Wir fertigen Pulversprühwand mit Filterpatronen für unsere Kunden in Deutschland, Österreich und der Schweiz. Guter Preis und lange Lebensdauer
Eine Pulversprühwand ist eine Art Pulverbeschichtungsanlage, die für die Beschichtung von Werkstücken jeder Größe und Form geeignet ist. Sie besteht aus einer Wand, an der mehrere Düsen angebracht sind, die das Pulver auf das Werkstück sprühen.
Pulversprühwände sind eine kostengünstige und effiziente Möglichkeit, Werkstücke zu beschichten. Sie sind auch eine umweltfreundliche Option, da sie keine Lösemittel verwenden.
Pulversprühwände werden in verschiedenen Branchen verwendet, darunter:
Metallverarbeitung: Pulverbeschichtungen sind eine beliebte Wahl für die Beschichtung von Metallen, da sie resistent gegen Korrosion und Verschleiß sind.
Kunststoffverarbeitung: Pulverbeschichtungen können auch für die Beschichtung von Kunststoffen verwendet werden. Sie bieten einen guten Schutz vor UV-Strahlung und bieten eine Vielzahl von Farboptionen.
Holzverarbeitung: Pulverbeschichtungen können auch für die Beschichtung von Holz verwendet werden. Sie bieten einen guten Schutz vor Feuchtigkeit und Abrieb.
Pulversprühwände sind in verschiedenen Größen und Ausführungen erhältlich. Die Größe der Wand hängt von der Größe der zu beschichtenden Werkstücke ab. Die Ausführung der Wand hängt von den Anforderungen der jeweiligen Anwendung ab.
Die Vorteile von Pulversprühwänden sind:
Kostengünstig: Pulversprühwände sind eine kostengünstige Möglichkeit, Werkstücke zu beschichten.
Effizient: Pulversprühwände sind eine effiziente Möglichkeit, Werkstücke zu beschichten.
Umweltfreundlich: Pulversprühwände verwenden keine Lösemittel.
Die Nachteile von Pulversprühwänden sind:
Können für komplexe Werkstücke ungeeignet sein: Pulversprühwände können für komplexe Werkstücke ungeeignet sein, die eine gleichmäßige Beschichtung erfordern.
Können Staub und Abgase erzeugen: Pulversprühwände können Staub und Abgase erzeugen, die durch eine gute Belüftung minimiert werden können.
Hier sind einige Tipps für die Verwendung einer Pulversprühwand:
Reinigen Sie die Werkstücke vor dem Beschichten.
Verwenden Sie das richtige Pulver für die jeweilige Anwendung.
Befolgen Sie die Anweisungen des Herstellers.
Durch die Einhaltung dieser Tipps können Sie eine qualitativ hochwertige Pulverbeschichtung erzielen.
Pulversprühwand
Eine Pulversprühwand ist eine Einrichtung in einer Pulverbeschichtungsanlage, die dazu dient, das Sprühverfahren für die Pulverapplikation zu kontrollieren und überschüssiges Pulver während des Beschichtungsvorgangs zu erfassen. Die Pulversprühwand spielt eine wichtige Rolle bei der Schaffung einer kontrollierten Umgebung, um eine gleichmäßige und präzise Pulverbeschichtung zu gewährleisten. Hier sind einige Merkmale und Funktionen einer Pulversprühwand:
1. Kabine oder geschlossener Raum:
Die Pulversprühwand befindet sich normalerweise innerhalb einer Kabine oder einem geschlossenen Raum, um das Pulver während des Sprühens zu enthalten und eine saubere Umgebung zu schaffen.
2. Wände und Decke:
Die Wände und die Decke der Sprühwand sind mit speziellen Materialien beschichtet, die das Pulver reflektieren und eine gleichmäßige Verteilung auf den Werkstücken fördern.
3. Pulverauftragssystem:
Die Pulverbeschichtungspistolen sind so angeordnet, dass sie das Pulver auf die Werkstücke richten. Die Positionierung und Anzahl der Pistolen können je nach Anforderungen variieren.
4. Luftstromsystem:
Ein kontrolliertes Luftstromsystem sorgt für die Ablenkung des überschüssigen Pulvers in Richtung der Pulverrückgewinnungseinheiten und verhindert, dass es in die Umgebung gelangt.
5. Pulverrückgewinnung:
Ein Pulverrückgewinnungssystem fängt das überschüssige Pulver ab, das nicht auf den Werkstücken haftet. Dieses aufgefangene Pulver kann wiederverwendet werden.
6. Filtersystem:
Ein Filtersystem sorgt dafür, dass die Luft, die aus der Pulversprühwand austritt, gereinigt wird, um sicherzustellen, dass keine schädlichen Partikel in die Umgebung gelangen.
7. Elektrostatische Aufladung (optional):
Einige Pulversprühwände verwenden elektrostatische Aufladung, um das Pulver aufzuladen, was zu einer besseren Haftung auf den Werkstücken führt.
8. Steuerungssystem:
Ein Steuerungssystem überwacht und regelt den gesamten Ablauf der Pulverbeschichtung in der Sprühwand, einschließlich der Luftströmung, Pulvermenge und anderen Parametern.
9. Schneller Farbwechsel (optional): – Fortschrittliche Pulversprühwände können Optionen für einen schnellen Farbwechsel bieten, um den Produktionsprozess bei Bedarf flexibler zu gestalten.
10. Reinigungssystem: – Einige Sprühwände verfügen über automatische Reinigungssysteme, um die Reinigung zwischen verschiedenen Farben oder Beschichtungsmaterialien zu erleichtern.
11. Inspektion und Zugang: – Die Sprühwand kann über Inspektionsöffnungen oder Zugangstüren verfügen, um Wartungsarbeiten und Inspektionen zu erleichtern.
Pulversprühwände sind entscheidende Elemente in fortschrittlichen Pulverbeschichtungsanlagen, die eine hohe Qualität und Effizienz der Beschichtung gewährleisten. Sie ermöglichen eine präzise Kontrolle des Sprühprozesses und sorgen für eine saubere, kontrollierte Umgebung, um den Anforderungen verschiedener Beschichtungsanwendungen gerecht zu werden.
Metallverarbeitung
Metallverarbeitung ist die Herstellung und Bearbeitung von Werkstücken aus Metallen nach vorgegebenen geometrischen Bestimmungsgrößen (unter Einhaltung bestimmter Toleranzen und Oberflächengüten) und deren Zusammenbau zu funktionsfähigen Erzeugnissen. Die Metallverarbeitung ist ein Teilbereich der Fertigungstechnik.
Die Metallverarbeitung umfasst eine Vielzahl von Verfahren, die in zwei Hauptgruppen unterteilt werden können:
Urformen: Das Urformen ist ein Verfahren, bei dem aus einem formlosen Ausgangsstoff ein fester Körper hergestellt wird. Dazu gehören Verfahren wie Gießen, Schmieden, Strangpressen und Walzen.
Umformen: Das Umformen ist ein Verfahren, bei dem die Form eines festen Körpers durch plastische Verformung verändert wird. Dazu gehören Verfahren wie Biegen, Rollen, Schneiden und Bohren.
Die Metallverarbeitung wird in einer Vielzahl von Branchen eingesetzt, darunter:
Maschinenbau: Die Metallverarbeitung wird im Maschinenbau zur Herstellung von Maschinen und Anlagen verwendet.
Automobilbau: Die Metallverarbeitung wird im Automobilbau zur Herstellung von Fahrzeugen verwendet.
Bauwesen: Die Metallverarbeitung wird im Bauwesen zur Herstellung von Bauteilen und Konstruktionen verwendet.
Elektrotechnik: Die Metallverarbeitung wird in der Elektrotechnik zur Herstellung von elektrischen Komponenten und Geräten verwendet.
Die Metallverarbeitung ist ein wichtiger Teil der modernen Industrie. Sie ermöglicht die Herstellung von hochwertigen und zuverlässigen Produkten, die in vielen Bereichen unseres Lebens eingesetzt werden.
Hier sind einige der wichtigsten Verfahren der Metallverarbeitung:
Gießen: Bei diesem Verfahren wird das Metall in eine Form gegossen und erstarrt dort.
Schmieden: Bei diesem Verfahren wird das Metall unter Hitze und Druck in die gewünschte Form gebracht.
Strangpressen: Bei diesem Verfahren wird das Metall durch eine Matrize gepresst, um einen profilierten Strang herzustellen.
Walzen: Bei diesem Verfahren wird das Metall zwischen zwei Walzen durchgepresst, um es zu einer Platte, einem Blech oder einem Rohr zu formen.
Biegen: Bei diesem Verfahren wird das Metall durch Biegen in eine neue Form gebracht.
Rollen: Bei diesem Verfahren wird das Metall durch Rollen in eine neue Form gebracht.
Schneiden: Bei diesem Verfahren wird das Metall durch Schneiden in zwei Teile getrennt.
Bohren: Bei diesem Verfahren wird ein Loch in das Metall gebohrt.
Die Metallverarbeitung ist ein komplexes und vielseitiges Feld. Es gibt eine Vielzahl von Verfahren und Techniken, die zur Herstellung von Metallteilen verwendet werden können. Die Wahl des richtigen Verfahrens hängt von den Anforderungen des jeweiligen Teils ab.
Kunststoffverarbeitung
Die Kunststoffverarbeitung ist die Herstellung von Produkten aus Kunststoffen. Kunststoffe sind synthetische Polymere, die aus Erdöl oder anderen fossilen Brennstoffen hergestellt werden. Sie sind leicht, haltbar und kostengünstig, was sie zu einer beliebten Wahl für eine Vielzahl von Anwendungen macht.
Die Kunststoffverarbeitung umfasst eine Vielzahl von Verfahren, die in zwei Hauptgruppen unterteilt werden können:
Urformverfahren: Bei Urformverfahren wird aus einem formlosen Ausgangsstoff ein fester Körper hergestellt. Dazu gehören Verfahren wie Spritzgießen, Extrusion und Kalandrieren.
Umformverfahren: Bei Umformverfahren wird die Form eines festen Körpers durch plastische Verformung verändert. Dazu gehören Verfahren wie Blasformen, Tiefziehen und Thermoformen.
Die Kunststoffverarbeitung wird in einer Vielzahl von Branchen eingesetzt, darunter:
Automobilbau: Kunststoffe werden im Automobilbau für Karosserieteile, Innenausstattungsteile und andere Komponenten verwendet.
Elektrotechnik: Kunststoffe werden in der Elektrotechnik für Kabel, Stecker und andere Komponenten verwendet.
Verpackungsindustrie: Kunststoffe werden in der Verpackungsindustrie für Lebensmittelverpackungen, Getränkeverpackungen und andere Verpackungen verwendet.
Medizintechnik: Kunststoffe werden in der Medizintechnik für Implantate, Geräte und andere medizinische Produkte verwendet.
Die Kunststoffverarbeitung ist ein wichtiger Teil der modernen Industrie. Sie ermöglicht die Herstellung von hochwertigen und zuverlässigen Produkten, die in vielen Bereichen unseres Lebens eingesetzt werden.
Hier sind einige der wichtigsten Verfahren der Kunststoffverarbeitung:
Spritzgießen: Bei diesem Verfahren wird der Kunststoff in einer Form unter Druck gegossen und erstarrt dort.
Extrusion: Bei diesem Verfahren wird der Kunststoff durch eine Matrize gepresst, um ein profiliertes Produkt herzustellen.
Kalandrieren: Bei diesem Verfahren wird der Kunststoff zwischen zwei Walzen durchgepresst, um eine Platte, ein Blech oder ein Rohr herzustellen.
Blasformen: Bei diesem Verfahren wird der Kunststoff in eine Form geblasen, um ein hohle Form herzustellen.
Tiefziehen: Bei diesem Verfahren wird der Kunststoff in eine Form gezogen, um eine flache Form in eine dreidimensionale Form zu verwandeln.
Thermoformen: Bei diesem Verfahren wird der Kunststoff erhitzt und dann in eine Form gepresst, um eine dreidimensionale Form herzustellen.
Die Kunststoffverarbeitung ist ein komplexes und vielseitiges Feld. Es gibt eine Vielzahl von Verfahren und Techniken, die zur Herstellung von Kunststoffprodukten verwendet werden können. Die Wahl des richtigen Verfahrens hängt von den Anforderungen des jeweiligen Produkts ab.
Vorteile der Kunststoffverarbeitung:
Leicht: Kunststoffe sind im Allgemeinen leichter als Metalle oder andere Materialien, was sie zu einer guten Wahl für Anwendungen macht, bei denen Gewicht eine Rolle spielt.
Haltbarkeit: Kunststoffe sind in der Regel langlebig und können hohen Belastungen standhalten.
Kostengünstig: Kunststoffe sind im Allgemeinen kostengünstiger als andere Materialien wie Metalle oder Glas.
Nachteile der Kunststoffverarbeitung:
Brandgefahr: Kunststoffe können brennen, was ein Sicherheitsrisiko darstellen kann.
Umweltbelastung: Die Herstellung von Kunststoffen kann zu Umweltverschmutzung führen.
Zukunft der Kunststoffverarbeitung:
Die Kunststoffverarbeitung ist ein sich schnell entwickelndes Feld. Neue Technologien und Verfahren werden ständig entwickelt, um die Herstellung von Kunststoffprodukten effizienter und nachhaltiger zu machen.
Holzverarbeitung
Holzverarbeitung ist die Herstellung und Bearbeitung von Werkstücken aus Holz. Holz ist ein natürlicher Rohstoff, der seit Jahrhunderten für die Herstellung von Möbeln, Bauteilen, Werkzeugen und anderen Gegenständen verwendet wird.
Die Holzverarbeitung umfasst eine Vielzahl von Verfahren, die in zwei Hauptgruppen unterteilt werden können:
Urformen: Bei Urformverfahren wird aus einem formlosen Ausgangsstoff ein fester Körper hergestellt. Dazu gehören Verfahren wie Sägen, Hobeln, Fräsen und Bohren.
Umformen: Bei Umformverfahren wird die Form eines festen Körpers durch plastische Verformung verändert. Dazu gehören Verfahren wie Biegen, Drechseln und Furnieren.
Die Holzverarbeitung wird in einer Vielzahl von Branchen eingesetzt, darunter:
Möbelindustrie: Die Holzverarbeitung wird in der Möbelindustrie zur Herstellung von Möbeln verwendet.
Bauindustrie: Die Holzverarbeitung wird in der Bauindustrie zur Herstellung von Bauteilen verwendet.
Instrumentenbau: Die Holzverarbeitung wird im Instrumentenbau zur Herstellung von Musikinstrumenten verwendet.
Spielzeugindustrie: Die Holzverarbeitung wird in der Spielzeugindustrie zur Herstellung von Spielzeugen verwendet.
Die Holzverarbeitung ist ein wichtiger Teil der modernen Industrie. Sie ermöglicht die Herstellung von hochwertigen und langlebigen Produkten aus einem natürlichen Rohstoff.
Hier sind einige der wichtigsten Verfahren der Holzverarbeitung:
Sägen: Bei diesem Verfahren wird das Holz mit einer Säge in Stücke geschnitten.
Hobel: Bei diesem Verfahren wird das Holz mit einem Hobel geglättet.
Fräsen: Bei diesem Verfahren wird das Holz mit einem Fräser bearbeitet.
Bohren: Bei diesem Verfahren wird ein Loch in das Holz gebohrt.
Biegen: Bei diesem Verfahren wird das Holz durch Biegen in eine neue Form gebracht.
Drechseln: Bei diesem Verfahren wird das Holz auf einer Drehbank in eine dreidimensionale Form gebracht.
Furnier: Bei diesem Verfahren wird eine dünne Schicht Holz auf ein anderes Material aufgebracht.
Die Holzverarbeitung ist ein komplexes und vielseitiges Feld. Es gibt eine Vielzahl von Verfahren und Techniken, die zur Herstellung von Holzprodukten verwendet werden können. Die Wahl des richtigen Verfahrens hängt von den Anforderungen des jeweiligen Produkts ab.
Vorteile der Holzverarbeitung:
Nachhaltigkeit: Holz ist ein erneuerbarer Rohstoff, der aus nachhaltig bewirtschafteten Wäldern stammt.
Natürlichkeit: Holz ist ein natürliches Material, das sich gut anfühlt und aussieht.
Vielseitigkeit: Holz kann für eine Vielzahl von Anwendungen verwendet werden.
Nachteile der Holzverarbeitung:
Brandgefahr: Holz ist ein brennbarer Stoff.
Verrottung: Holz ist anfällig für Verrottung.
Insektenbefall: Holz kann von Insekten befallen werden.
Zukunft der Holzverarbeitung:
Die Holzverarbeitung ist ein sich entwickelndes Feld. Neue Technologien und Verfahren werden ständig entwickelt, um die Herstellung von Holzprodukten effizienter und nachhaltiger zu machen.
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sich durch seine umweltfreundlichen Eigenschaften und Langlebigkeit der Beschichtung auszeichnet. Im Gegensatz zu herkömmlichen flüssigen Beschichtungen werden bei der Pulverbeschichtung trockene Pulverpartikel elektrostatisch auf die Oberfläche eines Werkstücks aufgebracht. Anschließend wird das Pulver in einem Ofen erhitzt, wodurch es schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Vorteile der Pulverbeschichtung umfassen:
Umweltfreundlichkeit: Keine Lösungsmittel und geringere Emissionen von flüchtigen organischen Verbindungen (VOC).
Effizienz: Hohe Materialausnutzung und weniger Abfall.
Robustheit: Gute Beständigkeit gegen chemische, mechanische und Witterungseinflüsse.
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen sind zentraler Bestandteil des Pulverbeschichtungsprozesses und umfassen die komplette Infrastruktur, die zur Anwendung von Pulverbeschichtungen erforderlich ist. Diese Anlagen sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedlichen industriellen Anforderungen gerecht zu werden.
Typen von Pulverbeschichtungsanlagen:
Manuelle Pulverbeschichtungsanlagen: Ideal für kleinere Betriebe oder spezialisierte Anwendungen, bei denen Flexibilität gefordert ist. Sie bestehen aus einer Pulverkabine, einem Pulvergerät und einem Einbrennofen.
Halbautomatische Anlagen: Kombinieren manuelle und automatische Prozesse, um eine höhere Effizienz bei mittleren Produktionsvolumina zu erreichen. Diese Anlagen bieten eine gute Balance zwischen Flexibilität und Automatisierung.
Vollautomatische Pulverbeschichtungsanlagen: Entwickelt für Großserienproduktionen. Diese Anlagen sind vollständig automatisiert und beinhalten Fördersysteme, automatische Pistolen und integrierte Steuerungssysteme, um hohe Produktionsgeschwindigkeiten und gleichbleibende Qualität zu gewährleisten.
Pulverkabinen
Pulverkabinen für Hand- und Automatikbeschichtung
Pulverkabinen sind spezielle Räume oder Gehäuse, in denen der Pulverbeschichtungsprozess stattfindet. Sie spielen eine entscheidende Rolle bei der Gewährleistung einer sauberen und kontrollierten Umgebung für die Pulverbeschichtung.
Typen von Pulverkabinen:
Offene Kabinen: Diese Kabinen sind ideal für kleine bis mittlere Anwendungen. Sie bieten einen offenen Zugang für den Bediener, sind jedoch weniger effektiv bei der Kontrolle von Overspray.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und minimieren Overspray durch integrierte Luftführungssysteme. Geschlossene Kabinen sind in der Regel effizienter und sicherer.
Selbstreinigende Kabinen: Ausgestattet mit automatischen Reinigungssystemen, die den Farbwechsel und die Wartung erleichtern. Diese Kabinen sind besonders nützlich in Anwendungen mit häufigem Farbwechsel.
Sicherheits- und Umweltaspekte: Pulverkabinen sind so konzipiert, dass sie die Sicherheit der Bediener gewährleisten und die Umweltbelastung minimieren. Dazu gehören Belüftungssysteme, Filter zur Partikelabscheidung und Schutzvorrichtungen, die den Kontakt mit dem Pulver verhindern.
Einbrennöfen
Einbrennofen Elektrisch
Der Einbrennofen ist ein unverzichtbarer Bestandteil des Pulverbeschichtungsprozesses, da er die notwendigen Temperaturen bereitstellt, um das aufgetragene Pulver zu einer harten, widerstandsfähigen Oberfläche zu verschmelzen.
Typen von Einbrennöfen:
Chargenöfen: Ideal für kleinere Produktionen oder variierende Chargengrößen. Diese Öfen sind flexibel und können unterschiedliche Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien, bei denen hohe Durchsatzraten erforderlich sind. Teile werden auf einem Förderband durch den Ofen transportiert, was eine konstante Verarbeitung ermöglicht.
Energieeffizienz und Temperatursteuerung: Moderne Einbrennöfen sind energieeffizient und bieten präzise Temperaturregelung, um gleichbleibende Beschichtungsqualität zu gewährleisten. Technologien wie Wärmerückgewinnungssysteme und fortschrittliche Isolierung tragen zur Reduzierung des Energieverbrauchs bei.
Pulvergeräte
Pulverbeschichtungspistole
Pulvergeräte sind für die Anwendung der Pulverbeschichtung unerlässlich. Sie bestehen aus verschiedenen Komponenten, die zusammenarbeiten, um das Pulver gleichmäßig und effizient auf die Oberfläche des Werkstücks aufzubringen.
Arten von Pulvergeräten:
Elektrostatische Sprühpistolen: Verwenden Hochspannung, um Pulverpartikel elektrostatisch aufzuladen, was eine gleichmäßige Verteilung und Haftung auf dem Werkstück fördert.
Pulverförderer: Transportieren das Pulver vom Vorratsbehälter zur Sprühpistole. Sie sind entscheidend für die Konsistenz und Effizienz des Beschichtungsprozesses.
Elektrostatik spielt eine zentrale Rolle bei der Pulverbeschichtung, da sie die Anziehungskraft zwischen den Pulverpartikeln und der Oberfläche erhöht und so eine gleichmäßige Beschichtung ermöglicht.
Auswahlkriterien für Pulvergeräte umfassen:
Kompatibilität: Passend für die spezifischen Anforderungen der Anwendung.
Flexibilität: Anpassungsfähigkeit an unterschiedliche Werkstückgrößen und -formen.
Effizienz: Hohe Materialausnutzung und minimierter Pulververbrauch.
Automatische Pulverbeschichtungsanlagen
Automatische Pulverbeschichtungsanlagen bieten zahlreiche Vorteile, insbesondere in Bezug auf Effizienz und Konsistenz. Sie sind ideal für Großserienproduktionen und tragen zur Senkung der Betriebskosten bei.
Vorteile der Automatisierung:
Erhöhte Produktivität: Automatische Systeme können kontinuierlich arbeiten und so die Produktionskapazität erheblich steigern.
Gleichbleibende Qualität: Minimierung von Fehlern und Variabilität durch präzise Steuerung der Beschichtungsparameter.
Kostenersparnis: Reduzierung der Arbeitskosten und des Materialverbrauchs durch optimierte Prozesse.
Komponenten und Funktionsweise:
Fördersysteme: Transportieren Werkstücke automatisch durch den Beschichtungsprozess.
Automatische Sprühpistolen: Verteilen das Pulver gleichmäßig auf den Werkstücken.
Integrierte Steuerungssysteme: Überwachen und steuern alle Aspekte des Beschichtungsprozesses, einschließlich Temperatur, Sprühzeit und Pulvermenge.
Ersatzteile für Pulverbeschichtungsanlagen
Ersatzteile sind entscheidend für die Wartung und Langlebigkeit von Pulverbeschichtungsanlagen. Regelmäßige Wartung und der rechtzeitige Austausch von Verschleißteilen sind unerlässlich, um Ausfallzeiten zu minimieren und die Effizienz der Anlagen aufrechtzuerhalten.
Wichtige Ersatzteile und ihre Funktionen:
Sprühdüsen: Stellen die gleichmäßige Verteilung des Pulvers sicher.
Filter: Entfernen überschüssige Pulverpartikel aus der Kabinenluft.
Förderbänder: Transportieren die Werkstücke durch den Beschichtungsprozess.
Wartung und Instandhaltung:
Regelmäßige Inspektionen: Identifizieren potenzielle Probleme frühzeitig und ermöglichen rechtzeitige Reparaturen.
Ersatzteilmanagement: Sicherstellung der Verfügbarkeit von Ersatzteilen zur Minimierung von Ausfallzeiten.
Zukunft der Pulverbeschichtungstechnologie
Pulverfördersystem
Die Pulverbeschichtungstechnologie entwickelt sich kontinuierlich weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Zu den wichtigsten Trends und Entwicklungen gehören:
Nachhaltigkeit: Einsatz umweltfreundlicher Materialien und Verfahren zur Reduzierung des ökologischen Fußabdrucks.
Fortschrittliche Materialien: Entwicklung neuer Pulverformeln, die verbesserte Eigenschaften wie Korrosionsbeständigkeit und UV-Stabilität bieten.
Digitalisierung: Integration von IoT und datenbasierten Lösungen zur Optimierung des Beschichtungsprozesses und zur Verbesserung der Qualitätssicherung.
Fazit
Pulverbeschichtungsanlagen und ihre Komponenten sind ein wesentlicher Bestandteil moderner Produktionsprozesse. Sie bieten eine umweltfreundliche, effiziente und langlebige Lösung für die Oberflächenveredelung. Durch die ständige Weiterentwicklung der Technologie und den Einsatz von Automatisierung können Unternehmen ihre Effizienz steigern und gleichzeitig die Qualität ihrer Produkte sicherstellen.
Ich hoffe, dieser umfassende Überblick über Pulverbeschichtungsanlagen und verwandte Komponenten ist hilfreich. Wenn Sie weitere Informationen oder spezifische Details zu einem bestimmten Abschnitt wünschen, lassen Sie es mich bitte wissen!
Wie lange hält Pulverbeschichtung?
Aktuelle Entwicklungen und Innovationen
Die Haltbarkeit einer Pulverbeschichtung kann je nach Anwendung, Umgebung und Qualität der Beschichtung stark variieren. Hier sind einige Faktoren, die die Lebensdauer einer Pulverbeschichtung beeinflussen können:
Faktoren, die die Haltbarkeit beeinflussen:
Qualität des Pulvers:
Pulverformulierung: Hochwertige Pulverlacke bieten in der Regel eine längere Haltbarkeit und bessere Widerstandsfähigkeit gegen Umwelteinflüsse.
UV-Stabilität: Speziell formulierte Pulverlacke mit UV-Schutz verlängern die Lebensdauer bei Anwendungen im Freien.
