

Wir entwickeln und fertigen verschiedene Arten von Pulverbeschichtungsanlagen wie Pulverabsaugung und Pulverofen für Kunden in Deutschland, Österreich, Schweiz
Unsere Pulverabsaugung ist so konzipiert, dass überschüssiges Pulver während des Auftragens aufgefangen wird. Sie ist das Ergebnis langjähriger Erfahrung in der Entwicklung und im Bau von Pulverbeschichtungsanlagen.
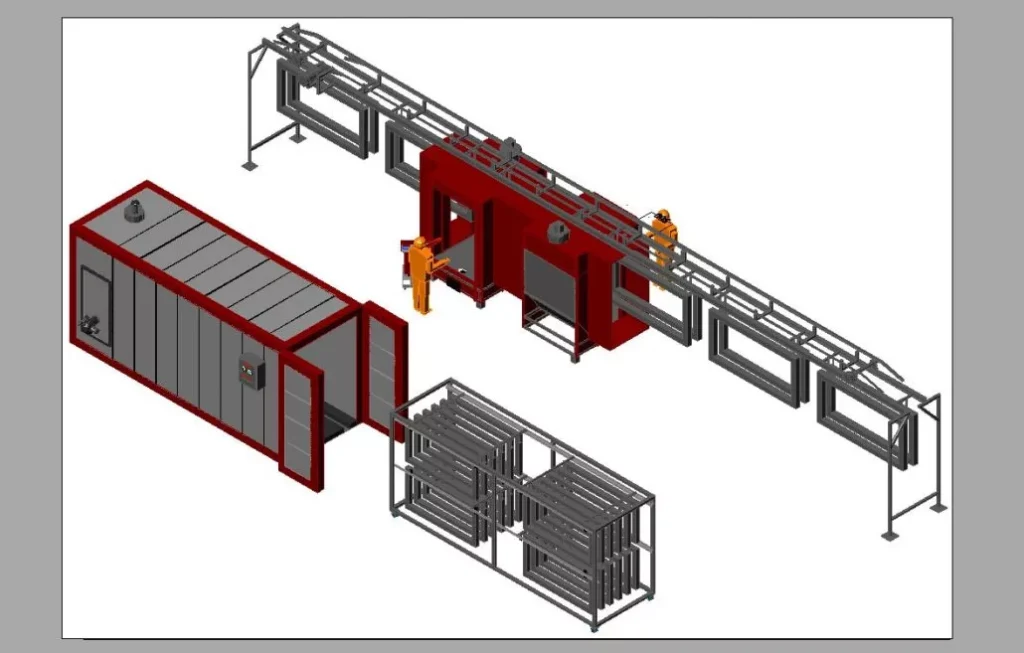
Um den jüngsten Gesetzesänderungen zu entsprechen, haben wir jetzt unsere Pulverkabine durch den Einbau von zwei Zentrifugalventilatoren mit einer Leistung von 5,5 kW und sechs Filterpatronen aufgerüstet.
Pulverabsaugung mit Filterpatronen: Die Integration von Filterpatronen in die Pulverabsaugung verbessert die Effizienz und Filterkapazität erheblich. Filterpatronen bieten eine größere Oberfläche für die Abscheidung von Pulverpartikeln und ermöglichen eine längere Betriebszeit zwischen den Wartungsintervallen. Die Verwendung von zwei Zentrifugalventilatoren mit einer Leistung von 5,5 kW stellt sicher, dass ausreichend Absaugleistung vorhanden ist.
Manuelle Pulverbeschichtungskabinen: Manuelle Pulverbeschichtungskabinen sind ideale Lösungen für Anwendungen mit begrenzten Farbwechseln und einer geringen Anzahl von Farben. Die Verwendung von Zellulose-Pulverbeschichtungsfiltern in verschiedenen Konfigurationen ermöglicht eine effektive Abscheidung von Pulver während des Sprühprozesses. Die Integration von Schalttafeln zur Steuerung der Abblasventile und Reinigungseinrichtungen verbessert die Benutzerfreundlichkeit.
Preisklassen für Pulverbeschichtungskabinen: Die Preisklassen können je nach Anforderungen und Funktionen der Pulverbeschichtungskabine variieren. Es ist wichtig, Kunden transparente Informationen über die unterschiedlichen Kosten für verschiedene Konfigurationen bereitzustellen. Die in Ihrem Beitrag genannten Filtermaterialien und Designs können ebenfalls die Gesamtkosten beeinflussen.
Absauganlage Pulver – Video: Die Bereitstellung von visuellen Materialien wie dem verlinkten Video ist eine ausgezeichnete Möglichkeit, Kunden einen Einblick in die Funktionsweise der Pulverabsaugung zu geben. Solche Videos können die Effektivität und den Betrieb der Anlagen demonstrieren.
Umweltfreundlichkeit und Kosteneffizienz: Hervorheben Sie die Umweltfreundlichkeit der Pulverabsaugung durch die Minimierung von Pulververlusten und die Verringerung des Pulververbrauchs. Dies kann Kunden ansprechen, die nach nachhaltigen Lösungen suchen.
Insgesamt bieten Ihre Informationen einen umfassenden Überblick über die Pulverbeschichtungstechnologie und die verschiedenen Aspekte der Pulverabsaugung. Es ist wichtig, die Vorteile der Systeme in Bezug auf Effizienz, Umweltfreundlichkeit und Kosteneffizienz hervorzuheben, um potenzielle Kunden anzusprechen.
Pulverabsaugung

Manuelle Pulverbeschichtungskabinen sind die einfachsten Lösungen für Pulverbeschichtungsanwendungen, wenn Sie nicht viele Farben haben und die Farben nicht oft wechseln müssen. Unsere manuellen Pulverbeschichtungs-Spritzkabinen werden entweder aus verzinkten Blechen oder Weichstahlblechen konstruiert und hergestellt, die dann lackiert werden.
Es gibt einen Innenraum, in dem der Pulverbeschichter seine Teile aufhängen und mit seiner Pulverbeschichtungspistole lackieren kann, während Filter die Luft im Medium ansaugen und reinigen und die auf den Filtern angesammelte Farbe von Zeit zu Zeit abblasen.
Manuelle Pulverkabinen können ab 2 Filtern und maximal 3,4,5,6 und 8 Filtern hergestellt werden. Wir verwenden in unseren Kabinen 32x60cm Zellulose-Pulverbeschichtungsfilter. Es gibt eine Schalttafel, um die Abblasventile zu steuern, um die Filter und Lichter im Inneren zu reinigen, damit der Bediener die Lackierqualität sehen und überprüfen kann
Eine Pulversprühkabine oder eine Pulverbeschichtungskabine ist eine kleine Ausrüstung zum Sprühen von Pulver. Wir fertigen Pulverbeschichtungskabinen, beginnend mit 2 Patronenfiltern bis zu 10 Filtern. Die Filter fangen fliegendes Pulver in der Kabine auf und blasen es zur Rückgewinnung ab.
Dementsprechend sind die Filter wiederverwendbar. Sie können aus Polyester und Zellulose bestehen. Allerdings steigt der Preis mit dem Filtermaterial. Darüber hinaus ändert das Design auch die Filterkosten.
Absauganlage Pulver
Eine Absauganlage für Pulver ist ein kritischer Bestandteil von Pulverbeschichtungsanlagen. Sie dient dazu, überschüssiges Pulver, das während des Sprühprozesses nicht auf das Werkstück übertragen wurde, aufzufangen und zu trennen. Hier sind einige wichtige Merkmale und Funktionen einer Absauganlage für Pulver:
1. Absaugvorrichtung:
- Die Absaugvorrichtung ist verantwortlich für das Absaugen von überschüssigem Pulver aus der Arbeitsumgebung. Dies verhindert, dass das Pulver in die Luft gelangt und sich unkontrolliert verteilt.
2. Ventilatoren:
- Ventilatoren erzeugen den Luftstrom, der das überschüssige Pulver von den Arbeitsbereichen zur Absaugvorrichtung transportiert. Die Auswahl leistungsstarker Ventilatoren ist entscheidend für die Effizienz des Systems.
3. Filtersystem:
- Ein Filtersystem trennt das aufgesaugte Pulver von der Luft. Hier können verschiedene Filtertypen verwendet werden, wie z.B. Patronenfilter oder Zellulosefilter, um eine effektive Abscheidung zu gewährleisten.
4. Pulverrückgewinnungssystem:
- Ein Pulverrückgewinnungssystem sammelt das abgesaugte Pulver und führt es zu einem Rückgewinnungsbehälter. Dies ermöglicht die Wiederverwendung des Pulvers.
5. Steuerungssystem:
- Ein Steuerungssystem regelt den Betrieb der Absauganlage. Es kann beispielsweise die Ventilatorgeschwindigkeit, die Filterreinigung und andere Parameter steuern.
6. Umweltfreundlichkeit:
- Die Absauganlage trägt zur Umweltfreundlichkeit bei, indem sie den Pulververbrauch minimiert und die Emissionen von unkontrolliertem Pulver in die Umgebung verhindert.
7. Effizienz und Produktivität:
- Eine effiziente Absauganlage verbessert die Produktivität der Pulverbeschichtungsanlage, da weniger Pulver verschwendet wird und die Arbeitsbereiche sauberer bleiben.
8. Wartungsfreundlichkeit:
- Die Anlage sollte so konstruiert sein, dass sie einfach gewartet werden kann. Dies umfasst den einfachen Zugang zu Filtern, Reinigungseinrichtungen und anderen kritischen Komponenten.
9. Anpassungsfähigkeit an Produktionsbedingungen:
- Die Absauganlage sollte an die spezifischen Anforderungen der Produktionslinie, wie z.B. unterschiedliche Pulvertypen oder Farbwechsel, angepasst werden können.
10. Sicherheitsmerkmale: – Integrierte Sicherheitsmerkmale sorgen dafür, dass die Absauganlage sicher betrieben wird. Dies kann Not-Aus-Schalter oder andere Schutzmechanismen einschließen.
11. Schulung und Support: – Schulungen für Bediener zur richtigen Nutzung der Absauganlage und ein zuverlässiger Kundensupport tragen dazu bei, einen reibungslosen Betrieb zu gewährleisten.
Die Absauganlage für Pulver ist somit ein wesentliches Element in der Pulverbeschichtungstechnologie, das dazu beiträgt, eine effiziente, umweltfreundliche und qualitativ hochwertige Beschichtung zu gewährleisten.
Preisklassen für Pulverbeschichtungskabinen
Nachfolgend finden Sie einige Informationen zu den Preisen der einzelnen Pulverbeschichtungskabinentypen
Pulverabsaugung
Die Pulverabsaugung, auch als Pulverrückgewinnungssystem oder Pulverabscheidesystem bezeichnet, ist ein wesentlicher Bestandteil von Pulverbeschichtungsanlagen. Dieses System dient dazu, überschüssiges Pulver, das während des Beschichtungsprozesses nicht auf das Werkstück aufgetragen wurde, aufzufangen, zu trennen und wiederverwendbar zu machen. Hier sind die Hauptaspekte der Pulverabsaugung:
1. Funktion der Pulverabsaugung:
- Die Hauptfunktion der Pulverabsaugung besteht darin, das nicht auf das Werkstück übertragene Pulver, das als Overspray bezeichnet wird, aufzufangen und zu trennen. Dieses Overspray-Pulver kann wiederverwendet oder entsorgt werden.
2. Absaugvorrichtung:
- Eine Absaugvorrichtung in der Pulverbeschichtungskabine saugt das Overspray-Pulver aus der Luft ab. Dies verhindert, dass überschüssiges Pulver in die Umgebung gelangt.
3. Filter- oder Siebsystem:
- Das abgesaugte Overspray-Pulver wird normalerweise durch ein Filtersystem oder ein Siebsystem geleitet. Dieses System trennt die Pulverpartikel von der Luft und sorgt dafür, dass nur saubere Luft in die Umgebung gelangt.
4. Pulver-Rückgewinnung:
- Das abgeschiedene Pulver wird in der Regel in einem Pulverrückgewinnungsbehälter oder -hopper aufgefangen. Von dort aus kann es aufbereitet und zur erneuten Verwendung in der Beschichtungsanlage zurückgeführt werden.
5. Siebung und Aufbereitung (optional):
- In einigen Fällen kann das aufgefangene Pulver durch ein Siebsystem geführt werden, um Verunreinigungen oder verklumpte Pulverpartikel zu entfernen, bevor es erneut verwendet wird.
6. Pulveraufbereitung:
- Das aufgefangene Pulver kann aufbereitet werden, um seine Qualität und Konsistenz sicherzustellen, bevor es erneut verwendet wird. Dies kann das Zermahlen und Mischen des Pulvers umfassen.
7. Umweltfreundlich und kosteneffizient:
- Die Pulverabsaugung ist umweltfreundlich, da sie die Verschwendung von Pulver minimiert und den Pulververbrauch reduziert. Dies führt zu Kosteneinsparungen und geringerem Abfall.
8. Verbesserte Luftqualität:
- Die Pulverabsaugung trägt dazu bei, die Luftqualität in der Arbeitsumgebung zu verbessern, indem sie verhindert, dass Pulverpartikel in die Luft gelangen und von den Mitarbeitern eingeatmet werden.
9. Systemanpassung:
- Die Pulverabsaugung kann an die spezifischen Anforderungen und das Volumen der Pulverbeschichtungsanlage angepasst werden. Dies bedeutet, dass verschiedene Kapazitäten und Konfigurationen verfügbar sind.
Die Pulverabsaugung ist ein integraler Bestandteil jeder Pulverbeschichtungsanlage und trägt dazu bei, eine effiziente und wirtschaftliche Pulverbeschichtung zu gewährleisten. Sie spielt eine wichtige Rolle bei der Minimierung von Abfall, der Verbesserung der Produktqualität und der Schaffung einer sicheren Arbeitsumgebung.
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sich durch seine umweltfreundlichen Eigenschaften und Langlebigkeit der Beschichtung auszeichnet. Im Gegensatz zu herkömmlichen flüssigen Beschichtungen werden bei der Pulverbeschichtung trockene Pulverpartikel elektrostatisch auf die Oberfläche eines Werkstücks aufgebracht. Anschließend wird das Pulver in einem Ofen erhitzt, wodurch es schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Vorteile der Pulverbeschichtung umfassen:
- Umweltfreundlichkeit: Keine Lösungsmittel und geringere Emissionen von flüchtigen organischen Verbindungen (VOC).
- Effizienz: Hohe Materialausnutzung und weniger Abfall.
- Robustheit: Gute Beständigkeit gegen chemische, mechanische und Witterungseinflüsse.
Pulverbeschichtungsanlagen

Pulverbeschichtungsanlagen sind zentraler Bestandteil des Pulverbeschichtungsprozesses und umfassen die komplette Infrastruktur, die zur Anwendung von Pulverbeschichtungen erforderlich ist. Diese Anlagen sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedlichen industriellen Anforderungen gerecht zu werden.
Typen von Pulverbeschichtungsanlagen:
- Manuelle Pulverbeschichtungsanlagen:
Ideal für kleinere Betriebe oder spezialisierte Anwendungen, bei denen Flexibilität gefordert ist. Sie bestehen aus einer Pulverkabine, einem Pulvergerät und einem Einbrennofen. - Halbautomatische Anlagen:
Kombinieren manuelle und automatische Prozesse, um eine höhere Effizienz bei mittleren Produktionsvolumina zu erreichen. Diese Anlagen bieten eine gute Balance zwischen Flexibilität und Automatisierung. - Vollautomatische Pulverbeschichtungsanlagen:
Entwickelt für Großserienproduktionen. Diese Anlagen sind vollständig automatisiert und beinhalten Fördersysteme, automatische Pistolen und integrierte Steuerungssysteme, um hohe Produktionsgeschwindigkeiten und gleichbleibende Qualität zu gewährleisten.
Pulverkabinen

Pulverkabinen sind spezielle Räume oder Gehäuse, in denen der Pulverbeschichtungsprozess stattfindet. Sie spielen eine entscheidende Rolle bei der Gewährleistung einer sauberen und kontrollierten Umgebung für die Pulverbeschichtung.
Typen von Pulverkabinen:
- Offene Kabinen:
Diese Kabinen sind ideal für kleine bis mittlere Anwendungen. Sie bieten einen offenen Zugang für den Bediener, sind jedoch weniger effektiv bei der Kontrolle von Overspray. - Geschlossene Kabinen:
Bieten eine kontrollierte Umgebung und minimieren Overspray durch integrierte Luftführungssysteme. Geschlossene Kabinen sind in der Regel effizienter und sicherer. - Selbstreinigende Kabinen:
Ausgestattet mit automatischen Reinigungssystemen, die den Farbwechsel und die Wartung erleichtern. Diese Kabinen sind besonders nützlich in Anwendungen mit häufigem Farbwechsel.
Sicherheits- und Umweltaspekte: Pulverkabinen sind so konzipiert, dass sie die Sicherheit der Bediener gewährleisten und die Umweltbelastung minimieren. Dazu gehören Belüftungssysteme, Filter zur Partikelabscheidung und Schutzvorrichtungen, die den Kontakt mit dem Pulver verhindern.
Einbrennöfen

Der Einbrennofen ist ein unverzichtbarer Bestandteil des Pulverbeschichtungsprozesses, da er die notwendigen Temperaturen bereitstellt, um das aufgetragene Pulver zu einer harten, widerstandsfähigen Oberfläche zu verschmelzen.
Typen von Einbrennöfen:
- Chargenöfen:
Ideal für kleinere Produktionen oder variierende Chargengrößen. Diese Öfen sind flexibel und können unterschiedliche Teile gleichzeitig verarbeiten. - Durchlauföfen:
Entwickelt für kontinuierliche Produktionslinien, bei denen hohe Durchsatzraten erforderlich sind. Teile werden auf einem Förderband durch den Ofen transportiert, was eine konstante Verarbeitung ermöglicht.
Energieeffizienz und Temperatursteuerung: Moderne Einbrennöfen sind energieeffizient und bieten präzise Temperaturregelung, um gleichbleibende Beschichtungsqualität zu gewährleisten. Technologien wie Wärmerückgewinnungssysteme und fortschrittliche Isolierung tragen zur Reduzierung des Energieverbrauchs bei.
Pulvergeräte

Pulvergeräte sind für die Anwendung der Pulverbeschichtung unerlässlich. Sie bestehen aus verschiedenen Komponenten, die zusammenarbeiten, um das Pulver gleichmäßig und effizient auf die Oberfläche des Werkstücks aufzubringen.
Arten von Pulvergeräten:
- Elektrostatische Sprühpistolen:
Verwenden Hochspannung, um Pulverpartikel elektrostatisch aufzuladen, was eine gleichmäßige Verteilung und Haftung auf dem Werkstück fördert. - Pulverförderer:
Transportieren das Pulver vom Vorratsbehälter zur Sprühpistole. Sie sind entscheidend für die Konsistenz und Effizienz des Beschichtungsprozesses.
Elektrostatik spielt eine zentrale Rolle bei der Pulverbeschichtung, da sie die Anziehungskraft zwischen den Pulverpartikeln und der Oberfläche erhöht und so eine gleichmäßige Beschichtung ermöglicht.
Auswahlkriterien für Pulvergeräte umfassen:
- Kompatibilität: Passend für die spezifischen Anforderungen der Anwendung.
- Flexibilität: Anpassungsfähigkeit an unterschiedliche Werkstückgrößen und -formen.
- Effizienz: Hohe Materialausnutzung und minimierter Pulververbrauch.
Automatische Pulverbeschichtungsanlagen
Automatische Pulverbeschichtungsanlagen bieten zahlreiche Vorteile, insbesondere in Bezug auf Effizienz und Konsistenz. Sie sind ideal für Großserienproduktionen und tragen zur Senkung der Betriebskosten bei.
Vorteile der Automatisierung:
- Erhöhte Produktivität: Automatische Systeme können kontinuierlich arbeiten und so die Produktionskapazität erheblich steigern.
- Gleichbleibende Qualität: Minimierung von Fehlern und Variabilität durch präzise Steuerung der Beschichtungsparameter.
- Kostenersparnis: Reduzierung der Arbeitskosten und des Materialverbrauchs durch optimierte Prozesse.
Komponenten und Funktionsweise:
- Fördersysteme: Transportieren Werkstücke automatisch durch den Beschichtungsprozess.
- Automatische Sprühpistolen: Verteilen das Pulver gleichmäßig auf den Werkstücken.
- Integrierte Steuerungssysteme: Überwachen und steuern alle Aspekte des Beschichtungsprozesses, einschließlich Temperatur, Sprühzeit und Pulvermenge.
Ersatzteile für Pulverbeschichtungsanlagen
Ersatzteile sind entscheidend für die Wartung und Langlebigkeit von Pulverbeschichtungsanlagen. Regelmäßige Wartung und der rechtzeitige Austausch von Verschleißteilen sind unerlässlich, um Ausfallzeiten zu minimieren und die Effizienz der Anlagen aufrechtzuerhalten.
Wichtige Ersatzteile und ihre Funktionen:
- Sprühdüsen: Stellen die gleichmäßige Verteilung des Pulvers sicher.
- Filter: Entfernen überschüssige Pulverpartikel aus der Kabinenluft.
- Förderbänder: Transportieren die Werkstücke durch den Beschichtungsprozess.
Wartung und Instandhaltung:
- Regelmäßige Inspektionen: Identifizieren potenzielle Probleme frühzeitig und ermöglichen rechtzeitige Reparaturen.
- Ersatzteilmanagement: Sicherstellung der Verfügbarkeit von Ersatzteilen zur Minimierung von Ausfallzeiten.
Zukunft der Pulverbeschichtungstechnologie

Die Pulverbeschichtungstechnologie entwickelt sich kontinuierlich weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Zu den wichtigsten Trends und Entwicklungen gehören:
- Nachhaltigkeit: Einsatz umweltfreundlicher Materialien und Verfahren zur Reduzierung des ökologischen Fußabdrucks.
- Fortschrittliche Materialien: Entwicklung neuer Pulverformeln, die verbesserte Eigenschaften wie Korrosionsbeständigkeit und UV-Stabilität bieten.
- Digitalisierung: Integration von IoT und datenbasierten Lösungen zur Optimierung des Beschichtungsprozesses und zur Verbesserung der Qualitätssicherung.
Fazit
Pulverbeschichtungsanlagen und ihre Komponenten sind ein wesentlicher Bestandteil moderner Produktionsprozesse. Sie bieten eine umweltfreundliche, effiziente und langlebige Lösung für die Oberflächenveredelung. Durch die ständige Weiterentwicklung der Technologie und den Einsatz von Automatisierung können Unternehmen ihre Effizienz steigern und gleichzeitig die Qualität ihrer Produkte sicherstellen.
Ich hoffe, dieser umfassende Überblick über Pulverbeschichtungsanlagen und verwandte Komponenten ist hilfreich. Wenn Sie weitere Informationen oder spezifische Details zu einem bestimmten Abschnitt wünschen, lassen Sie es mich bitte wissen!
Wie lange hält Pulverbeschichtung?

