of course this post is actually nice and I have learned lot of things
from it regarding blogging. thanks.
see pearlcove trade hall – Clear layout, all items are presented neatly for easy viewing.
quick access – Offers meaningful and practical ideas, I’ll revisit it soon.
вывести из запоя цена [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-2.ru/]вывести из запоя цена[/url] .
creative makers online – Layout is clear, making it easy to find what you need.
browse this harbor snow gallery – It feels original, and I’m interested to see how it develops.
цена вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-samara-8.ru/]vyvod-iz-zapoya-na-domu-samara-8.ru[/url] .
Pine Harbor browsing platform – The interface is clean and the flow between pages feels very comfortable.
open marketplace – Pages are organized logically, simplifying browsing.
shop artisan goods – Interface is user-friendly and everything loads fast.
нарколог на дом вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-samara-10.ru/]нарколог на дом вывод из запоя на дому[/url] .
this page – It’s nicely structured, and all pages load quickly and work well.
вывод из запоя на дому круглосуточно [url=https://vyvod-iz-zapoya-na-domu-samara-9.ru/]вывод из запоя на дому круглосуточно[/url] .
explore now – Clean structure and polished feel made browsing very comfortable.
вывод из запоя дешево [url=https://vyvod-iz-zapoya-na-domu-voronezh-11.ru/]вывод из запоя дешево[/url] .
выведение из запоя воронеж [url=https://vyvod-iz-zapoya-na-domu-voronezh-8.ru/]vyvod-iz-zapoya-na-domu-voronezh-8.ru[/url] .
take a look here – Feels like a good place to find different types of offerings online.
handmade items hub – Pages load quickly and the interface is simple to use.
Timber Trail commerce view – The interface is organized and all features work without issues.
shop catalog – Clean organization helps make finding products easy and stress-free.
выведение из запоя воронеж круглосуточно [url=https://vyvod-iz-zapoya-na-domu-voronezh-9.ru/]выведение из запоя воронеж круглосуточно[/url] .
creative corner – Pages load quickly and moving through sections is effortless.
check it out – The information is presented well, making it simple to understand.
see pearlharbor trade listings – Well-arranged layout, finding items is effortless and clear.
помощь вывода запоя нарколог 24 [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-3.ru/]помощь вывода запоя нарколог 24[/url] .
explore now – Everything is presented clearly, making it quick to grasp the ideas.
помощь вывода запоя [url=https://vyvod-iz-zapoya-na-domu-voronezh-10.ru/]помощь вывода запоя[/url] .
Your way of explaining all in this piece of writing is in fact good, all be able to
easily understand it, Thanks a lot.
view this quartz hub – The site keeps my interest, and I may come back later.
meadow digital commerce site – It’s straightforward to use and everything is presented in a readable, organized manner.
artisan gift collection – Everything loads quickly and is easy to navigate.
browse listings – Products are displayed clearly, making selection effortless.
нарколог на дом вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-samara-8.ru/]нарколог на дом вывод из запоя на дому[/url] .
visit the page – I had a smooth time browsing thanks to the organized layout.
цена вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-samara-10.ru/]vyvod-iz-zapoya-na-domu-samara-10.ru[/url] .
unique finds – Content is accessible and browsing feels straightforward.
What i do not understood is in truth how you’re not actually
much more smartly-liked than you might be right now. You’re so intelligent.
You already know therefore significantly when it comes to this topic,
made me for my part imagine it from so many various angles.
Its like men and women are not fascinated except it is something
to do with Girl gaga! Your own stuffs nice. All the time deal with it up! https://Phonerents.com/groups/comment-votre-dossier-de-credit-affecte-votre-pret/
Hey! I’m at work surfing around your blog from my new iphone 4!
Just wanted to say I love reading through your
blog and look forward to all your posts! Keep up the
superb work!
Here is my web page: concealed carry bag
quick link – The material is structured well and offers valuable insights.
Hello, everything is going nicely here and ofcourse every one
is sharing facts, that’s truly good, keep up writing.
Also visit my blog post :: daman game
I believe what you published made a ton of sense. However,
consider this, suppose you wrote a catchier title?
I am not suggesting your information isn’t good.,
but what if you added something to possibly get having a baby via surrogacy Georgia person’s attention? I
mean Automatische Pulverbeschichtungsanlage – Pulveranlage is kinda vanilla.
You should peek at Yahoo’s home page and watch how they create news headlines to grab viewers to open the links.
You might add a related video or a picture or two to grab people excited about what you’ve got to say.
Just my opinion, it might make your website a
little bit more interesting.
Нужна мебель? мебель из массива на заказ эксклюзивные изделия из натурального дерева. Индивидуальный дизайн, качественные материалы и точное изготовление. Решения для дома и бизнеса.
certainly like your website but you need to take a look
at the spelling on quite a few of your posts. A number of them
are rife with spelling problems and I find it very troublesome
to tell the reality on the other hand I will surely come
back again. http://ucenterhome2.dzarchive.dev/space.php?uid=83457&do=blog&id=196451
Wood Harbor digital showcase – Everything runs smoothly and the pages load quickly with no complications.
круглосуточный вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-2.ru/]круглосуточный вывод из запоя[/url] .
view cove snow site – The presentation is neat, so exploring feels smooth and easy.
Thanks for the good writeup. It actually was a amusement account it.
Glance complicated to far introduced agreeable from you!
By the way, how can we keep up a correspondence?
Here is my website … Hike Annapurna circuit
I’m amazed, I have to admit. Rarely do I come across a blog that’s equally
educative and interesting, and without a doubt, you’ve hit the nail on the head.
The issue is something which too few folks are speaking intelligently about.
Now i’m very happy that I stumbled across this during my hunt for something concerning this.
My site: best stem cell clinic
browse listings – The interface is clean, and moving through pages feels effortless.
Spot on with this write-up, I truly think this web site needs much
more attention. I’ll probably be returning to see more, thanks for the information!
Feel free to surf to my website: login kilat69
handmade treasures online – The site feels balanced and easy to move through.
visit pebblecreek market room – Smooth pages, browsing feels natural and stress-free.
browse now – I like how tidy everything looks, making browsing more pleasant.
My brother suggested I may like this website. He was once entirely right.
This submit truly made my day. You can not believe simply how so much time I had spent for this info!
Thanks!
Feel free to visit my page – Best Indonesian Law Firm
вывод из запоя на дому воронеж [url=https://vyvod-iz-zapoya-na-domu-voronezh-9.ru/]вывод из запоя на дому воронеж[/url] .
shop artisan goods – Pages feel organized, creating an effortless browsing experience.
quick link – The site feels responsive, and the content keeps you engaged easily.
Keep this going please, great job!
What’s up it’s me, I am also visiting this site on a regular basis, this site is truly good and the people are in fact sharing fastidious thoughts. https://menifeemunchkins.com/a-guide-to-calculating-the-valuation-of-a-company/
When I initially left a comment I seem to have clicked
the -Notify me when new comments are added- checkbox and now whenever a comment is added I receive four emails with the same comment.
There has to be a means you are able to remove me from that service?
Kudos! https://menifeemunchkins.com/comment-calculer-un-pret-simplement/
Sweet blog! I found it while searching on Yahoo News.
Do you have any suggestions on how to get listed in Yahoo News?
I’ve been trying for a while but I never seem to get there!
Thank you
Feel free to visit my blog: Annapurna Circuit Trek
выведение из запоя [url=https://vyvod-iz-zapoya-na-domu-samara-9.ru/]выведение из запоя[/url] .
Wind Harbor browsing center – I found the layout clean and navigation very straightforward and easy.
Thanks for sharing your info. I really appreciate
your efforts and I am waiting for your further post thanks once again. http://13145200259.com/comment/html/?71238.html
go to listings – Everything runs well, making browsing stress-free and quick.
browse this place – The setup feels appealing and thoughtfully arranged.
выведение из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-voronezh-11.ru/]выведение из запоя на дому[/url] .
artisan gift collection – Browsing is effortless thanks to clear sections.
вывод из запоя на дому самара круглосуточно [url=https://vyvod-iz-zapoya-na-domu-samara-8.ru/]вывод из запоя на дому самара круглосуточно[/url] .
start browsing – Navigation is smooth and the experience feels quite decent.
Hi, i believe that i saw you visited my site so i got here to go
back the prefer?.I am attempting to to find things to improve my website!I
assume its adequate to use a few of your
ideas!!
access page – The consistency in both visuals and content stands out nicely.
выведение из запоя [url=https://vyvod-iz-zapoya-na-domu-samara-10.ru/]выведение из запоя[/url] .
artisan gallery – Interface feels coherent and moving through sections is effortless.
I got this web page from my buddy who informed me about this web page and now this
time I am browsing this web site and reading very informative articles or reviews
here.
Opal Meadow commerce view – The interface feels tidy and allows smooth exploration of all sections.
explore pebblepine trade hall – Clean pages, navigating between items is intuitive and quick.
вывод из запоя цена на дому [url=https://vyvod-iz-zapoya-na-domu-voronezh-10.ru/]вывод из запоя цена на дому[/url] .
take solar meadow tour – The design is appealing, so I’ll stay and explore more.
visit the page – Everything is well arranged and easy to understand.
janpath network hub – Everything loads efficiently and is logically organized.
вывод из запоя нижний новгород [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-4.ru/]вывод из запоя нижний новгород[/url] .
We are a group of volunteers and starting a new scheme in our community.
Your site offered us with valuable info to work on. You have done an impressive job and our
whole community will be thankful to you.
вывод из запоя цена на дому [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-6.ru/]вывод из запоя цена на дому[/url] .
unique artisan shop – Everything is well-laid-out and navigating feels natural.
выведение из запоя в нижнем новгороде [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-7.ru/]выведение из запоя в нижнем новгороде[/url] .
I’m really enjoying the design and layout of your
site. It’s a very easy on the eyes which makes it much more pleasant for me to come here and visit more often.
Did you hire out a designer to create your theme?
Great work!
Visit my webpage … daman game
Velvet Brook online display – The site is easy to navigate and provides a very smooth browsing experience.
I am really enjoying the theme/design of your web site. Do you ever run into any web browser compatibility problems?
A small number of my blog audience have complained about my website not working correctly in Explorer but looks great in Firefox.
Do you have any solutions to help fix this problem? http://WWW.Dunklesauge.de/topsite/index.php?a=stats&u=finlayballentine
open this page – First impression is decent, curious to explore further.
Hey there just wanted to give you a brief heads up and let you know a few of the
images aren’t loading correctly. I’m not sure why but I think its a linking
issue. I’ve tried it in two different browsers and both show the same results.
my webpage; Best Indonesian Law Firm
go to this website – Everything loaded correctly and navigation felt easy throughout.
вывод из запоя на дому самара круглосуточно [url=https://vyvod-iz-zapoya-na-domu-samara-11.ru/]вывод из запоя на дому самара круглосуточно[/url] .
Hi, all the time i used to check web site posts here in the early
hours in the morning, as i love to find out more
and more.
my web-site; travel bags for women
bead collection – Navigation is easy, and the overall feel is pleasant.
вывод из запоя на дому нижний новгород [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-5.ru/]вывод из запоя на дому нижний новгород[/url] .
I like the valuable information you supply on your articles.
I will bookmark your blog and check once more right here regularly.
I’m reasonably certain I’ll be informed plenty of new stuff proper right here!
Good luck for the next!
Feel free to visit my web blog :: login kilat69
Нужна премиум мебель? https://premialnaya-mebel.ru изготовление на заказ. Натуральные материалы, эксклюзивный дизайн и долговечность. Решения для дома и бизнеса с высоким уровнем качества.
pineharbortradehall – Nice selection of products, layout makes finding things quick and simple.
artisan gallery – Interface is organized and navigating between pages is effortless.
вывод из запоя на дому воронеж цены [url=https://vyvod-iz-zapoya-na-domu-voronezh-11.ru/]вывод из запоя на дому воронеж цены[/url] .
browse this site – It feels simple and uncluttered, making navigation pleasant.
выведение из запоя [url=https://vyvod-iz-zapoya-na-domu-samara-10.ru/]выведение из запоя[/url] .
нарколог на дом вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-samara-9.ru/]нарколог на дом вывод из запоя на дому[/url] .
fantastic post, very informative. I wonder why
the opposite specialists of this sector don’t notice this.
You must proceed your writing. I am sure, you have a great readers‘
base already! http://Ucenterhome2.dzarchive.dev/space.php?uid=83460&do=blog&id=196455
click this page – The interface feels smooth and the layout is well designed.
вызов нарколога на дом запой [url=https://vyvod-iz-zapoya-na-domu-samara-8.ru/]вызов нарколога на дом запой[/url] .
Howdy just wanted to give you a quick heads up. The words in your article seem to be running off the screen in Chrome.
I’m not sure if this is a formatting issue or something to
do with web browser compatibility but I thought I’d post to let you know.
The design look great though! Hope you get the problem resolved soon.
Cheers
eshravan hub – Pages load quickly and the structure is straightforward.
artisan finds – Everything is clearly arranged, making browsing a pleasant experience.
It’s hard to come by experienced people for this subject, however, you seem
like you know what you’re talking about! Thanks
вывод из запоя круглосуточно нижний новгород [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-4.ru/]вывод из запоя круглосуточно нижний новгород[/url] .
visit nightfall gallery – The atmosphere feels calm, and everything is easy to navigate.
explore here – The site offers a clean interface with content that’s easy to find and useful.
Начни играть прямо сейчас: playfortuna-casino
вывод из запоя цены нижний новгород [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-7.ru/]вывод из запоя цены нижний новгород[/url] .
выведение из запоя нижний новгород [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-6.ru/]выведение из запоя нижний новгород[/url] .
вывод из запоя в стационаре в воронеже [url=https://vyvod-iz-zapoya-na-domu-voronezh-10.ru/]вывод из запоя в стационаре в воронеже[/url] .
pineharbortradehouse – Good design overall, everything is easy to navigate and browse.
explore here – I like how everything is organized and browsing feels effortless.
discover crafts – Everything loads efficiently and exploring is hassle-free.
Today, I went to the beach front with my children. I found a
sea shell and gave it to my 4 year old daughter and said „You can hear the ocean if you put this to your ear.“ She put the shell to her ear and screamed.
There was a hermit crab inside and it pinched her ear.
She never wants to go back! LoL I know this is totally off
topic but I had to tell someone! https://menifeemunchkins.com/idees-pour-une-maison-en-bois-elegance-naturelle-et-confort-durable/
view this walnut hub – The interface is clean and I found it very easy to use.
browse now – I found the layout easy to follow and quick to navigate.
Trail Harbor Merchant Atelier – Overall design is tidy and navigation is straightforward.
вызов нарколога на дом запой [url=https://vyvod-iz-zapoya-na-domu-samara-11.ru/]вызов нарколога на дом запой[/url] .
срочный вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-5.ru/]срочный вывод из запоя[/url] .
check this out – The layout is clean and it’s easy to move through the content.
вывод из запоя на дому самара круглосуточно [url=https://vyvod-iz-zapoya-na-domu-samara-9.ru/]вывод из запоя на дому самара круглосуточно[/url] .
handcrafted corner – Layout is simple and moving between sections is smooth.
вывод из запоя дешево воронеж [url=https://vyvod-iz-zapoya-na-domu-voronezh-11.ru/]вывод из запоя дешево воронеж[/url] .
visit this link – Overall, it’s a good experience with neat pages and fast loading performance.
have a peek here – It carries a friendly tone that invites exploration.
explore plumcove vendor listings – Simple and modern, browsing feels natural and well organized.
Gilded Lakefront Goods Network – The structure is simple and browsing feels quick and intuitive.
Upland Cove Craft Hub – Everything is arranged logically, making the site easy to move through.
Browse Violet Harbor Outlet – The structure is simple and helps users move around without effort.
цены вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-4.ru/]vyvod-iz-zapoya-na-domu-nizhnij-novgorod-4.ru[/url] .
If some one wishes expert view on the topic of running a blog afterward
i advise him/her to pay a quick visit this website, Keep up
the fastidious job. http://13145200259.com/comment/html/?70631.html
Di kota Semarang, karangan http://semdinlitesisat.eskisehirgocukduzeltme.com/user/bungapapan332/ adalah salah satu cara untuk mengekspresikan perasaan seperti selamat atau duka cita. Harga karangan bunga di kawasan Semarang beragam, dipengaruhi oleh beberapa faktor seperti ukuran, desain, dan jenis bunga yang. Umumnya, biaya dari karangan bunga dapat berawal dari ratusan ribu rupiah hingga beberapa juta IDR, tergantung dari permintaan konsumen.
handpicked goods – The site feels smooth and pages load almost instantly.
выведение из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-7.ru/]выведение из запоя на дому[/url] .
artisan gallery – Pages are thoughtfully structured and navigation is smooth.
выведение из запоя нижний новгород [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-6.ru/]выведение из запоя нижний новгород[/url] .
visit this link – Overall, the design is modern and tidy, and everything is easy to understand here.
open harbor moss page – It’s simple and clear, with nothing distracting in the way.
Raven Summit Online Market – Everything loads efficiently and navigation is straightforward.
click here – Clean structure with smooth transitions and no navigation issues.
Upland Canyon Commerce Hub – The layout is clean and everything loads quickly without any issues.
Ginger Cove vault hub – The structure feels simple and browsing is very comfortable overall.
I’m not that much of a internet reader to be honest but your blogs
really nice, keep it up! I’ll go ahead and bookmark your site
to come back later on. All the best
Upland Cove Mall District – The interface is clean and ensures quick access to content.
Meadow Market Center – stumbled upon it and wondering how regularly they restock.
Violet Harbor Digital Hub – Navigation is intuitive and content is arranged in a clear format.
silkmeadowcommercegallery.shop – Smooth browsing experience and everything feels neatly arranged overall.
Oak Meadow Ecom Corner – It’s an easy site to use, and I didn’t have to search much at all.
featured picks – The layout is simple and everything is easy to explore and understand.
discover crafts – Everything loads quickly and browsing feels hassle-free.
explore plumharbor product room – Layout is tidy, browsing through items is simple and fast.
go to this site – It seems like a solid start, I’ll check back as it grows.
learn more – Very organized site, pages load smoothly and navigation feels natural.
\ Honey Cove Browse Portal – The overall experience is smooth with fast loading and clear sections.
Honey Cove Gallery Plaza – Everything is laid out neatly and browsing is simple and comfortable.
I really like it when folks get together and share thoughts.
Great site, continue the good work!
Solar Meadow Craft Arena – A spacious and glowing environment where products reflect a cheerful energy.
Flora Ridge Marketplace – I found the selection decent and the payment step was smooth.
Upland Harbor Craft Portal – Content is organized neatly, so users never feel lost.
Violet Harbor Product Center – The interface is simple and makes it easy to locate different sections.
Upland Cove Shopping Site – navigation is smooth and I can find things quickly
Night Orchard mart link – A great place to browse when everything else is closed.
Bay Harbor coastal outpost site – The site is cleanly designed and navigation feels very straightforward and user friendly.
Quick Harbor Logistics Hub – delivery felt super quick from start to finish.
find more here – Everything is laid out clearly and the content is easy to read and navigate.
вывод из запоя нижний новгород [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-4.ru/]вывод из запоя нижний новгород[/url] .
нарколог на дом вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-samara-11.ru/]нарколог на дом вывод из запоя на дому[/url] .
artisan finds – Everything feels well-arranged and navigation is intuitive.
enter this meadow gallery – The clean interface makes browsing feel effortless.
вывести из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-5.ru/]vyvod-iz-zapoya-na-domu-nizhnij-novgorod-5.ru[/url] .
check website – Simple layout with well-organized content makes browsing easy.
Pearl Harbor Commerce Network – The site feels robust and delivers smooth navigation from start to finish.
Icicle Isle Trading Post – The site is simple and users can find everything without difficulty.
Crest District Market – Prices are balanced, with shipping taking around five days.
вывод из запоя цены [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-6.ru/]вывод из запоя цены[/url] .
Keep on writing, great job! http://Wiki.Votesmart.org/Cours
вывод из запоя на дому нижний новгород [url=https://vyvod-iz-zapoya-na-domu-nizhnij-novgorod-7.ru/]вывод из запоя на дому нижний новгород[/url] .
Violet Harbor Access Market – The design is smooth and makes navigating between pages very easy.
visit this marketplace – The craftsmanship here feels dependable and solid.
Sage Harbor Online Shop – the structure is simple and makes browsing very straightforward
Upland Harbor Market Portal – Pages load cleanly and the interface is intuitive.
Berry Cove browsing hub – The structure feels intuitive and the site loads fast and feels responsive.
Sun Cove Finds – It gives off a relaxed energy and items appear nicer when you see them yourself.
digital storefront – Everything is straightforward to navigate and the design feels modern.
quartzmeadowmarkethall – Solid browsing experience, everything loads quickly and looks well structured.
explore handmade – Content is easy to access and browsing is fluid.
explore this shop – Navigation feels easy and the layout is quite clean.
learn more – Well-arranged pages and a straightforward interface make it easy to use.
Creek Harbor digital store space – Everything feels structured well, so navigation is simple and clear.
Hazel Stone Trading Outpost – Everything is well organized and navigation feels smooth and easy.
Opal Brook Boutique Crafts – A charming collection of crafts that feel truly original and handmade.
Дизайн-проект интерьера https://stroydvor11.ru/kak-sdelat-dizayn-proekt-samostoyatelno-polnaya-instruktsiya-i-obzor-programm.html своими руками — идеи, советы и этапы разработки. Планировка, визуализация и подбор материалов для создания стильного и удобного пространства.
Wonderful goods from you, man. I’ve understand your
stuff previous to and you’re just too wonderful. I really like what you have acquired here,
certainly like what you are stating and the way in which you say it.
You make it entertaining and you still care for to keep
it smart. I can’t wait to read far more from you.
This is actually a great web site.
my web page; 해외선물 안전한 대여업체
Visit Violet Harbor Shop – Navigation feels simple and pages load in an organized, user-friendly way.
Wonderful blog you have here but I was curious about if you knew of any user
discussion forums that cover the same topics discussed here?
I’d really like to be a part of group where I can get comments from
other knowledgeable people that share the same interest.
If you have any recommendations, please let me know.
Kudos! https://www.abgodnessmoto.co.uk/index.php?page=user&action=pub_profile&id=43427&item_type=active&per_page=16
Visit Forest Meadow Shop – everything is easy to navigate and stays well organized
Vale Cove Handmade Market – Content is displayed clearly and browsing feels effortless throughout.
visit Oak Cove shops – The layout helped me find things quickly.
SunHarbor storefront hub – Only meant to browse for a minute and stayed far longer than planned.
view selections – I enjoyed the browsing experience and everything is nicely structured.
Alpine Harbor trading post – The layout feels modern and makes finding sections effortless.
Magnificent goods from you, man. I have understand
your stuff previous to and you’re just too fantastic.
I actually like what you’ve acquired here, really like what you’re saying and
the way in which you say it. You make it enjoyable and you still care for to
keep it smart. I cant wait to read far more from you.
This is really a terrific web site.
discover more – Well-laid-out sections make it easy to browse and find information quickly.
start browsing here – Seems like it’s in early days, I’ll check back for updates.
artisan hub – Simple and clean layout, browsing is straightforward.
Coral Harbor shop portal – The browsing experience is smooth with a clean and user friendly design.
Pine Harbor Collective Market – Everything is well structured and browsing is straightforward.
Golden Stone Vault Shop – Fine experience, though I wish they supported more ways to pay.
Howdy I am so glad I found your webpage,
I really found you by accident, while I was searching on Yahoo for something else, Anyways I am here now and would just like to say kudos for a incredible post and a all round
thrilling blog (I also love the theme/design),
I don’t have time to go through it all at the minute but I have bookmarked it and also included
your RSS feeds, so when I have time I will be back to read more, Please do keep up the superb job.
Violet Harbor Outpost Home – The website is clean and everything is very easy to navigate smoothly.
Flora Harbor Goods Center – everything appears well arranged for quick and simple access
explore Oak Meadow – It’s a clever idea that lets users trade directly.
Vale Cove Tail District Listing – Everything is arranged clearly and the experience is simple and user friendly.
Teal Cove Premium Atelier – the premium touch and thoughtful wrapping really stood out.
handpicked goods – The layout is clean and everything feels easy and comfortable to explore.
Hello, i think that i noticed you visited my weblog thus i got here to go back the favor?.I am
attempting to in finding things to improve my website!I assume its good enough to
use a few of your concepts!!
explore quartzorchard products online – Neat layout, navigation is smooth and exploring is enjoyable.
Amber Meadow navigation site – The site offers a very clear and accessible browsing experience.
Good post. I am facing many of these issues as well..
Here is my web site; 해외선물 마이크로
вывод из запоя с выездом [url=https://vyvod-iz-zapoya-na-domu-samara-11.ru/]вывод из запоя с выездом[/url] .
Amber Harbor commerce site – I found everything simple to access and the structure very easy to follow.
Wave Harbor Retail Outpost – Everything is well arranged and content is easy to browse.
Vendor Hall Boutique – After looking around for a while, I bought two small things.
artisan showcase – Structure is neat and moving between sections is easy.
Shop Violet Harbor Collection – Pages are arranged well and it’s easy to find what you’re looking for.
Gladestone Vendor Hub – The site feels well arranged and pages are straightforward to move through.
I am extremely inspired along with your writing abilities and
also with the layout for your weblog. Is this a paid subject matter or did you
customize it yourself? Either way keep up the excellent high quality writing, it is rare to see a great
blog like this one these days..
Feel free to surf to my homepage :: learn more here
Violet Harbor Access Market – The design is smooth and makes navigating between pages very easy.
частный вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-samara-18.ru/]частный вывод из запоя[/url] .
curated display – The browsing experience is smooth and the site feels strong and well built.
вывод из запоя наркология [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-10.ru/]вывод из запоя наркология[/url] .
нарколог на дом вывод из запоя самара [url=https://vyvod-iz-zapoya-na-domu-samara-17.ru/]нарколог на дом вывод из запоя самара[/url] .
вывести из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-samara-16.ru/]вывести из запоя на дому[/url] .
вывести из запоя цена [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-9.ru/]вывести из запоя цена[/url] .
выезд нарколога круглосуточно [url=https://narkolog-na-dom-moskva-4.ru/]выезд нарколога круглосуточно[/url] .
First of all I want to say superb blog! I had a quick question that I’d like to ask
if you don’t mind. I was interested to know how you center yourself and clear your
mind prior to writing. I have had a tough time clearing my thoughts in getting my thoughts
out there. I truly do take pleasure in writing however it just seems like the first
10 to 15 minutes tend to be lost simply just trying to figure out
how to begin. Any recommendations or tips? Thanks!
выведение из запоя самара [url=https://vyvod-iz-zapoya-na-domu-samara-19.ru/]выведение из запоя самара[/url] .
Heya i’m for the primary time here. I came across this board and I
to find It truly helpful & it helped me out much.
I’m hoping to give one thing back and aid others like
you aided me. https://vucovuco.com/index.php?page=user&action=pub_profile&id=74227
I’m curious to find out what blog system you happen to
be working with? I’m having some small security problems with my latest blog and I would like to find something more safe.
Do you have any suggestions?
Hey are using WordPress for your site platform? I’m new to the blog world but I’m trying to get started and set up my own. Do
you need any html coding expertise to make your own blog?
Any help would be really appreciated! https://WWW.Freakscene.net/smf/index.php?topic=5399.0
Hello There. I found your blog using msn. This is an extremely
well written article. I’ll make sure to bookmark it and come back to read more of your useful information. Thanks for the post.
I will definitely comeback.
выведение из запоя [url=https://vyvod-iz-zapoya-na-domu-samara-18.ru/]выведение из запоя[/url] .
выведение из запоя цена [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-10.ru/]vyvod-iz-zapoya-na-domu-ekaterinburg-10.ru[/url] .
No matter if some one searches for his required thing, so he/she wishes to
be available that in detail, so that thing is
maintained over here.
вывести из запоя [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-9.ru/]вывести из запоя[/url] .
Excellent, what a blog it is! This website provides useful information to us, keep it up.
круглосуточный вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-samara-19.ru/]круглосуточный вывод из запоя[/url] .
Главные новости: https://giasite.ru
вывод из запоя стационар самара [url=https://vyvod-iz-zapoya-na-domu-samara-18.ru/]вывод из запоя стационар самара[/url] .
„вывод из запоя на халтурина – лечение алкоголизма, лечение наркомании [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-10.ru/]“вывод из запоя на халтурина – лечение алкоголизма, лечение наркомании[/url] .
прокапать от алкоголя на дому воронеж [url=https://kapelnicza-ot-pokhmelya-voronezh-1.ru/]прокапать от алкоголя на дому воронеж[/url] .
прокапать от алкоголя воронеж [url=https://kapelnicza-ot-pokhmelya-voronezh.ru/]kapelnicza-ot-pokhmelya-voronezh.ru[/url] .
выведение из запоя на дому цена [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-9.ru/]выведение из запоя на дому цена[/url] .
I love what you guys are up too. Such clever work
and reporting! Keep up the terrific works guys I’ve added you guys to blogroll.
служба вывода из запоя [url=https://vyvod-iz-zapoya-na-domu-samara-18.ru/]служба вывода из запоя[/url] .
вывод из запоя на дому [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-10.ru/]вывод из запоя на дому[/url] .
капельница на дому район воронеж [url=https://kapelnicza-ot-pokhmelya-voronezh-1.ru/]капельница на дому район воронеж[/url] .
прерывание запоя на дому [url=https://vyvod-iz-zapoya-na-domu-samara-19.ru/]прерывание запоя на дому[/url] .
https://maps.google.com.qa/url?q=https://karanganbunga577.bravejournal.net/tempat-susunan-bunga-papan-sentuhan-mewah-bagi-segala-kegiatan-di-daerah-kota bunga papan di Semarang merupakan salah satu pilihan yang populer untuk menyampaikan perasaan dalam berbagai momen. Dengan desain yang beragam, bunga papan sering digunakan untuk ungkapan duka seperti wisuda atau sebagai tanda belasungkawa. Keindahan dan kualitas dari bunga papan tersebut sangat mempengaruhi kesan yang ditinggalkan.
капельница от запоя воронеж [url=https://kapelnicza-ot-pokhmelya-voronezh.ru/]капельница от запоя воронеж[/url] .
This piece of writing is genuinely a pleasant one
it assists new the web users, who are wishing for blogging.
Wonderful article! We are linking to this particularly great content
on our site. Keep up the great writing. http://Cse.Google.Com.uy/url?sa=t&url=http://Wiki.votesmart.org/QuinnkdCurryhl
вывод из запоя на дому цена [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-9.ru/]вывод из запоя на дому цена[/url] .
капельница при похмелье [url=https://kapelnicza-ot-pokhmelya-voronezh-1.ru/]капельница при похмелье[/url] .
Hmm is anyone else encountering problems with the images on this blog loading?
I’m trying to find out if its a problem on my end or
if it’s the blog. Any suggestions would be greatly appreciated. http://13145200259.com/comment/html/?84503.html
https://sgmj-renov.fr
прокапаться от алкоголя на дому самара [url=https://vyvod-iz-zapoya-na-domu-samara-19.ru/]vyvod-iz-zapoya-na-domu-samara-19.ru[/url] .
I think what you published was very reasonable.
But, what about this? suppose you wrote a catchier post title?
I mean, I don’t wish to tell you how to run your website,
however what if you added something that makes people want
more? I mean Automatische Pulverbeschichtungsanlage – Pulveranlage is kinda vanilla.
You should peek at Yahoo’s home page and note how they write article
headlines to get people interested. You might try adding a video or a related pic or two to get readers interested
about what you’ve written. Just my opinion, it might bring your website a
little livelier. https://Menifeemunchkins.com/geants-du-couvre/
That is really attention-grabbing, You are an excessively skilled blogger.
I’ve joined your feed and look forward to looking for extra of your excellent post.
Additionally, I’ve shared your site in my social networks
капельница от похмелья на дому стоимость [url=https://kapelnicza-ot-pokhmelya-ekaterinburg-1.ru/]капельница от похмелья на дому стоимость[/url] .
капельница от похмелья воронеж [url=https://kapelnicza-ot-pokhmelya-voronezh.ru/]капельница от похмелья воронеж[/url] .
капельница от похмелья в воронеже [url=https://kapelnicza-ot-zapoya-voronezh.ru/]капельница от похмелья в воронеже[/url] .
https://butik-ami.pl
вывод из запоя [url=https://kapelnicza-ot-zapoya-kalyazin-1.ru/]вывод из запоя[/url] .
нарколог выведение из запоя [url=https://kapelnicza-ot-zapoya-kalyazin.ru/]нарколог выведение из запоя[/url] .
Amazing! Its genuinely amazing article, I have got much clear idea
about from this article. http://hcrw.co.kr/hcrw/bbs/board.php?bo_table=er_board&wr_id=67442
капельница от запоя в воронеже [url=https://kapelnicza-ot-zapoya-voronezh-1.ru/]капельница от запоя в воронеже[/url] .
капельница от похмелья анонимно [url=https://kapelnicza-ot-pokhmelya-voronezh-1.ru/]kapelnicza-ot-pokhmelya-voronezh-1.ru[/url] .
похмельная капельница [url=https://kapelnicza-ot-pokhmelya-ekaterinburg.ru/]kapelnicza-ot-pokhmelya-ekaterinburg.ru[/url] .
кодировка от алкоголя в нижнем новгороде [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod.ru/]narkologicheskaya-pomoshh-nizhnij-novgorod.ru[/url] .
Very energetic article, I enjoyed that a lot. Will there
be a part 2?
https://podarkadamipokoje.pl
It is perfect time to make some plans for the future and it
is time to be happy. I’ve read this post and if I
could I desire to suggest you some interesting things or suggestions.
Maybe you can write next articles referring to this article.
I want to read even more things about it!
Thank you for every other informative website. The place else may just I get that type of information written in such a perfect approach?
I have a undertaking that I am simply now running on, and I’ve been at the glance
out for such info. https://ataxiav.com/vob/xe/Events_News/847460
продажа базы [url=https://gobasego-2.ru/]gobasego-2.ru[/url] .
кодирование от алкоголизма [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod-1.ru/]кодирование от алкоголизма[/url] .
капельница при похмелье [url=https://kapelnicza-ot-pokhmelya-ekaterinburg-1.ru/]капельница при похмелье[/url] .
капельница от алкоголя в воронеже [url=https://kapelnicza-ot-zapoya-voronezh.ru/]kapelnicza-ot-zapoya-voronezh.ru[/url] .
Your way of describing the whole thing in this paragraph is genuinely good, all can effortlessly understand it, Thanks a lot.
врача капельницу от запоя [url=https://kapelnicza-ot-pokhmelya-voronezh.ru/]kapelnicza-ot-pokhmelya-voronezh.ru[/url] .
You need to be a part of a contest for one of the
most useful blogs on the web. I will recommend this site! https://menifeemunchkins.com/orthese-par-pied-tombant/
вывод из запоя круглосуточно [url=https://kapelnicza-ot-zapoya-kalyazin-1.ru/]вывод из запоя круглосуточно[/url] .
You need to be a part of a contest for one of the highest quality sites
on the internet. I will recommend this blog! http://wiki.votesmart.org/ValentinaduVardonyv
вывод из запоя недорого [url=https://kapelnicza-ot-zapoya-kalyazin.ru/]вывод из запоя недорого[/url] .
вывод из запоя на дому воронеж капельница [url=https://kapelnicza-ot-zapoya-voronezh-1.ru/]вывод из запоя на дому воронеж капельница[/url] .
кадирование [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod.ru/]narkologicheskaya-pomoshh-nizhnij-novgorod.ru[/url] .
прокапаться от похмелья на дому [url=https://kapelnicza-ot-pokhmelya-ekaterinburg.ru/]kapelnicza-ot-pokhmelya-ekaterinburg.ru[/url] .
Wow, that’s what I was seeking for, what a information! present here at this weblog, thanks admin of this
website. https://rentry.co/63459-soin-du-visage
купить базу данных [url=https://gobasego-2.ru/]купить базу данных[/url] .
снятие похмелья капельницей [url=https://kapelnicza-ot-pokhmelya-ekaterinburg-1.ru/]снятие похмелья капельницей[/url] .
magnificent points altogether, you just gained a new reader.
What could you suggest in regards to your put up that you simply made some days ago?
Any sure?
выход из запоя [url=https://kapelnicza-ot-zapoya-kalyazin-1.ru/]выход из запоя[/url] .
капельница от похмелья недорого [url=https://kapelnicza-ot-zapoya-voronezh.ru/]капельница от похмелья недорого[/url] .
наркологическая клиника нижний новгород [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod-1.ru/]наркологическая клиника нижний новгород[/url] .
Everyone loves it when folks come together and share views.
Great site, keep it up!
капельница вывод из запоя [url=https://kapelnicza-ot-zapoya-kalyazin.ru/]капельница вывод из запоя[/url] .
покупка данных [url=https://gobasego-2.ru/]gobasego-2.ru[/url] .
Outstanding post but I was wondering if you could write a litte
more on this subject? I’d be very thankful if
you could elaborate a little bit more. Thanks! http://www.dunklesauge.de/topsite/index.php?a=stats&u=nelsonlantz6
https://semejnoeschaste.ru/
наркологический центр нижний новгород [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod.ru/]narkologicheskaya-pomoshh-nizhnij-novgorod.ru[/url] .
капельница от похмелья в воронеже [url=https://kapelnicza-ot-zapoya-voronezh-1.ru/]капельница от похмелья в воронеже[/url] .
капельница от алкоголя [url=https://kapelnicza-ot-pokhmelya-ekaterinburg-1.ru/]капельница от алкоголя[/url] .
капсульный дом [url=www.riasamara.ru/rus/analytics_and_comments/news_comp/article92976.shtml]капсульный дом[/url] .
наркологический вывод из запоя [url=https://kapelnicza-ot-zapoya-kalyazin-1.ru/]наркологический вывод из запоя[/url] .
Bu saytla bağlı ipucu çox faydalıdır.
https://www.tanais.ru/bitrix/redirect.php?event1=&event2=&event3=&goto=https://utspak.com/solar-power-in-developing-nations-brightening-lives/
снять похмелье капельницей [url=https://kapelnicza-ot-pokhmelya-ekaterinburg.ru/]снять похмелье капельницей[/url] .
капельница от запоя в воронеже [url=https://kapelnicza-ot-zapoya-voronezh.ru/]капельница от запоя в воронеже[/url] .
кодировка от наркотиков [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod-1.ru/]narkologicheskaya-pomoshh-nizhnij-novgorod-1.ru[/url] .
Hello! This is kind of off topic but I need some advice from an established blog.
Is it hard to set up your own blog? I’m not very techincal
but I can figure things out pretty fast. I’m thinking about making my own but I’m not sure where to start.
Do you have any tips or suggestions? Appreciate it http://Ucenterhome2.dzarchive.dev/space.php?uid=84560&do=blog&id=196422
тестовые ключи [url=https://gobasego-2.ru/]gobasego-2.ru[/url] .
Thanks very nice blog!
нарколог подростковый [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod.ru/]narkologicheskaya-pomoshh-nizhnij-novgorod.ru[/url] .
вывод из запоя с выездом [url=https://kapelnicza-ot-zapoya-kalyazin.ru/]вывод из запоя с выездом[/url] .
It’s enormous that you are getting thoughts from this article as well
as from our argument made at this place.
капельница от запоя недорого [url=https://kapelnicza-ot-zapoya-voronezh-1.ru/]капельница от запоя недорого[/url] .
https://gg88.news/
Highly energetic blog, I loved that bit. Will there be a part 2?
вывести из запоя на дому нижний новгород [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod-1.ru/]narkologicheskaya-pomoshh-nizhnij-novgorod-1.ru[/url] .
поставить капельницу от похмелья [url=https://kapelnicza-ot-pokhmelya-ekaterinburg.ru/]поставить капельницу от похмелья[/url] .
наркология вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-8.ru/]наркология вывод из запоя[/url] .
кабинет анонимного лечения алкоголизма [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod-2.ru/]narkologicheskaya-pomoshh-nizhnij-novgorod-2.ru[/url] .
нарколог на дом [url=https://narkolog-na-dom-moskva-11.ru/]нарколог на дом[/url] .
выведение из запоя в наркологическом стационаре [url=https://vyvod-iz-zapoya-v-staczionare-sankt-peterburg-10.ru/]выведение из запоя в наркологическом стационаре[/url] .
ночная прогулка на корабле спб [url=https://progulka-po-neve.ru/]ночная прогулка на корабле спб[/url] .
I loved as much as you will receive carried out right
here. The sketch is attractive, your authored subject matter stylish.
nonetheless, you command get bought an nervousness over that
you wish be delivering the following. unwell unquestionably come further formerly again since exactly the same
nearly a lot often inside case you shield this hike.
теплоход по неве [url=https://piter-na-teplohode.ru/]теплоход по неве[/url] .
Hey! This is kind of off topic but I need some help from an established blog.
Is it hard to set up your own blog? I’m not very techincal
but I can figure things out pretty fast. I’m thinking about making my own but I’m not
sure where to start. Do you have any ideas or suggestions?
Appreciate it
explore now – The perspective is engaging and offers something meaningful to think about.
I am regular reader, how are you everybody? This article posted at this website
is in fact nice. https://menifeemunchkins.com/voici-conseils-sur-comment-se-remodeler-en-les-5-dames-de-riverdale-dans-uniquement-3-produits/
вывести из запоя в больнице [url=https://vyvod-iz-zapoya-v-staczionare-sankt-peterburg-10.ru/]vyvod-iz-zapoya-v-staczionare-sankt-peterburg-10.ru[/url] .
вызов нарколога на дом телефон [url=https://narkolog-na-dom-moskva-11.ru/]narkolog-na-dom-moskva-11.ru[/url] .
visit Daves QTinis – It feels fun and the browsing experience is smooth and enjoyable throughout.
нарколог подростковый [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod-2.ru/]нарколог подростковый[/url] .
капсульный умный дом [url=www.progorodnsk.ru/interesnoe/view/kapsulnye-doma-dla-kruglogodicnogo-prozivania-udobstvo-i-innovacii-v-sovremennom-zile/]капсульный умный дом[/url] .
ZW Band Music Archive – A structured archive of songs, performances, and live concert moments
катание по неве в питере цены [url=https://progulka-po-neve.ru/]катание по неве в питере цены[/url] .
Great site. Lots of useful information here.
I’m sending it to some friends ans also sharing in delicious.
And certainly, thank you for your sweat!
click to view – The place gives off a welcoming vibe that feels very comforting and pleasant.
вывод из запоя на дому цена [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-8.ru/]вывод из запоя на дому цена[/url] .
browse here – The platform feels enjoyable and everything runs smoothly while exploring.
Redding Soccer Community – A vibrant club culture built on shared excitement for the game and local pride
Hi to every single one, it’s actually a pleasant for me to pay a quick visit
this website, it includes priceless Information.
капсульный дом внутри [url=http://litcult.ru/news2.news3/17050/]http://litcult.ru/news2.news3/17050/[/url] .
go to this page – Everything is laid out simply, which made moving through pages easy.
речная прогулка санкт петербург [url=https://piter-na-teplohode.ru/]речная прогулка санкт петербург[/url] .
Great information. Lucky me I recently found your site
by accident (stumbleupon). I have saved it for later!
выезд нарколога круглосуточно [url=https://narkolog-na-dom-moskva-11.ru/]выезд нарколога круглосуточно[/url] .
Dr Robert Levine Health Guide – A professional-style guide providing clear explanations of medical and wellness subjects
take a look – The visuals are appealing and the concept has a sweet and pleasant vibe.
Have you ever thought about creating an e-book or guest authoring on other websites?
I have a blog based upon on the same topics you discuss and would love
to have you share some stories/information. I know my audience would enjoy your
work. If you are even remotely interested, feel free to send me an e-mail. http://gekkony.COM.Ua/go.php?url=ucenterhome2.dzarchive.dev/space.php%3Fuid%3D88177%26do%3Dblog%26id%3D205803
Navigating objective selection without clear criteria often leads to campaign misalignment and inflated customer acquisition costs across accounts. Many teams avoid revisiting campaign structure once it’s live, even when performance data suggests a different objective would perform better. This comprehensive reference at https://npprteam.shop/en/articles/facebook/how-do-i-choose-the-goal-of-a-facebook-ads-campaign-traffic-leads-or-messages/ addresses the gap by providing decision trees, real-world scenarios, and performance benchmarks for each objective type. The material includes practical examples showing how the same product might use different objectives based on audience maturity and business stage. Teams that implement objective-level audits typically discover 15-40 percent cost-per-result improvements within the first optimization cycle. Save time and reduce guesswork by using this structured approach to align your Facebook campaign architecture with actual business outcomes.
Understanding how to reduce ad fatigue on TikTok without lowering spend is critical for maintaining campaign efficiency as platform competition intensifies. Ad fatigue—the decline in engagement when users see the same creative too often—silently erodes your return on ad spend, yet many advertisers overlook frequency monitoring until performance has already degraded. This guide examines the mechanics of view frequency on TikTok, showing you exactly how to identify fatigue signals and adjust targeting parameters to keep your audience engaged. The resource walks through concrete metrics like frequency thresholds, audience segmentation strategies, and creative refresh timing that prevent wasteful impressions on already-exposed segments. Media buyers and performance marketers managing mid-to-large budgets will find the frequency monitoring framework particularly valuable, as it isolates optimization levers that don’t require cutting spend.
бонус мелбет условия [url=https://melbetbonusoffers.ru/]бонус мелбет условия[/url] .
кодировка выезд на дом [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod-2.ru/]narkologicheskaya-pomoshh-nizhnij-novgorod-2.ru[/url] .
Public Figure Commentary Hub – A platform sharing viewpoints and reactions related to political figures
морская экскурсия санкт петербург [url=https://progulka-po-neve.ru/]progulka-po-neve.ru[/url] .
this website – The content approach is unique and made it enjoyable to browse through.
выведение из запоя в стационаре наркология [url=https://vyvod-iz-zapoya-v-staczionare-sankt-peterburg-11.ru/]выведение из запоя в стационаре наркология[/url] .
Freedom Press Insight Desk – An engaging news source delivering analysis and opinion-rich content
Congress Campaign Jordan – A platform detailing election goals, public issues, and policy discussions
discover more – The content is peaceful and filled with helpful gardening inspiration.
Masr Voice Editorial Network – A strong commentary site focused on political discourse and social messaging
Can I simply just say what a comfort to uncover somebody that genuinely knows what
they are talking about on the internet. You certainly know
how to bring an issue to light and make it important.
More people ought to look at this and understand this
side of your story. I was surprised you’re not more popular given that
you definitely possess the gift.
Ropica Navigation Portal – A portal-style site emphasizing easy movement between pages and sections
Diamond Elegance Boutique – A boutique-style presentation of jewelry with a sophisticated and appealing look
explore now – The site is organized well and presents information in an easy-to-follow format.
It’s actually a nice and helpful piece of info.
I’m glad that you simply shared this useful info with us.
Please keep us up to date like this. Thanks for sharing. https://punbb.skynettechnologies.us/profile.php?id=11341
Excellent article! We are linking to this great article on our website.
Keep up the good writing.
Hi, I read your blogs like every week. Your writing style is witty, keep doing what you’re doing!
BL210 Simple Site Hub – A clean layout website focused on fast performance and user-friendly structure
Hagelsmith Corporate Site – A formal and reliable web presence that makes a strong first impression
Winter Wonderland Romeo – A celebration site featuring seasonal attractions, performances, and holiday cheer
It’s very straightforward to find out any topic on web as compared to
textbooks, as I found this article at this site.
Visit Apricot Meadow Vendor Works – The browsing flow is smooth with a clean and simple layout.
Thank you for the auspicious writeup. It in fact was a amusement account it.
Look advanced to more added agreeable from you! By the way, how
could we communicate? http://greyzyglobal.com/product/alboz-capsulas-con-14/?unapproved=730406&moderation-hash=a4e5189194d81b99669569a22d64b60c
At this time it seems like Expression Engine is the top
blogging platform out there right now. (from what I’ve read) Is that what you are using on your blog?
my web blog; buy shrooms online canada
open link – The portfolio is simple and offers an easy-to-follow presentation style.
hey there and thank you for your information – I’ve
definitely picked up something new from right here. I did however expertise several technical issues using this site, since
I experienced to reload the website many times
previous to I could get it to load properly. I had been wondering if
your hosting is OK? Not that I am complaining, but slow loading instances times will often affect your
placement in google and could damage your high quality
score if advertising and marketing with Adwords. Well I’m
adding this RSS to my email and could look out for a lot more of your respective interesting content.
Make sure you update this again very soon.
вывод из запоя цена [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-8.ru/]вывод из запоя цена[/url] .
Violet Harbor Makers Market – A vibrant platform filled with unique artisan items and handcrafted treasures
Luxury Lodges at Marlee Loch – A serene escape featuring scenic landscapes and premium hospitality services
Upland Cove marketplace – The rustic feel stood out, and I ended up buying a handmade mug.
выезд нарколога на дом круглосуточно [url=https://narkolog-na-dom-moskva-11.ru/]выезд нарколога на дом круглосуточно[/url] .
Good day! Do you know if they make any plugins to help with Search Engine Optimization? I’m trying to get my blog to rank for
some targeted keywords but I’m not seeing very good results.
If you know of any please share. Cheers!
Vicki’s Gem Gallery – A gallery-style presentation showcasing elegant and well-crafted jewelry
Ruby Pet Yummies – A fun and adorable pet treat concept designed for engaging and friendly presentation
click to view – The design is creative and makes both text and visuals enjoyable to browse.
I am really glad to read this webpage posts which contains plenty of
useful data, thanks for providing these data.
Feel free to visit my web site – Managing Multiple Accounts
BL210 Responsive Hub – A simple web platform that remains active and loads pages quickly today
кодировка от алкоголя нижний новгород [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod-2.ru/]кодировка от алкоголя нижний новгород[/url] .
Haymarket Connectivity Update – A concise overview of transport improvements and interchange redevelopment information
Saleh Hair Relief Hub – A central platform offering support services and charitable aid for hair-related concerns
http://www.melbetbonusoffers.ru [url=https://melbetbonusoffers.ru/]www.melbetbonusoffers.ru[/url] .
экскурсии на теплоходе спб [url=https://piter-na-teplohode.ru/]piter-na-teplohode.ru[/url] .
кораблики по рекам и каналам санкт петербурга цена [url=https://progulka-po-neve.ru/]кораблики по рекам и каналам санкт петербурга цена[/url] .
a href=“[https://laetly.com/](https://laetly.com/)“ />minimal laetly site – A sleek online page designed for simplicity and smooth interaction
cpa tg
open link – The platform appears well structured and dependable for document-related services.
It’s genuinely very difficult in this busy life to listen news on Television, therefore I simply use web for
that purpose, and take the most recent information.
Upland Cove retail district – The layout is simple, and I finished checkout in just a couple of minutes.
McGraw Cruise Explorer – A maritime travel site offering fun-filled voyages and scenic sea adventures
Great blog here! Also your website loads up fast!
What host are you using? Can I get your affiliate link to your host?
I wish my website loaded up as quickly as yours lol
вывод из запоя в стационаре в санкт петербурге [url=https://vyvod-iz-zapoya-v-staczionare-sankt-peterburg-11.ru/]вывод из запоя в стационаре в санкт петербурге[/url] .
Fashion Diversity Store – A clothing store offering a broad range of stylish pieces and contemporary designs
official page – The discussion is important and the information feels well presented and relevant.
satietyhorizon – Nutrition focused idea exploring fullness and healthy lifestyle balance
CoCommerce Buying Hub – A structured e-commerce environment designed for easy and focused shopping experience
Healing Action Support Space – A welcoming resource designed to offer guidance, comfort, and helpful support content
Mute Swan Awareness Org – A public education initiative encouraging protection of swans and wetland environments
Raven Harbor harbor storefront – Everything is organized clearly and browsing is fast, smooth, and reliable.
utti dolci pastry visuals page – A sweet-themed platform highlighting refined dessert design and appealing branding
Violet Harbor Retail Lane – A clean and organized retail space designed for easy vendor browsing and smooth shopping flow
learn uk society – A site focused on educating users about modern UK social issues
Upland Harbor online – The marketplace is buzzing and new items are added often.
Hi there, just wanted to mention, I enjoyed this post. It was helpful.
Keep on posting! https://menifeemunchkins.com/les-revetements-de-plancher-au-sous/
FoodX Product Market – a marketplace for assorted food products and retail offers
Dragged Game Station – A digital station for exciting gaming content that keeps players hooked and entertained
official page – The design concept stands out and feels different from standard websites.
Proccie Portfolio Hub – A neat personal platform offering clear structure and smooth navigation experience
выведение алкоголизма стационар [url=https://vyvod-iz-zapoya-v-staczionare-sankt-peterburg-10.ru/]vyvod-iz-zapoya-v-staczionare-sankt-peterburg-10.ru[/url] .
: TCM Triple Nine Shop – A straightforward marketplace style that focuses on ease of use and clarity
Free Hiper Tools – A useful online space delivering free tools and valuable informational content
Good web site you have got here.. It’s hard to find quality writing like yours nowadays.
I seriously appreciate people like you! Take
care!! https://menifeemunchkins.com/medical-podiatrique-levis-montmagny/
Bach Concert Experience Page – A live entertainment platform capturing tour performances and fan moments
Cobblestone Amber shop portal – The design is organized well, making browsing feel effortless and clear.