Vorbereitung der Oberfläche:
Reinigung: Eine gründliche Reinigung der Oberfläche vor der Beschichtung ist entscheidend, um eine gute Haftung des Pulvers zu gewährleisten.
Vorbehandlung: Verfahren wie das Phosphatieren oder Sandstrahlen verbessern die Haftung und Korrosionsbeständigkeit.
Bedingungen der Anwendung:
Innen- vs. Außenanwendung: Pulverbeschichtungen im Innenbereich können Jahrzehnte halten, während Beschichtungen im Außenbereich stärker durch UV-Strahlung, Feuchtigkeit und Temperaturschwankungen beansprucht werden.
Mechanische Belastung: Starke mechanische Belastungen oder Abnutzung können die Lebensdauer der Beschichtung verkürzen.
Betriebsumgebung:
Korrosive Umgebungen: In Industriegebieten oder maritimen Umgebungen kann die Lebensdauer aufgrund der erhöhten Korrosionsgefahr kürzer sein.
Witterungseinflüsse: Regionen mit extremen Wetterbedingungen können die Lebensdauer der Pulverbeschichtung verkürzen.
Beschichtungsdicke:
Eine angemessene Schichtdicke ist wichtig, um eine gleichmäßige Abdeckung und ausreichenden Schutz zu gewährleisten.
Typische Lebensdauer
Innenanwendungen: Pulverbeschichtungen, die in Innenbereichen aufgebracht werden, können oft 15-20 Jahre oder länger halten, da sie weniger extremen Bedingungen ausgesetzt sind.
Außenanwendungen: Bei Außenanwendungen hängt die Lebensdauer stark von den Umweltbedingungen ab, kann jedoch typischerweise zwischen 5 und 10 Jahren liegen. Hochwertige Pulverbeschichtungen, die speziell für den Außenbereich entwickelt wurden, können bis zu 15 Jahre oder länger halten, wenn sie regelmäßig gewartet werden.
Industrieanwendungen: In industriellen Anwendungen, die häufig aggressiven Chemikalien oder starker mechanischer Beanspruchung ausgesetzt sind, kann die Lebensdauer kürzer sein und erfordert häufigere Inspektionen und Wartungen.
Verlängerung der Haltbarkeit
Um die Lebensdauer der Pulverbeschichtung zu maximieren, sind folgende Maßnahmen empfehlenswert:
Regelmäßige Inspektion und Wartung: Frühe Erkennung von Schäden und rechtzeitige Reparaturen können die Haltbarkeit erheblich verlängern.
Vermeidung von physikalischen Schäden: Sorgfältiger Umgang mit beschichteten Oberflächen reduziert das Risiko von Kratzern und Abplatzungen.
Schutz vor chemischen Einflüssen: Vermeidung von Kontakt mit aggressiven Chemikalien und Reinigungsmitteln, die die Beschichtung angreifen könnten.
Fazit
Die Pulverbeschichtung ist eine langlebige und widerstandsfähige Methode zur Oberflächenveredelung, die bei richtiger Anwendung und Wartung viele Jahre halten kann. Die tatsächliche Lebensdauer hängt jedoch von zahlreichen Faktoren ab, einschließlich der Qualität des Pulvers, der Vorbereitung der Oberfläche und den Umgebungsbedingungen, denen die beschichteten Teile ausgesetzt sind.
Wartungstipps für Anlagen
Pulverpistole
Um die Langlebigkeit und Effizienz von Pulverbeschichtungsanlagen zu gewährleisten, ist eine regelmäßige Wartung entscheidend. Hier sind einige Wartungstipps, die Ihnen helfen, die Leistung Ihrer Anlagen zu maximieren und Ausfallzeiten zu minimieren:
1. Allgemeine Inspektion
Regelmäßige Überprüfungen: Führen Sie wöchentliche oder monatliche Inspektionen der gesamten Anlage durch, um sicherzustellen, dass alle Komponenten ordnungsgemäß funktionieren.
Sichtprüfung: Überprüfen Sie auf sichtbare Abnutzung, Schäden oder lose Teile, die die Funktion beeinträchtigen könnten.
2. Pulverkabinen
Filterwartung:
Reinigung oder Austausch: Reinigen oder ersetzen Sie die Filter regelmäßig, um eine effiziente Luftführung und Partikelabscheidung zu gewährleisten.
Filtertypen beachten: Verwenden Sie immer die vom Hersteller empfohlenen Filtertypen.
Kabinenreinigung:
Regelmäßige Reinigung: Halten Sie die Kabinenwände und -böden sauber, um Ansammlungen von überschüssigem Pulver zu vermeiden.
Staubabsaugung: Stellen Sie sicher, dass die Absauganlage regelmäßig geleert und gewartet wird, um eine optimale Funktion zu gewährleisten.
3. Einbrennöfen
Temperaturüberwachung:
Regelmäßige Kalibrierung: Überprüfen Sie regelmäßig die Kalibrierung der Temperatursteuerung, um eine gleichbleibende Beschichtungsqualität sicherzustellen.
Thermoelemente prüfen: Überprüfen Sie die Thermoelemente auf Genauigkeit und Funktionstüchtigkeit.
Ofenreinigung:
Innenreinigung: Entfernen Sie regelmäßig Rückstände und Ablagerungen im Inneren des Ofens, um die Effizienz zu erhalten.
Dichtungen überprüfen: Überprüfen Sie die Dichtungen an Türen und Durchgängen auf Abnutzung und tauschen Sie sie bei Bedarf aus.
4. Pulvergeräte
Sprühpistolenwartung:
Düsenreinigung: Reinigen Sie die Düsen regelmäßig, um Verstopfungen und ungleichmäßige Sprühmuster zu vermeiden.
Ersatzteile prüfen: Halten Sie Ersatzdüsen und andere Verschleißteile bereit, um Ausfallzeiten zu minimieren.
Pulverförderer:
Reinigungsintervalle: Reinigen Sie die Pulverförderer, um Blockaden zu verhindern und eine gleichmäßige Pulverzufuhr zu gewährleisten.
Antriebssysteme warten: Überprüfen Sie regelmäßig die Antriebe und Lager auf Verschleiß und tauschen Sie sie bei Bedarf aus.
5. Fördersysteme
Kettenspannung und Schmierung:
Spannung überprüfen: Kontrollieren Sie die Spannung der Förderketten und passen Sie sie bei Bedarf an, um einen reibungslosen Betrieb zu gewährleisten.
Schmierung: Schmieren Sie alle beweglichen Teile regelmäßig, um Verschleiß zu minimieren.
Lagerwartung:
Überprüfung der Lager: Überprüfen Sie die Lager auf Abnutzung und tauschen Sie sie bei Bedarf aus.
Schmiermittel verwenden: Verwenden Sie die vom Hersteller empfohlenen Schmiermittel, um die Lebensdauer der Lager zu verlängern.
6. Automatisierte Systeme
Steuerungssysteme:
Software-Updates: Halten Sie die Software der Steuerungssysteme auf dem neuesten Stand, um Effizienz und Sicherheit zu gewährleisten.
Fehlerprotokollierung: Überwachen Sie Fehlerprotokolle, um potenzielle Probleme frühzeitig zu erkennen.
Sensoren und Aktoren:
Funktionsprüfung: Überprüfen Sie regelmäßig die Sensoren und Aktoren auf ihre Funktionsfähigkeit und ersetzen Sie defekte Teile.
Kalibrierung: Führen Sie regelmäßige Kalibrierungen durch, um die Genauigkeit der automatisierten Systeme zu gewährleisten.
7. Ersatzteile und Lagerhaltung
Ersatzteilmanagement:
Bestandskontrolle: Führen Sie eine genaue Bestandskontrolle der Ersatzteile, um Ausfallzeiten durch fehlende Teile zu vermeiden.
Qualität der Ersatzteile: Verwenden Sie stets hochwertige Originalersatzteile, um die Funktionalität der Anlagen zu gewährleisten.
8. Schulung des Personals
Regelmäßige Schulungen: Schulen Sie Ihr Personal regelmäßig in der Bedienung und Wartung der Anlagen, um Bedienfehler zu vermeiden und die Sicherheit zu erhöhen.
Notfallverfahren: Stellen Sie sicher, dass alle Mitarbeiter mit den Notfallverfahren vertraut sind, um im Falle eines Ausfalls schnell reagieren zu können.
9. Dokumentation
Wartungsprotokolle: Führen Sie detaillierte Wartungsprotokolle, um den Wartungsverlauf und alle durchgeführten Arbeiten zu dokumentieren.
Checklisten verwenden: Nutzen Sie Wartungschecklisten, um sicherzustellen, dass alle erforderlichen Maßnahmen regelmäßig durchgeführt werden.
Fazit
Durch die Einhaltung dieser Wartungstipps können Sie die Effizienz und Lebensdauer Ihrer Pulverbeschichtungsanlagen maximieren. Eine gut gewartete Anlage führt zu einer höheren Produktqualität, weniger Ausfallzeiten und einer längeren Lebensdauer der Geräte. Regelmäßige Wartung ist eine Investition, die sich durch verbesserte Leistung und geringere Betriebskosten auszahlt.
Automatisierungsoptionen
Automatische Pulverbeschichtungsanlage
Automatisierungsoptionen in der Pulverbeschichtung bieten zahlreiche Vorteile, darunter erhöhte Effizienz, gleichbleibende Qualität und reduzierte Betriebskosten. Im Folgenden werden verschiedene Automatisierungsoptionen erläutert, die in modernen Pulverbeschichtungsanlagen eingesetzt werden können:
1. Automatische Sprühsysteme
Automatische Sprühsysteme sind eine wesentliche Komponente für die Automatisierung der Pulverbeschichtung und bieten präzise und gleichmäßige Beschichtungen. Sie bestehen aus mehreren automatisierten Sprühpistolen, die auf robotergesteuerten Armen montiert sind.
Robotergestützte Sprühpistolen: Diese Pistolen sind an Roboterarmen befestigt, die programmierbar sind, um komplexe Bewegungsmuster auszuführen und die Sprühwinkel für unterschiedliche Werkstückgeometrien zu optimieren.
Pulvermengensteuerung: Automatisierte Systeme ermöglichen die genaue Steuerung der Pulvermengen, was zu einer gleichmäßigen Schichtdicke und weniger Abfall führt.
Adaptive Technologie: Moderne Systeme nutzen Sensoren, um die Werkstückgeometrie in Echtzeit zu erfassen und die Sprühmuster entsprechend anzupassen.
2. Fördersysteme
Automatisierte Fördersysteme transportieren die Werkstücke durch die verschiedenen Phasen des Beschichtungsprozesses und tragen dazu bei, den Durchsatz zu erhöhen.
Overhead-Fördersysteme: Diese Systeme transportieren die Teile über Kopf durch die Kabinen und Öfen, was den Bodenraum frei hält und die Effizienz erhöht.
Ketten- und Schienensysteme: Förderbänder und Schienensysteme bieten Flexibilität bei der Gestaltung der Produktionslinie und können an unterschiedliche Anforderungen angepasst werden.
Variable Geschwindigkeit: Einige Fördersysteme ermöglichen die Anpassung der Geschwindigkeit je nach Werkstückgröße und Prozessanforderungen.
3. Einbrennöfen mit Automatisierung
Einbrennöfen können durch Automatisierung effizienter und präziser arbeiten, was die Qualität der Beschichtung verbessert.
Automatisierte Temperaturregelung: Intelligente Steuerungssysteme passen die Ofentemperatur in Echtzeit an, um die optimale Aushärtung der Pulverbeschichtung zu gewährleisten.
Zeitschaltuhren und Sensoren: Integrierte Timer und Sensoren helfen dabei, den Aushärtungsprozess genau zu überwachen und die Energieeffizienz zu maximieren.
Automatische Türsteuerung: Automatische Türen öffnen und schließen sich synchron mit dem Ein- und Ausgang der Werkstücke, um den Wärmeverlust zu minimieren.
4. Qualitätskontrollsysteme
Automatisierte Qualitätskontrollsysteme sorgen dafür, dass die Beschichtungen den festgelegten Standards entsprechen und verringern den Bedarf an manueller Inspektion.
Visuelle Inspektionssysteme: Kameras und Bildverarbeitungstechnologien prüfen die Beschichtungsqualität und identifizieren sofort Fehler oder Unregelmäßigkeiten.
Schichtdickenmessung: Berührungslose Messsysteme können die Dicke der Pulverbeschichtung präzise messen und Daten zur weiteren Analyse bereitstellen.
Echtzeit-Datenanalyse: Datenerfassungs- und Analysesysteme ermöglichen die Überwachung des gesamten Prozesses und helfen bei der Identifizierung von Optimierungspotenzialen.
5. Software-Integration
Softwarelösungen spielen eine entscheidende Rolle bei der Automatisierung, indem sie verschiedene Systeme integrieren und den Betrieb effizienter gestalten.
Leitsysteme (SCADA): Supervisory Control and Data Acquisition (SCADA) Systeme bieten eine zentrale Steuerung und Überwachung aller Anlagenkomponenten.
IoT-Integration: Internet of Things (IoT) Technologien ermöglichen die Vernetzung der Geräte und die Fernüberwachung sowie -steuerung der Prozesse.
Produktionsmanagement-Software: Diese Softwarelösungen helfen bei der Planung und Verwaltung von Produktionsabläufen, indem sie Daten aus verschiedenen Quellen konsolidieren.
6. Automatisierte Farbwechsel
Für Betriebe, die häufige Farbwechsel durchführen müssen, bieten automatisierte Farbwechselsysteme erhebliche Vorteile.
Schneller Farbwechsel: Automatisierte Systeme reduzieren die Zeit, die für den Farbwechsel benötigt wird, was die Produktionsausfallzeiten minimiert.
Minimierung von Pulverabfall: Durch den Einsatz von selbstreinigenden Sprühpistolen und Kabinen wird der Pulververbrauch optimiert.
7. Wartungsautomatisierung
Auch die Wartung von Anlagen kann automatisiert werden, um die Betriebszeiten zu maximieren und unvorhergesehene Ausfälle zu reduzieren.
Vorausschauende Wartung: Sensoren überwachen den Zustand der Anlagenkomponenten in Echtzeit und prognostizieren Wartungsbedarf, bevor Probleme auftreten.
Automatisierte Fehlerdiagnose: Diagnose-Tools identifizieren Probleme und bieten Lösungsvorschläge, die die Wartungseffizienz erhöhen.
Vorteile der Automatisierung in der Pulverbeschichtung
Erhöhte Produktivität: Automatisierte Systeme ermöglichen eine höhere Produktionsrate bei gleichzeitig konsistenter Qualität.
Geringere Betriebskosten: Durch die Optimierung des Materialverbrauchs und die Reduzierung des Arbeitsaufwands senken Automatisierungssysteme die Betriebskosten.
Verbesserte Qualität: Gleichbleibende Beschichtungsqualität und reduzierte Fehlerraten durch präzise Steuerung und Überwachung.
Umweltfreundlichkeit: Automatisierung reduziert den Pulverabfall und verbessert die Energieeffizienz der Anlagen.
Fazit
Automatisierungsoptionen in der Pulverbeschichtung bieten eine Vielzahl von Vorteilen und sind entscheidend für die Steigerung der Effizienz und Qualität in der Produktion. Die Integration von Robotik, fortschrittlicher Software und intelligenter Steuerung ermöglicht es Unternehmen, wettbewerbsfähig zu bleiben und gleichzeitig die Umweltbelastung zu reduzieren. Die Entscheidung für die richtige Kombination von Automatisierungstechnologien hängt von den spezifischen Anforderungen und Zielen des Unternehmens ab.
Automatisierungsvorteile
Die Stahlkabine für Pulverbeschichtung
Automatisierung in der Pulverbeschichtungsindustrie bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion steigern können. Hier sind die wichtigsten Vorteile der Automatisierung erklärt:
1. Erhöhte Effizienz
Höhere Produktionsraten: Automatisierte Systeme können kontinuierlich ohne Unterbrechungen arbeiten, was zu höheren Durchsatzraten führt. Dies bedeutet, dass mehr Teile in kürzerer Zeit beschichtet werden können, was die Gesamtproduktivität steigert.
Schnellere Zykluszeiten: Automatisierung reduziert die Bearbeitungszeit pro Werkstück erheblich, da Maschinen schneller und präziser arbeiten können als Menschen.
Minimierte Stillstandszeiten: Automatisierte Wartung und vorausschauende Diagnose minimieren ungeplante Ausfallzeiten, was die Verfügbarkeit der Anlage erhöht.
2. Gleichbleibende Qualität
Präzise Beschichtungsanwendung: Automatisierte Sprühsysteme sorgen für eine gleichmäßige Schichtdicke und reduzieren menschliche Fehler, die zu Qualitätsabweichungen führen können.
Wiederholgenauigkeit: Automatisierte Systeme wiederholen dieselben Bewegungen und Prozesse mit hoher Genauigkeit, was zu konsistenter Produktqualität führt, unabhängig von der Produktionsmenge.
Echtzeit-Qualitätskontrolle: Durch den Einsatz von Sensoren und Kameras können automatisierte Systeme kontinuierlich die Qualität der Beschichtung überwachen und sofort Anpassungen vornehmen.
3. Reduzierte Betriebskosten
Materialeinsparungen: Automatisierung optimiert den Einsatz von Pulvermaterialien, wodurch Abfall reduziert und die Materialnutzung verbessert wird.
Geringere Arbeitskosten: Der Bedarf an manueller Arbeit wird verringert, was die Personalkosten senkt. Mitarbeiter können in anderen Bereichen eingesetzt werden, wo menschliches Urteilsvermögen und Kreativität erforderlich sind.
Energieeffizienz: Automatisierte Systeme sind oft energieeffizienter, da sie optimierte Prozesse und Technologien verwenden, um den Energieverbrauch zu minimieren.
4. Verbesserte Sicherheit
Reduzierte Exposition gegenüber Gefahrenstoffen: Automatisierung minimiert den direkten Kontakt der Mitarbeiter mit potenziell gefährlichen Chemikalien und Pulvern, was das Risiko von Gesundheitsproblemen reduziert.
Sicherheitsüberwachung: Automatisierte Anlagen sind häufig mit Sicherheitssensoren ausgestattet, die Unfälle verhindern und im Notfall schnelle Reaktionen ermöglichen.
Ergonomische Vorteile: Mitarbeiter müssen weniger körperlich anspruchsvolle Aufgaben erledigen, was das Risiko von arbeitsbedingten Verletzungen verringert.
5. Flexibilität und Anpassungsfähigkeit
Schnelle Anpassung an Produktänderungen: Automatisierte Systeme können schnell neu programmiert werden, um auf Änderungen im Produktdesign oder der Produktion umzustellen, was die Flexibilität erhöht.
Einfache Integration neuer Technologien: Durch modulare Designs können neue Technologien oder Prozesse problemlos in bestehende Systeme integriert werden.
Vielfältige Anwendungsmöglichkeiten: Automatisierung kann an eine Vielzahl von Werkstückgrößen, -formen und -materialien angepasst werden, was die Vielseitigkeit der Produktion erhöht.
6. Nachhaltigkeit und Umweltfreundlichkeit
Reduzierung von Abfall und Emissionen: Automatisierte Systeme optimieren den Materialverbrauch und reduzieren den Überspray, was zu weniger Abfall und geringeren Emissionen führt.
Ressourceneffizienz: Durch die optimale Nutzung von Energie und Materialien tragen automatisierte Systeme zu nachhaltigeren Produktionsprozessen bei.
Verbesserte Umweltbilanz: Unternehmen können ihre Umweltziele leichter erreichen und ihre ökologische Verantwortung wahrnehmen.
7. Daten- und Prozessoptimierung
Datengesteuerte Entscheidungsfindung: Automatisierte Systeme sammeln kontinuierlich Daten, die zur Analyse und Optimierung der Produktionsprozesse verwendet werden können.
Prozessoptimierung durch IoT: Internet of Things (IoT) Technologien ermöglichen die Echtzeitüberwachung und -steuerung von Prozessen, was die Effizienz und Transparenz erhöht.
Vorausschauende Wartung: Durch die Analyse von Maschinendaten können Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Ausfällen führen.
Fazit
Die Automatisierung in der Pulverbeschichtung bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion erheblich steigern. Durch den Einsatz modernster Technologien können Unternehmen ihre Betriebskosten senken, die Produktsicherheit erhöhen und gleichzeitig ihre Umweltbilanz verbessern. Die Investition in Automatisierungslösungen zahlt sich langfristig durch höhere Produktivität, verbesserte Qualität und größere Flexibilität aus. Unternehmen, die Automatisierungstechnologien integrieren, positionieren sich besser im Wettbewerb und sind in der Lage, schneller auf Marktveränderungen zu reagieren.
Beispiele für Automatisierung
Hubgerät für Pulverbeschichtung
Hier sind einige konkrete Beispiele für Automatisierung in der Pulverbeschichtungsindustrie, die verdeutlichen, wie moderne Technologien den Beschichtungsprozess optimieren und verbessern können:
1. Robotergesteuerte Sprühapplikationen
Automatisierte Spritzroboter: Diese Roboterarme sind mit elektrostatischen Sprühpistolen ausgestattet und können komplexe Bewegungsmuster programmieren, um Teile unterschiedlicher Formen und Größen effizient zu beschichten. Durch die Robotersteuerung wird eine gleichmäßige Schichtdicke erreicht, und es gibt weniger Overspray.Beispiel: In der Automobilindustrie werden Karosserieteile oft mit robotergestützten Sprühsystemen beschichtet, um eine gleichmäßige und hochwertige Oberfläche zu gewährleisten. Ein Unternehmen wie ABB Robotics bietet Lösungen, die auf die spezifischen Anforderungen der Automobilindustrie zugeschnitten sind.
2. Automatische Fördersysteme
Overhead-Kettenförderer: Diese Systeme transportieren die Teile durch verschiedene Prozessschritte wie Reinigung, Beschichtung und Aushärtung. Sie ermöglichen einen kontinuierlichen Produktionsfluss und minimieren manuelle Eingriffe.Beispiel: Bei der Herstellung von Metallmöbeln werden Teile oft auf Förderbändern bewegt, die sie durch alle Beschichtungsphasen führen. Unternehmen wie Nordson bieten komplexe Fördersysteme an, die an verschiedene Produktionslayouts angepasst werden können.
3. Automatisierte Farbwechselsysteme
Schnellwechselkabinen: Diese Kabinen sind darauf ausgelegt, den Farbwechselprozess zu beschleunigen. Sie verfügen über automatische Reinigungszyklen und programmierbare Steuerungen, die den Farbwechsel effizienter machen.Beispiel: In der Fahrradindustrie, wo häufig Farbvarianten angeboten werden, nutzen Hersteller automatisierte Systeme, um den Farbwechsel schnell durchzuführen, ohne die Produktion zu verlangsamen. Systeme von Gema Switzerland bieten automatische Farbwechseltechnologien, die in der Branche weit verbreitet sind.
4. Intelligente Einbrennöfen
Automatisierte Temperatur- und Zeitsteuerung: Einbrennöfen sind mit Sensoren ausgestattet, die die Temperatur und den Durchsatz in Echtzeit überwachen und anpassen, um die optimale Aushärtung der Beschichtung zu gewährleisten.Beispiel: In der Elektronikindustrie, wo präzise Temperaturkontrollen entscheidend sind, verwenden Hersteller automatisierte Öfen, um die empfindlichen Komponenten richtig zu behandeln. Unternehmen wie Despatch Industries bieten Öfen an, die auf solche spezifischen Anforderungen abgestimmt sind.
5. Echtzeit-Qualitätskontrollsysteme
Vision-Systeme für die Inspektion: Kameras und Bildverarbeitungstechnologien erfassen die Beschichtungsqualität in Echtzeit, erkennen Fehler und ermöglichen sofortige Korrekturmaßnahmen.Beispiel: In der Luftfahrtindustrie, wo höchste Qualitätsstandards gelten, werden Vision-Systeme eingesetzt, um die Beschichtungen auf Flugzeugteilen zu überprüfen. Anbieter wie Cognex bieten fortschrittliche Bildverarbeitungslösungen an, die in diesen Anwendungen genutzt werden.
6. Datenanalyse und IoT-Integration
IoT-gestützte Prozessüberwachung: Sensoren an verschiedenen Stellen der Produktionslinie sammeln Daten, die zur Optimierung des gesamten Beschichtungsprozesses genutzt werden können. IoT-Plattformen ermöglichen eine zentrale Überwachung und Anpassung der Systeme in Echtzeit.Beispiel: Ein Hersteller von landwirtschaftlichen Maschinen nutzt IoT-Daten, um die Effizienz der Pulverbeschichtungsanlage zu verbessern und Wartungszyklen zu optimieren. Unternehmen wie Siemens bieten umfassende IoT-Lösungen an, die solche Anwendungen unterstützen.
7. Vorausschauende Wartung
Condition Monitoring: Automatisierte Überwachungssysteme analysieren kontinuierlich den Zustand von Anlagenkomponenten und prognostizieren Wartungsbedarf, bevor Ausfälle auftreten.Beispiel: Ein Hersteller von Haushaltsgeräten implementiert vorausschauende Wartung, um die Lebensdauer seiner Beschichtungsanlagen zu verlängern und die Verfügbarkeit zu maximieren. Lösungen von GE Digital bieten solche Condition-Monitoring-Tools an.
8. Automatisierte Reinigungssysteme
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungszyklen, die das Entfernen von Pulverrückständen und die Vorbereitung für den nächsten Durchgang erleichtern.Beispiel: In der Herstellung von Baukomponenten, die unterschiedliche Beschichtungen erfordern, helfen selbstreinigende Systeme, die Wechselzeiten zwischen den verschiedenen Pulverlacken zu verkürzen. Systeme von Wagner bieten effiziente Reinigungsoptionen, die in solchen Anwendungen zum Einsatz kommen.
Fazit
Automatisierung in der Pulverbeschichtungsindustrie bietet vielfältige Möglichkeiten, die Produktion zu optimieren und gleichzeitig die Qualität zu steigern. Durch den Einsatz von robotergesteuerten Sprühsystemen, automatisierten Fördersystemen, intelligenten Einbrennöfen und fortschrittlichen Überwachungs- und Wartungstechnologien können Unternehmen ihre Effizienz erhöhen und ihre Wettbewerbsfähigkeit verbessern. Die Investition in Automatisierungstechnologien ermöglicht es Unternehmen, sich schnell an Marktveränderungen anzupassen und gleichzeitig ihre Produktionskosten zu senken.