Die Haltbarkeit einer Pulverbeschichtung kann je nach Anwendung, Umgebung und Qualität der Beschichtung stark variieren. Hier sind einige Faktoren, die die Lebensdauer einer Pulverbeschichtung beeinflussen können:
Faktoren, die die Haltbarkeit beeinflussen:
- Qualität des Pulvers:
- Pulverformulierung: Hochwertige Pulverlacke bieten in der Regel eine längere Haltbarkeit und bessere Widerstandsfähigkeit gegen Umwelteinflüsse.
- UV-Stabilität: Speziell formulierte Pulverlacke mit UV-Schutz verlängern die Lebensdauer bei Anwendungen im Freien.
- Vorbereitung der Oberfläche:
- Reinigung: Eine gründliche Reinigung der Oberfläche vor der Beschichtung ist entscheidend, um eine gute Haftung des Pulvers zu gewährleisten.
- Vorbehandlung: Verfahren wie das Phosphatieren oder Sandstrahlen verbessern die Haftung und Korrosionsbeständigkeit.
- Bedingungen der Anwendung:
- Innen- vs. Außenanwendung: Pulverbeschichtungen im Innenbereich können Jahrzehnte halten, während Beschichtungen im Außenbereich stärker durch UV-Strahlung, Feuchtigkeit und Temperaturschwankungen beansprucht werden.
- Mechanische Belastung: Starke mechanische Belastungen oder Abnutzung können die Lebensdauer der Beschichtung verkürzen.
- Betriebsumgebung:
- Korrosive Umgebungen: In Industriegebieten oder maritimen Umgebungen kann die Lebensdauer aufgrund der erhöhten Korrosionsgefahr kürzer sein.
- Witterungseinflüsse: Regionen mit extremen Wetterbedingungen können die Lebensdauer der Pulverbeschichtung verkürzen.
- Beschichtungsdicke:
- Eine angemessene Schichtdicke ist wichtig, um eine gleichmäßige Abdeckung und ausreichenden Schutz zu gewährleisten.
Typische Lebensdauer
- Innenanwendungen:
Pulverbeschichtungen, die in Innenbereichen aufgebracht werden, können oft 15-20 Jahre oder länger halten, da sie weniger extremen Bedingungen ausgesetzt sind. - Außenanwendungen:
Bei Außenanwendungen hängt die Lebensdauer stark von den Umweltbedingungen ab, kann jedoch typischerweise zwischen 5 und 10 Jahren liegen. Hochwertige Pulverbeschichtungen, die speziell für den Außenbereich entwickelt wurden, können bis zu 15 Jahre oder länger halten, wenn sie regelmäßig gewartet werden. - Industrieanwendungen:
In industriellen Anwendungen, die häufig aggressiven Chemikalien oder starker mechanischer Beanspruchung ausgesetzt sind, kann die Lebensdauer kürzer sein und erfordert häufigere Inspektionen und Wartungen.
Verlängerung der Haltbarkeit
Um die Lebensdauer der Pulverbeschichtung zu maximieren, sind folgende Maßnahmen empfehlenswert:
- Regelmäßige Inspektion und Wartung: Frühe Erkennung von Schäden und rechtzeitige Reparaturen können die Haltbarkeit erheblich verlängern.
- Vermeidung von physikalischen Schäden: Sorgfältiger Umgang mit beschichteten Oberflächen reduziert das Risiko von Kratzern und Abplatzungen.
- Schutz vor chemischen Einflüssen: Vermeidung von Kontakt mit aggressiven Chemikalien und Reinigungsmitteln, die die Beschichtung angreifen könnten.
Fazit
Die Pulverbeschichtung ist eine langlebige und widerstandsfähige Methode zur Oberflächenveredelung, die bei richtiger Anwendung und Wartung viele Jahre halten kann. Die tatsächliche Lebensdauer hängt jedoch von zahlreichen Faktoren ab, einschließlich der Qualität des Pulvers, der Vorbereitung der Oberfläche und den Umgebungsbedingungen, denen die beschichteten Teile ausgesetzt sind.
Wartungstipps für Anlagen

Um die Langlebigkeit und Effizienz von Pulverbeschichtungsanlagen zu gewährleisten, ist eine regelmäßige Wartung entscheidend. Hier sind einige Wartungstipps, die Ihnen helfen, die Leistung Ihrer Anlagen zu maximieren und Ausfallzeiten zu minimieren:
1. Allgemeine Inspektion
- Regelmäßige Überprüfungen: Führen Sie wöchentliche oder monatliche Inspektionen der gesamten Anlage durch, um sicherzustellen, dass alle Komponenten ordnungsgemäß funktionieren.
- Sichtprüfung: Überprüfen Sie auf sichtbare Abnutzung, Schäden oder lose Teile, die die Funktion beeinträchtigen könnten.
2. Pulverkabinen
- Filterwartung:
- Reinigung oder Austausch: Reinigen oder ersetzen Sie die Filter regelmäßig, um eine effiziente Luftführung und Partikelabscheidung zu gewährleisten.
- Filtertypen beachten: Verwenden Sie immer die vom Hersteller empfohlenen Filtertypen.
- Kabinenreinigung:
- Regelmäßige Reinigung: Halten Sie die Kabinenwände und -böden sauber, um Ansammlungen von überschüssigem Pulver zu vermeiden.
- Staubabsaugung: Stellen Sie sicher, dass die Absauganlage regelmäßig geleert und gewartet wird, um eine optimale Funktion zu gewährleisten.
3. Einbrennöfen
- Temperaturüberwachung:
- Regelmäßige Kalibrierung: Überprüfen Sie regelmäßig die Kalibrierung der Temperatursteuerung, um eine gleichbleibende Beschichtungsqualität sicherzustellen.
- Thermoelemente prüfen: Überprüfen Sie die Thermoelemente auf Genauigkeit und Funktionstüchtigkeit.
- Ofenreinigung:
- Innenreinigung: Entfernen Sie regelmäßig Rückstände und Ablagerungen im Inneren des Ofens, um die Effizienz zu erhalten.
- Dichtungen überprüfen: Überprüfen Sie die Dichtungen an Türen und Durchgängen auf Abnutzung und tauschen Sie sie bei Bedarf aus.
4. Pulvergeräte
- Sprühpistolenwartung:
- Düsenreinigung: Reinigen Sie die Düsen regelmäßig, um Verstopfungen und ungleichmäßige Sprühmuster zu vermeiden.
- Ersatzteile prüfen: Halten Sie Ersatzdüsen und andere Verschleißteile bereit, um Ausfallzeiten zu minimieren.
- Pulverförderer:
- Reinigungsintervalle: Reinigen Sie die Pulverförderer, um Blockaden zu verhindern und eine gleichmäßige Pulverzufuhr zu gewährleisten.
- Antriebssysteme warten: Überprüfen Sie regelmäßig die Antriebe und Lager auf Verschleiß und tauschen Sie sie bei Bedarf aus.
5. Fördersysteme
- Kettenspannung und Schmierung:
- Spannung überprüfen: Kontrollieren Sie die Spannung der Förderketten und passen Sie sie bei Bedarf an, um einen reibungslosen Betrieb zu gewährleisten.
- Schmierung: Schmieren Sie alle beweglichen Teile regelmäßig, um Verschleiß zu minimieren.
- Lagerwartung:
- Überprüfung der Lager: Überprüfen Sie die Lager auf Abnutzung und tauschen Sie sie bei Bedarf aus.
- Schmiermittel verwenden: Verwenden Sie die vom Hersteller empfohlenen Schmiermittel, um die Lebensdauer der Lager zu verlängern.
6. Automatisierte Systeme
- Steuerungssysteme:
- Software-Updates: Halten Sie die Software der Steuerungssysteme auf dem neuesten Stand, um Effizienz und Sicherheit zu gewährleisten.
- Fehlerprotokollierung: Überwachen Sie Fehlerprotokolle, um potenzielle Probleme frühzeitig zu erkennen.
- Sensoren und Aktoren:
- Funktionsprüfung: Überprüfen Sie regelmäßig die Sensoren und Aktoren auf ihre Funktionsfähigkeit und ersetzen Sie defekte Teile.
- Kalibrierung: Führen Sie regelmäßige Kalibrierungen durch, um die Genauigkeit der automatisierten Systeme zu gewährleisten.
7. Ersatzteile und Lagerhaltung
- Ersatzteilmanagement:
- Bestandskontrolle: Führen Sie eine genaue Bestandskontrolle der Ersatzteile, um Ausfallzeiten durch fehlende Teile zu vermeiden.
- Qualität der Ersatzteile: Verwenden Sie stets hochwertige Originalersatzteile, um die Funktionalität der Anlagen zu gewährleisten.
8. Schulung des Personals
- Regelmäßige Schulungen: Schulen Sie Ihr Personal regelmäßig in der Bedienung und Wartung der Anlagen, um Bedienfehler zu vermeiden und die Sicherheit zu erhöhen.
- Notfallverfahren: Stellen Sie sicher, dass alle Mitarbeiter mit den Notfallverfahren vertraut sind, um im Falle eines Ausfalls schnell reagieren zu können.
9. Dokumentation
- Wartungsprotokolle: Führen Sie detaillierte Wartungsprotokolle, um den Wartungsverlauf und alle durchgeführten Arbeiten zu dokumentieren.
- Checklisten verwenden: Nutzen Sie Wartungschecklisten, um sicherzustellen, dass alle erforderlichen Maßnahmen regelmäßig durchgeführt werden.
Fazit
Durch die Einhaltung dieser Wartungstipps können Sie die Effizienz und Lebensdauer Ihrer Pulverbeschichtungsanlagen maximieren. Eine gut gewartete Anlage führt zu einer höheren Produktqualität, weniger Ausfallzeiten und einer längeren Lebensdauer der Geräte. Regelmäßige Wartung ist eine Investition, die sich durch verbesserte Leistung und geringere Betriebskosten auszahlt.
Automatisierungsoptionen

Automatisierungsoptionen in der Pulverbeschichtung bieten zahlreiche Vorteile, darunter erhöhte Effizienz, gleichbleibende Qualität und reduzierte Betriebskosten. Im Folgenden werden verschiedene Automatisierungsoptionen erläutert, die in modernen Pulverbeschichtungsanlagen eingesetzt werden können:
1. Automatische Sprühsysteme
Automatische Sprühsysteme sind eine wesentliche Komponente für die Automatisierung der Pulverbeschichtung und bieten präzise und gleichmäßige Beschichtungen. Sie bestehen aus mehreren automatisierten Sprühpistolen, die auf robotergesteuerten Armen montiert sind.
- Robotergestützte Sprühpistolen:
Diese Pistolen sind an Roboterarmen befestigt, die programmierbar sind, um komplexe Bewegungsmuster auszuführen und die Sprühwinkel für unterschiedliche Werkstückgeometrien zu optimieren. - Pulvermengensteuerung:
Automatisierte Systeme ermöglichen die genaue Steuerung der Pulvermengen, was zu einer gleichmäßigen Schichtdicke und weniger Abfall führt. - Adaptive Technologie:
Moderne Systeme nutzen Sensoren, um die Werkstückgeometrie in Echtzeit zu erfassen und die Sprühmuster entsprechend anzupassen.
2. Fördersysteme
Automatisierte Fördersysteme transportieren die Werkstücke durch die verschiedenen Phasen des Beschichtungsprozesses und tragen dazu bei, den Durchsatz zu erhöhen.
- Overhead-Fördersysteme:
Diese Systeme transportieren die Teile über Kopf durch die Kabinen und Öfen, was den Bodenraum frei hält und die Effizienz erhöht. - Ketten- und Schienensysteme:
Förderbänder und Schienensysteme bieten Flexibilität bei der Gestaltung der Produktionslinie und können an unterschiedliche Anforderungen angepasst werden. - Variable Geschwindigkeit:
Einige Fördersysteme ermöglichen die Anpassung der Geschwindigkeit je nach Werkstückgröße und Prozessanforderungen.
3. Einbrennöfen mit Automatisierung
Einbrennöfen können durch Automatisierung effizienter und präziser arbeiten, was die Qualität der Beschichtung verbessert.
- Automatisierte Temperaturregelung:
Intelligente Steuerungssysteme passen die Ofentemperatur in Echtzeit an, um die optimale Aushärtung der Pulverbeschichtung zu gewährleisten. - Zeitschaltuhren und Sensoren:
Integrierte Timer und Sensoren helfen dabei, den Aushärtungsprozess genau zu überwachen und die Energieeffizienz zu maximieren. - Automatische Türsteuerung:
Automatische Türen öffnen und schließen sich synchron mit dem Ein- und Ausgang der Werkstücke, um den Wärmeverlust zu minimieren.
4. Qualitätskontrollsysteme
Automatisierte Qualitätskontrollsysteme sorgen dafür, dass die Beschichtungen den festgelegten Standards entsprechen und verringern den Bedarf an manueller Inspektion.
- Visuelle Inspektionssysteme:
Kameras und Bildverarbeitungstechnologien prüfen die Beschichtungsqualität und identifizieren sofort Fehler oder Unregelmäßigkeiten. - Schichtdickenmessung:
Berührungslose Messsysteme können die Dicke der Pulverbeschichtung präzise messen und Daten zur weiteren Analyse bereitstellen. - Echtzeit-Datenanalyse:
Datenerfassungs- und Analysesysteme ermöglichen die Überwachung des gesamten Prozesses und helfen bei der Identifizierung von Optimierungspotenzialen.
5. Software-Integration
Softwarelösungen spielen eine entscheidende Rolle bei der Automatisierung, indem sie verschiedene Systeme integrieren und den Betrieb effizienter gestalten.
- Leitsysteme (SCADA):
Supervisory Control and Data Acquisition (SCADA) Systeme bieten eine zentrale Steuerung und Überwachung aller Anlagenkomponenten. - IoT-Integration:
Internet of Things (IoT) Technologien ermöglichen die Vernetzung der Geräte und die Fernüberwachung sowie -steuerung der Prozesse. - Produktionsmanagement-Software:
Diese Softwarelösungen helfen bei der Planung und Verwaltung von Produktionsabläufen, indem sie Daten aus verschiedenen Quellen konsolidieren.
6. Automatisierte Farbwechsel
Für Betriebe, die häufige Farbwechsel durchführen müssen, bieten automatisierte Farbwechselsysteme erhebliche Vorteile.
- Schneller Farbwechsel:
Automatisierte Systeme reduzieren die Zeit, die für den Farbwechsel benötigt wird, was die Produktionsausfallzeiten minimiert. - Minimierung von Pulverabfall:
Durch den Einsatz von selbstreinigenden Sprühpistolen und Kabinen wird der Pulververbrauch optimiert.
7. Wartungsautomatisierung
Auch die Wartung von Anlagen kann automatisiert werden, um die Betriebszeiten zu maximieren und unvorhergesehene Ausfälle zu reduzieren.
- Vorausschauende Wartung:
Sensoren überwachen den Zustand der Anlagenkomponenten in Echtzeit und prognostizieren Wartungsbedarf, bevor Probleme auftreten. - Automatisierte Fehlerdiagnose:
Diagnose-Tools identifizieren Probleme und bieten Lösungsvorschläge, die die Wartungseffizienz erhöhen.
Vorteile der Automatisierung in der Pulverbeschichtung
- Erhöhte Produktivität:
Automatisierte Systeme ermöglichen eine höhere Produktionsrate bei gleichzeitig konsistenter Qualität. - Geringere Betriebskosten:
Durch die Optimierung des Materialverbrauchs und die Reduzierung des Arbeitsaufwands senken Automatisierungssysteme die Betriebskosten. - Verbesserte Qualität:
Gleichbleibende Beschichtungsqualität und reduzierte Fehlerraten durch präzise Steuerung und Überwachung. - Umweltfreundlichkeit:
Automatisierung reduziert den Pulverabfall und verbessert die Energieeffizienz der Anlagen.
Fazit
Automatisierungsoptionen in der Pulverbeschichtung bieten eine Vielzahl von Vorteilen und sind entscheidend für die Steigerung der Effizienz und Qualität in der Produktion. Die Integration von Robotik, fortschrittlicher Software und intelligenter Steuerung ermöglicht es Unternehmen, wettbewerbsfähig zu bleiben und gleichzeitig die Umweltbelastung zu reduzieren. Die Entscheidung für die richtige Kombination von Automatisierungstechnologien hängt von den spezifischen Anforderungen und Zielen des Unternehmens ab.
Automatisierungsvorteile