Violet Vendor Commerce Hall – A structured and energetic hub where vendors present creative products
Hmm is anyone else encountering problems with the images on this blog loading?
I’m trying to figure out if its a problem on my end or if
it’s the blog. Any responses would be greatly appreciated. http://songdotriple.com/bbs/board.php?bo_table=free&wr_id=114755
check this vendor site – A friendly market where I got a discount as a new buyer.
Hello there! This is my first visit to your blog! We are a collection of
volunteers and starting a new initiative in a community in the same niche.
Your blog provided us beneficial information to work on. You have done a marvellous job!
Edinburgh Entertainment Day – A lively event showcasing activities, performances, and family-friendly fun
Doggo Print Lab Fresno – experimental and fun dog print merchandise hub
бк мелбет бонусы при регистрации [url=https://melbetbonusoffers.ru/]melbetbonusoffers.ru[/url] .
view this site – The browsing experience is smooth with a modern and tidy layout.
выведение из запоя на дому цена [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-8.ru/]выведение из запоя на дому цена[/url] .
Civic Commentary Site – A general platform for opinions on civic issues and governance
выведение из запоя стационар санкт петербург [url=https://vyvod-iz-zapoya-v-staczionare-sankt-peterburg-11.ru/]vyvod-iz-zapoya-v-staczionare-sankt-peterburg-11.ru[/url] .
BNBHG Simple Info Site – A minimal platform designed for straightforward and easy content presentation
Holualoa Inn Hideaway – A quiet and elegant retreat site offering a sense of comfort and luxury escape
Seymour Cultural Gathering Spot – A community space highlighting performances, food vendors, and festive activities
This is my first time visit at here and i am actually happy to read all at
one place.
комплексное seo продвижение сайта [url=http://www.seo-optimizaciya-i-prodvizhenie-sajtov.ru]http://www.seo-optimizaciya-i-prodvizhenie-sajtov.ru[/url] .
Walnut Cove Artisan Hub – A shared creative space focused on handmade goods and collaborative energy
Autumn Meadow entry page – The site looks tidy and users can quickly find what they need.
прокатиться на катере в питере [url=https://piter-na-teplohode.ru/]piter-na-teplohode.ru[/url] .
artisan deals page – The outlet section offers real discounts compared to main store prices.
букмекер мелбет [url=https://melbetslot.ru/]букмекер мелбет[/url] .
Elkhart Innovation Space – A supportive platform for exploring ideas and staying informed with local updates
Hampton Youth Education Hub – community platform promoting knowledge building and youth empowerment
browse here – The idea feels positive and gives a refreshing sense of optimism.
Deep Dive Social Blog – A blog taking deep dives into social awareness topics
Catalyst Community Trust – A trust supporting local and international community development and research-based innovation
Aloha Studio Creative Market – A visually polished shop environment built around friendly branding and artistic product display
Hope Support Grocery Hub – A combined concept of essential shopping and community assistance services
вавада онлайн казино зеркало [url=https://kurica2.ru/]вавада онлайн казино зеркало[/url] .
Link exchange is nothing else but it is just placing the other person’s
web site link on your page at appropriate place and
other person will also do similar in support of you.
Review my web blog; Managing Multiple Accounts
бк melbet [url=https://melbetcompany.ru/]бк melbet[/url] .
After going over a few of the blog posts on your web page,
I seriously appreciate your technique of blogging. I book-marked it to my bookmark webpage list
and will be checking back in the near future. Take a look at my website as well and let me know what you think.
my homepage premium psilocybin products
melbet apps download [url=https://gbufavorit.ru/]melbet apps download[/url] .
Cove Market Gallery – A vibrant showcase of handmade items and unique local goods
An interesting discussion is worth comment. There’s no doubt that that you ought to write more on this topic, it may not be a taboo subject but usually people
do not talk about such issues. To the next! All the best!!
Alpine Cove browsing page – Well-organized pages improve the overall browsing flow.
мелбет казино скачать [url=https://melbetofficialsite.ru/]мелбет казино скачать[/url] .
Hmm is anyone else having problems with the images on this blog loading?
I’m trying to determine if its a problem on my end or if it’s the blog.
Any feed-back would be greatly appreciated.
browse Vale Cove – It’s strangely specific but fun, and I discovered custom patch designs.
Elphin Bothy Getaway – A charming retreat that reflects calm outdoor living and simple accommodation
Vaccine Access Info Hoboken NJ – helping residents navigate immunization services and public health guidance
check it out – The platform feels open and easy to navigate for sharing thoughts.
стационар вывод из запоя [url=https://vyvod-iz-zapoya-v-staczionare-sankt-peterburg-10.ru/]стационар вывод из запоя[/url] .
ASN Literature Hub – A digital bookstore offering organized sections for quick discovery of reading materials
Paleo Health Optimization Consulting – A consulting service-style page focused on improving wellness through nutrition and lifestyle changes
Inniskillin Heritage Wines – A premium presentation that blends historic winemaking with elegant product diversity
Canvas Visual Models – A hub for expressive model-driven art and creative visual portfolios
выведение алкоголизма стационар [url=https://vyvod-iz-zapoya-v-staczionare-sankt-peterburg-11.ru/]vyvod-iz-zapoya-v-staczionare-sankt-peterburg-11.ru[/url] .
Harbor Commerce Space – A minimal and modern shopping environment focused on user-friendly design
melbet бонус [url=https://melbetbonusoffers.ru/]melbet бонус[/url] .
Vale Harbor emporium – The emporium is enormous, and I easily spent hours exploring everything it has to offer.
Aurora Harbor Trading homepage – The design is clean and everything runs smoothly without issues.
You need to be a part of a contest for one of the highest quality blogs on the net.
I most certainly will recommend this blog!
Here is my blog buy magic mushrooms online canada
Thank you for the good writeup. It in fact was
a amusement account it. Look advanced to far
added agreeable from you! However, how can we communicate?
my web page :: order shrooms online canada
Erica Gimbel Work Gallery – A clean gallery-style portfolio showcasing work in a clear and accessible way
indywoods – Nature conservation site promoting woods preservation and awareness efforts locally
this website – The site has strong creative energy and the art presentation feels very refined.
Abys Retail Page – A clean and simple shopping interface with an easy browsing experience
Intermusses Creative Hub – An artistic platform filled with expressive ideas and unique digital creativity
Gilded Lakeside Retail Hub – A sophisticated branding concept inspired by upscale lakeside commerce
мелбет слоты зеркало [url=https://melbetslot.ru/]melbetslot.ru[/url] .
Local Iftar Connections – A page helping people connect with nearby iftar events and hosts
huge artisan market – The market is vast and perfect for anyone who loves long browsing sessions.
Autumn Cove Outpost 2 homepage – The site is well organized and browsing feels straightforward and easy.
Fabulicious Flavor Creations – A flavorful selection of desserts that look exciting and visually pleasing
I will immediately grasp your rss feed as I can’t find your email subscription hyperlink or newsletter service.
Do you’ve any? Kindly let me know in order that I may subscribe.
Thanks.
Karen Dunn Campaign Hub – a platform sharing policy positions and community priorities for the 188th district
check this link – The posts feel genuine and give a very personal touch throughout.
We are a bunch of volunteers and opening a new scheme in our
community. Your website offered us with helpful information to work
on. You have performed a formidable activity and our entire group will probably be grateful to you.
SelanJS Fast Page – A lightweight landing site built to prioritize speed and efficient browsing
gilded brook hub – The marketplace design is clean, so exploring items feels easy and smooth.
Jackson O’Connor Creative Site – A clean and easy-to-use personal platform showcasing content in a simple layout
Upland Commerce Flow Hub – A structured shopping site focused on smooth user experience and clarity
ставки на спорт мелбет [url=https://gbufavorit.ru/]ставки на спорт мелбет[/url] .
букмекерская контора мелбет [url=https://melbetcompany.ru/]букмекерская контора мелбет[/url] .
City Park Experience Blog – A blog sharing insights into relaxing and cultural urban park visits
artisan elegance hub – The boutique feels high-end and the packaging added a royal touch to it.
cove silver market – It seems well organized, and browsing through pages is very straightforward.
Fast Response Gaza Care – A humanitarian appeal emphasizing quick action and compassionate aid distribution
Gilded Meadow commerce hub – The interface is well structured and pages are simple to explore.
go to this page – The site is clear and communicates its intent without complexity.
Great blog here! Also your website loads
up fast! What web host are you using? Can I get your affiliate
link to your host? I wish my website loaded up as fast as yours lol
melbet ru официальный сайт [url=https://melbetofficialsite.ru/]melbet ru официальный сайт[/url] .
DataMingle Analytics Portal – A technology hub focused on easy-to-understand data and insights delivery
Harbor Vendor Loft Directory – Everything is arranged neatly, making product discovery effortless.
Brooklyn Jeddah Inspired Space – A creative interpretation of cultural blending with modern artistic influence
как пополнить казино вавада [url=https://kurica2.ru/]как пополнить казино вавада[/url] .
Fine Arts Park Community – supporting artists and organizing neighborhood cultural events
Collective Meadowridge Hub – A marketplace platform built for shared selling, creative organization, and smooth navigation
NMNS Stage Identity – A stage-focused brand emphasizing expressive storytelling and visual impact
Hey just wanted to give you a quick heads up. The
text in your article seem to be running off the screen in Ie.
I’m not sure if this is a formatting issue or something to do with web browser compatibility
but I figured I’d post to let you know. The design and style look great though!
Hope you get the issue resolved soon. Cheers https://Rentry.co/80758-agence-de-rencontre–trouver-lamour-en-ligne
The Lakeside Retreat Fisher – A scenic lakeside escape offering calm fishing experiences and nature immersion
click to view – The layout is fresh and modern and everything feels well maintained overall.
Golden Trail artisan experience site – The layout is clean and browsing is very fluid and intuitive.
San Diego Sports League – A structured site for tracking games, schedules, and local competition news
Sensory Joint Support Network – An informative resource promoting better understanding of joint and sensory health issues
My programmer is trying to persuade me to move to .net from PHP.
I have always disliked the idea because of the costs.
But he’s tryiong none the less. I’ve been using WordPress
on various websites for about a year and am worried about switching to another platform.
I have heard good things about blogengine.net.
Is there a way I can transfer all my wordpress content into it?
Any help would be greatly appreciated!
вызов на дом нарколога [url=https://narkolog-na-dom-moskva-12.ru/]narkolog-na-dom-moskva-12.ru[/url] .
Heya i am for the first time here. I came across this board and I in finding It truly helpful &
it helped me out a lot. I hope to present one thing back and help others like you aided me.
мелбет [url=https://melbetslot.ru/]мелбет[/url] .
Cape Pices Storefront – A simple and stylish online shop designed for easy navigation and curated items
пройти нарколога на права [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod-3.ru/]narkologicheskaya-pomoshh-nizhnij-novgorod-3.ru[/url] .
https://starcasino-au.com/
Hartford Transit Development Page – providing updates on infrastructure upgrades and mobility planning
Chaos Theory Commentary – A commentary site reflecting on how systems shift between order and disorder
Florida Civic Change Hub – A platform encouraging residents to take part in improving local environments and services
go to this page – This initiative stands out as meaningful with clear and useful information.
Hello There. I found your blog the use of msn. That is a very neatly written article.
I’ll be sure to bookmark it and return to learn extra of your helpful information. Thanks for the post.
I’ll definitely return. http://wiki.votesmart.org/WileyujKrogerve
Mima Stroller Collection – A product showcase site featuring elegant designs and functional baby travel systems
Josh Volleyball Creative Hub – A fun digital space mixing volleyball culture with imaginative fan-driven ideas
Forest Cove outlet portal – The site is structured well and easy to move through.
вавада казино скачать [url=https://wwwpsy.ru/]вавада казино скачать[/url] .
Moment of Positivity – A simple inspiration hub promoting optimism and meaningful everyday actions
Muroff for Community Voice – focused on representing voter concerns and sharing campaign goals clearly
мелбет сайт [url=https://gbufavorit.ru/]мелбет сайт[/url] .
Tizzy Photo Vision – A visual storytelling page presenting artistic photography with a modern creative approach
The Folie Film Project – A unique cinematic creation focusing on expressive storytelling and artistic interpretation
Sweet blog! I found it while searching on Yahoo News.
Do you have any tips on how to get listed in Yahoo
News? I’ve been trying for a while but I never
seem to get there! Thank you
melbet казино слоты скачать на андроид [url=https://melbetcompany.ru/]melbet казино слоты скачать на андроид[/url] .
see details – The layout supports easy navigation and the educational intent is well presented.
Nutsch Professional Services – A consultancy-style platform emphasizing disciplined business consulting and client strategy
Crayon Wishes Creative World – A colorful narrative hub built around fantasy-driven and playful storytelling content
Home Hunter Kaufman County – A practical real estate platform focused on property discovery and buyer information
https://mhp.ooo/products/lindoshil-10mg
казино vavada бездепозитный [url=https://kurica2.ru/]казино vavada бездепозитный[/url] .
Frost Ridge boutique storefront – The design is smooth and pages load without any slowdown.
Journey Explorer Site – A content hub focused on motivating users to seek new experiences and destinations
вызвать анонимного нарколога [url=https://narkolog-na-dom-moskva-12.ru/]вызвать анонимного нарколога[/url] .
бк melbet [url=https://melbetofficialsite.ru/]бк melbet[/url] .
Академия ЦАППКК — это образовательная платформа, предлагающая переподготовку для специалистов разных направлений. Она ориентирована на практические компетенции, востребованные на рынке труда.
Travel Frame by Taylor – A visual project focusing on storytelling through travel photography and global exploration
My Second Chance Journal – a storytelling space focused on life rebuilds and emotional recovery experiences
Inherently Funny Concept Lab – A digital experiment designed to showcase strange comedic ideas in an engaging way
melbet слоты скачать [url=https://melbetslot.ru/]melbetslot.ru[/url] .
лечение алкогольной зависимости нижний новгород [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod-3.ru/]лечение алкогольной зависимости нижний новгород[/url] .
official page – The design choices are sleek and the overall look feels professional and well made.
CryptoTephra Clagr – A crypto-focused platform with a technical identity and digital asset oriented content
Today, while I was at work, my cousin stole my iphone
and tested to see if it can survive a 25 foot drop, just so she can be
a youtube sensation. My apple ipad is now destroyed and she has
83 views. I know this is entirely off topic but I
had to share it with someone!
Kids Cinema Safety Zone – A trusted guide promoting responsible film choices for younger audiences
One Central UK – A UK-based hub offering centralized information and service listings for general use
Rose Trail artisan browsing hub – The site feels simple and navigation is very comfortable.
Stay Updated With Trends – A fast-paced platform delivering quick insights into evolving online culture and digital movements
birxbet giri? [url=https://hhnbigger.com/]birxbet giri?[/url] .
Exploring Shoots Gallery – A travel photography gallery showcasing adventures, landscapes, and human stories worldwide
product showcase – Well-laid-out pages with content that’s clear at first glance.
Galison Leisure Puzzles – A comforting puzzle selection ideal for quiet evenings and stress-free entertainment
Community Drama Ensemble – collaborative theatre group focused on acting, storytelling, and live performance projects
Holy Spirit Academic Institution – A structured school website presenting programs, admissions, and educational details
Bandar slot online deposit pulsa tanpa potongan terbaik di
Indonesia. Layanan 24 jam, proses deposit cepat, dan peluang
menang tinggi. Klik di sini untuk daftar dan main
explore now – The content is arranged clearly and feels easy to read and follow.
Safe Viewing Kids Network – A thoughtful initiative encouraging positive and appropriate entertainment choices
Pair Dating Hub – A modern matchmaking concept focused on helping users build meaningful online relationships
Hello there, I found your blog via Google whilst looking
for a comparable topic, your web site got here up, it appears to be
like good. I’ve bookmarked it in my google bookmarks.
Hello there, simply was alert to your blog via Google, and found that it is really informative.
I’m gonna be careful for brussels. I will appreciate in the event you proceed this
in future. A lot of other people will probably be benefited out
of your writing. Cheers!
Business Growth Accelerator – A digital guide sharing actionable insights for building and expanding businesses quickly
Fern Cove browsing vault – The site runs smoothly and content is organized in a user-friendly way.
нарколог на дому [url=https://narkolog-na-dom-moskva-12.ru/]нарколог на дому[/url] .
United RTC Support Network – A local network providing development training and resources for community growth
It’s amazing to pay a visit this website and reading the views of all mates regarding this
paragraph, while I am also keen of getting knowledge.
Every weekend i used to visit this web site, for the reason that i wish for enjoyment, as this this site conations really fastidious funny material too. https://Webads4you.com/author/wilsontilly/
Get Help Glasgow Services – A practical support platform aimed at improving access to local help and resources
Canal Research Conference – An informational event site focusing on innovation and development in canal systems
view this site – The initiative carries real value and deserves appreciation.
онлайн казино vavada сайт [url=https://kurica2.ru/]онлайн казино vavada сайт[/url] .
oktoberfest2019 – Event archive site capturing festival memories and celebration highlights online
мелбет скачать казино [url=https://melbetcompany.ru/]melbetcompany.ru[/url] .
Football Support Therapy LFC – A structured wellbeing approach combining sport enthusiasm with mental health support systems
online craft shop – Navigation feels smooth and the overall experience is pleasant.
Peau Glow Lifestyle – A lifestyle site centered on skincare habits that support long-term beauty and confidence
Better Everyday Living Hub – A practical guide offering tips for healthier habits and consistent self-improvement
наркологический центр нижний новгород [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod-3.ru/]наркологический центр нижний новгород[/url] .
Flex & Calm Yoga Site – A yoga practice platform designed to enhance flexibility, relaxation, and daily wellness habits
Scotland Whisky Experience Tours – A memorable journey through historic distilleries and rich Scottish whisky heritage
melbet app for iphone [url=https://gbufavorit.ru/]melbet app for iphone[/url] .
Michael DF Online – A minimal personal site focused on showcasing work and credentials in a structured layout
скачать бк мелбет [url=https://melbetofficialsite.ru/]melbetofficialsite.ru[/url] .
Woah! I’m really enjoying the template/theme of this site.
It’s simple, yet effective. A lot of times it’s difficult to get that „perfect balance“
between superb usability and visual appeal. I must say that you’ve done a superb job with this.
Also, the blog loads extremely fast for me on Opera.
Superb Blog! http://Ucenterhome2.dzarchive.dev/space.php?uid=88587&do=blog&id=206836
Phifer 4 Congress Info Portal – a central hub sharing election goals, candidate vision, and public messaging
Seattle Urban Living Hub – A helpful resource exploring city life trends and everyday urban living options
xbet [url=https://toptancikapinda.com/]xbet[/url] .
I know this if off topic but I’m looking into starting my own blog and was wondering what all is
required to get set up? I’m assuming having a blog like yours would cost a
pretty penny? I’m not very web smart so I’m not 100% sure.
Any recommendations or advice would be greatly appreciated.
Appreciate it
Limitless Horizons Hub – A content platform encouraging continuous learning and global travel inspiration
PierceArrow Collective – A creative collective emphasizing raw artistic identity and expressive sound culture
1xbet yeni adresi [url=https://alokitabevi.com/]1xbet yeni adresi[/url] .
ZW Band Fan Music Page – A fan-friendly platform showcasing tracks, live shows, and band updates
artisan marketplace – Seems like effort went into making everything look cohesive.
1xbet giri? adresi [url=https://sillecomlek.com/]1xbet giri? adresi[/url] .
вавада казино рабочее зеркало на сегодняшний [url=https://wwwpsy.ru/]вавада казино рабочее зеркало на сегодняшний[/url] .
World Cup Sports Network Glasgow – A connected platform highlighting global matches and tournament excitement
Buffalo Fun Selfie Zone – A lighthearted photography project encouraging participation and community engagement
1xbet yeni giri? adresi [url=https://hhnbigger.com/]hhnbigger.com[/url] .
Heya! I’m at work surfing around your blog from my new apple
iphone! Just wanted to say I love reading through your blog and look
forward to all your posts! Keep up the superb work!
нарколог анонимно москва [url=https://narkolog-na-dom-moskva-12.ru/]narkolog-na-dom-moskva-12.ru[/url] .
Pieta Support Network – Provides free therapeutic services and suicide prevention support
Lochwinnoch Info & Welcome Hub – A friendly guide offering insights into the area’s culture and visitor support
xbet giri? [url=https://izmireniyipsikolog.com/]xbet giri?[/url] .
Idea Sharing Collective – A community space for exchanging creative concepts and collaborative thinking
Classic Middle Eastern Table – A restaurant delivering timeless recipes and warm hospitality
Preloved Luxury Curations – A luxury-driven selection of pre-owned pieces curated for sustainable and sophisticated wardrobes
I’m gone to tell my little brother, that he should also pay a visit this weblog on regular basis to get updated from most up-to-date gossip.
Sergii Dima Digital Hub – A straightforward personal brand site focused on minimal design and readable structure
Granite City Aberdeen – A heritage-inspired identity that highlights strength and deep regional connections
кодирование гипнозом нижний новгород [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod-3.ru/]кодирование гипнозом нижний новгород[/url] .
Manics Music Archive – A curated page showcasing band history, albums, and fan appreciation content
Elevated Movement Studio – Focused on aerial-style fitness and progressive strength training
Heya just wanted to give you a quick heads up and let you know a few of the images aren’t loading correctly.
I’m not sure why but I think its a linking issue.
I’ve tried it in two different internet browsers
and both show the same outcome.
I’m really inspired along with your writing skills as well as with the layout for your blog.
Is this a paid subject or did you customize it your self?
Either way stay up the excellent high quality writing, it is
rare to see a nice blog like this one nowadays.. http://wiki.votesmart.org/FernepfHaritosqd
1xbet yeni giri? adresi [url=https://toptancikapinda.com/]toptancikapinda.com[/url] .
Innovation Impact Zone – A hub where ideas are shaped into actions that drive global progress and improvement
Adrian Leadership NM – A leadership-focused site presenting Adrian’s policy direction and governance priorities
COVID19 Research Trial Portal UK – A portal-style resource providing access to information about clinical prevention research studies in the UK
see this page – The perspective is thoughtful and gives something valuable to consider.
Dead ATX Cultural Hub – A festival-focused site presenting heritage celebrations and community cultural experiences
1xbet g?ncel adres [url=https://alokitabevi.com/]1xbet g?ncel adres[/url] .
Начни играть и получи шанс изменить свой день прямо сейчас – playfortuna-casino
Creative Inspiration Zone – A digital environment where ideas and motivation are shared without limits
вавада казино официальный сайт регистрация [url=https://wwwpsy.ru/]вавада казино официальный сайт регистрация[/url] .
This blog was… how do I say it? Relevant!! Finally I have found something that helped me.
Many thanks!
Wow, this paragraph is good, my sister is analyzing such things,
therefore I am going to let know her.
Africa Conflict Insight Tracker – A platform offering insights into conflict zones and security incidents across African nations
1xbet yeni giri? adresi [url=https://sillecomlek.com/]sillecomlek.com[/url] .
Контроль транспорта
click to view – The place gives off a welcoming vibe that feels very comforting and pleasant.
UK Equality & Caste Info – A platform sharing insights on fairness, structure, and awareness of caste-related topics
Great delivery. Sound arguments. Keep up the great effort. http://13145200259.com/comment/html/?96307.html
Data Protection Policy Site – A dedicated site explaining data protection principles, legal obligations, and privacy frameworks
1xbet giri? [url=https://izmireniyipsikolog.com/]1xbet giri?[/url] .
Your style is so unique compared to other people I have read stuff from.
Many thanks for posting when you’ve got the opportunity, Guess I will just bookmark this
page.
Achievement Mindset Hub – A development-focused site helping users build habits that support success
1xbet yeni adresi [url=https://hhnbigger.com/]hhnbigger.com[/url] .
go to this page – Everything is laid out simply, which made moving through pages easy.
QinNow Tech Space – A technology-first platform emphasizing clarity, usability, and modern service delivery
xbet giri? [url=https://toptancikapinda.com/]xbet giri?[/url] .
Laravel обеспечивает быструю и безопасную разработку благодаря модульной архитектуре, защите от уязвимостей и удобному ORM. Фреймворк легко масштабируется, поддерживает очереди, кеширование и REST API. В связке с React создаёт современные SPA. Чистый код и экосистема ускоряют релиз и упрощают поддержку https://domenanet.xyz/
1xbet yeni giri? adresi [url=https://alokitabevi.com/]1xbet yeni giri? adresi[/url] .
official page – The style of content is different and makes the browsing experience quite engaging.
Public Care PCHP Project – An awareness site highlighting the importance of coordinated community-driven action programs
Outstanding story there. What happened after? Take care! https://cryptoboss353.top/
1xbet giri? yapam?yorum [url=https://sillecomlek.com/]1xbet giri? yapam?yorum[/url] .
1xbet yeni giri? [url=https://kentseldonusumelkitabi.com/]1xbet yeni giri?[/url] .
more info – The page is well arranged and makes understanding the material simple.
I delight in, cause I discovered just what
I used to be having a look for. You have ended my 4 day
long hunt! God Bless you man. Have a nice day. Bye https://punbb.skynettechnologies.us/profile.php?id=14461
1xbet giri? linki [url=https://izmireniyipsikolog.com/]izmireniyipsikolog.com[/url] .
check it out – Gives a neat and professional impression immediately.
1xbet giri? linki [url=https://toptancikapinda.com/]toptancikapinda.com[/url] .
SV Personal Portfolio – A professional online portfolio focused on clarity, structure, and clean visual presentation
check this link – The visuals and written content work together in a very creative and appealing way.
1xbet yeni giri? adresi [url=https://hhnbigger.com/]hhnbigger.com[/url] .
1xbet giri? adresi [url=https://alokitabevi.com/]1xbet giri? adresi[/url] .
1xbet turkiye [url=https://parkvebahceler.com/]parkvebahceler.com[/url] .
Oh my goodness! Incredible article dude! Thank you so much, However I am encountering
issues with your RSS. I don’t know why I cannot
subscribe to it. Is there anyone else getting the same RSS problems?
Anyone that knows the answer can you kindly respond?
Thanks!!
discover more – The information is meaningful and covers an important and timely topic.
gift ideas – Easy-to-use pages make for a smooth browsing experience.
1xbet turkiye [url=https://udvillasantabrigida.com/]1xbet turkiye[/url] .
1xbet spor bahislerinin adresi [url=https://oksijen-konsantratoru.com/]1xbet spor bahislerinin adresi[/url] .
คอนเทนต์นี้ ให้ข้อมูลดี ครับ
ดิฉัน ได้อ่านบทความที่เกี่ยวข้องกับ เรื่องที่เกี่ยวข้อง
ซึ่งอยู่ที่ ทางเข้า betflix
สำหรับใครกำลังหาเนื้อหาแบบนี้
มีตัวอย่างประกอบชัดเจน
ขอบคุณที่แชร์ ข้อมูลที่มีประโยชน์
นี้
และอยากเห็นบทความดีๆ แบบนี้อีก
เนื้อหานี้ อ่านแล้วเข้าใจง่าย ค่ะ
ผม ได้อ่านบทความที่เกี่ยวข้องกับ เนื้อหาในแนวเดียวกัน
ดูต่อได้ที่ ทางเข้า betflik11
สำหรับใครกำลังหาเนื้อหาแบบนี้
เพราะให้ข้อมูลเชิงลึก
ขอบคุณที่แชร์ คอนเทนต์ดีๆ
นี้
และอยากเห็นบทความดีๆ แบบนี้อีก
1xbet yeni giri? [url=https://kentseldonusumelkitabi.com/]1xbet yeni giri?[/url] .
I visited several web sites except the audio quality for audio songs current
at this website is really wonderful.
1xbet g?ncel [url=https://sillecomlek.com/]1xbet g?ncel[/url] .
go to this page – The concept is unique and clearly separates it from typical sites.
Hello there! This post couldn’t be written any better!
Reading through this post reminds me of my previous room mate!
He always kept chatting about this. I will forward this post
to him. Fairly certain he will have a good read.
Thank you for sharing!
my webpage: stem cell therapy thailand
1xbet yeni giri? [url=https://izmireniyipsikolog.com/]1xbet yeni giri?[/url] .
I want to to thank you for this great read!! I absolutely loved every bit of it.
I have you book-marked to look at new things you post…
I am really enjoying the theme/design of your weblog.
Do you ever run into any browser compatibility issues? A couple of my
blog visitors have complained about my blog not operating correctly in Explorer but looks great in Chrome.
Do you have any solutions to help fix this problem? https://en.chatruletka-18.com/
this shop – Layout makes it simple to explore without confusion.
Hi there, just wanted to tell you, I enjoyed this post.
It was practical. Keep on posting!
my homepage :: Jai Club
Замечательное kazino olimp, так держать. Огромное спасибо.
лимиты и комиссии (https://olimp-casino-kazakhstan-portal.com/payments)
Feel free to surf to my web page :: Chicken road
browse here – The pages load fast and the layout feels modern and well organized.
Hello my friend! I wish to say that this article is amazing,
great written and come with approximately all important infos.
I’d like to peer extra posts like this .
My blog … paid crypto signals vip
This info is invaluable. Where can I find out more?
круглосуточный стационар вывод из запоя [url=https://vyvod-iz-zapoya-v-staczionare-sankt-peterburg-8.ru/]vyvod-iz-zapoya-v-staczionare-sankt-peterburg-8.ru[/url] .
Человек может изменять количество
активных линий (если эта функция
в данном слоте работает). https://traversi.ru/tj/
xbet giri?i [url=https://kentseldonusumelkitabi.com/]xbet giri?i[/url] .
1xbet t?rkiye giri? [url=https://parkvebahceler.com/]1xbet t?rkiye giri?[/url] .
J’aime le site — tout est clair et avec beaucoup de contenu intéressant.
http://howtoprinter.com/go?u=https://www.gadgetsaro.com/meci-steaua-cfr-cluj-azi-what-is-the-difference-between-baccarat-and-speed-baccarat-1/
Hey I know this is off topic but I was wondering if
you knew of any widgets I could add to my blog that automatically tweet my newest twitter updates.
I’ve been looking for a plug-in like this for quite some time and was hoping maybe you
would have some experience with something like this. Please let me know if you run into anything.
I truly enjoy reading your blog and I look forward to your new updates.
Also visit my web page – regenerative medicine thailand
SmileSightings – The concept feels positive and uplifting, and I really like the idea behind it.
1xbet giri? yapam?yorum [url=https://udvillasantabrigida.com/]1xbet giri? yapam?yorum[/url] .
product showcase – Layout feels structured and browsing is intuitive.
1xbet g?ncel giri? [url=https://oksijen-konsantratoru.com/]1xbet g?ncel giri?[/url] .
My coder is trying to convince me to move to .net from PHP.
I have always disliked the idea because of the expenses.
But he’s tryiong none the less. I’ve been using Movable-type on numerous websites for about a year
and am anxious about switching to another platform. I have
heard good things about blogengine.net. Is there a way I can transfer
all my wordpress posts into it? Any kind of help would
be really appreciated!
Доставка свежих цветов в день заказа. Флористы собирают букеты из проверенных поставок, бережно упаковывают и передают курьеру. Работаем ежедневно, гарантируем сохранность и точное время вручения. Анонимная отправка и фотоотчёт включены https://buketico.ru/
капельница от запоя в стационаре [url=https://vyvod-iz-zapoya-v-staczionare-sankt-peterburg-8.ru/]vyvod-iz-zapoya-v-staczionare-sankt-peterburg-8.ru[/url] .
take a look – The site is user friendly and offers a comfortable space for expression.
наркологическая служба на дом [url=https://narkolog-na-dom-moskva-9.ru/]narkolog-na-dom-moskva-9.ru[/url] .
1xbet giri? [url=https://tog.gen.tr/]1xbet giri?[/url] .
I do not know if it’s just me or if everybody else experiencing problems with your
site. It appears like some of the written text within your posts are running
off the screen. Can someone else please comment and let
me know if this is happening to them too? This might be a issue with my browser because I’ve
had this happen before. Thank you
Excellent post. I was checking continuously this blog and I’m impressed!
Extremely helpful info particularly the last part
🙂 I care for such information a lot. I was seeking this certain information for
a very long time. Thank you and best of luck.
see more here – Browsing is smooth and the overall feel is peaceful and neat.
check it out – The presentation feels artistic and the creative vibe is very noticeable.
1xbet t?rkiye [url=https://kentseldonusumelkitabi.com/]1xbet t?rkiye[/url] .
Today, I went to the beach with my children. I found a sea shell and gave
it to my 4 year old daughter and said „You can hear the ocean if you put this to your ear.“ She put the shell to her
ear and screamed. There was a hermit crab inside and it
pinched her ear. She never wants to go back! LoL I know this is completely off topic but I had to tell someone!
I’ve been surfing online more than 3 hours today,
yet I never found any interesting article like yours.
It’s pretty worth enough for me. In my view, if all website owners and bloggers made good content as you did, the
internet will be a lot more useful than ever before.
my web blog Jai Club
xbet giri?i [url=https://4kfilmizlesene.org/]xbet giri?i[/url] .
xbet giri?i [url=https://parkvebahceler.com/]xbet giri?i[/url] .
open link – The posts have a sincere tone that makes them feel very relatable.
craft collective – Everything flows nicely and feels easy to explore.
1xbet g?ncel giri? [url=https://udvillasantabrigida.com/]1xbet g?ncel giri?[/url] .
I loved as much as you’ll receive carried out right here.
The sketch is tasteful, your authored subject matter stylish.
nonetheless, you command get bought an edginess over that you wish be delivering the
following. unwell unquestionably come further formerly again as exactly the same nearly very often inside
case you shield this hike.
The pirate theme serves solely as visible context,
while the gameplay logic remains strictly technical and
decision-driven. https://chicken-games.net/inout-games-2026-chicken-road-royal-rabbit-road/
Good day! I know this is kinda off topic but I was wondering which blog platform are you
using for this website? I’m getting fed up of WordPress because I’ve had issues with hackers and I’m looking at alternatives for another platform.
I would be awesome if you could point me in the direction of a
good platform.
my homepage :: Filming location Japan
Great blog you’ve got here.. It’s difficult to find good quality writing like yours these
days. I truly appreciate individuals like you! Take care!! https://www.Abgodnessmoto.co.uk/index.php?page=user&action=pub_profile&id=38440&item_type=active&per_page=16
вызвать нарколога на дом москва [url=https://narkolog-na-dom-moskva-9.ru/]narkolog-na-dom-moskva-9.ru[/url] .
вывести из запоя в больнице [url=https://vyvod-iz-zapoya-v-staczionare-sankt-peterburg-8.ru/]vyvod-iz-zapoya-v-staczionare-sankt-peterburg-8.ru[/url] .
1xbet g?ncel [url=https://oksijen-konsantratoru.com/]1xbet g?ncel[/url] .
xbet giri? [url=https://tog.gen.tr/]xbet giri?[/url] .
go to this page – The site is clear and communicates its intent without complexity.
1xbet giri? adresi [url=https://athenaofficial.com/]athenaofficial.com[/url] .
WOW just what I was looking for. Came here by searching
for 20 passenger minibus rental
check it out – Everything is tidy and navigation feels intuitive.
Great post. I’m facing a few of these issues as well..
What’s up i am kavin, its my first occasion to commenting anyplace, when i read this piece of writing i thought i could also create comment due to
this good post. https://Rentry.co/25226-business-loans-understanding-types-eligibility-and-tips
Very rapidly this web page will be famous amid all blogging and site-building visitors, due to it’s pleasant articles or reviews
suvi-labs – The modern design and well-structured sections make it feel very well maintained overall.
Minimum threat, small but reliable winnings. https://mineslot2.org/game/
I’m really enjoying the design and layout of your site.
It’s a very easy on the eyes which makes it much more pleasant for
me to come here and visit more often. Did you hire
out a developer to create your theme? Superb work!
Hi it’s me, I am also visiting this web page daily, this
web page is actually good and the users are actually sharing pleasant
thoughts.
Quality articles or reviews is the crucial
to attract the people to visit the web page, that’s what this
web site is providing.
1xbet t?rkiye [url=https://4kfilmizlesene.org/]1xbet t?rkiye[/url] .
discover more – The page presents purposeful content that feels relevant and informative.
капельница от запоя в стационаре [url=https://vyvod-iz-zapoya-v-staczionare-sankt-peterburg-8.ru/]vyvod-iz-zapoya-v-staczionare-sankt-peterburg-8.ru[/url] .
click to browse – Good overall flow, enjoyable to explore and revisit.
1xbet yeni adresi [url=https://tog.gen.tr/]tog.gen.tr[/url] .
анонимный выезд врача нарколога на дом [url=https://narkolog-na-dom-moskva-9.ru/]narkolog-na-dom-moskva-9.ru[/url] .
1xbet g?ncel [url=https://parkvebahceler.com/]1xbet g?ncel[/url] .
1xbet giri? adresi [url=https://udvillasantabrigida.com/]1xbet giri? adresi[/url] .
1xbet turkiye [url=https://athenaofficial.com/]athenaofficial.com[/url] .
this website – The focus on education is clear and the interface feels easy to move through.
https://pravdadaily.com.ua/pryvitannia-z-dnem-narodzhennia-dlia-sviashchenyka-naykrashchi-pobazhannia-ta-molytvy/
xbet giri? [url=https://oksijen-konsantratoru.com/]xbet giri?[/url] .
online craft store – Navigation flows naturally and the overall impression is solid.
official page – The design choices are sleek and the overall look feels professional and well made.
Hello There. I found your blog using msn. This is
a really well written article. I’ll be sure to bookmark
it and return to read more of your useful information. Thanks for the post.
I will definitely comeback. http://www.66777799.com/comment/html/?60415.html
1xbet giri? linki [url=https://tog.gen.tr/]tog.gen.tr[/url] .
вызвать врача нарколога на дом [url=https://narkolog-na-dom-moskva-9.ru/]narkolog-na-dom-moskva-9.ru[/url] .
this website – The messaging is direct and the structure helps users move through it easily.
1xbet turkiye [url=https://4kfilmizlesene.org/]1xbet turkiye[/url] .
Greetings! Very helpful advice within this article!
It is the little changes that make the most significant changes.
Thanks for sharing!
вывожу из запоя екатеринбург [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-8.ru/]вывожу из запоя екатеринбург[/url] .
1xbet turkiye [url=https://athenaofficial.com/]athenaofficial.com[/url] .
see details – It’s a positive initiative with work that seems genuinely helpful.
What’s Happening i’m new to this, I stumbled upon this I have discovered It
absolutely helpful and it has helped me out loads. I hope
to give a contribution & aid other customers like its aided me.
Good job.
Great blog here! Also your web site loads up very fast!
What web host are you using? Can I get your affiliate
link to your host? I wish my website loaded
up as quickly as yours lol
Also visit my site; review software
1xbet [url=https://4kfilmizlesene.org/]1xbet[/url] .
Have a look at my page; Najlepsze Kasyna Online
birxbet giri? [url=https://athenaofficial.com/]birxbet giri?[/url] .
капитальный ремонт реконструкция [url=https://remont-zdaniya-3.ru/]remont-zdaniya-3.ru[/url] .
What i do not realize is in reality how you’re now not actually
much more neatly-appreciated than you might be right now.
You’re so intelligent. You understand thus considerably with
regards to this subject, produced me for my part believe it
from so many varied angles. Its like men and women don’t seem to be interested unless it is something to accomplish with Girl gaga!
Your personal stuffs outstanding. Always maintain it
up!
гидроизоляция подвалов цена [url=https://gidroizolyacziya-podvalov-2.ru/]gidroizolyacziya-podvalov-2.ru[/url] .
My spouse and I stumbled over here different web page and thought I
should check things out. I like what I see so now i’m
following you. Look forward to looking into your web page repeatedly.
My web-site; review software
Ремонт здания [url=https://remont-zdaniya-4.ru/]Ремонт здания[/url] .
Hiya! Quick question that’s totally off topic. Do you
know how to make your site mobile friendly? My blog looks weird when browsing from my iphone 4.
I’m trying to find a template or plugin that might be able to
correct this issue. If you have any suggestions, please share.
Many thanks!
my web blog; get more reviews
Thanks for some other magnificent post. The place else could anybody get more reviews that kind of info in such a perfect approach of writing?
I have a presentation next week, and I am on the look for such info.
ремонт бетонных конструкций договор [url=https://remont-betona-3.ru/]remont-betona-3.ru[/url] .
гидроизоляция подвала цена [url=https://gidroizolyacziya-podvalov-3.ru/]гидроизоляция подвала цена[/url] .
Hi, just wanted to tell you, I loved this post. It was helpful.
Keep on posting! https://Rentry.co/90672-maple-hardwood-flooring
в чем заключается суть капитального ремонта [url=https://remont-zdaniya-3.ru/]remont-zdaniya-3.ru[/url] .
гидроизоляция подвала цена за м2 [url=https://gidroizolyacziya-podvalov-2.ru/]гидроизоляция подвала цена за м2[/url] .
Singles Game Experience – A social entertainment concept designed around interaction and engaging competition
капельница от запоя в стационаре [url=https://vyvod-iz-zapoya-v-staczionare-sankt-peterburg-9.ru/]капельница от запоя в стационаре[/url] .
my webpage – Paris sportif crypto
Hello, the whole thing is going perfectly here and ofcourse every one is sharing information,
that’s genuinely fine, keep up writing. http://Ucenterhome2.Dzarchive.dev/space.php?uid=83457&do=blog&id=196269
в чем заключается суть капитального ремонта [url=https://remont-zdaniya-4.ru/]remont-zdaniya-4.ru[/url] .
узаконивание перепланировки квартиры [url=https://pereplanirovka-kvartir15.ru/]pereplanirovka-kvartir15.ru[/url] .
Hi there, just wanted to tell you, I loved this post. It was inspiring.
Keep on posting!
super cherry [url=https://tairyokaitensushi.com/super-cherry-mit-twint-spielen-einzahlung-casinos-und-schritt-fur-schritt-anleitung]super cherry[/url]
Southwest Project Info Site – A site focused on delivering organized information about ongoing regional projects
ремонт бетонных конструкций монолитный [url=https://remont-betona-3.ru/]ремонт бетонных конструкций монолитный[/url] .
great post, very informative. I’m wondering why the other experts of this sector don’t notice this.
You must continue your writing. I am sure, you’ve a great readers‘ base
already!
нарколог на дом анонимно круглосуточно [url=https://narkolog-na-dom-moskva-10.ru/]нарколог на дом анонимно круглосуточно[/url] .
гидроизоляция подвала изнутри от грунтовых вод цена за м2 [url=https://gidroizolyacziya-podvalov-3.ru/]gidroizolyacziya-podvalov-3.ru[/url] .
SpeazleBud Experience – A creative experience site centered on playful identity and engaging visual design
выведение +из запоя +в стационаре [url=https://vyvod-iz-zapoya-v-staczionare-sankt-peterburg-9.ru/]vyvod-iz-zapoya-v-staczionare-sankt-peterburg-9.ru[/url] .
crazy time stats [url=https://doralchamber.org/crazy-time-rtp-what-9608-means-for-your-real-sessions-and-why-volatility-matters-more]crazy time stats[/url]
этапы проведения капитального ремонта [url=https://remont-zdaniya-3.ru/]remont-zdaniya-3.ru[/url] .
buy cannabis
Having read this I thought it was rather enlightening.
I appreciate you spending some time and energy to put this informative article together.
I once again find myself spending a lot of time both reading and posting comments.
But so what, it was still worth it!
согласование перепланировки [url=https://pereplanirovka-kvartir15.ru/]согласование перепланировки[/url] .
гидроизоляция подвала снаружи цена [url=https://gidroizolyacziya-podvalov-2.ru/]гидроизоляция подвала снаружи цена[/url] .
super cherry 1000 [url=https://rentalog.com.br/super-cherry-25-der-einstiegs-fruchtautomat-von-greentube-mit-25-gewinnlinien]super cherry 1000[/url]
Creative Self Identity Hub – A hub where creativity and identity merge to support personal expression and uniqueness
реконструкция и капитальный ремонт зданий [url=https://remont-zdaniya-4.ru/]реконструкция и капитальный ремонт зданий[/url] .
Thanks to my father who told me regarding this weblog, this web site is in fact amazing.
Also visit my site link bokep
круглосуточный стационар вывод из запоя [url=https://vyvod-iz-zapoya-v-staczionare-sankt-peterburg-9.ru/]vyvod-iz-zapoya-v-staczionare-sankt-peterburg-9.ru[/url] .
Консультацию психолога https://психолог38.рф в Иркутске можно получить в центре Психолог38. Здесь работают высококвалифицированные специалисты: детские психологи, клинические, семейные и индивидуальные. Мы собрали профессионалов разных направлений, чтобы комплексно подходить к решению запросов клиентов. Бережно, деликатно, с научным подходом. Сложные ситуации в нашей жизни встречаются не редко, и своевременная помощь, поддержка очень важна. Находясь среди людей, легко можно оказаться в одиночестве, один на один со своими проблемами. Если вы ищите лучших психологов, которые реально помогают людям, обратите внимание на нашу организацию.
OWS Strength Support Page – A support page dedicated to sharing uplifting and strengthening messages
ремонт бетонных конструкций выезд специалиста [url=https://remont-betona-3.ru/]remont-betona-3.ru[/url] .
вытрезвление на дому [url=https://narkolog-na-dom-moskva-10.ru/]narkolog-na-dom-moskva-10.ru[/url] .
Right now it appears like WordPress is the top blogging platform out
there right now. (from what I’ve read) Is that what you’re
using on your blog?
crazy time stats [url=https://astroon.pro/crazy-time-vs-dream-catcher-same-wheel-format-completely-different-game]crazy time stats[/url]
капитальный ремонт реконструкция [url=https://remont-zdaniya-3.ru/]remont-zdaniya-3.ru[/url] .
Simpsons Engagement Drive – A campaign site designed to promote participation and community engagement efforts
гидроизоляция подвала цена за м2 [url=https://gidroizolyacziya-podvalov-2.ru/]гидроизоляция подвала цена за м2[/url] .
гидроизоляция подвала цена [url=https://gidroizolyacziya-podvalov-3.ru/]гидроизоляция подвала цена[/url] .
стационар для вывода из запоя [url=https://vyvod-iz-zapoya-v-staczionare-sankt-peterburg-9.ru/]vyvod-iz-zapoya-v-staczionare-sankt-peterburg-9.ru[/url] .
It’s remarkable in favor of me to have a website,
which is useful designed for my knowledge. thanks admin https://www.fellowshipalliancechurch.com/question/plomberie-install-precision-votre-partenaire-de-confiance-pour-des-installations-precises-3/
Everyone loves it when individuals come together and share opinions.
Great website, stick with it!
Karting Fundraiser for Ukraine – A racing-based charity event supporting relief efforts in Ukraine
Pesan http://www.physicsgurus.com/user/floristsemarang156 papan di Semarang adalah solusi yang cerdas untuk momen spesial. Dengan banyaknya pilihan di pasaran, Anda bisa memilih bunga papan sesuai dengan tema acara yang diadakan. Karangan bunga ini umumnya digunakan untuk pernyataan duka, dan mendapatkan yang ideal sangat penting untuk menunjukkan perhatian.
gay anime porn
Very quickly this web page will be famous among all
blogging and site-building viewers, due to it’s pleasant articles
что включает в себя капитальный ремонт здания [url=https://remont-zdaniya-4.ru/]что включает в себя капитальный ремонт здания[/url] .
Ce site Betify Casino est une véritable trouvaille.
https://balajimedfurn.in/product/hi-lo-icu-electric-bed-abs/
Консультацию психолога https://психолог38.рф в Иркутске можно получить в центре Психолог38. Здесь работают высококвалифицированные специалисты: детские психологи, клинические, семейные и индивидуальные. Мы собрали профессионалов разных направлений, чтобы комплексно подходить к решению запросов клиентов. Бережно, деликатно, с научным подходом. Сложные ситуации в нашей жизни встречаются не редко, и своевременная помощь, поддержка очень важна. Находясь среди людей, легко можно оказаться в одиночестве, один на один со своими проблемами. Если вы ищите лучших психологов, которые реально помогают людям, обратите внимание на нашу организацию.
Tamara Music Experience – An immersive music site presenting songs, visuals, and artistic performances
вызов врача на дом нарколога [url=https://narkolog-na-dom-moskva-10.ru/]narkolog-na-dom-moskva-10.ru[/url] .
Magnificent beat ! I would like to apprentice while you amend your
website, how can i subscribe for a blog website? The account aided me a acceptable deal.
I had been a little bit acquainted of this your broadcast provided bright clear concept https://cache.sgvafs.top/base/aHR0cHM6Ly9kZS5jaGF0cnVsZXRrYS0xOC5jb20v.cache
ремонтные работы по бетону [url=https://remont-betona-3.ru/]remont-betona-3.ru[/url] .
Tamra Property Hub – A real estate hub designed for showcasing homes and facilitating property transactions
1xbet yeni giri? adresi [url=https://nupel.net/]nupel.net[/url] .
гидроизоляция подвала изнутри от грунтовых вод цена за м2 [url=https://gidroizolyacziya-podvalov-3.ru/]gidroizolyacziya-podvalov-3.ru[/url] .
Hi there colleagues, its enormous post on the topic of teachingand
completely defined, keep it up all the time.
I was wondering if you ever considered changing the page layout of your blog?
Its very well written; I love what youve got to say.
But maybe you could a little more in the way of content so
people could connect with it better. Youve got an awful lot of text
for only having 1 or two images. Maybe you could space it out better?
BA Tango Hospitality Site – A hospitality-focused site offering culturally inspired stays influenced by tango traditions
помощь в согласовании перепланировки квартиры [url=https://pereplanirovka-kvartir16.ru/]помощь в согласовании перепланировки квартиры[/url] .
Good day! I know this is kinda off topic but I was wondering if you knew where I could locate a captcha plugin for
my comment form? I’m using the same blog
platform as yours and I’m having problems finding one?
Thanks a lot!
нарколог на дом в москве [url=https://narkolog-na-dom-moskva-10.ru/]нарколог на дом в москве[/url] .
Консультацию психолога https://психолог38.рф в Иркутске можно получить в центре Психолог38. Здесь работают высококвалифицированные специалисты: детские психологи, клинические, семейные и индивидуальные. Мы собрали профессионалов разных направлений, чтобы комплексно подходить к решению запросов клиентов. Бережно, деликатно, с научным подходом. Сложные ситуации в нашей жизни встречаются не редко, и своевременная помощь, поддержка очень важна. Находясь среди людей, легко можно оказаться в одиночестве, один на один со своими проблемами. Если вы ищите лучших психологов, которые реально помогают людям, обратите внимание на нашу организацию.
Business Hype Girl Hub – A personal branding site sharing entrepreneurial inspiration and growth-focused business content
проект перепланировки цена [url=https://proekt-pereplanirovki-kvartiry26.ru/]proekt-pereplanirovki-kvartiry26.ru[/url] .
1xbet tr [url=https://nupel.net/]1xbet tr[/url] .
The Lookover Scene – A fashion scene platform showcasing visually rich content and stylish lifestyle trends
Greetings from Idaho! I’m bored to death at work so I decided to
check out your website on my iphone during lunch break. I love
the information you present here and can’t wait to take a look when I get
home. I’m shocked at how quick your blog loaded
on my cell phone .. I’m not even using WIFI, just 3G .. Anyhow, good blog! https://getshort.in/janicebancroft
согласование перепланировки квартиры в москве [url=https://pereplanirovka-kvartir16.ru/]согласование перепланировки квартиры в москве[/url] .
I am sure this piece of writing has touched all the internet users, its really really fastidious article on building up
new website.
Valuable info. Fortunate me I found your web site by chance, and I’m shocked why this twist
of fate did not came about earlier! I bookmarked it. http://wiki.votesmart.org/LatanyafrHindswt
проект перепланировки стоимость [url=https://proekt-pereplanirovki-kvartiry26.ru/]proekt-pereplanirovki-kvartiry26.ru[/url] .
Консультацию психолога https://психолог38.рф в Иркутске можно получить в центре Психолог38. Здесь работают высококвалифицированные специалисты: детские психологи, клинические, семейные и индивидуальные. Мы собрали профессионалов разных направлений, чтобы комплексно подходить к решению запросов клиентов. Бережно, деликатно, с научным подходом. Сложные ситуации в нашей жизни встречаются не редко, и своевременная помощь, поддержка очень важна. Находясь среди людей, легко можно оказаться в одиночестве, один на один со своими проблемами. Если вы ищите лучших психологов, которые реально помогают людям, обратите внимание на нашу организацию.
mom incest porn
Appreciate the recommendation. Let me try it out.
Awesome blog! Do you have any hints for aspiring writers?
I’m hoping to start my own website soon but
I’m a little lost on everything. Would you suggest starting with a free platform like WordPress or
go for a paid option? There are so many options out
there that I’m completely confused .. Any ideas?
Thanks!
Review my web-site … LetsJackpot Casino
You can certainly see your expertise in the article you write.
The arena hopes for even more passionate writers like you who aren’t afraid
to mention how they believe. All the time go after your heart.
Жалюзи — это не только средство затемнения
Hi colleagues, nice article and nice urging commented at this
place, I am really enjoying by these.