Komponenten einer Komplette Pulverbeschichtungsanlage
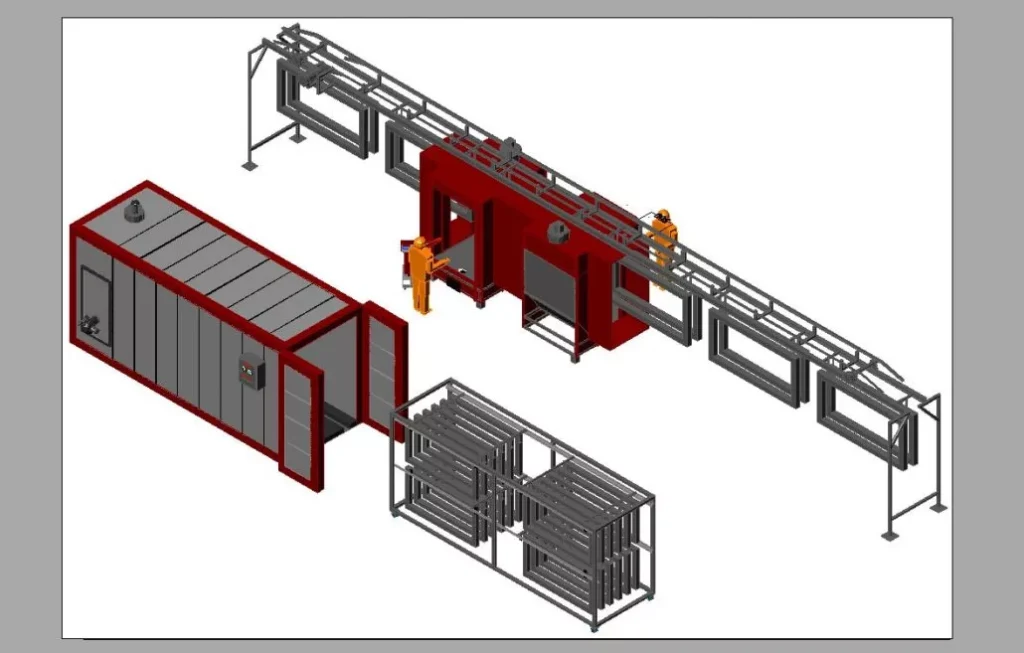
Pulverbeschichtungsanlage mit Traversen
Eine komplette Pulverbeschichtungsanlage besteht aus mehreren wesentlichen Komponenten, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu gewährleisten. Hier sind die Hauptkomponenten einer solchen Anlage und ihre Funktionen:
1. Vorbehandlungssystem
Oberflächenvorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt, um sicherzustellen, dass die Oberfläche des Werkstücks sauber und bereit für die Beschichtung ist. Die Vorbehandlung verbessert die Haftung der Pulverbeschichtung und erhöht die Korrosionsbeständigkeit.
Reinigungsstationen: Entfernen Öl, Fett, Staub und andere Verunreinigungen von der Oberfläche des Werkstücks.
Phosphatier- oder Chromatierstationen: Bilden eine Schutzschicht, die die Haftung verbessert und die Korrosionsbeständigkeit erhöht.
Spül- und Trocknungsstationen: Stellen sicher, dass das Werkstück frei von chemischen Rückständen und trocken ist, bevor es zur Beschichtung weitergeleitet wird.
2. Pulverkabinen
Automatische Pulverbeschichtungsanlage
Die Pulverkabine ist der Bereich, in dem das Pulver elektrostatisch auf die Werkstücke aufgetragen wird. Sie ist so konzipiert, dass sie eine saubere und kontrollierte Umgebung bietet, um überschüssiges Pulver effizient zurückzugewinnen.
Offene Kabinen: Geeignet für kleinere, manuelle Anwendungen, wo der Bediener direkten Zugang benötigt.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und sind effizienter bei der Kontrolle und Rückgewinnung von Overspray.
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungssysteme, die den Farbwechsel und die Wartung erleichtern.
3. Pulverauftragsgeräte
Automatisierte Pulverbeschichtung
Diese Geräte sind für die eigentliche Anwendung des Pulvers auf die Werkstücke verantwortlich und bestehen aus verschiedenen Komponenten, die den Pulverauftrag optimieren.
Elektrostatische Sprühpistolen: Laden die Pulverpartikel elektrostatisch auf, damit sie gleichmäßig auf der Werkstückoberfläche haften.
Pulverförderer: Transportieren das Pulver von den Vorratsbehältern zur Sprühpistole und sorgen für eine gleichmäßige Pulverzufuhr.
Steuerungseinheiten: Erlauben die Anpassung der Auftragsparameter wie Spannung, Pulverfluss und Sprühzeit.
4. Fördersysteme
Fördersysteme
Fördersysteme transportieren die Werkstücke durch die verschiedenen Stationen der Beschichtungsanlage, von der Vorbehandlung bis zur Aushärtung.
Kettenförderer: Bieten kontinuierliche Bewegung und sind ideal für die Massenproduktion.
Schienen- und Rollensysteme: Ermöglichen Flexibilität bei der Anordnung der Produktionslinie.
Pufferzonen: Bereiche, in denen Werkstücke zwischengelagert werden können, um den Produktionsfluss zu optimieren.
5. Einbrennöfen
Pulverofen
Einbrennöfen sind entscheidend für die Aushärtung der Pulverbeschichtung, da sie die erforderliche Wärme bereitstellen, um das Pulver zu schmelzen und eine dauerhafte Oberfläche zu schaffen.
Chargenöfen: Ideal für kleinere Produktionen mit variablen Chargengrößen; sie bieten Flexibilität und können verschiedene Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien mit hohen Durchsatzraten. Teile werden auf einem Förderband durch den Ofen transportiert.
Konvektions- und Infrarotöfen: Verschiedene Technologien bieten spezifische Vorteile in Bezug auf Aufheizgeschwindigkeit und Energieeffizienz.
6. Rückgewinnungs- und Recycling-Systeme
Zyklonrückgewinnung
Diese Systeme sind darauf ausgelegt, überschüssiges Pulver aufzufangen und wiederzuverwenden, um Abfall zu minimieren und die Effizienz zu maximieren.
Zyklonabscheider: Trennen überschüssiges Pulver aus der Luft und führen es zurück in den Beschichtungsprozess.
Filtersysteme: Entfernen Feinstaub aus der Luft und stellen sicher, dass nur saubere Luft in die Umgebung abgegeben wird.
Siebsysteme: Stellen sicher, dass nur qualitativ hochwertiges Pulver erneut verwendet wird, indem sie Verunreinigungen entfernen.
7. Steuerungs- und Überwachungssysteme
Moderne Steuerungssysteme ermöglichen die Überwachung und Anpassung aller Aspekte des Beschichtungsprozesses in Echtzeit.
Prozessleitsysteme (PLS): Überwachen und steuern den gesamten Produktionsablauf und bieten Echtzeit-Daten zur Optimierung der Prozesse.
Benutzeroberflächen: Intuitive Bedienpanels ermöglichen eine einfache Steuerung und Anpassung der Systemeinstellungen.
Datenanalyse-Tools: Erfassen und analysieren Daten zur Prozessoptimierung und Fehlererkennung.
8. Kühlzonen
Nach dem Aushärtungsprozess müssen die Werkstücke auf Raumtemperatur abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden können.
Luftkühlungssysteme: Nutzen Luftzirkulation, um die Werkstücke effizient abzukühlen.
Wasserkühlungssysteme: In speziellen Anwendungen, wo schnelle Abkühlung erforderlich ist, können Wasserkühlungssysteme eingesetzt werden.
9. Materialhandling-Systeme
Diese Systeme unterstützen das Be- und Entladen von Werkstücken und die Bewegung innerhalb der Anlage.
Robotiksysteme: Automatisierte Roboterarme, die Werkstücke präzise positionieren und handhaben.
Hubsysteme: Unterstützen beim Transport schwerer Werkstücke innerhalb der Anlage.
10. Wartungseinrichtungen
Regelmäßige Wartung ist entscheidend, um die Effizienz und Lebensdauer der Anlage zu gewährleisten.
Integrierte Wartungstools: Sensoren und Software zur vorausschauenden Wartung, die den Zustand der Anlage überwachen und Wartungsbedarf identifizieren.
Zugängliche Wartungsbereiche: Einfache Zugänglichkeit für regelmäßige Inspektionen und Reparaturen.
Fazit
Eine komplette Pulverbeschichtungsanlage besteht aus vielen Komponenten, die zusammenarbeiten, um eine effiziente, qualitativ hochwertige und umweltfreundliche Beschichtung zu gewährleisten. Jede Komponente spielt eine entscheidende Rolle im Beschichtungsprozess, von der Vorbereitung der Werkstücke bis zur Aushärtung der Beschichtung. Die Wahl der richtigen Technologien und die Integration von Automatisierungslösungen können den Betrieb optimieren und die Produktionsziele eines Unternehmens effektiv unterstützen.
Anlagengröße
Pulverauftragskammer
Die Größe von Pulverbeschichtungsanlagen kann je nach den spezifischen Anforderungen eines Unternehmens stark variieren. Die Anlagengröße hängt von mehreren Faktoren ab, darunter die Art und Größe der zu beschichtenden Werkstücke, das Produktionsvolumen und die verfügbaren räumlichen Gegebenheiten. Hier sind einige wichtige Überlegungen und Optionen zur Variation der Anlagengröße:
Faktoren, die die Anlagengröße beeinflussen
Art der zu beschichtenden Werkstücke
Kleinere Teile: Bei der Beschichtung von kleineren Teilen, wie z. B. Elektrokomponenten oder kleinen Metallteilen, können kompaktere Anlagen eingesetzt werden.
Große Werkstücke: Für größere Teile, wie Automobilkarosserien oder große Maschinenteile, sind größere Anlagen mit geräumigen Kabinen und Öfen erforderlich.
Produktionsvolumen
Kleinserienproduktion: Unternehmen, die kleinere Produktionsvolumen handhaben, können mit einfacheren und kleineren Anlagen auskommen.
Massenproduktion: Für hohe Produktionsvolumen sind größere und komplexere Anlagen notwendig, die einen kontinuierlichen Betrieb ermöglichen.
Verfügbare Fläche
Kompakte Lösungen: In begrenzten Räumlichkeiten können platzsparende Designs und integrierte Systeme genutzt werden, um den verfügbaren Platz optimal zu nutzen.
Großflächige Anlagen: In größeren Einrichtungen kann eine weitläufige Anordnung von Vorbehandlung, Beschichtung und Aushärtung erfolgen, um einen reibungslosen Produktionsablauf zu gewährleisten.
Prozessanforderungen
Vielseitigkeit: Anlagen, die verschiedene Beschichtungsarten und Materialien verarbeiten müssen, erfordern möglicherweise eine modulare Struktur, die Anpassungen erlaubt.
Spezialanforderungen: Bestimmte Anwendungen, wie z. B. die Beschichtung von hitzeempfindlichen Materialien, erfordern spezifische Anpassungen der Anlagengröße und -konfiguration.
Optionen zur Variation der Anlagengröße
1. Modulare Anlagen
Modulare Anlagen sind flexibel und können an unterschiedliche Produktionsanforderungen angepasst werden. Sie bestehen aus separaten Modulen, die nach Bedarf hinzugefügt oder entfernt werden können.
Vorteile:
Flexibilität: Einfaches Anpassen und Erweitern der Anlage, um auf wechselnde Produktionsanforderungen zu reagieren.
Kosteneffizienz: Investitionen können nach und nach getätigt werden, indem nur die notwendigen Module erworben werden.
Einfache Wartung: Einzelne Module können leicht gewartet oder ausgetauscht werden, ohne den gesamten Betrieb zu unterbrechen.
Beispiele:
Modulare Kabinen: Erlauben die Anpassung der Kabinengröße je nach Werkstückgröße.
Erweiterbare Fördersysteme: Zusätzliche Förderstrecken können hinzugefügt werden, um den Produktionsfluss zu erweitern.
2. Kompakte Anlagen
Kompakte Anlagen sind ideal für Unternehmen mit begrenztem Platzangebot oder für kleinere Produktionsvolumen.
Vorteile:
Platzsparend: Effektive Nutzung des verfügbaren Raums.
Geringere Investitionskosten: Reduzierte Anfangsinvestitionen durch den kleineren Maßstab der Anlage.
Schnellere Installation: Einfachere und schnellere Implementierung.
Beispiele:
Mini-Kabinen: Kleinere Beschichtungskabinen für spezialisierte Anwendungen.
Integrierte Systeme: Anlagen, die Vorbehandlung, Beschichtung und Aushärtung in einem kompakten Layout vereinen.
3. Großflächige Anlagen
Für Unternehmen mit hohen Produktionsanforderungen oder großen Werkstücken sind großflächige Anlagen notwendig.
Vorteile:
Hohe Kapazität: Eignen sich für die Massenproduktion und den gleichzeitigen Betrieb mehrerer Linien.
Vielseitigkeit: Möglichkeit, mehrere Prozesse gleichzeitig durchzuführen.
Effizienz: Optimierte Produktionsabläufe durch die großzügige Gestaltung der Anlage.
Beispiele:
Mehrere Kabinen und Öfen: Separate Bereiche für unterschiedliche Farben oder Materialien.
Erweiterte Fördersysteme: Lange Förderstrecken für den Transport großer oder zahlreicher Teile.
Planungsüberlegungen bei der Anlagengrößenauswahl
Zukunftsprognosen
Marktentwicklung: Berücksichtigen Sie mögliche Expansionen oder Veränderungen in der Nachfrage.
Technologische Fortschritte: Planen Sie für zukünftige Anpassungen oder Upgrades der Anlage.
Kostenüberlegungen
Anfangsinvestition vs. Betriebskosten: Wägen Sie die Anfangsinvestitionen gegen die langfristigen Betriebskosten ab.
Finanzielle Flexibilität: Planen Sie die Finanzierung der Anlage im Einklang mit den finanziellen Möglichkeiten und Zielen des Unternehmens.
Integration und Kompatibilität
Bestehende Infrastruktur: Überprüfen Sie die Kompatibilität der neuen Anlage mit bestehenden Systemen und Einrichtungen.
Erweiterungsmöglichkeiten: Planen Sie die Integration zukünftiger Erweiterungen oder Module.
Umwelt- und Sicherheitsstandards
Regulierungen: Stellen Sie sicher, dass die Anlage alle relevanten Umwelt- und Sicherheitsstandards erfüllt.
Nachhaltigkeit: Berücksichtigen Sie umweltfreundliche Technologien und Praktiken bei der Planung und dem Betrieb der Anlage.
Fazit
Die Größe einer Pulverbeschichtungsanlage kann an die spezifischen Bedürfnisse und Anforderungen eines Unternehmens angepasst werden. Durch die Auswahl der richtigen Anlagengröße und -konfiguration können Unternehmen ihre Produktionsziele effizient erreichen, die Qualität ihrer Produkte verbessern und die Betriebskosten optimieren. Ob modular, kompakt oder großflächig, jede Anlagengröße hat ihre eigenen Vorteile und Herausforderungen, die sorgfältig abgewogen werden müssen, um die besten Ergebnisse zu erzielen.
Benötigte Mitarbeiterzahl
Beschichtungseinheit
Die Anzahl der benötigten Mitarbeiter für den Betrieb einer Pulverbeschichtungsanlage hängt von mehreren Faktoren ab, darunter die Größe und Automatisierung der Anlage, das Produktionsvolumen, die Art der zu beschichtenden Werkstücke und die spezifischen betrieblichen Anforderungen. Hier sind einige Überlegungen, um die optimale Mitarbeiterzahl für den Betrieb einer Pulverbeschichtungsanlage zu bestimmen:
1. Faktoren, die die Mitarbeiterzahl beeinflussen
a. Größe der Anlage
Kleine Anlagen:
Typischerweise weniger Mitarbeiter erforderlich.
Häufig eine Mischung aus manuellen und halbautomatisierten Prozessen.
Große Anlagen:
Mehr Mitarbeiter erforderlich, insbesondere bei einer hohen Produktionskapazität.
Automatisierte Systeme können jedoch den Bedarf an Personal verringern.
b. Automatisierungsgrad
Hochautomatisierte Anlagen:
Reduzierter Bedarf an manueller Arbeit.
Erfordern jedoch technisches Personal für die Überwachung, Wartung und Programmierung der Anlagen.
Manuelle oder halbautomatisierte Anlagen:
Höherer Personalbedarf für die Bedienung und Überwachung der Anlagen.
c. Produktionsvolumen
Niedriges Produktionsvolumen:
Geringerer Personalbedarf.
Mehr Flexibilität bei der Planung von Schichten.
Hohes Produktionsvolumen:
Mehr Mitarbeiter erforderlich, um den Produktionsfluss aufrechtzuerhalten.
Möglicherweise mehrere Schichten zur Maximierung der Betriebszeit.
d. Werkstücktypen
Komplexe oder große Werkstücke:
Erfordern möglicherweise mehr Personal für die Handhabung und Inspektion.
Spezialisierte Mitarbeiter für die Anpassung der Beschichtungsparameter.
Kleine oder standardisierte Teile:
Weniger Personal für die Handhabung erforderlich.
Prozessabläufe sind oft einfacher und standardisiert.
2. Typische Rollen in einer Pulverbeschichtungsanlage
a. Produktionsmitarbeiter
Bediener der Beschichtungsanlagen:
Verantwortlich für das Auftragen der Pulverbeschichtung.
Überwachung der Qualität und Sicherstellung der richtigen Parameter.
Vorbehandlungsmitarbeiter:
Durchführung von Reinigungs- und Vorbehandlungsprozessen.
Sicherstellung, dass die Werkstücke ordnungsgemäß vorbereitet sind.
b. Technisches Personal
Wartungstechniker:
Regelmäßige Wartung und Reparatur der Anlagen.
Überwachung der Systemleistung und Durchführung von Fehlerbehebungen.
Automatisierungs- und Steuerungstechniker:
Programmierung und Überwachung automatisierter Systeme.
Anpassung der Steuerungsparameter und Optimierung der Prozesse.
c. Qualitätssicherung
Qualitätsinspektoren:
Durchführung von Qualitätskontrollen zur Sicherstellung der Einhaltung von Standards.
Verwendung von Messgeräten zur Überprüfung der Schichtdicke und Oberflächenqualität.
Prozessoptimierer:
Analyse von Produktionsdaten zur Verbesserung der Effizienz und Qualität.
Implementierung von Verbesserungsmaßnahmen.
d. Management und Verwaltung
Produktionsleiter:
Überwachung der gesamten Produktionslinie.
Koordination der Mitarbeiter und Sicherstellung der Zielerreichung.
Logistik- und Materialplaner:
Verwaltung der Materialflüsse und Bestände.
Planung der Produktion auf Basis von Nachfrage und Kapazität.
3. Beispiel einer Mitarbeiterverteilung
Hier ist ein Beispiel für die Mitarbeiterverteilung in einer mittelgroßen, teilautomatisierten Pulverbeschichtungsanlage:
Rolle
Anzahl der Mitarbeiter
Beschreibung
Bediener der Vorbehandlung
2-3
Verantwortlich für Reinigung und Vorbereitung der Werkstücke.
Pulverbeschichtungsbediener
3-4
Durchführung des Beschichtungsprozesses.
Wartungstechniker
1-2
Wartung und Reparatur der Anlagen.
Automatisierungstechniker
1-2
Überwachung der automatisierten Systeme und Prozesssteuerung.
Qualitätsinspektoren
1-2
Überprüfung der Qualität der beschichteten Teile.
Produktionsleiter
1
Leitung der Produktion und Koordination der Schichten.
Logistik- und Materialplaner
1
Verwaltung der Materialbestände und Produktionsplanung.
4. Optimierung der Mitarbeiterzahl
Um die Mitarbeiterzahl effizient zu nutzen, können Unternehmen folgende Strategien in Betracht ziehen:
Schulung und Weiterbildung: Regelmäßige Schulungen, um die Qualifikation der Mitarbeiter zu verbessern und sie auf mehrere Aufgaben vorzubereiten.
Einsatz von Zeitarbeitern: Flexible Personalplanung durch den Einsatz von Zeitarbeitskräften, um bei Bedarf Spitzenbelastungen abzufangen.
Prozessoptimierung: Einsatz von Lean-Management-Prinzipien, um Prozesse zu optimieren und den Personalbedarf zu reduzieren.
Investition in Automatisierung: Einsatz von Automatisierungstechnologien zur Reduzierung des manuellen Arbeitsaufwands und Verbesserung der Effizienz.
Fazit
Die optimale Anzahl der Mitarbeiter in einer Pulverbeschichtungsanlage hängt von vielen Faktoren ab, darunter die Größe der Anlage, der Automatisierungsgrad und das Produktionsvolumen. Durch den Einsatz von Automatisierung, Schulung und Prozessoptimierung können Unternehmen ihre Personalkosten minimieren und gleichzeitig die Effizienz und Qualität ihrer Produktion maximieren. Eine sorgfältige Planung und Anpassung der Personalressourcen ist entscheidend, um den Erfolg der Anlage zu gewährleisten.
Wir fertigen Spritzvorbehandlung mit Umluft für unsere Kunden in Deutschland, Österreich und der Schweiz. Guter Preis und lange Lebensdauer
Eine Spritzvorbehandlung Durchlaufanlage ist eine spezielle Art von Anlage, die zur Reinigung und Vorbereitung von Gegenständen vor der Beschichtung eingesetzt wird. Sie ist insbesondere für industrielle Anwendungen geeignet, bei denen große Mengen an Gegenständen verarbeitet werden müssen.
Die Spritzvorbehandlung Durchlaufanlage besteht aus einer Reihe von Behandlungszonen, durch die die Gegenstände auf einem Förderband durchlaufen. Jede Zone hat eine bestimmte Funktion, wie zum Beispiel die Reinigung, Spülung, Entfettung oder Vorbehandlung mit einer Chemikalie. Diese verschiedenen Behandlungsschritte stellen sicher, dass die Gegenstände sauber, entfettet und frei von jeglichen Oberflächenverunreinigungen sind, bevor sie beschichtet werden.
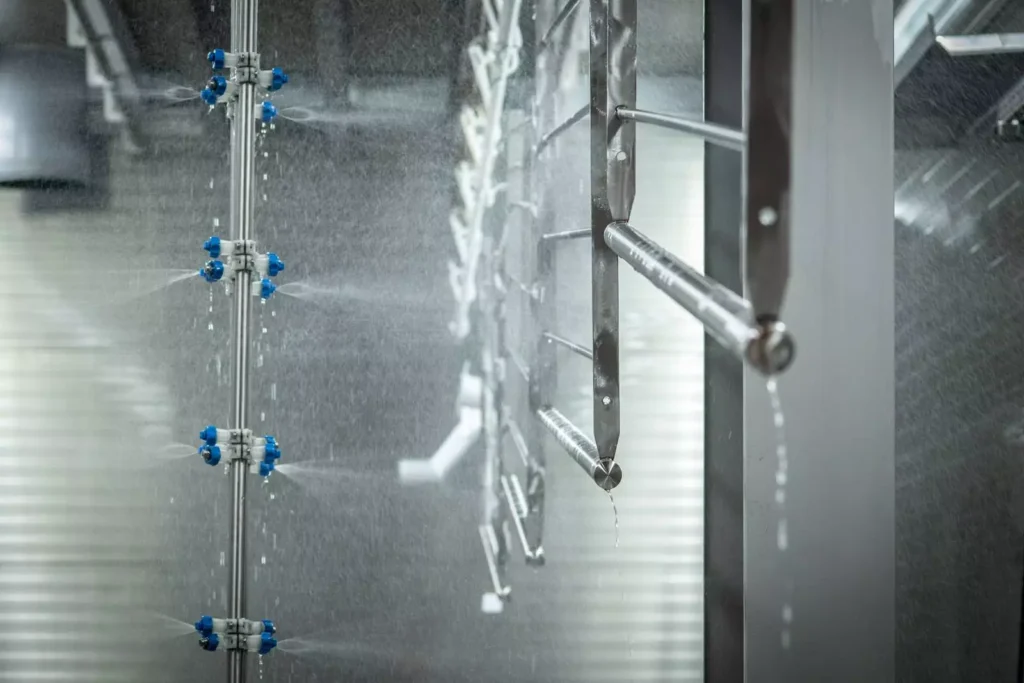
Spritzvorbehandlung Durchlaufanlage
Eine der wichtigsten Funktionen der Spritzvorbehandlung Durchlaufanlage ist die Reinigung der Oberfläche der Gegenstände. Dies wird durch den Einsatz von Hochdruck-Spritzdüsen erreicht, die eine spezielle Reinigungslösung auf die Oberfläche der Gegenstände auftragen. Die Reinigungslösung löst Schmutz, Fett und andere Verunreinigungen, die dann von der Oberfläche abgespült werden.
Eine weitere wichtige Funktion der Spritzvorbehandlung Durchlaufanlage ist die Vorbehandlung mit Chemikalien. Diese Chemikalien werden auf die Oberfläche der Gegenstände aufgetragen, um die Haftung der Beschichtung auf der Oberfläche zu verbessern. Dadurch wird sichergestellt, dass die Beschichtung gleichmäßig auf der Oberfläche haftet und eine lange Lebensdauer hat.
Die Spritzvorbehandlung Durchlaufanlage bietet eine Vielzahl von Vorteilen. Sie gewährleistet eine hohe Effizienz und Produktivität, da sie den kontinuierlichen Durchlaufprozess ermöglicht. Die verschiedenen Behandlungszonen stellen sicher, dass die Gegenstände gründlich gereinigt und vorbereitet werden, was zu einer höheren Qualität der Endprodukte führt. Darüber hinaus kann die Anlage an die spezifischen Anforderungen eines Unternehmens angepasst werden, um die bestmögliche Effizienz und Produktivität zu gewährleisten.
Es gibt verschiedene Arten von Spritzvorbehandlung Durchlaufanlagen, die sich in Größe und Leistung unterscheiden. Sie können an die spezifischen Anforderungen eines Unternehmens angepasst werden, um die bestmögliche Effizienz und Produktivität zu gewährleisten. Darüber hinaus können sie auch mit zusätzlichen Funktionen wie automatischen Reinigungszyklen oder Steuerungssoftware ausgestattet werden, um den Betrieb noch effizienter zu gestalten.
Insgesamt ist eine Spritzvorbehandlung Durchlaufanlage eine hervorragende Investition für jedes Unternehmen, das eine effiziente und hochwertige Oberflächenbehandlung benötigt. Sie bietet eine hohe Effizienz, Produktivität und Qualität sowie eine geringe Umweltbelastung und niedrigere Gesamtkosten des Prozesses.