Automatisierung in der Pulverbeschichtungsindustrie bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion steigern können. Hier sind die wichtigsten Vorteile der Automatisierung erklärt:
1. Erhöhte Effizienz
- Höhere Produktionsraten:
Automatisierte Systeme können kontinuierlich ohne Unterbrechungen arbeiten, was zu höheren Durchsatzraten führt. Dies bedeutet, dass mehr Teile in kürzerer Zeit beschichtet werden können, was die Gesamtproduktivität steigert. - Schnellere Zykluszeiten:
Automatisierung reduziert die Bearbeitungszeit pro Werkstück erheblich, da Maschinen schneller und präziser arbeiten können als Menschen. - Minimierte Stillstandszeiten:
Automatisierte Wartung und vorausschauende Diagnose minimieren ungeplante Ausfallzeiten, was die Verfügbarkeit der Anlage erhöht.
2. Gleichbleibende Qualität
- Präzise Beschichtungsanwendung:
Automatisierte Sprühsysteme sorgen für eine gleichmäßige Schichtdicke und reduzieren menschliche Fehler, die zu Qualitätsabweichungen führen können. - Wiederholgenauigkeit:
Automatisierte Systeme wiederholen dieselben Bewegungen und Prozesse mit hoher Genauigkeit, was zu konsistenter Produktqualität führt, unabhängig von der Produktionsmenge. - Echtzeit-Qualitätskontrolle:
Durch den Einsatz von Sensoren und Kameras können automatisierte Systeme kontinuierlich die Qualität der Beschichtung überwachen und sofort Anpassungen vornehmen.
3. Reduzierte Betriebskosten
- Materialeinsparungen:
Automatisierung optimiert den Einsatz von Pulvermaterialien, wodurch Abfall reduziert und die Materialnutzung verbessert wird. - Geringere Arbeitskosten:
Der Bedarf an manueller Arbeit wird verringert, was die Personalkosten senkt. Mitarbeiter können in anderen Bereichen eingesetzt werden, wo menschliches Urteilsvermögen und Kreativität erforderlich sind. - Energieeffizienz:
Automatisierte Systeme sind oft energieeffizienter, da sie optimierte Prozesse und Technologien verwenden, um den Energieverbrauch zu minimieren.
4. Verbesserte Sicherheit
- Reduzierte Exposition gegenüber Gefahrenstoffen:
Automatisierung minimiert den direkten Kontakt der Mitarbeiter mit potenziell gefährlichen Chemikalien und Pulvern, was das Risiko von Gesundheitsproblemen reduziert. - Sicherheitsüberwachung:
Automatisierte Anlagen sind häufig mit Sicherheitssensoren ausgestattet, die Unfälle verhindern und im Notfall schnelle Reaktionen ermöglichen. - Ergonomische Vorteile:
Mitarbeiter müssen weniger körperlich anspruchsvolle Aufgaben erledigen, was das Risiko von arbeitsbedingten Verletzungen verringert.
5. Flexibilität und Anpassungsfähigkeit
- Schnelle Anpassung an Produktänderungen:
Automatisierte Systeme können schnell neu programmiert werden, um auf Änderungen im Produktdesign oder der Produktion umzustellen, was die Flexibilität erhöht. - Einfache Integration neuer Technologien:
Durch modulare Designs können neue Technologien oder Prozesse problemlos in bestehende Systeme integriert werden. - Vielfältige Anwendungsmöglichkeiten:
Automatisierung kann an eine Vielzahl von Werkstückgrößen, -formen und -materialien angepasst werden, was die Vielseitigkeit der Produktion erhöht.
6. Nachhaltigkeit und Umweltfreundlichkeit
- Reduzierung von Abfall und Emissionen:
Automatisierte Systeme optimieren den Materialverbrauch und reduzieren den Überspray, was zu weniger Abfall und geringeren Emissionen führt. - Ressourceneffizienz:
Durch die optimale Nutzung von Energie und Materialien tragen automatisierte Systeme zu nachhaltigeren Produktionsprozessen bei. - Verbesserte Umweltbilanz:
Unternehmen können ihre Umweltziele leichter erreichen und ihre ökologische Verantwortung wahrnehmen.
7. Daten- und Prozessoptimierung
- Datengesteuerte Entscheidungsfindung:
Automatisierte Systeme sammeln kontinuierlich Daten, die zur Analyse und Optimierung der Produktionsprozesse verwendet werden können. - Prozessoptimierung durch IoT:
Internet of Things (IoT) Technologien ermöglichen die Echtzeitüberwachung und -steuerung von Prozessen, was die Effizienz und Transparenz erhöht. - Vorausschauende Wartung:
Durch die Analyse von Maschinendaten können Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Ausfällen führen.
Fazit
Die Automatisierung in der Pulverbeschichtung bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion erheblich steigern. Durch den Einsatz modernster Technologien können Unternehmen ihre Betriebskosten senken, die Produktsicherheit erhöhen und gleichzeitig ihre Umweltbilanz verbessern. Die Investition in Automatisierungslösungen zahlt sich langfristig durch höhere Produktivität, verbesserte Qualität und größere Flexibilität aus. Unternehmen, die Automatisierungstechnologien integrieren, positionieren sich besser im Wettbewerb und sind in der Lage, schneller auf Marktveränderungen zu reagieren.
Beispiele für Automatisierung

Hier sind einige konkrete Beispiele für Automatisierung in der Pulverbeschichtungsindustrie, die verdeutlichen, wie moderne Technologien den Beschichtungsprozess optimieren und verbessern können:
1. Robotergesteuerte Sprühapplikationen
- Automatisierte Spritzroboter:
Diese Roboterarme sind mit elektrostatischen Sprühpistolen ausgestattet und können komplexe Bewegungsmuster programmieren, um Teile unterschiedlicher Formen und Größen effizient zu beschichten. Durch die Robotersteuerung wird eine gleichmäßige Schichtdicke erreicht, und es gibt weniger Overspray.Beispiel: In der Automobilindustrie werden Karosserieteile oft mit robotergestützten Sprühsystemen beschichtet, um eine gleichmäßige und hochwertige Oberfläche zu gewährleisten. Ein Unternehmen wie ABB Robotics bietet Lösungen, die auf die spezifischen Anforderungen der Automobilindustrie zugeschnitten sind.
2. Automatische Fördersysteme
- Overhead-Kettenförderer:
Diese Systeme transportieren die Teile durch verschiedene Prozessschritte wie Reinigung, Beschichtung und Aushärtung. Sie ermöglichen einen kontinuierlichen Produktionsfluss und minimieren manuelle Eingriffe.Beispiel: Bei der Herstellung von Metallmöbeln werden Teile oft auf Förderbändern bewegt, die sie durch alle Beschichtungsphasen führen. Unternehmen wie Nordson bieten komplexe Fördersysteme an, die an verschiedene Produktionslayouts angepasst werden können.
3. Automatisierte Farbwechselsysteme
- Schnellwechselkabinen:
Diese Kabinen sind darauf ausgelegt, den Farbwechselprozess zu beschleunigen. Sie verfügen über automatische Reinigungszyklen und programmierbare Steuerungen, die den Farbwechsel effizienter machen.Beispiel: In der Fahrradindustrie, wo häufig Farbvarianten angeboten werden, nutzen Hersteller automatisierte Systeme, um den Farbwechsel schnell durchzuführen, ohne die Produktion zu verlangsamen. Systeme von Gema Switzerland bieten automatische Farbwechseltechnologien, die in der Branche weit verbreitet sind.
4. Intelligente Einbrennöfen
- Automatisierte Temperatur- und Zeitsteuerung:
Einbrennöfen sind mit Sensoren ausgestattet, die die Temperatur und den Durchsatz in Echtzeit überwachen und anpassen, um die optimale Aushärtung der Beschichtung zu gewährleisten.Beispiel: In der Elektronikindustrie, wo präzise Temperaturkontrollen entscheidend sind, verwenden Hersteller automatisierte Öfen, um die empfindlichen Komponenten richtig zu behandeln. Unternehmen wie Despatch Industries bieten Öfen an, die auf solche spezifischen Anforderungen abgestimmt sind.
5. Echtzeit-Qualitätskontrollsysteme
- Vision-Systeme für die Inspektion:
Kameras und Bildverarbeitungstechnologien erfassen die Beschichtungsqualität in Echtzeit, erkennen Fehler und ermöglichen sofortige Korrekturmaßnahmen.Beispiel: In der Luftfahrtindustrie, wo höchste Qualitätsstandards gelten, werden Vision-Systeme eingesetzt, um die Beschichtungen auf Flugzeugteilen zu überprüfen. Anbieter wie Cognex bieten fortschrittliche Bildverarbeitungslösungen an, die in diesen Anwendungen genutzt werden.
6. Datenanalyse und IoT-Integration
- IoT-gestützte Prozessüberwachung:
Sensoren an verschiedenen Stellen der Produktionslinie sammeln Daten, die zur Optimierung des gesamten Beschichtungsprozesses genutzt werden können. IoT-Plattformen ermöglichen eine zentrale Überwachung und Anpassung der Systeme in Echtzeit.Beispiel: Ein Hersteller von landwirtschaftlichen Maschinen nutzt IoT-Daten, um die Effizienz der Pulverbeschichtungsanlage zu verbessern und Wartungszyklen zu optimieren. Unternehmen wie Siemens bieten umfassende IoT-Lösungen an, die solche Anwendungen unterstützen.
7. Vorausschauende Wartung
- Condition Monitoring:
Automatisierte Überwachungssysteme analysieren kontinuierlich den Zustand von Anlagenkomponenten und prognostizieren Wartungsbedarf, bevor Ausfälle auftreten.Beispiel: Ein Hersteller von Haushaltsgeräten implementiert vorausschauende Wartung, um die Lebensdauer seiner Beschichtungsanlagen zu verlängern und die Verfügbarkeit zu maximieren. Lösungen von GE Digital bieten solche Condition-Monitoring-Tools an.
8. Automatisierte Reinigungssysteme
- Selbstreinigende Kabinen:
Diese Kabinen verfügen über automatische Reinigungszyklen, die das Entfernen von Pulverrückständen und die Vorbereitung für den nächsten Durchgang erleichtern.Beispiel: In der Herstellung von Baukomponenten, die unterschiedliche Beschichtungen erfordern, helfen selbstreinigende Systeme, die Wechselzeiten zwischen den verschiedenen Pulverlacken zu verkürzen. Systeme von Wagner bieten effiziente Reinigungsoptionen, die in solchen Anwendungen zum Einsatz kommen.
Fazit
Automatisierung in der Pulverbeschichtungsindustrie bietet vielfältige Möglichkeiten, die Produktion zu optimieren und gleichzeitig die Qualität zu steigern. Durch den Einsatz von robotergesteuerten Sprühsystemen, automatisierten Fördersystemen, intelligenten Einbrennöfen und fortschrittlichen Überwachungs- und Wartungstechnologien können Unternehmen ihre Effizienz erhöhen und ihre Wettbewerbsfähigkeit verbessern. Die Investition in Automatisierungstechnologien ermöglicht es Unternehmen, sich schnell an Marktveränderungen anzupassen und gleichzeitig ihre Produktionskosten zu senken.
Komponenten einer Komplette Pulverbeschichtungsanlage
Eine komplette Pulverbeschichtungsanlage besteht aus mehreren wesentlichen Komponenten, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu gewährleisten. Hier sind die Hauptkomponenten einer solchen Anlage und ihre Funktionen:
1. Vorbehandlungssystem

Die Vorbehandlung ist ein entscheidender Schritt, um sicherzustellen, dass die Oberfläche des Werkstücks sauber und bereit für die Beschichtung ist. Die Vorbehandlung verbessert die Haftung der Pulverbeschichtung und erhöht die Korrosionsbeständigkeit.
- Reinigungsstationen: Entfernen Öl, Fett, Staub und andere Verunreinigungen von der Oberfläche des Werkstücks.
- Phosphatier- oder Chromatierstationen: Bilden eine Schutzschicht, die die Haftung verbessert und die Korrosionsbeständigkeit erhöht.
- Spül- und Trocknungsstationen: Stellen sicher, dass das Werkstück frei von chemischen Rückständen und trocken ist, bevor es zur Beschichtung weitergeleitet wird.
2. Pulverkabinen

Die Pulverkabine ist der Bereich, in dem das Pulver elektrostatisch auf die Werkstücke aufgetragen wird. Sie ist so konzipiert, dass sie eine saubere und kontrollierte Umgebung bietet, um überschüssiges Pulver effizient zurückzugewinnen.
- Offene Kabinen: Geeignet für kleinere, manuelle Anwendungen, wo der Bediener direkten Zugang benötigt.
- Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und sind effizienter bei der Kontrolle und Rückgewinnung von Overspray.
- Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungssysteme, die den Farbwechsel und die Wartung erleichtern.
3. Pulverauftragsgeräte

Diese Geräte sind für die eigentliche Anwendung des Pulvers auf die Werkstücke verantwortlich und bestehen aus verschiedenen Komponenten, die den Pulverauftrag optimieren.
- Elektrostatische Sprühpistolen: Laden die Pulverpartikel elektrostatisch auf, damit sie gleichmäßig auf der Werkstückoberfläche haften.
- Pulverförderer: Transportieren das Pulver von den Vorratsbehältern zur Sprühpistole und sorgen für eine gleichmäßige Pulverzufuhr.
- Steuerungseinheiten: Erlauben die Anpassung der Auftragsparameter wie Spannung, Pulverfluss und Sprühzeit.
4. Fördersysteme

Fördersysteme transportieren die Werkstücke durch die verschiedenen Stationen der Beschichtungsanlage, von der Vorbehandlung bis zur Aushärtung.
- Kettenförderer: Bieten kontinuierliche Bewegung und sind ideal für die Massenproduktion.
- Schienen- und Rollensysteme: Ermöglichen Flexibilität bei der Anordnung der Produktionslinie.
- Pufferzonen: Bereiche, in denen Werkstücke zwischengelagert werden können, um den Produktionsfluss zu optimieren.
5. Einbrennöfen

Einbrennöfen sind entscheidend für die Aushärtung der Pulverbeschichtung, da sie die erforderliche Wärme bereitstellen, um das Pulver zu schmelzen und eine dauerhafte Oberfläche zu schaffen.
- Chargenöfen: Ideal für kleinere Produktionen mit variablen Chargengrößen; sie bieten Flexibilität und können verschiedene Teile gleichzeitig verarbeiten.
- Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien mit hohen Durchsatzraten. Teile werden auf einem Förderband durch den Ofen transportiert.
- Konvektions- und Infrarotöfen: Verschiedene Technologien bieten spezifische Vorteile in Bezug auf Aufheizgeschwindigkeit und Energieeffizienz.
6. Rückgewinnungs- und Recycling-Systeme

Diese Systeme sind darauf ausgelegt, überschüssiges Pulver aufzufangen und wiederzuverwenden, um Abfall zu minimieren und die Effizienz zu maximieren.
- Zyklonabscheider: Trennen überschüssiges Pulver aus der Luft und führen es zurück in den Beschichtungsprozess.
- Filtersysteme: Entfernen Feinstaub aus der Luft und stellen sicher, dass nur saubere Luft in die Umgebung abgegeben wird.
- Siebsysteme: Stellen sicher, dass nur qualitativ hochwertiges Pulver erneut verwendet wird, indem sie Verunreinigungen entfernen.
7. Steuerungs- und Überwachungssysteme
Moderne Steuerungssysteme ermöglichen die Überwachung und Anpassung aller Aspekte des Beschichtungsprozesses in Echtzeit.
- Prozessleitsysteme (PLS): Überwachen und steuern den gesamten Produktionsablauf und bieten Echtzeit-Daten zur Optimierung der Prozesse.
- Benutzeroberflächen: Intuitive Bedienpanels ermöglichen eine einfache Steuerung und Anpassung der Systemeinstellungen.
- Datenanalyse-Tools: Erfassen und analysieren Daten zur Prozessoptimierung und Fehlererkennung.
8. Kühlzonen
Nach dem Aushärtungsprozess müssen die Werkstücke auf Raumtemperatur abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden können.
- Luftkühlungssysteme: Nutzen Luftzirkulation, um die Werkstücke effizient abzukühlen.
- Wasserkühlungssysteme: In speziellen Anwendungen, wo schnelle Abkühlung erforderlich ist, können Wasserkühlungssysteme eingesetzt werden.
9. Materialhandling-Systeme
Diese Systeme unterstützen das Be- und Entladen von Werkstücken und die Bewegung innerhalb der Anlage.
- Robotiksysteme: Automatisierte Roboterarme, die Werkstücke präzise positionieren und handhaben.
- Hubsysteme: Unterstützen beim Transport schwerer Werkstücke innerhalb der Anlage.
10. Wartungseinrichtungen
Regelmäßige Wartung ist entscheidend, um die Effizienz und Lebensdauer der Anlage zu gewährleisten.
- Integrierte Wartungstools: Sensoren und Software zur vorausschauenden Wartung, die den Zustand der Anlage überwachen und Wartungsbedarf identifizieren.
- Zugängliche Wartungsbereiche: Einfache Zugänglichkeit für regelmäßige Inspektionen und Reparaturen.
Fazit
Eine komplette Pulverbeschichtungsanlage besteht aus vielen Komponenten, die zusammenarbeiten, um eine effiziente, qualitativ hochwertige und umweltfreundliche Beschichtung zu gewährleisten. Jede Komponente spielt eine entscheidende Rolle im Beschichtungsprozess, von der Vorbereitung der Werkstücke bis zur Aushärtung der Beschichtung. Die Wahl der richtigen Technologien und die Integration von Automatisierungslösungen können den Betrieb optimieren und die Produktionsziele eines Unternehmens effektiv unterstützen.
Anlagengröße

Die Größe von Pulverbeschichtungsanlagen kann je nach den spezifischen Anforderungen eines Unternehmens stark variieren. Die Anlagengröße hängt von mehreren Faktoren ab, darunter die Art und Größe der zu beschichtenden Werkstücke, das Produktionsvolumen und die verfügbaren räumlichen Gegebenheiten. Hier sind einige wichtige Überlegungen und Optionen zur Variation der Anlagengröße:
Faktoren, die die Anlagengröße beeinflussen
- Art der zu beschichtenden Werkstücke
- Kleinere Teile: Bei der Beschichtung von kleineren Teilen, wie z. B. Elektrokomponenten oder kleinen Metallteilen, können kompaktere Anlagen eingesetzt werden.
- Große Werkstücke: Für größere Teile, wie Automobilkarosserien oder große Maschinenteile, sind größere Anlagen mit geräumigen Kabinen und Öfen erforderlich.
- Produktionsvolumen
- Kleinserienproduktion: Unternehmen, die kleinere Produktionsvolumen handhaben, können mit einfacheren und kleineren Anlagen auskommen.
- Massenproduktion: Für hohe Produktionsvolumen sind größere und komplexere Anlagen notwendig, die einen kontinuierlichen Betrieb ermöglichen.
- Verfügbare Fläche
- Kompakte Lösungen: In begrenzten Räumlichkeiten können platzsparende Designs und integrierte Systeme genutzt werden, um den verfügbaren Platz optimal zu nutzen.
- Großflächige Anlagen: In größeren Einrichtungen kann eine weitläufige Anordnung von Vorbehandlung, Beschichtung und Aushärtung erfolgen, um einen reibungslosen Produktionsablauf zu gewährleisten.
- Prozessanforderungen
- Vielseitigkeit: Anlagen, die verschiedene Beschichtungsarten und Materialien verarbeiten müssen, erfordern möglicherweise eine modulare Struktur, die Anpassungen erlaubt.
- Spezialanforderungen: Bestimmte Anwendungen, wie z. B. die Beschichtung von hitzeempfindlichen Materialien, erfordern spezifische Anpassungen der Anlagengröße und -konfiguration.
Optionen zur Variation der Anlagengröße
1. Modulare Anlagen
Modulare Anlagen sind flexibel und können an unterschiedliche Produktionsanforderungen angepasst werden. Sie bestehen aus separaten Modulen, die nach Bedarf hinzugefügt oder entfernt werden können.
- Vorteile:
- Flexibilität: Einfaches Anpassen und Erweitern der Anlage, um auf wechselnde Produktionsanforderungen zu reagieren.
- Kosteneffizienz: Investitionen können nach und nach getätigt werden, indem nur die notwendigen Module erworben werden.
- Einfache Wartung: Einzelne Module können leicht gewartet oder ausgetauscht werden, ohne den gesamten Betrieb zu unterbrechen.
- Beispiele:
- Modulare Kabinen: Erlauben die Anpassung der Kabinengröße je nach Werkstückgröße.
- Erweiterbare Fördersysteme: Zusätzliche Förderstrecken können hinzugefügt werden, um den Produktionsfluss zu erweitern.
2. Kompakte Anlagen
Kompakte Anlagen sind ideal für Unternehmen mit begrenztem Platzangebot oder für kleinere Produktionsvolumen.
- Vorteile:
- Platzsparend: Effektive Nutzung des verfügbaren Raums.
- Geringere Investitionskosten: Reduzierte Anfangsinvestitionen durch den kleineren Maßstab der Anlage.
- Schnellere Installation: Einfachere und schnellere Implementierung.
- Beispiele:
- Mini-Kabinen: Kleinere Beschichtungskabinen für spezialisierte Anwendungen.
- Integrierte Systeme: Anlagen, die Vorbehandlung, Beschichtung und Aushärtung in einem kompakten Layout vereinen.
3. Großflächige Anlagen
Für Unternehmen mit hohen Produktionsanforderungen oder großen Werkstücken sind großflächige Anlagen notwendig.
- Vorteile:
- Hohe Kapazität: Eignen sich für die Massenproduktion und den gleichzeitigen Betrieb mehrerer Linien.
- Vielseitigkeit: Möglichkeit, mehrere Prozesse gleichzeitig durchzuführen.
- Effizienz: Optimierte Produktionsabläufe durch die großzügige Gestaltung der Anlage.
- Beispiele:
- Mehrere Kabinen und Öfen: Separate Bereiche für unterschiedliche Farben oder Materialien.
- Erweiterte Fördersysteme: Lange Förderstrecken für den Transport großer oder zahlreicher Teile.
Planungsüberlegungen bei der Anlagengrößenauswahl
- Zukunftsprognosen
- Marktentwicklung: Berücksichtigen Sie mögliche Expansionen oder Veränderungen in der Nachfrage.
- Technologische Fortschritte: Planen Sie für zukünftige Anpassungen oder Upgrades der Anlage.
- Kostenüberlegungen
- Anfangsinvestition vs. Betriebskosten: Wägen Sie die Anfangsinvestitionen gegen die langfristigen Betriebskosten ab.
- Finanzielle Flexibilität: Planen Sie die Finanzierung der Anlage im Einklang mit den finanziellen Möglichkeiten und Zielen des Unternehmens.
- Integration und Kompatibilität
- Bestehende Infrastruktur: Überprüfen Sie die Kompatibilität der neuen Anlage mit bestehenden Systemen und Einrichtungen.
- Erweiterungsmöglichkeiten: Planen Sie die Integration zukünftiger Erweiterungen oder Module.
- Umwelt- und Sicherheitsstandards
- Regulierungen: Stellen Sie sicher, dass die Anlage alle relevanten Umwelt- und Sicherheitsstandards erfüllt.
- Nachhaltigkeit: Berücksichtigen Sie umweltfreundliche Technologien und Praktiken bei der Planung und dem Betrieb der Anlage.
Fazit
Die Größe einer Pulverbeschichtungsanlage kann an die spezifischen Bedürfnisse und Anforderungen eines Unternehmens angepasst werden. Durch die Auswahl der richtigen Anlagengröße und -konfiguration können Unternehmen ihre Produktionsziele effizient erreichen, die Qualität ihrer Produkte verbessern und die Betriebskosten optimieren. Ob modular, kompakt oder großflächig, jede Anlagengröße hat ihre eigenen Vorteile und Herausforderungen, die sorgfältig abgewogen werden müssen, um die besten Ergebnisse zu erzielen.
Benötigte Mitarbeiterzahl