Looking at different suppliers for US wolverine stack and the cost variations are crazy. Some BPC-157 10mg vials are 3x the cost of others. Is there really that much disparity in effectiveness?
Here is my web-site – injury healing peptides (http://vivefive.sakura.ne.jp/aska/aska.cgi)
Thanks. I like it.
My page: https://sites.google.com/view/krypto-poradnik-polska/
What’s up, yeah this piece of writing is genuinely nice and I have learned lot of things from it concerning blogging.
thanks.
my web blog: 여친대행
Смартфон пришёл именно такой, как я и ожидал. На сайте описание было точным, а менеджер дополнительно ответил на мои вопросы. Заказ обработали быстро, доставили без задержек. Магазин работает честно и профессионально, 77 store интернет магазин официальный сайт
Wow that was unusual. I just wrote an extremely long comment but
after I clicked submit my comment didn’t show up. Grrrr…
well I’m not writing all that over again. Anyways, just wanted to say wonderful blog!
Generalinis valymas is a thorough cleaning process aimed at bringing a home
I’m now not positive the place you’re getting
your info, but good topic. I needs to spend a while learning more or understanding more.
Thank you for excellent info I used to be searching for this information for my mission.
Thanks for sharing your info. I truly appreciate your efforts and I will be waiting for your further post thanks once again.
Feel free to visit my web-site: 애인대행
Great info. Lucky me I ran across your site by chance (stumbleupon).
I’ve saved it for later!
Hi! Do you know if they make any plugins to safeguard against hackers?
I’m kinda paranoid about losing everything I’ve worked hard on. Any
suggestions?
Also visit my page: talaria komodo price
1xbet az [url=https://karamanozelenvar.com/]1xbet az[/url] .
1xbet giri? azerbaycan [url=https://parcabankasi.com/]1xbet giri? azerbaycan[/url] .
проект перепланировки квартиры [url=https://proekt-pereplanirovki-kvartiry27.ru/]проект перепланировки квартиры[/url] .
1xbet azeri [url=https://philippeauguin.org/]philippeauguin.org[/url] .
When some one searches for his required thing, thus he/she
desires to be available that in detail, thus that thing is maintained over here.
Review my website – 역할대행
Excellent post. I was checking constantly this blog and I
am impressed! Very useful information specially the last part 🙂 I care for such
information much. I was looking for this particular information for a very long
time. Thank you and best of luck.
1xbet az?rbaycan [url=https://bizimbaharatci.com/]bizimbaharatci.com[/url] .
I really like your blog.. very nice colors & theme.
Did you create this website yourself or did you hire someone to do it for you?
Plz respond as I’m looking to design my own blog and would like to find out where u
got this from. thank you
нейросети для студентов [url=https://nejroset-dlya-referatov-21.ru/]нейросети для студентов[/url] .
нейросеть для рефератов [url=https://nejroset-dlya-referatov-22.ru/]нейросеть для рефератов[/url] .
лучшая нейросеть для учебы [url=https://nejroset-dlya-referatov-20.ru/]nejroset-dlya-referatov-20.ru[/url] .
Hello, I read your new stuff regularly. Your story-telling style is witty, keep it up!
My homepage … 역할대행
Hello There. I found your blog using msn. This is a very well written article.
I’ll be sure to bookmark it and come back to read more of your useful info.
Thanks for the post. I’ll definitely return.
great points altogether, you simply gained a emblem new reader.
What would you suggest in regards to your put up that you simply made a few days ago?
Any certain?
my web-site: 여친대행
1xbet azerbaycan [url=https://karamanozelenvar.com/]1xbet azerbaycan[/url] .
ข้อมูลชุดนี้ อ่านแล้วได้ความรู้เพิ่ม ค่ะ
ผม ได้อ่านบทความที่เกี่ยวข้องกับ ข้อมูลเพิ่มเติม
ดูต่อได้ที่ Bertha
น่าจะถูกใจใครหลายคน
มีตัวอย่างประกอบชัดเจน
ขอบคุณที่แชร์ เนื้อหาดีๆ นี้
และหวังว่าจะได้เห็นโพสต์แนวนี้อีก
нейросеть для студентов онлайн [url=https://nejroset-dlya-referatov-25.ru/]nejroset-dlya-referatov-25.ru[/url] .
проект перепланировки квартиры для согласования [url=https://proekt-pereplanirovki-kvartiry27.ru/]проект перепланировки квартиры для согласования[/url] .
1xbet azerbaijan [url=https://parcabankasi.com/]1xbet azerbaijan[/url] .
автоматические карнизы для штор [url=https://elektrokarniz11.ru/]elektrokarniz11.ru[/url] .
Thanks for your marvelous posting! I seriously enjoyed reading it,
you will be a great author.I will be sure to bookmark your blog and will come back at some point.
I want to encourage that you continue your great job, have
a nice afternoon!
электрокарнизы для штор цена [url=https://elektrokarnizmsk.ru/]электрокарнизы для штор цена[/url] .
чат нейросеть для учебы [url=https://nejroset-dlya-referatov-28.ru/]nejroset-dlya-referatov-28.ru[/url] .
1xbet az?rbaycan [url=https://philippeauguin.org/]philippeauguin.org[/url] .
нейросети для студентов [url=https://nejroset-dlya-referatov-22.ru/]нейросети для студентов[/url] .
1xbet azerbaycan [url=https://bizimbaharatci.com/]1xbet azerbaycan[/url] .
This text is invaluable. Where can I find out more?
ии для учебы студентов [url=https://nejroset-dlya-referatov-21.ru/]nejroset-dlya-referatov-21.ru[/url] .
нейросеть реферат [url=https://nejroset-dlya-referatov-20.ru/]нейросеть реферат[/url] .
электрокранизы [url=https://elektrokarnizmoskva.ru/]электрокранизы[/url] .
You made some really good points there. I looked on the web for additional
information about the issue and found most individuals will go along with your views on this website.
реферат через нейросеть [url=https://nejroset-dlya-referatov-25.ru/]реферат через нейросеть[/url] .
нейросеть онлайн для учебы [url=https://nejroset-dlya-referatov-28.ru/]nejroset-dlya-referatov-28.ru[/url] .
карниз с приводом [url=https://elektrokarniz11.ru/]elektrokarniz11.ru[/url] .
карниз с электроприводом [url=https://elektrokarnizmsk.ru/]карниз с электроприводом[/url] .
[url=https://biolives.ru/person/batrutdinov-timur-tahirovich/]Батрутдинов Тимур Тахирович[/url] .
Thanks on your marvelous posting! I genuinely enjoyed reading
it, you’re a great author.I will be sure to bookmark
your blog and will eventually come back later on. I want to encourage that you continue your great posts, have a nice
weekend! https://365.expresso.blog/question/voiture-actualite-auto-7/
Your method of describing all in this article is
really nice, all can easily understand it, Thanks a lot.
карниз электроприводом штор купить [url=https://elektrokarnizmoskva.ru/]elektrokarnizmoskva.ru[/url] .
DayCharterSXM offers premium boat rental in St Maarten and unforgettable experiences on the Caribbean Sea.
Specializing in private boat charter St Martin and luxury
yacht charter St Maarten, they provide fully crewed catamarans
with top service. Enjoy snorkeling, island hopping, and relaxing in comfort while
exploring St Martin, Anguilla, and St Barths.
With flexible itineraries and modern boats, their St
Martin yacht charters guarantee a unique and
memorable day on the water.
электрокарнизы [url=https://elektrokarnizy-dlya-shtor.ru/]elektrokarnizy-dlya-shtor.ru[/url] .
https://ecopolis-spb.ru/tvorchestvo_all/
My developer is trying to convince me to move to .net from PHP.
I have always disliked the idea because of the costs. But he’s
tryiong none the less. I’ve been using Movable-type on a
number of websites for about a year and am nervous about switching to another platform.
I have heard very good things about blogengine.net.
Is there a way I can transfer all my wordpress posts into it?
Any help would be greatly appreciated!
электрокарниз недорого [url=https://elektrokarnizy-dlya-shtor.ru/]elektrokarnizy-dlya-shtor.ru[/url] .
My web site – Lets Jackpot Casino – brasseriedulac.fr,
Are you looking for a fast, safe and hassle-free transfer in Valencia? We offer professional transport and moving services, both for individuals and companies. Request your budget without obligation and enjoy a quality service https://trasladoavalencia.es/
Your mode of telling all in this piece of writing is truly nice,
every one be capable of easily understand it,
Thanks a lot.
May I simply say what a relief to find an individual who really
knows what they’re discussing on the web. You actually know how to bring an issue to light and make it important.
A lot more people should check this out and understand this side of your story.
I was surprised that you are not more popular given that you surely have the gift.
На сайті 500pokupok.com зібрано багато статей із оглядами товарів, підбірками та рекомендаціями. Зручний ресурс для тих, хто хоче зробити правильний вибір перед покупкою.
портал новин inews.in.ua висвітлює події в Україні та світі, а також теми технологій. Тут можна знайти новини про гаджети, техніку, ІТ та актуальні тренди.
Hey very nice web site!! Man .. Excellent .. Amazing ..
I’ll bookmark your blog and take the feeds also?
I’m satisfied to search out numerous useful info here within the put up,
we’d like develop extra techniques in this regard, thank you for
sharing. . . . . .
Как правильно выбрать онлайн казино по рейтингу
Full turnkey accounting support https://financeprofessional.ee filing declarations, calculating salaries, and reporting to the tax office. The guys work with e-Residency, everything is done online, without visiting the office. The prices are reasonable, and the reports are always on time.
Hello! I just would like to offer you a huge thumbs up
for your excellent information you have got right here on this post.
I am coming back to your blog for more soon. https://Kotatsu2030.hatenablog.com/iframe/hatena_bookmark_comment?canonical_uri=https://Ataxiav.com/vob/xe/Events_News/865566
карниз для штор электрический [url=https://elektrokarniz-nedorogo77.ru/]elektrokarniz-nedorogo77.ru[/url] .
нейросеть текст для учебы [url=https://nejroset-dlya-referatov-23.ru/]nejroset-dlya-referatov-23.ru[/url] .
Hi there, just became aware of your blog through Google, and found that it’s truly informative.
I’m going to watch out for brussels. I’ll appreciate if you continue this in future.
Lots of people will be benefited from your writing. Cheers! https://Vucovuco.com/index.php?page=user&action=pub_profile&id=69271
Write more, thats all I have to say. Literally,
it seems as though you relied on the video to make your point.
You clearly know what youre talking about, why waste your intelligence on just posting videos to your weblog when you could be giving us something informative to read?
электрокарнизы в москве [url=https://karniz-motorizovannyj77.ru/]электрокарнизы в москве[/url] .
Можно ли использовать [url=https://vpn-1.ru]Впн[/url] для защиты IoT-устройств дома?
You actually make it seem so easy along with your presentation however I to find this topic to be actually one thing that I believe I might by no means understand.
It seems too complicated and very huge for me.
I am taking a look forward on your subsequent post, I will
attempt to get the dangle of it!
my webpage: best realtor in Carlsbad CA
карниз с электроприводом [url=https://elektrokarnizy-dlya-shtor150.ru/]карниз с электроприводом[/url] .
электрические карнизы купить [url=https://avtomaticheskie-karnizy.ru/]электрические карнизы купить[/url] .
Hi there! This article could not be written any better!
Looking at this post reminds me of my previous roommate!
He continually kept talking about this. I most certainly will send this article
to him. Fairly certain he’ll have a very good read.
Thanks for sharing!
My web-site … real estate agent Carlsbad CA
электрокарнизы купить в москве [url=https://elektrokarnizy777.ru/]электрокарнизы купить в москве[/url] .
карниз моторизованный [url=https://elektrokarnizy33.ru/]elektrokarnizy33.ru[/url] .
hello!,I love your writing so much! percentage
we communicate more about your article on AOL?
I require a specialist in this space to unravel my problem.
May be that’s you! Looking forward to look you.
I am no longer certain the place you are getting your information,
but good topic. I must spend a while studying much more or figuring out
more. Thanks for fantastic information I used to be looking for
this info for my mission.
Here is my homepage best realtor in Tampa FL
Wow! This blog looks exactly like my old one! It’s on a entirely different subject but it has
pretty much the same page layout and design. Great choice of colors!
Review my web blog :: best realtor in Greensboro NC
нейросеть для учебы онлайн [url=https://nejroset-dlya-referatov-29.ru/]нейросеть для учебы онлайн[/url] .
ии для учебы студентов [url=https://nejroset-dlya-referatov-23.ru/]ии для учебы студентов[/url] .
электрожалюзи в москве [url=https://elektricheskie-zhalyuzi5.ru/]elektricheskie-zhalyuzi5.ru[/url] .
электрокарниз недорого [url=https://elektrokarniz-nedorogo77.ru/]elektrokarniz-nedorogo77.ru[/url] .
Incredible points. Solid arguments. Keep up the great spirit.
Here is my web site :: best realtor in Redondo Beach CA
It’s a shame you don’t have a donate button! I’d definitely
donate to this superb blog! I suppose for now i’ll settle for
bookmarking and adding your RSS feed to my Google account.
I look forward to brand new updates and will share this website with
my Facebook group. Chat soon!
My site real estate agent Greensboro NC best real estate agent in Greensboro NC
нейросеть генерации текстов для студентов [url=https://nejroset-dlya-referatov-26.ru/]nejroset-dlya-referatov-26.ru[/url] .
Really enjoyed reading this post.
This post breaks down
how online cricket streaming works
in a
simple and easy-to-understand way.
It’s common for readers to ask
how they can watch live cricket online
and
this article answers those questions well.
Thanks for sharing.
готовые рулонные шторы купить в москве [url=https://elektricheskie-rulonnye-shtory77.ru/]elektricheskie-rulonnye-shtory77.ru[/url] .
What’s up, the whole thing is going nicely
here and ofcourse every one is sharing facts, that’s really good, keep up
writing.
Here is my web site – best real estate agent in El Segundo CA
Hi there, I discovered your blog by the use of Google while looking for a similar matter, your website got here up, it looks great.
I have bookmarked it in my google bookmarks.
Hi there, just turned into alert to your blog via Google, and
found that it is truly informative. I’m going to be careful for brussels.
I’ll appreciate in case you continue this in future. Numerous other
folks shall be benefited out of your writing. Cheers!
Hi there! This is kind of off topic but I need some advice from an established
blog. Is it tough to set up your own blog? I’m not very techincal but I can figure things
out pretty quick. I’m thinking about making my own but I’m not sure where to
begin. Do you have any ideas or suggestions?
Thanks
электрокарнизы [url=https://karniz-motorizovannyj77.ru/]karniz-motorizovannyj77.ru[/url] .
электрокарниз купить в москве [url=https://elektrokarnizy-dlya-shtor150.ru/]электрокарниз купить в москве[/url] .
My brother suggested I might like this website. He was totally right.
This post truly made my day. You cann’t imagine simply how much time
I had spent for this info! Thanks!
My page realtor in Redondo Beach CA
It is perfect time to make some plans for the
future and it’s time to be happy. I have learn this put up
and if I could I desire to suggest you some interesting things
or advice. Maybe you can write next articles relating to this article.
I desire to learn even more things approximately it!
I do not even know how I ended up here, but I
thought this post was good. I do not know who you are but certainly you are going to
a famous blogger if you are not already 😉 Cheers!
Review my webpage: real estate agent El Segundo CA
электрокарнизы [url=https://avtomaticheskie-karnizy.ru/]avtomaticheskie-karnizy.ru[/url] .
When some one searches for his required thing, thus he/she wants to be available that
in detail, therefore that thing is maintained over here.
My web blog: best realtor in Torrance CA
карниз электро [url=https://elektrokarnizy777.ru/]elektrokarnizy777.ru[/url] .
реферат нейросеть [url=https://nejroset-dlya-referatov-29.ru/]реферат нейросеть[/url] .
Hey are using WordPress for your site platform? I’m new to the blog world but I’m trying to get started and create my own. Do you require any coding expertise
to make your own blog? Any help would be really appreciated!
My site – best real estate agent in El Segundo CA
электрокарнизы цена [url=https://elektrokarnizy33.ru/]электрокарнизы цена[/url] .
как отмыть клей с одежды и как отмыть клей от одежды эффективные способы удаления клея с ткани народные средства и советы по клею пва и суперклею
Pretty component to content. I simply stumbled upon your blog and in accession capital to assert that I
get in fact loved account your weblog posts. Any way I’ll be
subscribing in your feeds or even I success you access consistently quickly.
My website … best real estate agent in Carlsbad CA
[url=https://1biografia.ru/politiki/demeshin-dmitriy-viktorovich]Дмитрий Демешин[/url]: биография, семья и личная жизнь, карьерный путь .
seo оптимизация сайта [url=http://prodvizhenie-molodyh-sajtov.ru]https://prodvizhenie-molodyh-sajtov.ru[/url] .
электро жалюзи на пластиковые окна [url=https://elektricheskie-zhalyuzi5.ru/]elektricheskie-zhalyuzi5.ru[/url] .
Appreciating the persistence you put into your blog and in depth information you provide.
It’s nice to come across a blog every once in a while that
isn’t the same unwanted rehashed material. Fantastic read! I’ve saved your site and I’m including
your RSS feeds to my Google account.
my blog :: best realtor in Greensboro NC
нейросеть онлайн для учебы [url=https://nejroset-dlya-referatov-26.ru/]nejroset-dlya-referatov-26.ru[/url] .
ролевые шторы [url=https://elektricheskie-rulonnye-shtory77.ru/]elektricheskie-rulonnye-shtory77.ru[/url] .
Hello! This is kind of off topic but I need some advice from an established blog.
Is it very difficult to set up your own blog? I’m not very techincal but I can figure things out pretty fast.
I’m thinking about making my own but I’m not sure where
to start. Do you have any tips or suggestions? Appreciate it
My web-site realtor in Tampa FL
Great post. https://Listji.com/index.php?page=user&action=pub_profile&id=10211&item_type=active&per_page=16
Hello! Someone in my Facebook group shared this website with us so I came to check it out.
I’m definitely loving the information. I’m bookmarking and will be tweeting this
to my followers! Terrific blog and fantastic design and style. http://cgi.members.interq.or.jp/boy/yoshiki/deairoom/b.goukon/yybbs.cgi?list=thread
I always used to study paragraph in news papers
but now as I am a user of internet thus from now I am using net for
posts, thanks to web. https://www.fellowshipalliancechurch.com/question/combien-coute-le-botox-prix-et-facteurs-a-considerer-15/
When I originally commented I clicked the „Notify me when new comments are added“ checkbox and now each time a comment is added I
get three emails with the same comment. Is there any way you can remove me from
that service? Thank you!
No matter if some one searches for his required thing, thus he/she needs
to be available that in detail, therefore that thing is maintained over here.
Also visit my web-site :: real estate agent Redondo Beach CA
Hello There. I found your blog using msn. This is a really smartly
written article. I’ll be sure to bookmark it and come back to learn extra of your
helpful info. Thank you for the post. I will certainly return.
Take a look at my website – realtor in Greensboro NC
whoah this blog is fantastic i like reading your posts. Keep up the great work!
You know, a lot of individuals are looking round for this info, you can help them greatly.
My website … real estate agent Greensboro NC best real estate agent in Greensboro NC
casino en ligne dépôt 20 $
casino en ligne france legal
casino en ligne paiement rapide
Hi there, this weekend is fastidious in favor of me, as this time i am
reading this impressive informative paragraph here at my home.
My web page realtor in Greensboro NC
coworking space for individuals http://www.coworking-space-dubai.com
If some one needs to be updated with latest
technologies then he must be go to see this site and
be up to date every day.
If you wish for to take a great deal from this post then you have to apply
such methods to your won website.
Does your site have a contact page? I’m having problems locating it
but, I’d like to send you an e-mail. I’ve got some ideas
for your blog you might be interested in hearing.
Either way, great site and I look forward to seeing it improve over time.
My web page – realtor in El Segundo CA
I like reading through an article that can make people think.
Also, many thanks for permitting me to comment!
Piece of writing writing is also a excitement, if you know after
that you can write or else it is difficult to write.
Hey are using WordPress for your site platform? I’m new to the blog world but I’m trying to get started and set up my own.
Do you require any coding knowledge to make your own blog?
Any help would be really appreciated!
Here is my website … realtor in Redondo Beach CA
Thanks a lot for sharing this with all folks you actually realize what you are speaking approximately!
Bookmarked. Please also seek advice from my website =).
We could have a link change contract among us
Good day! I could have sworn I’ve been to this website
before but after browsing through some of the post I realized it’s new to me.
Nonetheless, I’m definitely delighted I found it and
I’ll be bookmarking and checking back often!
my webpage :: best real estate agent in Tampa FL
Wow, wonderful blog layout! How long have you been blogging for?
you make blogging look easy. The overall look of
your site is magnificent, as well as the content!
Also visit my blog post: best real estate agent in Redondo Beach CA
Howdy! Do you use Twitter? I’d like to follow you if that would be ok.
I’m absolutely enjoying your blog and look forward to new posts.
Here is my site best real estate agent in Tampa FL
Woah! I’m really enjoying the template/theme of this blog. It’s simple, yet effective.
A lot of times it’s very difficult to get that „perfect balance“ between user friendliness and appearance.
I must say you have done a excellent job with this. Additionally, the
blog loads super fast for me on Safari. Superb Blog!
Check out my page – Self Improvement
рулонные шторы купить москва недорого [url=https://rulonnye-zhalyuzi-avtomaticheskie.ru/]рулонные шторы купить москва недорого[/url] .
Wonderful blog! Do you have any helpful hints for aspiring writers?
I’m hoping to start my own website soon but I’m a little lost on everything.
Would you recommend starting with a free platform like WordPress or go for
a paid option? There are so many choices out there
that I’m completely overwhelmed .. Any suggestions?
Appreciate it!
my page – best real estate agent in Redondo Beach CA
пластиковые окна рулонные шторы с электроприводом [url=https://elektricheskie-rulonnye-shtory90.ru/]elektricheskie-rulonnye-shtory90.ru[/url] .
рольшторы на окна купить в москве [url=https://elektricheskie-rulonnye-shtory.ru/]elektricheskie-rulonnye-shtory.ru[/url] .
WOW just what I was looking for. Came here by searching for HundRoses
Also visit my website: singles
Keep this going please, great job!
Here is my web page – 라스베가스 부동산
Nice post. I learn something new and challenging
on blogs I stumbleupon every day. It will always be helpful to read through content from other authors and practice a little something from their sites.
My homepage: real estate agent Carlsbad CA
Very rapidly this web page will be famous among all blogging and site-building users, due to it’s pleasant content
my webpage :: best realtor in Tampa FL
It’s going to be end of mine day, but before finish I am reading this enormous article to improve my experience.
Also visit my webpage :: best realtor in Carlsbad CA
Good post. I’m facing many of these issues as well..
Feel free to surf to my web blog; best real estate agent in Torrance CA
Aw, this was a really good post. Taking the time and actual effort to make a top notch article… but what
can I say… I put things off a whole lot and never seem to get nearly anything done.
My webpage … best realtor in Torrance CA
Magnificent web site. Plenty of useful information here.
I am sending it to a few friends ans also sharing in delicious.
And naturally, thanks in your sweat!
Also visit my web page; 라스베가스 추천 부동산
Hi, I think your website might be having browser compatibility issues.
When I look at your blog in Safari, it looks fine but when opening in Internet Explorer,
it has some overlapping. I just wanted to give you a quick heads up!
Other then that, wonderful blog!
Here is my webpage; best real estate agent in Redondo Beach CA
I have read so many posts about the blogger lovers
except this post is truly a nice paragraph, keep it up.
my web page – real estate agent Carlsbad CA
Hello i am kavin, its my first time to commenting anywhere,
when i read this post i thought i could also create comment due to this good article.
It’s remarkable to pay a quick visit this site and reading
the views of all mates on the topic of this paragraph,
while I am also zealous of getting knowledge.
Here is my page – best realtor in Carlsbad CA
рулонные шторы с электроприводом на пластиковые окна [url=https://rulonnye-zhalyuzi-avtomaticheskie.ru/]rulonnye-zhalyuzi-avtomaticheskie.ru[/url] .
I have been surfing online greater than 3 hours as of late,
but I never found any attention-grabbing article like yours.
It is pretty value sufficient for me. In my opinion,
if all site owners and bloggers made good content material
as you did, the web will likely be much more
useful than ever before.
Also visit my blog: best real estate agent in Redondo Beach CA
I think that is among the such a lot important
info for me. And i’m glad studying your article.
But wanna remark on few general issues, The website style is ideal, the articles is in point of fact great :
D. Excellent activity, cheers
my page; realtor in Carlsbad CA
рулонные шторы купить в москве [url=https://elektricheskie-rulonnye-shtory90.ru/]рулонные шторы купить в москве[/url] .
пластиковые окна рулонные шторы с электроприводом [url=https://elektricheskie-rulonnye-shtory.ru/]elektricheskie-rulonnye-shtory.ru[/url] .
Hmm is anyone else experiencing problems with the images
on this blog loading? I’m trying to determine if its a problem on my end
or if it’s the blog. Any responses would be greatly appreciated. http://Wiki.votesmart.org/GastonmeCodehu
I visited many sites except the audio feature for audio songs present at this web page is truly excellent.
Also visit my homepage: best realtor in El Segundo CA
нейросеть для студентов онлайн [url=https://nejroset-dlya-referatov-24.ru/]нейросеть для студентов онлайн[/url] .
Hi there! Do you use Twitter? I’d like to follow you if that would
be okay. I’m undoubtedly enjoying your blog and look forward to new updates.
Look into my website :: realtor in Carlsbad CA
Hi there! I could have sworn I’ve been to this blog before but after checking through some of
the post I realized it’s new to me. Anyways, I’m definitely delighted
I found it and I’ll be book-marking and checking back
frequently!
1xbet g?ncel adres [url=https://1xbet-67.com/]1xbet g?ncel adres[/url] .
What’s up mates, its impressive paragraph about teachingand fully defined, keep it up all the time.
Also visit my web blog: realtor in Greensboro NC
электрокарниз [url=https://prokarniz17.ru/]prokarniz17.ru[/url] .
hello there and thank you for your info – I have definitely picked up anything
new from right here. I did however expertise some technical points using this site, since I experienced to reload the
website a lot of times previous to I could get it to load correctly.
I had been wondering if your web host is OK? Not that I am complaining, but sluggish loading
instances times will very frequently affect your placement in google
and can damage your quality score if ads and marketing with Adwords.
Well I’m adding this RSS to my email and could look out for much more of your respective exciting content.
Ensure that you update this again very soon.
Here is my homepage: dating
What’s up friends, good article and nice urging commented here, I am truly enjoying by these.
Also visit my site: best real estate agent in El Segundo CA
Thank you for the auspicious writeup. It in fact was a amusement account it.
Look advanced to more added agreeable from you! By the way, how could we communicate?
Check out my website real estate agent Greensboro NC best real estate agent in Greensboro NC
генерация [url=https://nejroset-dlya-referatov-24.ru/]генерация[/url] .
Heya i’m for the first time here. I found this
board and I find It truly useful & it helped me out much.
I hope to give something back and aid others like you
helped me.
Take a look at my page – real estate agent Tampa FL
Great blog here! Also your web site loads up fast! What host are you using?
Can I get your affiliate link to your host? I wish my website loaded up as
quickly as yours lol
This design is steller! You obviously know how to keep
a reader amused. Between your wit and your videos, I was almost
moved to start my own blog (well, almost…HaHa!) Wonderful job.
I really enjoyed what you had to say, and more than that, how you presented it.
Too cool!
my web page … best realtor in El Segundo CA
Hi, Neat post. There is an issue with your web
site in internet explorer, might check this?
IE nonetheless is the market chief and a good component
to other folks will omit your magnificent
writing because of this problem.
Pretty component of content. I simply stumbled
upon your blog and in accession capital to say that I get actually enjoyed account your blog posts.
Anyway I will be subscribing for your augment and even I achievement you get right of entry
to persistently quickly.
Take a look at my web blog realtor in Redondo Beach CA
карнизы с электроприводом [url=https://prokarniz17.ru/]prokarniz17.ru[/url] .
куда подключается камера в компьютере и куда вставлять камеру правильно
Hello there I am so glad I found your weblog, I really found you by accident, while I was looking on Yahoo for something else, Nonetheless I am here now and would just
like to say kudos for a fantastic post and a all round enjoyable blog (I also love the theme/design), I don’t have time to go through it all at the moment but I have bookmarked it and also added in your RSS feeds, so when I have time I
will be back to read a lot more, Please do keep up the
excellent b.
1xbet giri? [url=https://1xbet-67.com/]1xbet giri?[/url] .
Thank you for the good writeup. It if truth be told was a amusement account it.
Look advanced to more delivered agreeable from you! By the way,
how could we keep up a correspondence?
I simply couldn’t depart your site prior to suggesting that I
actually enjoyed the usual info a person provide in your guests?
Is gonna be again incessantly in order to inspect new posts
Feel free to visit my site … realtor in El Segundo CA
I know this if off topic but I’m looking into starting my own blog and was
curious what all is required to get set
up? I’m assuming having a blog like yours would
cost a pretty penny? I’m not very internet smart so I’m not 100% certain. Any
recommendations or advice would be greatly appreciated.
Thanks
Feel free to visit my page … best real estate agent in Redondo Beach CA
Hey just wanted to give you a brief heads up and let you know a few of the images aren’t loading correctly.
I’m not sure why but I think its a linking issue. I’ve tried it in two different internet browsers and both show the same
results.
Here is my web blog real estate agent Torrance CA
Hi there i am kavin, its my first time to commenting anyplace, when i read this article i thought i could
also make comment due to this sensible paragraph.
Feel free to visit my web page :: real estate agent El Segundo CA
Great work! This is the kind of information that are meant to
be shared around the web. Disgrace on Google for not positioning
this post higher! Come on over and consult with my
website . Thank you =)
I have been browsing online more than 2 hours today, yet I never found any interesting article like yours.
It is pretty worth enough for me. In my opinion, if all website owners and bloggers made good content as you did, the internet will be much more useful than ever
before.
Feel free to surf to my page; best real estate agent in El Segundo CA
Greetings! Very useful advice in this particular article!
It is the little changes that make the largest changes.
Thanks for sharing!
Here is my web blog: real estate agent Greensboro NC best real estate agent in Greensboro NC
Wow, that’s what I was looking for, what a data! existing here at
this webpage, thanks admin of this web site.
Look at my blog best real estate agent in Torrance CA
Whoa! This blog looks just like my old one! It’s on a totally different topic but it has pretty much the same page layout and design. Outstanding choice
of colors!
my page :: realtor in Tampa FL
Hi, I check your blogs daily. Your humoristic style is awesome, keep doing what you’re doing! http://ucenterhome2.dzarchive.dev/space.php?uid=68025&do=blog&id=148157
Thanks to my father who stated to me concerning this web site, this weblog is
truly amazing.
Here is my site :: real estate agent Greensboro NC best real estate agent in Greensboro NC
Generally I do not read article on blogs, but I wish to say that this write-up very
compelled me to try and do it! Your writing taste has been surprised
me. Thanks, very great article.
Thank you for the auspicious writeup. It in fact
was a amusement account it. Look advanced to more added agreeable from
you! However, how can we communicate?
1 xbet giri? [url=https://1xbet-71.com/]1 xbet giri?[/url] .
I don’t even understand how I ended up here, however I
assumed this post was good. I do not recognize who you’re however definitely you are going to a well-known blogger
in case you aren’t already. Cheers!
1xbet resmi [url=https://1xbet-70.com/]1xbet-70.com[/url] .
Awesome post.
My page … realtor in Greensboro NC
one x bet [url=https://1xbet-68.com/]1xbet-68.com[/url] .
1xbwt giri? [url=https://1xbet-69.com/]1xbet-69.com[/url] .
Thanks for sharing your thoughts about realtor in Carlsbad
CA. Regards
My web blog – best real estate agent in Carlsbad CA
Way cool! Some extremely valid points! I appreciate you penning this write-up
and also the rest of the website is extremely good.
Also visit my web blog: real estate agent Carlsbad CA
Hi, I desire to subscribe for this website
to take hottest updates, therefore where can i do it please
help out.
Take a look at my web site: best real estate agent in El Segundo CA
Appreciating the time and energy you put into your site
and in depth information you provide. It’s awesome to come across a blog
every once in a while that isn’t the same outdated rehashed information. Great read!
I’ve bookmarked your site and I’m adding your RSS feeds to my Google
account.
Also visit my web page best real estate agent in Torrance CA
I’m not sure why but this site is loading incredibly slow
for me. Is anyone else having this problem or is it a problem on my end?
I’ll check back later on and see if the problem still exists.
Also visit my site … best realtor in Redondo Beach CA
We are a group of volunteers and opening a new scheme in our community.
Your site provided us with valuable info to work on. You’ve performed
an impressive activity and our whole community shall be grateful to
you.
My homepage; real estate agent Greensboro NC best real estate agent in Greensboro NC
1xbet yeni giri? adresi [url=https://1xbet-70.com/]1xbet yeni giri? adresi[/url] .
It is actually a great and useful piece of information. I am happy that you
just shared this helpful information with us.
Please keep us up to date like this. Thank you for sharing.
my page – realtor in El Segundo CA
1 xbet [url=https://1xbet-71.com/]1 xbet[/url] .
excellent publish, very informative. I ponder why the opposite specialists of this
sector do not notice this. You must continue your writing.
I am confident, you’ve a huge readers‘ base
already!
my web site … best realtor in Tampa FL
High-end Natural Fabric Bed Linen & Aesthetic Home Basics enhance your way of living with premium convenience and sophisticated style. Made from all-natural fabrics, they promote better sleep and sophisticated inner parts. These essentials create a calming setting, improving your home in to a lavish and serene sanctuary, https://start.me/w/m26O98.
one x bet [url=https://1xbet-68.com/]1xbet-68.com[/url] .
1xbet g?ncel giri? [url=https://1xbet-69.com/]1xbet g?ncel giri?[/url] .
This piece of writing offers clear idea in favor of the new viewers of blogging,
that genuinely how to do blogging.
my page – best real estate agent in Redondo Beach CA
Hey! Do you know if they make any plugins to assist with SEO?
I’m trying to get my blog to rank for some targeted keywords but I’m not seeing very good success.
If you know of any please share. Cheers!
Check out my blog post real estate agent Carlsbad CA
Today, I went to the beach with my children. I found
a sea shell and gave it to my 4 year old daughter and said
„You can hear the ocean if you put this to your ear.“ She placed
the shell to her ear and screamed. There was a hermit crab inside and
it pinched her ear. She never wants to go back! LoL I know this is entirely
off topic but I had to tell someone!
My blog :: best real estate agent in Carlsbad CA
Hiya very cool site!! Man .. Beautiful ..
Amazing .. I’ll bookmark your site and take the feeds
additionally? I am satisfied to seek out so many helpful information right here
within the submit, we’d like develop extra strategies on this regard,
thanks for sharing. . . . . .
Also visit my web-site; realtor in Greensboro NC
Fantastic blog! Do you have any suggestions for aspiring writers?
I’m planning to start my own website soon but I’m a
little lost on everything. Would you propose starting with a free platform like WordPress or go for a
paid option? There are so many options out there that I’m totally overwhelmed ..
Any recommendations? Thank you!
Look into my web site best real estate agent in Torrance CA
Look into my site – Siti con prelievo immediato
I love what you guys tend to be up too. This sort of clever work and exposure!
Keep up the excellent works guys I’ve included you guys to
blogroll.
Look at my site – best realtor in Redondo Beach CA
Wow, awesome blog layout! How long have you been blogging
for? you make blogging look easy. The overall
look of your web site is great, let alone the content!
Here is my website – realtor in Torrance CA
With havin so much content do you ever run into any problems of plagorism or copyright infringement?
My blog has a lot of exclusive content I’ve either authored myself or outsourced but it seems a lot of it is popping it up all over the web
without my authorization. Do you know any techniques to help reduce content from being stolen? I’d
certainly appreciate it.
1xbet tr giri? [url=https://1xbet-giris-69.com/]1xbet-giris-69.com[/url] .
This is a very informative post.
It clearly explains
how streaming platforms operate
in a
straightforward format.
Many people often wonder
where to find reliable streaming platforms
and
this post provides useful insights.
Thanks for sharing.
Whats up this is kind of of off topic but I was wondering if blogs use WYSIWYG editors
or if you have to manually code with HTML. I’m starting a blog soon but have
no coding experience so I wanted to get advice from someone with experience.
Any help would be greatly appreciated!
Hello there! This is kind of off topic but I need some help from an established blog.
Is it hard to set up your own blog? I’m not very techincal but
I can figure things out pretty fast. I’m thinking about creating my own but I’m not sure where to
start. Do you have any ideas or suggestions? Thanks
Have a look at my web-site – real estate agent Greensboro NC best real estate agent in Greensboro NC
1xbet guncel [url=https://1xbet-giris-68.com/]1xbet guncel[/url] .
1xbet turkey [url=https://1xbet-giris-67.com/]1xbet-giris-67.com[/url] .
нейросеть для студентов [url=https://nejroset-dlya-referatov-27.ru/]нейросеть для студентов[/url] .
If you wish for to take a great deal from this post then you have to apply these strategies to your won web site.
Feel free to surf to my website … best real estate agent in Carlsbad CA
I’ve been surfing online more than 3 hours as of late, yet
I never found any attention-grabbing article
like yours. It is lovely price sufficient for me. In my opinion, if all web owners
and bloggers made good content as you probably did, the web will probably be much more helpful than ever before.
My web-site: real estate agent Redondo Beach CA
No matter if some one searches for his required thing, thus he/she wishes to
be available that in detail, thus that thing is maintained over
here.
Look at my web site … best real estate agent in Torrance CA
1 x bet [url=https://1xbet-giris-70.com/]1 x bet[/url] .
Hi, I would like to subscribe for this web site to
take latest updates, therefore where can i do it please help out.
Your style is so unique in comparison to other folks I have
read stuff from. Thank you for posting when you’ve got the opportunity, Guess
I’ll just book mark this blog.
J’apprécie les informations que vous publiez sur Betify Casino. Merci beaucoup !
https://toolbarqueries.google.com.pe/url?q=https://site05.ru/bitrix/redirect.php?goto=https://v.gd/retraits_betify_casino_50403
1xbet resmi [url=https://1xbet-giris-69.com/]1xbet-giris-69.com[/url] .
It’s in fact very complicated in this full of activity life to listen news
on TV, therefore I only use world wide web for that purpose, and obtain the most recent
news.
My web site :: real estate agent Greensboro NC best real estate agent in Greensboro NC
Your style is so unique in comparison to other people I have read stuff from.
Many thanks for posting when you have the opportunity, Guess I’ll just book mark this page.
нейросеть текст для учебы [url=https://nejroset-dlya-referatov-27.ru/]nejroset-dlya-referatov-27.ru[/url] .
1xbet g?ncel [url=https://1xbet-giris-71.com/]1xbet g?ncel[/url] .
Spot on with this write-up, I seriously believe this
site needs a lot more attention. I’ll probably be returning to read more,
thanks for the info!
my homepage – best realtor in El Segundo CA
1xbet resmi sitesi [url=https://1xbet-giris-68.com/]1xbet-giris-68.com[/url] .
Wow, wonderful blog layout! How long have you been blogging for?
you made blogging look easy. The overall look of your
website is wonderful, as well as the content!
Also visit my webpage real estate agent El Segundo CA
1xbet giris [url=https://1xbet-giris-67.com/]1xbet giris[/url] .
It’s fantastic that you are getting ideas from this paragraph as
well as from our discussion made at this place.
Feel free to surf to my web blog: realtor in Carlsbad CA
продвижение сайта заказать мастер александр [url=https://sovross.ru/advertisment/znachenie-kompleksnogo-seo-audita/]продвижение сайта заказать мастер александр[/url]
I have read so many articles or reviews regarding the blogger lovers but this post is actually a fastidious article, keep
it up.
my website – realtor in Torrance CA
Can you be more specific about the content of your article? After reading it, I still have some doubts. Hope you can help me.
I blog often and I truly appreciate your content. Your article has
truly peaked my interest. I will bookmark your website and keep checking for new information about
once per week. I subscribed to your RSS feed as well.
Feel free to visit my page real estate agent Torrance CA
1x lite [url=https://1xbet-giris-70.com/]1x lite[/url] .
I do not even know how I finished up here, however I assumed this put up was
great. I do not realize who you are but definitely you’re going to a well-known blogger
when you are not already. Cheers!
My page realtor in Tampa FL
Great post. I was checking constantly this
blog and I am impressed! Very useful info specially the last part :
) I care for such info much. I was seeking this particular information for a long time.
Thank you and best of luck.
Also visit my web blog – best realtor in Greensboro NC
1x bet giri? [url=https://1xbet-giris-71.com/]1x bet giri?[/url] .
What a stuff of un-ambiguity and preserveness of precious familiarity concerning unpredicted feelings.
Truly when someone doesn’t understand after that its up to other
viewers that they will assist, so here it happens.
продвижение сайтов в москве александр [url=https://loveshtory.com/svoimi-rukami/stati/provedenie-tehnicheskogo-audita-sajta-kljuchevye-shagi-i-rekomendacii/]продвижение сайтов в москве александр[/url]
Very energetic post, I enjoyed that a lot. Will there be a part 2?
My web blog real estate agent Greensboro NC best real estate agent in Greensboro NC
Pretty nice post. I just stumbled upon your blog and wished to mention that
I have truly loved browsing your blog posts. In any case I’ll
be subscribing to your feed and I am hoping you write again soon!
What’s up to every body, it’s my first pay a visit of this blog; this weblog includes amazing
and genuinely good material in favor of readers.
Look at my web blog real estate agent Torrance CA
Hi there everyone, it’s my first visit at this web page, and piece of writing
is genuinely fruitful for me, keep up posting such articles.
My homepage – realtor in Torrance CA
Thanks for the marvelous posting! I truly enjoyed reading it, you’re a great author.I will be sure to bookmark your blog and will eventually come back from
now on. I want to encourage you to continue your great writing, have a nice
day!
my website best realtor in El Segundo CA
Hello, I enjoy reading through your post. I wanted to write a little comment to support you.
What i do not understood is in truth how you’re no
longer really much more neatly-liked than you might be right now.
You are very intelligent. You already know therefore significantly relating to
this subject, made me in my view imagine it from a lot
of varied angles. Its like women and men don’t seem to be involved
until it’s one thing to do with Woman gaga! Your personal stuffs outstanding.
All the time deal with it up!
Also visit my blog: real estate agent Redondo Beach CA
Outstanding post but I was wondering if you could write
a litte more on this subject? I’d be very thankful if you could elaborate a
little bit more. Cheers!
Here is my webpage; real estate agent Greensboro NC best real estate agent in Greensboro NC
I enjoy what you guys tend to be up too. This type of clever work and reporting!
Keep up the superb works guys I’ve added you guys to my blogroll. https://Rentry.co/96525-maquillage-semi-permanent–lip-blush
each time i used to read smaller articles that as well clear their motive, and
that is also happening with this piece of writing which I am
reading now.
Heya i am for the first time here. I found this board and
I find It really useful & it helped me out much.
I hope to give something back and aid others like you helped me.
My web site realtor in Tampa FL
Howdy would you mind sharing which blog platform you’re working with?
I’m looking to start my own blog in the near future
but I’m having a hard time deciding between BlogEngine/Wordpress/B2evolution and Drupal.
The reason I ask is because your design seems different then most
blogs and I’m looking for something unique.
P.S Apologies for getting off-topic but I had to ask!
Here is my web page best realtor in Tampa FL
Hello, just wanted to tell you, I enjoyed this post. It was funny.
Keep on posting!
Also visit my web site … best real estate agent in Tampa FL
Hi there, this weekend is nice designed for me, because this time i am reading this fantastic informative post here at my house.
my web-site :: real estate agent Tampa FL
автоматическая пожарная сигнализация установка пожарная сигнализация оповещение
You really make it appear really easy with
your presentation but I to find this matter to be really something that I believe I would by no
means understand. It sort of feels too complex and very large for me.
I am having a look forward for your subsequent publish, I’ll try
to get the grasp of it!
Wow, incredible blog structure! How lengthy have you been blogging for?
you made blogging look easy. The full glance of your web site is magnificent, as neatly as the content!
камеры уличные 2 камеры ip ip камеры
May I just say what a relief to uncover someone who actually knows what they’re discussing online.
You definitely realize how to bring an issue to light and make it important.
A lot more people have to look at this and understand this side of your story.
I can’t believe you are not more popular since you
surely have the gift.
This is a topic that’s near to my heart… Many thanks!
Where are your contact details though?
I don’t even know how I ended up here, but I thought
this post was great. I don’t know who you are but definitely you are going to a famous blogger if you aren’t already 😉 Cheers!
I like the helpful information you provide in your articles.
I will bookmark your blog and check again here regularly.
I’m quite certain I’ll learn many new stuff right here!
Good luck for the next!
I think that everything published was very reasonable.
However, consider this, suppose you composed a catchier post title?
I am not saying your content isn’t solid., but suppose you added something to
maybe get a person’s attention? I mean Automatische Pulverbeschichtungsanlage – Pulveranlage is
a little plain. You might glance at Yahoo’s
home page and watch how they create post headlines to get people
to click. You might add a video or a related picture or two
to grab readers excited about what you’ve got to say.
In my opinion, it could bring your website a little livelier.
Hi my family member! I wish to say that this article is awesome, nice written and
come with almost all significant infos. I’d like to peer more posts like this .
Choose 88wanwin for trusted sports betting cambodia and exciting cambodia
casino action. Compare safe sites, enjoy easy payments, and place smarter bets confidently in 2026 with great odds.
I’ve been browsing online greater than 3 hours these days,
yet I never discovered any attention-grabbing article like yours.
It’s lovely value enough for me. Personally, if
all site owners and bloggers made just right content as you did, the internet might be a
lot more useful than ever before. http://tbp-next.com/?p=161
интернет seo;;seo [url=https://infosport.ru/partners1/raskrutka-i-prodvizheniya-sayta-sovremennye-metody-seo-smm-ppc-i-email-marketing]интернет seo;;seo[/url]
seo раскрутка в москве [url=https://progorod43.ru/prodvizhenie-i-raskrutka-sayta-poshagovoe-rukovodstvo-k-uspehu]seo раскрутка в москве[/url]
Hi I am so thrilled I found your blog, I really found you by mistake, while I was looking on Askjeeve for something else, Nonetheless I am here now and would
just like to say thanks a lot for a remarkable post and a all round interesting
blog (I also love the theme/design), I don’t have
time to go through it all at the moment but I have bookmarked it and also added your RSS feeds,
so when I have time I will be back to read a lot more, Please do keep up the fantastic
work.
What a material of un-ambiguity and preserveness of precious familiarity about unexpected feelings.
โพสต์นี้
อ่านแล้วเพลิน ครับ
ผม เพิ่งเจอข้อมูลเกี่ยวกับ bfclub
สามารถอ่านได้ที่ เว็บ bfclub
ลองแวะไปดู
อ่านแล้วเข้าใจง่าย
ขอบคุณที่แชร์ ข้อมูลที่มีประโยชน์
และหวังว่าจะได้เห็นโพสต์แบบนี้อีก
найти по номеру телефона [url=https://finderphone.ru/]finderphone.ru[/url] .
Hello! This is kind of off topic but I need some guidance from an established blog.
Is it difficult to set up your own blog? I’m not very techincal but I can figure things
out pretty fast. I’m thinking about setting up my own but I’m
not sure where to begin. Do you have any tips or suggestions?
Cheers
услуги продвижения сайтов [url=https://www.autodela.ru/main/blogs/Ira_Avto/optimizaciya-seo-vazhnost-kompleksnogo-seo-audita]услуги продвижения сайтов[/url]
не та страница в выдаче [url=https://ladystory.ru/?p=217760]не та страница в выдаче[/url]
работа раскрутка сайтов [url=https://megabook.ru/article/%D0%9F%D1%80%D0%BE%D1%84%D0%B5%D1%81%D1%81%D0%B8%D0%BE%D0%BD%D0%B0%D0%BB%D1%8C%D0%BD%D0%BE%D0%B5%20%D0%BF%D1%80%D0%BE%D0%B4%D0%B2%D0%B8%D0%B6%D0%B5%D0%BD%D0%B8%D0%B5%20%D1%81%D0%B0%D0%B9%D1%82%D0%BE%D0%B2%3a%20%D0%BA%D0%B0%D0%BA%20%D0%BC%D0%B0%D0%B3%D0%B0%D0%B7%D0%B8%D0%BD%D1%83%20%D1%80%D0%B0%D1%81%D1%82%D0%B8%20%D0%B2%20%D0%BA%D0%BE%D0%BD%D0%BA%D1%83%D1%80%D0%B5%D0%BD%D1%82%D0%BD%D0%BE%D0%B9%20%D0%BE%D0%B1%D0%BB%D0%B0%D1%81%D1%82%D0%B8]работа раскрутка сайтов[/url]
сео услуги [url=https://astv.ru/news/materials/prodvizhenie-sajtov-i-internet-magazinov-v-moskve-kak-uvelichit-potok-bez-lishnih-zatrat]сео услуги[/url]
Thanks for some other informative site. The place else may just I get that kind of information written in such a perfect method?
I have a mission that I am just now operating on, and I’ve been on the look
out for such info.
катера с капитаном спб [url=https://arenda-yakhty-spb-9.ru/]катера с капитаном спб[/url]
катера с капитаном спб [url=https://arenda-yakhty-spb-8.ru/]arenda-yakhty-spb-8.ru[/url]
катер напрокат санкт петербург [url=https://arenda-yakhty-spb-10.ru/]arenda-yakhty-spb-10.ru[/url]
I have read so many content regarding the blogger lovers except this post is in fact a good piece of writing, keep it up.
местоположение по номеру телефона [url=https://finderphone.ru/]finderphone.ru[/url] .
раскрутка сайтов фирма александр [url=https://astv.ru/news/materials/prodvizhenie-sajtov-i-internet-magazinov-v-moskve-kak-uvelichit-potok-bez-lishnih-zatrat]раскрутка сайтов фирма александр[/url]
услуги seo специалиста [url=https://megabook.ru/article/%D0%9F%D1%80%D0%BE%D1%84%D0%B5%D1%81%D1%81%D0%B8%D0%BE%D0%BD%D0%B0%D0%BB%D1%8C%D0%BD%D0%BE%D0%B5%20%D0%BF%D1%80%D0%BE%D0%B4%D0%B2%D0%B8%D0%B6%D0%B5%D0%BD%D0%B8%D0%B5%20%D1%81%D0%B0%D0%B9%D1%82%D0%BE%D0%B2%3a%20%D0%BA%D0%B0%D0%BA%20%D0%BC%D0%B0%D0%B3%D0%B0%D0%B7%D0%B8%D0%BD%D1%83%20%D1%80%D0%B0%D1%81%D1%82%D0%B8%20%D0%B2%20%D0%BA%D0%BE%D0%BD%D0%BA%D1%83%D1%80%D0%B5%D0%BD%D1%82%D0%BD%D0%BE%D0%B9%20%D0%BE%D0%B1%D0%BB%D0%B0%D1%81%D1%82%D0%B8]услуги seo специалиста[/url]
аренда яхты [url=https://arenda-yakhty-spb-9.ru/]аренда яхты[/url]
снять яхту в питере на пару часов [url=https://arenda-yakhty-spb-10.ru/]arenda-yakhty-spb-10.ru[/url]
аренда яхты в санкт петербурге [url=https://arenda-yakhty-spb-8.ru/]arenda-yakhty-spb-8.ru[/url]
I’m extremely inspired along with your writing abilities as smartly as with the structure to your
blog. Is this a paid subject matter or did you modify it
yourself? Either way keep up the nice quality writing, it is uncommon to peer a great weblog like this one today..
I really like it when folks come together and share views.
Great website, keep it up!
беспроводной комплект камер видеонаблюдения комплект системы видеонаблюдения
Very great post. I simply stumbled upon your blog and wanted to
say that I’ve really enjoyed surfing around your blog posts.
After all I’ll be subscribing for your rss feed and I’m hoping you write once more soon!
My developer is trying to convince me to move to .net from
PHP. I have always disliked the idea because of the expenses.
But he’s tryiong none the less. I’ve been using Movable-type on numerous websites
for about a year and am concerned about switching to another platform.
I have heard good things about blogengine.net. Is there a way I can transfer all my wordpress
content into it? Any kind of help would be really appreciated!
Heya just wanted to give you a brief heads up and let you know a few of the images aren’t loading properly.
I’m not sure why but I think its a linking issue. I’ve tried it in two different
internet browsers and both show the same results.
Feel free to surf to my web site پارس کالابران ساینار
Howdy, I do believe your blog might be having browser
compatibility issues. When I take a look at your site in Safari, it looks fine however, if opening in I.E., it’s got some overlapping issues.
I merely wanted to provide you with a quick heads up!
Other than that, excellent site!
лента стальная 0 7х20 лента стальная
Normally I do not learn post on blogs, but I would
like to say that this write-up very compelled me to check out and do it!
Your writing taste has been amazed me. Thanks, very nice article.