Die Auswahl der Chemikalien
Die Auswahl der Chemikalien, die in einer Spritzvorbehandlung Durchlaufanlage verwendet werden, hängt von der Art der Oberflächenverunreinigungen und der zu beschichtenden Gegenstände ab. Im Allgemeinen umfassen die verwendeten Chemikalien jedoch Entfettungsmittel, saure oder alkalische Reinigungsmittel, Phosphatierungschemikalien und Chromatierungschemikalien.
Entfettungsmittel werden verwendet, um Fett und Öl von der Oberfläche der Gegenstände zu entfernen. Diese Chemikalien sind in der Regel auf Lösungsmittelbasis und können entweder in einer Spritzdüse aufgebracht oder in einem Tauchbad verwendet werden.
Sowohl saure als auch alkalische Reinigungsmittel werden zur Reinigung von Oberflächenverunreinigungen eingesetzt. Sie können auch eingesetzt werden, um Rost oder andere Korrosionsspuren zu entfernen. Die Auswahl der Chemikalien hängt dabei von der Art der Verunreinigungen ab.
Phosphatierungschemikalien werden verwendet, um eine phosphatierte Schicht auf der Oberfläche der Gegenstände zu bilden. Diese Schicht verbessert die Haftung der Beschichtung auf der Oberfläche und bietet gleichzeitig eine Schutzschicht gegen Korrosion.
Chromatierungschemikalien werden verwendet, um eine Chromatierschicht auf der Oberfläche der Gegenstände zu bilden. Diese Schicht bietet ebenfalls eine Schutzschicht gegen Korrosion und verbessert die Haftung der Beschichtung auf der Oberfläche.
Es ist jedoch zu beachten, dass einige der oben genannten Chemikalien umweltschädlich sein können. Es ist daher wichtig, sicherzustellen, dass die Chemikalien ordnungsgemäß entsorgt werden und dass alle geltenden Umweltschutzvorschriften eingehalten werden. Es gibt auch umweltfreundliche Alternativen zu einigen dieser Chemikalien, die ebenfalls in einer Spritzvorbehandlung Durchlaufanlage eingesetzt werden können.
Entfettungsmittel sind chemische Substanzen, die speziell formuliert sind, um Fette, Öle und andere organische Verunreinigungen von Oberflächen zu entfernen. In der industriellen Anwendung spielen Entfettungsmittel eine entscheidende Rolle in einer Vielzahl von Prozessen, insbesondere in der Metallverarbeitung und Oberflächenbehandlung. Diese Substanzen sind äußerst vielseitig und können in verschiedenen Formen vorliegen, darunter flüssige Lösungen, Pasten oder sogar feste Formen wie Seifen oder Reinigungstücher.
Die Auswahl des richtigen Entfettungsmittels hängt von verschiedenen Faktoren ab, darunter die Art der zu entfettenden Oberfläche, die Art der Verunreinigungen und die Anforderungen des spezifischen Reinigungsprozesses. Einige Entfettungsmittel basieren auf wasserlöslichen Tensiden, die Fettmoleküle emulgieren und sie von der Oberfläche lösen können. Andere können lösungsmittelbasiert sein und durch ihre Fähigkeit, Fette aufzulösen, effektiv hartnäckige Verunreinigungen entfernen. Es gibt auch biologisch abbaubare Entfettungsmittel, die eine umweltfreundlichere Option darstellen.
Der Entfettungsprozess mit Entfettungsmitteln kann auf verschiedene Weise erfolgen. Manuelle Anwendungen umfassen das Auftragen des Entfettungsmittels mit Hilfe von Bürsten, Tüchern oder Sprühgeräten, während automatisierte Systeme häufig Tauchbäder oder Sprühvorrichtungen verwenden, um Teile effizient zu reinigen. In jedem Fall ist es wichtig, die Anweisungen des Herstellers sorgfältig zu befolgen und geeignete Sicherheitsvorkehrungen zu treffen, da einige Entfettungsmittel toxisch oder ätzend sein können.
Die Qualitätssicherung beim Einsatz von Entfettungsmitteln umfasst die Überwachung der Reinigungseffizienz sowie die Einhaltung von Umwelt- und Arbeitsschutzstandards. Eine gründliche Entfettung ist entscheidend, um die Haftung von Beschichtungen zu verbessern und die Bildung von Defekten wie Blasenbildung oder Delamination zu verhindern. Durch die richtige Auswahl und Anwendung von Entfettungsmitteln können Hersteller sicherstellen, dass ihre Produkte die erforderlichen Reinheits- und Qualitätsstandards erfüllen.
Fettentfernung ist ein kritischer Schritt in vielen industriellen Prozessen, insbesondere in der Metallverarbeitung, der Oberflächenbehandlung und der Produktion von mechanischen Teilen. Fette und Öle können auf Oberflächen haften bleiben und die Haftung von Beschichtungen beeinträchtigen, die Qualität von Schweißnähten mindern und die Leistung von Bauteilen beeinträchtigen. Daher ist es entscheidend, effektive Methoden zur Fettentfernung zu verwenden, um qualitativ hochwertige Endprodukte zu gewährleisten.
Es gibt verschiedene Techniken zur Fettentfernung, die je nach den spezifischen Anforderungen des Prozesses und der Art der zu reinigenden Oberfläche eingesetzt werden können. Eine der häufigsten Methoden ist die Verwendung von Fettlösern oder Entfettungsmitteln. Diese Chemikalien sind speziell formuliert, um Fette und Öle zu emulgieren und von der Oberfläche zu lösen, so dass sie leicht entfernt werden können. Entfettungsmittel können in flüssiger Form vorliegen und entweder durch Sprühen, Tauchen oder Auftragen mit einem Tuch oder einer Bürste auf die zu reinigende Oberfläche aufgetragen werden.
Eine weitere Methode zur Fettentfernung ist die Verwendung von Dampfreinigern oder Hochdruckreinigern, die heißes Wasser oder Dampf verwenden, um hartnäckige Fette und Verunreinigungen von Oberflächen zu lösen und abzuspülen. Diese Methode eignet sich besonders gut für große Teile oder Bereiche, in denen eine chemische Reinigung nicht praktikabel ist.
Mechanische Methoden wie Bürsten, Schaben oder Strahlen können ebenfalls zur Fettentfernung eingesetzt werden. Diese Techniken sind besonders effektiv bei der Reinigung von strukturierten Oberflächen oder schwer zugänglichen Bereichen, in denen chemische oder thermische Methoden möglicherweise nicht ausreichen.
Die Qualitätssicherung bei der Fettentfernung umfasst die Überwachung und Kontrolle des Reinigungsprozesses, um sicherzustellen, dass alle Fett- und Ölrückstände ordnungsgemäß entfernt werden. Dies kann durch visuelle Inspektionen, Messungen der Oberflächenrauheit oder Prüfungen auf Sauberkeit und Haftung erreicht werden.
Insgesamt ist die Fettentfernung ein unverzichtbarer Schritt in vielen industriellen Prozessen, um die Qualität und Leistung von Endprodukten zu gewährleisten. Durch den Einsatz effektiver Fettentfernungsverfahren können Hersteller sicherstellen, dass ihre Produkte den höchsten Standards entsprechen und den Anforderungen ihrer Kunden gerecht werden.
Fettentfernung
Die Fettentfernung ist ein entscheidender Schritt in vielen industriellen Prozessen, insbesondere in der Metallverarbeitung und der Oberflächenbehandlung. Fette und Öle können auf Oberflächen haften bleiben und die Haftung von Beschichtungen beeinträchtigen, die Qualität von Schweißnähten mindern und die Leistung von Bauteilen beeinträchtigen. Daher ist es von größter Bedeutung, wirksame Methoden zur Fettentfernung zu verwenden, um die Qualität und Zuverlässigkeit von Produkten zu gewährleisten.
Es gibt verschiedene Techniken zur Fettentfernung, die je nach den spezifischen Anforderungen des Prozesses und der Art der zu reinigenden Oberfläche eingesetzt werden können. Eine gängige Methode ist die Verwendung von Entfettungsmitteln oder Fettlösern. Diese Chemikalien sind speziell formuliert, um Fette und Öle zu emulgieren und von der Oberfläche zu lösen, so dass sie leicht entfernt werden können. Entfettungsmittel können in flüssiger Form vorliegen und entweder durch Sprühen, Tauchen oder Auftragen mit einem Tuch oder einer Bürste auf die zu reinigende Oberfläche aufgetragen werden.
Eine weitere Methode zur Fettentfernung ist die Verwendung von Dampfreinigern oder Hochdruckreinigern, die heißes Wasser oder Dampf verwenden, um hartnäckige Fette und Verunreinigungen von Oberflächen zu lösen und abzuspülen. Diese Methode eignet sich besonders gut für große Teile oder Bereiche, in denen eine chemische Reinigung nicht praktikabel ist.
Mechanische Methoden wie Bürsten, Schaben oder Strahlen können ebenfalls zur Fettentfernung eingesetzt werden. Diese Techniken sind besonders effektiv bei der Reinigung von strukturierten Oberflächen oder schwer zugänglichen Bereichen, in denen chemische oder thermische Methoden möglicherweise nicht ausreichen.
Die Qualitätssicherung bei der Fettentfernung umfasst die Überwachung und Kontrolle des Reinigungsprozesses, um sicherzustellen, dass alle Fett- und Ölrückstände ordnungsgemäß entfernt werden. Dies kann durch visuelle Inspektionen, Messungen der Oberflächenrauheit oder Prüfungen auf Sauberkeit und Haftung erreicht werden.
Insgesamt ist die Fettentfernung ein unverzichtbarer Schritt in vielen industriellen Prozessen, um die Qualität und Leistung von Endprodukten zu gewährleisten. Durch den Einsatz effektiver Fettentfernungsverfahren können Hersteller sicherstellen, dass ihre Produkte den höchsten Standards entsprechen und den Anforderungen ihrer Kunden gerecht werden.
Entfettungsbäder sind eine häufig verwendete Methode zur Entfernung von Fett, Öl und anderen Verunreinigungen von Oberflächen in industriellen Prozessen. Diese Bäder bestehen aus speziell formulierten Lösungen oder Chemikalien, die in einem Behälter oder Tank bereitgestellt werden, in den die zu reinigenden Teile eingetaucht werden.
Der Prozess der Entfettung mittels Entfettungsbädern kann je nach den Anforderungen des Reinigungsprozesses und der Art der zu reinigenden Teile variieren. In vielen Fällen werden die Teile einfach in das Entfettungsbad eingetaucht und für eine bestimmte Zeit belassen, um das Fett und andere Verunreinigungen auf der Oberfläche zu lösen. In einigen Fällen kann auch eine mechanische Agitation oder Ultraschall verwendet werden, um den Reinigungsprozess zu beschleunigen und sicherzustellen, dass alle Bereiche der Teile gründlich gereinigt werden.
Die Auswahl des richtigen Entfettungsbads hängt von verschiedenen Faktoren ab, darunter die Art der zu reinigenden Teile, die Art der Verunreinigungen und die gewünschte Reinigungsintensität. Entfettungsbäder können auf Wasserbasis oder lösungsmittelbasiert sein, je nach den Anforderungen des Reinigungsprozesses und den Umwelt- und Sicherheitsrichtlinien des Unternehmens.
Die Qualitätssicherung bei der Verwendung von Entfettungsbädern umfasst die regelmäßige Überwachung und Wartung der Bäder, um sicherzustellen, dass die Konzentration der Reinigungslösung innerhalb der vorgegebenen Grenzwerte liegt und die Effizienz des Reinigungsprozesses aufrechterhalten wird. Darüber hinaus ist es wichtig, sicherzustellen, dass alle Sicherheitsvorkehrungen getroffen werden, um die Mitarbeiter vor möglichen Expositionen gegenüber den Chemikalien im Entfettungsbad zu schützen.
Insgesamt sind Entfettungsbäder eine effektive und weit verbreitete Methode zur Entfernung von Fett und anderen Verunreinigungen von Oberflächen in industriellen Prozessen. Durch die richtige Auswahl und Anwendung von Entfettungsbädern können Hersteller sicherstellen, dass ihre Produkte die erforderlichen Reinheits- und Qualitätsstandards erfüllen.
Entfettungslösungen
Entfettungslösungen sind speziell entwickelte chemische Substanzen, die dazu dienen, Fett, Öl und andere Verunreinigungen von Oberflächen zu entfernen. Diese Lösungen werden in verschiedenen industriellen Anwendungen eingesetzt, insbesondere in der Metallverarbeitung, der Oberflächenbehandlung und der Fertigung von mechanischen Bauteilen.
Entfettungslösungen können eine Vielzahl von Inhaltsstoffen enthalten, die darauf abzielen, Fette und Öle zu emulgieren und von der Oberfläche zu lösen. Zu den häufig verwendeten Inhaltsstoffen gehören Tenside, Lösungsmittel, Korrosionsinhibitoren und pH-Regulatoren. Die genaue Zusammensetzung der Entfettungslösung hängt von den spezifischen Anforderungen des Reinigungsprozesses sowie von Umwelt- und Sicherheitsfaktoren ab.
Die Anwendung von Entfettungslösungen kann auf verschiedene Weise erfolgen, je nach den spezifischen Anforderungen des Reinigungsprozesses und der Art der zu reinigenden Teile. In vielen Fällen werden die Lösungen entweder durch Sprühen, Tauchen oder Auftragen mit einem Tuch oder einer Bürste auf die zu reinigende Oberfläche aufgetragen. In einigen Fällen kann auch eine mechanische Agitation oder Ultraschall verwendet werden, um den Reinigungsprozess zu beschleunigen und sicherzustellen, dass alle Bereiche der Teile gründlich gereinigt werden.
Die Qualitätssicherung bei der Verwendung von Entfettungslösungen umfasst die regelmäßige Überwachung und Kontrolle des Reinigungsprozesses, um sicherzustellen, dass alle Fett- und Ölrückstände ordnungsgemäß entfernt werden. Darüber hinaus ist es wichtig, sicherzustellen, dass alle Sicherheitsvorkehrungen getroffen werden, um die Mitarbeiter vor möglichen Expositionen gegenüber den Chemikalien in den Entfettungslösungen zu schützen.
Insgesamt sind Entfettungslösungen ein unverzichtbarer Bestandteil vieler industrieller Reinigungsprozesse, um die Qualität und Leistung von Endprodukten zu gewährleisten. Durch die richtige Auswahl und Anwendung von Entfettungslösungen können Hersteller sicherstellen, dass ihre Produkte den höchsten Standards entsprechen und den Anforderungen ihrer Kunden gerecht werden.
Ein Entfettungsofen ist eine spezielle Art von Ofen, der in industriellen Prozessen zur Entfernung von Fett, Öl und anderen organischen Verunreinigungen von Werkstücken oder Bauteilen verwendet wird. Diese Öfen sind häufig in der Metallverarbeitung, der Automobilindustrie, der Luft- und Raumfahrt sowie in anderen Branchen anzutreffen, in denen saubere und entfettete Oberflächen entscheidend sind.
Der Entfettungsofen arbeitet in der Regel durch Erhitzen der zu reinigenden Teile auf hohe Temperaturen, wodurch das Fett und andere organische Verunreinigungen verdampfen oder verbrennen. Dieser Prozess wird normalerweise unter kontrollierten Bedingungen durchgeführt, um sicherzustellen, dass die Teile effektiv gereinigt werden, ohne beschädigt zu werden oder unerwünschte Rückstände zu hinterlassen.
Es gibt verschiedene Arten von Entfettungsofen, darunter kontinuierliche Durchlauföfen, Batchöfen und Vakuumöfen. Die Auswahl des richtigen Ofentyps hängt von den spezifischen Anforderungen des Reinigungsprozesses sowie von Faktoren wie Teilegröße, Produktionskapazität und Reinigungsintensität ab.
Die Qualitätssicherung bei der Verwendung von Entfettungsofen umfasst die regelmäßige Überwachung und Kontrolle des Reinigungsprozesses, um sicherzustellen, dass alle Fett- und Ölrückstände ordnungsgemäß entfernt werden. Darüber hinaus ist es wichtig, sicherzustellen, dass alle Sicherheitsvorkehrungen getroffen werden, um die Mitarbeiter vor möglichen Gefahren durch heiße Oberflächen oder Dämpfe zu schützen.
Insgesamt sind Entfettungsofen ein unverzichtbares Werkzeug in vielen industriellen Reinigungsprozessen, um sicherzustellen, dass die Endprodukte den höchsten Qualitätsstandards entsprechen. Durch die richtige Auswahl und Anwendung von Entfettungsofen können Hersteller sicherstellen, dass ihre Produkte frei von Verunreinigungen sind und die Anforderungen ihrer Kunden erfüllen.
Ölentfernung
Ölentfernung ist ein kritischer Schritt in vielen industriellen Prozessen, insbesondere in der Metallverarbeitung, der Automobilindustrie und der Lebensmittelverarbeitung. Öl kann auf Oberflächen haften bleiben und die Qualität von Beschichtungen beeinträchtigen, die Leistung von Maschinen und Bauteilen mindern und die Hygiene in Lebensmittelverarbeitungsanlagen gefährden. Daher ist es entscheidend, wirksame Methoden zur Ölentfernung einzusetzen, um die Qualität, Sicherheit und Leistungsfähigkeit von Produkten zu gewährleisten.
Es gibt verschiedene Techniken zur Ölentfernung, die je nach den spezifischen Anforderungen des Prozesses und der Art der zu reinigenden Oberfläche eingesetzt werden können. Eine gängige Methode ist die Verwendung von Lösungsmitteln oder Reinigungsmitteln, die speziell formuliert sind, um Öl zu emulgieren und von der Oberfläche zu lösen. Diese können durch Sprühen, Tauchen oder Auftragen mit einem Tuch oder einer Bürste auf die zu reinigende Oberfläche aufgetragen werden.
Mechanische Methoden wie Absorption, Absaugung oder Filtration können ebenfalls zur Ölentfernung eingesetzt werden. Ölabscheider werden häufig in industriellen Anlagen verwendet, um Öl von Wasser zu trennen und eine effektive Reinigung zu ermöglichen. Filtrationsverfahren können ebenfalls Öl aus Luft oder Gasen entfernen, um Umweltverschmutzung zu verhindern und die Qualität der Luft zu verbessern.
Die Qualitätssicherung bei der Ölentfernung umfasst die Überwachung und Kontrolle des Reinigungsprozesses, um sicherzustellen, dass alle Ölrückstände ordnungsgemäß entfernt werden. Dies kann durch visuelle Inspektionen, Analyse von Proben oder Prüfungen auf Sauberkeit und Qualität erreicht werden.
Insgesamt ist die Ölentfernung ein unverzichtbarer Schritt in vielen industriellen Prozessen, um die Qualität, Sicherheit und Leistungsfähigkeit von Produkten zu gewährleisten. Durch den Einsatz effektiver Ölentfernungsverfahren können Hersteller sicherstellen, dass ihre Produkte den höchsten Standards entsprechen und den Anforderungen ihrer Kunden gerecht werden.
Fettlöser
Fettlöser sind chemische Substanzen oder Reinigungsmittel, die speziell entwickelt wurden, um Fett und Ölrückstände von Oberflächen zu entfernen. Sie werden in einer Vielzahl von Anwendungen eingesetzt, von der Haushaltsreinigung bis hin zur industriellen Fertigung.
Diese Reinigungsmittel enthalten oft Tenside, die Fettmoleküle emulgieren und von der Oberfläche lösen können. Einige Fettlöser enthalten auch Lösungsmittel, die hartnäckiges Fett effektiv lösen können. Die genaue Zusammensetzung eines Fettlösers kann je nach Anwendung variieren, wobei einige auf Wasserbasis und andere lösungsmittelbasiert sind.
Fettlöser werden häufig in Küchen, Restaurants und Lebensmittelverarbeitungsanlagen verwendet, um Fett und Öl von Arbeitsflächen, Geräten und Küchengeräten zu entfernen. In der industriellen Fertigung werden Fettlöser eingesetzt, um Maschinen, Werkzeuge und Bauteile von Schmierstoffen und Ölrückständen zu reinigen, bevor sie beschichtet oder weiterverarbeitet werden.
Die Anwendung von Fettlösern erfolgt oft durch Aufsprühen, Auftragen mit einem Tuch oder einer Bürste oder durch Eintauchen der zu reinigenden Teile. Nach einer Einwirkzeit werden die Oberflächen gründlich mit Wasser abgespült, um alle Rückstände zu entfernen.
Die Qualitätssicherung bei der Verwendung von Fettlösern umfasst die Überwachung der Reinigungseffektivität und die Einhaltung von Sicherheitsvorschriften. Es ist wichtig, die Anweisungen des Herstellers zu befolgen und sicherzustellen, dass die Reinigungsmittel ordnungsgemäß verdünnt und angewendet werden, um Beschädigungen der Oberflächen zu vermeiden und die Sicherheit der Benutzer zu gewährleisten.
Insgesamt sind Fettlöser eine wichtige Komponente vieler Reinigungsprozesse, die dazu beitragen, Oberflächen sauber, hygienisch und sicher zu halten. Durch den Einsatz effektiver Fettlöser können Unternehmen die Qualität ihrer Produkte verbessern und die Arbeitsbedingungen für ihre Mitarbeiter optimieren.
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sich durch seine umweltfreundlichen Eigenschaften und Langlebigkeit der Beschichtung auszeichnet. Im Gegensatz zu herkömmlichen flüssigen Beschichtungen werden bei der Pulverbeschichtung trockene Pulverpartikel elektrostatisch auf die Oberfläche eines Werkstücks aufgebracht. Anschließend wird das Pulver in einem Ofen erhitzt, wodurch es schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Vorteile der Pulverbeschichtung umfassen:
Umweltfreundlichkeit: Keine Lösungsmittel und geringere Emissionen von flüchtigen organischen Verbindungen (VOC).
Effizienz: Hohe Materialausnutzung und weniger Abfall.
Robustheit: Gute Beständigkeit gegen chemische, mechanische und Witterungseinflüsse.
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen sind zentraler Bestandteil des Pulverbeschichtungsprozesses und umfassen die komplette Infrastruktur, die zur Anwendung von Pulverbeschichtungen erforderlich ist. Diese Anlagen sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedlichen industriellen Anforderungen gerecht zu werden.
Typen von Pulverbeschichtungsanlagen:
Manuelle Pulverbeschichtungsanlagen: Ideal für kleinere Betriebe oder spezialisierte Anwendungen, bei denen Flexibilität gefordert ist. Sie bestehen aus einer Pulverkabine, einem Pulvergerät und einem Einbrennofen.
Halbautomatische Anlagen: Kombinieren manuelle und automatische Prozesse, um eine höhere Effizienz bei mittleren Produktionsvolumina zu erreichen. Diese Anlagen bieten eine gute Balance zwischen Flexibilität und Automatisierung.
Vollautomatische Pulverbeschichtungsanlagen: Entwickelt für Großserienproduktionen. Diese Anlagen sind vollständig automatisiert und beinhalten Fördersysteme, automatische Pistolen und integrierte Steuerungssysteme, um hohe Produktionsgeschwindigkeiten und gleichbleibende Qualität zu gewährleisten.
Pulverkabinen
Pulverkabinen für Hand- und Automatikbeschichtung
Pulverkabinen sind spezielle Räume oder Gehäuse, in denen der Pulverbeschichtungsprozess stattfindet. Sie spielen eine entscheidende Rolle bei der Gewährleistung einer sauberen und kontrollierten Umgebung für die Pulverbeschichtung.
Typen von Pulverkabinen:
Offene Kabinen: Diese Kabinen sind ideal für kleine bis mittlere Anwendungen. Sie bieten einen offenen Zugang für den Bediener, sind jedoch weniger effektiv bei der Kontrolle von Overspray.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und minimieren Overspray durch integrierte Luftführungssysteme. Geschlossene Kabinen sind in der Regel effizienter und sicherer.
Selbstreinigende Kabinen: Ausgestattet mit automatischen Reinigungssystemen, die den Farbwechsel und die Wartung erleichtern. Diese Kabinen sind besonders nützlich in Anwendungen mit häufigem Farbwechsel.
Sicherheits- und Umweltaspekte: Pulverkabinen sind so konzipiert, dass sie die Sicherheit der Bediener gewährleisten und die Umweltbelastung minimieren. Dazu gehören Belüftungssysteme, Filter zur Partikelabscheidung und Schutzvorrichtungen, die den Kontakt mit dem Pulver verhindern.
Einbrennöfen
Einbrennofen Elektrisch
Der Einbrennofen ist ein unverzichtbarer Bestandteil des Pulverbeschichtungsprozesses, da er die notwendigen Temperaturen bereitstellt, um das aufgetragene Pulver zu einer harten, widerstandsfähigen Oberfläche zu verschmelzen.
Typen von Einbrennöfen:
Chargenöfen: Ideal für kleinere Produktionen oder variierende Chargengrößen. Diese Öfen sind flexibel und können unterschiedliche Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien, bei denen hohe Durchsatzraten erforderlich sind. Teile werden auf einem Förderband durch den Ofen transportiert, was eine konstante Verarbeitung ermöglicht.
Energieeffizienz und Temperatursteuerung: Moderne Einbrennöfen sind energieeffizient und bieten präzise Temperaturregelung, um gleichbleibende Beschichtungsqualität zu gewährleisten. Technologien wie Wärmerückgewinnungssysteme und fortschrittliche Isolierung tragen zur Reduzierung des Energieverbrauchs bei.
Pulvergeräte
Pulverbeschichtungspistole
Pulvergeräte sind für die Anwendung der Pulverbeschichtung unerlässlich. Sie bestehen aus verschiedenen Komponenten, die zusammenarbeiten, um das Pulver gleichmäßig und effizient auf die Oberfläche des Werkstücks aufzubringen.
Arten von Pulvergeräten:
Elektrostatische Sprühpistolen: Verwenden Hochspannung, um Pulverpartikel elektrostatisch aufzuladen, was eine gleichmäßige Verteilung und Haftung auf dem Werkstück fördert.
Pulverförderer: Transportieren das Pulver vom Vorratsbehälter zur Sprühpistole. Sie sind entscheidend für die Konsistenz und Effizienz des Beschichtungsprozesses.
Elektrostatik spielt eine zentrale Rolle bei der Pulverbeschichtung, da sie die Anziehungskraft zwischen den Pulverpartikeln und der Oberfläche erhöht und so eine gleichmäßige Beschichtung ermöglicht.
Auswahlkriterien für Pulvergeräte umfassen:
Kompatibilität: Passend für die spezifischen Anforderungen der Anwendung.
Flexibilität: Anpassungsfähigkeit an unterschiedliche Werkstückgrößen und -formen.
Effizienz: Hohe Materialausnutzung und minimierter Pulververbrauch.