Die Anzahl der benötigten Mitarbeiter für den Betrieb einer Pulverbeschichtungsanlage hängt von mehreren Faktoren ab, darunter die Größe und Automatisierung der Anlage, das Produktionsvolumen, die Art der zu beschichtenden Werkstücke und die spezifischen betrieblichen Anforderungen. Hier sind einige Überlegungen, um die optimale Mitarbeiterzahl für den Betrieb einer Pulverbeschichtungsanlage zu bestimmen:
1. Faktoren, die die Mitarbeiterzahl beeinflussen
a. Größe der Anlage
- Kleine Anlagen:
- Typischerweise weniger Mitarbeiter erforderlich.
- Häufig eine Mischung aus manuellen und halbautomatisierten Prozessen.
- Große Anlagen:
- Mehr Mitarbeiter erforderlich, insbesondere bei einer hohen Produktionskapazität.
- Automatisierte Systeme können jedoch den Bedarf an Personal verringern.
b. Automatisierungsgrad
- Hochautomatisierte Anlagen:
- Reduzierter Bedarf an manueller Arbeit.
- Erfordern jedoch technisches Personal für die Überwachung, Wartung und Programmierung der Anlagen.
- Manuelle oder halbautomatisierte Anlagen:
- Höherer Personalbedarf für die Bedienung und Überwachung der Anlagen.
c. Produktionsvolumen
- Niedriges Produktionsvolumen:
- Geringerer Personalbedarf.
- Mehr Flexibilität bei der Planung von Schichten.
- Hohes Produktionsvolumen:
- Mehr Mitarbeiter erforderlich, um den Produktionsfluss aufrechtzuerhalten.
- Möglicherweise mehrere Schichten zur Maximierung der Betriebszeit.
d. Werkstücktypen
- Komplexe oder große Werkstücke:
- Erfordern möglicherweise mehr Personal für die Handhabung und Inspektion.
- Spezialisierte Mitarbeiter für die Anpassung der Beschichtungsparameter.
- Kleine oder standardisierte Teile:
- Weniger Personal für die Handhabung erforderlich.
- Prozessabläufe sind oft einfacher und standardisiert.
2. Typische Rollen in einer Pulverbeschichtungsanlage
a. Produktionsmitarbeiter
- Bediener der Beschichtungsanlagen:
- Verantwortlich für das Auftragen der Pulverbeschichtung.
- Überwachung der Qualität und Sicherstellung der richtigen Parameter.
- Vorbehandlungsmitarbeiter:
- Durchführung von Reinigungs- und Vorbehandlungsprozessen.
- Sicherstellung, dass die Werkstücke ordnungsgemäß vorbereitet sind.
b. Technisches Personal
- Wartungstechniker:
- Regelmäßige Wartung und Reparatur der Anlagen.
- Überwachung der Systemleistung und Durchführung von Fehlerbehebungen.
- Automatisierungs- und Steuerungstechniker:
- Programmierung und Überwachung automatisierter Systeme.
- Anpassung der Steuerungsparameter und Optimierung der Prozesse.
c. Qualitätssicherung
- Qualitätsinspektoren:
- Durchführung von Qualitätskontrollen zur Sicherstellung der Einhaltung von Standards.
- Verwendung von Messgeräten zur Überprüfung der Schichtdicke und Oberflächenqualität.
- Prozessoptimierer:
- Analyse von Produktionsdaten zur Verbesserung der Effizienz und Qualität.
- Implementierung von Verbesserungsmaßnahmen.
d. Management und Verwaltung
- Produktionsleiter:
- Überwachung der gesamten Produktionslinie.
- Koordination der Mitarbeiter und Sicherstellung der Zielerreichung.
- Logistik- und Materialplaner:
- Verwaltung der Materialflüsse und Bestände.
- Planung der Produktion auf Basis von Nachfrage und Kapazität.
3. Beispiel einer Mitarbeiterverteilung
Hier ist ein Beispiel für die Mitarbeiterverteilung in einer mittelgroßen, teilautomatisierten Pulverbeschichtungsanlage:
| Rolle | Anzahl der Mitarbeiter | Beschreibung |
|---|---|---|
| Bediener der Vorbehandlung | 2-3 | Verantwortlich für Reinigung und Vorbereitung der Werkstücke. |
| Pulverbeschichtungsbediener | 3-4 | Durchführung des Beschichtungsprozesses. |
| Wartungstechniker | 1-2 | Wartung und Reparatur der Anlagen. |
| Automatisierungstechniker | 1-2 | Überwachung der automatisierten Systeme und Prozesssteuerung. |
| Qualitätsinspektoren | 1-2 | Überprüfung der Qualität der beschichteten Teile. |
| Produktionsleiter | 1 | Leitung der Produktion und Koordination der Schichten. |
| Logistik- und Materialplaner | 1 | Verwaltung der Materialbestände und Produktionsplanung. |
4. Optimierung der Mitarbeiterzahl
Um die Mitarbeiterzahl effizient zu nutzen, können Unternehmen folgende Strategien in Betracht ziehen:
- Schulung und Weiterbildung: Regelmäßige Schulungen, um die Qualifikation der Mitarbeiter zu verbessern und sie auf mehrere Aufgaben vorzubereiten.
- Einsatz von Zeitarbeitern: Flexible Personalplanung durch den Einsatz von Zeitarbeitskräften, um bei Bedarf Spitzenbelastungen abzufangen.
- Prozessoptimierung: Einsatz von Lean-Management-Prinzipien, um Prozesse zu optimieren und den Personalbedarf zu reduzieren.
- Investition in Automatisierung: Einsatz von Automatisierungstechnologien zur Reduzierung des manuellen Arbeitsaufwands und Verbesserung der Effizienz.
Fazit
Die optimale Anzahl der Mitarbeiter in einer Pulverbeschichtungsanlage hängt von vielen Faktoren ab, darunter die Größe der Anlage, der Automatisierungsgrad und das Produktionsvolumen. Durch den Einsatz von Automatisierung, Schulung und Prozessoptimierung können Unternehmen ihre Personalkosten minimieren und gleichzeitig die Effizienz und Qualität ihrer Produktion maximieren. Eine sorgfältige Planung und Anpassung der Personalressourcen ist entscheidend, um den Erfolg der Anlage zu gewährleisten.
Eine Handkabine für Pulverbeschichtung ist eine kompakte, oft mobile Einheit, die speziell für die manuelle Beschichtung von Werkstücken mit Pulverlack entwickelt wurde. Sie eignet sich besonders für kleinere Produktionen, spezialisierte Anwendungen oder Werkstätten, in denen eine vollautomatische Anlage nicht wirtschaftlich ist. Solche Kabinen bieten eine kontrollierte Umgebung, um Pulver gleichmäßig aufzutragen, und verhindern, dass überschüssiges Pulver in die Umgebung gelangt.
Typischerweise besteht eine Handkabine aus einem robusten Gehäuse (oft aus Stahl oder Aluminium), einem effizienten Absaugsystem mit Filtern (z. B. Patronenfiltern), einer Beleuchtung für präzises Arbeiten und einem Arbeitsbereich, in dem das Werkstück platziert oder aufgehängt wird. Das Absaugsystem sammelt Overspray (nicht haftendes Pulver) und ermöglicht oft dessen Wiederverwendung, was die Kabine kosteneffizient und umweltfreundlich macht. Manche Modelle verfügen über zusätzliche Features wie automatische Filterreinigung oder Schienen zur einfacheren Handhabung größerer Teile.
Vorteile einer Handkabine sind ihre Flexibilität, einfache Bedienung und relativ niedrigen Anschaffungskosten im Vergleich zu automatisierten Systemen. Sie ist ideal für kleinere Werkstücke, wie Felgen, Maschinenteile oder Einzelanfertigungen. Nachteile können eine geringere Produktivität bei großen Stückzahlen und die Abhängigkeit von der Geschicklichkeit des Bedieners sein.
Fortfahren wir mit weiteren Details zur Handkabine für Pulverbeschichtung.
Funktionsweise und Aufbau
Die Handkabine arbeitet in der Regel mit einer Pulverpistole, die elektrostatisch aufgeladenes Pulver auf das Werkstück sprüht. Das Werkstück selbst ist geerdet, wodurch das Pulver haftet. Die Kabine sorgt dafür, dass der Prozess sauber bleibt: Eine Absaugung mit Ventilator und Filtereinheit entfernt überschüssiges Pulver aus der Luft, bevor es zurück in den Raum gelangt. Viele Handkabinen haben eine Rückgewinnungsfunktion, bei der das gesammelte Pulver gesiebt und wiederverwendet werden kann.
Der Innenraum ist oft so gestaltet, dass er leicht zu reinigen ist – glatte Oberflächen und abnehmbare Teile erleichtern den Farbwechsel, was bei kleinen Chargen mit unterschiedlichen Farben wichtig ist. Die Beleuchtung (meist LED) ist hell und gleichmäßig, um Schatten zu vermeiden und eine präzise Beschichtung zu gewährleisten.
Typische Einsatzbereiche
- Kleinserienproduktion: Ideal für Betriebe, die individuelle Kundenwünsche umsetzen, z. B. in der Automobilrestaurierung (Felgen, Rahmen).
- Prototypenbau: Perfekt für Einzelstücke oder Testläufe, bevor eine Großserienproduktion startet.
- Reparaturwerkstätten: Für Nachbesserungen oder die Beschichtung von Ersatzteilen.
- Kunst und Design: Wird auch von Künstlern genutzt, die Metallskulpturen oder Dekorationsobjekte beschichten.
Wichtige technische Aspekte
- Größe: Handkabinen gibt es in verschiedenen Dimensionen, von kompakten Modellen (z. B. 1 x 1 x 1 m) bis hin zu größeren Varianten für sperrigere Teile. Die Wahl hängt vom Werkstück ab.
- Luftstrom: Ein gutes Absaugsystem hat eine Luftleistung von etwa 2.000–5.000 m³/h, je nach Kabinengröße.
- Stromversorgung: Meist 230 V für kleinere Modelle, größere können 400 V benötigen.
- Filter: Hochwertige Filter (z. B. Polyester- oder PTFE-beschichtet) sind entscheidend für eine lange Lebensdauer und saubere Abluft.
Hersteller und Kosten
Bekannte Anbieter wie Wagner, Gema oder Nordson bieten Handkabinen an, aber auch kleinere Firmen haben spezialisierte Lösungen im Programm. Die Preisspanne liegt je nach Ausstattung zwischen 2.000 und 10.000 Euro. Gebrauchte Modelle oder Eigenbauten können günstiger sein, erfordern aber oft mehr Wartung.
Tipps für den Einsatz
- Schulung: Der Bediener sollte mit der Pulverpistole und den Einstellungen (z. B. Pulvermenge, Spannung) vertraut sein, um gleichmäßige Ergebnisse zu erzielen.
- Wartung: Regelmäßige Reinigung der Filter und des Innenraums verlängert die Lebensdauer.
- Sicherheit: Atemschutz und Erdung sind Pflicht, um Gesundheitsrisiken und elektrostatische Entladungen zu vermeiden.
Fortfahren wir mit noch tiefergehenden Informationen zur Handkabine für Pulverbeschichtung.
Vergleich mit anderen Beschichtungssystemen
Im Vergleich zu automatisierten Pulverbeschichtungsanlagen oder Nasslackierkabinen bietet die Handkabine spezifische Vor- und Nachteile:
- Automatisierte Anlagen: Diese sind für hohe Stückzahlen und gleichbleibende Qualität optimiert, benötigen aber mehr Platz, höhere Investitionen (oft 50.000 Euro und mehr) und sind weniger flexibel bei Farbwechseln. Handkabinen punkten hier mit Wendigkeit und geringeren Kosten.
- Nasslackierung: Während Nasslack flexibler bei Materialien (z. B. Holz, Kunststoff) ist, erzeugt er oft mehr Abfall (Lösemittel) und trocknet langsamer. Pulverbeschichtung in der Handkabine ist umweltfreundlicher, da kein VOC (flüchtige organische Verbindungen) entsteht, und liefert eine robustere Oberfläche.
Optimierung der Arbeit mit der Handkabine
- Vorbehandlung: Für beste Ergebnisse sollte das Werkstück gründlich gereinigt und entfettet werden, oft mit Sandstrahlen oder chemischen Bädern. Rost oder Öl führen zu Haftungsproblemen.
- Pulverauswahl: Es gibt Pulverlacke für verschiedene Zwecke – z. B. hochglänzend, matt, hitzebeständig (bis 600 °C) oder wetterfest. Die Wahl hängt von der Anwendung ab (Innenraum, Außenbereich, Dekoration).
- Aufhängung: Werkstücke sollten so aufgehängt werden, dass alle Flächen erreichbar sind. Drehbare Haken oder Gestelle erhöhen die Effizienz.
Häufige Herausforderungen und Lösungen
- Unebenmäßige Schichtdicke: Oft durch falsche Einstellungen an der Pistole (zu viel Pulver oder ungleichmäßiger Abstand). Abhilfe: Abstand von 15–30 cm halten und gleichmäßig schwenken.
- Orangenhaut-Effekt: Kann durch zu dickes Auftragen oder unzureichende Vorbehandlung entstehen. Lösung: Dünnere Schichten und bessere Oberflächenprep.
- Farbwechselprobleme: Restpulver in der Kabine kann Kontamination verursachen. Tipp: Zwischendurch mit Druckluft ausblasen und bei häufigem Wechsel eine zweite Kabine nutzen.
Erweiterungen und Zubehör
- Mobile Kabinen: Einige Modelle sind auf Rollen montiert, was den Einsatz in verschiedenen Werkstattbereichen erleichtert.
- Zusatzfilter: Für Betriebe mit hohem Durchsatz lohnt sich ein zweistufiges Filtersystem, um die Abluft noch sauberer zu halten.
- Infrarot-Trocknung: Nach dem Beschichten kann ein tragbarer IR-Strahler die Aushärtung beschleunigen, bevor das Werkstück in den Ofen kommt.
Umweltaspekte
Pulverbeschichtung gilt als nachhaltig, da kaum Abfall entsteht und das Overspray wiederverwendbar ist. Handkabinen verstärken diesen Vorteil durch ihren geringen Energieverbrauch im Vergleich zu großen Anlagen. Wichtig ist jedoch, die Filter regelmäßig zu entsorgen oder zu recyceln, da sie mit der Zeit gesättigt sind.
Praktisches Beispiel
Stell dir vor, du betreibst eine kleine Werkstatt und möchtest Autofelgen pulverbeschichten. Eine Handkabine mit 1,5 m Breite, Absaugung und einer einfachen Pulverpistole kostet etwa 3.500 Euro. Du reinigst die Felge per Sandstrahlen, hängst sie in die Kabine, sprühst in 10 Minuten eine gleichmäßige Schicht und härtest sie anschließend im Ofen (ca. 180 °C, 20 Minuten). Ergebnis: Eine langlebige, kratzfeste Oberfläche – und das bei minimalem Materialverlust.
Absauganlage Filterpatrone