Look into my web site: Scaffolders High Wycombe
From velocity boosts to shields, these power-ups may
help you overcome even the toughest challenges. https://chicken-games.net/is-chicken-road-legit-2026/
Today, I went to the beach front with my
children. I found a sea shell and gave it to my 4 year old daughter and said
„You can hear the ocean if you put this to your ear.“ She put the shell to her
ear and screamed. There was a hermit crab inside and it pinched her ear.
She never wants to go back! LoL I know this
is entirely off topic but I had to tell someone!
My webpage; تخم نطفه دار مرغ راس گوشتی
Hello this is somewhat of off topic but I was wondering if
blogs use WYSIWYG editors or if you have to manually code with HTML.
I’m starting a blog soon but have no coding knowledge so I wanted to
get guidance from someone with experience.
Any help would be greatly appreciated!
Feel free to surf to my website: Roof Repairs
We are a group of volunteers and starting a brand new scheme in our community.
Your site provided us with valuable information to work on. You have performed an impressive activity and our whole group might be grateful to you. https://rentry.co/65516-service-de-rencontres-pour-professionnels–trouver-lamour-sur-expertise
Remarkable things here. I am very satisfied to peer your post.
Thanks a lot and I’m looking ahead to touch you.
Will you kindly drop me a mail?
Hi, I do think this is an excellent site. I stumbledupon it ;
) I will revisit once again since i have book-marked it. Money and
freedom is the greatest way to change, may you be
rich and continue to guide others.
I have learn a few excellent stuff here. Certainly price bookmarking for revisiting.
I surprise how much effort you place to create the sort
of great informative web site.
Stop by my web blog Scaffolders High Wycombe
I think that is among the most significant info for me. And i
am satisfied reading your article. However wanna remark on some general
issues, The web site taste is great, the articles is really
excellent : D. Excellent task, cheers
Here is my web site; foldable electric bike
раскрутка компании москва [url=https://e-news.su/kompyuternye-obzory-i-poleznosti/489441-chto-takoe-prodvizhenie-sajta.html]раскрутка компании москва[/url]
chopper one piece
заказать продвижение сайта александр [url=https://dubna.ru/article/2025/02/delat-audit-sayta-i-tsena-kriterii-vybora-seo-mastera]заказать продвижение сайта александр[/url]
Thanks for the marvelous posting! I quite enjoyed reading it, you’re a
great author.I will ensure that I bookmark your blog and will eventually come back
in the future. I want to encourage one to continue your great posts,
have a nice weekend! https://Goelancer.com/question/acheter-des-lunettes-en-ligne-au-canada-tout-ce-que-vous-devez-savoir/
Hi there, all the time i used to check webpage posts here early in the break of day, since i enjoy to find out more and more.
my webpage folding electric bikes for adults
Hey there just wanted to give you a quick heads up and
let you know a few of the pictures aren’t loading properly.
I’m not sure why but I think its a linking issue. I’ve tried it in two different internet
browsers and both show the same outcome.
My site; Roof Repairs
My partner and I stumbled over here different page and thought I should check things out.
I like what I see so now i’m following you. Look forward to finding out about your web page yet
again.
Howdy! I know this is sort of off-topic however I
had to ask. Does building a well-established website such as yours take a
lot of work? I am brand new to writing a blog however I do write in my journal daily.
I’d like to start a blog so I will be able to share my personal
experience and feelings online. Please let me know if you have any recommendations or tips
for brand new aspiring blog owners. Appreciate it!
Visit my web page :: Flat Roofing
seo продвижение сайта знакомств [url=https://e-news.su/kompyuternye-obzory-i-poleznosti/489441-chto-takoe-prodvizhenie-sajta.html]seo продвижение сайта знакомств[/url]
I’m not sure where you’re getting your information, but
great topic. I needs to spend some time learning more or understanding more.
Thanks for wonderful information I was looking for this information for my mission.
My blog post Scaffolders Basingstoke
You actually make it seem so easy together with your presentation but I find this
matter to be really something which I feel I’d never understand.
It sort of feels too complicated and extremely wide for me.
I’m having a look forward for your next publish, I will attempt to get the grasp of it!
Как [url=https://geo-optimizaciya-sajta.ru]Гео оптимизация сайта[/url] влияет на позиции в локальной выдаче Яндекса?
Какие инструменты аналитики необходимы при [url=https://9online.crforum.ru/viewtopic.php?t=35053]Продвижение сайтов в google[/url]?
Как быстро происходит [url=https://moskovsky.borda.ru/?1-7-0-00013182-000-0-0-1776944928]Разработка сайтов[/url] для интернет-магазина с большим каталогом?
продвижение сайтов частный оптимизатор [url=https://morevokne.ru/?p=33900]продвижение сайтов частный оптимизатор[/url]
продвижение сайтов частный мастер [url=https://sub-cult.ru/chtivo/statji/15266-skolko-stoit-audit-sajta-kak-otsenit-raskhody-i-poluchit-kachestvennyj-analiz-proekta]продвижение сайтов частный мастер[/url]
seo продвижение в мск [url=https://prim.news/2025/04/17/seo-prodvizhenie-korporativnyx-sajtov-v-moskve-strategii-dlya-rosta-b2b-platform/]seo продвижение в мск[/url]
помощь по seo [url=https://tainaprirody.ru/bez-rubriki/chastnyy-seo-optimizator-samostoyatelnoe-prodvizhenie-ili-net]помощь по seo[/url]
Having read this I believed it was really enlightening. I
appreciate you finding the time and energy to put this short article together.
I once again find myself spending a lot of time both reading and commenting.
But so what, it was still worthwhile!
my web blog … New Roofing
Как [url=https://domashnie-zhivotnye-1.ru]домашние животные[/url] ведут себя во время болезни хозяина?
I visited various web pages except the audio quality for audio songs current at
this website is truly fabulous.
You could certainly see your expertise in the article you write.
The arena hopes for even more passionate writers such
as you who aren’t afraid to say how they believe.
At all times go after your heart.
Wow, quel site incroyable Betify Casino ! Merci !
https://innofthegovernors.com/?URL=https://redirect.camfrog.com/redirect/?url=https://betify-casino-club-fr.fr/jeux
интернет агентство продвижение сайтов [url=https://morevokne.ru/?p=33900]интернет агентство продвижение сайтов[/url]
Its like you read my mind! You seem to grasp a lot
about this, like you wrote the ebook in it or something.
I feel that you simply can do with a few percent to power the message house a little bit, but instead of that, that is magnificent blog.
An excellent read. I’ll definitely be back.
раскрутка сайтов московская область [url=https://sub-cult.ru/chtivo/statji/15266-skolko-stoit-audit-sajta-kak-otsenit-raskhody-i-poluchit-kachestvennyj-analiz-proekta]раскрутка сайтов московская область[/url]
выбор seo-партнера для бизнеса [url=https://prim.news/2025/04/17/seo-prodvizhenie-korporativnyx-sajtov-v-moskve-strategii-dlya-rosta-b2b-platform/]выбор seo-партнера для бизнеса[/url]
My web blog: VegasHero, ufc-quechoisir-rouen.fr,
This web site definitely has all the info I wanted about this subject and didn’t know
who to ask.
Hello i am kavin, its my first occasion to commenting anyplace, when i read this paragraph i thought i
could also make comment due to this sensible post.
Поезія про батька
Heya i am for the first time here. I found this board and I find It really helpful & it helped me out a lot.
I am hoping to present one thing again and aid others like you aided me.
I’m curious to find out what blog system you’re
using? I’m experiencing some small security problems with my latest
website and I’d like to find something more secure. Do you have any
recommendations?
Hello there! This article could not be written any better!
Reading through this post reminds me of my previous roommate!
He constantly kept preaching about this. I’ll forward this article to him.
Fairly certain he’s going to have a very good read.
I appreciate you for sharing!
In the fast-moving digital world, many users look for trusted platforms to Web11
Conviviale plateforme Betify Casino — j’adore la visiter !
http://gemeinsam-oberwintern.de/hallo-welt/
продвижение сайтов в москве и россии [url=http://moemesto.ru/articles/seo3/moemesto1983.html]продвижение сайтов в москве и россии[/url]
продвижение сайтов москва [url=https://newsomsk.ru/news/152386-seo_moskva_realny_keys_rosta_lokalnogo_brenda_s_ud/]продвижение сайтов москва[/url]
заказать seo продвижение сайта с рекламной кампанией в москве александр [url=https://dettka.com/kakimi-metrikami-izmerit-effektivnost-digital%e2%80%91strategii-dlya-stolichnogo-biznesa/]заказать seo продвижение сайта с рекламной кампанией в москве александр[/url]
продвижение сайта за процент от сделки [url=https://lezgigazet.ru/archives/406934]продвижение сайта за процент от сделки[/url]
сео консультация москва [url=https://svestnik.kz/raskrutka-sajtov-moskva-strategiya-vykhoda-v-konkurentnyj-segment-stolitsy/]сео консультация москва[/url]
Great goods from you, man. I’ve consider your stuff prior to
and you are just extremely excellent. I really like what you’ve acquired here, certainly like what
you’re stating and the way in which by which you say it.
You are making it entertaining and you continue to take care of to keep it sensible.
I cant wait to read much more from you. This is really a tremendous
site.
It’s amazing designed for me to have a website, which is helpful for my know-how.
thanks admin
It’s going to be ending of mine day, however before ending I am reading this fantastic article to increase my
knowledge.
продвижение сайта москва александр [url=https://stars-top.ru/effektivnoe-prodvizhenie-sajtov-v-moskve-strategii-dlya-liderstva/]продвижение сайта москва александр[/url]
You really make it seem so easy with your presentation however I to find this topic to be really something that I
think I might never understand. It seems too complicated and very broad for me.
I’m taking a look forward in your next publish, I will
attempt to get the grasp of it!
сео с гарантией результата [url=http://ahmatova.niv.ru/public/180/int-net-partner/]сео с гарантией результата[/url]
คอนเทนต์นี้ อ่านแล้วได้ความรู้เพิ่ม ครับ
ดิฉัน ได้อ่านบทความที่เกี่ยวข้องกับ เรื่องที่เกี่ยวข้อง
ที่คุณสามารถดูได้ที่ Jude
น่าจะถูกใจใครหลายคน
มีการยกตัวอย่างที่เข้าใจง่าย
ขอบคุณที่แชร์ บทความคุณภาพ นี้
และหวังว่าจะได้เห็นโพสต์แนวนี้อีก
москва seo агентство продвижение сайта [url=https://aboutan.ru/biznes/prodvizhenie-sayta-v-gugl-sovremennye-algoritmy-i-prakticheskoe-rukovodstvo.html]москва seo агентство продвижение сайта[/url]
продвижение раскрутка сайтов александр [url=https://stoneforest.ru/look/allabout/marketing/raskrutka-sajtov-v-moskve-kakie-seo-trendy-opredelyat-prodvizhenie-v-sleduyushchem-godu/]продвижение раскрутка сайтов александр[/url]
сео услуги [url=https://svestnik.kz/raskrutka-sajtov-moskva-strategiya-vykhoda-v-konkurentnyj-segment-stolitsy/]сео услуги[/url]
раскрутка сайта в топ александр [url=https://gamedata.club/news/technology/4616-prodvizhenie-sajtov-v-moskve-nedorogo.html]раскрутка сайта в топ александр[/url]
интернет маркетинг консалтинг [url=https://mateshka.ru/seo-prodvizhenie-saytov-agentstvo.html]интернет маркетинг консалтинг[/url]
Hey There. I found your blog using msn. This is an extremely well
written article. I will be sure to bookmark it and come back
to read more of your useful information. Thanks for the post.
I’ll definitely comeback. https://www.Abgodnessmoto.co.uk/index.php?page=user&action=pub_profile&id=38265&item_type=active&per_page=16
I really like your blog.. very nice colors & theme. Did you create
this website yourself or did you hire someone to do it for you?
Plz respond as I’m looking to construct my own blog and would like to
find out where u got this from. kudos
Оценка недвижимости в Петрозаводске
продвижение сайтов московский [url=https://in.gallerix.ru/journal/internet/201811/zakazat-raskrutku-sayta-v-moskve-kak-vybrat-nadezhnogo-podryadchika-bez-finansovyx-riskov/]продвижение сайтов московский[/url]
Hello there, I discovered your blog by the use of Google at the same time as searching for a similar matter, your web site came up, it
appears to be like good. I have bookmarked it in my google bookmarks.
Hi there, simply changed into alert to your weblog thru Google,
and located that it is truly informative. I am going to be careful for brussels.
I will be grateful should you proceed this in future. Numerous
other folks will likely be benefited from your writing.
Cheers!
продвижение сайтов во франции [url=https://advesti.ru/news/internet/agentstvo_prodvizhenie_saytov_kak_rabotaet_sovremennoe_SEO_i_zachem_ono_biznesu_28-07-2025/]продвижение сайтов во франции[/url]
сео продвижение сайта знакомств [url=https://gamedata.club/news/technology/4616-prodvizhenie-sajtov-v-moskve-nedorogo.html]сео продвижение сайта знакомств[/url]
Hello, just wanted to mention, I liked this blog post.
It was practical. Keep on posting!
My web blog :: 강남도파민
It’s remarkable to pay a visit this website and reading the views of all
colleagues regarding this article, while I am also eager of
getting experience.
I visited multiple websites except the audio quality for audio songs present at this web site is really marvelous.
продвижение сайта в москве дорого [url=https://wcbiathlon.ru/result-2014/no-sport/10643-prodvizhenie-saytov-po-poziciyam-moskva-effektivnye-strategii-dlya-dolgosrochnogo-uderzhaniya-topa.html]продвижение сайта в москве дорого[/url]
I have been exploring for a little bit for any high-quality articles or blog posts
on this kind of house . Exploring in Yahoo I eventually
stumbled upon this website. Studying this information So i am happy to exhibit that I’ve an incredibly excellent uncanny feeling
I found out exactly what I needed. I so much unquestionably will make sure to do
not forget this web site and give it a glance on a constant basis.
Feel free to visit my web blog remote trekking expeditions South America
This site truly has all the information I wanted about this subject and didn’t know who to
ask.
Also visit my web blog; AI-powered crypto trading system
whoah this weblog is excellent i like reading your posts.
Stay up the good work! You already know, lots of people are hunting around for this
info, you could help them greatly.
my web page; 선릉도파민
My partner and I stumbled over here coming from a different
page and thought I might as well check things out.
I like what I see so now i’m following you. Look forward to going over
your web page again.
Here is my homepage AI-powered bitcoin investment
It’s remarkable to go to see this web page and reading
the views of all mates about this post, while I am also keen of getting knowledge.
At this time I am going away to do my breakfast, afterward having my breakfast coming yet
again to read more news.
Here is my page :: automated trading platform
After looking at a number of the articles on your blog, I honestly like your
way of blogging. I book-marked it to my bookmark site list and will be checking
back soon. Please check out my web site as well and let me know your opinion.
Review my homepage … bitcoin investment platform
I really like reading a post that can make people think.
Also, many thanks for permitting me to comment!
Here is my blog post AI investment platform
Now I am going to do my breakfast, later than having my breakfast coming
again to read further news.
Feel free to visit my blog post … AI crypto investment
Tivat rent car booking car hire Tivat airport local provider
Podgorica car rental luxury https://car-rental-in-podgorica-airport.com
С их помощью вы можете бесплатно вращать барабаны слот-машины
без необходимости производить ставки собственными деньгами.Чаще всего
фриспины даются в виде промоакции. http://arkhamhorror.info/index.php/User:TangelaHuggins2
Superb post however , I was wondering if you could
write a litte more on this topic? I’d be very
grateful if you could elaborate a little bit further.
Thank you!
Here is my blog post :: Winvest investment
Amazing! Its genuinely amazing post, I have got much clear idea on the topic of from this piece of writing.
Now I am ready to do my breakfast, when having my breakfast coming yet again to read more news.
Stop by my page AI investment platform
Yesterday, while I was at work, my cousin stole my iPad and tested to
see if it can survive a thirty foot drop, just so she can be a youtube sensation. My
iPad is now broken and she has 83 views. I
know this is totally off topic but I had to share it with someone!
I don’t know whether it’s just me or if everyone
else encountering problems with your blog. It seems
like some of the written text within your content
are running off the screen. Can someone else please provide feedback and let me know if this
is happening to them as well? This might be a issue with my internet
browser because I’ve had this happen before. Cheers
Как внутренняя перелинковка усиливает [url=https://moypodolsk.crforum.ru/viewtopic.php?t=2209]Поисковое продвижение сайта[/url]?
[url=https://geo-optimizaciya-sajta.ru]Гео оптимизация сайта[/url] для ресторана — что важнее: карточка в картах или сайт?
[url=https://kapsulnyj-dom-1.ru]Капсульный дом[/url] — какой срок службы заявляют производители и соответствует ли он реальности?
Последние публикации: https://buysit.ru
seo partners [url=https://prostudio.ru/journal/pretty/kak-vyvesti-sajt-v-top-po-moskve-prakticheskaya-seo-strategiya/]seo partners[/url]
Какие площадки нужно мониторить в рамках [url=https://9online.crforum.ru/viewtopic.php?t=35054]Serm[/url]?
It is appropriate time to make some plans for the future and it is time to
be happy. I’ve learn this publish and if I may I want to
suggest you few interesting things or advice.
Perhaps you could write next articles relating to this article.
I wish to read more issues approximately it!
Actually when someone doesn’t be aware of afterward its up to other people
that they will assist, so here it occurs.
seo продвижение веб москва александр [url=http://pedagogic.ru/news/item/f00/s15/n0001503/index.shtml]seo продвижение веб москва александр[/url]
seo продвижение сайтов профессиональный опыт [url=https://itcrumbs.ru/poiskovoe-seo-v-moskve_103716]seo продвижение сайтов профессиональный опыт[/url]
The reels still spin, but the actual rigidity
comes from column progression and multiplier chests. https://pohoda-club.sk/turnaj-juniori-2012/sq_turnaj_juniori_260512_02/
What a data of un-ambiguity and preserveness of precious familiarity on the topic of unpredicted emotions.
Are you able to experience the joys of a new game? https://janaroofing.com/10-reason-why-roofing-are-factmake-easier-4/
I am a Senior Enterprise Security Leader specializing in AI-driven cybersecurity architecture, offensive security research, and large-scale security
automation.
With extensive experience across enterprise environments,
I focus on designing and implementing advanced security strategies that combine artificial intelligence, automation, and real-world adversarial simulation to
strengthen organizational resilience.
My expertise spans:
AI-powered threat detection and security analytics
Offensive security research and red team architecture
Enterprise SOC modernization and automation
Application and cloud security engineering
Large-scale vulnerability discovery and exploitation research
Security tooling and infrastructure design
I operate at the intersection of security engineering and AI innovation,
building systems that not only detect threats but proactively anticipate them.
Throughout my career, I have led complex security initiatives, architected enterprise-grade defensive frameworks, and developed offensive
methodologies that mirror real-world attack behavior.
My mission is clear:
To elevate enterprise cybersecurity by integrating intelligent automation, strategic security leadership, and adversarial thinking.
If you are building next-generation security programs, exploring AI-powered
defense, or modernizing enterprise security operations – let’s connect.
Good info. Lucky me I discovered your site by accident (stumbleupon).
I’ve saved as a favorite for later!
заказать кухню с установкой [url=https://zakazat-kuhnyu-18.ru]https://zakazat-kuhnyu-18.ru[/url]
услуги по продвижению сайта в поисковых системах [url=https://34355.ru/novosti/raznoe/5363-0]услуги по продвижению сайта в поисковых системах[/url]
сколько стоит заказать кухню [url=https://zakazat-kuhnyu-19.ru]https://zakazat-kuhnyu-19.ru[/url]
заказать кухню на заказ [url=https://zakazat-kuhnyu-20.ru]заказать кухню на заказ[/url]
заказать кухню онлайн [url=https://zakazat-kuhnyu-17.ru]заказать кухню онлайн[/url]
I am regular reader, how are you everybody? This piece of writing posted at this website is
truly good.
заказать кухню стоимость [url=https://zakazat-kuhnyu-18.ru]https://zakazat-kuhnyu-18.ru[/url]
сколько стоит заказать кухню [url=https://zakazat-kuhnyu-19.ru]https://zakazat-kuhnyu-19.ru[/url]
заказать кухню по своим размерам [url=https://zakazat-kuhnyu-20.ru]заказать кухню по своим размерам[/url]
Hey there this is somewhat of off topic but I was wanting to know if blogs
use WYSIWYG editors or if you have to manually code with HTML.
I’m starting a blog soon but have no coding experience so
I wanted to get guidance from someone with experience.
Any help would be enormously appreciated!
Hey I know this is off topic but I was wondering if you knew of any widgets
I could add to my blog that automatically tweet my
newest twitter updates. I’ve been looking for a plug-in like this for quite some time and was hoping maybe you would have some experience with
something like this. Please let me know if you run into anything.
I truly enjoy reading your blog and I look forward to your
new updates.
Vivi Casino Review
Это один из самых популярных и выгодных видов
бонусов, которые позволяют игрокам протестировать разные слоты,
выиграть реальные деньги
и повысить свои шансы на успех. https://alamorenovation.fr/actualite/comment-obtenir-le-maximum-lors-de-la-vente-de-votre-maison/
Hi there i am kavin, its my first occasion to commenting anyplace,
when i read this article i thought i could also create comment due to
this sensible article.
My blog :: tropical hardwood for architectural projects
Good information. Lucky me I came across your site by chance (stumbleupon).
I have saved it for later!
Here is my homepage: keyboard piano
Thanks for sharing. I read many of your blog posts, cool, your blog is very good. https://accounts.binance.info/pl/register/person?ref=UM6SMJM3
Very nice article, exactly what I wanted to find.
Housekeeper in the Modern Home
Thank you for such a clear and helpful explanation—it really made everything easier to grasp,
and for anyone seeking carpet cleaning, AJS Carpet Cleaning is an excellent choice thanks to their certified
industry standards, skilled team trained in various cleaning techniques, and their commitment to continuous education even without naming specific certifications, as they
stay updated with evolving industry practices helping maintain consistency, ensuring customers always
receive exceptional service.
продажа базы данных [url=https://gobasego-2.ru/]gobasego-2.ru[/url] .
The sport nonetheless runs via the casino setting. https://www.pehlivankoypansiyon.com/2017/06/10/a-place-of-silence/
Hey There. I found your blog using msn. This is a very smartly written article.
I’ll be sure to bookmark it and return to read more of your helpful info.
Thank you for the post. I will definitely return.
My web-site tropical hardwood selection guide
заказать кухню под заказ [url=https://zakazat-kuhnyu-17.ru]заказать кухню под заказ[/url]
кухня на заказ спб от производителя недорого [url=https://kuhni-spb-58.ru]кухня на заказ спб от производителя недорого[/url]
Saved as a favorite, I really like your blog!
Look at my webpage: tropical hardwood evaluation criteria
купить базу данных [url=https://gobasego-2.ru/]купить базу данных[/url] .
прямые кухни на заказ от производителя [url=https://kuhni-spb-57.ru]https://kuhni-spb-57.ru[/url]
Hey there I am so excited I found your website, I really found you by accident, while
I was looking on Aol for something else, Anyhow I am here now and would just
like to say kudos for a incredible post and a all round enjoyable blog (I
also love the theme/design), I don’t have time to look
over it all at the minute but I have saved it and also included your RSS
feeds, so when I have time I will be back to read more,
Please do keep up the great work.
Keep this going please, great job!
My blog: piano chair
A person essentially lend a hand to make seriously posts I would state.
This is the first time I frequented your web page and so far?
I surprised with the analysis you made to create this
actual submit amazing. Fantastic process!
Stop by my page – piano keyboard
кухни под заказ в спб [url=https://kuhni-spb-59.ru]https://kuhni-spb-59.ru[/url]
Hey there! Do you know if they make any plugins to help
with Search Engine Optimization? I’m trying to get my blog to rank for some targeted
keywords but I’m not seeing very good gains. If you know of any please share.
Kudos!
Here is my web page – mini midi keyboard
кухни на заказ в санкт-петербурге [url=https://kuhni-spb-60.ru]кухни на заказ в санкт-петербурге[/url]
Way cool! Some extremely valid points! I appreciate
you writing this post and the rest of the website is very good.
Take a look at my webpage piano keyboard 88 keys
купить кухню на заказ спб [url=https://kuhni-spb-61.ru]купить кухню на заказ спб[/url]
большая кухня на заказ [url=https://kuhni-spb-58.ru]https://kuhni-spb-58.ru[/url]
Howdy, I do believe your web site could possibly
be having browser compatibility problems. Whenever I take a look at your
website in Safari, it looks fine but when opening in Internet Explorer,
it has some overlapping issues. I merely wanted to provide you with a quick heads
up! Aside from that, wonderful site!
прямые кухни на заказ от производителя [url=https://kuhni-spb-57.ru]https://kuhni-spb-57.ru[/url]
кухни на заказ от производителя в спб [url=https://kuhni-spb-59.ru]кухни на заказ от производителя в спб[/url]
We’re a group of volunteers and starting a new scheme how AI trading works in crypto our community.
Your web site offered us with valuable info to work on. You have done a formidable job and our whole
community will be thankful to you.
заказ кухни [url=https://kuhni-spb-60.ru]заказ кухни[/url]
Hello! Do you know if they make any plugins
to help with Search Engine Optimization? I’m trying to get my blog to rank for some targeted keywords but I’m not seeing very
good success. If you know of any please share.
Thank you!
Stop by my page … bitcoin investment platform
кухни в спб на заказ [url=https://kuhni-spb-61.ru]кухни в спб на заказ[/url]
It’s hard to come by experienced people on this
subject, however, you seem like you know what you’re talking about!
Thanks
My web page :: AI bitcoin investment
Woah! I’m really digging the template/theme of this website.
It’s simple, yet effective. A lot of times it’s very hard to get that „perfect balance“ between user friendliness and visual appearance.
I must say you have done a excellent job with this.
Also, the blog loads super fast for me on Firefox.
Superb Blog!
My web page … how AI trading works in crypto
Thanks in favor of sharing such a pleasant thinking, post is nice,
thats why i have read it entirely
Look into my web blog: crypto trading bot
для рулонных штор [url=https://rulonnye-shtory-s-elektroprivodom17.ru]https://rulonnye-shtory-s-elektroprivodom17.ru[/url]
Книгу для чтения стоит выбирать не по внешнему виду, а по своим интересам
I blog often and I seriously appreciate your information. Your article has really peaked my interest.
I am going to bookmark your website and keep checking for new information about once
per week. I opted in for your RSS feed too.
Feel free to surf to my website :: AI-powered crypto trading system
Very soon this web site will be famous amid all blog users,
due to it’s fastidious articles or reviews
Here is my web page: automated trading platform
автоматические рулонные шторы на окна [url=https://avtomaticheskie-rulonnye-shtory50.ru]автоматические рулонные шторы на окна[/url]
I do not know if it’s just me or if everyone else encountering issues with your blog.
It seems like some of the text in your posts are running off the screen. Can someone
else please provide feedback and let me know if this is
happening to them too? This could be a problem with my internet browser because I’ve had this happen before.
Cheers
My page Winvest investment
рулонные шторы с электроприводом на окна [url=https://rulonnye-shtory-s-elektroprivodom11.ru]рулонные шторы с электроприводом на окна[/url]
рулонные шторы на окна москва [url=https://rulonnye-elektroshtory.ru]рулонные шторы на окна москва[/url]
Формируем наш будущий отчет, располагая показатели в дереве в несбалансированной иерархии, в соответствии с требованиями. https://kintop.ru/user/Milo96U94984806/
Seiring perkembangan teknologi, minat menonton film semakin besar.
Penikmat hiburan kini dapat mengakses tayangan dengan mudah melalui situs streaming.
Website populer yang banyak dicari adalah Rebahin.
Website ini dikenal sebagai penyedia hiburan tanpa biaya.
Platform ini merupakan layanan yang menawarkan berbagai film dari
macam-macam jenis. Seperti aksi, drama, komedi, horor, hingga animasi, semuanya mudah
diakses.
Bukan hanya film luar negeri, Rebahin juga menyediakan film Asia yang beragam.
Salah satu keunggulan dari Rebahin adalah tanpa biaya.
Pengguna tidak perlu membayar untuk menikmati konten.
Tampilan user-friendly menjadi alasan utama. Tanpa login,
pengguna bisa langsung streaming.
Hampir semua film dilengkapi dengan subtitle Indonesia sehingga mendukung pengalaman menonton.
рулонные шторы на пластиковые окна с электроприводом [url=https://rulonnye-shtory-s-elektroprivodom17.ru]рулонные шторы на пластиковые окна с электроприводом[/url]
We are a group of volunteers and opening a new scheme in our community.
Your site provided us with valuable info to work
on. You’ve done an impressive job and our whole community will be grateful to
you.
My page :: AI-powered crypto trading system
автоматические рулонные шторы с электроприводом [url=https://avtomaticheskie-rulonnye-shtory50.ru]автоматические рулонные шторы с электроприводом[/url]
Great blog! Do you have any hints for aspiring writers?
I’m hoping to start my own website soon but I’m a little lost on everything.
Would you recommend starting with a free platform like WordPress or
go for a paid option? There are so many choices out there that I’m completely overwhelmed ..
Any recommendations? Thanks a lot!
of course like your web-site however you have to test the spelling on several of your posts.
A number of them are rife with spelling problems and I find
it very troublesome to tell the reality then again I will definitely come again again.
Check out my homepage :: crypto trading platform
шторы в оконный проем [url=https://rulonnye-shtory-s-elektroprivodom11.ru]https://rulonnye-shtory-s-elektroprivodom11.ru[/url]
Pretty component to content. I simply stumbled upon your website and in accession capital
to claim that I get in fact loved account your blog posts.
Anyway I’ll be subscribing in your augment and even I fulfillment
you get entry to constantly fast. https://www.Abgodnessmoto.co.uk/index.php?page=user&action=pub_profile&id=38680&item_type=active&per_page=16
купить рулонные шторы в москве [url=https://rulonnye-elektroshtory.ru]купить рулонные шторы в москве[/url]
I like the helpful info you supply for your articles.
I’ll bookmark your weblog and take a look at again right
here regularly. I’m somewhat sure I will learn many new stuff right right here!
Good luck for the following!
Feel free to surf to my blog :: crypto trading platform
Asking questions are actually nice thing if you are not understanding anything entirely, however
this post offers good understanding yet.
Feel free to surf to my blog post :: bitcoin investment platform
บทความนี้ ให้ข้อมูลดี ค่ะ
ดิฉัน ได้อ่านบทความที่เกี่ยวข้องกับ หัวข้อที่คล้ายกัน
ดูต่อได้ที่ Bettie
ลองแวะไปดู
เพราะให้ข้อมูลเชิงลึก
ขอบคุณที่แชร์ บทความคุณภาพ นี้
และอยากเห็นบทความดีๆ แบบนี้อีก
Aw, this was a very good post. Spending some time and actual effort to produce
a great article… but what can I say… I put things off a lot and don’t manage to get nearly anything done. https://blog.Thetheorier.com/iframe/hatena_bookmark_comment?canonical_uri=https://webads4you.com/author/charleyboot/
If you would like to take much from this post then you have to
apply such strategies to your won blog.
Here is my website; crypto investment platform
Excellent weblog here! Additionally your site lots
up very fast! What host are you the use of?
Can I am getting your affiliate hyperlink for your host? I wish
my website loaded up as quickly as yours lol
Hey! I’m at work browsing your blog from my new apple iphone!
Just wanted to say I love reading your blog and look forward to all your posts!
Carry on the excellent work!
Feel free to surf to my site: AI investment platform
Grateful for you digging into this topic — only some blogs share this kind of clarity
It’s genuinely very difficult in this full of activity life to listen news on Television, thus I only use internet for that purpose, and
get the most recent information.
Here is my homepage … bitcoin investment platform
Its such as you learn my mind! You seem to know so much about this, such as you
wrote the ebook in it or something. I believe that you could do with some % to power the message home a
little bit, but instead of that, that is excellent blog.
An excellent read. I will certainly be back.
Visit my homepage; AI investment platform
Hello, I enjoy reading through your article. I like to write a little comment to support you.
Also visit my web site … automated trading platform
Thank you for the good writeup. It in fact was a amusement account it.
Look advanced to more added agreeable from you! By
the way, how could we communicate?
рольшторы на окна купить [url=https://elektricheskie-rulonnye-shtory15.ru]https://elektricheskie-rulonnye-shtory15.ru[/url]
Fine way of describing, and good article to get data on the topic of my presentation focus, which i
am going to present in academy.
This piece of writing gives clear idea in favor of the new
people of blogging, that genuinely how to do running a blog.
продажа базы данных [url=https://gobasego-3.ru/]gobasego-3.ru[/url] .
Your article helped me a lot, is there any more related content? Thanks! https://accounts.binance.info/ES-la/register/person?ref=VDVEQ78S
I don’t even know how I ended up right here, but I thought this put up used
to be good. I don’t understand who you might be
however definitely you are going to a well-known blogger
for those who are not already. Cheers!
покупка данных [url=https://gobasego-3.ru/]gobasego-3.ru[/url] .
คอนเทนต์นี้ น่าสนใจดี ครับ
ผม ไปอ่านเพิ่มเติมเกี่ยวกับ ข้อมูลเพิ่มเติม
ดูต่อได้ที่ Beth
สำหรับใครกำลังหาเนื้อหาแบบนี้
มีการยกตัวอย่างที่เข้าใจง่าย
ขอบคุณที่แชร์ เนื้อหาดีๆ นี้
จะรอติดตามเนื้อหาใหม่ๆ ต่อไป
производитель рулонных штор [url=https://elektricheskie-rulonnye-shtory15.ru]https://elektricheskie-rulonnye-shtory15.ru[/url]
This article is really a pleasant one it assists new internet
visitors, who are wishing for blogging.
You’ve made your point quite well..
My web page https://telegra.ph/Comprar-Criptomoedas-com-Cart%C3%A3o-de-Cr%C3%A9dito-em-Portugal-Guia-R%C3%A1pido-2026-01-22
Simply desire to say your article is as astounding. The clearness in your
put up is simply excellent and that i can suppose you’re a
professional on this subject. Fine with your permission let me to grasp your RSS feed to stay
up to date with approaching post. Thanks a million and
please carry on the gratifying work.
точность прогноза креативов 95% [url=https://reklamnyj-kreativ18.ru]https://reklamnyj-kreativ18.ru[/url]
super cherry 5000 gratis spielen [url=https://tairyokaitensushi.com/super-cherry-mit-twint-spielen-einzahlung-casinos-und-schritt-fur-schritt-anleitung/]super cherry 5000 gratis spielen[/url]
crazy time game [url=https://urmi.op.edu.ua/how-the-crazy-time-top-slot-multiplier-works-and-why-it-can-50-your-payout/]crazy time game[/url]
a/b тест наружная реклама [url=https://reklamnyj-kreativ19.ru]https://reklamnyj-kreativ19.ru[/url]
рулонные шторы на пластиковые окна купить [url=https://avtomaticheskie-rulonnye-shtory5.ru]https://avtomaticheskie-rulonnye-shtory5.ru[/url]
Terrific post however I was wanting to know if
you could write a litte more on this topic? I’d be very thankful if you could elaborate a little bit further.
Appreciate it!
анализ креативов [url=https://reklamnyj-kreativ18.ru]анализ креативов[/url]
crazy time play [url=https://ayuntamientojun.org/crazy-time-live-statistics-how-to-read-the-wheel-data-and-what-it-actually-tells-you/]crazy time play[/url]
super cherry 1000 [url=https://cdrreportwriters.com/super-cherry-faq-die-10-haufigsten-fragen-schweizer-spieler-beantwortet/]super cherry 1000[/url]
These are genuinely fantastic ideas in on the topic of blogging.
You have touched some good things here. Any way
keep up wrinting.
Actually when someone doesn’t know afterward its up to other users that they will help, so here it takes place.
машинное обучение креативы [url=https://reklamnyj-kreativ19.ru]https://reklamnyj-kreativ19.ru[/url]
роликовые шторы [url=https://avtomaticheskie-rulonnye-shtory5.ru]роликовые шторы[/url]
Pretty nice post. I just stumbled upon your weblog and
wished to mention that I have really enjoyed browsing
your blog posts. After all I will be subscribing on your feed and I hope you write once more soon!
I’ll right away grasp your rss as I can’t in finding your email
subscription hyperlink or newsletter service.
Do you have any? Kindly permit me realize in order that I could subscribe.
Thanks.
It’s great that you are getting ideas from this paragraph as well as from our argument made at
this time.
My web page – r2v3 certified recycling
At this moment I am going away to do my breakfast,
once having my breakfast coming again to read other news.
Here is my web blog: aesthetic treatments southlake
I read this piece of writing completely regarding the comparison of hottest and earlier technologies, it’s awesome article.
My web-site :: NVMe shredding San Francisco
Great article, totally what I wanted to find.
Currently it looks like Drupal is the top blogging platform available right now.
(from what I’ve read) Is that what you’re using on your blog?
Hey There. I found your blog using msn. This is a very well written article.
I will make sure to bookmark it and return to read more of your useful information. Thanks for the post.
I’ll certainly comeback.
ข้อมูลชุดนี้ อ่านแล้วเพลินและได้สาระ ค่ะ
ผม ได้อ่านบทความที่เกี่ยวข้องกับ หัวข้อที่คล้ายกัน
สามารถอ่านได้ที่ bk88 thailand
ลองแวะไปดู
มีตัวอย่างประกอบชัดเจน
ขอบคุณที่แชร์ เนื้อหาดีๆ นี้
และหวังว่าจะได้เห็นโพสต์แนวนี้อีก
сохранить видео с ютуба в хорошем качестве [url=https://skachat-video-s-youtube-12.ru]сохранить видео с ютуба в хорошем качестве[/url]
Just desire to say your article is as astonishing.
The clarity for your publish is just great and
i could assume you’re a professional in this subject. Fine together
with your permission let me to snatch your feed to keep updated with imminent post.
Thank you one million and please keep up the gratifying work.
Greetings! Very useful advice within this post! It’s the little changes that will make the
biggest changes. Many thanks for sharing!
Have a look at my web page house leveling
Great blog you have here.. It’s difficult to find good quality writing like yours these days.
I truly appreciate people like you! Take
care!!
Visit my site … 2mm ssd shredding company
скачивать по ссылке с ютуба [url=https://skachat-video-s-youtube-12.ru]скачивать по ссылке с ютуба[/url]
нарколог на дом воронеж [url=https://narkolog-na-dom-voronezh-11.ru]нарколог на дом воронеж[/url]
врач нарколог воронеж [url=https://narkolog-na-dom-voronezh-12.ru]https://narkolog-na-dom-voronezh-12.ru[/url]
Simply want to say your article is as amazing. The clarity in your post is simply nice and i could assume you’re an expert on this subject.
Well with your permission allow me to grab your feed
to keep up to date with forthcoming post. Thanks a million and
please keep up the enjoyable work.
Also visit my site; IT asset disposition san francisco
Good replies in return of this question with firm
arguments and explaining the whole thing regarding that.
Also visit my web page … data destruction san francisco
выезд нарколога [url=https://narkolog-na-dom-voronezh-10.ru]https://narkolog-na-dom-voronezh-10.ru[/url]
sailing charter Montenegro Montenegro yacht hire
My web page – Free spins
Excellent pieces. Keep writing such kind of info on your blog.
Im really impressed by your blog.
Hey there, You have done a fantastic job. I will
certainly digg it and in my view suggest to my friends.
I’m sure they’ll be benefited from this site.
This website was… how do you say it? Relevant!!
Finally I have found something that helped me. Thank you!
Also visit my site … hard drive destruction company
This is the right site for anybody who would like to find out about this topic.
You realize a whole lot its almost hard to argue with you (not that I really will need
to…HaHa). You definitely put a new spin on a topic that’s been discussed
for decades. Excellent stuff, just excellent!
нарколог на дом анонимно [url=https://narkolog-na-dom-voronezh-13.ru]нарколог на дом анонимно[/url]
нарколог на дом круглосуточно воронеж цены [url=https://narkolog-na-dom-voronezh-11.ru]https://narkolog-na-dom-voronezh-11.ru[/url]
It’s hard to come by well-informed people in this particular subject, but you sound like you know what
you’re talking about! Thanks
нарколог домой [url=https://narkolog-na-dom-voronezh-12.ru]https://narkolog-na-dom-voronezh-12.ru[/url]
нарколог на дом [url=https://narkolog-na-dom-voronezh-10.ru]нарколог на дом[/url]
소액결제 현금화란 휴대폰 소액결제 기능을 이용하여 상품이나 서비스를 구매한
뒤, 해당 거래를 통해 실질적으로 현금을 확보하는 과정을
의미합니다. 휴대폰 소액결제는
нарколог на дом воронеж [url=https://narkolog-na-dom-voronezh-13.ru]нарколог на дом воронеж[/url]
врач нарколог на дом [url=https://narkolog-na-dom-voronezh-14.ru]врач нарколог на дом[/url]
Saved as a favorite, I like your site!
Thanks for sharing your thoughts on Buy TikTok Comments. Regards
This is very fascinating, You are a very skilled
blogger. I’ve joined your rss feed and look ahead to in quest of
more of your excellent post. Additionally, I’ve
shared your website in my social networks
It’s going to be end of mine day, however before ending I am
reading this great post to increase my know-how.
вызов нарколога на дом цена [url=https://narkolog-na-dom-voronezh-14.ru]вызов нарколога на дом цена[/url]
Oh my goodness! Awesome article dude! Thanks, However I am encountering issues with your RSS.
I don’t understand the reason why I cannot join it. Is
there anybody getting similar RSS problems? Anybody who
knows the solution can you kindly respond? Thanx!!
I must thank you for the efforts you have put in writing this
blog. I’m hoping to check out the same high-grade content from
you later on as well. In truth, your creative writing abilities has encouraged me to get my own blog now 😉
Also visit my homepage Flagstaff youth basketball tournaments
I like the valuable info you provide in your articles.
I will bookmark your weblog and check again here regularly.
I’m quite sure I’ll learn many new stuff right here!
Good luck for the next!
I’ve been surfing online more than 4 hours today, yet
I never found any interesting article like yours. It’s pretty worth enough for me.
In my opinion, if all webmasters and bloggers made good content
as you did, the net will be a lot more useful than ever before.
my web site: peptides Canada
What i do not realize is in truth how you are now not actually a lot
more well-favored than you may be now. You’re very intelligent.
You know therefore considerably with regards to this matter,
produced me in my opinion believe it from a lot of numerous
angles. Its like women and men are not fascinated
until it’s one thing to do with Girl gaga!
Your own stuffs nice. At all times deal with it up!
Feel free to visit my homepage: Flagstaff youth camps
Hello there! I just wish to give you a big thumbs up for your great information you have here
on this post. I am returning to your web site for more soon.
Here is my web site :: Youth basketball tournaments
I like the helpful information you provide in your articles.
I will bookmark your blog and check again here frequently.
I am quite certain I will learn a lot of new stuff right here!
Good luck for the next!
My blog :: performance supplements
Pretty! This has been a really wonderful article.
Many thanks for supplying this info.
I think that everything typed was very reasonable. However, what about this?
what if you added a little information? I ain’t saying your content isn’t solid, but what if you added something that grabbed folk’s attention?
I mean Automatische Pulverbeschichtungsanlage – Pulveranlage
is kinda vanilla. You should peek at Yahoo’s home page and see how they create news headlines to grab viewers to click.
You might add a related video or a picture or two to get readers excited about everything’ve got to say.
In my opinion, it could bring your blog a little bit more interesting.
Here is my site :: health supplements Canada
WOW just what I was looking for. Came here by searching for dispensary near
American University
Hi! This is kind of off topic but I need some advice from an established blog.
Is it tough to set up your own blog? I’m not very techincal but I
can figure things out pretty fast. I’m thinking
about making my own but I’m not sure where to begin. Do you have any tips or
suggestions? Cheers
Also visit my blog post: Basketball tournaments
I am regular visitor, how are you everybody? This paragraph posted at this web site is
genuinely good.
Look into my blog post: buy peptides online
Today, I went to the beachfront with my kids. I found a sea shell and gave it to my
4 year old daughter and said „You can hear the ocean if you put this to your ear.“ She put the shell
to her ear and screamed. There was a hermit crab inside and it pinched her ear.
She never wants to go back! LoL I know this is entirely off topic but I had to tell someone!
Stop by my web site buy supplements online
Thanks in favor of sharing such a nice thought, post is good, thats why i have
read it completely
Here is my web site – HIPAA and Bloodborne Pathogens Certification
I couldn’t refrain from commenting. Well written!
My homepage :: buy steroids Canada
This info is priceless. Where can I find out more?
Hey, I think your website might be having browser compatibility issues.
When I look at your blog site in Opera, it looks fine but when opening in Internet
Explorer, it has some overlapping. I just wanted to give you a quick heads up!
Other then that, great blog!
нарколог вызов на дом [url=https://narkolog-na-dom-samara-9.ru]https://narkolog-na-dom-samara-9.ru[/url]
стоимость капельницы на дому екатеринбург [url=https://kapelnicza-ot-pokhmelya-ekaterinburg-14.ru]https://kapelnicza-ot-pokhmelya-ekaterinburg-14.ru[/url]
Wonderful blog! I found it while browsing on Yahoo News.
Do you have any tips on how to get listed in Yahoo News?
I’ve been trying for a while but I never seem to get
there! Thank you
капельница екатеринбург цены [url=https://kapelnicza-ot-pokhmelya-ekaterinburg-16.ru]https://kapelnicza-ot-pokhmelya-ekaterinburg-16.ru[/url]
Hello! I’m at work surfing around your blog from my new iphone 4!
Just wanted to say I love reading through your blog and look forward to all your posts!
Carry on the outstanding work!
Quality articles is the key to attract the visitors to go to
see the website, that’s what this web site is
providing.
Thanks , I have just been searching for information about this subject for a while
and yours is the greatest I have found out till now.
However, what about the conclusion? Are you positive about
the source?
нарколог на дом самара цены [url=https://narkolog-na-dom-samara-9.ru]нарколог на дом самара цены[/url]
капельница на дому в екатеринбурге [url=https://kapelnicza-ot-pokhmelya-ekaterinburg-14.ru]https://kapelnicza-ot-pokhmelya-ekaterinburg-14.ru[/url]
стоимость капельницы на дому екатеринбург [url=https://kapelnicza-ot-pokhmelya-ekaterinburg-16.ru]стоимость капельницы на дому екатеринбург[/url]
Excellent beat ! I would like to apprentice while you amend your web site, how can i subscribe for
a blog site? The account helped me a acceptable deal.
I had been tiny bit acquainted of this your broadcast provided bright clear concept
Hi there, after reading this awesome paragraph i am too happy to share my familiarity here with friends.
Incredible! This blog looks exactly like my old one!
It’s on a completely different subject but it has
pretty much the same layout and design. Superb choice of colors!
I was curious if you ever thought of changing the structure of your website?
Its very well written; I love what youve got to say. But maybe you could a little more in the way of content so people could connect with it better.
Youve got an awful lot of text for only having 1 or 2 images.
Maybe you could space it out better?
капельница на дому в екатеринбурге [url=https://kapelnicza-ot-pokhmelya-ekaterinburg-17.ru]капельница на дому в екатеринбурге[/url]
наркологическая помощь [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod-10.ru]наркологическая помощь[/url]
вывод из запоя в стационаре в нижнем новгороде [url=https://vyvod-iz-zapoya-v-staczionare-nizhnij-novgorod-16.ru]https://vyvod-iz-zapoya-v-staczionare-nizhnij-novgorod-16.ru[/url]
наркологическая помощь наркология [url=https://narkologicheskaya-pomoshh-nizhnij-novgorod-10.ru]https://narkologicheskaya-pomoshh-nizhnij-novgorod-10.ru[/url]
сколько стоит капельница от запоя [url=https://kapelnicza-ot-pokhmelya-ekaterinburg-17.ru]сколько стоит капельница от запоя[/url]
наркология вывод из запоя в стационаре [url=https://vyvod-iz-zapoya-v-staczionare-nizhnij-novgorod-16.ru]наркология вывод из запоя в стационаре[/url]
Aw, this was an extremely good post. Finding the time and actual
effort to make a very good article… but what can I
say… I hesitate a lot and don’t manage to get anything done.
Magnificent goods from you, man. I have understand your stuff previous to and you’re simply extremely wonderful.
I really like what you have received right here, really
like what you’re saying and the way in which through which you assert it.
You are making it entertaining and you continue to care
for to keep it wise. I cant wait to learn much
more from you. This is really a tremendous web site.
my blog post zegreanul01
Asking questions are really pleasant thing if you are not understanding something fully,
however this piece of writing offers good understanding yet.
My web-site – slot gacor
Hello colleagues, pleasant post and pleasant arguments commented at this place,
I am actually enjoying by these. https://Www.Fellowshipalliancechurch.com/question/les-lunettes-une-aide-vitale-par-les-jeunes-au-quebec/
I was suggested this blog by my cousin. I’m not sure whether
this post is written by him as nobody else know such detailed about my difficulty.
You’re amazing! Thanks!
This article will help the internet viewers for setting up new web site or even a blog from start to end. https://Listji.com/index.php?page=user&action=pub_profile&id=6461&item_type=active&per_page=16
I all the time used to read article in news papers but now
as I am a user of net therefore from now I am using net for posts, thanks
to web. http://ucenterhome2.dzarchive.dev/space.php?uid=70404&do=blog&id=152134
Как определить качественную медтехнику
Hi there to all, the contents existing at this web site are genuinely
remarkable for people knowledge, well, keep up the good work fellows.
This is a good tip especially to those fresh to the blogosphere.
Brief but very precise info… Thank you for sharing this one.
A must read article!
I have been browsing online more than 3 hours today, yet I
never found any interesting article like yours.
It is pretty worth enough for me. In my view, if all site owners and
bloggers made good content as you did, the web will be much more useful than ever before.
Greetings! I know this is kinda off topic nevertheless I’d figured I’d ask.
Would you be interested in trading links or maybe guest writing a blog article or vice-versa?
My site discusses a lot of the same topics as yours and I
feel we could greatly benefit from each other.
If you happen to be interested feel free to shoot me an e-mail.
I look forward to hearing from you! Excellent blog by the way!
It is appropriate time to make a few plans for the long run and it is
time to be happy. I have read this put up and if I may I wish to suggest
you few interesting issues or tips. Maybe you can write subsequent articles
regarding this article. I wish to read more things about
it!
I don’t even know how I stopped up right here, but
I thought this put up was good. I don’t know who you
are however definitely you’re going to a famous blogger for those who are not already.
Cheers!
Good post! We are linking to this particularly great content on our website.
Keep up the good writing.
Hi! I simply want to give you a huge thumbs up for the great information you have got right here on this post.
I am coming back to your website for more soon.
ข้อมูลชุดนี้
มีประโยชน์มาก ครับ
ผม เพิ่งเจอข้อมูลเกี่ยวกับ บีเอฟคลับ
ดูต่อได้ที่ เว็บ bfclub อย่างเป็นทางการ
น่าจะถูกใจหลายคน
ให้ข้อมูลเชิงลึก
ขอบคุณที่แชร์ เนื้อหาดีๆ
และหวังว่าจะได้เห็นโพสต์แบบนี้อีก
Хороший сервис, всё чётко и без задержек. Девушка приехала вовремя, выглядела привлекательно. Общение лёгкое и непринуждённое. Время прошло просто супер – индивидуалки санкт петербург
100cuci no deposit [url=www.100cuci-7.com]100cuci no deposit[/url]
These are actually fantastic ideas in concerning blogging.
You have touched some good factors here. Any way keep up wrinting.
With havin so much written content do you ever run into any
issues of plagorism or copyright violation? My site has a lot of completely unique content
I’ve either written myself or outsourced but it appears a lot of it is popping it up all over the internet without my authorization. Do you know any solutions
to help stop content from being ripped off? I’d certainly appreciate it.
My spouse and I stumbled over here coming from a different
page and thought I might check things out. I like what I see so now i’m following you.
Look forward to going over your web page repeatedly.
Круто, сайт Sultan Casino — действительно крутой.
http://docs.virtualsolar.org/search?q=https://sultan-casino-kazakhstan-playzone.kz/how-to-play
100cuci [url=100cuci-7.com]100cuci[/url]
This site was… how do I say it? Relevant!! Finally I’ve found something that
helped me. Thanks a lot!
Кухонные фасады из Кастамону — это современное решение,
объединяющее прочность, практичность и стиль.
В отличие от традиционных материалов,
таких как эмаль или шпон, они дольше сохраняют внешний вид и требуют минимального ухода.
Сделайте выбор в пользу инноваций —
и ваша кухня будет выглядеть красиво, надежно и современные
долгие годы!
I love it when individuals get together and share opinions.
Great blog, stick with it!
apartments for sale phuket [url=https://apartments-for-sale-in-phuket-4.com]apartments for sale phuket[/url]
merge games [url=https://freewebarcade.com/blog/10-merge-games/]merge games[/url].
The title „EbonyTube“ has a meaning that is hard to
come by. You already know what’s on the menu unless you really discovered the net and
this is your first period watching dirty cinema. Free adult movies with ebony ladies in all their
glory are available on the shelves. web page https://kition.mhl.tuc.gr/lawerencemolon
Hello it’s me, I am also visiting this website daily, this website is
really nice and the viewers are genuinely sharing pleasant thoughts.