Automatische Pulverbeschichtungsanlagen
Automatische Pulverbeschichtungsanlagen bieten zahlreiche Vorteile, insbesondere in Bezug auf Effizienz und Konsistenz. Sie sind ideal für Großserienproduktionen und tragen zur Senkung der Betriebskosten bei.
Vorteile der Automatisierung:
Erhöhte Produktivität: Automatische Systeme können kontinuierlich arbeiten und so die Produktionskapazität erheblich steigern.
Gleichbleibende Qualität: Minimierung von Fehlern und Variabilität durch präzise Steuerung der Beschichtungsparameter.
Kostenersparnis: Reduzierung der Arbeitskosten und des Materialverbrauchs durch optimierte Prozesse.
Komponenten und Funktionsweise:
Fördersysteme: Transportieren Werkstücke automatisch durch den Beschichtungsprozess.
Automatische Sprühpistolen: Verteilen das Pulver gleichmäßig auf den Werkstücken.
Integrierte Steuerungssysteme: Überwachen und steuern alle Aspekte des Beschichtungsprozesses, einschließlich Temperatur, Sprühzeit und Pulvermenge.
Ersatzteile für Pulverbeschichtungsanlagen
Ersatzteile sind entscheidend für die Wartung und Langlebigkeit von Pulverbeschichtungsanlagen. Regelmäßige Wartung und der rechtzeitige Austausch von Verschleißteilen sind unerlässlich, um Ausfallzeiten zu minimieren und die Effizienz der Anlagen aufrechtzuerhalten.
Wichtige Ersatzteile und ihre Funktionen:
Sprühdüsen: Stellen die gleichmäßige Verteilung des Pulvers sicher.
Filter: Entfernen überschüssige Pulverpartikel aus der Kabinenluft.
Förderbänder: Transportieren die Werkstücke durch den Beschichtungsprozess.
Wartung und Instandhaltung:
Regelmäßige Inspektionen: Identifizieren potenzielle Probleme frühzeitig und ermöglichen rechtzeitige Reparaturen.
Ersatzteilmanagement: Sicherstellung der Verfügbarkeit von Ersatzteilen zur Minimierung von Ausfallzeiten.
Zukunft der Pulverbeschichtungstechnologie
Pulverfördersystem
Die Pulverbeschichtungstechnologie entwickelt sich kontinuierlich weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Zu den wichtigsten Trends und Entwicklungen gehören:
Nachhaltigkeit: Einsatz umweltfreundlicher Materialien und Verfahren zur Reduzierung des ökologischen Fußabdrucks.
Fortschrittliche Materialien: Entwicklung neuer Pulverformeln, die verbesserte Eigenschaften wie Korrosionsbeständigkeit und UV-Stabilität bieten.
Digitalisierung: Integration von IoT und datenbasierten Lösungen zur Optimierung des Beschichtungsprozesses und zur Verbesserung der Qualitätssicherung.
Fazit
Pulverbeschichtungsanlagen und ihre Komponenten sind ein wesentlicher Bestandteil moderner Produktionsprozesse. Sie bieten eine umweltfreundliche, effiziente und langlebige Lösung für die Oberflächenveredelung. Durch die ständige Weiterentwicklung der Technologie und den Einsatz von Automatisierung können Unternehmen ihre Effizienz steigern und gleichzeitig die Qualität ihrer Produkte sicherstellen.
Ich hoffe, dieser umfassende Überblick über Pulverbeschichtungsanlagen und verwandte Komponenten ist hilfreich. Wenn Sie weitere Informationen oder spezifische Details zu einem bestimmten Abschnitt wünschen, lassen Sie es mich bitte wissen!
Wie lange hält Pulverbeschichtung?
Aktuelle Entwicklungen und Innovationen
Die Haltbarkeit einer Pulverbeschichtung kann je nach Anwendung, Umgebung und Qualität der Beschichtung stark variieren. Hier sind einige Faktoren, die die Lebensdauer einer Pulverbeschichtung beeinflussen können:
Faktoren, die die Haltbarkeit beeinflussen:
Qualität des Pulvers:
Pulverformulierung: Hochwertige Pulverlacke bieten in der Regel eine längere Haltbarkeit und bessere Widerstandsfähigkeit gegen Umwelteinflüsse.
UV-Stabilität: Speziell formulierte Pulverlacke mit UV-Schutz verlängern die Lebensdauer bei Anwendungen im Freien.
Vorbereitung der Oberfläche:
Reinigung: Eine gründliche Reinigung der Oberfläche vor der Beschichtung ist entscheidend, um eine gute Haftung des Pulvers zu gewährleisten.
Vorbehandlung: Verfahren wie das Phosphatieren oder Sandstrahlen verbessern die Haftung und Korrosionsbeständigkeit.
Bedingungen der Anwendung:
Innen- vs. Außenanwendung: Pulverbeschichtungen im Innenbereich können Jahrzehnte halten, während Beschichtungen im Außenbereich stärker durch UV-Strahlung, Feuchtigkeit und Temperaturschwankungen beansprucht werden.
Mechanische Belastung: Starke mechanische Belastungen oder Abnutzung können die Lebensdauer der Beschichtung verkürzen.
Betriebsumgebung:
Korrosive Umgebungen: In Industriegebieten oder maritimen Umgebungen kann die Lebensdauer aufgrund der erhöhten Korrosionsgefahr kürzer sein.
Witterungseinflüsse: Regionen mit extremen Wetterbedingungen können die Lebensdauer der Pulverbeschichtung verkürzen.
Beschichtungsdicke:
Eine angemessene Schichtdicke ist wichtig, um eine gleichmäßige Abdeckung und ausreichenden Schutz zu gewährleisten.
Typische Lebensdauer
Innenanwendungen: Pulverbeschichtungen, die in Innenbereichen aufgebracht werden, können oft 15-20 Jahre oder länger halten, da sie weniger extremen Bedingungen ausgesetzt sind.
Außenanwendungen: Bei Außenanwendungen hängt die Lebensdauer stark von den Umweltbedingungen ab, kann jedoch typischerweise zwischen 5 und 10 Jahren liegen. Hochwertige Pulverbeschichtungen, die speziell für den Außenbereich entwickelt wurden, können bis zu 15 Jahre oder länger halten, wenn sie regelmäßig gewartet werden.
Industrieanwendungen: In industriellen Anwendungen, die häufig aggressiven Chemikalien oder starker mechanischer Beanspruchung ausgesetzt sind, kann die Lebensdauer kürzer sein und erfordert häufigere Inspektionen und Wartungen.
Verlängerung der Haltbarkeit
Um die Lebensdauer der Pulverbeschichtung zu maximieren, sind folgende Maßnahmen empfehlenswert:
Regelmäßige Inspektion und Wartung: Frühe Erkennung von Schäden und rechtzeitige Reparaturen können die Haltbarkeit erheblich verlängern.
Vermeidung von physikalischen Schäden: Sorgfältiger Umgang mit beschichteten Oberflächen reduziert das Risiko von Kratzern und Abplatzungen.
Schutz vor chemischen Einflüssen: Vermeidung von Kontakt mit aggressiven Chemikalien und Reinigungsmitteln, die die Beschichtung angreifen könnten.
Fazit
Die Pulverbeschichtung ist eine langlebige und widerstandsfähige Methode zur Oberflächenveredelung, die bei richtiger Anwendung und Wartung viele Jahre halten kann. Die tatsächliche Lebensdauer hängt jedoch von zahlreichen Faktoren ab, einschließlich der Qualität des Pulvers, der Vorbereitung der Oberfläche und den Umgebungsbedingungen, denen die beschichteten Teile ausgesetzt sind.
Wartungstipps für Anlagen
Pulverpistole
Um die Langlebigkeit und Effizienz von Pulverbeschichtungsanlagen zu gewährleisten, ist eine regelmäßige Wartung entscheidend. Hier sind einige Wartungstipps, die Ihnen helfen, die Leistung Ihrer Anlagen zu maximieren und Ausfallzeiten zu minimieren:
1. Allgemeine Inspektion
Regelmäßige Überprüfungen: Führen Sie wöchentliche oder monatliche Inspektionen der gesamten Anlage durch, um sicherzustellen, dass alle Komponenten ordnungsgemäß funktionieren.
Sichtprüfung: Überprüfen Sie auf sichtbare Abnutzung, Schäden oder lose Teile, die die Funktion beeinträchtigen könnten.
2. Pulverkabinen
Filterwartung:
Reinigung oder Austausch: Reinigen oder ersetzen Sie die Filter regelmäßig, um eine effiziente Luftführung und Partikelabscheidung zu gewährleisten.
Filtertypen beachten: Verwenden Sie immer die vom Hersteller empfohlenen Filtertypen.
Kabinenreinigung:
Regelmäßige Reinigung: Halten Sie die Kabinenwände und -böden sauber, um Ansammlungen von überschüssigem Pulver zu vermeiden.
Staubabsaugung: Stellen Sie sicher, dass die Absauganlage regelmäßig geleert und gewartet wird, um eine optimale Funktion zu gewährleisten.
3. Einbrennöfen
Temperaturüberwachung:
Regelmäßige Kalibrierung: Überprüfen Sie regelmäßig die Kalibrierung der Temperatursteuerung, um eine gleichbleibende Beschichtungsqualität sicherzustellen.
Thermoelemente prüfen: Überprüfen Sie die Thermoelemente auf Genauigkeit und Funktionstüchtigkeit.
Ofenreinigung:
Innenreinigung: Entfernen Sie regelmäßig Rückstände und Ablagerungen im Inneren des Ofens, um die Effizienz zu erhalten.
Dichtungen überprüfen: Überprüfen Sie die Dichtungen an Türen und Durchgängen auf Abnutzung und tauschen Sie sie bei Bedarf aus.
4. Pulvergeräte
Sprühpistolenwartung:
Düsenreinigung: Reinigen Sie die Düsen regelmäßig, um Verstopfungen und ungleichmäßige Sprühmuster zu vermeiden.
Ersatzteile prüfen: Halten Sie Ersatzdüsen und andere Verschleißteile bereit, um Ausfallzeiten zu minimieren.
Pulverförderer:
Reinigungsintervalle: Reinigen Sie die Pulverförderer, um Blockaden zu verhindern und eine gleichmäßige Pulverzufuhr zu gewährleisten.
Antriebssysteme warten: Überprüfen Sie regelmäßig die Antriebe und Lager auf Verschleiß und tauschen Sie sie bei Bedarf aus.
5. Fördersysteme
Kettenspannung und Schmierung:
Spannung überprüfen: Kontrollieren Sie die Spannung der Förderketten und passen Sie sie bei Bedarf an, um einen reibungslosen Betrieb zu gewährleisten.
Schmierung: Schmieren Sie alle beweglichen Teile regelmäßig, um Verschleiß zu minimieren.
Lagerwartung:
Überprüfung der Lager: Überprüfen Sie die Lager auf Abnutzung und tauschen Sie sie bei Bedarf aus.
Schmiermittel verwenden: Verwenden Sie die vom Hersteller empfohlenen Schmiermittel, um die Lebensdauer der Lager zu verlängern.
6. Automatisierte Systeme
Steuerungssysteme:
Software-Updates: Halten Sie die Software der Steuerungssysteme auf dem neuesten Stand, um Effizienz und Sicherheit zu gewährleisten.
Fehlerprotokollierung: Überwachen Sie Fehlerprotokolle, um potenzielle Probleme frühzeitig zu erkennen.
Sensoren und Aktoren:
Funktionsprüfung: Überprüfen Sie regelmäßig die Sensoren und Aktoren auf ihre Funktionsfähigkeit und ersetzen Sie defekte Teile.
Kalibrierung: Führen Sie regelmäßige Kalibrierungen durch, um die Genauigkeit der automatisierten Systeme zu gewährleisten.
7. Ersatzteile und Lagerhaltung
Ersatzteilmanagement:
Bestandskontrolle: Führen Sie eine genaue Bestandskontrolle der Ersatzteile, um Ausfallzeiten durch fehlende Teile zu vermeiden.
Qualität der Ersatzteile: Verwenden Sie stets hochwertige Originalersatzteile, um die Funktionalität der Anlagen zu gewährleisten.
8. Schulung des Personals
Regelmäßige Schulungen: Schulen Sie Ihr Personal regelmäßig in der Bedienung und Wartung der Anlagen, um Bedienfehler zu vermeiden und die Sicherheit zu erhöhen.
Notfallverfahren: Stellen Sie sicher, dass alle Mitarbeiter mit den Notfallverfahren vertraut sind, um im Falle eines Ausfalls schnell reagieren zu können.
9. Dokumentation
Wartungsprotokolle: Führen Sie detaillierte Wartungsprotokolle, um den Wartungsverlauf und alle durchgeführten Arbeiten zu dokumentieren.
Checklisten verwenden: Nutzen Sie Wartungschecklisten, um sicherzustellen, dass alle erforderlichen Maßnahmen regelmäßig durchgeführt werden.
Fazit
Durch die Einhaltung dieser Wartungstipps können Sie die Effizienz und Lebensdauer Ihrer Pulverbeschichtungsanlagen maximieren. Eine gut gewartete Anlage führt zu einer höheren Produktqualität, weniger Ausfallzeiten und einer längeren Lebensdauer der Geräte. Regelmäßige Wartung ist eine Investition, die sich durch verbesserte Leistung und geringere Betriebskosten auszahlt.
Automatisierungsoptionen
Automatische Pulverbeschichtungsanlage
Automatisierungsoptionen in der Pulverbeschichtung bieten zahlreiche Vorteile, darunter erhöhte Effizienz, gleichbleibende Qualität und reduzierte Betriebskosten. Im Folgenden werden verschiedene Automatisierungsoptionen erläutert, die in modernen Pulverbeschichtungsanlagen eingesetzt werden können:
1. Automatische Sprühsysteme
Automatische Sprühsysteme sind eine wesentliche Komponente für die Automatisierung der Pulverbeschichtung und bieten präzise und gleichmäßige Beschichtungen. Sie bestehen aus mehreren automatisierten Sprühpistolen, die auf robotergesteuerten Armen montiert sind.
Robotergestützte Sprühpistolen: Diese Pistolen sind an Roboterarmen befestigt, die programmierbar sind, um komplexe Bewegungsmuster auszuführen und die Sprühwinkel für unterschiedliche Werkstückgeometrien zu optimieren.
Pulvermengensteuerung: Automatisierte Systeme ermöglichen die genaue Steuerung der Pulvermengen, was zu einer gleichmäßigen Schichtdicke und weniger Abfall führt.
Adaptive Technologie: Moderne Systeme nutzen Sensoren, um die Werkstückgeometrie in Echtzeit zu erfassen und die Sprühmuster entsprechend anzupassen.
2. Fördersysteme
Automatisierte Fördersysteme transportieren die Werkstücke durch die verschiedenen Phasen des Beschichtungsprozesses und tragen dazu bei, den Durchsatz zu erhöhen.
Overhead-Fördersysteme: Diese Systeme transportieren die Teile über Kopf durch die Kabinen und Öfen, was den Bodenraum frei hält und die Effizienz erhöht.
Ketten- und Schienensysteme: Förderbänder und Schienensysteme bieten Flexibilität bei der Gestaltung der Produktionslinie und können an unterschiedliche Anforderungen angepasst werden.
Variable Geschwindigkeit: Einige Fördersysteme ermöglichen die Anpassung der Geschwindigkeit je nach Werkstückgröße und Prozessanforderungen.
3. Einbrennöfen mit Automatisierung
Einbrennöfen können durch Automatisierung effizienter und präziser arbeiten, was die Qualität der Beschichtung verbessert.
Automatisierte Temperaturregelung: Intelligente Steuerungssysteme passen die Ofentemperatur in Echtzeit an, um die optimale Aushärtung der Pulverbeschichtung zu gewährleisten.
Zeitschaltuhren und Sensoren: Integrierte Timer und Sensoren helfen dabei, den Aushärtungsprozess genau zu überwachen und die Energieeffizienz zu maximieren.
Automatische Türsteuerung: Automatische Türen öffnen und schließen sich synchron mit dem Ein- und Ausgang der Werkstücke, um den Wärmeverlust zu minimieren.
4. Qualitätskontrollsysteme
Automatisierte Qualitätskontrollsysteme sorgen dafür, dass die Beschichtungen den festgelegten Standards entsprechen und verringern den Bedarf an manueller Inspektion.
Visuelle Inspektionssysteme: Kameras und Bildverarbeitungstechnologien prüfen die Beschichtungsqualität und identifizieren sofort Fehler oder Unregelmäßigkeiten.
Schichtdickenmessung: Berührungslose Messsysteme können die Dicke der Pulverbeschichtung präzise messen und Daten zur weiteren Analyse bereitstellen.
Echtzeit-Datenanalyse: Datenerfassungs- und Analysesysteme ermöglichen die Überwachung des gesamten Prozesses und helfen bei der Identifizierung von Optimierungspotenzialen.
5. Software-Integration
Softwarelösungen spielen eine entscheidende Rolle bei der Automatisierung, indem sie verschiedene Systeme integrieren und den Betrieb effizienter gestalten.
Leitsysteme (SCADA): Supervisory Control and Data Acquisition (SCADA) Systeme bieten eine zentrale Steuerung und Überwachung aller Anlagenkomponenten.
IoT-Integration: Internet of Things (IoT) Technologien ermöglichen die Vernetzung der Geräte und die Fernüberwachung sowie -steuerung der Prozesse.
Produktionsmanagement-Software: Diese Softwarelösungen helfen bei der Planung und Verwaltung von Produktionsabläufen, indem sie Daten aus verschiedenen Quellen konsolidieren.
6. Automatisierte Farbwechsel
Für Betriebe, die häufige Farbwechsel durchführen müssen, bieten automatisierte Farbwechselsysteme erhebliche Vorteile.
Schneller Farbwechsel: Automatisierte Systeme reduzieren die Zeit, die für den Farbwechsel benötigt wird, was die Produktionsausfallzeiten minimiert.
Minimierung von Pulverabfall: Durch den Einsatz von selbstreinigenden Sprühpistolen und Kabinen wird der Pulververbrauch optimiert.
7. Wartungsautomatisierung
Auch die Wartung von Anlagen kann automatisiert werden, um die Betriebszeiten zu maximieren und unvorhergesehene Ausfälle zu reduzieren.
Vorausschauende Wartung: Sensoren überwachen den Zustand der Anlagenkomponenten in Echtzeit und prognostizieren Wartungsbedarf, bevor Probleme auftreten.
Automatisierte Fehlerdiagnose: Diagnose-Tools identifizieren Probleme und bieten Lösungsvorschläge, die die Wartungseffizienz erhöhen.
Vorteile der Automatisierung in der Pulverbeschichtung
Erhöhte Produktivität: Automatisierte Systeme ermöglichen eine höhere Produktionsrate bei gleichzeitig konsistenter Qualität.
Geringere Betriebskosten: Durch die Optimierung des Materialverbrauchs und die Reduzierung des Arbeitsaufwands senken Automatisierungssysteme die Betriebskosten.
Verbesserte Qualität: Gleichbleibende Beschichtungsqualität und reduzierte Fehlerraten durch präzise Steuerung und Überwachung.
Umweltfreundlichkeit: Automatisierung reduziert den Pulverabfall und verbessert die Energieeffizienz der Anlagen.
Fazit
Automatisierungsoptionen in der Pulverbeschichtung bieten eine Vielzahl von Vorteilen und sind entscheidend für die Steigerung der Effizienz und Qualität in der Produktion. Die Integration von Robotik, fortschrittlicher Software und intelligenter Steuerung ermöglicht es Unternehmen, wettbewerbsfähig zu bleiben und gleichzeitig die Umweltbelastung zu reduzieren. Die Entscheidung für die richtige Kombination von Automatisierungstechnologien hängt von den spezifischen Anforderungen und Zielen des Unternehmens ab.
Automatisierungsvorteile
Die Stahlkabine für Pulverbeschichtung
Automatisierung in der Pulverbeschichtungsindustrie bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion steigern können. Hier sind die wichtigsten Vorteile der Automatisierung erklärt:
1. Erhöhte Effizienz
Höhere Produktionsraten: Automatisierte Systeme können kontinuierlich ohne Unterbrechungen arbeiten, was zu höheren Durchsatzraten führt. Dies bedeutet, dass mehr Teile in kürzerer Zeit beschichtet werden können, was die Gesamtproduktivität steigert.
Schnellere Zykluszeiten: Automatisierung reduziert die Bearbeitungszeit pro Werkstück erheblich, da Maschinen schneller und präziser arbeiten können als Menschen.
Minimierte Stillstandszeiten: Automatisierte Wartung und vorausschauende Diagnose minimieren ungeplante Ausfallzeiten, was die Verfügbarkeit der Anlage erhöht.
2. Gleichbleibende Qualität
Präzise Beschichtungsanwendung: Automatisierte Sprühsysteme sorgen für eine gleichmäßige Schichtdicke und reduzieren menschliche Fehler, die zu Qualitätsabweichungen führen können.
Wiederholgenauigkeit: Automatisierte Systeme wiederholen dieselben Bewegungen und Prozesse mit hoher Genauigkeit, was zu konsistenter Produktqualität führt, unabhängig von der Produktionsmenge.
Echtzeit-Qualitätskontrolle: Durch den Einsatz von Sensoren und Kameras können automatisierte Systeme kontinuierlich die Qualität der Beschichtung überwachen und sofort Anpassungen vornehmen.
3. Reduzierte Betriebskosten
Materialeinsparungen: Automatisierung optimiert den Einsatz von Pulvermaterialien, wodurch Abfall reduziert und die Materialnutzung verbessert wird.
Geringere Arbeitskosten: Der Bedarf an manueller Arbeit wird verringert, was die Personalkosten senkt. Mitarbeiter können in anderen Bereichen eingesetzt werden, wo menschliches Urteilsvermögen und Kreativität erforderlich sind.
Energieeffizienz: Automatisierte Systeme sind oft energieeffizienter, da sie optimierte Prozesse und Technologien verwenden, um den Energieverbrauch zu minimieren.
4. Verbesserte Sicherheit
Reduzierte Exposition gegenüber Gefahrenstoffen: Automatisierung minimiert den direkten Kontakt der Mitarbeiter mit potenziell gefährlichen Chemikalien und Pulvern, was das Risiko von Gesundheitsproblemen reduziert.
Sicherheitsüberwachung: Automatisierte Anlagen sind häufig mit Sicherheitssensoren ausgestattet, die Unfälle verhindern und im Notfall schnelle Reaktionen ermöglichen.
Ergonomische Vorteile: Mitarbeiter müssen weniger körperlich anspruchsvolle Aufgaben erledigen, was das Risiko von arbeitsbedingten Verletzungen verringert.
5. Flexibilität und Anpassungsfähigkeit
Schnelle Anpassung an Produktänderungen: Automatisierte Systeme können schnell neu programmiert werden, um auf Änderungen im Produktdesign oder der Produktion umzustellen, was die Flexibilität erhöht.
Einfache Integration neuer Technologien: Durch modulare Designs können neue Technologien oder Prozesse problemlos in bestehende Systeme integriert werden.
Vielfältige Anwendungsmöglichkeiten: Automatisierung kann an eine Vielzahl von Werkstückgrößen, -formen und -materialien angepasst werden, was die Vielseitigkeit der Produktion erhöht.
6. Nachhaltigkeit und Umweltfreundlichkeit
Reduzierung von Abfall und Emissionen: Automatisierte Systeme optimieren den Materialverbrauch und reduzieren den Überspray, was zu weniger Abfall und geringeren Emissionen führt.
Ressourceneffizienz: Durch die optimale Nutzung von Energie und Materialien tragen automatisierte Systeme zu nachhaltigeren Produktionsprozessen bei.
Verbesserte Umweltbilanz: Unternehmen können ihre Umweltziele leichter erreichen und ihre ökologische Verantwortung wahrnehmen.
7. Daten- und Prozessoptimierung
Datengesteuerte Entscheidungsfindung: Automatisierte Systeme sammeln kontinuierlich Daten, die zur Analyse und Optimierung der Produktionsprozesse verwendet werden können.
Prozessoptimierung durch IoT: Internet of Things (IoT) Technologien ermöglichen die Echtzeitüberwachung und -steuerung von Prozessen, was die Effizienz und Transparenz erhöht.
Vorausschauende Wartung: Durch die Analyse von Maschinendaten können Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Ausfällen führen.
Fazit
Die Automatisierung in der Pulverbeschichtung bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion erheblich steigern. Durch den Einsatz modernster Technologien können Unternehmen ihre Betriebskosten senken, die Produktsicherheit erhöhen und gleichzeitig ihre Umweltbilanz verbessern. Die Investition in Automatisierungslösungen zahlt sich langfristig durch höhere Produktivität, verbesserte Qualität und größere Flexibilität aus. Unternehmen, die Automatisierungstechnologien integrieren, positionieren sich besser im Wettbewerb und sind in der Lage, schneller auf Marktveränderungen zu reagieren.
Beispiele für Automatisierung
Hubgerät für Pulverbeschichtung
Hier sind einige konkrete Beispiele für Automatisierung in der Pulverbeschichtungsindustrie, die verdeutlichen, wie moderne Technologien den Beschichtungsprozess optimieren und verbessern können:
1. Robotergesteuerte Sprühapplikationen
Automatisierte Spritzroboter: Diese Roboterarme sind mit elektrostatischen Sprühpistolen ausgestattet und können komplexe Bewegungsmuster programmieren, um Teile unterschiedlicher Formen und Größen effizient zu beschichten. Durch die Robotersteuerung wird eine gleichmäßige Schichtdicke erreicht, und es gibt weniger Overspray.Beispiel: In der Automobilindustrie werden Karosserieteile oft mit robotergestützten Sprühsystemen beschichtet, um eine gleichmäßige und hochwertige Oberfläche zu gewährleisten. Ein Unternehmen wie ABB Robotics bietet Lösungen, die auf die spezifischen Anforderungen der Automobilindustrie zugeschnitten sind.
2. Automatische Fördersysteme
Overhead-Kettenförderer: Diese Systeme transportieren die Teile durch verschiedene Prozessschritte wie Reinigung, Beschichtung und Aushärtung. Sie ermöglichen einen kontinuierlichen Produktionsfluss und minimieren manuelle Eingriffe.Beispiel: Bei der Herstellung von Metallmöbeln werden Teile oft auf Förderbändern bewegt, die sie durch alle Beschichtungsphasen führen. Unternehmen wie Nordson bieten komplexe Fördersysteme an, die an verschiedene Produktionslayouts angepasst werden können.