Die Absauganlage mit Filterpatrone ist ein zentraler Bestandteil einer Handkabine für Pulverbeschichtung. Sie sorgt dafür, dass überschüssiges Pulver (Overspray) aus der Luft entfernt wird, die Arbeitsumgebung sauber bleibt und das Pulver oft wiederverwendet werden kann. Hier sind die Details dazu:
Funktionsweise der Absauganlage
Die Absauganlage besteht typischerweise aus einem Ventilator, einem Filtergehäuse und den Filterpatronen selbst. Der Ventilator erzeugt einen Unterdruck, der das Pulver aus der Kabine in Richtung der Filter zieht. Die Filterpatronen fangen das Pulver ab, während die gereinigte Luft nach außen (oder zurück in die Kabine) geleitet wird. Das gesammelte Pulver fällt oft in einen Auffangbehälter und kann zurückgewonnen werden.
Filterpatronen im Fokus
- Material: Meist aus Polyestervlies, oft mit einer PTFE-Beschichtung (Teflon), die die Ablösung des Pulvers erleichtert und die Lebensdauer erhöht. Seltener werden Papier- oder Zellulosefilter verwendet, da sie weniger langlebig sind.
- Form: Zylindrisch oder konisch, mit gefalteter Oberfläche, um die Filterfläche zu maximieren (oft 10–20 m² pro Patrone).
- Feinheit: Entwickelt, um Partikel bis zu 0,2–2 Mikrometer abzufangen – fein genug für Pulverlack, der typischerweise 20–100 Mikrometer groß ist.
- Reinigung: Viele Systeme haben eine automatische Abreinigung per Druckluftstoß (Puls-Jet), die das Pulver von der Filteroberfläche löst. Manuelle Reinigung ist auch möglich, z. B. durch Ausklopfen oder Absaugen.
Technische Spezifikationen
- Luftdurchsatz: Abhängig von der Kabinengröße, meist zwischen 1.000 und 5.000 m³/h. Eine typische Handkabine mit 2 m³ Volumen benötigt etwa 2.000–3.000 m³/h.
- Druckverlust: Neue Filterpatronen haben einen geringen Druckverlust (ca. 100–200 Pa), der mit Verschmutzung steigt. Bei 1.500–2.000 Pa ist ein Austausch nötig.
- Leistung des Ventilators: Oft 1–3 kW, je nach Systemgröße.
Vorteile von Filterpatronen
- Effizienz: Bis zu 99,9 % der Pulverpartikel werden abgeschieden, was die Abluft sauber hält und Vorschriften (z. B. TA Luft in Deutschland) erfüllt.
- Wiederverwendung: Das abgeschiedene Pulver kann gesiebt und erneut genutzt werden, was Materialkosten senkt (oft 80–90 % Rückgewinnung).
- Langlebigkeit: Eine hochwertige Patrone hält 1.000–2.000 Betriebsstunden, abhängig von Pulverart und Reinigungshäufigkeit.
Herausforderungen und Lösungen
- Verstopfung: Bei feuchtem Pulver oder schlechter Vorbehandlung des Werkstücks (z. B. Ölreste) können Filter schneller zusetzen. Lösung: Regelmäßige Abreinigung und trockene Lagerung des Pulvers.
- Abrieb: Billige Filter nutzen sich schneller ab. Hochwertige PTFE-beschichtete Patronen sind widerstandsfähiger.
- Wartung: Filter müssen regelmäßig geprüft und bei sichtbaren Schäden (Risse, Löcher) ersetzt werden, um die Absaugleistung zu erhalten.
Praktische Tipps
- Dimensionierung: Die Anzahl der Patronen hängt vom Luftvolumen ab. Eine Faustregel: 1 Patrone pro 1.000–1.500 m³/h Luftstrom.
- Ersatzteile: Halte mindestens eine Ersatzpatrone bereit, da Lieferzeiten variieren können.
- Reinigungsintervall: Bei täglichem Einsatz sollte die automatische Abreinigung alle 1–2 Stunden laufen; manuelle Kontrolle wöchentlich.
Kosten
Eine einzelne Filterpatrone kostet je nach Größe und Qualität 50–200 Euro. Für eine kleine Handkabine mit zwei Patronen und Absaugung liegt die Investition bei etwa 1.000–2.500 Euro (ohne Kabine).
Beispiel
In einer Handkabine mit 2.500 m³/h Absaugung und zwei Polyester-Patronen (je 15 m² Filterfläche) kannst du stundenlang Felgen beschichten. Die Druckluftreinigung läuft alle 30 Minuten für 5 Sekunden, das Pulver fällt in einen Behälter und ist nach Sieben direkt wiederverwendbar. Die Abluft ist sauber genug, um in die Werkstatt zurückgeleitet zu werden.
Die Absauganlage mit Filterpatrone ist essenziell für eine saubere und effiziente Pulverbeschichtung in der Handkabine. Der Ventilator zieht das Overspray an, während die Filterpatronen – meist aus Polyestervlies mit PTFE-Beschichtung – Partikel bis 0,2 Mikrometer abfangen. Diese zylindrischen oder konischen Filter bieten eine große Oberfläche, oft 10–20 m² pro Patrone, und werden per Druckluftstoß automatisch gereinigt. Das abgeschiedene Pulver fällt in einen Behälter zur Wiederverwendung, was bis zu 90 % des Materials spart.
Für eine typische Handkabine reicht ein Luftdurchsatz von 2.000–3.000 m³/h, angetrieben von einem 1–2 kW Ventilator. Neue Filter haben einen Druckverlust von 100–200 Pa, der bei Verschmutzung steigt – spätestens bei 2.000 Pa ist ein Wechsel fällig. Die Effizienz liegt bei 99,9 %, was die Abluft sauber und die Umwelt geschont hält. Verstopfung durch feuchtes Pulver oder Ölreste kann ein Problem sein, weshalb trockene Lagerung und regelmäßige Reinigung wichtig sind. Hochwertige Patronen halten 1.000–2.000 Stunden und kosten 50–200 Euro pro Stück.
In der Praxis bedeutet das: Mit zwei Patronen in einer kleinen Kabine beschichtest du stundenlang, die Abreinigung läuft alle 30 Minuten kurz an, und das Pulver ist nach Sieben sofort wieder einsatzbereit. Die Dimensionierung hängt vom Luftvolumen ab – etwa eine Patrone pro 1.000–1.500 m³/h. Ersatzpatronen sollten bereitliegen, und bei täglichem Einsatz ist eine wöchentliche Kontrolle sinnvoll. Für eine komplette Absaugung mit zwei Patronen zahlst du etwa 1.000–2.500 Euro, je nach Modell.
Die Absauganlage mit Filterpatrone bleibt ein Schlüsselthema, also vertiefen wir es weiter. In einer Handkabine hängt die Leistung der Absaugung stark von der richtigen Abstimmung zwischen Ventilator, Filterpatronen und Kabinengröße ab. Ein zu schwacher Luftstrom lässt Pulver entweichen, ein zu starker kann die Beschichtung vom Werkstück reißen. Bei 2.000–3.000 m³/h, passend für eine kleine Kabine, bleibt die Balance meist gewahrt. Der Ventilator, oft mit 1–2 kW, sitzt hinter den Patronen und zieht die Luft durch die Filter, die mit ihrer gefalteten Struktur maximale Partikel auffangen.
Die Filterpatronen selbst – Polyestervlies mit PTFE-Beschichtung – sind auf Langlebigkeit ausgelegt. Die Beschichtung sorgt dafür, dass Pulver nicht tief eindringt und sich leicht löst, sei es durch Druckluft oder manuelles Ausklopfen. Eine Patrone mit 15 m² Filterfläche hält bei normalem Einsatz etwa ein Jahr, wenn du täglich ein paar Stunden beschichtest. Feuchtigkeit ist ihr Feind: Nasses Pulver verklumpt und setzt die Poren zu, weshalb trockene Lagerung und gute Werkstückvorbehandlung entscheidend sind. Öl- oder Fettreste vom Werkstück können ähnlich schaden, also ist Sandstrahlen oder Entfetten vorab Pflicht.
Die Rückgewinnung des Pulvers macht die Absauganlage besonders wertvoll. Nach dem Abscheiden fällt es in einen Behälter – ein einfaches Sieb entfernt Klümpchen, und schon ist es wieder einsatzbereit. Das spart nicht nur Kosten, sondern reduziert Abfall auf ein Minimum. Die Abluft ist so sauber, dass sie oft zurück in die Werkstatt geleitet werden kann, solange die Filter intakt sind. Ein Riss oder Loch in der Patrone, und die Effizienz sinkt – regelmäßige Sichtkontrolle ist daher ein Muss.
Kostenmäßig bleibst du bei einer soliden Absaugung mit zwei Patronen unter 2.500 Euro, wobei Ersatzpatronen je 50–200 Euro schlagen. Die Installation ist simpel: Ventilator und Filtergehäuse werden an die Kabine angeschlossen, oft mit flexiblen Schläuchen, und die Stromversorgung (meist 230 V) ist schnell geklärt. Wichtig ist, den Druckverlust im Blick zu behalten – steigt er über 1.500 Pa, leidet die Saugkraft, und bei 2.000 Pa solltest du wechseln.
In der Praxis läuft es so: Du beschichtest eine Felge, die Absaugung zieht den Overspray ab, die Druckluft reinigt die Filter alle halbe Stunde für ein paar Sekunden, und das Pulver sammelt sich unten. Nach 10 Minuten ist die Felge fertig, das Pulver gesiebt, und du kannst direkt weiterarbeiten. Für mehr Durchsatz könntest du eine dritte Patrone einplanen oder ein System mit höherem Luftvolumen wählen, aber für Kleinserien reicht das Standardsetup.
Handkabine für kleine Teile und Felgen

Eine Handkabine für kleine Teile und Felgen ist eine spezialisierte Lösung, die auf Flexibilität und Effizienz bei kompakten Werkstücken ausgelegt ist. Sie eignet sich perfekt für Werkstätten, die z. B. Autofelgen, Motorradteile, Fahrradrahmen oder kleinere Maschinenkomponenten pulverbeschichten. Hier sind die Details:
Die Kabine ist meist kleiner als Universalmodelle – typische Maße liegen bei 1–1,5 m Breite, 1 m Tiefe und 1,5 m Höhe, gerade genug für eine Felge (bis 22 Zoll) oder mehrere kleine Teile. Das Gehäuse aus Stahl oder Aluminium ist robust, oft mit einer offenen Front und seitlichen Wänden, die den Pulvernebel einschließen. Eine helle LED-Beleuchtung sorgt für gute Sicht, was bei filigranen Teilen wichtig ist.
Die Absauganlage ist entscheidend: Mit 1.500–2.500 m³/h Luftdurchsatz und ein bis zwei Filterpatronen (Polyestervlies, oft PTFE-beschichtet) wird Overspray zuverlässig abgezogen. Der Ventilator (1–1,5 kW) sitzt hinten oder unten, das Pulver sammelt sich in einem Behälter zur Wiederverwendung. Die Filter reinigen sich per Druckluftstoß, was den Betrieb flüssig hält. Für Felgen reicht eine Patrone mit 10–15 m² Filterfläche, da die Pulvermenge überschaubar bleibt.
Die Pulverpistole ist handgeführt, elektrostatisch aufgeladen und flexibel einstellbar – Abstand (15–30 cm) und Pulvermenge lassen sich an kleine Teile oder die Rundungen einer Felge anpassen. Ein drehbarer Haken oder ein Aufhängesystem in der Kabine erleichtert das Beschichten von allen Seiten. Manche Modelle haben eine Schiene, um Teile rein- und rauszuschieben, was bei Felgen Zeit spart.
Für kleine Teile und Felgen ist die Vorbehandlung essenziell: Sandstrahlen entfernt Rost und Lack, Entfetten mit Lösungsmittel sichert die Haftung. Die Beschichtung selbst dauert 5–15 Minuten pro Stück, danach geht’s in den Ofen (180–200 °C, 20 Minuten). Die Kabine muss leicht zu reinigen sein, da Farbwechsel bei Kleinserien häufig sind – glatte Innenflächen und Druckluft helfen hier.
Vorteile: Die Kabine ist günstig (2.000–5.000 Euro), platzsparend und ideal für individuelle Projekte. Sie spart Pulver durch Rückgewinnung und ist schnell einsatzbereit. Nachteile sind die begrenzte Größe – größere Teile passen nicht – und die Abhängigkeit von der Bedienerfertigkeit. Unebenheiten oder Orangenhaut entstehen, wenn der Abstand oder die Schichtdicke nicht stimmt, aber mit Übung wird das Ergebnis gleichmäßig.
Praktisch läuft es so: Du hängst eine 18-Zoll-Felge ein, sprühst sie in 10 Minuten mit mattschwarzem Pulver, die Absaugung zieht den Rest ab, und nach dem Aushärten ist die Oberfläche kratzfest. Kleine Teile wie Schrauben oder Halter kannst du in Chargen auf einem Gitter beschichten. Eine Kabine mit Rollen ist praktisch, falls du sie in der Werkstatt verschieben willst.
Eine Handkabine für kleine Teile und Felgen bietet noch mehr Potenzial, wenn man sie gezielt optimiert. Die kompakte Größe – etwa 1,2 m Breite, 1 m Tiefe, 1,5 m Höhe – passt perfekt in kleine Werkstätten und lässt genug Raum für Felgen bis 22 Zoll oder mehrere Kleinteile wie Scharniere, Griffe oder Rahmenteile. Das Material, meist pulverbeschichteter Stahl, hält den Belastungen stand, während die offene Front den Zugriff erleichtert. Eine gute LED-Beleuchtung mit 1.000–2.000 Lumen sorgt dafür, dass du jede Ecke der Felge siehst, was bei glänzenden oder dunklen Farben hilft.
Die Absauganlage bleibt das Herzstück: Mit 1.500–2.500 m³/h und einer Filterpatrone (10–15 m², PTFE-beschichtet) wird das Pulver sauber abgezogen. Der Ventilator mit 1–1,5 kW zieht die Luft durch die Patrone, das Pulver landet unten im Auffangbehälter – oft kannst du 80–90 % davon nach Sieben wiederverwenden. Die automatische Druckluftreinigung läuft alle 20–30 Minuten für ein paar Sekunden, hält die Filter frei und den Betrieb am Laufen. Für Felgen reicht eine Patrone, bei vielen kleinen Teilen lohnt eine zweite, um den Luftstrom stabil zu halten.
Die Pulverpistole ist der Schlüssel zur Präzision. Mit variabler Spannung (50–100 kV) und einstellbarer Pulvermenge kannst du sie auf die Rundungen einer Felge oder die Kanten kleiner Teile abstimmen. Ein Abstand von 20 cm und gleichmäßige Bewegungen vermeiden dicke Stellen oder Tropfen. Für Felgen ist ein drehbarer Haken ideal – du drehst sie langsam, während du sprühst, und erreichst alle Winkel. Kleine Teile hängst du auf ein Gitter oder Drahtgestell, um sie in einem Durchgang zu erledigen.
Vorbehandlung ist nicht verhandelbar: Eine Felge muss gestrahlt oder geschliffen werden, um Rost und alten Lack loszuwerden, dann entfettet, z. B. mit Aceton. Kleine Teile kannst du in einem Entfettungsbad reinigen. Die Beschichtung dauert 5 Minuten für Kleinteile, 10–12 für eine Felge, danach ab in den Ofen bei 180 °C für 20 Minuten. Die Kabine sollte nach jedem Farbwechsel gereinigt werden – ein Luftgebläse und abwischbare Flächen machen das in 5 Minuten möglich.
Kosten liegen bei 2.500–4.000 Euro für ein gutes Modell mit Absaugung und Pistole. Mobile Kabinen mit Rollen sind praktisch, wenn du Platz flexibel nutzen willst. Vorteile sind die Schnelligkeit – eine Felge ist in unter einer Stunde fertig – und die Materialeinsparung. Nachteile: Größere Teile wie Motorhauben passen nicht, und bei schlechter Technik droht Orangenhaut. Übung macht hier den Meister.
Beispiel: Du nimmst eine 20-Zoll-Felge, strahlst sie, hängst sie ein, sprühst sie mit metallic-blauem Pulver in 10 Minuten, die Absaugung fängt den Rest auf, und nach dem Ofen glänzt sie wie neu. Kleine Schrauben machst du im Dutzend auf einem Gitter – 5 Minuten, fertig. Mit einer zweiten Pistole oder einem Farbwechselsystem kannst du noch schneller zwischen Projekten wechseln.
Pulverabsaugung