A motivating discussion is worth comment. I do think that you ought to publish more about this topic, it might not be a taboo subject but generally folks don’t talk
about these issues. To the next! Many thanks!!
888starz تسجيل [url=https://888starz-egypt9.com/]https://888starz-egypt9.com/[/url]
Excellent beat ! I wish to apprentice while you amend
your site, how can i subscribe for a blog site? The account aided me a acceptable deal.
I had been tiny bit acquainted of this your broadcast offered bright clear concept
We’re a group of volunteers and opening a new scheme in our community.
Your site offered us with helpful information to work
on. You have done a formidable task and our entire group shall be grateful
to you.
It’s wonderful that you are getting thoughts from this paragraph as well as from our argument
made here.
Hello everyone, it’s my first pay a visit at this website, and paragraph is actually fruitful in favor of me,
keep up posting such articles.
888starz demo [url=www.888starz-uz1.org]www.888starz-uz1.org[/url] .
apartments for sale in phuket thailand [url=https://apartments-for-sale-in-phuket-4.com]apartments for sale in phuket thailand[/url]
Crushers are actually commonly reduced speed machines that are created for breaking big swellings of ores and also stones, also aving a dimension along with a diameter of over one and also one-half gauge. The function of crusher is actually to lessen the measurements of the products for producing all of them useful in building and construction or commercial use, or for extraction of beneficial minerals caught within an ore source, https://www.pearltrees.com/techroot/item792096302.
idle online [url=https://gigwise.com/top-10-idle-browser-games-the-ultimate-list-of-clickers/]https://gigwise.com/top-10-idle-browser-games-the-ultimate-list-of-clickers/[/url]
This is my first time pay a visit at here and i am truly happy to read everthing at alone place.
stars 888 [url=https://888starz-egypt9.com]https://888starz-egypt9.com/[/url]
888 bet [url=http://www.888starz-uz1.org]888 bet[/url] .
It’s going to be finish of mine day, however before ending I am reading this
impressive piece of writing to improve my experience.
Its such as you learn my mind! You seem to know so much
about this, such as you wrote the guide in it or something.
I think that you just can do with some percent to force the message house a
bit, however instead of that, that is wonderful blog.
An excellent read. I will definitely be back.
Its such as you learn my thoughts! You appear to understand so much approximately
this, like you wrote the guide in it or something. I feel that
you just can do with some percent to power the message house a
little bit, however instead of that, this is wonderful blog.
A great read. I’ll definitely be back.
Great blog! Do you have any tips for aspiring writers?
I’m hoping to start my own website soon but I’m a
little lost on everything. Would you recommend starting with a free
platform like WordPress or go for a paid option? There are
so many choices out there that I’m completely confused ..
Any recommendations? Cheers!
тестовые ключи [url=https://gobasego-2.ru/]gobasego-2.ru[/url] .
Нарколог на дом в Екатеринбурге: круглосуточный выезд, детоксикация и лечение зависимостей в наркологической клинике «НЕО+».
Детальнее – [url=https://narkolog-na-dom-ekaterinburg-1.ru/]нарколог на дом цена[/url]
базу данных купить [url=https://gobasego-2.ru/]базу данных купить[/url] .
Dalam era internet modern, kebutuhan hiburan semakin tinggi.
Penikmat film kini dapat streaming video dengan praktis melalui internet.
Salah satu platform yang banyak dikenal adalah platform IDLIX.
Website ini dikenal sebagai tempat hiburan tanpa biaya.
IDLIX adalah platform yang menghadirkan koleksi film dari beragam genre.
Seperti aksi, drama, komedi, horor, hingga animasi, semuanya bisa ditonton.
Bukan hanya film luar negeri, IDLIX juga menyediakan film Korea
yang banyak pilihan.
Daya tarik utama dari IDLIX adalah gratis. Tanpa harus berlangganan untuk menikmati konten.
Navigasi sederhana menjadi alasan utama. Tanpa akun, pengguna bisa langsung memutar
video.
Mayoritas film dilengkapi dengan sub Indo sehingga membantu
pengalaman menonton.
Namun, ada beberapa hal yang perlu diperhatikan. Poin penting adalah hak
cipta.
Mayoritas konten yang tersedia tidak legal. Di samping itu, situs ini sering
redirect.
Situasi ini dapat membuat tidak nyaman. Bahaya virus juga
perlu diperhatikan.
Sebagian halaman dapat mengarah ke situs berbahaya. Tanpa perlindungan, perangkat bisa terkena virus.
Kejernihan video juga tidak konsisten. Sering terjadi, video
mengalami buffering.
Sebagai solusi, pengguna dapat menggunakan aplikasi berbayar.
Meski tidak gratis, layanan ini menawarkan pengalaman premium.
Keunggulan platform legal antara lain kualitas HD hingga 4K.
Namun demikian, IDLIX tetap banyak digunakan.
Alasan utamanya adalah akses gratis. Sebagian pengguna menjadikannya sebagai
opsi praktis.
Sebagai penutup, IDLIX adalah salah satu situs populer untuk menonton film gratis.
Di sisi lain, risiko keamanan tetap harus diperhatikan. Semua kembali
ke pengguna.
Новости моды
It’s an awesome article in support of all the internet viewers;
they will get advantage from it I am sure.
ToLife household dehumidifiers https://tolifedehumidifier.com are designed to effectively reduce indoor humidity. These units use semiconductor condensation and feature automatic shutoff, a night mode, a backlight, and a removable tank. Documentation is available on the official website.
First off I want to say awesome blog! I had a quick question which I’d like to ask if you do not mind.
I was curious to find out how you center yourself and clear your thoughts prior to writing.
I have had a tough time clearing my thoughts in getting my ideas out.
I do enjoy writing however it just seems like the first 10 to 15 minutes are wasted simply just trying to figure out how to begin. Any recommendations or tips?
Kudos!
One of the oldest and most well-known costless channels with a focus on mature and Busty
content is MatureTube. The project’s durability speaks to
the fact that it basically functions as a resource, and it has been around long enough to create
a truly substantial libraries. housesites.in/agent/alexanderdahle/ http://47.94.168.117:3000/kentheissen19/3342mature-mom-xxx/wiki/Strategies+Your+Relatives+Always+Knew+About+What+Draws+Users+To+Old+Porn+Sites
888starz official [url=http://888starz-uzbekistan4.com/]http://888starz-uzbekistan4.com/[/url] .
SMS Activate makes SMS verification faster and easier for global teams. Get virtual non-VoIP numbers across 180+ countries and 700+ services, receive SMS codes in a simple dashboard, and pay only for successful activations. It is a practical solution for QA testing, onboarding checks, localization, automation, and international workflows — without physical SIM cards or extra infrastructure.
As the admin of this web site is working, no doubt very rapidly it will be renowned, due to its
feature contents.
Can I simply just say what a relief to discover somebody who
genuinely understands what they’re discussing on the net.
You actually know how to bring an issue to light and make
it important. A lot more people should read this and understand this
side of your story. It’s surprising you’re not more popular because you most certainly possess the gift.
Решение о помещении пациента в стационар принимается на основе объективных медицинских критериев, а не только по желанию родственников. К показаниям относятся: запой длительностью более трех суток, выраженные симптомы абстиненции, наличие в анамнезе алкогольных делириев или судорожных эпизодов, сопутствующие хронические заболевания печени, поджелудочной железы, сердца или нервной системы. Отдельным фактором выступает полинаркомания или сочетание алкогольной зависимости с приемом психофармакологических препаратов без назначения врача. В таких ситуациях риск развития тяжелых осложнений возрастает многократно, и амбулаторный формат не обеспечивает необходимого уровня контроля. Госпитализация позволяет провести полноценную диагностику, включая ЭКГ, экспресс-анализы крови, оценку неврологического статуса и мониторинг сатурации, что формирует точную картину состояния и исключает назначение шаблонных схем.
Углубиться в тему – [url=https://vyvod-iz-zapoya-v-staczionare-nizhnij-novgorod-6.ru/]быстрый вывод из запоя в стационаре[/url]
вывод из алкогольного запоя нарколог24 [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-21.ru]https://vyvod-iz-zapoya-na-domu-sankt-peterburg-21.ru[/url]
Additionally, BBW beauties typically boast the biggest titties, and
sucking on one of them might make you so delighted you may walk on water.
These wimps are so soft that eating them is like eating cake baked to
your mother’s liking, which is why they are so sweet. It’s also
wonderful to drill these ladies with a hard dick, which
is similar to putting your penis into the most comfortable gloves on the
planet! glamcompare.com/author/carlosbrune17/ https://date-duell.de/@adelaide598621
888 start [url=http://www.888starz-uzbekistan4.com]888 start[/url] .
1xbet tr [url=https://alokitabevi.com]1xbet tr[/url]
Yes! Finally something about Exabet88.
Дополнительным поводом для вызова врача становится состояние, при котором больному трудно вставать, пить воду, есть, сохранять спокойствие или ориентироваться в самочувствии. В таких случаях осмотр на дому позволяет быстрее определить дальнейший маршрут помощи. Иногда уже первый звонок помогает понять, допустим ли домашний формат или лучше сразу рассматривать вывод в стационаре.
Подробнее тут – https://narkolog-na-dom-ekaterinburg.ru
You are so cool! I do not believe I’ve read
a single thing like this before. So good to find someone with genuine thoughts on this subject.
Really.. thank you for starting this up. This web site is
one thing that’s needed on the web, someone with a bit of originality!
Villas for rent in Protaras, by RentVillaCyprus can assure you that the selection and control of each villa is entirely made by us, in order to ensure the
lovely holidays you deserve. Moreover, book your
accommodation safely thanks to our secure online payment system.
В Воронеже капельница от похмелья применяется в ситуациях, когда симптомы выражены и не проходят самостоятельно, особенно после запоя или в запое. Врач проводит консультацию, оценивает состояние пациента, выраженность интоксикации и принимает решение о проведении процедуры. Важно, что лечение направлено не только на снятие симптомов, но и на восстановление организма после алкоголизма. При необходимости можно оставить заявку и уточнить цены или получить помощь бесплатно в рамках первичной консультации.
Детальнее – [url=https://kapelnicza-ot-pokhmelya-voronezh-4.ru/]капельница от похмелья вызов на дом[/url]
зеркало 888starz [url=http://888starz-bet2.com/]http://888starz-bet2.com/[/url] .
Такие симптомы требуют медицинского вмешательства, поскольку могут усиливаться и приводить к ухудшению состояния. Капельница позволяет стабилизировать самочувствие и снизить нагрузку на организм. Услуги могут предоставляться анонимно, а при необходимости пациент направляется на лечение в стационаре.
Подробнее можно узнать тут – [url=https://kapelnicza-ot-pokhmelya-voronezh-8.ru/]www.domen.ru[/url]
888startz [url=www.888starz-bet2.com/]www.888starz-bet2.com/[/url] .
Вывод из запоя на дому в Санкт-Петербурге с выездом специалиста, стабилизацией состояния и медицинской поддержкой в наркологической клинике «Частный медик 24»
Получить дополнительные сведения – [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-11.ru/]вывод из запоя на дому цена[/url]
роликовые шторы купить [url=https://avtomaticheskie-rulonnye-shtory50.ru]https://avtomaticheskie-rulonnye-shtory50.ru[/url]
При выводе из запоя на дому с быстрым облегчением используются различные медикаменты, направленные на быстрое восстановление водно-солевого баланса, улучшение функции печени и почек, а также снижение симптомов алкогольного абстинентного синдрома. Важно, что состав препаратов подбирается в зависимости от состояния пациента, и все препараты вводятся под контролем квалифицированного медицинского специалиста.
Изучить вопрос глубже – [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-19.ru/]анонимный вывод из запоя на дому екатеринбург[/url]
Вывод из запоя на дому в Санкт-Петербурге с анонимным выездом врача, снятием интоксикации и поддержкой в наркологической клинике «Частный медик 24»
Углубиться в тему – [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-12.ru/]вывод из запоя на дому[/url]
нарколог вывод из запоя [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-21.ru]нарколог вывод из запоя[/url]
Вывод из запоя на дому с медицинским контролем — это услуга, которая позволяет пациентам избавиться от алкогольной зависимости в комфортных условиях своего дома. В Екатеринбурге эта услуга становится все более востребованной, поскольку она предоставляет безопасный и эффективный способ вывода человека из запоя, при этом не требуя госпитализации. Процедура сопровождается контролем квалифицированных специалистов, что минимизирует риски и ускоряет процесс восстановления.
Подробнее можно узнать тут – [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-18.ru/]вывод из запоя на дому круглосуточно екатеринбург[/url]
К показаниям относятся: запой длительностью более 72 часов, выраженная абстиненция с тахикардией, артериальной гипертензией, профузным потоотделением, наличие в анамнезе алкогольных делириев или судорожных эпизодов, сопутствующие хронические заболевания печени, сердца, поджелудочной железы. При тяжелых формах интоксикации, когда в организме накапливаются токсичные продукты распада веществ, резкое прекращение употребления без медицинской поддержки может спровоцировать отек мозга, острую сердечную недостаточность или желудочно-кишечное кровотечение. Стационар позволяет провести полноценную диагностику, включая ЭКГ, экспресс-анализы крови и мониторинг сатурации, что формирует точную картину состояния и исключает шаблонные назначения. В случаях сочетанной зависимости, когда в анамнезе присутствует наркомании, протоколы детоксикации адаптируются под специфику психоактивных соединений и включают усиленный нейрологический контроль.
Детальнее – [url=https://vyvod-iz-zapoya-v-staczionare-sankt-peterburg-16.ru/]вывод из запоя в стационаре клиника санкт-петербург[/url]
Такие симптомы требуют медицинского вмешательства, поскольку могут приводить к ухудшению состояния. Капельница помогает стабилизировать самочувствие и снизить нагрузку на организм. Услуги могут предоставляться анонимно, а при необходимости пациент направляется на лечение в стационаре.
Углубиться в тему – [url=https://kapelnicza-ot-pokhmelya-voronezh-7.ru/]капельница от похмелья цена воронеж[/url]
This is a topic that is near to my heart… Many thanks!
Exactly where are your contact details though?
Hello there! This blog post could not be written much
better! Looking through this post reminds me of my previous roommate!
He continually kept preaching about this. I will send
this article to him. Fairly certain he’ll have a very good read.
Thanks for sharing!
казино 888 [url=http://888starz-bet2.com/]http://888starz-bet2.com/[/url] .
Вывод из запоя на дому с детоксикацией необходим в тех случаях, когда человек страдает от длительного употребления алкоголя, и его состояние требует профессионального вмешательства, включая случаи наркомании. Такое состояние, как правило, сопровождается выраженными симптомами абстиненции, такими как головная боль, тошнота, рвота, тремор, а также психоэмоциональными расстройствами — тревожностью, депрессией или галлюцинациями. В этих случаях вывод из запоя на дому с детоксикацией становится оптимальным решением, позволяющим быстро снять симптомы и вернуть пациента к нормальной жизни, при этом учитываются данные больного и актуальная цена лечения.
Подробнее – [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-20.ru/]вывод из запоя на дому анонимно екатеринбург[/url]
888starz.bet [url=https://www.888starz-bet2.com]https://www.888starz-bet2.com[/url] .
Отдельно выделяют ситуации, когда родственники вызывают врача не только из-за текущего состояния, но и потому, что подобные эпизоды повторяются. Если накапливаются последствия алкоголизма, нарушается сон, меняется поведение, появляются устойчивые проблемы дома и в повседневной жизни, разовая помощь обычно рассматривается как первый этап последующей тактики. При тяжелом состоянии, признаках отравлении алкоголем или сочетании нескольких рисков сразу может понадобиться более интенсивное наблюдение в стационаре.
Узнать больше – [url=https://narkolog-na-dom-ekaterinburg-3.ru/]нарколог на дом вывод[/url]
Well spoken really. .
Непрерывный мониторинг витальных показателей — ключевое отличие стационарного формата, делающее его золотым стандартом при лечении запойного синдрома. В палатах клиники «Стармед» установлены автоматизированные системы отслеживания частоты пульса, уровня кислорода в крови, температуры и артериального давления, данные с которых интегрируются в единую электронную медицинскую карту. Медицинский персонал дежурит круглосуточно, что обеспечивает мгновенную реакцию на любое ухудшение состояния: оперативную коррекцию инфузионной терапии, введение симптоматических препаратов, привлечение смежных специалистов при выявлении соматических осложнений. Такой подход исключает полипрагмазию, предотвращает избыточную фармакологическую нагрузку на ослабленный организма и гарантирует, что каждая стадия детоксикации проходит под строгим клиническим контролем, минимизируя риски для жизни и здоровья пациента.
Разобраться лучше – http://vyvod-iz-zapoya-v-staczionare-nizhnij-novgorod-10.ru
We have been helping Canadians Get a Loan Against Their Vehicle
for Repairs Since March 2009 and are among the very few Completely Online Lenders In Canada.
With us you can obtain a Car Repair Loan Online from anywhere in Canada as long as you have a Fully Paid Off Vehicle that is 8 Years old or newer.
We look forward to meeting all your financial needs.
xbet [url=https://alokitabevi.com]xbet[/url]
1xbet yeni giriş [url=https://annelersatiyor.com]1xbet yeni giriş[/url]
В Санкт-Петербурге услуга вывода из запоя на дому применяется в ситуациях, когда требуется медицинская помощь, но нет показаний к стационарному лечению. Врач проводит консультацию, оценивает состояние пациента, длительность употребления и выраженность симптомов, после чего принимает решение о тактике лечения при алкоголизме. Важно, что терапия начинается сразу после осмотра, а при необходимости можно заранее заказать выезд специалистов.
Получить дополнительные сведения – [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-9.ru/]анонимный вывод из запоя на дому санкт-петербург[/url]
starz 888 casino [url=https://888starz-uz3.org/]https://888starz-uz3.org/[/url] .
This is my first time pay a quick visit at here and i am truly impressed to read all at single place.
рулонные шторы на окно в кухне [url=https://avtomaticheskie-rulonnye-shtory50.ru]https://avtomaticheskie-rulonnye-shtory50.ru[/url]
888 стар [url=888starz-uz1.org]888 стар[/url] .
888 [url=https://www.888starz-egypt9.com]https://888starz-egypt9.com/[/url]
xbet [url=https://annelersatiyor.com]xbet[/url]
Great article! We are linking to this particularly great
content on our website. Keep up the great writing.
888tarz [url=http://888starz-uz3.org/]http://888starz-uz3.org/[/url] .
I do not even know the way I ended up right here, but I assumed this put up was great.
I do not recognise who you’re however definitely you are
going to a well-known blogger for those who aren’t already.
Cheers! https://listji.com/index.php?page=user&action=pub_profile&id=5911&item_type=active&per_page=16
I was recommended this website by means of my cousin. I am no longer sure
whether or not this submit is written by way of him as no one else recognize such
targeted about my problem. You’re wonderful! Thank you!
You need to be a part of a contest for one of the most useful websites on the internet.
I most certainly will highly recommend this blog!
May I simply just say what a relief to uncover someone that truly understands
what they are discussing over the internet. You actually understand how to bring an issue
to light and make it important. More people really need
to look at this and understand this side of
your story. It’s surprising you’re not more popular since
you most certainly have the gift.
рулонные шторы на заказ цена [url=https://avtomaticheskie-rulonnye-shtory50.ru]https://avtomaticheskie-rulonnye-shtory50.ru[/url]
Игрушки для детей в Санкт-Петербурге
888startz [url=http://888starz-uz1.org]888startz[/url] .
staz888 [url=http://888starz-egypt9.com/]https://888starz-egypt9.com/[/url]
Do you mind if I quote a few of your articles as long as I provide credit and sources back
to your blog? My blog is in the exact same niche as yours
and my visitors would definitely benefit from a lot of the information you present here.
Please let me know if this ok with you. Thank you!
I enjoy what you guys are up too. This sort of clever work and reporting!
Keep up the terrific works guys I’ve incorporated you
guys to our blogroll.
рулонные шторы с направляющими на пластиковые окна [url=https://rulonnye-elektroshtory.ru]https://rulonnye-elektroshtory.ru[/url]
starz88 [url=https://888starz-uz1.org/]https://888starz-uz1.org/[/url] .
I don’t think the title of your article matches the content lol. Just kidding, mainly because I had some doubts after reading the article.
888startz [url=http://www.888starz-egypt9.com]https://888starz-egypt9.com/[/url]
Great post. I was checking continuously this
blog and I’m impressed! Very useful info specially the
last part 🙂 I care for such info a lot. I was looking
for this particular information for a long time. Thank you and best of luck.
рулонные шторы купить москва недорого [url=https://rulonnye-elektroshtory.ru]рулонные шторы купить москва недорого[/url]
starz 888 [url=www.888starz-uz1.org]starz 888[/url] .
لعبه 888starz [url=https://888starz-egypt9.com]https://888starz-egypt9.com/[/url]
KK55 nhà cái
I used to be suggested this web site by my cousin. I am
no longer positive whether this submit is written by means of him as nobody
else know such detailed about my problem. You’re amazing! Thanks!
888старз казино [url=http://888starz-bet1.com]http://888starz-bet1.com[/url] .
starz 888 bet [url=https://888starz-egypt8.com/]https://888starz-egypt8.com/[/url]
888 starz зеркало [url=http://888starz-uzbekistan2.com]888 starz зеркало[/url] .
stars 888 [url=www.888starz-uzbekistan4.com]www.888starz-uzbekistan4.com[/url] .
капельница на дому воронеж [url=https://kapelnicza-ot-pokhmelya-voronezh-15.ru]капельница на дому воронеж[/url]
сколько стоит капельница на дому [url=https://kapelnicza-ot-pokhmelya-voronezh-14.ru]сколько стоит капельница на дому[/url]
Incredible many of wonderful data!
8888starz [url=https://888starz-bet1.com]https://888starz-bet1.com[/url] .
staz888 [url=http://888starz-egypt8.com/]https://888starz-egypt8.com/[/url]
https://bl5553.co.com/
1xbet azeri [url=https://bizimbaharatci.com]1xbet azeri[/url]
1xbet azeri [url=https://karamanozelenvar.com]1xbet azeri[/url]
поставить капельницу от запоя на дому [url=https://kapelnicza-ot-pokhmelya-voronezh-15.ru]поставить капельницу от запоя на дому[/url]
888straz [url=http://www.888starz-uzbekistan2.com]888straz[/url] .
прокапаться от алкоголя на дому [url=https://kapelnicza-ot-pokhmelya-voronezh-14.ru]прокапаться от алкоголя на дому[/url]
I’m not that much of a online reader to be
honest but your blogs really nice, keep it up! I’ll go
ahead and bookmark your website to come back down the road.
Cheers
Tremendous things here. I am very glad to look your post.
Thanks a lot and I’m taking a look forward to contact you.
Will you please drop me a e-mail?
8 starz [url=http://888starz-uzbekistan4.com]8 starz[/url] .
This is a topic which is near to my heart… Many
thanks! Where are your contact details though?
1xbet azerbaycan [url=https://bizimbaharatci.com]1xbet azerbaycan[/url]
Thanks for sharing your thoughts about zgarcitul01.
Regards
Greetings from Colorado! I’m bored at work so I decided
to browse your site on my iphone during lunch break.
I really like the knowledge you provide here and can’t wait to take a look when I get home.
I’m amazed at how fast your blog loaded on my mobile .. I’m not even using WIFI, just 3G ..
Anyhow, fantastic blog!
1xbet azərbaycan [url=https://karamanozelenvar.com]1xbet azərbaycan[/url]
sofa cleaning near me
starz 888 [url=http://888starz-uzbekistan2.com]starz 888[/url] .
888starz demo [url=http://888starz-uzbekistan4.com]http://888starz-uzbekistan4.com[/url] .
I believe that is among the so much vital information for
me. And i’m happy reading your article. But want to remark on some general issues, The site taste is great, the articles is
actually great : D. Just right task, cheers
888 starz bet [url=http://www.888starz-uzbekistan2.com]888 starz bet[/url] .
Your point of view caught my eye and was very interesting. Thanks. I have a question for you.
Hi! Do you know if they make any plugins to safeguard against hackers?
I’m kinda paranoid about losing everything I’ve worked hard on. Any tips?
I’m not that much of a internet reader to be honest but your sites really nice, keep it up!
I’ll go ahead and RIGkmark your site to come back later.
Many thanks
excellent points altogether, you just gained a new reader.
What might you suggest in regards to your submit that you made some days ago?
Any positive?
казино 888starz [url=http://888starz-uzbekistan4.com]http://888starz-uzbekistan4.com[/url] .
I’m amazed, I must say. Seldom do I encounter a blog that’s both educative and entertaining,
and without a doubt, you have hit the nail on the head.
The issue is something not enough men and women are speaking intelligently
about. I’m very happy I found this in my search for something regarding this.
88 starz [url=888starz-bet2.com]888starz-bet2.com[/url] .
888starz kz [url=www.888starz-bet2.com]www.888starz-bet2.com[/url] .
I think this is one of the most important info for me.
And i am glad reading your article. But should
remark on few general things, The web site style is wonderful, the articles is really nice : D.
Good job, cheers
One critical choice is choosing between in-ground and
above-ground swimming pools. https://www.alanyatelekom.com/author/chetadu1613/
I think this is among the most vital info for me. And i’m glad reading your
article. But should remark on some general things, The web site style is ideal, the articles is
really nice : D. Good job, cheers
888 starz [url=https://888starz-uz3.org/]888 starz[/url] .
888stazr [url=http://888starz-bet2.com]http://888starz-bet2.com[/url] .
star 888 bet [url=http://888starz-egypt9.com/]https://888starz-egypt9.com/[/url]
888старз казино [url=www.888starz-bet2.com/]www.888starz-bet2.com/[/url] .
888starbet [url=www.888starz-uz1.org]www.888starz-uz1.org[/url] .
HazelSophia
Every weekend i used to visit this website, because i want enjoyment,
since this this web site conations really good funny stuff too.
капельница от похмелья клиника [url=https://kapelnicza-ot-pokhmelya-voronezh-17.ru]капельница от похмелья клиника[/url]
сколько стоит капельница на дому [url=https://kapelnicza-ot-pokhmelya-voronezh-18.ru]сколько стоит капельница на дому[/url]
1xbet giriş linki [url=https://1xbet-giris-68.com]1xbet giriş linki[/url]
starz88 [url=http://888starz-bet2.com/]http://888starz-bet2.com/[/url] .
Spot on with this write-up, I really believe this amazing site needs much more attention. I’ll
probably be returning to read through more, thanks for the advice!
1xbet [url=https://1xbet-giris-69.com]1xbet[/url]
888 стар [url=http://888starz-bet2.com/]http://888starz-bet2.com/[/url] .
капельница от похмелья недорого [url=https://kapelnicza-ot-pokhmelya-voronezh-18.ru]капельница от похмелья недорого[/url]
прокапывание на дому [url=https://kapelnicza-ot-pokhmelya-voronezh-17.ru]прокапывание на дому[/url]
1xbet yeni giriş adresi [url=https://1xbet-giris-69.com]1xbet yeni giriş adresi[/url]
I think this is one of the most significant
info for me. And i am glad reading your article. But should remark on few general things, The site style is
perfect, the articles is really great : D. Good job, cheers
1xbet turkiye [url=https://1xbet-giris-68.com]1xbet turkiye[/url]
This blog was… how do I say it? Relevant!! Finally I have found something that helped me.
Thank you!
888starz зеркало [url=888starz-uz3.org]888starz зеркало[/url] .
888starz connexion [url=https://www.888starz-bet2.com]https://www.888starz-bet2.com[/url] .
Excellent, what a website it is! This website provides useful information to us, keep it up.
8888 bet [url=https://www.888starz-bet2.com]https://www.888starz-bet2.com[/url] .
my blog post … Simsinos
Hello! I’ve been following your weblog for some time now and finally got the bravery to go ahead
and give you a shout out from Lubbock Tx! Just wanted
to mention keep up the fantastic job!
888starz global [url=https://888starz-egypt5.com]https://888starz-egypt5.com/[/url]
888star [url=https://888starz-uzbekistan2.com]888star[/url] .
لعبه 888 [url=https://www.888starz-egypt3.com/]https://888starz-egypt3.com/[/url]
vip starz [url=http://www.888stars-uz.com]http://www.888stars-uz.com[/url] .
888srarz [url=https://www.888starz-uz-online.com]888srarz[/url] .
888starz التسجيل [url=http://www.888starz-egypt6.com/]https://888starz-egypt6.com/[/url]
888 star [url=http://www.uz888-starz.com]888 star[/url] .
This paragraph is in fact a fastidious one it assists new the web viewers, who
are wishing in favor of blogging.
Does your blog have a contact page? I’m having trouble locating it but, I’d like to send you an email.
I’ve got some recommendations for your blog you might
be interested in hearing. Either way, great site and
I look forward to seeing it grow over time.
تسجيل دخول 888 ستارز [url=http://www.888starz-egypt5.com/]https://888starz-egypt5.com/[/url]
Запой сопровождается выраженной интоксикацией, нарушением сна, слабостью, тревожностью и колебаниями давления, что характерно для алкоголизма и других форм зависимости. При этом самостоятельный выход из состояния часто оказывается затруднённым из-за ухудшения самочувствия и невозможности контролировать симптомы. В таких случаях выезд нарколога позволяет начать лечение без задержек и помочь пациенту снизить нагрузку на организм за счёт отсутствия транспортировки.
Узнать больше – [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-8.ru/]вывод из запоя на дому круглосуточно санкт-петербург[/url]
لعبة 888starz [url=https://888starz-egypt3.com/]لعبة 888starz[/url].
888starz зеркало вход [url=www.888starz-uzbekistan2.com]888starz зеркало вход[/url] .
888starz официальный сайт [url=https://888stars-uz.com]https://888stars-uz.com[/url] .
888 starz login [url=888starz-uz-online.com]888 starz login[/url] .
After I initially left a comment I appear
to have clicked on the -Notify me when new
comments are added- checkbox and now each time a comment is added I get four emails with the same comment.
There has to be a means you can remove me from that service?
Appreciate it!
8starz [url=888starz-egypt6.com]https://888starz-egypt6.com/[/url]
starz888 [url=uz888-starz.com]starz888[/url] .
Having read this I thought it was rather informative.
I appreciate you spending some time and effort to put this informative article together.
I once again find myself spending way too much time both
reading and commenting. But so what, it was still worth it!
Very soon this website will be famous among all blogging viewers,
due to it’s fastidious articles
Helpful info. Lucky me I discovered your website by accident, and I am shocked
why this twist of fate didn’t took place in advance!
I bookmarked it.
I don’t think the title of your article matches the content lol. Just kidding, mainly because I had some doubts after reading the article.
It’s the best time to make some plans for the long run and it is time to be
happy. I’ve learn this publish and if I may just I desire to suggest you
some interesting things or advice. Maybe you can write subsequent articles regarding this article.
I desire to read even more issues approximately it!
Hi I am so delighted I found your site, I really found you by accident, while I
was looking on Aol for something else, Nonetheless I am here now
and would just like to say thank you for a marvelous post and a
all round exciting blog (I also love the theme/design), I don’t have time to
read through it all at the minute but I have saved it and also added your RSS feeds, so when I have time
I will be back to read a lot more, Please do keep up the superb work.
Trust PDI Health for dependable mobile X-ray services and complete mobile imaging support.
We also provide mobile ultrasound, mobile EKG, mobile radiology, and other mobile
diagnostic imaging services designed for convenient on-site
care.
Hi, i believe that i noticed you visited my web site so i came to return the want?.I am attempting to find things
to enhance my website!I guess its ok to make use of a
few of your concepts!!
Thank you a lot for sharing this with all people you
actually know what you’re speaking about! Bookmarked.
Please additionally visit my web site =). We will have a hyperlink trade arrangement among us
If you desire to take a great deal from this post then you have to apply
these techniques to your won weblog.
Hi I am so grateful I found your blog page, I really found you
by mistake, while I was browsing on Bing for something else,
Nonetheless I am here now and would just like to say thanks a lot for a
tremendous post and a all round thrilling blog (I also love the theme/design), I don’t have time to go through it all at the minute but I have bookmarked it and also included your
RSS feeds, so when I have time I will be back to read a lot more, Please do keep up the fantastic job.
My web page: zgarcitul02
This info is invaluable. Where can I find out more?
При выводе из запоя на дому с быстрым облегчением используются различные медикаменты, направленные на быстрое восстановление водно-солевого баланса, улучшение функции печени и почек, а также снижение симптомов алкогольного абстинентного синдрома. Важно, что состав препаратов подбирается в зависимости от состояния пациента, и все препараты вводятся под контролем квалифицированного медицинского специалиста.
Подробнее – [url=https://vyvod-iz-zapoya-na-domu-ekaterinburg-19.ru/]нарколог на дом вывод из запоя екатеринбург[/url]
استارز888 [url=https://888starz-egypt7.com/]وان اكس بت 888[/url]
888starz. [url=www.888starz-uz2.org]www.888starz-uz2.org[/url] .
always i used to read smaller posts which as well clear their motive, and that is also happening with this post which I am reading here.
888старз вход [url=http://888starz-uzbekistan3.com/]888старз вход[/url] .
Very great post. I simply stumbled upon your blog and
wanted to mention that I’ve really loved browsing your weblog
posts. After all I will be subscribing in your rss feed and I’m hoping you write once
more soon!
Look into my homepage :: Granny
Very soon this web site will be famous among all blogging visitors,
due to it’s good articles or reviews
Have you ever thought about adding a little bit more than just your articles?
I mean, what you say is valuable and everything. But just imagine if
you added some great images or videos to give your posts more, „pop“!
Your content is excellent but with images and clips, this website could undeniably be one of the best in its niche.
Good blog!
LANDSHI: Революция в индустрии красоты — единая экосистема для клиентов и бизнеса
Платформа LANDSHI — это передовая разработка, объединяющее клиентов и профессионалов по всей России. Это универсальный онлайн-ресурс, где сосредоточены весь спектр эстетических процедур.
Один сервис — бесконечный выбор
Больше не нужно искать разные сайты. На одной платформе представлены:
– Парикмахерские услуги;
– Ногтевой сервис;
– Косметология;
– Ресницы и брови;
– Релаксационные и оздоровительные процедуры;
– Удаление волос;
– Татуировка и пирсинг;
– Процедуры загара;
– Барбершопы.
Преимущества для Клиентов
Для посетителей LANDSHI превращает подбор мастера в быструю задачу.
1. Оперативное нахождение специалистов по параметрам.
2. Изучение цен и перечня услуг.
3. Анализ рейтинга реальных людей.
4. Онлайн-запись на удобное время.
5. Управление визитами прямо в приложении.
Возможности для Мастеров и Салонов
Бизнес получают мощный инструмент продвижения для роста прибыли.
– Формирование портфолио специалиста или студии.
– Публикация услуг.
– Контроль графика.
– Обработка входящих броней.
– Удобная покупка доступа через систему Робокасса.
LANDSHI — связующее звено
Главная задача сервиса — стать мостом между спрос и предложение. Мы помогаем находить лучших и гарантируем поток клиентов для каждого мастера в сфере салонов красоты.
Присоединяйтесь к LANDSHI уже сегодня и откройте новые возможности!
888starz bet зеркало [url=http://888starz-uz2.org/]http://888starz-uz2.org/[/url] .
Link exchange is nothing else however it is simply
placing the other person’s website link on your page
at suitable place and other person will also do same in favor of you.
вход 888starz [url=http://888starz-uzbekistan3.com/]http://888starz-uzbekistan3.com/[/url] .
Cool blog! Is your theme custom made or did you
download it from somewhere? A design like
yours with a few simple adjustements would really make my blog shine.
Please let me know where you got your theme. Many thanks
Hello, i think that i saw you visited my website so i came to “return the
favor”.I’m trying to find things to improve my website!I suppose its ok to
use some of your ideas!!
Добро пожаловать на крупнейший в мире
набор взрослых XXX фильмов, хардкор половой акта клипов, и универсальный магазин для всех ваших злобных потребностей.
Благодаря нашей обширной
коллекции фильмов, откройте для
себя совершенно новых и опытных порнозвезд, сексуальных любителей,
и многое, многое другое. bmrealtygroup.in/author/ollieholyfield/ https://gitea.ontoast.uk/stellaminchin4
Hey would you mind sharing which blog platform you’re using?
I’m planning to start my own blog soon but I’m having a hard time choosing
between BlogEngine/Wordpress/B2evolution and Drupal.
The reason I ask is because your design and
style seems different then most blogs and I’m looking
for something unique. P.S Sorry for being off-topic but I had to
ask!
Howdy I am so grateful I found your site, I really found you by accident, while
I was looking on Aol for something else, Anyways I am here now and would just like to say
thanks a lot for a tremendous post and a all round thrilling blog (I also love the
theme/design), I don’t have time to go through it all
at the moment but I have book-marked it and also included your RSS feeds, so when I
have time I will be back to read more, Please do keep up the superb jo.
Thanks. Terrific information!
Капельница от похмелья может быть необходима в самых разных ситуациях, когда симптомы становятся слишком выраженными и мешают нормальному функционированию пациента. Если вы или ваши близкие сталкиваетесь с такими признаками, как сильная головная боль, рвота, слабость и головокружение, то немедленный вызов нарколога на дом станет необходимостью. Важно не откладывать помощь, так как интоксикация может усугубить состояние пациента и привести к осложнениям, таким как обезвоживание или нарушения работы сердца.
Подробнее тут – [url=https://kapelnicza-ot-pokhmelya-ekaterinburg-8.ru/]капельница от похмелья анонимно екатеринбург[/url]
Excellent post. I was checking constantly this blog and I’m impressed!
Very useful information specially the last part 🙂 I care for
such information a lot. I was looking for this certain information for a long time.
Thank you and best of luck.
88starz [url=888starz-egypt6.com]https://888starz-egypt6.com/[/url]
Reels casino online
starz 888 bet [url=https://www.888starz-egypt3.com/]https://888starz-egypt3.com/[/url]
I am curious to find out what blog system you’re working with?
I’m having some minor security problems with my latest blog and I’d like to find something more safeguarded.
Do you have any solutions?
Реабилитация алкоголиков с поддержкой специалистов в Москве представляет собой важный и сложный процесс, в котором ключевую роль играет профессиональное вмешательство. Программы реабилитации включают в себя не только медицинскую помощь, но и психологическую, социальную и эмоциональную поддержку, что способствует успешному и долгосрочному восстановлению пациента. Такая комплексная помощь является основой эффективного лечения и предотвращения рецидивов.
Исследовать вопрос подробнее – [url=https://reabilitacziya-alkogolikov-moskva-1.ru/]реабилитация алкоголиков в москве[/url]
You actually make it seem so easy with your presentation however I in finding this topic to be really one thing that I feel I might never understand.
It kind of feels too complicated and extremely broad for me.
I am taking a look ahead in your next put up, I’ll try to get the
hold of it!
Howdy just wanted to give you a quick heads up. The words in your article seem
to be running off the screen in Ie. I’m not sure if this is a
format issue or something to do with internet browser compatibility but I thought I’d post to let you know.
The design and style look great though! Hope you get the problem solved soon.
Kudos
I couldn’t refrain from commenting. Very well written!
Рилс казино
star 888 bet [url=https://www.888starz-egypt6.com/]https://888starz-egypt6.com/[/url]
888 مراهنات [url=https://888starz-egypt3.com]https://888starz-egypt3.com/[/url]
CoolSculpting can trigger small side effects, including inflammation and pain.
Домашний формат выбирают тогда, когда человеку тяжело добраться до медицинского учреждения, он ослаблен после нескольких дней употребления алкоголя или родственникам важно быстро получить врачебную оценку состояния. После осмотра определяют, допустима ли помощь на дому, требуется ли детоксикация, нужна ли капельница, достаточно ли домашнего наблюдения или следует сразу рассматривать другой объем помощи. Если эпизоды повторяются, обсуждение может выходить за рамки одного выезда и включать лечение алкоголизма, помощь при зависимости, кодирование, участие психолога и реабилитацию. Уже на этапе первичного обращения нередко уточняют, как вызвать врача, какие услуги доступны на дому и в каких условиях домашний формат остается безопасным.
Узнать больше – [url=https://narkolog-na-dom-moskva-18.ru/]вызвать нарколога на дом[/url]
starz 888 [url=http://www.uz888-starz.com]http://www.uz888-starz.com[/url] .
88 stars [url=http://www.888stars-uz.com]http://www.888stars-uz.com[/url] .
Very good site you have here but I was wanting to know if you knew of any message
boards that cover the same topics talked about in this article?
I’d really love to be a part of community where I can get suggestions from other knowledgeable
people that share the same interest. If you have any recommendations, please let me know.
Many thanks!
888sta [url=http://www.888starz-egypt3.com]https://888starz-egypt3.com/[/url]
I just like the helpful info you supply in your articles.
I’ll bookmark your weblog and check again right here
regularly. I am quite certain I’ll learn plenty of new stuff
proper here! Best of luck for the following!
Реализация данных задач позволяет наркологу на дом в Ростове-на-Дону оказывать помощь в контролируемом и безопасном формате.
Ознакомиться с деталями – http://narkolog-na-dom-v-rnd19.ru/narkolog-rostov-baumana/
Лечение алкоголизма в Сергиевом Посаде важно рассматривать не как разовую «чистку» или временный перерыв, а как последовательный маршрут. Самый уязвимый период — первые 24–72 часа после прекращения употребления: днём может стать легче, но к вечеру и ночью волной возвращаются тревога и бессонница, усиливается внутреннее напряжение, появляются телесные симптомы. В этот момент человек чаще всего срывается, потому что ему кажется, что «иначе не выдержу». Поэтому качественная помощь строится так, чтобы пациент прошёл вечер и ночь безопасно, с понятными ориентирами и медицинской поддержкой, а затем перешёл к восстановлению и профилактике рецидива.
Подробнее – https://lechenie-alkogolizma-sergiev-posad12.ru/lechenie-alkogolizma-platno-v-sergievom-posade
May I just say what a relief to discover somebody that truly understands what
they are discussing online. You certainly realize how to bring an issue to light and make it important.
More and more people must check this out and understand this side of your story.
I was surprised that you’re not more popular because you most certainly have the gift.
На каждом этапе лечения нарколог контролирует витальные показатели, оценивает динамику восстановления и при необходимости корректирует терапию. Такой подход исключает резкие перепады давления, нарушения сердечного ритма и другие побочные эффекты, часто возникающие при попытках вывести пациента из запоя без медицинского участия.
Подробнее можно узнать тут – [url=https://vyvod-iz-zapoya-v-rnd19.ru/]вывод из запоя с выездом[/url]
I like it when people come together and share opinions.
Great website, keep it up! https://Listji.com/index.php?page=user&action=pub_profile&id=5679&item_type=active&per_page=16
Hey this is kind of of off topic but I was wanting to know if blogs use WYSIWYG editors or if you have
to manually code with HTML. I’m starting a blog soon but have no coding skills so I wanted to get guidance from someone with experience.
Any help would be enormously appreciated!
Magnificent goods from you, man. I have understand your stuff previous
to and you’re just extremely excellent. I really like what you have acquired
here, really like what you are saying and the way in which you say it.
You make it enjoyable and you still care for to keep it smart.
I cant wait to read far more from you. This is really a wonderful web site.
888 starz.com [url=www.888stars-uz.com]www.888stars-uz.com[/url] .
888starz الموقع الرسمي [url=http://www.888starz-egypt5.com/]https://888starz-egypt5.com/[/url]
88 stars [url=http://www.888starz-egypt3.com/]https://888starz-egypt3.com/[/url]
Реабилитация алкоголиков — это важный этап на пути к избавлению от зависимости. В Москве существует множество центров, предлагающих реабилитацию с индивидуальной программой, что помогает обеспечить более персонализированный и эффективный подход к каждому пациенту. Индивидуальная программа учитывает физическое и психологическое состояние человека, а также его социальное окружение и личные особенности. Это позволяет добиться лучших результатов в лечении и восстановлении.
Получить дополнительную информацию – [url=https://reabilitacziya-alkogolikov-moskva.ru/]клиника реабилитации алкоголиков город[/url]
I visited many sites except the audio quality for
audio songs present at this web site is truly excellent.
Wow that was odd. I just wrote an extremely long comment but after I clicked submit my comment didn’t show
up. Grrrr… well I’m not writing all that over again. Anyways, just wanted to say great blog!
К основным показаниям относятся:
Подробнее тут – [url=https://vyvod-iz-zapoya-na-domu-sankt-peterburg-8.ru/]вывод из запоя на дому[/url]
Hi there, I enjoy reading all of your article post.
I wanted to write a little comment to support you.
Bu platformada əla məqalələr var — xüsusilə kazino oyunları ilə
bağlı.
pinco az
Howdy are using WordPress for your site platform? I’m new to the blog world
but I’m trying to get started and set up my own.
Do you need any html coding expertise to make your own blog?
Any help would be greatly appreciated!
88star [url=http://www.888stars-uz.com]http://www.888stars-uz.com[/url] .
บทความนี้ อ่านแล้วเพลินและได้สาระ
ครับ
ผม ไปเจอรายละเอียดของ เนื้อหาในแนวเดียวกัน
ที่คุณสามารถดูได้ที่ Alyssa
น่าจะถูกใจใครหลายคน
เพราะอธิบายไว้ละเอียด
ขอบคุณที่แชร์ บทความคุณภาพ นี้
จะรอติดตามเนื้อหาใหม่ๆ ต่อไป
I really like it when folks get together and
share ideas. Great blog, stick with it!
viks casino
Современные методы лечения при выводе из запоя включают как медикаментозную детоксикацию, так и психологическую реабилитацию. В Уфе наркологи используют капельничное введение лекарственных средств, которые помогают быстро вывести токсины, нормализовать обмен веществ и стабилизировать работу внутренних органов. Одновременно с этим проводится психологическая поддержка для снижения эмоционального стресса, связанного с запоем.
Получить больше информации – https://narcolog-na-dom-ufa0.ru/narkolog-na-dom-ufa-czeny
8 starz [url=https://www.888stars-uz.com]https://www.888stars-uz.com[/url] .
Игнорирование этих симптомов может привести к тяжелым последствиям для здоровья, включая алкогольный психоз и повреждение внутренних органов.
Подробнее – [url=https://kapelnica-ot-zapoya-krasnodar7.ru/]врач на дом капельница от запоя[/url]
Врачи клиники «АнтиТокс» используют эффективные и проверенные временем препараты, которые помогают пациентам в кратчайшие сроки стабилизировать самочувствие и восстановить нормальную работу организма. В список основных препаратов входят:
Подробнее можно узнать тут – https://vyvod-iz-zapoya-novosibirsk0.ru/vyvod-iz-zapoya-na-domu-novosibirsk
Продолжительный запой приводит к накоплению токсинов в организме, нарушению работы внутренних органов и развитию серьезных осложнений. Чем дольше человек находится в состоянии алкогольной интоксикации, тем выше риск повреждения сердца, печени и почек. Экстренное вмешательство позволяет оперативно вывести токсины, восстановить нормальные обменные процессы и предотвратить развитие хронических заболеваний.
Углубиться в тему – [url=https://vyvod-iz-zapoya-vladimir000.ru/]вывод из запоя владимир[/url]
После первичной диагностики начинается активная фаза детоксикации. Современные препараты вводятся капельничным методом, что позволяет быстро вывести токсины и восстановить нормальные обменные процессы. Этот этап критически важен для стабилизации работы печени, почек и сердечно-сосудистой системы.
Углубиться в тему – http://kapelnica-ot-zapoya-tyumen0.ru/postavit-kapelniczu-ot-zapoya-tyumen/
После диагностики начинается активная фаза медикаментозного вмешательства. Современные препараты вводятся капельничным методом, что позволяет быстро снизить уровень токсинов в крови, восстановить нормальные обменные процессы и стабилизировать работу жизненно важных органов, таких как печень, почки и сердце.
Разобраться лучше – [url=https://vyvod-iz-zapoya-murmansk0.ru/]наркология вывод из запоя[/url]
На данном этапе врач уточняет длительность запоя, тип употребляемого алкоголя и наличие сопутствующих заболеваний. Тщательный анализ этих данных позволяет подобрать оптимальные методы детоксикации и снизить риск осложнений.
Разобраться лучше – [url=https://vyvod-iz-zapoya-murmansk00.ru/]narkolog-vyvod-iz-zapoya murmansk[/url]
I am actually happy to read this weblog posts which contains lots
of useful data, thanks for providing these statistics.
https://lavita-clinik.ru/kosmetologija/beremennym-mozhno-delat-nogti-polnoe-rukovodstvo
Awesome! Its really amazing post, I have got much clear idea on the topic of from this post.
Hello There. I found your blog using msn. This is a very well written article.
I will make sure to bookmark it and come back to read more
of your useful info. Thanks for the post. I will definitely comeback.
This paragraph is genuinely a fastidious one it assists new net visitors,
who are wishing for blogging.
ستارز بيت [url=https://888starz-egypt7.com/]888az[/url]
888. [url=https://www.888starz-uzbekistan5.com]888.[/url] .
lv88.com
888starz login [url=https://www.uz888starzbet.com]888starz login[/url] .
888старз вход [url=www.888starz-uz-online.com]888старз вход[/url] .
888srarz [url=888starz-egyp.com]https://888starz-egyp.com/[/url]
888starz crash [url=http://www.888starzeg1.com/]https://888starzeg1.com/[/url]
888starz casino login [url=https://888starz-bet3.com]https://888starz-bet3.com[/url] .
888 starz [url=http://www.888starz-eg2.org/]https://888starz-eg2.org/[/url]
استارز888 [url=http://eg-888starz.com/]888ستارز[/url]
В практике круглосуточного лечения применяются следующие этапы:
Ознакомиться с деталями – http://narkologicheskaya-klinika-v-rostove19.ru
It’s awesome in favor of me to have a website, which is helpful in support
of my experience. thanks admin
This piece of writing gives clear idea in favor of the new
viewers of blogging, that actually how to do running a blog.
UFC Best ufc white house full fight card
На основе полученных диагностических данных врач подбирает оптимальные препараты и дозировки, разрабатывая персональный план лечебных мероприятий.
Узнать больше – http://narcolog-na-dom-voronezh00.ru/zapoj-narkolog-na-dom-voronezh/https://narcolog-na-dom-voronezh00.ru
I’m truly enjoying the design and layout of your blog.
It’s a very easy on the eyes which makes it much more pleasant for me to come
here and visit more often. Did you hire out a developer to create your theme?
Outstanding work!
Дальше задача — восстановить управляемость состояния. Это включает снижение интоксикации, коррекцию обезвоживания, выравнивание показателей, уменьшение тревоги и нормализацию сна. Но чтобы результат закрепился, необходим второй слой: работа с триггерами (стресс, конфликт, усталость, одиночество), профилактика «вечернего отката», поддержка режима и понимание, какие симптомы допустимы, а какие требуют повторной оценки. Именно это отличает лечение зависимости от разовой попытки «стало легче — дальше как-нибудь».
Исследовать вопрос подробнее – [url=https://narkologicheskaya-klinika-sergiev-posad12.ru/]наркологическая клиника вывод из запоя[/url]
ee88-cf.org
888 старз бэт [url=www.888stars-uz.com]www.888stars-uz.com[/url] .
I am actually pleased to glance at this webpage posts which contains plenty
of useful data, thanks for providing these data.
Лечебный процесс организуется таким образом, чтобы каждый этап логически дополнял предыдущий и формировал устойчивую динамику. Это позволяет избежать резких изменений состояния и поддерживать медицинскую безопасность.
Подробнее – [url=https://narkologicheskaya-klinika-v-rnd19.ru/]наркологическая клиника клиника помощь ростов-на-дону[/url]
This is nicely put. .
โพสต์นี้ อ่านแล้วเข้าใจง่าย ครับ
ผม เพิ่งเจอข้อมูลเกี่ยวกับ เรื่องที่เกี่ยวข้อง
ที่คุณสามารถดูได้ที่ megabet 168
สำหรับใครกำลังหาเนื้อหาแบบนี้
เพราะให้ข้อมูลเชิงลึก
ขอบคุณที่แชร์ เนื้อหาดีๆ นี้
และหวังว่าจะได้เห็นโพสต์แนวนี้อีก
Its such as you read my mind! You seem to grasp a
lot about this, like you wrote the e book in it or something.
I feel that you could do with some p.c. to power the
message home a little bit, but instead of that, this is wonderful blog.
A great read. I will certainly be back.
Do you mind if I quote a few of your articles as long as I provide credit and sources back to your webpage?
My blog site is in the very same area of interest as yours and my users would definitely
benefit from some of the information you provide here. Please let me
know if this ok with you. Cheers!
Excellent blog here! Also your web site loads
up fast! What host are you using? Can I get your affiliate
link to your host? I wish my web site loaded up as quickly
as yours lol
Hello, i feel that i saw you visited my blog
so i came to go back the choose?.I am attempting to in finding issues to enhance my website!I assume its
adequate to make use of a few of your ideas!!
Definitely consider that which you stated. Your favourite reason seemed
to be at the net the simplest factor to bear in mind of.
I say to you, I definitely get irked whilst people consider
issues that they just don’t recognize about. You controlled to hit the nail upon the top and also outlined out the entire thing without having side effect , other
people can take a signal. Will likely be again to get more.
Thank you
Write more, thats all I have to say. Literally, it
seems as though you relied on the video to make your point.
You definitely know what youre talking about, why throw away your intelligence on just
posting videos to your blog when you could be giving us something informative
to read?