3. Automatisierte Farbwechselsysteme
Schnellwechselkabinen: Diese Kabinen sind darauf ausgelegt, den Farbwechselprozess zu beschleunigen. Sie verfügen über automatische Reinigungszyklen und programmierbare Steuerungen, die den Farbwechsel effizienter machen.Beispiel: In der Fahrradindustrie, wo häufig Farbvarianten angeboten werden, nutzen Hersteller automatisierte Systeme, um den Farbwechsel schnell durchzuführen, ohne die Produktion zu verlangsamen. Systeme von Gema Switzerland bieten automatische Farbwechseltechnologien, die in der Branche weit verbreitet sind.
4. Intelligente Einbrennöfen
Automatisierte Temperatur- und Zeitsteuerung: Einbrennöfen sind mit Sensoren ausgestattet, die die Temperatur und den Durchsatz in Echtzeit überwachen und anpassen, um die optimale Aushärtung der Beschichtung zu gewährleisten.Beispiel: In der Elektronikindustrie, wo präzise Temperaturkontrollen entscheidend sind, verwenden Hersteller automatisierte Öfen, um die empfindlichen Komponenten richtig zu behandeln. Unternehmen wie Despatch Industries bieten Öfen an, die auf solche spezifischen Anforderungen abgestimmt sind.
5. Echtzeit-Qualitätskontrollsysteme
Vision-Systeme für die Inspektion: Kameras und Bildverarbeitungstechnologien erfassen die Beschichtungsqualität in Echtzeit, erkennen Fehler und ermöglichen sofortige Korrekturmaßnahmen.Beispiel: In der Luftfahrtindustrie, wo höchste Qualitätsstandards gelten, werden Vision-Systeme eingesetzt, um die Beschichtungen auf Flugzeugteilen zu überprüfen. Anbieter wie Cognex bieten fortschrittliche Bildverarbeitungslösungen an, die in diesen Anwendungen genutzt werden.
6. Datenanalyse und IoT-Integration
IoT-gestützte Prozessüberwachung: Sensoren an verschiedenen Stellen der Produktionslinie sammeln Daten, die zur Optimierung des gesamten Beschichtungsprozesses genutzt werden können. IoT-Plattformen ermöglichen eine zentrale Überwachung und Anpassung der Systeme in Echtzeit.Beispiel: Ein Hersteller von landwirtschaftlichen Maschinen nutzt IoT-Daten, um die Effizienz der Pulverbeschichtungsanlage zu verbessern und Wartungszyklen zu optimieren. Unternehmen wie Siemens bieten umfassende IoT-Lösungen an, die solche Anwendungen unterstützen.
7. Vorausschauende Wartung
Condition Monitoring: Automatisierte Überwachungssysteme analysieren kontinuierlich den Zustand von Anlagenkomponenten und prognostizieren Wartungsbedarf, bevor Ausfälle auftreten.Beispiel: Ein Hersteller von Haushaltsgeräten implementiert vorausschauende Wartung, um die Lebensdauer seiner Beschichtungsanlagen zu verlängern und die Verfügbarkeit zu maximieren. Lösungen von GE Digital bieten solche Condition-Monitoring-Tools an.
8. Automatisierte Reinigungssysteme
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungszyklen, die das Entfernen von Pulverrückständen und die Vorbereitung für den nächsten Durchgang erleichtern.Beispiel: In der Herstellung von Baukomponenten, die unterschiedliche Beschichtungen erfordern, helfen selbstreinigende Systeme, die Wechselzeiten zwischen den verschiedenen Pulverlacken zu verkürzen. Systeme von Wagner bieten effiziente Reinigungsoptionen, die in solchen Anwendungen zum Einsatz kommen.
Fazit
Automatisierung in der Pulverbeschichtungsindustrie bietet vielfältige Möglichkeiten, die Produktion zu optimieren und gleichzeitig die Qualität zu steigern. Durch den Einsatz von robotergesteuerten Sprühsystemen, automatisierten Fördersystemen, intelligenten Einbrennöfen und fortschrittlichen Überwachungs- und Wartungstechnologien können Unternehmen ihre Effizienz erhöhen und ihre Wettbewerbsfähigkeit verbessern. Die Investition in Automatisierungstechnologien ermöglicht es Unternehmen, sich schnell an Marktveränderungen anzupassen und gleichzeitig ihre Produktionskosten zu senken.
Komponenten einer Komplette Pulverbeschichtungsanlage
Pulverbeschichtungsanlage mit Traversen
Eine komplette Pulverbeschichtungsanlage besteht aus mehreren wesentlichen Komponenten, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu gewährleisten. Hier sind die Hauptkomponenten einer solchen Anlage und ihre Funktionen:
1. Vorbehandlungssystem
Oberflächenvorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt, um sicherzustellen, dass die Oberfläche des Werkstücks sauber und bereit für die Beschichtung ist. Die Vorbehandlung verbessert die Haftung der Pulverbeschichtung und erhöht die Korrosionsbeständigkeit.
Reinigungsstationen: Entfernen Öl, Fett, Staub und andere Verunreinigungen von der Oberfläche des Werkstücks.
Phosphatier- oder Chromatierstationen: Bilden eine Schutzschicht, die die Haftung verbessert und die Korrosionsbeständigkeit erhöht.
Spül- und Trocknungsstationen: Stellen sicher, dass das Werkstück frei von chemischen Rückständen und trocken ist, bevor es zur Beschichtung weitergeleitet wird.
2. Pulverkabinen
Automatische Pulverbeschichtungsanlage
Die Pulverkabine ist der Bereich, in dem das Pulver elektrostatisch auf die Werkstücke aufgetragen wird. Sie ist so konzipiert, dass sie eine saubere und kontrollierte Umgebung bietet, um überschüssiges Pulver effizient zurückzugewinnen.
Offene Kabinen: Geeignet für kleinere, manuelle Anwendungen, wo der Bediener direkten Zugang benötigt.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und sind effizienter bei der Kontrolle und Rückgewinnung von Overspray.
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungssysteme, die den Farbwechsel und die Wartung erleichtern.
3. Pulverauftragsgeräte
Automatisierte Pulverbeschichtung
Diese Geräte sind für die eigentliche Anwendung des Pulvers auf die Werkstücke verantwortlich und bestehen aus verschiedenen Komponenten, die den Pulverauftrag optimieren.
Elektrostatische Sprühpistolen: Laden die Pulverpartikel elektrostatisch auf, damit sie gleichmäßig auf der Werkstückoberfläche haften.
Pulverförderer: Transportieren das Pulver von den Vorratsbehältern zur Sprühpistole und sorgen für eine gleichmäßige Pulverzufuhr.
Steuerungseinheiten: Erlauben die Anpassung der Auftragsparameter wie Spannung, Pulverfluss und Sprühzeit.
4. Fördersysteme
Fördersysteme
Fördersysteme transportieren die Werkstücke durch die verschiedenen Stationen der Beschichtungsanlage, von der Vorbehandlung bis zur Aushärtung.
Kettenförderer: Bieten kontinuierliche Bewegung und sind ideal für die Massenproduktion.
Schienen- und Rollensysteme: Ermöglichen Flexibilität bei der Anordnung der Produktionslinie.
Pufferzonen: Bereiche, in denen Werkstücke zwischengelagert werden können, um den Produktionsfluss zu optimieren.
5. Einbrennöfen
Pulverofen
Einbrennöfen sind entscheidend für die Aushärtung der Pulverbeschichtung, da sie die erforderliche Wärme bereitstellen, um das Pulver zu schmelzen und eine dauerhafte Oberfläche zu schaffen.
Chargenöfen: Ideal für kleinere Produktionen mit variablen Chargengrößen; sie bieten Flexibilität und können verschiedene Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien mit hohen Durchsatzraten. Teile werden auf einem Förderband durch den Ofen transportiert.
Konvektions- und Infrarotöfen: Verschiedene Technologien bieten spezifische Vorteile in Bezug auf Aufheizgeschwindigkeit und Energieeffizienz.
6. Rückgewinnungs- und Recycling-Systeme
Zyklonrückgewinnung
Diese Systeme sind darauf ausgelegt, überschüssiges Pulver aufzufangen und wiederzuverwenden, um Abfall zu minimieren und die Effizienz zu maximieren.
Zyklonabscheider: Trennen überschüssiges Pulver aus der Luft und führen es zurück in den Beschichtungsprozess.
Filtersysteme: Entfernen Feinstaub aus der Luft und stellen sicher, dass nur saubere Luft in die Umgebung abgegeben wird.
Siebsysteme: Stellen sicher, dass nur qualitativ hochwertiges Pulver erneut verwendet wird, indem sie Verunreinigungen entfernen.
7. Steuerungs- und Überwachungssysteme
Moderne Steuerungssysteme ermöglichen die Überwachung und Anpassung aller Aspekte des Beschichtungsprozesses in Echtzeit.
Prozessleitsysteme (PLS): Überwachen und steuern den gesamten Produktionsablauf und bieten Echtzeit-Daten zur Optimierung der Prozesse.
Benutzeroberflächen: Intuitive Bedienpanels ermöglichen eine einfache Steuerung und Anpassung der Systemeinstellungen.
Datenanalyse-Tools: Erfassen und analysieren Daten zur Prozessoptimierung und Fehlererkennung.
8. Kühlzonen
Nach dem Aushärtungsprozess müssen die Werkstücke auf Raumtemperatur abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden können.
Luftkühlungssysteme: Nutzen Luftzirkulation, um die Werkstücke effizient abzukühlen.
Wasserkühlungssysteme: In speziellen Anwendungen, wo schnelle Abkühlung erforderlich ist, können Wasserkühlungssysteme eingesetzt werden.
9. Materialhandling-Systeme
Diese Systeme unterstützen das Be- und Entladen von Werkstücken und die Bewegung innerhalb der Anlage.
Robotiksysteme: Automatisierte Roboterarme, die Werkstücke präzise positionieren und handhaben.
Hubsysteme: Unterstützen beim Transport schwerer Werkstücke innerhalb der Anlage.
10. Wartungseinrichtungen
Regelmäßige Wartung ist entscheidend, um die Effizienz und Lebensdauer der Anlage zu gewährleisten.
Integrierte Wartungstools: Sensoren und Software zur vorausschauenden Wartung, die den Zustand der Anlage überwachen und Wartungsbedarf identifizieren.
Zugängliche Wartungsbereiche: Einfache Zugänglichkeit für regelmäßige Inspektionen und Reparaturen.
Fazit
Eine komplette Pulverbeschichtungsanlage besteht aus vielen Komponenten, die zusammenarbeiten, um eine effiziente, qualitativ hochwertige und umweltfreundliche Beschichtung zu gewährleisten. Jede Komponente spielt eine entscheidende Rolle im Beschichtungsprozess, von der Vorbereitung der Werkstücke bis zur Aushärtung der Beschichtung. Die Wahl der richtigen Technologien und die Integration von Automatisierungslösungen können den Betrieb optimieren und die Produktionsziele eines Unternehmens effektiv unterstützen.
Anlagengröße
Pulverauftragskammer
Die Größe von Pulverbeschichtungsanlagen kann je nach den spezifischen Anforderungen eines Unternehmens stark variieren. Die Anlagengröße hängt von mehreren Faktoren ab, darunter die Art und Größe der zu beschichtenden Werkstücke, das Produktionsvolumen und die verfügbaren räumlichen Gegebenheiten. Hier sind einige wichtige Überlegungen und Optionen zur Variation der Anlagengröße:
Faktoren, die die Anlagengröße beeinflussen
Art der zu beschichtenden Werkstücke
Kleinere Teile: Bei der Beschichtung von kleineren Teilen, wie z. B. Elektrokomponenten oder kleinen Metallteilen, können kompaktere Anlagen eingesetzt werden.
Große Werkstücke: Für größere Teile, wie Automobilkarosserien oder große Maschinenteile, sind größere Anlagen mit geräumigen Kabinen und Öfen erforderlich.
Produktionsvolumen
Kleinserienproduktion: Unternehmen, die kleinere Produktionsvolumen handhaben, können mit einfacheren und kleineren Anlagen auskommen.
Massenproduktion: Für hohe Produktionsvolumen sind größere und komplexere Anlagen notwendig, die einen kontinuierlichen Betrieb ermöglichen.
Verfügbare Fläche
Kompakte Lösungen: In begrenzten Räumlichkeiten können platzsparende Designs und integrierte Systeme genutzt werden, um den verfügbaren Platz optimal zu nutzen.
Großflächige Anlagen: In größeren Einrichtungen kann eine weitläufige Anordnung von Vorbehandlung, Beschichtung und Aushärtung erfolgen, um einen reibungslosen Produktionsablauf zu gewährleisten.
Prozessanforderungen
Vielseitigkeit: Anlagen, die verschiedene Beschichtungsarten und Materialien verarbeiten müssen, erfordern möglicherweise eine modulare Struktur, die Anpassungen erlaubt.
Spezialanforderungen: Bestimmte Anwendungen, wie z. B. die Beschichtung von hitzeempfindlichen Materialien, erfordern spezifische Anpassungen der Anlagengröße und -konfiguration.
Optionen zur Variation der Anlagengröße
1. Modulare Anlagen
Modulare Anlagen sind flexibel und können an unterschiedliche Produktionsanforderungen angepasst werden. Sie bestehen aus separaten Modulen, die nach Bedarf hinzugefügt oder entfernt werden können.
Vorteile:
Flexibilität: Einfaches Anpassen und Erweitern der Anlage, um auf wechselnde Produktionsanforderungen zu reagieren.
Kosteneffizienz: Investitionen können nach und nach getätigt werden, indem nur die notwendigen Module erworben werden.
Einfache Wartung: Einzelne Module können leicht gewartet oder ausgetauscht werden, ohne den gesamten Betrieb zu unterbrechen.
Beispiele:
Modulare Kabinen: Erlauben die Anpassung der Kabinengröße je nach Werkstückgröße.
Erweiterbare Fördersysteme: Zusätzliche Förderstrecken können hinzugefügt werden, um den Produktionsfluss zu erweitern.
2. Kompakte Anlagen
Kompakte Anlagen sind ideal für Unternehmen mit begrenztem Platzangebot oder für kleinere Produktionsvolumen.
Vorteile:
Platzsparend: Effektive Nutzung des verfügbaren Raums.
Geringere Investitionskosten: Reduzierte Anfangsinvestitionen durch den kleineren Maßstab der Anlage.
Schnellere Installation: Einfachere und schnellere Implementierung.
Beispiele:
Mini-Kabinen: Kleinere Beschichtungskabinen für spezialisierte Anwendungen.
Integrierte Systeme: Anlagen, die Vorbehandlung, Beschichtung und Aushärtung in einem kompakten Layout vereinen.
3. Großflächige Anlagen
Für Unternehmen mit hohen Produktionsanforderungen oder großen Werkstücken sind großflächige Anlagen notwendig.
Vorteile:
Hohe Kapazität: Eignen sich für die Massenproduktion und den gleichzeitigen Betrieb mehrerer Linien.
Vielseitigkeit: Möglichkeit, mehrere Prozesse gleichzeitig durchzuführen.
Effizienz: Optimierte Produktionsabläufe durch die großzügige Gestaltung der Anlage.
Beispiele:
Mehrere Kabinen und Öfen: Separate Bereiche für unterschiedliche Farben oder Materialien.
Erweiterte Fördersysteme: Lange Förderstrecken für den Transport großer oder zahlreicher Teile.
Planungsüberlegungen bei der Anlagengrößenauswahl
Zukunftsprognosen
Marktentwicklung: Berücksichtigen Sie mögliche Expansionen oder Veränderungen in der Nachfrage.
Technologische Fortschritte: Planen Sie für zukünftige Anpassungen oder Upgrades der Anlage.
Kostenüberlegungen
Anfangsinvestition vs. Betriebskosten: Wägen Sie die Anfangsinvestitionen gegen die langfristigen Betriebskosten ab.
Finanzielle Flexibilität: Planen Sie die Finanzierung der Anlage im Einklang mit den finanziellen Möglichkeiten und Zielen des Unternehmens.
Integration und Kompatibilität
Bestehende Infrastruktur: Überprüfen Sie die Kompatibilität der neuen Anlage mit bestehenden Systemen und Einrichtungen.
Erweiterungsmöglichkeiten: Planen Sie die Integration zukünftiger Erweiterungen oder Module.
Umwelt- und Sicherheitsstandards
Regulierungen: Stellen Sie sicher, dass die Anlage alle relevanten Umwelt- und Sicherheitsstandards erfüllt.
Nachhaltigkeit: Berücksichtigen Sie umweltfreundliche Technologien und Praktiken bei der Planung und dem Betrieb der Anlage.
Fazit
Die Größe einer Pulverbeschichtungsanlage kann an die spezifischen Bedürfnisse und Anforderungen eines Unternehmens angepasst werden. Durch die Auswahl der richtigen Anlagengröße und -konfiguration können Unternehmen ihre Produktionsziele effizient erreichen, die Qualität ihrer Produkte verbessern und die Betriebskosten optimieren. Ob modular, kompakt oder großflächig, jede Anlagengröße hat ihre eigenen Vorteile und Herausforderungen, die sorgfältig abgewogen werden müssen, um die besten Ergebnisse zu erzielen.
Benötigte Mitarbeiterzahl
Beschichtungseinheit
Die Anzahl der benötigten Mitarbeiter für den Betrieb einer Pulverbeschichtungsanlage hängt von mehreren Faktoren ab, darunter die Größe und Automatisierung der Anlage, das Produktionsvolumen, die Art der zu beschichtenden Werkstücke und die spezifischen betrieblichen Anforderungen. Hier sind einige Überlegungen, um die optimale Mitarbeiterzahl für den Betrieb einer Pulverbeschichtungsanlage zu bestimmen:
1. Faktoren, die die Mitarbeiterzahl beeinflussen
a. Größe der Anlage
Kleine Anlagen:
Typischerweise weniger Mitarbeiter erforderlich.
Häufig eine Mischung aus manuellen und halbautomatisierten Prozessen.
Große Anlagen:
Mehr Mitarbeiter erforderlich, insbesondere bei einer hohen Produktionskapazität.
Automatisierte Systeme können jedoch den Bedarf an Personal verringern.
b. Automatisierungsgrad
Hochautomatisierte Anlagen:
Reduzierter Bedarf an manueller Arbeit.
Erfordern jedoch technisches Personal für die Überwachung, Wartung und Programmierung der Anlagen.
Manuelle oder halbautomatisierte Anlagen:
Höherer Personalbedarf für die Bedienung und Überwachung der Anlagen.
c. Produktionsvolumen
Niedriges Produktionsvolumen:
Geringerer Personalbedarf.
Mehr Flexibilität bei der Planung von Schichten.
Hohes Produktionsvolumen:
Mehr Mitarbeiter erforderlich, um den Produktionsfluss aufrechtzuerhalten.
Möglicherweise mehrere Schichten zur Maximierung der Betriebszeit.
d. Werkstücktypen
Komplexe oder große Werkstücke:
Erfordern möglicherweise mehr Personal für die Handhabung und Inspektion.
Spezialisierte Mitarbeiter für die Anpassung der Beschichtungsparameter.
Kleine oder standardisierte Teile:
Weniger Personal für die Handhabung erforderlich.
Prozessabläufe sind oft einfacher und standardisiert.
2. Typische Rollen in einer Pulverbeschichtungsanlage
a. Produktionsmitarbeiter
Bediener der Beschichtungsanlagen:
Verantwortlich für das Auftragen der Pulverbeschichtung.
Überwachung der Qualität und Sicherstellung der richtigen Parameter.
Vorbehandlungsmitarbeiter:
Durchführung von Reinigungs- und Vorbehandlungsprozessen.
Sicherstellung, dass die Werkstücke ordnungsgemäß vorbereitet sind.
b. Technisches Personal
Wartungstechniker:
Regelmäßige Wartung und Reparatur der Anlagen.
Überwachung der Systemleistung und Durchführung von Fehlerbehebungen.
Automatisierungs- und Steuerungstechniker:
Programmierung und Überwachung automatisierter Systeme.
Anpassung der Steuerungsparameter und Optimierung der Prozesse.
c. Qualitätssicherung
Qualitätsinspektoren:
Durchführung von Qualitätskontrollen zur Sicherstellung der Einhaltung von Standards.
Verwendung von Messgeräten zur Überprüfung der Schichtdicke und Oberflächenqualität.
Prozessoptimierer:
Analyse von Produktionsdaten zur Verbesserung der Effizienz und Qualität.
Implementierung von Verbesserungsmaßnahmen.
d. Management und Verwaltung
Produktionsleiter:
Überwachung der gesamten Produktionslinie.
Koordination der Mitarbeiter und Sicherstellung der Zielerreichung.
Logistik- und Materialplaner:
Verwaltung der Materialflüsse und Bestände.
Planung der Produktion auf Basis von Nachfrage und Kapazität.
3. Beispiel einer Mitarbeiterverteilung
Hier ist ein Beispiel für die Mitarbeiterverteilung in einer mittelgroßen, teilautomatisierten Pulverbeschichtungsanlage:
Rolle
Anzahl der Mitarbeiter
Beschreibung
Bediener der Vorbehandlung
2-3
Verantwortlich für Reinigung und Vorbereitung der Werkstücke.
Pulverbeschichtungsbediener
3-4
Durchführung des Beschichtungsprozesses.
Wartungstechniker
1-2
Wartung und Reparatur der Anlagen.
Automatisierungstechniker
1-2
Überwachung der automatisierten Systeme und Prozesssteuerung.
Qualitätsinspektoren
1-2
Überprüfung der Qualität der beschichteten Teile.
Produktionsleiter
1
Leitung der Produktion und Koordination der Schichten.
Logistik- und Materialplaner
1
Verwaltung der Materialbestände und Produktionsplanung.
4. Optimierung der Mitarbeiterzahl
Um die Mitarbeiterzahl effizient zu nutzen, können Unternehmen folgende Strategien in Betracht ziehen:
Schulung und Weiterbildung: Regelmäßige Schulungen, um die Qualifikation der Mitarbeiter zu verbessern und sie auf mehrere Aufgaben vorzubereiten.
Einsatz von Zeitarbeitern: Flexible Personalplanung durch den Einsatz von Zeitarbeitskräften, um bei Bedarf Spitzenbelastungen abzufangen.
Prozessoptimierung: Einsatz von Lean-Management-Prinzipien, um Prozesse zu optimieren und den Personalbedarf zu reduzieren.
Investition in Automatisierung: Einsatz von Automatisierungstechnologien zur Reduzierung des manuellen Arbeitsaufwands und Verbesserung der Effizienz.
Fazit
Die optimale Anzahl der Mitarbeiter in einer Pulverbeschichtungsanlage hängt von vielen Faktoren ab, darunter die Größe der Anlage, der Automatisierungsgrad und das Produktionsvolumen. Durch den Einsatz von Automatisierung, Schulung und Prozessoptimierung können Unternehmen ihre Personalkosten minimieren und gleichzeitig die Effizienz und Qualität ihrer Produktion maximieren. Eine sorgfältige Planung und Anpassung der Personalressourcen ist entscheidend, um den Erfolg der Anlage zu gewährleisten.
EMS Pulverbeschichtungsanlagen
Unsere Pulverbeschichtungsanlage wird in Übereinstimmung mit den globalen fortschrittlichen Standards hergestellt und wurden mit vollem Vertrauen sowohl auf dem heimischen als auch auf dem weltweiten Markt bevorzugt.
Unsere Kapazität ist täglich gewachsen, wobei die Kundenzufriedenheit zusammen mit unserem gemeinsamen Vertriebs- und Servicenetz an erster Stelle steht.
Unser Unternehmen ist ein führendes türkisches Unternehmen, das sich auf die Herstellung von „Elektrostatischen Pulverbeschichtungsanlagen und kompletten Lackiersystemen“ mit 20 Jahren Wissen und praktischer Erfahrung spezialisiert hat.
Alle unsere Maschinen sind CE-gekennzeichnet, garantiert und können von potenziellen Kunden persönlich besichtigt werden. Es gibt auch Bilder und Videos auf dieser Seite, die die verwendeten Maschinen zeigen.
Wir entwerfen, fertigen und montieren Pulverbeschichtungsöfen, automatische und manuelle Kabinen, automatische und manuelle Pulverbeschichtungsanlagen, Pistolen, automatische und Stangentransfer-Pulverbeschichtungslinien, Pulverbeschichtungsfilter und Ersatzteile für Pulverbeschichtungspistolen
Wir sind Hersteller von Tauchvorbehandlung für unsere Kunden in Deutschland, Österreich und der Schweiz. Guter Preis und lange Lebensdauer
Die Tauchvorbehandlung ist ein Verfahren, das in der Oberflächenvorbereitung von Werkstücken eingesetzt wird, bevor sie beschichtet werden. Es handelt sich um ein Tauchbad-Verfahren, bei dem die Werkstücke vollständig in eine Chemikalienlösung getaucht werden, um die Oberflächenverunreinigungen zu entfernen und eine Schutzschicht zu bilden.
Die Tauchvorbehandlung umfasst in der Regel mehrere Schritte, die auf die Art des Materials und der Verunreinigungen, die entfernt werden müssen, abgestimmt sind. Im Allgemeinen wird eine Vorreinigung mit Entfettungsmitteln oder alkalischen Reinigern durchgeführt, um Öl, Fett und andere Verunreinigungen zu entfernen. Anschließend erfolgt eine Entrostung, um Rost und andere Korrosionsspuren zu entfernen.
Nach der Vorreinigung erfolgt die eigentliche Tauchvorbehandlung, bei der eine Schutzschicht auf der Oberfläche der Werkstücke gebildet wird. Diese Schutzschicht kann durch Phosphatieren, Chromatieren oder andere chemische Verfahren erzeugt werden, um die Oberfläche zu verbessern und die Haftung der Beschichtung zu erhöhen.
Es ist wichtig, die Tauchvorbehandlung genau zu überwachen und die Chemikalienlösung regelmäßig zu erneuern oder zu warten, um sicherzustellen, dass die Ergebnisse konstant bleiben. Außerdem muss die Entsorgung der Chemikalienlösung ordnungsgemäß durchgeführt werden, um Umweltschäden zu vermeiden.
Die Tauchvorbehandlung wird in verschiedenen Industriezweigen eingesetzt, darunter Automobil- und Flugzeugbau, Elektronik, Metallverarbeitung und viele andere. Sie ist ein wichtiger Schritt in der Beschichtung von Werkstücken, um eine hohe Qualität und Langlebigkeit der Oberfläche zu gewährleisten.