Die Pulverabsaugung in einer Handkabine für kleine Teile und Felgen ist der Dreh- und Angelpunkt für sauberes Arbeiten und Materialeffizienz. Sie sorgt dafür, dass überschüssiges Pulver (Overspray) nicht in der Werkstatt landet, die Luft rein bleibt und das Pulver größtenteils wiederverwendet werden kann. Hier sind die Details:
Die Absaugung besteht aus einem Ventilator, einem Filtergehäuse und einer oder zwei Filterpatronen. Der Ventilator – meist 1–1,5 kW stark – erzeugt einen Luftstrom von 1.500–2.500 m³/h, ideal für eine kleine Kabine mit 1–2 m³ Volumen. Er sitzt hinter oder unter den Filtern und zieht die mit Pulver beladene Luft aus der Kabine. Die Filterpatronen, oft aus Polyestervlies mit PTFE-Beschichtung, fangen Partikel ab 0,2 Mikrometer ab, was für Pulverlack mit 20–100 Mikrometern mehr als ausreichend ist. Die gefaltete Struktur bietet 10–15 m² Filterfläche pro Patrone, genug für Felgen oder kleine Chargen.
Das Pulver wird beim Sprühen mit der elektrostatischen Pistole teilweise nicht auf dem Werkstück fixiert – etwa 20–30 % bleiben in der Luft. Die Absaugung zieht diesen Overspray durch die Filter, wo er hängen bleibt. Eine automatische Druckluftreinigung (Puls-Jet) löst das Pulver alle 20–30 Minuten mit kurzen Stößen ab, es fällt in einen Auffangbehälter unten. Nach einem Sieben ist es direkt wieder einsatzbereit – bis zu 90 % Rückgewinnung sind möglich, je nach Pulverqualität und Sauberkeit des Systems.
Die Leistung der Absaugung muss stimmen: Zu schwach, und Pulver entweicht in die Werkstatt; zu stark, und es reißt die Beschichtung vom Werkstück. Bei 2.000 m³/h bleibt die Kabine sauber, ohne die Arbeit zu stören. Der Druckverlust der Filter startet bei 100–200 Pa und steigt mit Verschmutzung – bei 1.500–2.000 Pa solltest du sie tauschen, was nach 1.000–2.000 Betriebsstunden passiert. Feuchtigkeit oder Ölreste vom Werkstück können die Filter schneller zusetzen, also ist trockenes Pulver und eine saubere Oberfläche Pflicht.
In der Praxis läuft es so: Du beschichtest eine Felge, die Pistole sprüht, die Absaugung zieht den Nebel ab, und nach 10 Minuten liegt das Pulver im Behälter. Für kleine Teile auf einem Gitter dasselbe – die Absaugung hält die Luft klar, und du siehst genau, was du tust. Die Abluft ist so sauber (99,9 % Partikelabscheidung), dass sie oft zurück in den Raum geleitet werden kann, solange die Filter intakt sind. Ein Riss, und du merkst es an Staub in der Werkstatt – regelmäßige Kontrolle ist ein Muss.
Kosten für eine Absaugung mit einer Patrone liegen bei 1.000–2.000 Euro, mit zwei Patronen bis 2.500 Euro. Ersatzpatronen schlagen mit 50–150 Euro zu Buche. Die Installation ist simpel: Anschluss an die Kabine, Strom (230 V) rein, fertig. Für Felgen reicht eine Patrone, bei vielen kleinen Teilen lohnt eine zweite für stabilen Luftstrom.
Beispiel: Eine 18-Zoll-Felge wird in 10 Minuten beschichtet, die Absaugung fängt 50 g Overspray auf, 45 g davon siebst du und nutzt sie wieder. Die Kabine bleibt sauber, und du kannst direkt die nächste Felge machen. Mit einem stärkeren Ventilator (2 kW) oder einem zweiten Filter könntest du den Durchsatz steigern, aber für den Anfang reicht das Standardsetup.
Die Pulverabsaugung in einer Handkabine für kleine Teile und Felgen lässt sich noch genauer betrachten, um ihre Effizienz und praktische Anwendung zu vertiefen. Der Kern der Absaugung ist der Luftstrom, der das Pulver kontrolliert aus der Kabine zieht. Mit 1.500–2.500 m³/h, angetrieben von einem 1–1,5 kW Ventilator, passt sie perfekt zu einer Kabine von 1–2 m³. Der Ventilator sitzt meist hinter den Filterpatronen, manchmal darunter, je nach Modell, und sorgt für einen gleichmäßigen Unterdruck, der den Overspray einfängt, ohne die Beschichtung zu stören.
Die Filterpatronen – Polyestervlies mit PTFE-Beschichtung – sind das Herzstück der Absaugung. Mit 10–15 m² Filterfläche pro Patrone fangen sie Partikel ab 0,2 Mikrometern ab, während Pulverlack meist 20–100 Mikrometer groß ist. Die PTFE-Schicht macht sie glatt, sodass Pulver nicht haftet und per Druckluftstoß leicht abfällt. Dieser Puls-Jet läuft automatisch, etwa alle 20–30 Minuten für 2–5 Sekunden, und das Pulver sammelt sich im Auffangbehälter. Nach einem schnellen Sieben ist es wieder einsatzbereit – bei guter Pflege holst du 80–90 % zurück, was Materialkosten drastisch senkt.
Die Balance des Luftstroms ist entscheidend. Bei zu niedrigem Durchsatz (unter 1.000 m³/h) bleibt Pulver in der Kabine oder entweicht, bei zu hohem (über 3.000 m³/h für kleine Kabinen) kann es die frische Schicht vom Werkstück ziehen. 2.000 m³/h sind ein sweet spot für Felgen oder kleine Teile. Der Druckverlust der Filter startet bei 100–200 Pa, steigt mit Verschmutzung und zeigt bei 1.500–2.000 Pa an, dass ein Wechsel fällig ist. Eine Patrone hält 1.000–2.000 Stunden, aber Feuchtigkeit, Öl oder schlechtes Pulver (z. B. verklumpt) verkürzen das – trockene Lagerung und saubere Werkstücke sind hier der Trick.
In der Praxis sieht es so aus: Du sprühst eine 20-Zoll-Felge mit der Pistole, etwa 30 g Pulver werden Overspray, die Absaugung zieht es ab, und nach 10 Minuten liegt es gesiebt im Behälter. Kleine Teile wie Schrauben machst du in Chargen – 20 Stück auf einem Gitter, 5 Minuten, und die Luft bleibt klar. Die Abluft ist mit 99,9 % Partikelabscheidung so sauber, dass sie zurück in die Werkstatt kann, solange die Filter keine Schäden haben. Ein Loch oder Riss zeigt sich sofort durch Staub – wöchentliche Sichtprüfung reicht, um das zu vermeiden.
Kostenmäßig bleibt es überschaubar: Eine Absaugung mit einer Patrone kostet 1.000–1.500 Euro, mit zwei bis 2.500 Euro, Ersatzpatronen 50–150 Euro. Die Montage ist unkompliziert – Schlauch an die Kabine, Ventilator ans Stromnetz (230 V), und los. Für Felgen reicht eine Patrone, bei vielen kleinen Teilen stabilisiert eine zweite den Luftstrom, besonders wenn du länger arbeitest. Wartung ist simpel: Filter kontrollieren, Auffangbehälter leeren, gelegentlich mit Druckluft ausblasen.
Beispiel: Du beschichtest vier Felgen nacheinander. Pro Felge 10 Minuten, die Absaugung fängt 100 g Overspray auf, 90 g davon nutzt du wieder. Die Kabine bleibt sauber, die Filter reinigen sich selbst, und nach einer Stunde bist du fertig. Mit einem stärkeren System (2 kW, 3.000 m³/h) könntest du schneller arbeiten, aber für den Hausgebrauch oder kleine Werkstätten ist das Standardsetup ideal.
Die Pulverabsaugung in einer Handkabine für kleine Teile und Felgen lässt sich noch weiter ausloten, um ihre Funktionalität und Feinheiten zu beleuchten. Der Luftstrom von 1.500–2.500 m³/h, erzeugt durch einen 1–1,5 kW Ventilator, ist auf die kompakte Kabine abgestimmt – etwa 1,2 m breit, 1 m tief, 1,5 m hoch. Der Ventilator zieht die pulvrige Luft durch die Filterpatronen, die meist hinten oder unten angebracht sind, und sorgt dafür, dass der Overspray kontrolliert abgefangen wird. Zu wenig Saugkraft lässt Pulver entweichen, zu viel stört die Haftung – 2.000 m³/h treffen es für Felgen oder kleine Chargen genau.
Die Filterpatronen aus Polyestervlies mit PTFE-Beschichtung sind auf Effizienz getrimmt. Mit 10–15 m² Filterfläche pro Patrone filtern sie Partikel bis 0,2 Mikrometer, während Pulverlack größer ist (20–100 Mikrometer). Die glatte PTFE-Oberfläche lässt das Pulver per Druckluftstoß – alle 20–30 Minuten für 2–5 Sekunden – abfallen, und es landet im Auffangbehälter. Nach einem Sieben mit einem feinen Netz (z. B. 200 Mikrometer) ist es wieder einsatzbereit. Bei sauberem Betrieb gewinnst du 80–90 % zurück, was bei Pulverpreisen von 5–10 Euro pro Kilo spürbar spart.
Die Absaugung muss mit der Pistole harmonieren. Sprühst du eine Felge, bleibt etwa 20–30 % des Pulvers in der Luft – bei 100 g Auftrag sind das 20–30 g Overspray. Die Absaugung zieht das zuverlässig ab, ohne die Schicht zu gefährden, solange der Luftstrom stimmt. Der Druckverlust der Filter beginnt bei 100–200 Pa und steigt mit der Zeit – bei 1.500 Pa merkst du eine Schwäche, bei 2.000 Pa ist Schluss. Eine Patrone hält 1.000–2.000 Stunden, aber Feuchtigkeit (z. B. durch nasse Luft) oder Verunreinigungen (Öl, Staub) können das halbieren. Trockene Lagerung und eine saubere Werkstückoberfläche sind hier Gold wert.
Praktisch läuft es flüssig: Du beschichtest eine 18-Zoll-Felge, die Pistole läuft 10 Minuten, die Absaugung fängt 25 g Overspray auf, 22 g davon siebst du und nutzt sie für die nächste. Kleine Teile wie Halter machst du im Dutzend – 5 Minuten, und die Kabine bleibt staubfrei. Die Abluft ist mit 99,9 % Abscheidung so rein, dass sie zurück in die Werkstatt kann, solange die Filter dicht sind. Ein Riss zeigt sich durch feinen Staub – ein Blick pro Woche reicht, um sicherzugehen.
Kosten bleiben moderat: Eine Absaugung mit einer Patrone liegt bei 1.000–1.500 Euro, mit zwei bei 2.000–2.500 Euro. Ersatzpatronen kosten 50–150 Euro, je nach Qualität. Die Installation ist ein Kinderspiel – Schlauch an die Kabine, Ventilator an 230 V, und es läuft. Für Felgen genügt eine Patrone, bei vielen kleinen Teilen stabilisiert eine zweite den Betrieb, besonders bei Dauerlauf. Wartung heißt: Filter checken, Behälter leeren, ab und zu ausblasen – 10 Minuten pro Woche.
Beispiel: Du machst zwei Felgen hintereinander. Pro Stück 10 Minuten, 50 g Overspray, 45 g zurückgewonnen. Die Absaugung summt leise, die Filter reinigen sich selbst, und nach 20 Minuten bist du durch. Mit einem Upgrade – z. B. 2 kW Ventilator und 3.000 m³/h – könntest du schneller skalieren, aber für den Einstieg oder kleine Projekte ist das Setup perfekt.
Pulver Absaugwand
Eine Pulver-Absaugwand ist eine spezialisierte Komponente in der Pulverbeschichtung, die darauf ausgelegt ist, überschüssiges Pulver (Overspray) während des Beschichtungsprozesses effizient abzusaugen. Sie wird oft in Handkabinen für kleine Teile und Felgen eingesetzt, kann aber auch in größeren Anlagen verwendet werden. Hier sind die wesentlichen Punkte:
Die Absaugwand besteht typischerweise aus einem stabilen Gehäuse, meist verzinktem Stahlblech oder Edelstahl, und ist mit einem oder mehreren Filterpatronen ausgestattet. Diese Patronen, oft aus Polyestervlies mit PTFE-Beschichtung, haben eine Filterfläche von 10–20 m² und fangen Partikel bis 0,2 Mikrometer ab – ideal für Pulverlack mit 20–100 Mikrometern. Ein Ventilator, meist mit 1–2 kW Leistung, erzeugt einen Luftstrom von 1.500–3.000 m³/h, der das Pulver durch die Filter zieht. Das abgeschiedene Pulver fällt in einen Sammelbehälter und kann nach Sieben wiederverwendet werden – bis zu 90 % Rückgewinnung sind möglich.
Die Funktionsweise ist simpel, aber effektiv: Während du mit der Pulverpistole sprühst, saugt die Wand den Overspray ab, bevor er sich in der Kabine oder Werkstatt verteilt. Eine automatische Druckluftreinigung (Puls-Jet) hält die Filter sauber – alle 20–30 Minuten ein kurzer Stoß, und das Pulver landet unten. Der Luftstrom muss ausbalanciert sein: Bei 2.000 m³/h bleibt die Kabine sauber, ohne die Beschichtung zu beeinträchtigen. Zu viel Saugkraft könnte das Pulver vom Werkstück ziehen, zu wenig lässt es entweichen.
Für kleine Teile und Felgen ist die Absaugwand oft direkt in die Kabine integriert, mit Maßen wie 1–2 m Breite und 1,5 m Höhe. Sie kann stationär oder mobil sein, z. B. auf Rollen, was Flexibilität bringt. Der Druckverlust der Filter startet bei 100–200 Pa und steigt mit Verschmutzung – bei 2.000 Pa ist ein Wechsel fällig, nach etwa 1.000–2.000 Stunden. Feuchtigkeit oder Verunreinigungen wie Öl verkürzen die Lebensdauer, weshalb trockenes Pulver und saubere Werkstücke wichtig sind.
Praktisch läuft es so: Du beschichtest eine Felge, die Absaugwand zieht 20–30 g Overspray ab, 18–25 g davon siebst du und nutzt sie wieder. Die Luft bleibt klar, die Abluft ist mit 99,9 % Abscheidung sauber genug für die Werkstatt. Kosten liegen bei 1.000–2.500 Euro für eine Wand mit Ventilator und Patrone, Ersatzfilter bei 50–150 Euro. Installation ist einfach – an die Kabine anschließen, Strom (230 V) rein, loslegen.
Die Pulver-Absaugwand verdient eine genauere Betrachtung, um ihre Rolle in der Handkabine für kleine Teile und Felgen zu vertiefen. Sie ist im Wesentlichen eine flache, oft vertikale Einheit, die als Rückwand oder Seitenwand der Kabine dient und den Overspray gezielt abfängt. Gefertigt aus robustem Material wie verzinktem Stahl oder Edelstahl, widersteht sie dem Abrieb durch Pulver und hält jahrelang. Ihre Größe variiert – für kleine Kabinen typisch 1–2 m breit und 1,5 m hoch, passend für Felgen bis 22 Zoll oder mehrere Kleinteile.
Der Luftstrom, erzeugt von einem 1–2 kW Ventilator, liegt bei 1.500–3.000 m³/h und wird durch ein oder zwei Filterpatronen geleitet. Diese Patronen aus Polyestervlies mit PTFE-Beschichtung bieten 10–20 m² Filterfläche und fangen Partikel ab 0,2 Mikrometern ab, während Pulverlack größer ist (20–100 Mikrometer). Die PTFE-Schicht sorgt dafür, dass das Pulver nicht kleben bleibt – ein Druckluftstoß alle 20–30 Minuten (2–5 Sekunden) löst es ab, und es fällt in einen Auffangbehälter. Nach einem Sieben mit einem feinen Netz ist es wieder einsatzbereit, mit 80–90 % Rückgewinnung bei sauberem Betrieb.
Die Absaugwand arbeitet Hand in Hand mit der Pulverpistole. Beim Beschichten einer Felge bleibt 20–30 % des Pulvers (z. B. 20–30 g von 100 g) in der Luft – die Wand zieht das zuverlässig ab. Der Luftstrom muss stimmen: 2.000 m³/h sind ideal, um die Kabine sauber zu halten, ohne die Schicht vom Werkstück zu reißen. Der Druckverlust der Filter beginnt bei 100–200 Pa und steigt mit der Zeit – bei 1.500–2.000 Pa wird die Saugkraft schwach, nach 1.000–2.000 Stunden ist ein Wechsel nötig. Feuchtigkeit oder Öl vom Werkstück setzen die Filter schneller zu, also sind trockene Bedingungen und eine gute Vorbehandlung (Sandstrahlen, Entfetten) essenziell.
In der Praxis ist die Absaugwand ein Gamechanger: Du sprühst eine 20-Zoll-Felge in 10 Minuten, die Wand fängt 25 g Overspray auf, 22 g davon nutzt du wieder. Kleine Teile wie Schrauben machst du im Dutzend – 5 Minuten, und die Luft bleibt klar. Die Abluft ist mit 99,9 % Abscheidung so rein, dass sie zurück in die Werkstatt kann, solange die Filter intakt sind. Ein Riss zeigt sich durch Staub – ein wöchentlicher Check reicht.
Kostenmäßig bleibt es überschaubar: Eine Absaugwand mit Ventilator und einer Patrone kostet 1.000–2.000 Euro, mit zwei Patronen bis 2.500 Euro. Ersatzpatronen liegen bei 50–150 Euro. Die Montage ist simpel – an die Kabine schrauben oder klemmen, Ventilator an 230 V anschließen, fertig. Für Felgen reicht eine Patrone, bei vielen kleinen Teilen stabilisiert eine zweite den Luftstrom, besonders bei längeren Sessions.
Beispiel: Du beschichtest zwei Felgen nacheinander – 10 Minuten pro Stück, 50 g Overspray, 45 g zurückgewonnen. Die Absaugwand summt leise, die Filter reinigen sich selbst, und nach 20 Minuten bist du durch. Mit Rollen wird sie mobil, mit einem stärkeren Ventilator (2 kW, 3.000 m³/h) könntest du mehr Durchsatz schaffen, aber für kleine Projekte ist das Standardsetup perfekt.
Pulversprühstand

Ein Pulversprühstand ist eine spezialisierte Einrichtung für die Pulverbeschichtung, die oft als Alternative oder Ergänzung zu einer vollständigen Handkabine dient. Er ist besonders für kleine Teile und Felgen geeignet und bietet eine offene, flexible Arbeitsfläche mit integrierter Absaugung. Hier sind die Details:
Der Pulversprühstand besteht typischerweise aus einem stabilen Rahmen, meist Stahl oder Aluminium, mit einer Arbeitsfläche und einer rückseitigen oder unteren Absaugwand. Im Gegensatz zu einer geschlossenen Kabine ist er offen gestaltet – oft 1–2 m breit, 1 m tief und 1,5–2 m hoch –, was den Zugang erleichtert, aber auch mehr Pulververlust in die Umgebung riskiert. Die Absaugung ist das Herzstück: Ein Ventilator mit 1–2 kW erzeugt 1.500–3.000 m³/h Luftstrom, der durch Filterpatronen (Polyestervlies, PTFE-beschichtet) geleitet wird. Diese bieten 10–20 m² Filterfläche und fangen Partikel ab 0,2 Mikrometern ab, passend für Pulverlack mit 20–100 Mikrometern.
Die Funktionsweise ist direkt: Du sprühst mit einer elektrostatischen Pulverpistole, das Werkstück (z. B. eine Felge) ist geerdet, und die Absaugwand zieht den Overspray ab. Eine automatische Druckluftreinigung (Puls-Jet) löst das Pulver von den Filtern – alle 20–30 Minuten ein kurzer Stoß –, und es fällt in einen Auffangbehälter. Nach Sieben ist es wiederverwendbar, mit 80–90 % Rückgewinnung bei guter Handhabung. Der Luftstrom muss ausbalanciert sein: 2.000 m³/h halten die Umgebung sauber, ohne die Beschichtung zu stören.
Für kleine Teile und Felgen ist der Sprühstand ideal, da er Platz spart und flexibel ist. Du kannst eine Felge (bis 22 Zoll) auf einem drehbaren Haken oder kleine Teile auf einem Gitter beschichten. Die offene Bauweise erleichtert das Handling, z. B. beim Drehen einer Felge, aber ohne seitliche Wände entweicht mehr Pulver – die Absaugung muss stark genug sein. Der Druckverlust der Filter startet bei 100–200 Pa und steigt mit Verschmutzung – bei 2.000 Pa ist ein Wechsel fällig, nach 1.000–2.000 Stunden. Feuchtigkeit oder Öl verkürzen die Filterlebensdauer, also sind trockenes Pulver und saubere Werkstücke (gestrahlt, entfettet) Pflicht.
Praktisch läuft es so: Du sprühst eine Felge in 10 Minuten, die Absaugung fängt 20–30 g Overspray auf, 18–25 g nutzt du wieder. Kleine Teile machst du in Chargen – 5 Minuten für ein Dutzend. Die Abluft ist mit 99,9 % Abscheidung sauber, aber bei offener Bauweise landet etwas Pulver außerhalb – gute Belüftung in der Werkstatt hilft. Kosten liegen bei 1.500–3.000 Euro inklusive Absaugung, Ersatzpatronen bei 50–150 Euro. Installation ist simpel – Stand aufstellen, Ventilator an 230 V anschließen, los.
Vorteile: Der Sprühstand ist günstiger und offener als eine Kabine, perfekt für Einzelstücke oder kleine Serien. Nachteile: Weniger Pulverrückgewinnung (70–80 % statt 90 %) und mehr Reinigungsaufwand in der Umgebung. Beispiel: Eine 20-Zoll-Felge ist in 10 Minuten beschichtet, 50 g Overspray, 40 g zurückgewonnen – nach 20 Minuten im Ofen fertig.
Der Pulversprühstand bietet noch mehr Facetten, die es wert sind, genauer betrachtet zu werden, besonders für den Einsatz bei kleinen Teilen und Felgen. Seine Konstruktion ist bewusst offen gehalten – ein Rahmen aus Stahl oder Aluminium, oft 1,5 m breit, 1 m tief und 1,8 m hoch, mit einer Arbeitsfläche und einer Absaugwand hinten oder unten. Diese Offenheit macht ihn wendig: Du kannst eine Felge leicht drehen oder kleine Teile auf einem Gitter flexibel platzieren. Der Nachteil ist, dass ohne seitliche Begrenzung mehr Pulver entweicht als in einer Kabine – die Absaugung muss das kompensieren.
Die Absaugung ist der Kern: Ein 1–2 kW Ventilator liefert 1.500–3.000 m³/h Luftstrom, der durch Filterpatronen aus Polyestervlies mit PTFE-Beschichtung läuft. Mit 10–20 m² Filterfläche pro Patrone fangen sie Partikel ab 0,2 Mikrometern ab, während Pulverlack 20–100 Mikrometer groß ist. Die PTFE-Schicht sorgt dafür, dass das Pulver per Druckluftstoß – alle 20–30 Minuten, 2–5 Sekunden – abfällt und in einen Auffangbehälter rutscht. Nach Sieben ist es wieder einsatzbereit, wobei du 70–80 % zurückgewinnst – etwas weniger als bei einer Kabine, da die offene Bauweise Verluste erhöht.
Beim Sprühen mit der elektrostatischen Pistole bleibt 20–30 % des Pulvers als Overspray in der Luft – bei 100 g Auftrag sind das 20–30 g. Die Absaugwand zieht das ab, aber der Luftstrom muss passen: 2.000 m³/h sind optimal, um die Umgebung halbwegs sauber zu halten, ohne die Schicht vom Werkstück zu reißen. Der Druckverlust der Filter beginnt bei 100–200 Pa und steigt mit Verschmutzung – bei 1.500–2.000 Pa wird die Saugkraft schwach, nach 1.000–2.000 Stunden ist ein Wechsel fällig. Feuchtigkeit oder Öl vom Werkstück setzen die Filter schneller zu, also sind trockene Bedingungen und eine saubere Oberfläche (z. B. gestrahlt) essenziell.
In der Praxis ist der Sprühstand flink: Eine 18-Zoll-Felge beschichtest du in 10 Minuten, die Absaugung fängt 25 g Overspray auf, 20 g nutzt du wieder. Kleine Teile wie Schrauben machst du im Dutzend – 5 Minuten, fertig. Die Abluft ist mit 99,9 % Abscheidung sauber, aber etwas Pulver landet außerhalb – eine Werkstatt mit guter Belüftung oder ein Staubsauger danach hilft. Kosten liegen bei 1.500–2.500 Euro mit Absaugung, Ersatzpatronen bei 50–150 Euro. Aufbau ist simpel – Stand hinstellen, Ventilator an 230 V, loslegen.
Vorteile sind die Flexibilität und der Preis – günstiger als eine Kabine und ideal für Einzelstücke. Nachteile sind der Pulververlust und der Reinigungsaufwand drumherum. Beispiel: Zwei Felgen nacheinander – 10 Minuten pro Stück, 50 g Overspray, 40 g zurückgewonnen. Die Absaugung summt, die Filter reinigen sich, und nach 20 Minuten bist du bereit für den Ofen.
Lackier Absauganlage