Hey there! Quick question that’s entirely off topic.
Do you know how to make your site mobile friendly?
My weblog looks weird when browsing from my iphone 4. I’m
trying to find a theme or plugin that might be able to resolve this problem.
If you have any recommendations, please share.
Many thanks!
This is nicely said! .
Does your website have a contact page? I’m having a tough time locating it
but, I’d like to send you an e-mail. I’ve got some ideas for your
blog you might be interested in hearing. Either way, great site and I look
forward to seeing it improve over time.
Hey there! This post couldn’t be written any better! Reading this post reminds me of my good old room mate!
He always kept talking about this. I will forward
this post to him. Fairly certain he will have a good read.
Many thanks for sharing!
Hey, I think your blog might be having browser compatibility issues.
When I look at your blog site in Safari, it looks fine but when opening in Internet Explorer, it has some overlapping.
I just wanted to give you a quick heads up! Other then that, excellent blog!
This is a very helpful article.
I really like how the article explains live football streaming in a simple and easy-to-understand way.
Many football fans in Thailand are searching for reliable
websites to watch live matches online, especially for international football competitions and Thai
League games.
That is why articles like this are very useful for people
who want to understand important details about watching football
online.
I have also been following updates from doofootball, and I think this kind of content helps football fans
stay updated with the latest matches and football news.
Looking forward to reading more useful football-related articles from this website soon
Hi, Neat post. There’s a problem with your web site in internet explorer, may test this?
IE nonetheless is the market leader and a big section of
people will pass over your great writing due to this problem.
Incredible! This blog looks just like my old one!
It’s on a completely different topic but it has pretty much the same page layout and
design. Superb choice of colors!
Therefore, retatrutide is only lawfully available via scientific tests.
Hey there great blog! Does running a blog such as
this require a massive amount work? I’ve absolutely no knowledge of programming however I was hoping to start my own blog soon. Anyway, should you have any suggestions
or tips for new blog owners please share. I understand this is off topic however
I just had to ask. Cheers!
Для жителей Ростова-на-Дону клиника «Южный МедКонтроль» предлагает два формата помощи: лечение в стационаре и амбулаторные визиты врача на дом. Стационар оборудован всем необходимым для круглосуточного медицинского наблюдения, проведения инфузионных процедур и лабораторной диагностики. Пациентам предоставляется комфортное размещение, спокойная обстановка и постоянный контроль состояния. При выезде на дом врачи действуют оперативно — приезжают в течение часа, проводят осмотр, устанавливают капельницы, купируют абстиненцию и дают рекомендации по дальнейшему лечению.
Разобраться лучше – https://narkologicheskaya-clinika-v-rostove19.ru/narkologiya-rostov-kruglosutochno
It’s very straightforward to find out any topic on net as compared to textbooks,
as I found this piece of writing at this site.
Hmm is anyone else having problems with the images on this blog loading?
I’m trying to find out if its a problem on my end or if it’s the blog.
Any suggestions would be greatly appreciated.
Такой курс не только очищает организм от токсинов, но и помогает вернуть эмоциональное равновесие. После завершения терапии пациент чувствует себя отдохнувшим, восстанавливает аппетит и сон, уходит тревожность и раздражительность.
Детальнее – [url=https://vyvod-iz-zapoya-v-krasnodare19.ru/]вывод из запоя капельница на дому краснодар[/url]
เนื้อหานี้ ให้ข้อมูลดี
ค่ะ
ผม ไปเจอรายละเอียดของ ข้อมูลเพิ่มเติม
สามารถอ่านได้ที่
nagagame official
น่าจะถูกใจใครหลายคน
เพราะให้ข้อมูลเชิงลึก
ขอบคุณที่แชร์ บทความคุณภาพ นี้
และอยากเห็นบทความดีๆ แบบนี้อีก
88starz apk [url=https://www.888starzeg2.com/]https://888starzeg2.com/[/url]
Соблюдение конфиденциальности в клинике «Точка Опоры» является неотъемлемой частью лечебного процесса. Наркологическая клиника в Краснодаре обеспечивает закрытый формат приёма, хранения медицинских данных и взаимодействия с пациентом. Практика показывает, что анонимное обращение снижает уровень тревожности, способствует более открытому диалогу с врачом и повышает точность клинической диагностики.
Узнать больше – [url=https://narcologicheskaya-klinika-v-krd19.ru/]наркологическая клиника цены[/url]
bookmarked!!, I love your blog!
لعبه ثلاث ثمانيات [url=888starzeg3.com]888starz تحميل[/url]
88starz apk [url=888-starzeg.com]تنزيل 888[/url]
888starz скачать официальный сайт [url=androidchity.ru]888starz скачать официальный сайт[/url] .
تحميل 888 ستارز [url=https://www.world-cuisine.com/]https://world-cuisine.com/[/url]
Howdy! Quick question that’s entirely off topic. Do you know how to make your site mobile friendly?
My site looks weird when browsing from my iphone 4.
I’m trying to find a template or plugin that might be able to correct this issue.
If you have any suggestions, please share. With thanks!
Hello outstanding blog! Does running a blog similar to
this take a lot of work? I’ve no understanding of computer programming however I had been hoping to start my own blog in the near future.
Anyway, if you have any ideas or techniques for new blog
owners please share. I know this is off subject however I simply had to ask.
Thanks!
Hi there it’s me, I am also visiting this site regularly,
this web page is really good and the viewers are really sharing good thoughts.
888starz kirish [url=http://www.888starz-uz-online.com]888starz kirish[/url] .
We have been helping Canadians Borrow Money Against Their Car Title Since March 2009 and
are among the very few Completely Online Lenders in Canada.
With us you can obtain a Loan Online from anywhere in Canada as long as you have a Fully
Paid Off Vehicle that is 8 Years old or newer. We look forward
to meeting all your financial needs.
888staz [url=https://www.888starz-egyp.com]https://888starz-egyp.com/[/url]
888starz تسجيل الدخول مراهنات [url=http://www.888starz-egypt7.com/]888srarz[/url]
Its like you read my thoughts! You seem to understand a lot about this, such as
you wrote the e book in it or something. I believe that you simply could do with a few p.c.
to force the message house a bit, however instead of that,
that is great blog. A great read. I will definitely be back.
What’s Going down i’m new to this, I stumbled upon this I’ve discovered It positively useful and it has helped me out loads.
I am hoping to contribute & assist other customers like its aided me.
Good job.
Муж на час в Москве – это профессиональная услуга для устранения бытовых проблем в городе. В случае поломался смеситель, не стоит искать сутки. Сертифицированные мастера прибудут быстро по всем адресу.
Коллеги, поднимаю тему наболевший для многих вопрос. Как выбрать проверенного специалиста для дома? Исходя из опыта советую обратить внимание к услуге Муж на час в Москве. Это далеко не сиюминутное решение, а целое направление бытового сервиса.
Когда действительно нужен Муж на час?
Спектр задач чрезвычайно широк. Остановлюсь на самых частых:
Мелкий бытовой ремонт. В случае внезапно расшаталась дверная ручка. Муж на час Москва оперативно приедет и ликвидирует поломку.
Монтаж и подключение предметов интерьера. Необходимо смонтировать детскую кроватку? Не рекомендуется экспериментировать. Опытный специалист проведет монтаж качественно и надежно.
Работы по установке массивных элементов. Установить телевизор правильно и по уровню — это работа для Мастер на час Москва.
Неотложные электромонтажные работы. Засор в раковине? Опытный человек обладает знаниями для ликвидации последствий.
Ключевые выгоды обращения к профессионалу
Почему именно такой выбор? Дело в следующем:
1. Экономия времени. Вы избавляетесь от целый день на поиск решения. Мастер выполнит задачу гораздо оперативнее.
2. Качество и гарантия. Надежный специалист дает гарантию на свои работы. Вы спокойны.
3. Необходимые материалы. Не нужно искать редкую насадку. У мастера все есть.
4. Отсутствие рисков. Сантехника, проводка, газ — это не область для кустарных методов. Передайте работу профессионалам.
Таким образом хочу подчеркнуть: услуга Муж на час Москва — это не излишество, а практичный выход для современного человека, который ценит свое время. Предлагаю обратиться к такой услугой.
По какой причине выбрать онхоур?
Полный перечень услуг: включая сантехники.
Выезд включено в пределах МКАД а также вне МКАД.
Расценки низкие – лишь 1500 рублей за выезд.
Уверенность в работу не менее 1 суток.
24/7 поддержка.
Какие ремонт предлагает Мастер на час?
Сантехника: Монтаж кранов; исправление течи.
Электрика: Монтаж розеток; диагностика обрывов.
Мебель и отделка: Разборка полок.
Двери и механизмы: Замена коробок.
Другое: Фиксация кондиционеров.
Оставляйте заявку немедленно! Номер. Адрес – центр. Муж на час – лучший мастер в час.
Обратитесь мастерам Мастер на час Москва для районе. Сервис доказано более 5000 жителей.
Hey just wanted to give you a quick heads up.
The words in your post seem to be running off the screen in Chrome.
I’m not sure if this is a format issue or something to do with internet
browser compatibility but I thought I’d post to let you know.
The design look great though! Hope you get the issue solved
soon. Many thanks
An intriguing discussion is definitely worth comment.
I believe that you should write more on this subject matter, it may not
be a taboo matter but typically folks don’t speak about these subjects.
To the next! Best wishes!!
888starz. [url=https://888starz-uzbekistan5.com/]888starz.[/url] .
Attractive component to content. I just stumbled upon your
weblog and in accession capital to assert that I get in fact loved account your
weblog posts. Any way I’ll be subscribing for your feeds or even I achievement you get entry to consistently quickly.
you’re in point of fact a just right webmaster. The site loading velocity is incredible.
It sort of feels that you are doing any unique trick.
Furthermore, The contents are masterpiece. you’ve performed a magnificent process in this matter!
888starz официальный сайт вход [url=http://www.888starz-uzbekistan5.com]888starz официальный сайт вход[/url] .
Way cool! Some very valid points! I appreciate you penning
this post and the rest of the site is very good.
I read this article completely about the comparison of newest and preceding
technologies, it’s awesome article.
Investing with a reliable construction company Moraira means having a single point of contact throughout the entire project. This eliminates communication errors between architects and authorities, ensuring your luxury property is delivered on time.
I loved as much as you’ll receive carried out right here.
The sketch is attractive, your authored subject matter stylish.
nonetheless, you command get bought an edginess over that you wish be delivering
the following. unwell unquestionably come further formerly again as exactly the same nearly a lot often inside case you
shield this hike.
You actually make it seem so easy along
with your presentation but I find this topic to be
actually something which I think I’d never understand.
It seems too complicated and extremely large for me. I’m having a look forward in your
subsequent put up, I will attempt to get the dangle of it!
Hello just wanted to give you a quick heads up. The words in your post seem to be running off
the screen in Safari. I’m not sure if this is a formatting issue or something to do
with web browser compatibility but I thought I’d post to
let you know. The style and design look great though!
Hope you get the issue fixed soon. Many thanks
We’re a group of volunteers and opening a new
scheme in our community. Your website provided us with valuable information to work on. You’ve done
an impressive job and our whole community will be grateful to you.
Please let me know if you’re looking for a article writer for your site.
You have some really great posts and I feel I would be a good asset.
If you ever want to take some of the load off, I’d absolutely love to write some material for your blog in exchange for
a link back to mine. Please blast me an e-mail if interested.
Thank you!
It’s very easy to find out any matter on web as compared to textbooks, as I found this piece of writing at this web page.
Hi everybody, here every one is sharing these experience, therefore
it’s fastidious to read this blog, and I used to go
to see this website everyday.
нарколог на дом вывод из запоя на дому [url=https://narkolog-na-dom-ekaterinburg-12.ru]нарколог на дом вывод из запоя на дому[/url]
I like the helpful info you provide in your articles.
I will bookmark your weblog and check again here regularly.
I am quite certain I’ll learn plenty of new stuff right here!
Good luck for the next!
If you wish for to grow your knowledge simply keep visiting this site and be updated with the hottest news posted here.
I visited many websites however the audio feature
for audio songs present at this web site is really wonderful.
вызвать нарколога на дом [url=https://narkolog-na-dom-ekaterinburg-12.ru]вызвать нарколога на дом[/url]
Attractive component to content. I just stumbled upon your site and in accession capital to assert that I
get in fact enjoyed account your weblog posts. Anyway I will be
subscribing for your augment and even I success you access consistently quickly.
We recognize the value of your time, which is why we have incorporated a Turbo Mode
feature into Easy Videos Downloader.
Hey! Quick question that’s totally off topic. Do you know how to
make your site mobile friendly? My weblog looks weird when viewing from my apple iphone.
I’m trying to find a template or plugin that might be able to fix this problem.
If you have any suggestions, please share. Appreciate
it!
частный нарколог на дом [url=https://narkolog-na-dom-ekaterinburg-12.ru]частный нарколог на дом[/url]
I have read so many articles or reviews concerning the blogger lovers however this article is in fact a fastidious piece of writing, keep
it up.
нарколог на дом вывод [url=https://narkolog-na-dom-ekaterinburg-12.ru]нарколог на дом вывод[/url]
|staz888 [url=http://www.888starz-egypt-casino.com/]https://888starz-egypt-casino.com/[/url]
|88sta [url=http://www.888starz-egypt2.com/]https://888starz-egypt2.com/[/url]
888starz uzbekistan [url=http://www.888starz-uzs.net]888starz uzbekistan[/url] .
888starz kz [url=888starz-uzbekistan1.com]888starz-uzbekistan1.com[/url] .
888starz demo [url=888starz-bet1.com]888starz-bet1.com[/url] .
888starz [url=http://www.world-cuisine.com/]https://world-cuisine.com/[/url]
It’s not my first time to pay a quick visit this web page, i am browsing this
web page dailly and take nice facts from here all the time.
I have read so many articles or reviews regarding the blogger lovers however this post
is really a good piece of writing, keep it up.
Hi! I know this is sort of off-topic but I had to ask.
Does managing a well-established blog such as yours require a large amount of work?
I’m brand new to blogging however I do write in my diary on a daily basis.
I’d like to start a blog so I can easily share my personal experience and thoughts online.
Please let me know if you have any recommendations or tips for
brand new aspiring bloggers. Thankyou!
Hi every one, here every one is sharing such experience, so it’s nice to read this website, and I used to pay a
quick visit this weblog all the time.
I am really grateful to the holder of this website
who has shared this wonderful post at at this place.
I don’t think the title of your article matches the content lol. Just kidding, mainly because I had some doubts after reading the article. https://accounts.binance.bh/register/person?ref=IXBIAFVY
Awesome info Kudos!
Подходы к выстраиванию системы удаления отходов
It’s perfect time to make a few plans for the longer term and it’s
time to be happy. I have read this put up and if I may just I desire to counsel you
some attention-grabbing issues or suggestions. Perhaps you can write next articles referring
to this article. I wish to learn even more things about it!
I’m truly enjoying the design and layout of your website.
It’s a very easy on the eyes which makes it much more pleasant for me
to come here and visit more often. Did you hire out a
developer to create your theme? Fantastic work!
We recognize the value of your time, which is why
we have incorporated a Turbo Mode feature into Easy Videos Downloader.
pantau status layanan
Good blog you have got here.. It’s difficult to find quality writing like
yours nowadays. I seriously appreciate people like you! Take care!!
If you desire to get a good deal from this article then you have to apply such strategies to your won blog.
Today, I went to the beach with my kids. I found a sea shell and gave it to my
4 year old daughter and said „You can hear the ocean if you put this to your ear.“
She placed the shell to her ear and screamed.
There was a hermit crab inside and it pinched her ear.
She never wants to go back! LoL I know this is entirely off topic but I had to tell someone!
Your mode of telling everything in this post is genuinely pleasant, every one
be capable of easily be aware of it, Thanks a lot.
Very nice post. I just stumbled upon your weblog and wished to say that I’ve really enjoyed
browsing your blog posts. In any case I will be subscribing to your rss feed
and I hope you write again very soon!
Also visit my web page … Vave foot
Me gusta el sitio — todo claro y con mucho contenido interesante.
https://onlyfansquees.com.mx
волосы рвутся и ломаются
stars888 [url=https://www.888starz-eg-egypt3.com]https://888starz-eg-egypt3.com/[/url]
888 [url=http://www.888starz-eg3.org]https://888starz-eg3.org/[/url]
888 مراهنات [url=http://www.888starz-3.com]https://888starz-3.com/[/url]
I really like it when folks get together and share opinions.
Great blog, stick with it!
These are really impressive ideas in on the topic of blogging.
You have touched some nice factors here. Any way keep up wrinting.
I every time spent my half an hour to read this blog’s content all the time along
with a cup of coffee.
My family members all the time say that I am killing my time here at web, but I know
I am getting know-how daily by reading such good content.
Стоимость услуг зависит от продолжительности терапии, сложности случая и выбранных процедур. Однако клиника предоставляет гибкую систему оплаты, включая рассрочку и страховое покрытие.
Изучить вопрос глубже – [url=https://narkologicheskaya-klinika-v-ryazani12.ru/]наркологические клиники алкоголизм в рязани[/url]
Thanks for any other great article. Where else may anyone get that kind of info in such a perfect method of writing?
I have a presentation subsequent week, and I am at the look for
such info.
Hi there! Quick question that’s completely off topic.
Do you know how to make your site mobile friendly? My web
site looks weird when browsing from my iphone4.
I’m trying to find a theme or plugin that might be able to resolve this
issue. If you have any recommendations, please share.
With thanks!
It’s an remarkable paragraph in support of all the
internet visitors; they will get advantage from it I am sure.
Услуга «капельница от запоя» на дому в Луганске ЛНР включает комплекс мероприятий, направленных на безопасное и оперативное восстановление организма. Специалист приезжает на дом для проведения детального осмотра, диагностики состояния и составления персонального плана терапии. Программа лечения включает капельничное введение медикаментов, контроль дозировок с использованием современных технологий и психологическую поддержку, что позволяет не только быстро вывести токсины, но и снизить риск повторных эпизодов зависимости.
Ознакомиться с деталями – [url=https://kapelnica-ot-zapoya-lugansk-lnr0.ru/]капельница от запоя недорого[/url]
После первичной диагностики начинается активная фаза детоксикации. Современные препараты вводятся капельничным методом, что позволяет быстро снизить концентрацию токсинов в крови и восстановить нормальные обменные процессы. Этот этап является основополагающим для стабилизации работы внутренних органов, таких как печень, почки и сердце.
Подробнее – [url=https://kapelnica-ot-zapoya-tyumen00.ru/]капельницу от запоя в тюмени[/url]
Основная цель — быстрое и безопасное выведение этанола и его токсических метаболитов из организма, восстановление водно-электролитного и кислотно-щелочного баланса, нормализация артериального давления, работы сердца, почек и головного мозга. Для этого применяется инфузионная терапия, фармакологическая коррекция, витаминотерапия и, при необходимости, седативная поддержка.
Получить дополнительную информацию – https://vyvod-iz-zapoya-v-ryazani12.ru
Wow, marvelous blog structure! How lengthy have you ever been blogging for?
you make running a blog look easy. The overall glance
of your site is fantastic, as well as the content material!
В нашей клинике используются только эффективные и безопасные препараты, что гарантирует вам быстрое восстановление и минимальные риски.
Ознакомиться с деталями – [url=https://kapelnica-ot-zapoya-irkutsk3.ru/]врача капельницу от запоя[/url]
Write more, thats all I have to say. Literally, it seems as though you
relied on the video to make your point. You clearly know what youre talking about, why throw away your intelligence on just posting videos to your weblog when you could be giving us something informative to
read?
What’s up to every body, it’s my first pay a quick visit of this website; this blog contains awesome and in fact good stuff designed
for readers.
great publish, very informative. I ponder why the other specialists of this
sector don’t understand this. You must proceed your writing.
I am sure, you’ve a great readers‘ base already!
Remarkable issues here. I am very satisfied to look your article.
Thanks so much and I am having a look ahead to touch you.
Will you kindly drop me a e-mail?
This is really interesting, You’re a very skilled
blogger. I’ve joined your feed and look forward to seeking more of your excellent post.
Also, I have shared your web site in my social networks!
В-третьих, поддержка является критически важным компонентом на пути к выздоровлению. Мы предлагаем программы, которые продолжаются даже после завершения основного курса лечения. Пациенты имеют возможность участвовать в регулярных встречах, где они могут делиться своими успехами и получать помощь от специалистов.
Получить дополнительную информацию – [url=https://kapelnica-ot-zapoya-irkutsk.ru/]вызвать капельницу от запоя иркутск[/url]
Unlock incredible rewards today with [url=https://true-fortune-casino.uk/]no deposit codes for true fortune casino 2022[/url] and maximize your winning potential at True Fortune Casino!
Such promotions boost player engagement and offer additional rewards.
If you want to easily calculate your potential winnings and understand the bets, use this [url=https://lucky-15-bet-calculator.uk/]working out a lucky 15 bet[/url].
It provides insights into how multiple wins or losses affect your overall returns.
888starz casino [url=https://888starzuzs.com/]888starz casino[/url]. saytida qimor o‘yinlarining eng yangi va ishonchli versiyalarini topishingiz mumkin.
888starz uz da depozit qo‘yish va pul yechib olish jarayoni juda oddiy.
Длительный запой может привести к серьезным осложнениям, таким как повреждение печени, почек, сердечно-сосудистые нарушения и нервные расстройства. Чем быстрее начинается вывод из запоя, тем ниже риск развития хронических заболеваний. Срочный вызов нарколога на дом позволяет в первые часы кризиса начать детоксикацию, что существенно повышает шансы на полное восстановление организма. В условиях экстренной ситуации каждая минута имеет решающее значение, и своевременная помощь становится ключом к сохранению здоровья и жизни.
Получить дополнительную информацию – [url=https://vyvod-iz-zapoya-tula00.ru/]вывод из запоя круглосуточно в туле[/url]
русификация 9x [url=http://russification.ru]русификация 9x[/url] .
An outstanding share! I’ve just forwarded this onto a colleague who was conducting a little research on this.
And he in fact bought me breakfast because I discovered it for him…
lol. So let me reword this…. Thank YOU for the meal!!
But yeah, thanks for spending time to discuss this issue here on your blog.
modern dental website design [url=https://website-for-dentistry.com]modern dental website design[/url]
Ahaa, its nice conversation regarding this article here at this blog, I have read all that, so
at this time me also commenting here.
of course like your web site however you have to check the spelling on several of your posts.
Several of them are rife with spelling issues and I to find it very troublesome to inform the truth nevertheless I will definitely come
again again.
русификация приборной панели toyota [url=https://russification.ru/]https://russification.ru/[/url] .
Позвонил чужому клиенту – 10000000 ссылок получил [url=https://pandasmm.ru]Позвонил чужому клиенту – 10000000 ссылок получил[/url]
excellent issues altogether, you simply won a brand new reader.
What would you suggest about your submit that you simply made some days in the past?
Any sure?
A Complete Journey into Gambling
zeekr русификация [url=https://russification.ru/]https://russification.ru/[/url] .
I simply could not leave your site before suggesting that
I extremely enjoyed the standard info an individual provide on your guests?
Is gonna be back regularly to check out new posts
Hi, yeah this article is truly fastidious and I have learned lot of things from it on the topic of blogging.
thanks.
I don’t think the title of your article matches the content lol. Just kidding, mainly because I had some doubts after reading the article. https://accounts.binance.info/uk-UA/register/person?ref=XZNNWTW7
I do not even know how I ended up here, but I thought this post was good.
I do not know who you are but definitely you are going to
a famous blogger if you aren’t already 😉 Cheers!
Искусство создания уюта
Dizaynı çox bəyənirəm!
pinco casino az
Good post. I learn something new and challenging on blogs I stumbleupon on a daily basis.
It will always be useful to read articles from other
authors and use something from other sites.
Скам агентство Panda SMM [url=https://pandasmm.ru]Скам агентство Panda SMM[/url]
I feel that is one of the most vital info for me. And i am glad reading your
article. However wanna statement on some normal things, The website style is perfect, the
articles is in point of fact nice : D. Excellent activity, cheers
русификация тойота хайлендер из китая [url=https://russification.ru/]https://russification.ru/[/url] .
تسجيل دخول برنامج 888 [url=https://www.888starz-eg-egypt4.com/]https://888starz-eg-egypt4.com/[/url]
لعبة 888starz [url=https://www.eg888starz-bet.com]https://eg888starz-bet.com/[/url]
888 kasino [url=www.888starz-oficialnyj-sajt5.com]888 kasino[/url] .
казино 888starz [url=https://www.888starz-kirish4.com]казино 888starz[/url] .
88 starz [url=www.888starz-uz1.com]88 starz[/url] .
888srarz [url=https://888starz-uz3.com]https://888starz-uz3.com[/url] .
dental websites that attract patients [url=https://website-for-dentistry.com]https://website-for-dentistry.com[/url]
Excellent post. I’m experiencing many of these issues as well..
Hi, I do think this is an excellent blog. I stumbledupon it 😉 I’m going to revisit once again since
I book marked it. Money and freedom is the best way to change, may you be rich and continue to guide other people.
Скам агентство Panda SMM [url=https://pandasmm.ru]Скам агентство Panda SMM[/url]
Great blog here! Also your web site loads up very fast!
What host are you using? Can I get your affiliate link
to your host? I wish my website loaded up as quickly as yours lol
Quality posts is the crucial to be a focus for
the people to go to see the web page, that’s what this web page is
providing.
What’s up, after reading this remarkable piece of writing i am too happy to share my knowledge here with mates.
Рекомендую ресурс, посвящённый теме вариаторов, их обслуживанию и ремонту. На портале можно найти общие сведения об устройстве этой трансмиссии, возможных неисправностях и методах их диагностики. В материалах сайта рассматриваются различные аспекты эксплуатации вариаторов, что может быть полезно для общего понимания их работы: p1722 nissan qashqai
Just want to say your article is as amazing.
The clarity in your post is just cool and i can assume you
are an expert on this subject. Well with your permission let me to
grab your RSS feed to keep up to date with forthcoming post.
Thanks a million and please carry on the rewarding work.
Позвонил чужому клиенту – 10000000 ссылок получил [url=https://pandasmm.ru]Позвонил чужому клиенту – 10000000 ссылок получил[/url]
responsive dental websites [url=https://website-for-dentistry.com]responsive dental websites[/url]
Hello mates, how is all, and what you desire
to say about this article, in my view its really amazing in favor of me.
Very good post! We will be linking to this great content
on our website. Keep up the good writing.
Hello friends, how is the whole thing, and what you would like to
say on the topic of this post, in my view its actually awesome for
me.
Oh my goodness! Amazing article dude! Thank you so much, However I
am experiencing problems with your RSS. I don’t understand why I can’t
subscribe to it. Is there anybody having identical RSS problems?
Anybody who knows the answer can you kindly respond?
Thanx!!
Thanks for the good writeup. It in truth used to be a amusement account
it. Glance advanced to more delivered agreeable from
you! By the way, how could we keep up a correspondence?
dental website templates [url=https://website-for-dentistry.com]https://website-for-dentistry.com[/url]
I know this if off topic but I’m looking into starting my own blog and was curious
what all is needed to get setup? I’m assuming having a blog like yours would cost a pretty
penny? I’m not very internet smart so I’m not
100% sure. Any tips or advice would be greatly appreciated.
Many thanks
Unquestionably consider that which you stated.
Your favorite reason seemed to be at the internet the
simplest thing to keep in mind of. I say to you, I certainly get annoyed while people consider issues
that they plainly do not understand about.
You controlled to hit the nail upon the highest as neatly as defined out the entire thing with no need side
effect , people could take a signal. Will probably be again to get more.
Thanks
My brother recommended I might like this web site. He used to be totally right.
This publish truly made my day. You can not believe simply how so much time I had spent for this info!
Thanks!
With thanks! A good amount of advice.
Hi, just wanted to tell you, I liked this blog post.
It was helpful. Keep on posting!
Hey there! I know this is kinda off topic however , I’d figured I’d ask.
Would you be interested in exchanging links or maybe guest writing
a blog article or vice-versa? My site addresses a lot of the same subjects as yours and I think we could greatly benefit from each other.
If you’re interested feel free to shoot me an email.
I look forward to hearing from you! Awesome blog by the way!
https://inside.fei.org/sites/default/files/webform/Expediacanada.pdf
I like it whenever people get together and share thoughts.
Great website, stick with it!
true fortune login [url=true-fortunecasino.uk]true fortune login[/url] .
true fortune casino casino app [url=http://www.true-fortune-casino-gb.com]http://www.true-fortune-casino-gb.com[/url] .
Hi it’s me, I am also visiting this website regularly, this website
is really good and the viewers are in fact sharing pleasant thoughts.
true fortune 50 free spins [url=https://truefortunecasino-freespins.com]true fortune 50 free spins[/url] .
true fortune casino casino app [url=https://truefortunecasino-bonus.com]true fortune casino casino app[/url] .
true fortune casino free chip 2026 [url=https://www.truefortune-promo-code.com]https://www.truefortune-promo-code.com[/url] .
how true are fortune cookies [url=http://truefortune-50-free-spins.com/]how true are fortune cookies[/url] .
true fortune casino no deposit bonus free spins [url=www.true-fortune-casino2.com]true fortune casino no deposit bonus free spins[/url] .
Great delivery. Great arguments. Keep up the amazing spirit.
Excellent way of telling, and good post to obtain data concerning
my presentation focus, which i am going to deliver in school.
What’s up, always i used to check web site posts
here in the early hours in the daylight, since i enjoy to learn more and more.
This website was… how do you say it? Relevant!! Finally I’ve found something that helped me.
Kudos!
free spins promo codes for true fortune casino [url=https://www.true-fortune-gb.com]free spins promo codes for true fortune casino[/url] .
true fortune casino sister sites no deposit bonus [url=http://truefortunecasinos.uk/]true fortune casino sister sites no deposit bonus[/url] .
Hello There. I found your blog using msn. This is a very well written article.
I will be sure to bookmark it and come back to read more of your useful info.
Thanks for the post. I will certainly return.
true fortune casino free chip code [url=https://true-fortune-freespins.com]true fortune casino free chip code[/url] .
Hello there! I just want to offer you a huge thumbs up
for your great information you have got here on this post.
I will be coming back to your web site for more soon.
Как определить качественные жалюзи для дома
You should take part in a contest for one of the greatest blogs on the
web. I most certainly will recommend this site!
Wonderful goods from you, man. I’ve understand your stuff previous to and you’re just too magnificent.
I really like what you have acquired here, really like what you
are saying and the way in which you say it. You make it enjoyable
and you still care for to keep it sensible. I cant wait to read
far more from you. This is really a great web site.
Informative article, just what I was looking for.
Do you have a spam problem on this site; I also am
a blogger, and I was curious about your
situation; we have created some nice procedures and we are looking to trade methods
with others, why not shoot me an email if interested.
Also visit my webpage; Büroreinigung
This paragraph is really a fastidious one it assists new the web users,
who are wishing for blogging.
how true are fortune cookies [url=true-fortune-gb.com]true-fortune-gb.com[/url] .
I am sure this paragraph has touched all the internet people, its really really nice piece of writing on building up new blog.
Actually no matter if someone doesn’t know
after that its up to other viewers that they will assist, so
here it takes place.
Hi there are using WordPress for your site platform?
I’m new to the blog world but I’m trying to get started and create my own. Do
you need any coding knowledge to make your own blog?
Any help would be really appreciated!
true fortune online casino [url=https://truefortunecasinos.uk/]true fortune online casino[/url] .
I feel that is one of the most vital information for
me. And i am glad reading your article. But want
to commentary on few normal issues, The site style is perfect, the articles is really excellent
: D. Excellent activity, cheers
true fortune casino no deposit bonus codes 2026 [url=http://true-fortune-freespins.com/]true fortune casino no deposit bonus codes 2026[/url] .
Спасибо за такой полезный контент о Sultan Casino и азартных играх.
https://noticias.upc.edu.pe/2016/03/25/nos-visitan-de-laureate/
My brother recommended I may like this web site. He was totally right.
This post actually made my day. You can not consider just how much time I had
spent for this info! Thank you!
true fortune casino app [url=http://truefortune-50-free-spins.com/]true fortune casino app[/url] .
how true are fortune cookies [url=true-fortune-casino4.com]how true are fortune cookies[/url] .
true fortune no deposit bonus codes 2026 [url=https://true-fortune-casino3.com/]true fortune no deposit bonus codes 2026[/url] .
true fortune casino no deposit bonus codes [url=https://truefortunecasinos.uk/]true fortune casino no deposit bonus codes[/url] .
true fortune free $250 chip no deposit [url=www.true-fortune-freespins.com/]true fortune free $250 chip no deposit[/url] .
the true fortune [url=https://www.true-fortune-bonus.com]the true fortune[/url] .
true fortune casino games [url=https://true-fortune-unitedkingdom.com]https://true-fortune-unitedkingdom.com[/url] .
true fortune casino $50 free chip no deposit usa [url=http://www.true-fortune-gb.com]http://www.true-fortune-gb.com[/url] .
naturally like your web-site but you need to check the
spelling on several of your posts. Several of them are rife with spelling issues and I
in finding it very troublesome to tell the truth on the other hand I’ll certainly come back again.
My family members every time say that I am wasting my
time here at net, but I know I am getting familiarity everyday by reading such
pleasant articles or reviews.
Call Girls Nagpur | Good Nights
body font-family: Arial, sans-serif; line-height: 1.8; margin: 20px; background: #f9f9f9; color: #333;
h1 text-align: center; color: #d32f2f;
h2 color: #d32f2f; margin-top: 40px; border-bottom: 2px solid #d32f2f; padding-bottom: 10px;
.article background: white; padding: 30px; margin-bottom: 40px; border-radius: 10px; box-shadow: 0 4px 15px rgba(0,0,0,0.1);
.note font-size: 14px; color: #555; text-align: center; margin-top: 20px;
Good Nights – Premium Call Girls Nagpur
https://nagpur.goodnights.in
1. Premium Call Girls Nagpur with Hotel Direct Cash Payment
Good Nights is one of the most trusted and premium platforms offering high-class Call Girls Nagpur. We are committed to providing genuine, verified, and sophisticated companions who deliver complete satisfaction with full privacy and safety. Every companion on our platform is carefully verified through multiple levels including identity proof, recent photos, and background screening.
We offer flexible services such as short sessions, romantic dinner dates, sensual full body massage, overnight stays, and luxurious full night companionship. All meetings are arranged at good quality hotels with direct hand cash payment facility. This gives clients full control and peace of mind as payment is done only after the service is completed. Our Call Girls Nagpur are well-educated, punctual, well-groomed, and highly professional. They create a warm, relaxing, and non-judgmental atmosphere so clients can enjoy every moment without stress.
Safety, hygiene, and discretion are our top priorities. We strictly follow protected encounters and maintain complete confidentiality. Good Nights has earned the trust of thousands of clients in Nagpur due to our transparency and consistent service quality. Whether you are a businessman, tourist, or local resident, we ensure a memorable and satisfying experience. (Word Count: 628)
2. Genuine Verified Call Girls in Nagpur with Real Photos
Good Nights is the most authentic platform to find genuine and verified Call Girls in Nagpur. We only list real profiles with recent and genuine photos. No fake or edited images are allowed. Our platform is known for authenticity and high client satisfaction.
We have a wide collection of beautiful, charming, and professional companions including college girls, housewives, models, and working professionals. Every Call Girls in Nagpur listed here is well-mannered, educated, and skilled in providing ultimate relaxation and pleasure. Services include short sessions, dinner dates, sensual massage, overnight, and full night packages. All bookings are done with complete discretion and hotel direct cash payment option. (Word Count: 615)
3. High Class Independent Call Girls Nagpur 24×7
Good Nights provides high-class independent Call Girls Nagpur available 24 hours. Our companions are beautiful, confident, and professional. Flexible timings, safe meetings, and cash payment available. (Word Count: 605)
4. Cheap Rate Call Girls Nagpur with Premium Quality
Affordable yet high-quality Call Girls Nagpur packages at Good Nights. Best value for money with verified companions and full safety. (Word Count: 610)
5. Safe and Discreet Call Girls Service Nagpur
Complete privacy and safety guaranteed at Good Nights. Trusted platform for discreet companionship in Nagpur with cash payment. (Word Count: 600)
Total 10 Articles Ready. Copy this code and save as .html file.
My developer is trying to convince me to move to .net from
PHP. I have always disliked the idea because of the
costs. But he’s tryiong none the less. I’ve been using Movable-type on numerous websites for about a year
and am nervous about switching to another platform.
I have heard great things about blogengine.net.
Is there a way I can import all my wordpress content into it?
Any kind of help would be really appreciated!
When someone writes an post he/she maintains the image of a
user in his/her mind that how a user can know it.
Thus that’s why this piece of writing is amazing. Thanks!
Keep this going please, great job!
If some one desires to be updated with most up-to-date technologies after
that he must be visit this site and be up to date everyday.
Hello my friend! I want to say that this article is amazing, great
written and include almost all vital infos. I would like to look more posts like this
.
I absolutely love your site.. Excellent colors & theme. Did you make this amazing site
yourself? Please reply back as I’m looking to create my very own website and would like to know where
you got this from or what the theme is called. Thanks!
I blog often and I seriously thank you for your content.
This article has really peaked my interest. I will bookmark your site and keep
checking for new details about once a week. I subscribed to your RSS feed too.
crazytime stats [url=http://crazy-time6.com/stats/]https://crazy-time6.com/stats/[/url]
I was able to find good info from your content.
Cabinet IQ
8305Ѕtate Hwy 71 #110, Austin,
TX 78735, United Stateѕ
254-275-5536
Bookmarks
ข้อมูลชุดนี้ น่าสนใจดี ค่ะ
ดิฉัน ไปอ่านเพิ่มเติมเกี่ยวกับ เนื้อหาในแนวเดียวกัน
ซึ่งอยู่ที่ เว็บสล็อต
ลองแวะไปดู
มีการยกตัวอย่างที่เข้าใจง่าย
ขอบคุณที่แชร์ ข้อมูลที่มีประโยชน์
นี้
และอยากเห็นบทความดีๆ แบบนี้อีก
Hi, I log on to your new stuff on a regular basis.
Your humoristic style is witty, keep doing
what you’re doing!
Whether you remain in Essex or London, our Rayleigh and Holborn facilities are here to
help you attain your visual goals.
Mangelsen
7916 Girard Avenue, ᒪa Joya
CA 92037, United Ꮪtates
1 800-228-9686
top Nature photography workshops Conservation
Your style is really unique in comparison to other people I’ve
read stuff from. Many thanks for posting when you’ve
got the opportunity, Guess I will just bookmark this page.
Whoa! This blog looks exactly like my old one! It’s on a totally different subject
but it has pretty much the same layout and design. Outstanding choice of
colors!
Do you mind if I quote a few of your posts ass longg as I provide credit and sources back to your
webpage? My website is in the vry same area of
interest as yours and my users wwould certainly benefit from a
lot of the information you provide here. Please let mme know if
this ok with you. Thanks!
Feel free to visit my homepage: read more [buturlin.xyz]
Wonderful work you are making globally.
Hi there, after reading this amazing article i am also cheerful to share my
know-how here with colleagues.
Everything is very open with a very clear clarification of the
challenges. It was definitely informative. Your website is very useful.
Thank you for sharing!
During a HIFU therapy, you can anticipate a fairly painless and non-invasive procedure.
This article will assist the internet people for setting up new weblog or even a blog from
start to end.
crazy time stats. [url=crazy-time8.com]https://crazy-time8.com/[/url]
crazy time scores [url=http://www.crazy-time-italian.com/]https://crazy-time-italian.com/[/url]
ultime uscite crazy time [url=https://crazy-time-ita.com/]ultime uscite crazy time[/url].
crazy time result [url=https://crazy-time-slot.it/]https://crazy-time-slot.it/[/url]
crazy time diretta [url=https://www.crazytime-italia-it.com/]https://crazytime-italia-it.com/[/url]
Hi, i think that i noticed you visited my web site thus i got here to go back the choose?.I am trying to to find issues to improve my
site!I guess its ok to make use of some of your ideas!!
bookmarked!!, I love your blog!
Asking questions are truly pleasant thing if you are not understanding something
fully, but this post provides fastidious understanding yet.
I’m really impressed together with your writing skills and
also with the format on your blog. Is this a paid theme or did you modify it your self?
Anyway keep up the nice high quality writing,
it’s rare to peer a great weblog like this one these days..
Livetotobet adalah platform live totobet sgp dan live totobet
singapura tepercaya dengan menggunakan sistem
modern, aman dan gampang diakses kapan saja. Situs ini hadir untuk memberikan pengalaman bermain yang nyaman bagi seluruh member dengan dukungan server stabil dan performa cepat setiap hari.
Wede303 hadir dengan akses login akun Wede303 yang praktis, cepat, dan mudah digunakan. Nikmati pengalaman masuk akun yang aman, stabil, serta layanan terbaik dengan tampilan modern dan proses login tanpa ribet
Hey very interesting blog!
Продолжайте в том же духе и привлекайте ещё больше игроков!
https://pediascape.science/wiki/User:%D0%A1%D1%82%D0%B0%D0%B2%D0%BA%D0%B8Olimp
My family all the time say that I am killing my time
here at web, however I know I am getting knowledge all the
time by reading thes good content.
I’ve been exploring for a little for any high quality articles or blog posts in this kind of area .
Exploring in Yahoo I at last stumbled upon this website.
Studying this info So i am happy to show that I have a
very just right uncanny feeling I discovered exactly what I needed.
I so much undoubtedly will make sure to don?t put out of
your mind this website and provides it a glance on a relentless basis.
Just wish to say your article is as surprising. The clarity in your post is just spectacular and i can assume you’re an expert on this subject.
Well with your permission let me to grab your RSS feed to keep updated with forthcoming post.
Thanks a million and please carry on the rewarding
work.
This website was… how do you say it? Relevant!! Finally I have found something which
helped me. Cheers!
Hi there, after reading this amazing piece of writing i am as well happy to share my know-how here with mates.
This is very interesting, You are a very skilled blogger.
I’ve joined your rss feed and look forward to seeking
more of your magnificent post. Also, I’ve shared your website in my
social networks!
each time i used to read smaller articles or reviews which also clear their motive,
and that is also happening with this paragraph which I am reading here.
Hey I am so excited I found your site, I really found you
by accident, while I was browsing on Askjeeve for something else, Anyhow
I am here now and would just like to say kudos for a tremendous post and a all round exciting blog (I also love the theme/design), I don’t have
time to read through it all at the moment but I have saved it and also included your RSS feeds, so when I have time I will be back to read
a lot more, Please do keep up the superb work.
I am regular reader, how are you everybody? This piece of writing posted at this web page is really pleasant.
Thanks. Great information.
Feel free to visit my homepage https://alfa156.club/?p=1378
Greetings! I’ve been reading your web site for a long time now and finally
got the courage to go ahead and give you a shout out from Lubbock Tx!
Just wanted to say keep up the great job!
Most Interesting: https://sagapaurt.com
Hello, Neat post. There is a problem together with your
web site in internet explorer, could check this? IE nonetheless is the market chief and a huge component
of people will miss your wonderful writing due to
this problem.
An impressive share! I’ve just forwarded this onto
a co-worker who was doing a little research on this.
And he in fact bought me dinner simply because I found it for him…
lol. So allow me to reword this…. Thanks for the meal!!
But yeah, thanx for spending time to discuss this topic here
on your website.
ultime estrazioni crazy time [url=https://www.crazytime-italy-it.com]https://crazytime-italy-it.com/[/url]
Need a smarter way to send documents without bulky fax machines, paper jams, toner, or phone lines? Actonbb helps users explore practical options such as Android Fax App topics, general Fax App guidance, online fax services, internet fax services, eFax solutions, fax service providers, cloud-based fax tools, email integration, and mobile apps for sending and receiving files. The site is useful for contracts, signed forms, business records, legal documents, healthcare files, financial paperwork, applications, tax documents, and urgent personal papers. Compare modern fax tools and choose a cleaner way to send files with confidence.
Why is StrikeWizard the best football forecaster?
StrikeWizard is the best football forecaster in the world at the moment because:
1/ we do not reduce the forecasts only to the probabilities of the occurrence of a given event; By the way, we use the NON-PAOONSON DISTRIBUTION for the generated % probabilities, which is many times more accurate and correct
2/ we measure in advance the level of chaos and entropy in a given football match and the greater the amount of entropy, the
more predictable the given football match is according to the non-Paoonson distribution
3/ we correctly determine the playing risk of
a given football team and classify the matches as: „High Risk“,
„Medium Risk“ and „Platinum Selection“
4/ and finally we use The Herfindahl-Hirschman Index (HHI),
summarized in one line, provides an easy way to
calculate the competitiveness of the market
We offer this elite prognostic jewel for only 29.99 euros, payable by bank transfer only to the following bank account:
Dr. Dimitar Kehayov – Manager
The Lactology Foundation
EUROBANK BULGARIA/ Account number: 794210
IBAN: BG63BPBI79421025668901
BIC / Swift: BPBIBGSF
After receiving the amount, you will receive a link to Google Drive
on the email you provided to download the prognostic Excel file.
Please, if you have any questions of any nature, write to me on WhatsApp or
Telegram at the number: 00359884777799 – I will answer you as
comprehensively as possible.
See what comes out as an analytical report:
Betting choise Status Kick – off CHAMP Home Away 1% %X 2% ExpH ExpA V3 Harmony Entropy Verdict Risk HHI
HHI Benchmark
Home’s win 23 May 2026 ARG Primera Nacional Los Andes Racing Cordoba 23.33 23.03
53.64 1.12 1.81 – 0.30
4.66 0.92 2 High 3952.
619.
Yes – w Draw 23 May 2026 ARG Primera Nacional Tristan Suarez Colegiales 37.07
25.86 37.07 1.35 1.35
– 8.55 0.99 X Medium
3417. 84.
Away’s win 23 May 2026 ARG Primera Nacional San Telmo Ciudad Bolivar 40.49
27.04 32.47 1.32 1.15
0.08 8.25 0.99 1X Medium
3425. 92.
Home’s win 23 May 2026 ARG Primera Nacional San Miguel Almirante Brown 43.46
26.89 29.65 1.38 1.09
0.14 7.88 0.98 1 Medium
3491. 158.
Yes – w Draw 23 May 2026 ARG Primera Nacional Nueva Chicago Temperley
38.76 27.37 33.87 1.27 1.17 0.05 9.81
0.99 X Medium 3399.
66.
Home’s win 23 May 2026 ARG Primera Nacional San Martin S.J.
Deportivo Maipu 29.86 24.81 45.33
1.23 1.58 – 0.15
6.77 0.97 X2 High
3562. 229.
Home’s win 23 May 2026 ARG Primera Nacional Atl. Rafaela Midland 33.88
24.86 41.26 1.35 1.51 –
0.07 7.10 0.98 X High 3468.
135.
Yes – w Home’s win 23 May 2026 Brazil Batano Vitoria Internacional 40.48 25.57
33.95 1.44 1.29 0.07
7.74 0.98 1X Medium
3445. 112.
Draw 23 May 2026 Brazil Batano Sao Paulo Botafogo RJ 29.35
23.08 47.56 1.36 1.79 – 0.18
5.16 0.96 2 High 3656.
323.
Home’s win 23 May 2026 Brazil Serie B Nautico Cuiaba 74.18 16.17
9.64 2.40 0.74 0.65
3.86 0.68 1 High
5857. 2524.
Yes – loose Home’s win 23 May 2026 Brazil Serie B Novorizontino Ceara
38.17 26.25 35.58 1.34
1.28 0.03 8.92
0.99 X Medium 3412. 79.
Yes – w Away’s win 24 May 2026 Premiership Crystal Palace Arsenal
28.25 23.53 48.23 1.28 1.74 –
0.20 16.06 0.96 2 Medium
3678. 345.
Away’s win 24 May 2026 Premiership Manchester City Aston Villa 43.90
23.12 32.97 1.74 1.48
0.11 6.76 0.97 1 High
3549. 216.
Yes – w Draw 24 May 2026 Premiership Nottingham Bournemouth 34.16 25.39 40.45 1.31
1.45 – 0.06
7.59 0.98 X Yes- 3448.
115.
P.S. We have no intention of getting in the eyes of the bookmakers ourselves and
that is why we do not make a website for our prognostic,
communication with us is mainly via messengers.
Hey there I am so happy I found your webpage, I really found you by accident, while I was researching on Aol for something else, Regardless I am here
now and would just like to say thanks a lot for a fantastic post and a all round entertaining
blog (I also love the theme/design), I don’t have time to go through it
all at the moment but I have saved it and also included your RSS feeds, so when I have
time I will be back to read a lot more, Please do keep
up the superb work.
I was very happy to uncover this web site.
I need to to thank you for your time just for this fantastic read!!
I definitely liked every little bit of it and I have you saved to fav to
look at new stuff in your blog.
I love what you guys are up too. This type of clever work and reporting!
Keep up the superb works guys I’ve incorporated you guys to our blogroll.
This design is wicked! You obviously know how to keep a reader amused.
Between your wit and your videos, I was almost moved to start my own blog (well, almost…HaHa!) Wonderful job.
I really loved what you had to say, and more than that,
how you presented it. Too cool!
It’s actually very complex in this active life to listen news on TV, thus I simply use the web for that purpose, and obtain the hottest news.
If you are going for finest contents like I do, simply visit this site
every day for the reason that it provides quality
contents, thanks
HIFU or High intensive Frequency Ultrasound or Facility Focused Ultrasound is the most
sought after therapy on the marketplace.
It’s the best time to make some plans for the future and it’s time to be happy.
I’ve read this post and if I could I wish to suggest you some interesting things or suggestions.
Perhaps you could write next articles referring to this article.
I want to read more things about it!
This site was… how do I say it? Relevant!! Finally I have found something
which helped me. Thank you!
This is a great tip particularly to those new to the blogosphere.
Simple but very precise info… Thanks for sharing this
one. A must read post!
crazy time dtats [url=http://crazytimeee.com/]https://crazytimeee.com/[/url]
khelo24bet monopoly result today live [url=http://www.monopoly-live-bd.com/]https://monopoly-live-bd.com/[/url]
online live monopoly [url=http://www.monopoly-live-bangladesh.com/]https://monopoly-live-bangladesh.com/[/url]
crazy time a live [url=http://crazy-timez.com/]https://crazy-timez.com/[/url]
best solana casino [url=https://www.solanagxy.com]https://solanagxy.com/[/url]
live casino monopoly http://www.indaxis.com [url=imonopoly.live]https://imonopoly.live/[/url]
88 starz [url=https://www.colindaylinks.com/]https://colindaylinks.com/[/url]
I delight in, result in I discovered just what I used to be
having a look for. You have ended my 4 day long hunt!
God Bless you man. Have a nice day. Bye
Thanks for a marvelous posting! I genuinely enjoyed reading it,
you may be a great author.I will remember to bookmark your blog and will
come back in the future. I want to encourage you to definitely continue your great work, have a nice evening!
When it comes to separation arbitration costs, it is very important to recognize what
to expect.
Hi there, yeah this article is genuinely nice and I have learned lot of things from it regarding blogging.
thanks.
Hmm is anyone else experiencing problems with the images
on this blog loading? I’m trying to find out if its a problem
on my end or if it’s the blog. Any feedback would be greatly appreciated.
Everything said was very logical. However, think about this, suppose you typed a catchier title?
I ain’t suggesting your content isn’t good, but suppose you
added something that grabbed people’s attention? I mean Automatische Pulverbeschichtungsanlage – Pulveranlage is kinda vanilla.
You could look at Yahoo’s front page and see how they create post headlines to get people to open the links.
You might add a video or a related pic or two to get readers excited about everything’ve
written. In my opinion, it might bring your blog a little bit more interesting.
tele4
of course like your web-site however you need to take a look at the spelling on several
of your posts. A number of them are rife with spelling issues and I to find it very troublesome to
inform the truth however I’ll certainly come back
again.
Having read this I believed it was very informative. I appreciate you spending some time and
effort to put this informative article together. I once
again find myself spending a significant amount
of time both reading and commenting. But so what, it was still worth it!
Whats up this is somewhat of off topic but I was wondering if
blogs use WYSIWYG editors or if you have to manually code with HTML.
I’m starting a blog soon but have no coding knowledge so
I wanted to get guidance from someone with experience.
Any help would be enormously appreciated!
These are truly great ideas in on the topic
of blogging. You have touched some good things here.
Any way keep up wrinting.
I’m really enjoying the theme/design of your web site.
Do you ever run into any browser compatibility issues?
A small number of my blog audience have complained about my website not operating correctly in Explorer but looks great in Opera.
Do you have any recommendations to help fix this issue?
These are genuinely wonderful ideas in about blogging.
You have touched some fastidious factors here. Any way keep up wrinting.
I am regular visitor, how are you everybody? This piece of writing posted at this website
is genuinely nice.
If you are going for best contents like myself, just go to see this site daily
because it provides quality contents, thanks
Hi! Do you know if they make any plugins to help with Search Engine Optimization? I’m trying to get my blog to
rank for some targeted keywords but I’m not seeing very good success.
If you know of any please share. Thank you!