Tauchvorbehandlung
Tauchvorbehandlung ist ein Verfahren zur Reinigung und Vorbereitung von metallischen Oberflächen für eine nachfolgende Beschichtung oder Lackierung. Das Verfahren basiert darauf, dass die metallische Oberfläche in ein Bad mit einem chemischen Lösungsmittel oder Reinigungsmittel eingetaucht wird. Das Lösungsmittel oder Reinigungsmittel entfernt Verunreinigungen, Rost und andere Oberflächenschichten von der metallischen Oberfläche.
Tauchvorbehandlung wird in vielen verschiedenen Industrien eingesetzt, darunter Automobilindustrie, Luft- und Raumfahrtindustrie, Elektronikindustrie und Bauindustrie.
Es gibt verschiedene Arten von Tauchvorbehandlungsverfahren, die je nach den Anforderungen des jeweiligen Anwendungsfalls verwendet werden. Die gebräuchlichsten Verfahren sind:
Entfettung: Dieses Verfahren wird verwendet, um Öl, Fett und andere organische Verunreinigungen von der metallischen Oberfläche zu entfernen.
Beizen: Dieses Verfahren wird verwendet, um Rost und andere oxidierte Oberflächenschichten von der metallischen Oberfläche zu entfernen.
Passivierung: Dieses Verfahren wird verwendet, um eine schützende Schicht auf der metallischen Oberfläche zu bilden.
Tauchvorbehandlung ist ein wichtiges Verfahren, um die Qualität und Haltbarkeit einer nachfolgenden Beschichtung oder Lackierung zu gewährleisten. Eine gründliche Tauchvorbehandlung entfernt Verunreinigungen und sorgt dafür, dass die Beschichtung oder Lackierung gut auf der metallischen Oberfläche haftet.
Vorteile von Tauchvorbehandlung:
Entfernt Verunreinigungen, Rost und andere Oberflächenschichten
Verbessert die Haftung von Beschichtung oder Lackierung
Erhöht die Haltbarkeit der Beschichtung oder Lackierung
Reduziert die Wahrscheinlichkeit von Korrosion
Nachteile von Tauchvorbehandlung:
Kann umweltschädlich sein
Kann gefährlich sein, wenn nicht ordnungsgemäß durchgeführt
Sicherheitsmaßnahmen bei Tauchvorbehandlung:
Tragen Sie Schutzkleidung, einschließlich Schutzbrille, Handschuhe und Schutzkleidung.
Arbeiten Sie in einem gut belüfteten Bereich.
Befolgen Sie die Anweisungen des Herstellers des Tauchbads.
Umweltschutzmaßnahmen bei Tauchvorbehandlung:
Verwenden Sie umweltfreundliche Tauchbäder und Reinigungsmittel.
Sammeln und entsorgen Sie gebrauchte Tauchbäder und Reinigungsmittel ordnungsgemäß.
Entfettung
Die Entfettung ist ein kritischer Schritt in der Vorbehandlung für die Pulverbeschichtung. Sie zielt darauf ab, Fette, Öle und andere organische Verunreinigungen von der Oberfläche des zu beschichtenden Substrats zu entfernen. Diese organischen Verbindungen können die Haftung des Beschichtungspulvers beeinträchtigen und zu ungleichmäßigen Beschichtungen führen. Daher ist eine gründliche Entfettung von entscheidender Bedeutung, um eine qualitativ hochwertige Pulverbeschichtung zu gewährleisten.
Es gibt verschiedene Methoden zur Entfettung, darunter chemische Entfettung, Dampfreinigung, Lösungsmittelreinigung und Ultraschallreinigung. Jede Methode hat ihre eigenen Vor- und Nachteile und wird je nach den Anforderungen des Substrats und der Beschichtung ausgewählt. Die Entfettung erfolgt normalerweise durch Auftragen einer Entfettungslösung auf die Oberfläche des Substrats und anschließendes Spülen, um die gelösten Verunreinigungen zu entfernen.
Die Qualitätssicherung bei der Entfettung umfasst die Überwachung und Kontrolle jedes Schrittes des Entfettungsprozesses. Dies beinhaltet die regelmäßige Überprüfung der Entfettungsmethode, die Kontrolle der Entfettungslösungskonzentration und -einwirkzeit sowie die visuelle Inspektion der behandelten Oberfläche. Eine effektive Entfettung gewährleistet eine saubere und gleichmäßige Oberfläche, auf der das Beschichtungspulver optimal haften kann.
Entölung
Die Entölung ist ein essentieller Schritt in der Vorbehandlung für die Pulverbeschichtung und zielt darauf ab, Öle und Fette von der Oberfläche des zu beschichtenden Substrats zu entfernen. Öle können die Haftung des Beschichtungspulvers beeinträchtigen und zu ungleichmäßigen Beschichtungen führen. Daher ist es entscheidend, eine gründliche Entölung durchzuführen, um eine hochwertige Pulverbeschichtung zu gewährleisten.
Es gibt verschiedene Methoden zur Entölung, darunter chemische Entölung, Dampfreinigung, Lösungsmittelreinigung und Ultraschallreinigung. Jede Methode hat ihre eigenen Vor- und Nachteile und wird je nach den Anforderungen des Substrats und der Beschichtung ausgewählt. Die Entölung erfolgt normalerweise durch Auftragen einer Entölungslösung auf die Oberfläche des Substrats und anschließendes Spülen, um die gelösten Verunreinigungen zu entfernen.
Die Qualitätssicherung bei der Entölung umfasst die Überwachung und Kontrolle jedes Schrittes des Entölungsprozesses. Dies beinhaltet die regelmäßige Überprüfung der Entölungsmethode, die Kontrolle der Entölungslösungskonzentration und -einwirkzeit sowie die visuelle Inspektion der behandelten Oberfläche. Eine effektive Entölung gewährleistet eine saubere und gleichmäßige Oberfläche, auf der das Beschichtungspulver optimal haften kann.
Lösungsmittelreinigung
Die Lösungsmittelreinigung ist ein wichtiger Schritt in der Vorbehandlung für die Pulverbeschichtung und dient dazu, Verschmutzungen, Fette, Öle und andere Verunreinigungen von der Oberfläche des zu beschichtenden Substrats zu entfernen. Diese Methode verwendet spezielle Reinigungslösungen, die Fett und Öl effektiv lösen und entfernen können.
Der Prozess der Lösungsmittelreinigung beinhaltet normalerweise das Auftragen der Reinigungslösung auf die Oberfläche des Substrats und das anschließende Abwischen oder Abspülen, um die gelösten Verunreinigungen zu entfernen. Dieser Schritt kann mehrmals wiederholt werden, um sicherzustellen, dass die Oberfläche vollständig gereinigt ist.
Die Qualitätssicherung bei der Lösungsmittelreinigung umfasst die Überwachung und Kontrolle jedes Schrittes des Reinigungsprozesses. Dies beinhaltet die regelmäßige Überprüfung der Reinigungslösungskonzentration, die Einwirkzeit, die Spülverfahren und die visuelle Inspektion der behandelten Oberfläche. Eine effektive Lösungsmittelreinigung gewährleistet eine saubere und gleichmäßige Oberfläche, auf der das Beschichtungspulver optimal haften kann.
Dampfreinigung
Die Dampfreinigung ist eine wirksame Methode zur Vorbehandlung für die Pulverbeschichtung, bei der heißer Dampf verwendet wird, um Verschmutzungen, Fette, Öle und andere Verunreinigungen von der Oberfläche des zu beschichtenden Substrats zu entfernen. Diese Methode bietet eine gründliche Reinigung, ohne dass aggressive Chemikalien erforderlich sind.
Der Prozess der Dampfreinigung beinhaltet das Einbringen von heißem Dampf auf die Oberfläche des Substrats, wodurch die Verschmutzungen gelöst und von der Oberfläche abgewischt oder abgespült werden können. Die hohe Temperatur des Dampfes trägt dazu bei, hartnäckige Verunreinigungen zu lösen und eine saubere Oberfläche zu hinterlassen.
Die Qualitätssicherung bei der Dampfreinigung umfasst die Überwachung und Kontrolle der Dampftemperatur, des Drucks und der Einwirkzeit, um sicherzustellen, dass die Oberfläche gründlich gereinigt wird. Regelmäßige Inspektionen und Tests gewährleisten eine konsistente Reinigungsleistung und eine optimale Vorbereitung für die Pulverbeschichtung.
Ultraschallreinigung
Die Ultraschallreinigung ist eine hochwirksame Methode zur Vorbehandlung für die Pulverbeschichtung, bei der hochfrequente Schallwellen verwendet werden, um Verschmutzungen, Fette, Öle und andere Verunreinigungen von der Oberfläche des zu beschichtenden Substrats zu entfernen. Diese Methode ermöglicht eine gründliche Reinigung, auch von schwer zugänglichen Bereichen, ohne dass abrasive Reinigungsmittel erforderlich sind.
Der Prozess der Ultraschallreinigung beinhaltet das Eintauchen des zu reinigenden Substrats in ein Reinigungsbad, das mit Wasser und Reinigungslösung gefüllt ist. Durch die Erzeugung von hochfrequenten Schallwellen im Reinigungsbad entstehen winzige Kavitationsblasen, die Verschmutzungen von der Oberfläche des Substrats lösen. Dies ermöglicht eine effektive Reinigung, auch von komplexen oder fein strukturierten Oberflächen.
Die Qualitätssicherung bei der Ultraschallreinigung umfasst die Überwachung und Kontrolle der Ultraschallfrequenz, der Reinigungslösungskonzentration und -temperatur sowie der Einwirkzeit, um sicherzustellen, dass die Oberfläche gründlich gereinigt wird. Regelmäßige Inspektionen und Tests gewährleisten eine konsistente Reinigungsleistung und eine optimale Vorbereitung für die Pulverbeschichtung.
Chemische Reinigung
Die chemische Reinigung ist eine effektive Methode zur Vorbehandlung für die Pulverbeschichtung, bei der spezielle Reinigungslösungen verwendet werden, um Verschmutzungen, Fette, Öle und andere Verunreinigungen von der Oberfläche des zu beschichtenden Substrats zu entfernen. Diese Methode bietet eine gründliche Reinigung und kann für eine Vielzahl von Substratmaterialien und Oberflächen verwendet werden.
Der Prozess der chemischen Reinigung beinhaltet das Auftragen der Reinigungslösung auf die Oberfläche des Substrats und das Einwirkenlassen für eine bestimmte Zeit, um die Verschmutzungen zu lösen. Anschließend wird die Oberfläche gründlich gespült, um die gelösten Verunreinigungen zu entfernen. Je nach Art der Verschmutzung und des Substrats können verschiedene Arten von Reinigungslösungen verwendet werden, einschließlich alkalischer, saurer oder neutraler Reiniger.
Die Qualitätssicherung bei der chemischen Reinigung umfasst die Überwachung und Kontrolle der Reinigungslösungskonzentration, der Einwirkzeit und des Spülverfahrens, um sicherzustellen, dass die Oberfläche gründlich gereinigt wird. Regelmäßige Inspektionen und Tests gewährleisten eine konsistente Reinigungsleistung und eine optimale Vorbereitung für die Pulverbeschichtung.
Vorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt in der Pulverbeschichtung, der die Grundlage für eine dauerhafte und qualitativ hochwertige Beschichtung bildet. Sie umfasst eine Reihe von Prozessen, die darauf abzielen, die Oberfläche des zu beschichtenden Substrats für die Aufnahme des Beschichtungspulvers vorzubereiten und eine optimale Haftung zu gewährleisten.
Zu den Hauptzielen der Vorbehandlung gehören die Entfernung von Verunreinigungen, wie Fette, Öle, Rost, Schmutz und Oxidationsschichten, sowie die Schaffung einer sauberen, gleichmäßigen Oberfläche. Dies ermöglicht es dem Beschichtungspulver, sich gleichmäßig zu verteilen und eine feste Verbindung mit dem Substrat einzugehen.
Die Vorbehandlung kann verschiedene Schritte umfassen, wie Reinigung, Entfettung, Entölung, Entfernung von Rost und Oxidationsschichten, Oberflächenprofilierung und Vorbehandlungsverfahren wie Säurebeizen oder Phosphatierung. Die Auswahl der Vorbehandlungsmethoden hängt von der Art des Substrats, den Anforderungen der Beschichtung und den Umweltbedingungen ab.
Eine sorgfältige Überwachung und Kontrolle jedes Schrittes der Vorbehandlung sind entscheidend, um eine konsistente Oberflächenqualität und eine optimale Haftung des Beschichtungspulvers zu gewährleisten. Eine effektive Vorbehandlung trägt wesentlich zur Langlebigkeit und Beständigkeit der Pulverbeschichtung bei, indem sie eine starke Verbindung zwischen Beschichtung und Substrat schafft.
Oberflächenreinigung
Die Oberflächenreinigung ist ein grundlegender Schritt in der Vorbehandlung für die Pulverbeschichtung, der darauf abzielt, die Oberfläche des zu beschichtenden Substrats von Verunreinigungen zu befreien. Eine saubere Oberfläche ist entscheidend, um eine gute Haftung und Haltbarkeit der Beschichtung zu gewährleisten.
Der Prozess der Oberflächenreinigung kann verschiedene Methoden umfassen, wie zum Beispiel Entfettung, Entölung, Lösungsmittelreinigung, Dampfreinigung oder Ultraschallreinigung. Die Wahl der Methode hängt von der Art der Verunreinigungen, der Beschaffenheit des Substrats und den Anforderungen der Pulverbeschichtung ab.
Eine gründliche Oberflächenreinigung entfernt Fette, Öle, Schmutz, Rost, Oxidationsschichten und andere Verunreinigungen von der Oberfläche des Substrats. Dies schafft eine saubere, gleichmäßige Oberfläche, auf der das Beschichtungspulver optimal haften kann.
Die Qualitätssicherung bei der Oberflächenreinigung umfasst die Überwachung und Kontrolle jedes Schrittes des Reinigungsprozesses, um sicherzustellen, dass die Oberfläche gründlich gereinigt wird und frei von Verunreinigungen ist. Eine effektive Oberflächenreinigung ist entscheidend für eine erfolgreiche Pulverbeschichtung und eine hochwertige Oberflächenfinish.
Entfernung von Verunreinigungen
Die Entfernung von Verunreinigungen ist ein wesentlicher Schritt in der Vorbehandlung für die Pulverbeschichtung, um sicherzustellen, dass die Oberfläche des zu beschichtenden Substrats frei von jeglichen Verunreinigungen ist. Verunreinigungen wie Fette, Öle, Schmutz, Rost, Oxidationsschichten und andere Ablagerungen können die Haftung und Haltbarkeit der Beschichtung beeinträchtigen, wenn sie nicht ordnungsgemäß entfernt werden.
Der Prozess der Entfernung von Verunreinigungen kann verschiedene Reinigungsmethoden umfassen, je nach Art und Grad der Verunreinigungen sowie den Anforderungen der Pulverbeschichtung. Dazu gehören Entfettung, Entölung, Lösungsmittelreinigung, Dampfreinigung, Ultraschallreinigung und andere Reinigungstechniken.
Eine gründliche Entfernung von Verunreinigungen schafft eine saubere, gleichmäßige Oberfläche, auf der das Beschichtungspulver optimal haften kann. Dies trägt dazu bei, die Qualität und Haltbarkeit der Pulverbeschichtung zu verbessern und Beschichtungsfehler zu minimieren.
Die Qualitätssicherung bei der Entfernung von Verunreinigungen umfasst die Überwachung und Kontrolle jedes Reinigungsschrittes, um sicherzustellen, dass die Oberfläche gründlich gereinigt wird und frei von jeglichen Verunreinigungen ist. Eine effektive Entfernung von Verunreinigungen ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Reinigungslösungen
Reinigungslösungen spielen eine zentrale Rolle in der Vorbehandlung für die Pulverbeschichtung, da sie dazu dienen, Verunreinigungen von der Oberfläche des zu beschichtenden Substrats zu entfernen. Diese Lösungen enthalten spezielle chemische Zusammensetzungen, die darauf abzielen, Fette, Öle, Schmutz, Rost, Oxidationsschichten und andere Ablagerungen effektiv zu lösen und zu entfernen.
Es gibt verschiedene Arten von Reinigungslösungen, die je nach Art der Verunreinigungen und den Anforderungen der Pulverbeschichtung eingesetzt werden können. Dazu gehören alkalische Reiniger, saure Reiniger, neutrale Reiniger und spezielle Reinigungslösungen für bestimmte Substratmaterialien.
Die Auswahl der richtigen Reinigungslösung ist entscheidend, um eine gründliche Reinigung zu gewährleisten und gleichzeitig die Oberfläche des Substrats nicht zu beschädigen. Die Reinigungslösung sollte entsprechend den Anweisungen des Herstellers gemischt und angewendet werden, unter Berücksichtigung der Einwirkzeit und der Temperatur.
Die Qualitätssicherung bei der Verwendung von Reinigungslösungen umfasst die Überwachung und Kontrolle der Lösungskonzentration, der Einwirkzeit und des Reinigungsprozesses, um sicherzustellen, dass die Verunreinigungen gründlich entfernt werden und die Oberfläche sauber und bereit für die Pulverbeschichtung ist. Eine effektive Verwendung von Reinigungslösungen trägt dazu bei, die Qualität und Haltbarkeit der Pulverbeschichtung zu verbessern.
Phosphatierung
Phosphatierung ist ein wichtiger Prozess in der Vorbehandlung für die Pulverbeschichtung, der darauf abzielt, eine dünne Phosphatschicht auf der Oberfläche des zu beschichtenden Substrats zu erzeugen. Diese Phosphatschicht dient als Haftgrund für das Beschichtungspulver und verbessert die Haftung, Korrosionsbeständigkeit und Haltbarkeit der Beschichtung.
Der Prozess der Phosphatierung beinhaltet das Eintauchen des zu beschichtenden Substrats in eine Phosphatierungslösung, die spezielle Phosphate und andere Zusätze enthält. Diese Lösung interagiert chemisch mit der Oberfläche des Substrats und bildet eine Phosphatierungsschicht, die eng mit dem Substrat verbunden ist.
Es gibt verschiedene Arten von Phosphatierungslösungen, darunter Zinkphosphatierung, Eisenphosphatierung, Manganesephosphatierung und andere, die je nach den Anforderungen der Beschichtung und des Substrats ausgewählt werden können. Jede Art von Phosphatierung bietet spezifische Vorteile in Bezug auf Haftung, Korrosionsbeständigkeit und Haltbarkeit der Beschichtung.
Die Qualitätssicherung bei der Phosphatierung umfasst die Überwachung und Kontrolle jedes Schrittes des Phosphatierungsprozesses, einschließlich der Phosphatierungslösungskonzentration, der Einwirkzeit, der Temperatur und des Spülens. Eine effektive Phosphatierung trägt wesentlich zur Verbesserung der Haftung und Haltbarkeit der Pulverbeschichtung bei und gewährleistet eine hochwertige Oberflächenfinish.
Chromatierung
Chromatierung ist ein Vorbehandlungsprozess für die Pulverbeschichtung, der dazu dient, die Oberfläche des zu beschichtenden Substrats zu behandeln und deren Korrosionsbeständigkeit zu verbessern. Dieser Prozess beinhaltet die Bildung einer dünnen Chromatierungsschicht auf der Oberfläche des Substrats, die als Haftgrund für das Beschichtungspulver dient und gleichzeitig eine Schutzbarriere gegen Korrosion bildet.
Der Chromatierungsprozess kann durch verschiedene Methoden durchgeführt werden, wie z. B. das Eintauchen des Substrats in eine Chromatierungslösung oder das Auftragen der Lösung auf die Oberfläche. Die Chromatierungslösung enthält spezielle Chromatierungsmittel, die eine chemische Reaktion mit der Oberfläche des Substrats eingehen und eine dünne Chromatierungsschicht bilden.
Es gibt verschiedene Arten von Chromatierungsverfahren, darunter Chromatierung auf Zink-, Eisen- oder Aluminiumbasis. Jede Art von Chromatierung bietet spezifische Vorteile in Bezug auf Haftung, Korrosionsbeständigkeit und Haltbarkeit der Beschichtung.
Die Qualitätssicherung bei der Chromatierung umfasst die Überwachung und Kontrolle jedes Schrittes des Chromatierungsprozesses, einschließlich der Chromatierungslösungskonzentration, der Einwirkzeit, der Temperatur und des Spülens. Eine effektive Chromatierung trägt wesentlich zur Verbesserung der Haftung und Haltbarkeit der Pulverbeschichtung bei und gewährleistet eine hochwertige Oberflächenfinish.
Mechanische Vorbehandlung
Die mechanische Vorbehandlung ist ein wichtiger Schritt in der Pulverbeschichtungsvorbereitung, der dazu dient, die Oberfläche des Substrats zu reinigen, zu entfetten und zu profilieren, um eine optimale Haftung des Beschichtungspulvers zu gewährleisten. Im Gegensatz zu chemischen Methoden erfolgt die mechanische Vorbehandlung durch abrasive oder mechanische Mittel, die Verunreinigungen und Oberflächenunebenheiten entfernen.
Zu den häufig verwendeten mechanischen Vorbehandlungsmethoden gehören Schleifen, Bürsten, Sandstrahlen und Schleuderradstrahlen. Diese Verfahren entfernen nicht nur Verunreinigungen wie Fette, Öle, Rost und Schmutz, sondern erzeugen auch ein Oberflächenprofil, das die Haftung des Beschichtungspulvers verbessert.
Die Auswahl der geeigneten mechanischen Vorbehandlungsmethode hängt von verschiedenen Faktoren ab, einschließlich der Art des Substrats, der Art und des Ausmaßes der Verunreinigungen sowie den Anforderungen der Pulverbeschichtung. Eine gründliche Vorbereitung der Oberfläche durch mechanische Vorbehandlung ist entscheidend für eine erfolgreiche Beschichtung und die Qualität des Endprodukts.
Die Qualitätssicherung bei der mechanischen Vorbehandlung umfasst die Überwachung und Kontrolle jedes Schrittes des Verfahrens, um sicherzustellen, dass die Oberfläche gründlich gereinigt und vorbereitet wird. Dies beinhaltet die Überprüfung der Oberflächenrauhigkeit, die Kontrolle der Reinigungsintensität und die regelmäßige Wartung der Vorbehandlungsausrüstung. Eine effektive mechanische Vorbehandlung trägt wesentlich zur Verbesserung der Haftung und Haltbarkeit der Pulverbeschichtung bei.
Sandstrahlen
Sandstrahlen, auch als Strahlsandreinigung oder Sandstrahlung bekannt, ist eine effektive mechanische Vorbehandlungsmethode für die Pulverbeschichtung. Diese Technik verwendet Druckluft, um feine Sandpartikel auf die Oberfläche des zu beschichtenden Substrats zu blasen, wodurch Verunreinigungen, Rost, Farbe oder alte Beschichtungen entfernt werden.
Der Sandstrahlprozess beginnt mit dem Laden von speziellen Sandstrahlgeräten mit abrasivem Material wie Sand, Korund oder Glasgranulat. Durch das Anlegen von Druckluft wird das Abrasivmittel durch eine Düse auf die Oberfläche des Substrats geblasen, wodurch Verunreinigungen abgetragen und eine saubere Oberfläche erzeugt wird.
Die Vorteile des Sandstrahlens liegen in seiner Vielseitigkeit und seiner Fähigkeit, selbst hartnäckige Verunreinigungen und Beschichtungen zu entfernen, ohne die Substratoberfläche zu beschädigen. Zudem erzeugt das Sandstrahlen ein gleichmäßiges Oberflächenprofil, das die Haftung des Beschichtungspulvers verbessert.
Die Qualitätssicherung beim Sandstrahlen umfasst die Überwachung und Kontrolle des Strahlprozesses, einschließlich des Luftdrucks, der Strahlgeschwindigkeit, der Strahlmittelkorngröße und der Entfernung. Eine sorgfältige Vorbereitung und Durchführung des Sandstrahlens sind entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Entfettung
Die Entfettung ist ein grundlegender Schritt in der Vorbehandlung für die Pulverbeschichtung, der darauf abzielt, Fette, Öle und andere organische Verunreinigungen von der Oberfläche des zu beschichtenden Substrats zu entfernen. Eine gründliche Entfettung ist entscheidend, um eine optimale Haftung des Beschichtungspulvers zu gewährleisten und eine dauerhafte Beschichtung zu erzielen.
Es gibt verschiedene Methoden zur Entfettung, darunter chemische Entfettung, Dampfreinigung, Lösungsmittelreinigung und alkalische Reinigung. Jede Methode hat ihre eigenen Vorteile und kann je nach den Anforderungen der Beschichtung und den Eigenschaften des Substrats ausgewählt werden.
Die chemische Entfettung beinhaltet die Verwendung von speziellen Entfettungslösungen, die Fette und Öle von der Oberfläche des Substrats lösen und entfernen. Dampfreinigung nutzt hohe Temperaturen und Drücke, um Verunreinigungen zu lösen und zu entfernen. Lösungsmittelreinigung verwendet chemische Lösungsmittel, um organische Verunreinigungen zu lösen und zu entfernen. Alkalische Reinigung beinhaltet die Verwendung von alkalischen Reinigungsmitteln, um Fette und Öle zu emulgieren und zu entfernen.
Die Qualitätssicherung bei der Entfettung umfasst die Überwachung und Kontrolle jedes Schrittes des Entfettungsprozesses, um sicherzustellen, dass alle organischen Verunreinigungen gründlich entfernt werden. Eine effektive Entfettung ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Oberflächenprofilierung
Die Oberflächenprofilierung ist ein wichtiger Schritt in der Vorbehandlung für die Pulverbeschichtung, der darauf abzielt, eine bestimmte Oberflächenstruktur zu erzeugen, um die Haftung und Haltbarkeit der Beschichtung zu verbessern. Durch die Erzeugung eines bestimmten Profils auf der Oberfläche des zu beschichtenden Substrats wird die Kontaktfläche zwischen Beschichtungspulver und Substrat vergrößert, was zu einer besseren Haftung führt.
Es gibt verschiedene Methoden zur Oberflächenprofilierung, darunter mechanische Methoden wie Schleifen, Bürsten und Sandstrahlen sowie chemische Methoden wie Ätzen und Beizen. Jede Methode erzeugt ein unterschiedliches Oberflächenprofil und kann je nach den Anforderungen der Beschichtung und den Eigenschaften des Substrats ausgewählt werden.
Mechanische Methoden wie Schleifen und Bürsten entfernen Material von der Oberfläche des Substrats und erzeugen ein gleichmäßiges Profil. Sandstrahlen verwendet abrasive Partikel, um die Oberfläche des Substrats aufzurauen und ein raues Profil zu erzeugen. Chemische Methoden wie Ätzen und Beizen verwenden chemische Lösungen, um die Oberfläche des Substrats zu ätzen und ein Profil zu erzeugen.