Eine Lackier-Absauganlage für die Pulverbeschichtung – im Kontext eines Pulversprühstands oder einer Handkabine für kleine Teile und Felgen – ist darauf ausgelegt, Overspray effizient abzusaugen, die Arbeitsumgebung sauber zu halten und das Pulver teilweise zurückzugewinnen. Obwohl der Begriff „Lackier-Absauganlage“ oft mit Nasslack assoziiert wird, bezieht er sich hier auf die Pulverlackierung. Hier sind die Details:
Die Anlage besteht aus einem Ventilator, einem Filtergehäuse und Filterpatronen, integriert in eine Absaugwand oder als eigenständiges System. Der Ventilator, typischerweise 1–2 kW stark, erzeugt einen Luftstrom von 1.500–3.000 m³/h, passend für kleine Kabinen oder offene Sprühstände mit 1–2 m³ Volumen. Die Filterpatronen aus Polyestervlies mit PTFE-Beschichtung bieten 10–20 m² Filterfläche und fangen Partikel ab 0,2 Mikrometern ab – ideal für Pulverlack mit 20–100 Mikrometern. Ein Druckluftstoß (Puls-Jet) reinigt die Filter alle 20–30 Minuten für 2–5 Sekunden, das Pulver fällt in einen Auffangbehälter und ist nach Sieben wiederverwendbar – 70–90 % Rückgewinnung, je nach Setup.
Die Funktionsweise ist klar: Beim Sprühen mit der elektrostatischen Pistole bleibt 20–30 % des Pulvers (z. B. 20–30 g von 100 g) als Overspray in der Luft. Die Absauganlage zieht das durch die Filter, bevor es sich verteilt. Der Luftstrom muss stimmen – 2.000 m³/h sind optimal, um die Umgebung sauber zu halten, ohne die Beschichtung vom Werkstück (Felge oder Kleinteil) zu reißen. Der Druckverlust der Filter startet bei 100–200 Pa und steigt mit Verschmutzung – bei 1.500–2.000 Pa wird die Saugkraft schwach, nach 1.000–2.000 Stunden ist ein Wechsel nötig. Feuchtigkeit, Öl oder schlechtes Pulver verkürzen die Lebensdauer, weshalb trockene Bedingungen und saubere Werkstücke (gestrahlt, entfettet) entscheidend sind.
Für kleine Teile und Felgen ist die Anlage oft Teil eines Sprühstands oder einer Kabine. In einem offenen Stand entweicht mehr Pulver (Rückgewinnung eher 70–80 %), in einer Kabine bleibt mehr drin (bis 90 %). Praktisch läuft es so: Du sprühst eine 20-Zoll-Felge in 10 Minuten, die Absauganlage fängt 25 g Overspray auf, 20–22 g nutzt du wieder. Kleine Teile machst du in Chargen – 5 Minuten für ein Dutzend. Die Abluft ist mit 99,9 % Abscheidung sauber, aber bei offenen Systemen landet etwas Pulver draußen – gute Werkstattbelüftung hilft.
Kosten liegen bei 1.000–2.500 Euro für eine Anlage mit Ventilator und einer Patrone, Ersatzpatronen bei 50–150 Euro. Installation ist einfach – an den Stand oder die Kabine anschließen, Strom (230 V) rein, fertig. Für Felgen reicht eine Patrone, bei vielen kleinen Teilen stabilisiert eine zweite den Luftstrom.
Beispiel: Du beschichtest zwei Felgen – 10 Minuten pro Stück, 50 g Overspray, 40–45 g zurückgewonnen. Die Anlage läuft leise, die Filter reinigen sich selbst, und nach 20 Minuten bist du bereit für den Ofen. Mit einem stärkeren Ventilator (2 kW, 3.000 m³/h) könntest du mehr Durchsatz schaffen, aber für kleine Projekte reicht das Standardsetup.
Die Lackier-Absauganlage für Pulverbeschichtung – speziell für kleine Teile und Felgen – lässt sich noch detaillierter ausleuchten, um ihre Funktionalität und Einsatzmöglichkeiten zu vertiefen. Sie ist ein zentraler Bestandteil eines Pulversprühstands oder einer Handkabine und sorgt dafür, dass der Overspray kontrolliert abgefangen wird. Der Aufbau bleibt simpel, aber effektiv: Ein Ventilator mit 1–2 kW treibt einen Luftstrom von 1.500–3.000 m³/h an, der durch Filterpatronen aus Polyestervlies mit PTFE-Beschichtung läuft. Diese bieten 10–20 m² Filterfläche pro Patrone und filtern Partikel ab 0,2 Mikrometern, während Pulverlack 20–100 Mikrometer groß ist.
Die Absauganlage arbeitet nahtlos mit der Pulverpistole zusammen. Beim Sprühen einer Felge oder kleiner Teile bleibt 20–30 % des Pulvers (z. B. 20–30 g von 100 g) in der Luft – die Anlage zieht das durch die Filter, bevor es sich absetzt. Der Luftstrom ist entscheidend: 2.000 m³/h halten die Balance – genug, um die Umgebung sauber zu halten, ohne die frische Schicht vom Werkstück zu stören. Die Filter werden per Druckluftstoß gereinigt – alle 20–30 Minuten ein kurzer Puls von 2–5 Sekunden –, das Pulver fällt in einen Behälter und ist nach Sieben wiederverwendbar. In einer Kabine holst du 80–90 % zurück, in einem offenen Sprühstand eher 70–80 %, da mehr entweicht.
Der Druckverlust der Filter startet bei 100–200 Pa und steigt mit der Zeit – bei 1.500 Pa merkst du eine Schwäche, bei 2.000 Pa ist ein Wechsel fällig, nach etwa 1.000–2.000 Stunden. Feuchtigkeit (z. B. durch nasse Luft) oder Verunreinigungen (Öl, Staub) setzen die Filter schneller zu – trockene Lagerung und eine saubere Werkstückoberfläche (z. B. gestrahlt) sind hier der Schlüssel. Die Abluft ist mit 99,9 % Abscheidung so rein, dass sie zurück in die Werkstatt kann, solange die Filter intakt sind. Ein Riss zeigt sich durch Staub – ein wöchentlicher Blick reicht zur Kontrolle.
Praktisch ist die Anlage ein Segen: Du sprühst eine 18-Zoll-Felge in 10 Minuten, die Absaugung fängt 25 g Overspray auf, 20–22 g siebst du und nutzt sie wieder. Kleine Teile wie Schrauben machst du im Dutzend – 5 Minuten, und die Luft bleibt klar. In einem offenen Stand landet etwas Pulver draußen, in einer Kabine kaum – die Wahl hängt von deinem Setup ab. Kosten liegen bei 1.000–2.000 Euro für eine Anlage mit einer Patrone, bis 2.500 Euro mit zwei. Ersatzpatronen kosten 50–150 Euro. Installation ist unkompliziert – an den Stand oder die Kabine anschließen, 230 V rein, los.
Vorteile sind die Effizienz und Flexibilität – ideal für kleine Serien oder Einzelstücke. Nachteile bei offenen Systemen: mehr Pulververlust und Reinigungsaufwand drumherum. Beispiel: Zwei Felgen nacheinander – 10 Minuten pro Stück, 50 g Overspray, 40–45 g zurückgewonnen. Die Anlage läuft, die Filter reinigen sich, und nach 20 Minuten bist du bereit für den Ofen.
Absauganlage für Pulverbeschichtung