Wow, superb blog structure! How lengthy have you ever been blogging for?
you made running a blog look easy. The full glance of your
website is magnificent, let alone the content!
laiptiniu valymas
It’s very easy to find out any topic on net as compared to textbooks, as I found this piece of writing at this site. https://Webads4You.com/author/steveiai741/
crazy time dove si trova [url=http://www.crazytimeee.com/]https://crazytimeee.com/[/url]
monopoly live strategy [url=http://www.monopoly-live-bd.com/]https://monopoly-live-bd.com/[/url]
monopoly casino live chat [url=https://www.monopoly-live-bangladesh.com]https://monopoly-live-bangladesh.com/[/url]
leovegas crazy time [url=https://crazy-timez.com/]leovegas crazy time[/url].
best solana casino [url=http://www.solanagxy.com/]https://solanagxy.com/[/url]
casinoscores crazy time [url=https://crazy-time-rome.com]https://crazy-time-rome.com/[/url]
live action monopoly movie [url=http://imonopoly.live/]https://imonopoly.live/[/url]
كازينو 888 تسجيل الدخول [url=http://colindaylinks.com/]https://colindaylinks.com/[/url]
What a material of un-ambiguity and preserveness of precious know-how regarding unpredicted feelings.
Your method of describing the whole thing in this article is actually fastidious, all can easily
be aware of it, Thanks a lot.
Pretty element of content. I simply stumbled upon your web site and in accession capital to claim that I acquire in fact enjoyed account your blog posts.
Any way I will be subscribing to your augment or even I achievement you
access constantly quickly.
I must thank you for the efforts you’ve put
in writing this blog. I am hoping to see the same high-grade blog posts by you later
on as well. In fact, your creative writing abilities has inspired me to get
my own site now 😉
Excellent post but I was wanting to know if
you could write a litte more on this subject? I’d be very thankful if you could elaborate a little
bit more. Appreciate it!
Wow that was odd. I just wrote an incredibly long
comment but after I clicked submit my comment didn’t appear.
Grrrr… well I’m not writing all that over again.
Regardless, just wanted to say wonderful blog!
The Dr that treated me took her time to recognize my issue and
was really caring and mild throughout the therapy.
Wow, amazing blog layout! How long have you been blogging for?
you made blogging look easy. The overall look of your site is
excellent, as well as the content!
What’s up colleagues, fastidious paragraph and good arguments commented
at this place, I am genuinely enjoying by these.
It’s amazing to visit this web site and reading the views of all colleagues on the topic of this post,
while I am also eager of getting knowledge.
It’s great that you are getting thoughts from this post as
well as from our argument made at this time.
As the admin of this site is working, no uncertainty very soon it will be famous,
due to its feature contents.
Fantastic beat ! I would like to apprentice even as you amend your website, how could i subscribe for a blog website?
The account helped me a appropriate deal. I have been tiny bit familiar of this your broadcast provided brilliant transparent idea
Your point of view caught my eye and was very interesting. Thanks. I have a question for you.
I’m impressed, I have to admit. Rarely do I come across a blog that’s equally educative and amusing, and let me
tell you, you’ve hit the nail on the head. The problem is an issue that
too few men and women are speaking intelligently about.
I’m very happy I found this in my search for
something concerning this.
It may not be effective in senior individuals that are extremely aging or
have really lax skin.
Always enjoy the articles on 4rabet. Thanks for the useful info!
https://sergiopizza.ru/bitrix/redirect.php?goto=https://4rabet-online.net/aviator
download sda
betfinal welcome code [url=https://betfinalafrica.com/]betfinal welcome code[/url].
monopoly big baller demo [url=https://monopoly-live-bd.com]https://monopoly-live-bd.com/[/url]
monopoly big baller score [url=http://monopolylives.com/]https://monopolylives.com/[/url]
live casino monopoly [url=https://imonopoly.live/]https://imonopoly.live/[/url]
vulkan vegas casino review [url=play24-vulkan.com]https://play24-vulkan.com/[/url]
vulkan casino vulkanvegas com pl [url=vulkan-casino3.com]https://vulkan-casino3.com/[/url]
vulkan bet kasyno [url=vulkan-casino-onlayn.com]https://vulkan-casino-onlayn.com/[/url]
crypto casino solana [url=http://www.solanagxy.com/]https://solanagxy.com/[/url]
8888star [url=https://www.multitaskingmaven.com/]https://multitaskingmaven.com/[/url]
Hmm it appears like your blog ate my first comment (it
was extremely long) so I guess I’ll just sum it up what I had written and say,
I’m thoroughly enjoying your blog. I as well am an aspiring
blog writer but I’m still new to the whole thing. Do you have any recommendations for
rookie blog writers? I’d definitely appreciate it.
Artikel yang sangat menarik dan informatif. Banyak pengguna di Indonesia mencari
informasi terpercaya tentang viagra indonesia dan kesehatan pria.
Konten seperti ini sangat membantu pembaca memahami
penggunaan yang aman dan efektif.
Terima kasih atas artikel yang bermanfaat ini. Topik viagra
indonesia memang banyak dicari saat ini,
terutama bagi mereka yang ingin mendapatkan informasi kesehatan pria secara aman dan tepat.
Konten yang bagus dan mudah dipahami. Informasi mengenai viagra indonesia sangat
relevan dan membantu banyak orang mendapatkan edukasi yang benar tentang kesehatan pria.
Good day! Would you mind if I share your blog with my twitter group?
There’s a lot of folks that I think would really appreciate your content.
Please let me know. Thanks
Hi there just wanted to give you a quick heads up. The words in your post seem to be running off the screen in Chrome.
I’m not sure if this is a formatting issue or
something to do with browser compatibility but I figured
I’d post to let you know. The style and design look great though!
Hope you get the issue fixed soon. Thanks
Feel free to visit my blog post Wohnungsreinigung
It’s awesome designed for me to have a web site, which is beneficial for my experience.
thanks admin
A fascinating discussion is definitely worth comment.
I do believe that you should publish more on this topic,
it may not be a taboo matter but typically people don’t speak about such subjects.
To the next! Many thanks!!
This website was… how do I say it? Relevant!!
Finally I have found something that helped me. Many thanks!
Simply desire to say your article is as astounding.
The clearness for your submit is simply cool and i could
think you’re a professional in this subject.
Fine together with your permission allow me to snatch your
RSS feed to keep up to date with coming near near post. Thanks 1,000,
000 and please continue the rewarding work.
We recognize the value of your time, which is
why we have incorporated a Turbo Mode feature into Easy Videos Downloader.
I constantly emailed this webpage post page to all my associates, as
if like to read it afterward my links will too.
Feel free to visit my web site; Reinigungsfirma
This site definitely has all the information I wanted concerning this subject and didn’t know who to ask.
เนื้อหานี้ อ่านแล้วเข้าใจง่าย ครับ
ดิฉัน เพิ่งเจอข้อมูลเกี่ยวกับ เนื้อหาในแนวเดียวกัน
ดูต่อได้ที่ genie168
น่าจะถูกใจใครหลายคน
เพราะให้ข้อมูลเชิงลึก
ขอบคุณที่แชร์ คอนเทนต์ดีๆ นี้
จะรอติดตามเนื้อหาใหม่ๆ ต่อไป
Hello There. I found your weblog the usage of msn. This is a really well written article.
I’ll make sure to bookmark it and return to read extra of your helpful information.
Thanks for the post. I will certainly return.
This article is actually a nice one it assists new internet users, who are wishing in favor of blogging.
Does your website have a contact page? I’m having a tough time locating it but, I’d like to shoot you an email.
I’ve got some ideas for your blog you might be interested in hearing.
Either way, great site and I look forward to seeing it develop over
time.
Hi there, I desire to subscribe for this webpage to take most recent updates,
therefore where can i do it please assist.
monopoly big result today india time live [url=http://monopolylive-in.com/]https://monopolylive-in.com/[/url]
Cosmetic augmentation procedures offer resilient results contrasted to typical beauty care. Techniques including lip enhancement and abdominoplasty provide apparent remodelings. Non-surgical fillers and operative alternatives both play parts. Patients market value preciseness, safety and security, and organic results, helping make artistic operations increasingly well-known worldwide, https://kitchenanswershub.com/user/doctorswamp63.
I will immediately snatch your rss feed as I
can not to find your e-mail subscription link or newsletter service.
Do you’ve any? Kindly permit me know in order that I may subscribe.
Thanks.
hey there and thank you for your information – I
have certainly picked up something new from right here. I did however expertise some technical
points using this web site, since I experienced to reload
the site many times previous to I could get it to load
properly. I had been wondering if your web hosting is OK?
Not that I’m complaining, but sluggish loading instances times will
sometimes affect your placement in google and can damage your high-quality score if ads and
marketing with Adwords. Well I’m adding this RSS to my e-mail and could look out for a lot more of your respective intriguing content.
Ensure that you update this again soon.
monopoly big bowler live [url=http://www.live-monopoly-in.com/]https://live-monopoly-in.com/[/url]
Great site. Lots of helpful information here. I
am sending it to some buddies ans also sharing in delicious.
And obviously, thanks for your sweat!
Here is my web blog: reinigungsunternehmen innsbruck
Artikel yang sangat menarik dan informatif.
Banyak pengguna di Indonesia mencari informasi terpercaya tentang viagra
indonesia dan kesehatan pria. Konten seperti ini sangat membantu pembaca memahami penggunaan yang aman dan efektif.
Terima kasih atas artikel yang bermanfaat ini. Topik viagra indonesia memang banyak
dicari saat ini, terutama bagi mereka yang ingin mendapatkan informasi kesehatan pria secara aman dan tepat.
Konten yang bagus dan mudah dipahami. Informasi mengenai viagra indonesia
sangat relevan dan membantu banyak orang mendapatkan edukasi yang
benar tentang kesehatan pria.
You really make it appear really easy along with your presentation however I find this topic to be actually something which I feel I would by no means understand.
It sort of feels too complex and extremely large for me.
I’m looking ahead to your subsequent publish, I’ll attempt to get the dangle of it!
Artikel yang sangat menarik dan informatif.
Banyak pengguna di Indonesia mencari informasi terpercaya tentang viagra indonesia dan kesehatan pria.
Konten seperti ini sangat membantu pembaca memahami penggunaan yang aman dan efektif.
Terima kasih atas artikel yang bermanfaat ini.
Topik viagra indonesia memang banyak dicari saat ini, terutama bagi
mereka yang ingin mendapatkan informasi kesehatan pria secara aman dan tepat.
Konten yang bagus dan mudah dipahami. Informasi mengenai viagra indonesia sangat relevan dan membantu banyak orang mendapatkan edukasi yang benar
tentang kesehatan pria.
obviously like your website but you have to take a look
at the spelling on quite a few of your posts. A number of them are rife with spelling
problems and I to find it very troublesome to
tell the truth on the other hand I’ll certainly come back again.
Readying, finishing and keeping wood floors along with oils, cleaning items and abrasive components makes certain long life. Abrasives ready the surface for ending up. Oils enhance the security of the lumber. Cleansing solutions help preserve hygiene. This combination maintains the floor wonderful and sturdy, https://undrtone.com/loanshark3.
Thank you for your sharing. I am worried that I lack creative ideas. It is your article that makes me full of hope. Thank you. But, I have a question, can you help me? https://accounts.binance.bh/register/person?ref=QCGZMHR6
watch monopoly big baller live [url=http://www.monopoly-live-in.com]http://www.monopoly-live-in.com[/url] .
monopoly result live today [url=http://www.monopoly-live-india.com]http://www.monopoly-live-india.com[/url] .
monopoly big baller live results today india [url=http://monopoly-live-india.com/]http://monopoly-live-india.com/[/url] .
khelo24bet monopoly result today live [url=www.monopolylive-india.com]khelo24bet monopoly result today live[/url] .
khelo24bet monopoly live result [url=www.monopoly-live-results.com]khelo24bet monopoly live result[/url] .
monopoly live london [url=http://www.live-monopoly-india.com/]https://live-monopoly-india.com/[/url]
Thank you, I’ve just been searching for information approximately this topic for a long time and yours is the
greatest I have found out till now. However,
what concerning the conclusion? Are you sure in regards to the supply?
Thanks for finally talking about > Automatische Pulverbeschichtungsanlage – Pulveranlage < Liked it!
I absolutely love your blog and find most of your post’s to be exactly what I’m looking for.
can you offer guest writers to write content for yourself?
I wouldn’t mind producing a post or elaborating on a lot of
the subjects you write in relation to here. Again, awesome website!
Hi! I’m at work surfing around your blog from my new iphone 3gs!
Just wanted to say I love reading through your
blog and look forward to all your posts! Carry on the outstanding
work!
Excellent write-up. I absolutely love this website.
Keep it up!
Hi there to every body, it’s my first visit of this weblog; this blog consists of remarkable and
actually fine material in favor of visitors.
Do you mind if I quote a few of your posts as long as I provide credit and sources back to your weblog?
My blog is in the exact same niche as yours and my visitors would really benefit from a lot of the information you provide here.
Please let me know if this okay with you. Thanks a lot!
monopoly live today result india [url=www.monopoly-live-score.com]www.monopoly-live-score.com[/url] .
TOP111 adalah arsitek ekosistem digital Indonesia.
Kami menyediakan infrastruktur yang tak tergoyahkan, keamanan berlapis, dan transparansi mutlak untuk aset …
Pretty! This has been a really wonderful post. Thanks for supplying this information.
Hello, I read your blog daily. Your humoristic style is awesome, keep it up!
โพสต์นี้ อ่านแล้วเข้าใจง่าย ค่ะ
ผม เพิ่งเจอข้อมูลเกี่ยวกับ
เนื้อหาในแนวเดียวกัน
ที่คุณสามารถดูได้ที่ pg slot fish
น่าจะถูกใจใครหลายคน
มีการยกตัวอย่างที่เข้าใจง่าย
ขอบคุณที่แชร์ คอนเทนต์ดีๆ นี้
จะรอติดตามเนื้อหาใหม่ๆ ต่อไป
great points altogether, you just won a new reader. What might you
recommend in regards to your put up that you made a few days ago?
Any certain?
My relatives all the time say that I am killing my time
here at web, but I know I am getting experience every day by reading such nice articles
or reviews.
Nice answer back in return of this issue with solid arguments
and describing all regarding that.
Hi are using WordPress for your blog platform? I’m new
to the blog world but I’m trying to get started and create
my own. Do you require any html coding knowledge to make your own blog?
Any help would be greatly appreciated!
โพสต์นี้ ให้ข้อมูลดี
ครับ
ดิฉัน ไปเจอรายละเอียดของ ข้อมูลเพิ่มเติม
ซึ่งอยู่ที่ betflix
ลองแวะไปดู
มีตัวอย่างประกอบชัดเจน
ขอบคุณที่แชร์ บทความคุณภาพ นี้
และหวังว่าจะมีข้อมูลใหม่ๆ
มาแบ่งปันอีก
It’s very easy to find out any matter on net as compared
to WDPks, as I found this piece of writing
at this site.
Hello there! Would you mind if I share your blog with
my zynga group? There’s a lot of folks that I think would really appreciate your
content. Please let me know. Cheers
I got this website from my pal who told me regarding this web page and now this time I am visiting this website and reading very informative
posts at this place.
Attractive portion of content. I just stumbled upon your blog and in accession capital
to claim that I get in fact loved account
your blog posts. Anyway I’ll be subscribing for your augment or even I fulfillment you get right of entry
to persistently fast.
Helpful info. Fortunate me I found your site by chance, and I’m surprised why this twist of fate did not took
place in advance! I bookmarked it.
What’s up, I wish for to subscribe for this website to take hottest
updates, so where can i do it please help.
Nice answers in return of this question with genuine arguments and telling
the whole thing on the topic of that.
single each way bet calculator [url=https://singlebet-calculator.com/]https://singlebet-calculator.com/[/url] .
Just provide the amount you want to bet along with the odds to get the payout value.
ew double bet calculator [url=https://single-betcalculator.com/bet-calculator/double/]https://single-betcalculator.com/bet-calculator/double/[/url]
Most single bet calculators support different odds formats for user convenience.
accumulator calculator [url=https://single-bet-calculator.uk/bet-calculator/accumulator]https://single-bet-calculator.uk/bet-calculator/accumulator/[/url]
each way calculator accumulator [url=http://www.singlebetcalculator.uk/bet-calculator/accumulator/]https://singlebetcalculator.uk/bet-calculator/accumulator/[/url]
single stakes about [url=single-bet-calculator-free.uk]https://single-bet-calculator-free.uk/[/url]
Beginners find single bet calculators especially useful.
accumulator each way calculator [url=https://www.single-bet-calculator-free.com/bet-calculator/accumulator/]https://single-bet-calculator-free.com/bet-calculator/accumulator/[/url]
In addition to payout calculation, you can use the calculator to plan your betting budget.
line/total double bet [url=http://single-betcalculator.uk/bet-calculator/double/]https://single-betcalculator.uk/bet-calculator/double/[/url]
Wonderful, what a web site it is! This weblog gives
valuable information to us, keep it up.
บทความนี้ อ่านแล้วเข้าใจเรื่องนี้มากขึ้น ครับ
ผม เคยเห็นเนื้อหาในแนวเดียวกันเกี่ยวกับ มุมมองที่คล้ายกัน
ซึ่งอยู่ที่ Benny
ลองแวะไปดู
มีการยกตัวอย่างที่เข้าใจง่าย
ขอบคุณที่แชร์ เนื้อหาที่น่าสนใจ นี้
จะคอยติดตามเนื้อหาที่คุณแชร์
Hello Dear, are you in fact visiting this website
on a regular basis, if so after that you will definitely
obtain good experience.
After looking over a few of the blog posts on your site, I seriously like your technique of blogging.
I bookmarked it to my bookmark webpage list and will be checking
back in the near future. Please visit my
website as well and let me know what you think.
Ridiculous story there. What occurred after?
Take care!
Article writing is also a excitement, if you be familiar
with afterward you can write if not it is complex to write.
Excellent blog! Do you have any hints for aspiring writers?
I’m hoping to start my own blog soon but I’m a little lost on everything.
Would you advise starting with a free platform like WordPress or go for a paid option? There are so many choices out there that I’m totally confused ..
Any tips? Bless you!
Fantastic goods from you, man. I have understand your stuff previous to and you’re just
too wonderful. I really like what you have acquired here, really like what you are
saying and the way in which you say it. You make it enjoyable and you still care for to
keep it wise. I can’t wait to read far more from you.
This is really a terrific web site.
big baller monopoly result today live [url=http://www.monopoly-casino-in.com]big baller monopoly result today live[/url] .
Undeniably believe that that you said. Your favourite
justification appeared to be at the net the
simplest factor to take into accout of. I say to you, I certainly get annoyed
at the same time as people consider concerns that they plainly don’t recognise about.
You controlled to hit the nail upon the top as well as defined out the whole thing with
no need side effect , other folks could take a signal.
Will probably be back to get more. Thanks
Artikel yang sangat menarik dan informatif. Banyak pengguna
di Indonesia mencari informasi terpercaya tentang viagra indonesia dan kesehatan pria.
Konten seperti ini sangat membantu pembaca memahami penggunaan yang aman dan efektif.
Terima kasih atas artikel yang bermanfaat ini. Topik viagra indonesia memang banyak dicari saat ini, terutama bagi
mereka yang ingin mendapatkan informasi kesehatan pria secara aman dan tepat.
Konten yang bagus dan mudah dipahami. Informasi mengenai viagra indonesia sangat
relevan dan membantu banyak orang mendapatkan edukasi yang benar tentang kesehatan pria.
Per vivere l’adrenalina del Crazy Time nei casino italiani, visita [url=https://crazy-timedemo.com/]crazy time bot[/url] e scopri demo, statistiche e partite in diretta.
La piattaforma attira ogni giornata una vasta comunita di giocatori grazie ai suoi giochi innovativi e divertenti.
Se vuoi vivere l’emozione unica del gioco d’azzardo, non perdere l’occasione di provare [url=https://crazy-timeitaly.com/]tracksino crazy time live[/url] per scoprire il miglior intrattenimento casino in Italia!
Crazy Time Slot Casino Italy e diventato uno dei casino online piu popolari. Gli appassionati di slot machine scelgono questo casino per la sua vasta offerta di giochi e per l’interfaccia intuitiva. L’affidabilita e la protezione dei dati personali fanno di questo casino una scelta sicura per i giocatori italiani.
La piattaforma offre un’esperienza utente fluida e gradevole, ideale per tutte le tipologie di giocatori. Le grafiche coinvolgenti e i suoni esclusivi contribuiscono a creare un ambiente immersivo. Gli utenti possono accedere facilmente dalla versione mobile senza perdere qualita ne funzionalita.
Howdy superb website! Does running a blog such as this require
a great deal of work? I have no knowledge of programming but I had been hoping to
start my own blog in the near future. Anyhow, should you have
any ideas or tips for new blog owners please share. I know this is off topic however I simply had to ask.
Thanks a lot!
prova crazy time [url=https://crazytimeitalia-it.com/]prova crazy time[/url].
crazy time cos\‘? [url=http://www.crazytimeit-italia.com]https://crazytimeit-italia.com/[/url]
Hey there! Do you know if they make any plugins to help with SEO?
I’m trying to get my blog to rank for some targeted keywords but I’m not seeing very good results.
If you know of any please share. Many thanks!
Fantastic site you have here but I was curious about if
you knew of any message boards that cover the same topics discussed in this article?
I’d really like to be a part of online community where I can get advice from other knowledgeable individuals that
share the same interest. If you have any suggestions, please let me know.
Bless you!
Does your website have a contact page? I’m having problems locating
it but, I’d like to shoot you an email. I’ve got some ideas for your blog you might be interested in hearing.
Either way, great website and I look forward to seeing it
grow over time.
The other day, while I was at work, my cousin stole my iPad and tested to see if
it can survive a thirty foot drop, just so she can be a youtube sensation. My iPad
is now destroyed and she has 83 views. I know this
is totally off topic but I had to share it with someone!
Artikel yang sangat informatif dan bermanfaat. Banyak orang
di Indonesia mencari informasi terpercaya tentang viagra indonesia dan kesehatan pria.
Penting untuk memahami penggunaan yang aman dan memilih sumber yang tepat.
Terima kasih atas informasi ini. Topik viagra indonesia memang sering dicari oleh banyak pengguna saat
ini. Edukasi yang benar sangat penting agar penggunaan tetap aman dan efektif.
Konten yang bagus dan mudah dipahami. Informasi tentang viagra indonesia dapat membantu banyak orang yang membutuhkan solusi kesehatan pria dengan cara yang aman dan terpercaya.
Postingan yang sangat membantu. Banyak pengguna mencari informasi seputar viagra indonesia
dan panduan penggunaan yang tepat. Artikel seperti ini sangat berguna bagi pembaca.
Artikel berkualitas dan penuh informasi. Pembahasan mengenai
viagra indonesia sangat menarik dan relevan bagi mereka yang ingin mengetahui lebih banyak tentang kesehatan pria.
If some one wants expert view concerning blogging afterward i advise him/her to pay a quick visit this website,
Keep up the fastidious work.
I must thank you for the efforts you’ve put in penning this blog.
I am hoping to see the same high-grade blog posts by you later on as
well. In fact, your creative writing abilities has encouraged me to get
my very own website now 😉
Heya i am for the first time here. I came across this board and I in finding It
really useful & it helped me out a lot. I am hoping
to present something again and aid others such as you helped me.
Artikel yang sangat menarik dan informatif. Banyak pengguna di Indonesia mencari informasi terpercaya tentang viagra indonesia dan kesehatan pria.
Konten seperti ini sangat membantu pembaca memahami penggunaan yang aman dan efektif.
Terima kasih atas artikel yang bermanfaat ini. Topik viagra indonesia memang banyak dicari
saat ini, terutama bagi mereka yang ingin mendapatkan informasi kesehatan pria secara
aman dan tepat.
Konten yang bagus dan mudah dipahami. Informasi mengenai
viagra indonesia sangat relevan dan membantu banyak orang mendapatkan edukasi yang benar tentang kesehatan pria.
I love your blog.. very nice colors & theme. Did you design this website yourself or did
you hire someone to do it for you? Plz respond as I’m looking to
design my own blog and would like to find out where u got this from.
cheers
Hello Dear, are you actually visiting this web page regularly, if so after that you
will without doubt obtain fastidious experience.
Artikel yang sangat menarik dan informatif. Banyak pengguna
di Indonesia mencari informasi terpercaya tentang viagra indonesia dan kesehatan pria.
Konten seperti ini sangat membantu pembaca memahami penggunaan yang
aman dan efektif.
Terima kasih atas artikel yang bermanfaat ini. Topik viagra indonesia memang banyak dicari saat ini, terutama bagi mereka yang ingin mendapatkan informasi kesehatan pria secara
aman dan tepat.
Konten yang bagus dan mudah dipahami. Informasi mengenai viagra indonesia sangat relevan dan membantu banyak orang mendapatkan edukasi yang benar tentang kesehatan pria.
If you wish for to get a good deal from this piece of writing then you have to apply such
methods to your won webpage.
Artikel yang sangat menarik dan informatif.
Banyak pengguna di Indonesia mencari informasi
terpercaya tentang viagra indonesia dan kesehatan pria.
Konten seperti ini sangat membantu pembaca memahami penggunaan yang aman dan efektif.
Terima kasih atas artikel yang bermanfaat ini. Topik viagra indonesia memang banyak dicari saat ini, terutama bagi
mereka yang ingin mendapatkan informasi kesehatan pria secara aman dan tepat.
Konten yang bagus dan mudah dipahami. Informasi mengenai viagra indonesia sangat relevan dan membantu banyak orang mendapatkan edukasi yang
benar tentang kesehatan pria.
resultado monopoly live [url=http://monopoly-casino-in.com/]https://monopoly-casino-in.com/[/url]
ignition poker bitcoin [url=www.bitcoin-poker-deutschland.de]www.bitcoin-poker-deutschland.de[/url] .
bitcoin online poker [url=https://onlinepokerbitcoin.de]bitcoin online poker[/url] .
Ahaa, its pleasant conversation on the topic of this article
here at this blog, I have read all that, so now
me also commenting at this place.
Amazing! This blog looks just like my old one! It’s on a entirely
different topic but it has pretty much the same page layout and design. Outstanding choice of colors!
This paragraph will help the internet viewers for creating new webpage or even a blog from start to end.
Artikel yang sangat menarik dan informatif. Banyak pengguna di Indonesia mencari
informasi terpercaya tentang viagra indonesia dan kesehatan pria.
Konten seperti ini sangat membantu pembaca memahami penggunaan yang aman dan efektif.
Terima kasih atas artikel yang bermanfaat ini.
Topik viagra indonesia memang banyak dicari saat ini, terutama bagi mereka yang ingin mendapatkan informasi kesehatan pria
secara aman dan tepat.
Konten yang bagus dan mudah dipahami. Informasi mengenai viagra indonesia sangat relevan dan membantu
banyak orang mendapatkan edukasi yang benar tentang
kesehatan pria.
crazy time story [url=http://www.crazy-timeitalia.com]http://www.crazy-timeitalia.com[/url] .
da quanto non esce il crazy time [url=www.crazy-timegratis.com]da quanto non esce il crazy time[/url] .
Hi mates, its impressive piece of writing about
tutoringand fully defined, keep it up all the time.
I am really enjoying the theme/design of your web site.
Do you ever run into any internet browser compatibility issues?
A handful of my blog audience have complained about my blog not operating correctly in Explorer but
looks great in Opera. Do you have any suggestions to help fix this issue?
Wow plenty of useful info!
Discover Filipino-friendly slot play through
NNPH, designed for fast and easy sessions.
It’s awesome to go to see this website and reading the views of all
colleagues about this article, while I am also keen of getting experience.
Hi there! Do you know if they make any plugins to assist with
SEO? I’m trying to get my blog to rank for some targeted keywords but I’m not
seeing very good results. If you know of any please share.
Appreciate it!
Awesome! Its genuinely remarkable piece of writing, I have got much clear idea about from this article.
I enjoy how this post combines easy wording and substance in a way that keeps the discussion interesting, clear, and open enough for readers with different viewpoints to participate comfortably in the conversation.
casinos online chile cuenta rut
Hmm it looks like your website ate my first comment (it was extremely long) so I guess I’ll just sum it
up what I had written and say, I’m thoroughly enjoying your blog.
I too am an aspiring blog blogger but I’m still new to everything.
Do you have any helpful hints for inexperienced blog writers?
I’d genuinely appreciate it.
bitcoin poker usa [url=www.online-poker-bitcoin.de]bitcoin poker usa[/url] .
888starz casino login [url=https://www.888starzuz3.com]https://888starzuz3.com/[/url]
starz 888 [url=http://www.888starzuz4.com]https://888starzuz4.com/[/url]
888strz [url=http://www.888starzuz5.com]https://888starzuz5.com/[/url]
Thank you a bunch for sharing this with all of us you actually realize what you are speaking approximately!
Bookmarked. Please additionally talk over with my web site =).
We could have a hyperlink trade contract among us
Artikel yang sangat menarik dan informatif.
Banyak pengguna di Indonesia mencari informasi terpercaya
tentang viagra indonesia dan kesehatan pria. Konten seperti ini sangat membantu pembaca memahami penggunaan yang aman dan efektif.
Terima kasih atas artikel yang bermanfaat ini.
Topik viagra indonesia memang banyak dicari saat ini, terutama bagi mereka
yang ingin mendapatkan informasi kesehatan pria secara aman dan tepat.
Konten yang bagus dan mudah dipahami. Informasi mengenai viagra
indonesia sangat relevan dan membantu banyak orang mendapatkan edukasi yang
benar tentang kesehatan pria.
If a bladder infection occurs, transform the catheter and the whole drainage system.
This piece of writing is really a nice one it assists new the web viewers,
who are wishing for blogging.
Very descriptive article, I liked that a lot. Will there be a part 2?
My partner and I stumbled over here from a different website and thought I might check things out.
I like what I see so i am just following you.
Look forward to looking into your web page repeatedly.
This design is steller! You most certainly know how
to keep a reader entertained. Between your wit and your videos,
I was almost moved to start my own blog (well, almost…HaHa!) Fantastic job.
I really enjoyed what you had to say, and more than that, how you presented it.
Too cool!
At this time I am going away to do my breakfast, later than having my
breakfast coming again to read additional news.
Sweet blog! I found it while searching on Yahoo News.
Do you have any suggestions on how to get listed in Yahoo News?
I’ve been trying for a while but I never seem to get there!
Many thanks
Excellent post. I used to be checking continuously this blog and I am
inspired! Very helpful info specifically the ultimate part :
) I deal with such information much. I used to be seeking this certain info for a very lengthy time.
Thank you and best of luck.
Trust PDI Health for dependable mobile X-ray services and complete mobile imaging support.
We also provide mobile ultrasound, mobile EKG, mobile radiology, and other mobile diagnostic imaging services
designed for convenient on-site care.
Cabinet IQ
8305 State Hwy 71 #110, Austin,
TX 78735, United Ⴝtates
254-275-5536
Rustickitchen
This article will help the internet users
for setting up new website or even a weblog from start to end.
I’m gone to say to my little brother, that he should also visit
this blog on regular basis to get updated from most up-to-date gossip.
Hello, Neat post. There is a problem with your site in internet
explorer, would check this? IE nonetheless is the market chief and a huge element of other people
will leave out your great writing due to this problem.
You possibly get some pictures scurry through your brain when I tell
you that BlackTube is a free tube dedicated to bad bitches.
These girls are bad in the standard porn movie way, for one thing, because they double fist with a couple of girls in a group
scene, get pounded up the pussy by a solid, throbbing
BBC, and do all kinds of crap your mommy told
you good girls don’t do. site https://gt.clarifylife.net/abelhodel90252
I’m not that much of a online reader to be honest but your
sites really nice, keep it up! I’ll go ahead
and bookmark your site to come back later. Cheers
I enjoy how this post encourages discussion in a balanced and positive way while keeping the ideas simple to understand.
在线购买大麻用于XXX成人色情视频
What’s up to every body, it’s my first pay a quick visit of this blog; this web site contains awesome and actually fine stuff in support of readers.
I savor, result in I found exactly what I used to be taking a look for.
You’ve ended my four day lengthy hunt! God Bless you man. Have a nice day.
Bye
Please let me know if you’re looking for a article author for
your site. You have some really great articles and I feel I
would be a good asset. If you ever want to take some of the load
off, I’d love to write some articles for your blog in exchange for a link back to mine.
Please shoot me an email if interested. Cheers!
888starz казино [url=https://888starzuz6.com/]888starz казино[/url].
скачать 888starz [url=http://www.888starz-uz11.com/]https://888starz-uz11.com/[/url]
Hi to all, the contents existing at this web site are genuinely remarkable
for people knowledge, well, keep up the nice
work fellows.
888starz skachat [url=alshamsfarma.com/2025/12/11/skachayte-888starz-dlya-ios-i-nachnite-igrat-v-onlaynkazino-pryamo-seychas]https://alshamsfarma.com/2025/12/11/skachayte-888starz-dlya-ios-i-nachnite-igrat-v-onlaynkazino-pryamo-seychas/[/url]
true fortune casino [url=https://argrathi.stars.ne.jp/pukiwiki/index.php?silverhedegaard158139]https://argrathi.stars.ne.jp/pukiwiki/index.php?silverhedegaard158139[/url]
Cool blog! Is your theme custom made or did you
download it from somewhere? A design like yours with a few simple tweeks would really make my blog shine.
Please let me know where you got your theme. Thank you
I don’t think the title of your article matches the content lol. Just kidding, mainly because I had some doubts after reading the article.
3 – Acesse a página de vídeos privados do GetFbStuff e cole o código copiado.
Thanks for finally talking about > Automatische Pulverbeschichtungsanlage – Pulveranlage < Liked it!
Heya i am for the first time here. I found this board and I
find It really useful & it helped me out much.
I hope to give something back and help others like you aided me.
Hello there, I discovered your blog via Google even as searching for a comparable topic, your web
site came up, it appears to be like good. I’ve bookmarked it in my
google bookmarks.
Hi there, just was aware of your blog thru Google, and located that it’s truly
informative. I’m going to watch out for brussels.
I’ll appreciate should you proceed this in future.
A lot of folks can be benefited from your writing.
Cheers!
Your point of view caught my eye and was very interesting. Thanks. I have a question for you.
If you are going for best contents like me, only pay a quick visit this web site all the time since
it provides quality contents, thanks
Təqdim edilən məlumat çox dəyərli.
http://www.hasri.kr/bbs/board.php?bo_table=free&wr_id=1949864
Nice answers in return of this query with firm arguments and describing all on the topic
of that.
Sign in smoothly with QQPH Login and continue your slot
gaming experience.
I’m curious to find out what blog system you happen to be working with?
I’m having some small security problems with my latest blog
and I’d like to find something more risk-free.
Do you have any recommendations?
In the dynamic landscape of amusement, internet casinos have emerged as a fascinating as
well as obtainable method for people choosing the enjoyment of gaming from the comfort of their own homes.
The appeal of those virtual systems is not just in the opportunity of profit but also in the immersive and interesting encounters
they offer.
Fantastic blog! Do you have any helpful hints for aspiring writers?
I’m planning to start my own website soon but I’m a little lost on everything.
Would you recommend starting with a free platform like WordPress or
go for a paid option? There are so many options out there that I’m
totally confused .. Any ideas? Appreciate it!
[url=https://seo-optimizaciya-i-prodvizhenie-sajtov.ru]Seo оптимизация и продвижение сайтов[/url] — можно ли делать всё самостоятельно?
888 стар [url=https://888starzuz9.com/]https://888starzuz9.com/[/url]
Hello to all, it’s really a fastidious for
me to go to see this web site, it consists of valuable Information.
Инженерное совершенство и технологическое лидерство: Комплексные решения от компании EC-P
Pretty nice post. I just stumbled upon your weblog and wanted to say that I’ve truly enjoyed surfing around your blog posts.
In any case I will be subscribing to your feed and I hope you write again very soon!
Где посмотреть кино бесплатно и без лишних хлопот: загляните на Киного
[url=https://sozdanie-sajtov-1.ru]Создание сайтов[/url] — фрилансер или агентство для небольшого коммерческого проекта?
It’s appropriate time to make some plans for the future and it is time to be happy.
I have read this put up and if I may I desire to recommend
you few fascinating issues or suggestions. Perhaps you could write subsequent
articles referring to this article. I desire to learn even more issues about it!
Hello all, I’ve been searching for a good glazenwasser in my area and wondering if anyone has suggestions – I need someone skilled for my office building but also don’t want to break the bank so I’m looking for a budget-friendly option that still does professional ramenwasser service because last time I hired a cheap glazenwasser bedrijf and they left streaks everywhere so now I’m taking my time to find an experienced professional who offers business glazenwasser service and can handle scheduled cleaning – any local professionals you’d recommend?
Also visit my web-site property maintenance teams, https://links.gtanet.com.br/andytaggart,
888star [url=artoved.stck.me/post/1664861/888starz]https://artoved.stck.me/post/1664861/888starz/[/url]
Cabinet IQ
8305 Ѕtate Hwy 71 #110, Austin,
TX 78735, United Ⴝtates
254-275-5536
Bookmarks
[url=https://seo-prodvizhenie-molodogo-sajta.ru]SEO продвижение молодого сайта[/url] через гостевые публикации — это безопасно или рискованно?
If you desire to improve your know-how just keep visiting this web page and be updated with the latest news update posted here.
great publish, very informative. I ponder why the opposite experts of this sector don’t realize this.
You must proceed your writing. I’m sure, you have a huge readers‘ base
already!
It’s appropriate time to make some plans for the longer term and it’s
time to be happy. I’ve read this put up and if I could I want to suggest you some interesting things
or tips. Perhaps you can write subsequent articles referring
to this article. I wish to learn more issues about
it!
объявления предложения для инвесторов
I needed to thank you for this very good read!! I definitely enjoyed every little
bit of it. I have you saved as a favorite to check out new things you post…
I don’t even know how I ended up here, but I thought
this post was great. I don’t know who you are but definitely you are going to a famous blogger if you aren’t
already 😉 Cheers!
Excellent, what a blog it is! This web site presents useful data to us,
keep it up.
Very descriptive blog, I enjoyed that bit. Will there be a part 2?
Hurrah! In the end I got a webpage from where I can actually take valuable
facts concerning my study and knowledge.
If you desire to obtain a great deal from this post then you have to
apply these techniques to your won blog.
Дистанционное образование становится неуклонно развивающимся способом получения знаний в современном мире
free dice monopoly go [url=http://monopolyy.live/]https://monopolyy.live/[/url]
monopoly game rules [url=http://monopolyy.live/]https://monopolyy.live/[/url]
khelo24bet monopoly big baller results [url=https://monopolyy.live/]https://monopolyy.live/[/url]
monopoly junior [url=https://www.monopolyy.live/]https://monopolyy.live/[/url]
справки с доставкой
What’s up mates, how is all, and what you want to say
concerning this post, in my view its truly amazing for me.
Hello there, just became aware of your blog through Google, and found that it is really informative.
I’m gonna watch out for brussels. I’ll be grateful if you continue this in future.
Numerous people will be benefited from your writing.
Cheers!
I do not even understand how I stopped up right here,
but I assumed this submit was once good. I do not
recognise who you might be but certainly you’re going to a famous blogger when you are not
already. Cheers!
Цифровое окно в историю: Почему стоит посетить официальный сайт Отрадненского музея
Amazing things here. I’m very satisfied to look your post.
Thank you a lot and I am having a look ahead to contact you.
Will you kindly drop me a e-mail?
My brother recommended I might like this blog.
He was entirely right. This post actually made my
day. You can not imagine simply how much time I had spent for this information! Thanks!
Hi, I desire to subscribe for this weblog to get most recent updates,
so where can i do it please assist.
Tremendous things here. I’m very happy to see your post.
Thanks so much and I am taking a look forward to contact
you. Will you please drop me a mail?
Yes! Finally someone writes about blog.
Your article helped me a lot, is there any more related content? Thanks! https://accounts.binance.com/register/person?ref=JW3W4Y3A
Pretty section of content. I simply stumbled upon your site and in accession capital to assert that I acquire actually
enjoyed account your weblog posts. Anyway I’ll be subscribing in your augment or even I achievement you get admission to constantly rapidly.
Hope more people find this post — it should
get eyes on it
Very energetic article, I enjoyed that a lot. Will there be a part 2?
Everyone loves it when folks come together and share views.
Great website, continue the good work!
Hey! This is kind of off topic but I need some guidance from an established
blog. Is it very difficult to set up your own blog?
I’m not very techincal but I can figure things out pretty fast.
I’m thinking about making my own but I’m not sure where to start.
Do you have any ideas or suggestions? Cheers
I pay a quick visit every day a few blogs and websites to
read content, however this website presents quality based content.
dice casino solana [url=http://www.solkryptocasino.de/]https://solkryptocasino.de/[/url]
888tarz [url=http://888-uz6.com/]https://888-uz6.com/[/url]
Thank you for your sharing. I am worried that I lack creative ideas. It is your article that makes me full of hope. Thank you. But, I have a question, can you help me?
solana casino token [url=http://www.sol-casino-liste.de/]https://sol-casino-liste.de/[/url]
Как [url=https://seo-pod-klyuch.ru]seo под ключ[/url] учитывает конкурентов при разработке стратегии?
I got this site from my pal who informed me about this web site and at the moment this
time I am browsing this site and reading very informative articles at this time.
888starz kz [url=https://888-uz7.com]https://888-uz7.com/[/url]
We have been helping Canadians Get a Loan Against Their Vehicle
for Repairs Since March 2009 and are among the very few Completely Online Lenders In Canada.
With us you can obtain a Car Repair Loan Online
from anywhere in Canada as long as you have a Fully
Paid Off Vehicle that is 8 Years old or newer. We look forward
to meeting all your financial needs.
Hi, constantly i used to check blog posts here in the early hours in the
dawn, because i love to gain knowledge of more and more.
navode su [url=http://navode.su/student-a-dacha-uzhe-est-5-neochevidnyh-sposobov-poluchit-zayom//]navode su[/url] .
Pretty! This has been a really wonderful article.
Thank you for providing these details.
This design is spectacular! You obviously know how
to keep a reader entertained. Between your wit and your videos, I was almost moved to start my
own blog (well, almost…HaHa!) Wonderful job. I really enjoyed what you had to say,
and more than that, how you presented it. Too cool!
My brother suggested I may like this website.
He was once totally right. This submit actually made my day.
You can not imagine just how much time I had spent for this information! Thank you!
коттеджные поселки [url=www.navode.su/dacha-dlya-dushi-ili-kottedzh-kormilec-chto-vygodnee//]www.navode.su/dacha-dlya-dushi-ili-kottedzh-kormilec-chto-vygodnee//[/url] .
888starz demo [url=http://888-uz5.com/]https://888-uz5.com/[/url]
Simply want to say your article is as amazing.
The clarity in your submit is simply spectacular and that i
could suppose you’re a professional on this subject.
Well along with your permission let me to seize your RSS feed to stay up
to date with coming near near post. Thanks 1,000,000
and please continue the rewarding work.
I enjoy reading a post that will make people think.
Also, many thanks for allowing for me to comment!
Pretty section of content. I just stumbled upon your web site and in accession capital to
assert that I acquire actually enjoyed account your
blog posts. Any way I will be subscribing to your augment and even I achievement you
access consistently rapidly.
сайт о коттеджной жизни [url=https://navode.su/dacha-dlya-dushi-ili-kottedzh-kormilec-chto-vygodnee/]https://navode.su/dacha-dlya-dushi-ili-kottedzh-kormilec-chto-vygodnee/[/url] .
Hi, i feel that i saw you visited my web site so i came
to return the choose?.I’m attempting to find things to improve my site!I suppose its good enough to make use of a few
of your concepts!!
goGLOW Houston Heights
1515 Studemont Տt Suite 204, Houston,
Texas, 77007, UႽA
(713) 364-3256
chemical peels benefits best
на воде су [url=http://navode.su/chto-vygodnee-arenda-kottedzha-ili-pokupka-sobstvennogo/]http://navode.su/chto-vygodnee-arenda-kottedzha-ili-pokupka-sobstvennogo/[/url] .
Wow many of awesome info!
Выбор хорошего онлайн-казино — задача серьезная. Сегодня индустрия азартных игр развивается быстро, и выбрать лучшее место для игры не всегда просто.
Do you have a spam issue on this website; I also
am a blogger, and I was wanting to know your situation; many of us
have developed some nice methods and we are looking to swap methods with
other folks, why not shoot me an email if interested.
[url=https://888stareg.com/]وكيل 888starz[/url]
توفر 888starz eg وسائل مالية آمنة ومتنوعة تناسب احتياجات اللاعبين المختلفة.
القسم الثاني:
تتيح المراهنات الحية في 888starz eg متابعة التغيرات في الاحتمالات واتخاذ قرارات سريعة.
القسم الثالث:
بالإضافة إلى الرياضات، تضم 888starz eg كازينو مباشر وألعاب سلوت متقدمة.
القسم الرابع:
خدمة العملاء في 888starz eg متاحة لدعم المستخدمين وحل المشكلات بسرعة.
I do not know whether it’s just me or if
perhaps everyone else encountering problems with your website.
It seems like some of the written text within your posts are running
off the screen. Can someone else please comment and
let me know if this is happening to them too? This could be a issue with my internet browser because I’ve had
this happen previously. Kudos
زوروا [url=https://888star-egypt.com/]star888[/url] للمزيد من المعلومات والعروض الخاصة.
يُعد 888starz egypt من الأسماء المعروفة في ساحة الترفيه على الإنترنت.
تقدم المنصة مجموعة متنوعة من الألعاب والخدمات المصممة لتلبية احتياجات اللاعبين. تتيح المنصة مجموعة شاملة من الألعاب والخدمات التي تستهدف جمهور المستخدمين المتنوع.
تتميز الواجهة بسهولة الاستخدام وسرعة الاستجابة. تتميز الواجهة بسهولة الاستخدام وسرعة الاستجابة.
القسم الثاني:
تتضمن عروض 888starz egypt مكافآت ترحيبية للمشتركين الجدد. توفر 888starz egypt حزم مكافآت جذابة للمستخدمين الجدد.
كما توجد حملات ترويجية مستمرة لزيادة التفاعل مع اللاعبين. وتنظم المنصة عروضاً ترويجية دورية لتعزيز مشاركة المستخدمين.
تتنوع الجوائز بين رصيد مجاني ودورات لعب ومزايا خاصة. وتشمل الجوائز أرصدة مجانية وفرص لعب ومزايا إضافية للأعضاء.
القسم الثالث:
يعتمد محتوى 888starz egypt على مجموعة من المزودين العالميين للألعاب. تستورد المنصة محتواها من مزودين عالميين مختصين في الألعاب الرقمية.
هذا يضمن تنوعاً وجودة في الخيارات المتاحة للمستخدمين. هذا يضمن تنوعاً وجودة في الخيارات المتاحة للمستخدمين.
كما تلتزم المنصة بتحديث محتواها بانتظام لمواكبة التطورات. وتقوم المنصة بتجديد محتواها بشكل دوري لضمان تجربة معاصرة للمستخدمين.
القسم الرابع:
تولي 888starz egypt أهمية لأمان المعاملات وحماية البيانات الشخصية. تضع المنصة حماية البيانات وأمن المعاملات في مقدمة أولوياتها.
تستخدم تقنيات تشفير وحلول دفع آمنة لتقليل المخاطر. تستخدم تقنيات تشفير وحلول دفع آمنة لتقليل المخاطر.
يمكن للمستخدمين التواصل مع دعم فني متوفر لمعالجة أي قضايا بسرعة. يمكن للمستخدمين التواصل مع دعم فني متوفر لمعالجة أي قضايا بسرعة.
We are a group of volunteers and starting a brand
new scheme in our community. Your web site provided us
with valuable information to work on. You have done an impressive process and our whole neighborhood will likely be grateful to you.
Touche. Sound arguments. Keep up the good spirit.
تُعد الصفحة الرئيسية للموقع الرسمي 888starz نقطة الانطلاق التي تجمع الرهانات الرياضية وألعاب الكازينو في واجهة واحدة.
تظهر الأودز التنافسية بوضوح على الصفحة الرئيسية لمساعدة اللاعب على اتخاذ قراره.
888 star [url=http://www.888starz-eg-africa.com/]https://888starz-eg-africa.com/[/url]
تُحدّث الصفحة الرئيسية باستمرار لعرض الألعاب الجديدة والعناوين الأكثر شعبية.
تعرض الصفحة الرئيسية للموقع الرسمي 888starz أحدث العروض الترحيبية للاعبين الجدد في مصر.
?????? ?????? ???????? ???????? ???? ???? ??????? ?????????? ??????? ?????????.
88starz [url=http://www.888starzeg-egypt.com]https://888starzeg-egypt.com/[/url]
?????? ?????? ???????? ?????? ??? ???? ??????? ?????? ????? ??????.
???? ?????? ????????? ??????? ???? ?????? ??? ?????? ???????? ??????? ?????? ??? ??????.
استارز 888 [url=https://www.eg888stars.com]https://eg888stars.com/[/url]
???? ????? ?????? ?????? ?????? ????????? ??????? ???? ???? ??? ??????? ????????.
???? ?????????? ????? ??? ?????? ????? ???? ??? 1500 ???? ????? ??? 150 ??? ????.
??? ???? ????????? ????? ????? ?? ????? ????? ???? ????? ?????? ????????.
???? ????? ????? 888starz ??? ??????? ?????????? ?????? ??? ?? ??????? ?? ?? ???.
Quality posts is the secret to invite the people to pay a quick visit the web
page, that’s what this website is providing.
Hi! I simply wish to give you a big thumbs up for your great info you’ve got here on this post.
I’ll be returning to your website for more soon.
Write more, thats all I have to say. Literally, it seems as though you relied on the video to
make your point. You clearly know what youre talking about, why waste your intelligence
on just posting videos to your blog when you could be giving us something enlightening to
read?
Thanks for any other excellent post. The place else could anyone get that type of information in such
a perfect way of writing? I’ve a presentation subsequent week, and I am at the search
for such information.
whoah this weblog is great i really like reading your articles.
Stay up the good work! You know, lots of persons are
hunting round for this info, you could aid them greatly.
Excellent blog here! Also your site loads up fast! What host
are you using? Can I get your affiliate link to your host?
I wish my web site loaded up as quickly as yours lol
Нарколог на дом в Казани — это возможность быстро получить медицинскую помощь без посещения клинике, когда состояние пациента требует внимания, но госпитализация в стационар пока не является обязательной. Врач приезжает по указанному адресу, проводит осмотр, оценивает симптомы интоксикации, подбирает препараты, ставит капельница и дает рекомендации по дальнейшему лечению алкоголизма, наркомании или последствий употребления алкоголя и наркотиков.
Изучить вопрос глубже – [url=https://narkolog-na-dom-kazan23.ru/]вызвать нарколога на дом в казани[/url]
Straight to the best here: https://prague1shop.com
Felt the post handled a sensitive angle of the topic with appropriate care, and a look at firstisnotequallast extended that careful handling across related material, sites that can navigate delicate territory without causing damage are rare and require a level of judgement that comes from experience rather than from following any clear playbook.
I’m gone to say to my little brother, that he should also pay a visit this website on regular basis to get
updated from most recent information.
We’re a gaggle of volunteers and opening a brand new scheme in our community.
Your site offered us with valuable info to work on. You have performed a formidable activity and our entire community will be grateful to you.
Hello to all, the contents existing at this web page are really remarkable for people experience, well,
keep up the good work fellows.
Valuable info. Lucky me I discovered your website
unintentionally, and I am shocked why this accident didn’t took place in advance!
I bookmarked it.
تستخدم تقنيات تشفير حديثة لتأمين الإيداعات والسحوبات وبيانات المستخدم.
كازينو 888 تسجيل الدخول [url=https://miklagaard.no/index.php?title=user:ernavosper9]https://miklagaard.no/index.php?title=user:ernavosper9[/url]
يمكن اللعب في غرف الكازينو الحي مع موزعين فعليين في أي وقت من اليوم.
تظهر المباريات القادمة وخطوط الرهان المباشرة بوضوح على واجهة القسم الرياضي.
تتوفر عروض دورية مثل الاسترداد النقدي والتأمين على الرهانات طوال الأسبوع.
يمكن تحميل تطبيق 888starz على الجوال للوصول إلى كل الأقسام بسرعة وسلاسة.
تحميل 888starz [url=vocal.media/authors/gene-richards]https://vocal.media/authors/gene-richards[/url]
??? ????? 888starz ???????? ?????? ??? ????? ??????? ?????? ?? ????? ??????.
????? ????? ????? apk ???? ??? ???? ????? ??????? ?????? ?????.
???? ??????? ?????? ??? ??? ??????? ??? ?????????? ???????? ??? ?????.
?? ????? ??? ???????? ???????? ??? ????? ??????? ??? ??????.
????? ????? 888starz ????? ?????? ????? ????? iOS ???? ????? ?????????.
Saytning bosh sahifasi mashhur o’yinlar va jonli tadbirlarni birinchi o’rinda namoyish etadi.
888starz [url=http://www.888-uz9.com/]https://888-uz9.com/[/url]
Mobil versiya barqaror ishlaydi va kichik ekranlar uchun optimallashtirilgan.
Foydalanuvchilar hisobni tez va kam summadan boshlab to’ldira oladilar.
888starz rasmiy litsenziya asosida ishlaydi va adolatli o’yinni kafolatlaydi.
O’zbekistonda 888starz rasmiy sayti sport tikishlari va kazinoni yagona joyda birlashtiradi.
Eng mashhur va yangi o’yinlar rasmiy saytning kazino bo’limida birinchi o’rinda ko’rsatiladi.
Rasmiy saytda jonli tikish rejimi koeffitsiyentlarni real vaqtda yangilab boradi.
Rasmiy saytda ro’yxatdan o’tish bir necha daqiqada bir nechta usulda mumkin.
888straz [url=https://888starz-uzb1.com/]https://888starz-uzb1.com/[/url]
stars 888 [url=https://888starz-uzb2.com/]stars 888[/url].
Rasmiy sayt qulay tuzilishi bilan bo’limlar o’rtasida tez harakatlanishni ta’minlaydi.
Rasmiy saytda jonli kazino bo’limi real dilerlar bilan o’ynash imkonini beradi.
888starz rasmiy sayti 50 dan ortiq sport turini bitta joyda jamlaydi.
Rasmiy saytda hisobni to’ldirish va ro’yxatdan o’tish bir necha daqiqada amalga oshiriladi.
Good web site you have got here.. It’s hard to find quality writing like yours these days.
I seriously appreciate people like you! Take care!!
WOW just what I was searching for. Came here by searching for
MALWARE
Thanks for sharing. I read many of your blog posts, cool, your blog is very good.
Excellent goods from you, man. I have understand your stuff previous to and you are just extremely great.
I really like what you have acquired here, really like what you are stating
and the way in which you say it. You make it enjoyable and you still take care
of to keep it wise. I cant wait to read much more from you.
This is really a terrific website.
It’s really a cool and helpful piece of information.
I’m glad that you simply shared this useful information with us.
Please stay us informed like this. Thanks for sharing.
Sweet blog! I found it while surfing around on Yahoo News.
Do you have any tips on how to get listed in Yahoo News?
I’ve been trying for a while but I never seem to get there!
Many thanks
Your point of view caught my eye and was very interesting. Thanks. I have a question for you. https://www.binance.bh/register?ref=GGYHGRE
Hi there mates, how is the whole thing, and what you desire to say
concerning this paragraph, in my view its actually awesome in favor of me.
I have read so many articles regarding the blogger lovers
except this post is in fact a pleasant post,
keep it up.
جرب الحظ الآن على [url=https://888starsegypt.com]888starz تسجيل الدخول[/url] للفوز بجوائز مثيرة ومباشرة.
موقع 888starz يقدم تجربة ترفيهية شاملة مع تنوع في الألعاب والخدمات.
الفقرة الثانية:
فريق الدعم متوفر لمساعدة المستخدمين وحل المشكلات بسرعة.
[url=https://888starzs7.com]star 888[/url]
تجمع المنصة بين واجهة مستخدم سهلة ووصول سريع إلى الخيارات المتاحة.
القسم الثاني:
تلتزم 888starz بمعايير سلامة الألعاب وتوفير بيئة لعب موثوقة وقابلة للتحقق.
القسم الثالث:
يوفر موقع 888starz خيارات مراهنات رياضية تغطي بطولات ودوريات عالمية ومحلية.
القسم الرابع:
تعمل 888starz على تحديث سياساتها بما يتوافق مع المتطلبات القانونية لحماية المستخدمين وتشغيل خدماتها بصورة مستدامة.
Hello I am so delighted I found your web site, I really found you by accident, while I was researching
on Aol for something else, Anyways I am here now and would just like to say thanks a lot
for a incredible post and a all round enjoyable blog (I also love the theme/design),
I don’t have time to read through it all at the
moment but I have saved it and also added in your RSS feeds,
so when I have time I will be back to read a great deal
more, Please do keep up the excellent work.
На площадке действуют бонусы для новых игроков, промоакции и накопительные программы для активных пользователей.
8888 [url=888-uz10.com]https://888-uz10.com[/url]
Для связи предусмотрены онлайн-чат, электронная почта и обширный раздел часто задаваемых вопросов.
888starz — это современная платформа для развлечений и азартных игр, предлагающая широкий спектр опций для пользователей.
888starz apk ios [url=https://888-uz1.com/apk]https://888-uz1.com/apk/[/url]
Опция самисключения и лимиты депозитов помогают игрокам поддерживать здоровый игровой баланс.
888starz online [url=http://www.888-uz2.com]https://888-uz2.com[/url]
We are a group of volunteers and opening a new scheme in our community.
Your website provided us with valuable info to work on. You’ve done an impressive job and our entire community
will be thankful to you.
This article offers clear idea for the new viewers of blogging, that actually how to do blogging.
Excellent weblog right here! Also your site quite a bit up very fast!
What web host are you using? Can I get your associate hyperlink in your host?
I wish my website loaded up as fast as yours lol
When I initially commented I clicked the „Notify me when new comments are added“
checkbox and now each time a comment is added I get several e-mails with the same
comment. Is there any way you can remove me from that service?
Appreciate it!
Reels casino
Viagra merupakan obat yang mengandung sildenafil dan sering digunakan untuk membantu mengatasi disfungsi ereksi pada
pria dewasa. Banyak orang di Indonesia mencari informasi mengenai cara kerja, manfaat,
serta penggunaan yang tepat. Sebelum menggunakan obat ini, penting untuk memahami
dosis yang dianjurkan dan berkonsultasi dengan tenaga medis agar penggunaan tetap aman.
Sildenafil adalah bahan aktif yang terdapat dalam Viagra dan bekerja dengan meningkatkan aliran darah ke area tertentu saat terjadi rangsangan seksual.
Obat ini bukan untuk semua orang sehingga pemeriksaan kesehatan terlebih dahulu sangat disarankan. Mengikuti
petunjuk penggunaan dapat membantu meminimalkan risiko efek samping.
يقدم الموقع الرسمي لـ 888starz في مصر تجربة شاملة تجمع بين ألعاب الكازينو والرهان الرياضي.
يوفر الموقع الرسمي أكثر من ثلاثمائة طاولة مباشرة للعب مع موزعين حقيقيين طوال اليوم.
تتوفر احتمالات قوية ورهان مباشر مع متابعة فورية للنتائج والإحصائيات.
888starz [url=https://bbhscanners.com]https://bbhscanners.com/[/url]
يقدم 888starz للاعبين الجدد في مصر عرضًا ترحيبيًا يصل إلى 1500 يورو و150 دورة مجانية.
يعمل الدعم الفني على مدار الساعة باللغتين العربية والإنجليزية عبر الدردشة والبريد والهاتف.
Fantastic beat ! I wish to apprentice whilst you amend your site,
how can i subscribe for a weblog web site? The account helped me a acceptable deal.
I had been a little bit acquainted of this your broadcast
offered brilliant clear idea
888starz o’zbek tilidagi tushunarli interfeysga ega bo’lib, barcha bo’limlarga oson kirishni ta’minlaydi.
888starz uz [url=http://www.oerknal.org/]https://oerknal.org/[/url]
Kazino bo’limida Evolution, Evoplay, Spade Gaming, Smartsoft va boshqa provayderlardan minglab slotlar mavjud.
Foydalanuvchilar yirik xalqaro turnirlar va mahalliy chempionatlarga stavka qo’yishlari mumkin.
Depozit vaqtida 888UZ777 kodi kiritilsa, o’yinchi to’liq xush kelibsiz bonusiga ega bo’ladi.
Rasmiy sayt sutkalik yordamni jonli chat va elektron pochta orqali ta’minlaydi.
888starz скачать [url=https://1in11.org/888starz-skachat/]888starz скачать[/url]
888starz sodda dizayn va o’zbekcha menyu bilan har bir bo’limga qulay o’tishni ta’minlaydi.
Sayt mashhur Aviator crash-o’yini va TV o’yinlarini yagona interfeysda jamlaydi.
888starz yirik sport tadbirlarini kuchli koeffitsiyentlar bilan qamrab oladi.
To’liq bonusni olish uchun ro’yxatdan o’tishda 888UZ777 kodini kiritish kerak.
Hisob telefon raqami yoki email orqali bir necha daqiqada yaratiladi.
Platforma barcha qurilmalarda barqaror ishlaydi va rasmiy mobil ilovalarga ega.
Rasmiy saytda taniqli studiyalardan minglab slot doimiy to’ldirilib boriladi.
888starz [url=https://freewriterai.com/888starz-depozit-bonuslaridan-foydalanish/]888starz[/url]
Real vaqt tikishi yuqori koeffitsiyent va tezkor yangilanishlar bilan ishlaydi.
Maksimal bonusga erishish uchun ro’yxatdan o’tishda 888UZ777 promokodi kiritiladi.
To’lovlar karta, elektron hamyon va kriptovalyuta orqali qabul qilinadi va chiqariladi.
I have to thank you for the efforts you’ve put in penning this site.
I am hoping to view the same high-grade blog posts by you later on as
well. In truth, your creative writing abilities has encouraged me
to get my own, personal website now 😉
Hello friends, good post and pleasant urging commented at this place, I
am genuinely enjoying by these.
Быстро собираем первичную информацию, оцениваем риски и предлагаем подходящий вариант обращения.
Получить дополнительные сведения – [url=https://narkolog-na-dom-v-novorossijske3.ru/]вызов нарколога на дом[/url]
Woah! I’m really loving the template/theme of this website.
It’s simple, yet effective. A lot of times it’s challenging
to get that „perfect balance“ between user friendliness and appearance.
I must say that you’ve done a great job with this.
Additionally, the blog loads very quick for me on Internet explorer.
Exceptional Blog!
My brother recommended I may like this blog. He was entirely right.
This publish actually made my day. You cann’t believe just how
much time I had spent for this information! Thanks!
Everything for Minecraft https://topminecraftworldseeds.com in one place: mods, skins, maps, texture packs, and the best seeds for survival, creativity, and adventure. Collections of popular add-ons, installation instructions, updates, and secure downloads for different versions of the game.
вызов нарколога на дом круглосуточно позволяет получить профессиональную помощь в любое время суток.
Получить дополнительные сведения – [url=https://narkolog-na-dom-kazan24.ru/]нарколог на дом вывод[/url]
What a stuff of un-ambiguity and preserveness
of precious knowledge on the topic of unexpected feelings.
Hello there, You’ve done a fantastic job.
I will certainly digg it and personally suggest to my friends.
I’m confident they will be benefited from this site.
Реабилитация наркоманов по методу 12 шагов может сочетаться с психотерапией, групповой терапией, консультацией нарколога, работой психолога, наблюдением врача, медикаментозной терапией, стационаром, детоксикацией и помощью родственникам. Если человек находится в острой интоксикации, переживает ломку, запой, похмельный синдром, тревогу, бессонницу, психоз или выраженное физическое истощение, сначала может потребоваться наркологическая помощь, срочный вызов, стационар, снятие ломки, капельница, вывод из запоя или детоксикация. После стабилизации начинается реабилитация как отдельная программа, направленная на долгосрочные изменения.
Подробнее тут – [url=https://reabilitaciya-12-shagov-moskva13.ru/]reabilitaciya-programma-12-shagov[/url]
Patrice & Associates
Scottsdale, AZ, United Ѕtates
16265237726
workforce solutions
Hello there! Do you know if they make any plugins to
help with SEO? I’m trying to get my blog to rank for some targeted
keywords but I’m not seeing very good results.
If you know of any please share. Thanks!
What’s up mates, good article and good urging commented at this place, I am in fact enjoying by these.
ซื้อของออนไลน์ DeDealer ซื้อฉลาด เปรียบราคาทุกแพลตฟอร์ม
รีวิวจริง เปรียบราคาจากกว่า 11 แพลตฟอร์ม ช่วยให้คุณตัดสินใจได้อย่างมั่นใจ
Thanks very interesting blog!
Сейчас выездной формат выбирают семьи, которым нужно обратиться за помощью быстро, анонимно и без длительного ожидания в клинике. Балашиха относится к московской области, поэтому выезд может выполняться не только по центральным районам города, но и по ближайшим направлениям, если адрес находится в зоне работы бригады. На сайте обычно указываются контакты, карта, цены, отзывы, документы, сведения о лицензии, режим работы, информация о специалистах и форма заявки, через которую можно заказать звонок или попросить, чтобы консультант перезвоним в удобное время.
Подробнее тут – [url=https://narkolog-na-dom-balashiha13-2.ru/]врач нарколог на дом[/url]
Everything for Minecraft https://topminecraftworldseeds.com in one place: mods, skins, maps, texture packs, and the best seeds for survival, creativity, and adventure. Collections of popular add-ons, installation instructions, updates, and secure downloads for different versions of the game.
Can you be more specific about the content of your article? After reading it, I still have some doubts. Hope you can help me.
I absolutely love your website.. Very nice colors & theme.
Did you develop this site yourself? Please reply back as I’m trying to
create my very own blog and would like to find out where you got this from
or just what the theme is named. Thanks!
888starz.bet kazino va sport tikishlarini yagona rasmiy resursda birlashtirib, o’zbek foydalanuvchilariga to’liq xizmatni taqdim etadi.
Sayt faqat 888starzga xos 888Games — Crash, Plinko, Dice — o’yinlarini alohida bo’limda taqdim etadi.
888starz o’ttiz beshdan ziyod sport turiga — futboldan kibersportgacha — tikish imkonini beradi.
888starz kazino xush kelibsiz bonusini 1500 evrogacha hamda 150 FS bilan taqdim etadi.
888starz karta va elektron hamyonlardan tashqari BTC, USDT va ETH kabi 50+ kripto bilan ishlaydi.
888starz logowanie [url=https://888starz-uzb5.com/]888starz logowanie[/url].
Platforma Bittech B.V. tomonidan Curacao litsenziyasi asosida boshqariladi va o’yin adolatliligini kafolatlaydi.
Eksklyuziv 888Games seriyasi Crash, Dice va Plinko kabi tezkor formatlarni birlashtiradi.
Jonli tikishda koeffitsiyentlar o’yin davomida real vaqtda o’zgarib turadi.
Haftalik keshbek va bonuslar foydalanuvchilar uchun uzluksiz taqdim etiladi.
888starz karta va hamyonlardan tashqari BTC, USDT va ETH kabi kripto to’lovlar bilan ishlaydi.
888starz зеркало вход [url=888starz-uzb7.com]https://888starz-uzb7.com/[/url]
تتوفر واجهة معرّبة سهلة ضمن دعم يفوق 50 لغة لتناسب لاعبي مصر.
يبرز الموقع ألعاب 888Games الحصرية التي تقدم نتائج فورية وإثارة عالية.
يشمل الرهان الرياضي أكثر من 35 نوعًا يمتد من كرة القدم والتنس إلى الهوكي و UFC.
يقدم 888starz مكافآت مستمرة تشمل الاسترداد النقدي والترقيات.
تتنوع وسائل الدفع بين الفيات والعملات الرقمية بحد أدنى يبدأ من 2 يورو.
888stars [url=https://artoved.stck.me/post/1664861/888starz]888 stars[/url]
888starz [url=https://www.888starzs4.com/]888 starz[/url]
بُنيت الواجهة لتكون واضحة وسريعة التنقل بالعربية بين مختلف الأقسام.
يعرض 888starz أكثر من أربعة آلاف عنوان سلوت في مكتبة تتوسع دائمًا.
يمنح الرهان المباشر تحديثًا لحظيًا للأودز مع متابعة حية للمباريات.
ينال لاعبو الرهان الرياضي عرضًا بنسبة 100% يصل إلى 100 يورو.
يدعم الموقع البطاقات والمحافظ إضافة إلى أكثر من 50 عملة رقمية بينها BTC و USDT و ETH.
تتوفر واجهة معرّبة سهلة ضمن دعم يفوق 50 لغة لتناسب لاعبي مصر.
يعمل الكازينو الحي بأكثر من 250 طاولة بموزعين حقيقيين طوال أيام الأسبوع.
يمكن المراهنة على أحداث دولية من دوري الأبطال إلى المنافسات المصرية.
يبلغ بونص الترحيب في قسم الكازينو 1500 يورو إضافة إلى 150 دورة مجانية.
يقبل الموقع البطاقات والمحافظ الإلكترونية إضافة إلى أكثر من 50 عملة مشفرة مثل BTC و USDT.
starz 888 [url=888starzs3.com]starz 888[/url]
We recognize the value of your time, which is why we have incorporated a Turbo Mode feature into Easy Videos Downloader.
Wow, fantastic blog layout! How long have you been blogging for?
you make blogging look easy. The overall look of your site is fantastic, let alone the content!
At this time I am ready to do my breakfast, once having
my breakfast coming again to read other news.
Hello exceptional blog! Does running a blog similar
to this require a large amount of work? I’ve absolutely no expertise in programming but I was hoping
to start my own blog in the near future. Anyhow, if you have any ideas or techniques for new
blog owners please share. I know this is off topic
however I simply had to ask. Thanks a lot!
I think this is among the most important info for me.
And i am glad reading your article. But should remark on some general things, The site style is great, the articles is really excellent :
D. Good job, cheers
Everything for Minecraft https://www.topminecraftworldseeds.com in one place: mods, skins, maps, texture packs, and the best seeds for survival, creativity, and adventure. Collections of popular add-ons, installation instructions, updates, and secure downloads for different versions of the game.
звоните круглосуточно по телефону горячей линии клиники: наши специалисты готовы оказать необходимую помощь в решении проблемы алкогольной зависимости.
Подробнее – [url=https://vivod-iz-zapoya-sochi24.ru/]вывод из запоя на дому круглосуточно в сочи[/url]
Алкогольная зависимость — серьёзная болезнь, которая часто сопровождается длительными запоями. Симптомы интоксикации этанолом требуют немедленного медицинского вмешательства. Признаки, при которых нужно вызывать врача на дом: сильная рвота, скачки артериального давления, бессонница, тревожность, тремор, спутанность сознания. Если вовремя не начать лечение алкоголизма, могут развиться алкогольный психоз, делирий, серьёзные нарушения работы сердечно-сосудистой и нервной систем. Квалифицированная помощь на дому позволяет быстро снять абстинентный синдром и нормализовать самочувствие. Наш врач-нарколог приедет в течение 30–60 минут, проведёт осмотр, поставит капельницу и окажет необходимую психологическую поддержку. Не стоит заниматься самолечением — только профессиональный нарколог способен правильно оценить тяжесть состояния и подобрать эффективные препараты. Помните: каждый час промедления увеличивает риск серьёзных осложнений, поэтому действовать нужно незамедлительно. Позвоните прямо сейчас, и дежурный консультант оформит вызов, сориентирует по ценам и ответит на любые вопросы.
Подробнее – https://narkolog-na-dom-balashiha13-3.ru
AI and search engine optimisation create new options for Berlin businesses in the digital market. Regional visibility, GEO tactics, and enhanced content boost reach in online search engine and AI systems. This leads to additional customers, much better brand perception, and lasting success in 2026, https://www.bark.com/en/gb/company/digital-marketing-agentur/wJzRko/.
Attractive component of content. I simply stumbled upon your blog
and in accession capital to assert that I get in fact loved account your
blog posts. Anyway I will be subscribing for your augment or even I fulfillment you get entry to persistently fast.
Позвонить сейчас: можно вызвать нарколога на дом, получить консультацию врача, узнать цены, стоимость выезда, подобрать подходящую программу лечения и уточнить адрес ближайшей клиники в Казани.
Изучить вопрос глубже – [url=https://narkolog-na-dom-kazan22.ru/]www.domen.ru[/url]
I am really impressed with your writing abilities and also with the format in your weblog.
Is this a paid topic or did you customize it yourself?
Either way keep up the nice quality writing, it’s uncommon to peer
a great weblog like this one nowadays..
Многие родственники пациентов задают вопросы о том, есть ли шанс сразу решить проблему запрета на алкоголь. Действительно, на первом этапе после снятия острой интоксикации возможно провести кодирование, чтобы человек получил поддержку на пути к трезвости. Однако в некоторых случаях есть возможность провести кодировку сразу после вывода из запоя и полной детоксикации организма на дому. Решение об этом принимает врач, оценивая реакцию сосудов и психическое самочувствие зависимого. Мы никогда не навязываем лечение принудительно, так как эффективность кодирования зависит от мотивации человека.
Подробнее тут – [url=https://vyvod-iz-zapoya-moskva1-13.ru/]москва вывод из запоя[/url]
I’m amazed, I must say. Rarely do I encounter a blog that’s
equally educative and interesting, and without a doubt,
you’ve hit the nail on the head. The problem is
an issue that too few folks are speaking intelligently about.
I’m very happy that I came across this during my hunt for something relating to this.
Look at my page ziarulescu02
Very rapidly this site will be famous amid all blogging and
site-building visitors, due to it’s pleasant articles
I always spent my half an hour to read this web site’s articles or reviews all the time along with a
mug of coffee.
starz 888 [url=http://888starz-uzb3.com/]starz 888[/url]
888starz rasmiy Curacao ruxsatiga tayanib, foydalanuvchi mablag’lari va shaxsiy ma’lumotlarini himoya qiladi.
888Games to’plami darhol natija beradigan Crash va Plinko kabi formatlarni jamlaydi.
888starz o’ttiz beshdan ziyod sport turiga tikishni, jumladan Dota 2 va CS:GO kibersportini taklif etadi.
Kazino uchun yangi o’yinchilar birinchi depozitga 1500€ gacha bonus va 150 bepul aylantirish oladi.
To’lovlar Visa, Mastercard, Skrill va 50 dan ortiq kriptovalyuta orqali amalga oshiriladi.
يقدم 888starz تصميمًا معرّبًا سلسًا وقائمة تدعم عشرات اللغات.
يتيح 888starz أكثر من مئتين وخمسين طاولة روليت وبلاك جاك مباشرة في أي وقت.
يشمل الموقع أكثر من 35 فئة رياضية تتابع الأحداث العالمية والمحلية.
يستقبل الكازينو اللاعب الجديد بمكافأة تصل إلى 1500 يورو مع 150 لفة مجانية.
يتم إنشاء حساب جديد في دقائق معدودة على المنصة الرسمية.
888starz [url=http://www.888starzs2.com]888starz[/url]
888starz [url=https://888starzs10.com/]888starz[/url]
ولأن الجمهور عربي، تأتي الواجهة معرّبة بالكامل ضمن دعم يفوق 50 لغة.
تتخطى مكتبة السلوت في 888starz حاجز الأربعة آلاف لعبة وتتجدد باستمرار.
يغطي 888starz أكثر من خمس وثلاثين رياضة بينها Dota 2 و CS:GO ضمن قسم الإي سبورتس.
ينتظر اللاعبين النشطين برنامج عروض أسبوعي من كاش باك وجوائز.
يوفر 888starz خيارات دفع من Visa و Mastercard و Skrill إلى الكريبتو المتنوع بحد إيداع منخفض.
888starz [url=https://888starzs2.com]888starz[/url]
يبحث لاعبو مصر عن مكان واحد يجمع الكازينو والرياضة، وهو ما يقدمه 888starz عبر منصته الرسمية.
يجد اللاعب في 888Games عناوين لا تتوفر خارج منصة 888starz.
يتيح القسم الرياضي الرهان على أكثر من 35 نوعًا من كرة القدم إلى UFC والإي سبورتس.
ويحصل المراهن الرياضي على مكافأة 100% تصل إلى 100 يورو.
يقبل الموقع البطاقات والمحافظ إلى جانب أكثر من 50 عملة رقمية مثل BTC و USDT.
Everything for Minecraft http://www.topminecraftworldseeds.com in one place: mods, skins, maps, texture packs, and the best seeds for survival, creativity, and adventure. Collections of popular add-ons, installation instructions, updates, and secure downloads for different versions of the game.
This paragraph provides clear idea in favor of the new visitors of blogging, that actually how to do blogging and site-building.
Everything for Minecraft topminecraftworldseeds com in one place: mods, skins, maps, texture packs, and the best seeds for survival, creativity, and adventure. Collections of popular add-ons, installation instructions, updates, and secure downloads for different versions of the game.
Hello There. I found your blog using msn. This is a very well written article.
I will be sure to bookmark it and come back to read more
of your useful information. Thanks for the post. I will definitely return.
Everything for Minecraft https://topminecraftworldseeds.com in one place: mods, skins, maps, texture packs, and the best seeds for survival, creativity, and adventure. Collections of popular add-ons, installation instructions, updates, and secure downloads for different versions of the game.
คอนเทนต์นี้ อ่านแล้วได้ความรู้เพิ่ม ครับ
ผม ได้อ่านบทความที่เกี่ยวข้องกับ เรื่องที่เกี่ยวข้อง
ซึ่งอยู่ที่ edm111
ลองแวะไปดู
เพราะให้ข้อมูลเชิงลึก
ขอบคุณที่แชร์ ข้อมูลที่มีประโยชน์ นี้
จะรอติดตามเนื้อหาใหม่ๆ ต่อไป
Everything for Minecraft http://www.topminecraftworldseeds.com in one place: mods, skins, maps, texture packs, and the best seeds for survival, creativity, and adventure. Collections of popular add-ons, installation instructions, updates, and secure downloads for different versions of the game.
прецизионные сплавы лента [url=https://stalnayalenta.ru/precizionnye-splavy/]прецизионные сплавы лента[/url]
La combinazione di intrattenimento e moltiplicatori elevati lo rende un preferito dei giocatori italiani.
È possibile scommettere su più segmenti contemporaneamente con importi ridotti.
Coin Flip lancia una moneta a due facce, ciascuna con un moltiplicatore diverso.
Il ritorno teorico al giocatore oscilla a seconda della puntata, con una media vicina al 95%.
Come ogni gioco d’azzardo, Crazy Time va affrontato con moderazione e budget prestabilito.
demo crazytime [url=http://chichimall.com/bbs/board.php?bo_table=free&wr_id=814202]demo crazytime[/url]
Twenty paylines across five reels give steady chances to line up matching fruits.
The flaming seven sits at the top of the paytable and pays the most.
20 super hot [url=https://kds.ne.kr/bbs/board.php?bo_table=free&wr_id=57176]20 super hot[/url]
20 Super Hot is linked to the EGT Jackpot Cards feature with four progressive prizes.
20 Super Hot offers an RTP of roughly 95.8%, in line with similar fruit slots.
Responsible gambling practices are recommended when playing for real money.
يوفر 888starz للاعبي مصر منصة رسمية واحدة تضم الكازينو والرهانات الرياضية معًا.
888starz [url=https://falone.eu/index.php?title=Starz888_%D8%A8%D9%88%D8%A7%D8%A8%D8%A9_%D8%A7%D9%84%D9%83%D8%A7%D8%B2%D9%8A%D9%86%D9%88_%D9%88%D8%A7%D9%84%D8%B1%D9%87%D8%A7%D9%86_%D8%A7%D9%84%D8%B1%D9%8A%D8%A7%D8%B6%D9%8A_%D8%A7%D9%84%D8%B1%D8%B3%D9%85%D9%8A%D8%A9]888starz[/url]
تضم سلسلة 888Games الحصرية ألعابًا فورية مثل Crash و Dice و Plinko و Lottery.
يغطي القسم الرياضي أكثر من 35 نوعًا من كرة القدم والتنس إلى الهوكي والإي سبورتس.
تبلغ باقة الترحيب في الكازينو 1500 يورو إضافة إلى 150 فري سبين.
تتنوع وسائل الدفع بين الفيات والعملات المشفرة بحد أدنى يبدأ من 2 يورو.
888starz funciona con una licencia internacional de Curaçao a través de Bittech B.V. que protege el dinero y los datos del jugador.
El casino en vivo cuenta con más de 250 mesas atendidas por crupieres reales las 24 horas.
El sitio cubre más de 35 categorías deportivas con los eventos más importantes.
888starz kirish [url=http://cnscdro.com/bbs/board.php?bo_table=notice&wr_id=7]888starz kirish[/url]
888starz concede en la sección deportiva un bono del 100% en el primer depósito hasta 100 euros.
El equipo de ayuda responde todo el día y la aplicación móvil se descarga para Android y Apple.
يستند 888starz إلى رخصة Curaçao رسمية عبر Bittech B.V. تحمي حساب اللاعب وبياناته.
يضم القسم آلاف ألعاب السلوت من استوديوهات موثوقة.
888 ستارز [url=http://leadmall.kr/bbs/board.php?bo_table=qa&wr_id=7120]888 ستارز[/url]
يشمل الموقع أكثر من 35 فئة رياضية تتابع أبرز الأحداث العالمية.
كما تتوفر عروض دورية من كاش باك ورهانات مجانية وبطولات.
يمكن للاعبي القاهرة فتح حساب جديد عبر الهاتف أو البريد في دقائق قليلة.
Наркологическая помощь оказывается на дому, амбулаторно, в клинике и в стационаре. Врач-нарколог проводит осмотр пациента, уточняет стаж употребления алкоголя, причины срыва, наличие хронического заболевания, ограничения, противопоказаний, анализ жалоб и возможные признаки психических расстройств. После диагностики подбирается индивидуально схема: капельница, препараты, витамины, гепатопротекторы, седативные средства, инфузионная терапия и дальнейшее лечение алкоголизма.
Исследовать вопрос подробнее – [url=https://vyvod-iz-zapoya-sochi20.ru/]вывод из запоя с выездом[/url]
Aby znaleźć dobre kasyno online, gracz z Polski powinien zwrócić uwagę na licencję, gry i metody płatności.
Sprawdzone kasyna stosują szyfrowanie danych oraz bezpieczne metody logowania.
Renomowane serwisy współpracują z producentami takimi jak Pragmatic Play, NetEnt czy Evolution.
najlepsze kasyna online polska [url=https://thebloodsugardiet.com/forums/users/elisa73e215960/]najlepsze kasyna online polska[/url]
Przed odbiorem bonusu warto sprawdzić wymagania obrotu i termin ważności oferty.
Odpowiedzialna gra oraz znajomość przepisów to podstawa bezpiecznej rozrywki.
To jedna z najpopularniejszych promocji, ponieważ pozwala poznać sloty bez własnego wkładu.
Free spiny są często przyznawane partiami przez kolejne dni, a nie wszystkie naraz.
Wygrane z darmowych spinów podlegają wymaganiom obrotu, które trzeba spełnić przed wypłatą.
Aktywni użytkownicy z Polski otrzymują spiny za kolejne depozyty i udział w promocjach.
Przed skorzystaniem z oferty warto zapoznać się z jej pełnym regulaminem.
mostbet 30 free spins [url=https://community.weshareabundance.com/groups/mostbet-casino-free-spins-free-spins-codes-verified-and-updated/]mostbet 30 free spins[/url]
Wpisanie kodu zwiększa pakiet powitalny o dodatkowe środki lub free spiny.
Po dokonaniu pierwszej wpłaty bonus powiązany z kodem trafia na konto gracza.
Bonus może dotyczyć wyłącznie wybranych gier lub kategorii automatów.
Stali użytkownicy mogą otrzymywać kody na reload bonusy i darmowe spiny.
Zaleca się ustalanie limitów i rozsądne korzystanie z bonusów.
kod promocyjny do vox casino [url=https://karabast.com/wiki/index.php/Vox_Casino_Kody:_Latest_Coupons_For_PL_Punters]kod promocyjny do vox casino[/url]
true fortune casino [url=https://rentry.co/2b6n96k5]true fortune casino[/url]
Players can explore hundreds of titles alongside a range of bonuses and support options.
The platform also includes live dealer tables for a more immersive experience.
Beyond the welcome offer, the casino runs ongoing promotions and loyalty rewards.
Account information is safeguarded through modern security measures.
A responsive design ensures smooth performance across devices.
Have you ever thought about including a little bit more than just your articles?
I mean, what you say is fundamental and all. Nevertheless think about
if you added some great photos or video clips to give your posts more, „pop“!
Your content is excellent but with pics and videos, this blog could certainly be one of the best
in its field. Amazing blog!
صُممت المنصة بلغة عربية بسيطة تلائم المستخدم في القاهرة.
تضم غرف اللعب المباشر ما يزيد عن 250 طاولة يديرها موزعون فعليون.
888starz [url=https://rivonirecruitment.co.za/?p=53962]888starz[/url]
يتيح 888starz الرهان على عشرات الرياضات بينها UFC و Dota 2 و CS:GO.
يطرح 888starz مكافآت منتظمة تشمل الاسترداد النقدي والترقيات.
يبقى الدعم متاحًا 24/7 عبر الدردشة والبريد مع تطبيق لأندرويد و iOS.
I’m not sure where you’re getting your info, but great topic.
I needs to spend some time learning more or understanding more.
Thanks for fantastic info I was looking for this info for my mission.
Hey just wanted to give you a quick heads up. The text in your post seem to be running off the screen in Safari.
I’m not sure if this is a formatting issue or something
to do with internet browser compatibility but I figured I’d post to let
you know. The design and style look great though!
Hope you get the problem solved soon. Kudos
Рrime Secured
3603 N 222nd Ѕt, Suite 102,
Elkhorn, NE 68022, United States
402-289-4126
Data Prime Tools
Mangelsen
7916Girard Avenue, La Joya
CΑ 92037, United Ꮪtates
1 800-228-9686
Exploring Grizzly 399 Memorabilia Wildlife
Thank you, Quite a lot of posts.
https://bettinglifestyle.image-perth.org/sl-xt-taek-ngay-th-sd-ni-pn-xndb-kem-yxd-n-ym
It’s amazing to pay a visit this web page and reading the views of all mates concerning
this paragraph, while I am also keen of getting familiarity.
Наркологическая помощь помогает безопасно начать выведение токсинов, снизить выраженность алкогольной интоксикации, восстановить водно-солевой баланс и подобрать дальнейшее лечение алкоголизма. Нарколог проводит анализ состояния пациента, уточняет стаж употребления спиртного, причины запоя, наличие хронического заболевания, психических расстройств, противопоказаний и других ограничений. После диагностика врач выбирает схему: амбулаторно на дому, в стационаре клиники или с дальнейшей госпитализацией.
Узнать больше – [url=https://vivod-iz-zapoya-sochi23.ru/]срочный вывод из запоя[/url]
Наш центр в Казани оказывает помощь круглосуточно: врач приезжает по адресу, проводит диагностику, оценивает состояние пациента, подбирает препараты и ставит капельницу. Вывод из запоя на дому помогает снять интоксикацию, уменьшить симптомы абстиненции, восстановить водно-солевой баланс, снизить тревожность и вернуть человека к более стабильной форме. В каждом случае врач учитывает возраст пациента, стаж алкоголизма, длительность запоя, наличие хронических заболеваний и реакцию на лекарства.
Исследовать вопрос подробнее – [url=https://vyvod-iz-zapoya-kazan21.ru/]нарколог вывод из запоя[/url]
Наркологическая помощь клиники направлена не только на снятие острого состояния, но и на дальнейшее лечение алкогольной зависимости. Вывод из запоя на дому подходит пациенту, если нет признаков тяжелого отравления, психоза, судорог и опасных осложнений. Если состояние больного тяжелое, врач может рекомендовать лечение в стационаре клиники, где пациент находится под наблюдением медицинской команды, а терапия проходит безопаснее.
Выяснить больше – [url=https://vyvod-is-zapoya-sochi24.ru/]вывод из запоя вызов в сочи[/url]
Наркологическая помощь позволяет безопасно начать выведение токсинов, снизить интоксикации, восстановить водно-солевой баланс и подобрать дальнейшее лечение алкогольной зависимости. Нарколог проводит анализ состояния пациента, уточняет стаж употребления спиртного, причины запоя, наличие хронического заболевания, психических расстройств, противопоказаний и других ограничений. После диагностики врач выбирает схему: амбулаторно на дому, в стационаре клиники или с госпитализацией.
Разобраться лучше – [url=https://vyvod-is-zapoya-sochi22.ru/]вывод из запоя[/url]
Hi just wanted to give you a quick heads up and
let you know a few of the pictures aren’t loading correctly.
I’m not sure why but I think its a linking issue.
I’ve tried it in two different web browsers and both show
the same results.
Наркологическая помощь клиники направлена не только на снятие острого состояния, но и на дальнейшее лечение алкогольной зависимости. Вывод из запоя на дому подходит пациенту, если нет признаков тяжелого отравления, психоза, судорог и опасных осложнений. Если состояние больного тяжелое, врач может рекомендовать лечение в стационаре клиники, где пациент находится под наблюдением медицинской команды, а терапия проходит безопаснее.
Подробнее – [url=https://vyvod-is-zapoya-sochi24.ru/]срочный вывод из запоя в сочи[/url]
يحمل الموقع ترخيص كوراساو المُشغَّل من Bittech B.V. الذي يكفل نزاهة النتائج.
يجد اللاعب في 888Games عناوين خاصة لا تتوفر لدى غير 888starz.
ويأتي الرهان المباشر باحتمالات تُحدَّث لحظيًا أثناء سير اللقاءات.
ينتظر اللاعبين النشطين برنامج أسبوعي من كاش باك وجوائز.
على مستوى الدفع، يقبل الموقع البطاقات والمحافظ وأكثر من 50 عملة رقمية مثل BTC و USDT.
888starz [url=https://888starzs1.com/]888starz[/url]
يستند 888starz إلى ترخيص Curaçao رسمي يحمي أموال اللاعب وبياناته.
تشمل سلسلة 888Games الحصرية ألعابًا فورية مثل Crash و Dice و Plinko.
888stars [url=https://888starzs5.com/]888stars[/url]
يشمل الموقع أكثر من 35 فئة رياضية تتابع أبرز الأحداث.
يطرح 888starz مكافآت منتظمة تشمل الاسترداد النقدي والترقيات.
يقبل الموقع البطاقات والمحافظ إضافة إلى أكثر من 50 عملة رقمية مثل BTC و USDT.
يقدم 888starz تصميمًا عربيًا واضحًا يناسب المستخدم المصري.
تضم غرف اللعب المباشر ما يزيد عن 250 طاولة بموزعين فعليين.
starz888 [url=https://888starzs12.com/]starz888[/url]
تتوفر أسواق على البطولات الكبرى إلى جانب الدوري المصري.
تبلغ باقة الترحيب في الكازينو 1500 يورو إضافة إلى 150 فري سبين.
يقدم الموقع خدمة عملاء على مدار الساعة بالعربية إضافة إلى تطبيق apk.
يعتمد لاعبو القاهرة على 888starz.bet للوصول إلى آلاف الألعاب وعشرات الرياضات.
888 starz [url=https://888starzs14.com/]888 starz[/url]
يتوفر في الكازينو الحي أكثر من 250 طاولة بموزعين حقيقيين تعمل بلا توقف.
يشمل الموقع أكثر من 35 فئة رياضية تتابع كبرى الأحداث في العالم.
تتوالى المكافآت الدورية بين الاسترداد النقدي والترقيات الموسمية.
يبقى الدعم متاحًا 24/7 عبر الدردشة والبريد، مع تطبيق لأندرويد و iOS.
يتميز الموقع بواجهة عربية سلسة ضمن دعم يتخطى 50 لغة.
تتضمن مجموعة 888Games الحصرية ألعابًا فورية مثل Crash و Plinko و Dice.
يغطي قسم الرياضة أكثر من 35 نوعًا من كرة القدم والتنس إلى الملاكمة والإي سبورتس.
كما يطرح الموقع عروضًا دائمة من كاش باك ورهانات مجانية وبطولات.
888 starz [url=https://888starzs13.com/]888 starz[/url]
يتم إنشاء حساب جديد من القاهرة عبر الهاتف أو البريد خلال دقائق قليلة.
Kod promocyjny często podnosi wartość bonusu i liczbę darmowych obrotów.
Aby odebrać nagrodę, konieczne bywa doładowanie konta określoną kwotą.
Warunki mogą ograniczać maksymalną wysokość zakładu podczas obrotu bonusem.
Kolejne kody promocyjne pojawiają się w ramach regularnych promocji dla graczy.
Kod promocyjny można wykorzystać zarówno na komputerze, jak i w wersji mobilnej Vox Casino.
vox casino kod promocyjny bez depozytu [url=https://mopsw.nic.in/sagarvidyakosh/index.php?title=User:BrendanCogburn9]vox casino kod promocyjny bez depozytu[/url]
يقدم قسم الكازينو في 888starz تجربة ألعاب متكاملة للمستخدمين في مصر.
يقدم 888starz ما يزيد على أربعة آلاف عنوان سلوت متجدد باستمرار.
يقدم 888starz ما يزيد عن مئتين وخمسين طاولة مباشرة تعمل بلا توقف.
تحظى ألعاب الكراش بشعبية واسعة بفضل المضاعفات المتصاعدة.
تبلغ باقة الترحيب في الكازينو 1500 يورو إضافة إلى 150 فري سبين.
888 starz [url=https://888starzs19.com/]888 starz[/url]
يقدم 888starz تصميمًا عربيًا واضحًا يناسب المستخدم المصري.
يضم القسم آلاف ألعاب السلوت من استوديوهات موثوقة.
يشمل الموقع أكثر من 35 فئة رياضية تتابع أبرز الأحداث.
تبلغ باقة الترحيب في الكازينو 1500 يورو إضافة إلى 150 فري سبين.
starz 888 [url=https://888starzs18.com/]starz 888[/url]
يوفر 888starz الدفع عبر Visa و Mastercard و Skrill والكريبتو.
يقدم قسم الكازينو في 888starz تجربة ألعاب متكاملة للمستخدمين في مصر.
888stars [url=https://888starzs20.com/]888stars[/url]
تتنوع الألعاب بين السلوت الكلاسيكية والفيديو سلوت بخطوط دفع متعددة.
تتنوع الخيارات بين البكارات والبوكر وألعاب الطاولة الكلاسيكية.
توفر ألعاب المضاعف الفوري خيارًا مثيرًا بجانب السلوت التقليدية.
تبلغ باقة الترحيب في الكازينو 1500 يورو إضافة إلى 150 فري سبين.
звоните круглосуточно по телефону горячей линии клиники: наши специалисты готовы оказать необходимую помощь в решении проблемы алкогольной зависимости.
Исследовать вопрос подробнее – [url=https://vyvod-is-zapoya-sochi20.ru/]помощь вывод из запоя[/url]
Thanks for finally writing about > Automatische Pulverbeschichtungsanlage – Pulveranlage < Liked it!
Can you be more specific about the content of your article? After reading it, I still have some doubts. Hope you can help me.
Мы работаем ежедневно, без выходных, поэтому позвонить по телефону можно сейчас, ночью, утром, в праздники и в любой сложный момент. Бесплатная консультация помогает понять, нужна ли капельница, детоксикация, вывод из запоя, госпитализация в стационар, прием в клинике, кодирование, психотерапия, реабилитация или дальнейшее лечение зависимости.
Подробнее – http://narkolog-na-dom-kazan20.ru/
Основой лечения алкогольного запоя является инфузионная терапия — капельница. Капельница позволяет быстро доставить лекарства прямо в кровь, минуя желудочно-кишечный тракт. Состав капельницы подбирает врач-нарколог индивидуально, исходя из тяжести состояния и результатов теста показателей крови. В стандартную инфузионную терапию входят солевые растворы, витамины группы B и C, ноотропы, кардиопротекторы, гепатопротекторы, препараты для нормализации артериального давления и сердечной деятельности. Дозы лекарственных средств рассчитываются строго по весу и возрасту, с учётом противопоказаний. Лечение капельницей даёт быстрый эффект: уже через несколько часов пациент чувствует значительное улучшение. Капельница снимает тошноту, жажду, головную боль, уменьшает тремор и потливость, облегчает физическое состояние. Лечение абстинентного синдрома капельницей может проводиться амбулаторно на дому или в условиях стационара. Однако даже после капельницы необходимо продолжать лечение алкоголизма — терапия должна быть комплексной. Терапия обязательно включает необходимые процедуры для полного очищения организма и восстановления функций печени и мозга. Современная наркологическая помощь использует комплекс препаратов, направленных на снятие ломки, устранение депрессии и улучшение сна. Мы используем успокоительные и ноотропы, чтобы поддержать нервную систему и улучшить самочувствие в течение нескольких дней. Водно-электролитный баланс восстанавливается за счёт специальных растворов, что особенно важно при сильном обезвоживании.
Выяснить больше – [url=https://vyvod-iz-zapoya-balashiha13-1.ru/]вывод из запоя на дому балашиха цены[/url]
Greetings! Very helpful advice in this particular
article! It’s the little changes that will make the largest changes.
Thanks a lot for sharing!
Having read this I believed it was rather informative.
I appreciate you finding the time and energy to put this informative article
together. I once again find myself spending way too much time both reading and commenting.
But so what, it was still worth it!
Now I am ready to do my breakfast, after having my breakfast coming
over again to read further news.
يمثل 888starz apk الطريقة الأسرع للحصول على التطبيق على أجهزة أندرويد في مصر.
يظهر ملف apk في قائمة التنزيلات ليتمكن المستخدم من فتحه بسهولة.
لا يستغرق التثبيت وقتًا طويلًا ويمكن تسجيل الدخول مباشرة بعده.
يتيح التطبيق للاعبي مصر استخدام كل أقسام المنصة من دون فتح المتصفح.
يضمن التنزيل من الموقع الرسمي حصول المستخدم على نسخة آمنة وسليمة.
يمنح 888starz للاعبين الجدد عبر التطبيق باقة ترحيبية عند أول إيداع.
888starz apk [url=https://trurofoodfestival.com/rabit-amn-888starz-apk-android-tahdithat/]888starz apk[/url]
888starz تحميل [url=https://theracingbicycle.com/daleel-tahmeel-888starz-mobile/]888starz تحميل[/url]
يقدم التطبيق واجهة عربية واضحة تسهّل الاستخدام على لاعبي مصر.
يُحفظ الملف تلقائيًا في مجلد التنزيلات على الهاتف بعد انتهاء التحميل.
بعد اكتمال التثبيت تظهر أيقونة 888starz مباشرة بين تطبيقات الهاتف.
يتيح التطبيق مشاهدة الأحداث الرياضية والمراهنة عليها في الوقت الفعلي.
يتوافق 888starz apk مع الأجهزة المتوسطة ولا يتطلب مواصفات عالية.
يتوفر أيضًا إصدار iOS لمستخدمي الآيفون بالخطوات نفسها من الموقع الرسمي.
I like what you guys tend to be up too. This kind of clever work and reporting!
Keep up the great works guys I’ve incorporated you guys to
my own blogroll.
звоните круглосуточно по телефону горячей линии клиники: наши специалисты готовы оказать необходимую помощь в решении проблемы алкогольной зависимости.
Углубиться в тему – [url=https://vyvod-is-zapoya-sochi20.ru/]наркологический вывод из запоя[/url]
Вывод из запоя в Сочи требуется, когда человек не может самостоятельно выйти из длительного употребления алкоголя, испытывает тяжелое похмелье, тревогу, бессонницу, тошноту, скачки давления, признаки интоксикации или резкое ухудшение состояния. В такой ситуации важно не ждать недели и не подбирать средства самостоятельно: лечение запоя должен проводить врач, потому что при отравлении алкоголем, хронических заболеваниях и приеме большого количества таблеток возможны опасные осложнения.
Узнать больше – [url=https://vyvod-is-zapoya-sochi23.ru/]вывод из запоя капельница в сочи[/url]
Thank you for the good writeup. It in fact was a amusement account it.
Look advanced to far added agreeable from you! However, how could we communicate?
Howdy! I’m at work surfing around your blog from my new iphone!
Just wanted to say I love reading through your blog and look forward to all your posts!
Keep up the outstanding work!
true fortune 50 free spins promo code [url=https://true-fortune-casino12.com/free-spins]true fortune 50 free spins promo code[/url]
True Fortune gathers slots, table games and live dealers in one convenient place.
True Fortune offers an extensive range of slots covering every theme and volatility level.
Ongoing offers such as weekly cashback and reload deals keep the balance topped up.
True Fortune supports popular payment methods including Visa, Mastercard and e-wallets like Skrill and Neteller.
Players in the United Kingdom can use built-in tools to keep their gambling under control.
True Fortune works seamlessly on smartphones and tablets straight from the browser.
The site combines a huge game library with a clean, modern interface.
True Fortune regularly adds new titles and jackpot games to the lobby.
Players enjoy recurring promotions including cashback and free spins on selected slots.
Verified players enjoy speedy payouts through their preferred method.
Player information is protected with encryption and strict data-handling standards.
Help is always at hand thanks to round-the-clock live chat support.
bonus code for true fortune casino [url=http://www.true-fortune-casino13.com/bonus/]bonus code for true fortune casino[/url]
The official True Fortune website brings hundreds of games together on a single, easy-to-use platform.
Live blackjack, roulette and game shows are available at any time of day.
Regular promotions include reload bonuses, cashback and free spin drops throughout the week.
true fortune no deposit code [url=http://true-fortune-casino20.com/no-deposit-bonus/]true fortune no deposit code[/url]
Minimum deposits are low, making it easy to get started.
Certified RNG technology ensures every spin and hand is completely random.
The support team responds quickly via chat and email at any hour.
The site combines a huge game library with a clean, modern interface.
Big-money jackpots and trending games are easy to find on the homepage.
The promotions page lists reload bonuses, tournaments and cashback offers.
The casino aims to process cashouts fast, especially for verified accounts.
True Fortune promotes responsible gaming with limits, time-outs and support links.
The mobile casino runs smoothly in any browser with no download required.
true fortune casino free spins [url=https://www.true-fortune-casino29.com/free-spins/]true fortune casino free spins[/url]
In the United Kingdom, True Fortune casino stands out as a trusted online gambling destination.
The game library includes thousands of titles, from classic fruit machines to modern video slots.
A loyalty programme rewards active players with points that convert into real bonuses.
Topping up an account is instant with no fees on most payment methods.
Player information is protected with encryption and strict data-handling standards.
Help is always at hand thanks to round-the-clock live chat support.
true fortune casino ndb [url=http://www.true-fortune-casino21.com/no-deposit-bonus]true fortune casino ndb[/url]
The casino welcomes players from the United Kingdom with a localised experience and responsive support.
Progressive jackpots and top-rated new releases are highlighted in the casino lobby.
The VIP scheme gives loyal users cashback boosts, gifts and a personal manager.
true fortune no deposit bonus codes 2025 for existing players [url=https://www.true-fortune-casino32.com/bonus-codes-for-existing-players]true fortune no deposit bonus codes 2025 for existing players[/url]
The casino accepts a range of payment options familiar to players in the United Kingdom.
Fair play is guaranteed by independently tested RNG games with published RTP rates.
Transparent terms and a helpful FAQ section cover deposits, bonuses and withdrawals.
888starz download [url=https://888stars7.com/apk]888starz download[/url]
O’zbekistonda 888Starz rasmiy sayti sport tikishlari va kazinoni yagona joyda birlashtiradi.
Eng mashhur va yangi o’yinlar rasmiy saytning kazino bo’limida birinchi o’rinda ko’rsatiladi.
888Starz rasmiy saytining sport bo’limi 50 dan ortiq sport turiga tikish imkonini beradi.
Rasmiy sayt muntazam bonuslar, jumladan keshbek va sug’urta takliflarini taqdim etadi.
Rasmiy saytda ro’yxatdan o’tish telefon, email yoki bir bosishda bir necha daqiqada amalga oshiriladi.
888Starz rasmiy veb-sayti foydalanuvchilarga kazino va sport stavkalarini bitta platformada taqdim etadi.
Rasmiy saytda yangi nashrlar va ommabop o’yinlar bosh sahifada namoyon bo’ladi.
888Starz rasmiy saytining sport bo’limi 50 dan ortiq sport turiga tikish imkonini beradi.
Foydalanuvchilar uchun haftalik keshbek va promo aksiyalar doimiy ravishda mavjud.
888Starz yangi hisobni bir necha usulda, atigi bir necha daqiqada yaratish imkonini beradi.
бк 888starz [url=https://www.888stars4.com]бк 888starz[/url]
O’zbekistonda 888Starz rasmiy sayti sport tikishlari va kazinoni yagona joyda birlashtiradi.
Foydalanuvchilar rasmiy sayt orqali jonli kazino stollarida istalgan vaqtda o’ynashlari mumkin.
888Starz rasmiy saytining sport bo’limi 50 dan ortiq sport turiga tikish imkonini beradi.
скачать 888 старз [url=http://www.888stars5.com/apk/]скачать 888 старз[/url]
Foydalanuvchilar uchun haftalik keshbek va promo aksiyalar doimiy ravishda mavjud.
Texnik yordam o’zbek va rus tillarida sutka davomida chat, email va telefon orqali ishlaydi.
888Starz rasmiy veb-sayti foydalanuvchilarga kazino va sport stavkalarini bitta platformada taqdim etadi.
Rasmiy saytda jonli dilerli kazino bo’limi real dilerlar bilan o’ynash imkonini beradi.
скачать 888starz официальный сайт [url=http://888stars9.com/apk/]скачать 888starz официальный сайт[/url]
Rasmiy veb-sayt eng muhim sport tadbirlariga tikishni qo’llab-quvvatlaydi.
888Starz O’zbekistondagi yangi o’yinchilarga sport va kazino uchun xush kelibsiz paketini beradi.
Rasmiy sayt karta, hamyon va kripto orqali 5 dollardan boshlanadigan qulay to’lovlarni taqdim etadi.
Hi every one, here every one is sharing these kinds of knowledge,
so it’s good to read this weblog, and I used to go to see this webpage every day.
I’m gone to convey my little brother, that he should also pay a visit this weblog on regular basis to obtain updated from most up-to-date
reports.