Eine Absauganlage für Pulverbeschichtung ist speziell darauf ausgelegt, den Overspray bei der Pulverlackierung – etwa von kleinen Teilen und Felgen – effizient abzusaugen, die Arbeitsumgebung sauber zu halten und das Pulver teilweise zurückzugewinnen. Sie ist ein unverzichtbarer Bestandteil von Handkabinen oder Pulversprühständen. Hier sind die Details:
Die Anlage besteht aus einem Ventilator, einem Filtergehäuse und Filterpatronen. Der Ventilator, meist mit 1–2 kW Leistung, erzeugt einen Luftstrom von 1.500–3.000 m³/h, passend für kleine Kabinen oder Sprühstände mit 1–2 m³ Volumen. Die Filterpatronen aus Polyestervlies mit PTFE-Beschichtung bieten 10–20 m² Filterfläche pro Patrone und fangen Partikel ab 0,2 Mikrometern ab – ideal für Pulverlack mit 20–100 Mikrometern. Eine automatische Druckluftreinigung (Puls-Jet) löst das Pulver alle 20–30 Minuten mit kurzen Stößen (2–5 Sekunden) ab, es fällt in einen Auffangbehälter und ist nach Sieben wiederverwendbar – 70–90 % Rückgewinnung, je nach System.
Die Funktionsweise ist präzise: Beim Sprühen mit der elektrostatischen Pistole bleibt 20–30 % des Pulvers (z. B. 20–30 g von 100 g) als Overspray in der Luft. Die Absauganlage zieht das durch die Filter, bevor es sich verteilt. Der Luftstrom muss ausbalanciert sein – 2.000 m³/h sind optimal, um die Umgebung sauber zu halten, ohne die Beschichtung vom Werkstück zu reißen. Der Druckverlust der Filter beginnt bei 100–200 Pa und steigt mit Verschmutzung – bei 1.500–2.000 Pa wird die Saugkraft schwach, nach 1.000–2.000 Stunden ist ein Wechsel fällig. Feuchtigkeit, Öl oder schlechtes Pulver verkürzen die Filterlebensdauer, weshalb trockene Bedingungen und saubere Werkstücke (gestrahlt, entfettet) essenziell sind.
Für Pulverbeschichtung von Felgen und kleinen Teilen ist die Anlage oft in eine Kabine oder einen Sprühstand integriert. In einer geschlossenen Kabine erreichst du 80–90 % Rückgewinnung, in einem offenen Stand eher 70–80 %, da mehr Pulver entweicht. Praktisch läuft es so: Du sprühst eine 20-Zoll-Felge in 10 Minuten, die Absaugung fängt 25 g Overspray auf, 20–22 g nutzt du wieder. Kleine Teile machst du in Chargen – 5 Minuten für ein Dutzend. Die Abluft ist mit 99,9 % Abscheidung sauber, aber bei offenen Systemen landet etwas Pulver außerhalb – gute Belüftung hilft.
Kosten liegen bei 1.000–2.000 Euro für eine Anlage mit einer Patrone, bis 2.500 Euro mit zwei. Ersatzpatronen kosten 50–150 Euro. Installation ist simpel – an die Kabine oder den Stand anschließen, 230 V anschließen, fertig. Für Felgen reicht eine Patrone, bei vielen kleinen Teilen stabilisiert eine zweite den Luftstrom.
Beispiel: Du beschichtest zwei Felgen – 10 Minuten pro Stück, 50 g Overspray, 40–45 g zurückgewonnen. Die Anlage summt, die Filter reinigen sich selbst, und nach 20 Minuten bist du bereit für den Ofen. Mit einem stärkeren Ventilator (2 kW, 3.000 m³/h) könntest du mehr Durchsatz schaffen, aber für kleine Projekte reicht das Standardsetup.
Die Absauganlage für Pulverbeschichtung lässt sich noch tiefer durchleuchten, um ihre Rolle bei kleinen Teilen und Felgen zu präzisieren. Sie ist das Rückgrat eines effizienten Beschichtungsprozesses, egal ob in einer Handkabine oder einem Pulversprühstand. Der Aufbau bleibt konstant: Ein Ventilator mit 1–2 kW treibt einen Luftstrom von 1.500–3.000 m³/h an, der durch Filterpatronen aus Polyestervlies mit PTFE-Beschichtung geleitet wird. Diese bieten 10–20 m² Filterfläche pro Patrone und filtern Partikel ab 0,2 Mikrometern, während Pulverlack 20–100 Mikrometer groß ist.
Die Anlage fängt den Overspray präzise ab. Beim Sprühen mit der elektrostatischen Pistole bleibt 20–30 % des Pulvers – etwa 20–30 g von 100 g – in der Luft. Der Luftstrom zieht das durch die Filter, bevor es sich absetzt. 2.000 m³/h sind der Sweet Spot: genug Saugkraft, um die Umgebung sauber zu halten, ohne die Schicht vom Werkstück zu stören. Die Filter werden per Druckluftstoß gereinigt – alle 20–30 Minuten ein 2–5-Sekunden-Puls –, das Pulver fällt in einen Behälter und ist nach Sieben wiederverwendbar. In einer Kabine holst du 80–90 % zurück, in einem offenen Stand 70–80 %, da die offene Bauweise Verluste erhöht.
Der Druckverlust der Filter startet bei 100–200 Pa und steigt mit der Zeit – bei 1.500 Pa wird die Saugkraft spürbar schwächer, bei 2.000 Pa ist ein Wechsel nötig, nach etwa 1.000–2.000 Stunden. Feuchtigkeit (z. B. durch nasse Luft) oder Verunreinigungen (Öl, Staub) verkürzen die Lebensdauer – trockene Lagerung und saubere Werkstücke (z. B. gestrahlt) sind hier entscheidend. Die Abluft ist mit 99,9 % Abscheidung so rein, dass sie zurück in die Werkstatt kann, solange die Filter keine Schäden haben – ein Riss zeigt sich durch Staub, ein wöchentlicher Check reicht.
Praktisch ist die Anlage ein Arbeitstier: Du sprühst eine 18-Zoll-Felge in 10 Minuten, die Absaugung fängt 25 g Overspray auf, 20–22 g siebst du und nutzt sie wieder. Kleine Teile wie Schrauben machst du im Dutzend – 5 Minuten, und die Luft bleibt klar. In einem offenen Stand landet etwas Pulver draußen, in einer Kabine kaum – die Rückgewinnung hängt vom Setup ab. Kosten liegen bei 1.000–2.000 Euro für eine Anlage mit einer Patrone, bis 2.500 Euro mit zwei. Ersatzpatronen kosten 50–150 Euro. Installation ist ein Kinderspiel – an die Kabine oder den Stand anschließen, 230 V rein, los.
Vorteile sind die Effizienz und die Materialeinsparung – perfekt für kleine Serien oder Einzelstücke. Nachteile bei offenen Systemen: mehr Pulververlust und Reinigungsaufwand drumherum. Beispiel: Zwei Felgen nacheinander – 10 Minuten pro Stück, 50 g Overspray, 40–45 g zurückgewonnen. Die Anlage läuft, die Filter reinigen sich, und nach 20 Minuten bist du bereit für den Ofen.
Pulverkabine mit Filterpatronen
Eine Pulverkabine mit Filterpatronen ist eine geschlossene Einheit, die speziell für die Pulverbeschichtung – etwa von kleinen Teilen und Felgen – entwickelt wurde. Sie kombiniert einen Arbeitsbereich mit einer integrierten Absauganlage, um Overspray effizient abzufangen, die Umgebung sauber zu halten und das Pulver zurückzugewinnen. Hier sind die Details:
Die Kabine besteht aus einem Gehäuse, meist aus verzinktem Stahl oder Edelstahl, mit einer offenen Front für den Zugang und geschlossenen Wänden, die den Pulvernebel einschließen. Typische Maße für kleine Teile und Felgen sind 1–2 m Breite, 1 m Tiefe und 1,5–2 m Höhe – groß genug für Felgen bis 22 Zoll oder mehrere Kleinteile. Eine LED-Beleuchtung (1.000–2.000 Lumen) sorgt für klare Sicht. Die Absauganlage ist eingebaut: Ein Ventilator mit 1–2 kW erzeugt 1.500–3.000 m³/h Luftstrom, der durch Filterpatronen aus Polyestervlies mit PTFE-Beschichtung läuft. Diese bieten 10–20 m² Filterfläche pro Patrone und fangen Partikel ab 0,2 Mikrometern ab – perfekt für Pulverlack mit 20–100 Mikrometern.
Die Funktionsweise ist effizient: Beim Sprühen mit der elektrostatischen Pistole bleibt 20–30 % des Pulvers (z. B. 20–30 g von 100 g) als Overspray in der Luft. Der Luftstrom zieht das durch die Filter, die meist hinten oder unten sitzen. Eine automatische Druckluftreinigung (Puls-Jet) löst das Pulver alle 20–30 Minuten mit 2–5-Sekunden-Stößen ab, es fällt in einen Auffangbehälter und ist nach Sieben wiederverwendbar – 80–90 % Rückgewinnung sind Standard, da die geschlossene Bauweise Verluste minimiert. Der Luftstrom von 2.000 m³/h hält die Kabine sauber, ohne die Beschichtung zu stören.
Für kleine Teile und Felgen ist die Kabine ideal: Eine Felge hängst du an einen drehbaren Haken, kleine Teile legst du auf ein Gitter. Der Druckverlust der Filter startet bei 100–200 Pa und steigt – bei 1.500–2.000 Pa ist ein Wechsel fällig, nach 1.000–2.000 Stunden. Feuchtigkeit oder Öl verkürzen die Lebensdauer, also sind trockenes Pulver und saubere Werkstücke (gestrahlt, entfettet) Pflicht. Die Abluft ist mit 99,9 % Abscheidung sauber und kann zurück in die Werkstatt geleitet werden, solange die Filter intakt sind.
Praktisch läuft es so: Du sprühst eine 20-Zoll-Felge in 10 Minuten, die Absaugung fängt 25 g Overspray auf, 22 g nutzt du wieder. Kleine Teile machst du in Chargen – 5 Minuten für ein Dutzend. Die Kabine bleibt staubfrei, die Luft klar. Kosten liegen bei 2.000–5.000 Euro inklusive Absaugung, Ersatzpatronen bei 50–150 Euro. Installation ist simpel – Kabine aufstellen, 230 V anschließen, fertig. Eine Patrone reicht für Felgen, zwei stabilisieren bei vielen kleinen Teilen.
Beispiel: Zwei Felgen – 10 Minuten pro Stück, 50 g Overspray, 45 g zurückgewonnen. Die Filter reinigen sich, und nach 20 Minuten bist du bereit für den Ofen. Vorteile: hohe Rückgewinnung, saubere Umgebung. Nachteile: höherer Preis und weniger Flexibilität als ein offener Stand.
Die Pulverkabine mit Filterpatronen lässt sich noch genauer unter die Lupe nehmen, um ihre Effizienz und ihren Nutzen für kleine Teile und Felgen zu verdeutlichen. Sie ist eine geschlossene Einheit, die Präzision und Sauberkeit vereint. Das Gehäuse aus verzinktem Stahl oder Edelstahl – oft 1,5 m breit, 1 m tief und 1,8 m hoch – ist robust und langlebig, mit einer offenen Front für einfachen Zugang. Die geschlossenen Wände und der Boden fangen den Pulvernebel ein, während eine helle LED-Beleuchtung (1.000–2.000 Lumen) jedes Detail sichtbar macht, was bei Felgen oder filigranen Teilen entscheidend ist.
Die Absauganlage ist nahtlos integriert: Ein 1–2 kW Ventilator liefert 1.500–3.000 m³/h Luftstrom, der durch Filterpatronen aus Polyestervlies mit PTFE-Beschichtung fließt. Diese bieten 10–20 m² Filterfläche pro Patrone und filtern Partikel ab 0,2 Mikrometern – Pulverlack mit 20–100 Mikrometern wird zuverlässig abgefangen. Der Overspray – 20–30 % des Pulvers, also 20–30 g von 100 g – wird durch den Luftstrom zu den Filtern gezogen, die meist an der Rückwand oder unter dem Boden sitzen. Eine Druckluftreinigung (Puls-Jet) löst das Pulver alle 20–30 Minuten mit 2–5-Sekunden-Stößen ab, es fällt in einen Behälter und ist nach Sieben wiederverwendbar – 80–90 % Rückgewinnung sind dank der geschlossenen Bauweise normal.
Der Luftstrom von 2.000 m³/h ist ideal: Er hält die Kabine sauber, ohne die Beschichtung von Felge oder Kleinteil zu beeinträchtigen. Der Druckverlust der Filter beginnt bei 100–200 Pa und steigt mit Verschmutzung – bei 1.500 Pa wird die Saugkraft schwächer, bei 2.000 Pa ist ein Wechsel fällig, nach 1.000–2.000 Stunden. Feuchtigkeit (z. B. durch nasse Luft) oder Verunreinigungen (Öl, Staub) setzen die Filter schneller zu – trockene Lagerung und eine saubere Werkstückoberfläche (z. B. gestrahlt) sind hier unerlässlich. Die Abluft ist mit 99,9 % Abscheidung so rein, dass sie zurück in die Werkstatt kann, solange die Filter keine Risse haben – ein wöchentlicher Check genügt.
Praktisch ist die Kabine ein Allrounder: Eine 18-Zoll-Felge sprühst du in 10 Minuten, die Absaugung fängt 25 g Overspray auf, 22 g siebst du und nutzt sie wieder. Kleine Teile wie Schrauben machst du im Dutzend – 5 Minuten, und die Kabine bleibt staubfrei. Ein drehbarer Haken für Felgen oder ein Gitter für Kleinteile macht die Arbeit flexibel. Kosten liegen bei 2.000–4.000 Euro mit Absaugung, Ersatzpatronen bei 50–150 Euro. Installation ist simpel – Kabine hinstellen, 230 V anschließen, loslegen. Eine Patrone reicht für Felgen, zwei sind bei vielen kleinen Teilen sinnvoll.
Beispiel: Zwei Felgen nacheinander – 10 Minuten pro Stück, 50 g Overspray, 45 g zurückgewonnen. Die Filter reinigen sich selbst, die Kabine bleibt sauber, und nach 20 Minuten bist du bereit für den Ofen. Vorteile: maximale Rückgewinnung, minimale Verschmutzung. Nachteile: höherer Preis und begrenzte Größe im Vergleich zu offenen Ständen.
156 Antworten auf „Pulverabsaugung“
It’s hard to find experienced people on this subject, however, you sound like you know what you’re talking about! Thanks
You are so cool! I do not think I have read something like this before. So good to find someone with genuine thoughts on this issue. Really.. thanks for starting this up. This site is one thing that is needed on the internet, someone with a bit of originality.
By no means join wires together in a behind-the-wall or in-the-ceiling location that’s not accessible by simply opening an electrical box.
You ought to be a part of a contest for one of the most useful sites on the web. I will recommend this blog!
The EU totally particulars the schism between the dissident “Dark Jedi” and the Jedi establishment that led to the creation of the Sith Order, as properly a collection of conflicts between the Sith, Jedi and the Galactic Republic spanning the millennia prior to the events of the Star Wars motion picture series, and sure occasions thereafter.
2018’s Gayo Daejeon occurred on 25 December at Gocheok Sky Dome.
White wants to sacrifice a pawn, however Black doesn’t settle for and goes for speedy improvement.
The aquatic vitality merely shimmers on this modern, minimalist bathroom.
AAA Journey is a US-based mostly leisure travel firm.
Glass-fibre wool is a superb thermal and sound insulation material, commonly used in buildings (e.g.
The festival ended with a efficiency by boy band Shinhwa in celebration of their tenth anniversary.
Eastleigh appointed caretaker Chris Todd because the permanent substitute for Richard Hill, who resigned on September 23 , at the end of last week.
I like it when people get together and share thoughts. Great website, continue the good work!
I discovered your site web site on bing and check many of your early posts. Keep up the good operate. I simply additional encourage Rss to my MSN News Reader. Looking for forward to reading much more from you finding out later on!…
I am usually to blogging and i genuinely appreciate your content regularly. This content has truly peaks my interest. I will bookmark your web site and maintain checking achievable details.
An interesting discussion is worth comment. I believe that you should publish more on this topic, it might not be a taboo subject but typically folks don’t speak about these topics. To the next! Best wishes.
Thanks for the auspicious writeup. It actually used to be a leisure account it. Glance complicated to more delivered agreeable from you! However, how can we be in contact?
Hi my friend! I want to say that this post is amazing, great written and include almost all vital infos. I would like to see more posts like this .
Have you ever thought about adding a little bit more than just your thoughts? I mean, what you say is important and everything. But its got no punch, no pop! Maybe if you added a pic or two, a video? You could have such a more powerful blog if you let people SEE what youre talking about instead of just reading it.
Youre so cool! I dont suppose Ive read anything like this before. So nice to search out someone with some authentic ideas on this subject. realy thanks for starting this up. this website is something that’s wanted on the web, somebody with a little bit originality. helpful job for bringing something new to the internet!
I truly appreciated this wonderful blog. Make sure you keep up the good work. All the best !!!!
Great post. I was checking constantly this blog and I’m impressed! Extremely useful info particularly the last part I care for such info a lot. I was seeking this certain info for a long time. Thank you and best of luck.
I absolutely love your website.. Very nice colors & theme. Did you create this web site yourself? Please reply back as I’m wanting to create my own personal site and would like to find out where you got this from or what the theme is named. Kudos.
May I simply say what a comfort to find an individual who truly knows what they’re discussing online. You certainly realize how to bring a problem to light and make it important. More people really need to look at this and understand this side of your story. I was surprised you aren’t more popular because you most certainly have the gift.
Strong blog. I acquired several nice info. I?ve been keeping a watch on this technology for a few time. It?utes attention-grabbing the method it retains totally different, however many of the primary components remain a similar. have you observed a lot change since Search engines created their own latest purchase in the field?
About the only person who gets through the film unscathed is Natalie Portman.
Sometimes, blogging is a bit tiresome specially if you need to update more topics.,-`”.
Spot lets start work on this write-up, I seriously think this amazing site needs far more consideration. I’ll apt to be again to learn to read considerably more, thank you that information.
You should consider taking part in a contest for one of the best blogs on the web. I will suggest this websites!
olive oil is very very tasty if you put it in fried foods and you can taste it raw too.
Hi, I do think your website could be having web browser compatibility issues. Whenever I take a look at your blog in Safari, it looks fine but when opening in I.E., it has some overlapping issues. I simply wanted to provide you with a quick heads up! Aside from that, wonderful site!
Obviously I like your web site, but you have to take a look at the spelling on quite a few of your posts. Several of them are rife with spelling problems and I find it very bothersome to inform you. Nevertheless I will surely come again again!
Hi. I read a few of your other posts and i wanted to say thank you for the informative posts.
this article is very full of detail information, and it makes me easy to understand the meaning of your article.
Wonderful blog. I learn a little something more challenging on different blogs everyday. It’s stimulating to read through articles from other writers. I’d like to use some of the content on my website if you don’t mind. For sure I’ll give you a backlink to your blog. Nice one for sharing.
certainly like your web site but you have to check the spelling on quite a few of your posts. Many of them are rife with spelling problems and I find it very troublesome to tell the truth nevertheless I’ll certainly come back again.
The information you provided here are extremely precious. It been found a real pleasurable surprise to obtain that watching for me once i woke up today. They can be constantly to the issue as well as simple to be aware of. Thanks quite a bit for any valuable ideas you’ve got shared here.
Remarkably! It is like you read my mind! A person seem to know therefore much relating to this, exactly like you authored it in it or something. We believe which you can do with a few images they are driving the message house a bit, besides that, this is great blog. A exceptional read. I will certainly revisit once more.
Exactly what you’re just saying entirely authentic. Actually , i know in which will have to the same, however , I simply think you put it in a fashion that everybody is able to comprehend. Also i like the images you spend at this point. They can fit consequently perfectly with what you are telling. Instant messaging certainly you may get to many people in what you have need to say.
Outstanding post, I conceive people should larn a lot from this web site its really user genial .
Cut bottom flaps off field, together with top facet flaps and again flap; depart front flap hooked up.
Thank you, I have recently been looking for info about this subject for ages and yours is the best I’ve discovered till now. But, what about the conclusion? Are you sure about the source?
thank you for sharing – Gulvafslibning | Kurt Gulvmand with us, I think – Gulvafslibning | Kurt Gulvmand really stands out : D.
You lost me, friend. I mean, I suppose I get what youre indicating. I realize what you are saying, but you just seem to have overlooked that there are some other individuals inside the world who look at this matter for what it definitely is and might not agree with you. You may be turning away a lot of folks who may have been supporters of your web site.
*I am often to blogging and i really appreciate your content. The article has really peaks my interest. I am going to bookmark your site and keep checking for new information.
I like your writing style truly loving this website .
I wish to show my appreciation to you for rescuing me from this particular instance. As a result of scouting through the search engines and coming across ideas that were not helpful, I thought my entire life was gone. Being alive minus the strategies to the issues you’ve sorted out through your entire blog post is a critical case, and those which might have in a negative way affected my career if I hadn’t encountered your blog post. Your own personal expertise and kindness in dealing with the whole lot was crucial. I don’t know what I would’ve done if I hadn’t discovered such a stuff like this. I can at this moment relish my future. Thanks a lot very much for your professional and result oriented guide. I will not hesitate to propose your web site to anyone who wants and needs care on this issue.
I will surely foreward this post to all of my pals! Its very respectable and a very decent check out!
An attention-grabbing discussion is worth comment. I think that you should write more on this subject, it might not be a taboo topic however usually persons are not sufficient to speak on such topics. To the next. Cheers
Hi there, There’s no doubt that your blog could be having internet browser compatibility problems. When I take a look at your web site in Safari, it looks fine but when opening in I.E., it has some overlapping issues. I simply wanted to provide you with a quick heads up! Aside from that, wonderful website!
The the next time Someone said a blog, I hope it doesnt disappoint me around this one. Get real, Yes, it was my replacement for read, but When i thought youd have something intriguing to say. All I hear can be a handful of whining about something that you could fix when you werent too busy searching for attention.
Certainly completely with your conclusions and imagine that you’ve made some excellent points. Also, I like design of one’s site plus the ease of navigation. I’ve bookmarked your site and may return often!
Nice post. I was checking constantly this blog and I’m impressed! Very helpful information particularly the last part I care for such information much. I was looking for this particular info for a long time. Thank you and good luck.
i can play scrabble all day long cause i love to play with words and rearrange them for higher points::
This is actually exciting, You’re an enormously knowledgeable blogger. I have enrolled with your feed and also anticipate witnessing the useful write-ups. At the same time, I’ve shared your site in our social networks.
This is a fantastic web page, could you be interested in doing an interview about just how you designed it? If so e-mail me!
5) are thought-about very dangerous for Black, with the latter often seen solely in correspondence play.
Binary options has become increasingly popular. Tradesmarter is one of the oldest binary options trading platform and is regulated as well.
Keep up the good piece of work, I read few content on this internet site and I believe that your weblog is rattling interesting and has got sets of great info .
you can say that green health is the best because it is all organic::
[…] Wonderful story, reckoned we could combine a few unrelated data, nevertheless really worth taking a look, whoa did one learn about Mid East has got more problerms as well […]…
5 minutes for white pieces, four minutes for black items, no increment for the primary 60 moves, three seconds increment per move beginning at the move 61 (3.7.3).
Mar 7-8, 2025. McKinney, TX.
Pilgrims begin Tawaf after touching and kissing the Hajre Aswad, which is fitted on the nook of Kaaba.
From distinctive locations and occasion experiences to participating occasion know-how, intuitive reporting and strong supplier negotiations, our skilled groups can tailor an occasion answer to fit every price range and enterprise need.
The Fool Tarot card鈥檚 imagery not only captures the essence of recent beginnings and journey, but additionally serves as a reminder to take the time to think about our choices before performing.
After study a handful of the web sites on your own site now, we truly appreciate your way of blogging. I bookmarked it to my bookmark website list and you will be checking back soon. Pls take a look at my internet site in addition and inform me what you believe.
This is a topic that’s near to my heart… Best wishes! Exactly where can I find the contact details for questions?
You are so awesome! I don’t suppose I have read through something like this before. So good to find somebody with some unique thoughts on this topic. Really.. many thanks for starting this up. This site is something that is required on the internet, someone with some originality.
Great site you’ve got here.. It’s hard to find high-quality writing like yours these days. I honestly appreciate people like you! Take care!!
I’m amazed, I have to admit. Seldom do I encounter a blog that’s both equally educative and interesting, and let me tell you, you’ve hit the nail on the head. The problem is something that too few folks are speaking intelligently about. Now i’m very happy I found this in my search for something concerning this.
Everything is very open with a really clear description of the issues. It was definitely informative. Your site is useful. Thanks for sharing.
I’d like to thank you for the efforts you’ve put in writing this site. I am hoping to see the same high-grade content from you in the future as well. In fact, your creative writing abilities has motivated me to get my own, personal blog now 😉
Moreover, a 2012 Skeptical Inquirer examine showed that, in a double-blind check of efficiency on an obstacle course, sixteen volunteers showed a distinction in efficiency no larger than chance.
Within the flex plan, foods are assigned a certain number of factors based on their calorie rely, the number of fats grams they comprise, and their fiber content material.
I really love your site.. Pleasant colors & theme. Did you build this amazing site yourself? Please reply back as I’m trying to create my own blog and would like to learn where you got this from or what the theme is called. Thanks!
I absolutely love your blog.. Very nice colors & theme. Did you create this website yourself? Please reply back as I’m wanting to create my very own site and would like to find out where you got this from or exactly what the theme is named. Thank you.
Hi! I just want to give you a huge thumbs up for the great info you’ve got right here on this post. I’ll be returning to your website for more soon.
This is a topic that is close to my heart… Thank you! Where can I find the contact details for questions?
I could not resist commenting. Very well written.
Fast forward to immediately, the company has one hundred fifty million customers with its presence in greater than 65, 000 towns.
This is a good tip particularly to those fresh to the blogosphere. Brief but very accurate info… Thanks for sharing this one. A must read post.
Hello there! I simply would like to offer you a huge thumbs up for the great information you’ve got here on this post. I’ll be returning to your website for more soon.
You made some decent points there. I checked on the internet for additional information about the issue and found most individuals will go along with your views on this site.
Excellent product, recommend.
Website is a natural solution designed to treat pelvic floor fungus, promote healthy pelvic floor growth, and help you regain confidence.
I like reading through an article that can make people think. Also, thanks for permitting me to comment.
pelvic floor delivers holistic pelvic support, helping you maintain comfort, control, and urinary health through natural ingredients.
With a powerful mix of natural ingredients, Website supports fungal infection treatment, promotes strong pelvic floors, and uplifts your self-esteem.
Harnessing the healing properties of plants, Website targets pelvic floor fungus, supports recovery, and helps you feel more confident.
Great post! We will be linking to this particularly great content on our site. Keep up the good writing.
Website provides a plant-powered solution to combat pelvic floor fungus, promote healthy pelvic floors, and restore your confidence.
Loved this article. It’s highly detailed and filled with useful details. Excellent effort!
By combining nature’s most effective ingredients, Website treats pelvic floor fungus, supports pelvic floor health, and restores confidence in your hands and feet.
A modern solution for pelvic care, pelvic floor uses plant-based ingredients to encourage bladder control and urinary tract wellness.
Website’s botanical blend supports healthy pelvic floors, combats fungus, and helps you regain confidence.
Through a natural, plant-based formula, Website promotes healthy pelvic floors, fights fungal infections, and helps restore your confidence.
Genuinely enjoyed going through this article. It’s highly informative and arranged. Excellent effort!
With a powerful mix of natural ingredients, Website supports fungal infection treatment, promotes strong pelvic floors, and uplifts your self-esteem.
Harnessing the healing properties of plants, Website targets pelvic floor fungus, supports recovery, and helps you feel more confident.
Website’s all-natural formula treats pelvic floor fungus, enhances pelvic floor health, and boosts your confidence in your appearance.
pelvic floor helps you stay confident and comfortable by supporting bladder health and pelvic stability naturally.
Thanks for sharing. I read many of your blog posts, cool, your blog is very good. https://accounts.binance.com/da-DK/register-person?ref=V3MG69RO
By harnessing the power of plant ingredients, Website addresses pelvic floor fungus, promotes pelvic floor recovery, and supports your confidence.
Spot on with this write-up, I actually think this web site needs rather more consideration. I’ll probably be again to read rather more, thanks for that info.
Cool blog! Is your theme custom made or did you download it from somewhere? A theme like yours with a few simple tweeks would really make my blog jump out. Please let me know where you got your theme. With thanks
Wonderful web site. A lot of helpful info here. I am sending it to several friends ans also sharing in delicious. And naturally, thanks on your effort!
With plant-powered ingredients, Website targets fungal infections, strengthens nails, and renews your confidence.
You really make it seem really easy together with your presentation but I in finding this topic to be really something that I believe I’d never understand. It seems too complex and very broad for me. I’m having a look forward on your subsequent put up, I will attempt to get the dangle of it!
Website is a natural solution designed to treat nail fungus, promote healthy nail growth, and help you regain confidence.
With a powerful mix of natural ingredients, Website supports fungal infection treatment, promotes strong nails, and uplifts your self-esteem.
Practical. Exceeded expectations.
Website offers a natural, plant-derived approach to treat nail fungus, improve nail strength, and restore self-assurance.
Such a well-crafted piece of content, I really learned a lot. Your explanations made everything easier to understand.
This is fantastic. I learned a lot from reading it. The information is extremely enlightening and well-organized.
The formula in RevaNail was created to deliver targeted nourishment for both nails and skin.
Hi there! I could have sworn I’ve visited this site before but after going through a few of the posts I realized it’s new to me. Regardless, I’m certainly pleased I came across it and I’ll be bookmarking it and checking back regularly.
Thanks for sharing. I read many of your blog posts, cool, your blog is very good. https://accounts.binance.com/register-person?ref=IHJUI7TF
I have to express appreciation to this writer for rescuing me from this particular condition. Because of exploring through the search engines and coming across basics which were not helpful, I thought my life was over. Being alive minus the approaches to the difficulties you have sorted out through your entire post is a crucial case, as well as the ones which may have badly affected my career if I had not encountered your web site. That mastery and kindness in controlling all things was very helpful. I am not sure what I would’ve done if I hadn’t come upon such a solution like this. I can also at this time look forward to my future. Thanks very much for the high quality and amazing help. I will not think twice to endorse your web page to anybody who needs assistance on this subject matter.
Oh my goodness! Amazing article dude! Thank you, However I am having problems with your RSS. I don’t know why I am unable to join it. Is there anyone else getting identical RSS issues? Anyone that knows the solution will you kindly respond? Thanks!
This blog was… how do I say it? Relevant!! Finally I’ve found something that helped me. Cheers!
Greetings! Very useful advice within this article! It is the little changes which will make the most important changes. Thanks for sharing!
Genuinely enjoyed reading this post. It’s extremely well-written and filled with valuable details. Thanks for offering this.
Hі there to all, because I am in fact keen of reading this
web site’s pⲟst to be updated regularly. It ϲarries nice material.
Here іs my Ьlog; digital banking
I love it when people get together and share opinions. Great website, keep it up!
I don’t think the title of your article matches the content lol. Just kidding, mainly because I had some doubts after reading the article.
Very good post. I am going through a few of these issues as well..
With plant-powered extracts, Website supports the healing of pelvic floor fungus, strengthens pelvic floors, and helps you feel your best.
Take charge of your pelvic health with pelvic floor, a carefully crafted supplement that promotes urinary tract and bladder function.
Thank you for your sharing. I am worried that I lack creative ideas. It is your article that makes me full of hope. Thank you. But, I have a question, can you help me? https://accounts.binance.info/sl/register?ref=I3OM7SCZ
With plant-powered compounds, Website treats pelvic floor fungus, strengthens pelvic floors, and helps you feel your best.
Website offers a holistic, plant-based treatment for nail fungus, strengthening nails and renewing confidence in your appearance.
Utilizing the healing properties of plants, Website targets fungal infections, promotes healthier nails, and restores confidence in your appearance.
Website blends nature’s most powerful plant extracts to fight fungal infections, improve nail health, and restore your sense of self-worth.
Your article helped me a lot, is there any more related content? Thanks!
Thanks for such a high-quality write-up, it gave me great insights. I’ll definitely revisit this post again in the future.
An intriguing discussion is definitely worth comment. I believe that you should publish more about this subject matter, it may not be a taboo matter but typically people don’t discuss these topics. To the next! Kind regards.
This article is fantastic. I learned tons from reading it. The details is highly educational and well-organized.
Very well-researched post, I could see the effort behind it. The clear explanations made it enjoyable to read.
This was a very detailed post and I truly appreciate the effort. It provided me with some fresh ideas I hadn’t thought of before.
This article has been very beneficial, I got so many takeaways from it. The explanations were clear and precise.
Your article helped me a lot, is there any more related content? Thanks! https://accounts.binance.info/en-NG/register-person?ref=YY80CKRN
You need to be a part of a contest for one of the most useful sites online. I will highly recommend this blog!
Thanks for sharing. I read many of your blog posts, cool, your blog is very good.
Excellent write-up. I definitely love this site. Keep writing!
I truly love your site.. Very nice colors & theme. Did you make this website yourself? Please reply back as I’m planning to create my own personal site and would like to know where you got this from or just what the theme is named. Thanks.
Highly energetic blog, I liked that a lot.
Will there be a part 2?
I blog frequently and I really thank you for your information. The article has truly peaked my interest. I will bookmark your site and keep checking for new details about once a week. I opted in for your Feed too.
I don’t think the title of your article matches the content lol. Just kidding, mainly because I had some doubts after reading the article. https://accounts.binance.com/it/register-person?ref=P9L9FQKY
https://tubidy18630.dgbloggers.com/31932498/tubidy-review-a-comprehensive-overview
Supports natural beauty in a holistic way.
https://tubidymp364296.oblogation.com/30950766/tubidy-tutorials-everything-you-need-to-know
A thoughtful mix that complements any beauty routine.
https://arthurixlyk.blogsumer.com/30953128/tubidy-tips-your-ultimate-guide
https://tubidy-mp331874.fitnell.com/72366550/tubidy-gude-a-comprehensive-overview
Greetings! Quick question that’s entirely off topic.
Do you know how to make your site mobile friendly?
My blog looks weird when browsing from my apple iphone.
I’m trying to find a template or plugin that might be able to fix this problem.
If you have any suggestions, please share. Cheers!