Die Qualitätssicherung bei der Oberflächenprofilierung umfasst die Überwachung und Kontrolle jedes Schrittes des Profilierungsprozesses, um sicherzustellen, dass das gewünschte Profil erreicht wird, ohne die Substratoberfläche zu beschädigen. Eine effektive Oberflächenprofilierung trägt wesentlich zur Verbesserung der Haftung und Haltbarkeit der Pulverbeschichtung bei.
Vorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt in der Vorbereitung für die Pulverbeschichtung und umfasst eine Reihe von Prozessen, die darauf abzielen, die Oberfläche des zu beschichtenden Substrats für eine optimale Haftung und Haltbarkeit der Beschichtung vorzubereiten.
Zu den wichtigsten Schritten der Vorbehandlung gehören:
Reinigung: Entfernung von Fett, Öl, Schmutz, Rost und anderen Verunreinigungen von der Oberfläche des Substrats. Dies kann durch verschiedene Methoden wie chemische Reinigung, Dampfreinigung oder Sandstrahlen erfolgen.
Entfettung: Spezielle Reinigungsverfahren, um Fett- und Ölrückstände von der Oberfläche zu entfernen und eine saubere Oberfläche zu schaffen, auf der das Beschichtungspulver haften kann.
Phosphatierung: Bildung einer Phosphatschicht auf der Oberfläche des Substrats, um die Haftung des Beschichtungspulvers zu verbessern und die Korrosionsbeständigkeit zu erhöhen.
Chromatierung: Bildung einer Chromatschicht auf der Oberfläche des Substrats, um die Haftung und Korrosionsbeständigkeit weiter zu verbessern.
Oberflächenprofilierung: Erzeugung eines bestimmten Oberflächenprofils, um die Haftung des Beschichtungspulvers zu verbessern. Dies kann durch mechanische Methoden wie Schleifen oder Sandstrahlen erfolgen.
Die Qualitätssicherung bei der Vorbehandlung umfasst die Überwachung und Kontrolle jedes Schrittes des Prozesses, um sicherzustellen, dass die Oberfläche des Substrats gründlich gereinigt, entfettet, phosphatiert und chromatiert wird und das gewünschte Oberflächenprofil aufweist. Eine effektive Vorbehandlung ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Trocknung
Die Trocknung ist ein wesentlicher Schritt in der Vorbehandlung für die Pulverbeschichtung, der darauf abzielt, die Oberfläche des zu beschichtenden Substrats nach der Reinigung und Vorbehandlung vollständig zu trocknen, um sicherzustellen, dass das Beschichtungspulver optimal haften kann.
Es gibt verschiedene Methoden zur Trocknung, darunter Lufttrocknung, Backen im Ofen, Infrarottrocknung und Warmlufttrocknung. Jede Methode hat ihre eigenen Vor- und Nachteile und kann je nach den Anforderungen der Beschichtung und den Eigenschaften des Substrats ausgewählt werden.
Die Lufttrocknung ist eine einfache und kostengünstige Methode, bei der die Oberfläche des Substrats durch Umgebungsluft getrocknet wird. Backen im Ofen verwendet hingegen eine kontrollierte Wärmequelle, um die Trocknungszeit zu verkürzen und eine gleichmäßige Trocknung zu gewährleisten.
Die Qualitätssicherung bei der Trocknung umfasst die Überwachung und Kontrolle der Trocknungszeit, Temperatur und Luftfeuchtigkeit, um sicherzustellen, dass die Oberfläche des Substrats vollständig getrocknet ist, bevor das Beschichtungspulver aufgetragen wird. Eine effektive Trocknung ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Vorbehandlungschemikalien
Vorbehandlungschemikalien spielen eine wesentliche Rolle in der Pulverbeschichtungsvorbereitung, da sie dazu dienen, die Oberfläche des zu beschichtenden Substrats für eine optimale Haftung und Haltbarkeit der Beschichtung vorzubereiten. Diese Chemikalien umfassen eine Vielzahl von Lösungen, Zusätzen und Behandlungsverfahren, die je nach den spezifischen Anforderungen der Beschichtung und den Eigenschaften des Substrats ausgewählt werden.
Zu den häufig verwendeten Vorbehandlungschemikalien gehören:
Entfettungslösungen: Chemische Lösungen, die Fette, Öle und andere organische Verunreinigungen von der Oberfläche des Substrats lösen und entfernen.
Phosphatierungslösungen: Lösungen, die Phosphate enthalten und dazu dienen, eine Phosphatschicht auf der Oberfläche des Substrats zu bilden, um die Haftung und Korrosionsbeständigkeit der Beschichtung zu verbessern.
Chromatierungslösungen: Lösungen, die Chromate enthalten und dazu dienen, eine Chromatschicht auf der Oberfläche des Substrats zu bilden, um die Haftung und Korrosionsbeständigkeit weiter zu verbessern.
Neutralisierungslösungen: Lösungen, die verwendet werden, um überschüssige Chemikalien von der Oberfläche des Substrats zu entfernen und die Oberfläche für das Beschichtungspulver vorzubereiten.
Spüllösungen: Lösungen, die verwendet werden, um Rückstände von Vorbehandlungschemikalien von der Oberfläche des Substrats zu entfernen und die Oberfläche für die Trocknung vorzubereiten.
Die Qualitätssicherung bei der Verwendung von Vorbehandlungschemikalien umfasst die Überwachung und Kontrolle jedes Schrittes des Vorbehandlungsprozesses, einschließlich der Konzentration der Chemikalien, der Einwirkzeit, der Temperatur und der Spülung. Eine effektive Verwendung von Vorbehandlungschemikalien ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Vorbehandlungsausrüstung
Die Vorbehandlungsausrüstung spielt eine wesentliche Rolle in der Pulverbeschichtungsvorbereitung, da sie dazu dient, die Oberfläche des zu beschichtenden Substrats gründlich zu reinigen, zu entfetten, zu phosphatieren, zu chromatieren und vorzubereiten. Diese Ausrüstung umfasst eine Vielzahl von Maschinen, Geräten und Anlagen, die speziell für die Durchführung der verschiedenen Vorbehandlungsverfahren entwickelt wurden.
Zu den wichtigsten Arten von Vorbehandlungsausrüstung gehören:
Entfettungsanlagen: Tankanlagen oder Reinigungsgeräte, die zur Entfernung von Fett, Öl und anderen organischen Verunreinigungen von der Oberfläche des Substrats verwendet werden.
Phosphatierungsanlagen: Behälter oder Tauchbäder, die mit speziellen Phosphatierungslösungen gefüllt sind und dazu dienen, eine Phosphatschicht auf der Oberfläche des Substrats zu bilden.
Chromatierungsanlagen: Anlagen oder Beschichtungslinien, die Chromatierungslösungen enthalten und dazu dienen, eine Chromatschicht auf der Oberfläche des Substrats zu bilden.
Sandstrahlanlagen: Geräte oder Strahlkabinen, die abrasive Partikel verwenden, um die Oberfläche des Substrats aufzurauen und Verunreinigungen zu entfernen.
Trocknungsanlagen: Öfen oder Trocknungskammern, die dazu dienen, die Oberfläche des Substrats nach der Reinigung und Vorbehandlung zu trocknen, um sicherzustellen, dass das Beschichtungspulver optimal haften kann.
Die Qualitätssicherung bei der Verwendung von Vorbehandlungsausrüstung umfasst die regelmäßige Wartung, Kalibrierung und Überprüfung jedes Geräts, um sicherzustellen, dass es ordnungsgemäß funktioniert und konsistente Ergebnisse liefert. Eine effektive Vorbehandlungsausrüstung ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Vorbehandlungsprozess
Der Vorbehandlungsprozess ist ein entscheidender Schritt in der Vorbereitung für die Pulverbeschichtung und umfasst eine Reihe von Verfahren, die darauf abzielen, die Oberfläche des zu beschichtenden Substrats gründlich zu reinigen, zu entfetten, zu phosphatieren, zu chromatieren und zu profilieren.
Der Prozess beginnt in der Regel mit der Reinigung des Substrats, um Fette, Öle, Rost, Schmutz und andere Verunreinigungen zu entfernen. Dies kann durch chemische Reinigung, Dampfreinigung oder mechanische Reinigungsmethoden wie Schleifen oder Sandstrahlen erfolgen.
Nach der Reinigung folgt die Entfettung, bei der spezielle Entfettungslösungen verwendet werden, um Fett- und Ölrückstände von der Oberfläche des Substrats zu entfernen und eine saubere Oberfläche zu schaffen, auf der das Beschichtungspulver haften kann.
Anschließend erfolgt die Phosphatierung, bei der eine Phosphatschicht auf der Oberfläche des Substrats gebildet wird, um die Haftung und Korrosionsbeständigkeit der Beschichtung zu verbessern.
Nach der Phosphatierung kann eine Chromatierung durchgeführt werden, bei der eine Chromatschicht auf der Oberfläche des Substrats gebildet wird, um die Haftung und Korrosionsbeständigkeit weiter zu verbessern.
Schließlich wird die Oberfläche des Substrats profilisiert, um die Haftung des Beschichtungspulvers zu verbessern. Dies kann durch mechanische Methoden wie Schleifen oder Sandstrahlen erfolgen.
Die Qualitätssicherung beim Vorbehandlungsprozess umfasst die Überwachung und Kontrolle jedes Schrittes des Prozesses, um sicherzustellen, dass die Oberfläche des Substrats gründlich vorbereitet wird und alle erforderlichen Schritte durchgeführt werden, um eine erfolgreiche Pulverbeschichtung zu gewährleisten.
Oberflächenreinigung
Die Oberflächenreinigung ist ein entscheidender Schritt in der Vorbehandlung für die Pulverbeschichtung und umfasst die Entfernung von Verunreinigungen wie Fett, Öl, Schmutz, Rost und anderen Fremdpartikeln von der Oberfläche des zu beschichtenden Substrats.
Es gibt verschiedene Methoden zur Oberflächenreinigung, darunter:
Chemische Reinigung: Verwendung spezieller Reinigungslösungen, die Fette, Öle und andere organische Verunreinigungen von der Oberfläche des Substrats lösen und entfernen.
Dampfreinigung: Anwendung von heißem Dampf unter Druck, um hartnäckige Verunreinigungen von der Oberfläche des Substrats zu lösen und zu entfernen.
Mechanische Reinigung: Verwendung von mechanischen Methoden wie Schleifen, Bürsten oder Sandstrahlen, um Verunreinigungen von der Oberfläche des Substrats zu entfernen und eine saubere Oberfläche zu erzeugen.
Ultraschallreinigung: Einsatz von Ultraschallwellen, um Verunreinigungen von der Oberfläche des Substrats zu lösen und zu entfernen, insbesondere in schwer zugänglichen Bereichen.
Die Qualitätssicherung bei der Oberflächenreinigung umfasst die Überwachung und Kontrolle jedes Reinigungsschrittes, um sicherzustellen, dass alle Verunreinigungen gründlich entfernt werden und die Oberfläche des Substrats sauber und frei von jeglichen Rückständen ist. Eine effektive Oberflächenreinigung ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Vorbehandlungsbad
Ein Vorbehandlungsbad ist ein Behälter oder eine Tauchanlage, die speziell für die Durchführung verschiedener Vorbehandlungsverfahren in der Pulverbeschichtungsvorbereitung entwickelt wurde. Diese Bäder dienen dazu, die Oberfläche des zu beschichtenden Substrats gründlich zu reinigen, zu entfetten, zu phosphatieren, zu chromatieren und vorzubereiten.
Typischerweise bestehen Vorbehandlungsanlagen aus mehreren aufeinanderfolgenden Bädern, die mit verschiedenen Vorbehandlungslösungen gefüllt sind. Jedes Bad ist darauf ausgelegt, einen spezifischen Schritt des Vorbehandlungsprozesses durchzuführen und die Oberfläche des Substrats entsprechend vorzubereiten.
Die häufigsten Arten von Vorbehandlungsbädern umfassen:
Entfettungsbad: Enthält spezielle Entfettungslösungen, um Fette, Öle und andere organische Verunreinigungen von der Oberfläche des Substrats zu entfernen.
Phosphatierungsbad: Enthält Phosphatierungslösungen, um eine Phosphatschicht auf der Oberfläche des Substrats zu bilden und die Haftung und Korrosionsbeständigkeit der Beschichtung zu verbessern.
Chromatierungsbad: Enthält Chromatierungslösungen, um eine Chromatschicht auf der Oberfläche des Substrats zu bilden und die Haftung und Korrosionsbeständigkeit weiter zu verbessern.
Die Qualitätssicherung bei der Verwendung von Vorbehandlungsbädern umfasst die regelmäßige Überwachung und Kontrolle der Badparameter wie Temperatur, Konzentration der Vorbehandlungslösungen und Einwirkzeit, um sicherzustellen, dass jeder Schritt des Vorbehandlungsprozesses ordnungsgemäß durchgeführt wird und konsistente Ergebnisse liefert. Ein effizientes Vorbehandlungsbad ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Trocknungsofen
Ein Trocknungsofen ist eine wesentliche Komponente in der Vorbehandlung für die Pulverbeschichtung und dient dazu, die Oberfläche des zu beschichtenden Substrats nach der Reinigung und Vorbehandlung vollständig zu trocknen. Ein Trocknungsofen gewährleistet, dass die Oberfläche des Substrats frei von Feuchtigkeit ist, sodass das Beschichtungspulver optimal haften kann.
Die Trocknungsofen können verschiedene Bauformen und Größen haben, abhängig von den Anforderungen des Produktionsprozesses. Sie können kontinuierlich oder diskontinuierlich betrieben werden und können mit verschiedenen Wärmequellen wie Gas, Strom oder Infrarot arbeiten.
Die Trocknung im Ofen erfolgt normalerweise bei einer bestimmten Temperatur und für eine festgelegte Zeitdauer, um sicherzustellen, dass die Oberfläche des Substrats gründlich getrocknet wird. Die Trocknungszeit und Temperatur können je nach den spezifischen Anforderungen der Beschichtung und den Eigenschaften des Substrats variieren.
Die Qualitätssicherung bei der Verwendung von Trocknungsöfen umfasst die regelmäßige Überwachung und Kontrolle der Trocknungsparameter wie Temperatur, Luftfeuchtigkeit und Trocknungszeit, um sicherzustellen, dass die Oberfläche des Substrats vollständig getrocknet ist und alle erforderlichen Vorbehandlungsschritte durchgeführt wurden, bevor das Beschichtungspulver aufgetragen wird. Ein effektiver Trocknungsofen ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Vorbehandlungschemikalien
Vorbehandlungschemikalien sind eine wichtige Komponente in der Pulverbeschichtungsvorbereitung und werden verwendet, um die Oberfläche des zu beschichtenden Substrats gründlich zu reinigen, zu entfetten, zu phosphatieren, zu chromatieren und vorzubereiten. Diese Chemikalien umfassen eine Vielzahl von Lösungen, Zusätzen und Behandlungsverfahren, die je nach den spezifischen Anforderungen der Beschichtung und den Eigenschaften des Substrats ausgewählt werden.
Zu den häufig verwendeten Vorbehandlungschemikalien gehören:
Entfettungslösungen: Chemische Lösungen, die Fette, Öle und andere organische Verunreinigungen von der Oberfläche des Substrats lösen und entfernen.
Phosphatierungslösungen: Lösungen, die Phosphate enthalten und dazu dienen, eine Phosphatschicht auf der Oberfläche des Substrats zu bilden, um die Haftung und Korrosionsbeständigkeit der Beschichtung zu verbessern.
Chromatierungslösungen: Lösungen, die Chromate enthalten und dazu dienen, eine Chromatschicht auf der Oberfläche des Substrats zu bilden, um die Haftung und Korrosionsbeständigkeit weiter zu verbessern.
Neutralisierungslösungen: Lösungen, die verwendet werden, um überschüssige Chemikalien von der Oberfläche des Substrats zu entfernen und die Oberfläche für das Beschichtungspulver vorzubereiten.
Spüllösungen: Lösungen, die verwendet werden, um Rückstände von Vorbehandlungschemikalien von der Oberfläche des Substrats zu entfernen und die Oberfläche für die Trocknung vorzubereiten.
Die Qualitätssicherung bei der Verwendung von Vorbehandlungschemikalien umfasst die regelmäßige Überwachung und Kontrolle der Konzentration der Chemikalien, der Einwirkzeit, der Temperatur und anderer Parameter, um sicherzustellen, dass jeder Schritt des Vorbehandlungsprozesses ordnungsgemäß durchgeführt wird und konsistente Ergebnisse liefert. Eine effektive Verwendung von Vorbehandlungschemikalien ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Phosphatierung
Die Phosphatierung ist ein wichtiger Schritt in der Vorbehandlung für die Pulverbeschichtung, der dazu dient, eine Phosphatschicht auf der Oberfläche des zu beschichtenden Substrats zu bilden. Diese Schicht verbessert die Haftung und Korrosionsbeständigkeit der anschließend aufgetragenen Beschichtung.
Der Phosphatierungsprozess beinhaltet normalerweise mehrere Schritte:
Vorbereitung des Substrats: Das Substrat wird gründlich gereinigt und von jeglichen Verunreinigungen wie Fett, Öl oder Rost befreit.
Phosphatierungslösung vorbereiten: Eine Phosphatierungslösung wird gemischt, die verschiedene Phosphate und Additive enthält. Diese Lösung kann je nach den spezifischen Anforderungen der Beschichtung und den Eigenschaften des Substrats variieren.
Eintauchen des Substrats: Das gereinigte Substrat wird in die Phosphatierungslösung getaucht oder mit der Lösung besprüht. Die Oberfläche des Substrats reagiert mit der Phosphatierungslösung, wodurch eine Phosphatschicht entsteht.
Spülen: Nachdem das Substrat aus der Phosphatierungslösung entfernt wurde, wird es gründlich gespült, um überschüssige Chemikalien zu entfernen und die Oberfläche für die Trocknung vorzubereiten.
Die Qualitätssicherung bei der Phosphatierung umfasst die Überwachung und Kontrolle der Phosphatierungslösungskonzentration, der Einwirkzeit, der Temperatur und anderer Parameter, um sicherzustellen, dass eine gleichmäßige und konsistente Phosphatschicht auf der Oberfläche des Substrats gebildet wird. Eine effektive Phosphatierung ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Entfettung
Die Entfettung ist ein wichtiger Schritt in der Vorbehandlung für die Pulverbeschichtung, der darauf abzielt, Fette, Öle und andere organische Verunreinigungen von der Oberfläche des zu beschichtenden Substrats zu entfernen. Dies ist entscheidend, um sicherzustellen, dass die Beschichtung gleichmäßig haftet und eine dauerhafte Verbindung mit dem Substrat eingeht.
Der Entfettungsprozess kann auf verschiedene Weisen durchgeführt werden, einschließlich:
Chemische Entfettung: Verwendung spezieller Entfettungslösungen, die Fette und Öle effektiv von der Oberfläche des Substrats lösen und entfernen.
Dampfreinigung: Anwendung von heißem Dampf unter Druck, um hartnäckige Verunreinigungen zu lösen und zu entfernen.
Mechanische Reinigung: Verwendung von mechanischen Methoden wie Bürsten oder Sandstrahlen, um Verunreinigungen von der Oberfläche des Substrats zu entfernen.
Die Qualitätssicherung bei der Entfettung umfasst die Überwachung und Kontrolle der Entfettungslösungskonzentration, der Einwirkzeit, der Temperatur und anderer Parameter, um sicherzustellen, dass alle Verunreinigungen gründlich entfernt werden und die Oberfläche des Substrats sauber und frei von jeglichen Rückständen ist. Eine effektive Entfettung ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Oberflächenprofilierung
Die Oberflächenprofilierung ist ein wichtiger Schritt in der Vorbehandlung für die Pulverbeschichtung und bezieht sich auf die Schaffung einer texturierten Oberfläche auf dem zu beschichtenden Substrat. Eine korrekte Oberflächenprofilierung verbessert die Haftung und Haltbarkeit der Beschichtung, indem sie eine größere Oberfläche für die Haftung des Beschichtungspulvers bietet.
Es gibt verschiedene Methoden zur Oberflächenprofilierung, darunter:
Sandstrahlen: Verwendung von abrasiven Partikeln, die unter Druck auf die Oberfläche des Substrats gestrahlt werden, um sie aufzurauen und Verunreinigungen zu entfernen.
Schleifen: Verwendung von Schleifmaschinen oder -werkzeugen, um die Oberfläche des Substrats zu glätten und Verunreinigungen zu entfernen.
Bürsten: Verwendung von rotierenden Bürsten, um die Oberfläche des Substrats zu reinigen und aufzurauen.
Ätzen: Verwendung von chemischen Ätzmitteln, um die Oberfläche des Substrats zu ätzen und eine texturierte Oberfläche zu erzeugen.
Die Wahl der richtigen Methode zur Oberflächenprofilierung hängt von den spezifischen Anforderungen der Beschichtung und den Eigenschaften des Substrats ab. Die Qualitätssicherung bei der Oberflächenprofilierung umfasst die Überwachung und Kontrolle des Profilierungsvorgangs, um sicherzustellen, dass die Oberfläche des Substrats richtig vorbereitet ist und eine optimale Haftung des Beschichtungspulvers gewährleistet ist. Eine effektive Oberflächenprofilierung ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Chromatierung
Chromatierung ist ein wichtiger Schritt in der Vorbehandlung für die Pulverbeschichtung und bezieht sich auf die Bildung einer Chromatschicht auf der Oberfläche des zu beschichtenden Substrats. Diese Schicht verbessert die Haftung und Korrosionsbeständigkeit der anschließend aufgetragenen Beschichtung.
Der Chromatierungsprozess umfasst normalerweise mehrere Schritte:
Vorbereitung des Substrats: Das Substrat wird gründlich gereinigt und von jeglichen Verunreinigungen befreit.
Chromatierungslösung vorbereiten: Eine Chromatierungslösung wird gemischt, die Chromate und andere Additive enthält.
Eintauchen des Substrats: Das gereinigte Substrat wird in die Chromatierungslösung getaucht oder mit der Lösung besprüht. Die Oberfläche des Substrats reagiert mit der Chromatierungslösung, wodurch eine Chromatschicht entsteht.
Spülen: Nachdem das Substrat aus der Chromatierungslösung entfernt wurde, wird es gründlich gespült, um überschüssige Chemikalien zu entfernen und die Oberfläche für die Trocknung vorzubereiten.
Die Qualitätssicherung bei der Chromatierung umfasst die Überwachung und Kontrolle der Chromatierungslösungskonzentration, der Einwirkzeit, der Temperatur und anderer Parameter, um sicherzustellen, dass eine gleichmäßige und konsistente Chromatschicht auf der Oberfläche des Substrats gebildet wird. Eine effektive Chromatierung ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Spülung
Die Spülung ist ein wichtiger Schritt in der Vorbehandlung für die Pulverbeschichtung und folgt normalerweise nach dem Entfettungs-, Phosphatierungs- oder Chromatierungsprozess. Ihr Hauptzweck besteht darin, überschüssige Chemikalien und Verunreinigungen von der Oberfläche des zu beschichtenden Substrats zu entfernen und die Oberfläche für die Trocknung vorzubereiten.
Die Spülung erfolgt normalerweise durch Eintauchen des Substrats in einen Tank mit klarem Wasser oder durch das Spülen mit Wasserstrahlen. Dabei werden alle Rückstände von Vorbehandlungschemikalien und anderen Verunreinigungen gründlich entfernt.
Die Qualitätssicherung bei der Spülung umfasst die Überwachung und Kontrolle der Spülwasserqualität sowie die Gewährleistung einer ausreichenden Spülzeit, um sicherzustellen, dass alle Verunreinigungen vollständig entfernt werden. Eine gründliche Spülung ist entscheidend, um sicherzustellen, dass die Oberfläche des Substrats sauber und frei von jeglichen Rückständen ist, bevor das Beschichtungspulver aufgetragen wird. Dies trägt zu einer erfolgreichen Pulverbeschichtung und einem hochwertigen Oberflächenfinish bei.
Trocknungszeit
Die Trocknungszeit ist ein kritischer Parameter in der Vorbehandlung für die Pulverbeschichtung und bezieht sich auf die Zeitdauer, die benötigt wird, um die Oberfläche des zu beschichtenden Substrats nach der Reinigung und Vorbehandlung vollständig zu trocknen. Eine ausreichende Trocknungszeit ist entscheidend, um sicherzustellen, dass die Oberfläche frei von Feuchtigkeit ist und das Beschichtungspulver optimal haftet.
Die Trocknungszeit kann je nach den spezifischen Anforderungen der Beschichtung und den Eigenschaften des Substrats variieren. Sie wird normalerweise durch Faktoren wie die Temperatur des Trocknungsofens, die Luftfeuchtigkeit und die Belüftung des Arbeitsbereichs beeinflusst.
Die Qualitätssicherung bei der Trocknungszeit umfasst die Überwachung und Kontrolle der Trocknungsparameter, um sicherzustellen, dass die Oberfläche des Substrats gründlich getrocknet ist, bevor das Beschichtungspulver aufgetragen wird. Eine angemessene Trocknungszeit ist entscheidend, um eine gleichmäßige und dauerhafte Beschichtung zu gewährleisten und die Qualität des Oberflächenfinishs zu maximieren.
Einwirkzeit
Die Einwirkzeit ist ein wichtiger Parameter in der Vorbehandlung für die Pulverbeschichtung und bezieht sich auf die Zeitdauer, während der das zu beschichtende Substrat in einer Vorbehandlungslösung eingetaucht oder damit behandelt wird. Diese Zeit ermöglicht es den chemischen Lösungen, ihre Wirkung auf die Oberfläche des Substrats auszuüben und Verunreinigungen zu entfernen oder eine Schutzschicht zu bilden.
Die Einwirkzeit variiert je nach den spezifischen Anforderungen der Vorbehandlung und den Eigenschaften des Substrats. Sie wird normalerweise basierend auf den Empfehlungen des Herstellers der Vorbehandlungslösungen sowie den Ergebnissen von Tests und Probeläufen festgelegt.
Die Qualitätssicherung bei der Einwirkzeit umfasst die Überwachung und Kontrolle der Einwirkzeit für jedes Vorbehandlungsbad, um sicherzustellen, dass die chemischen Lösungen ausreichend Zeit haben, um ihre Wirkung auf die Oberfläche des Substrats auszuüben. Eine angemessene Einwirkzeit ist entscheidend, um eine effektive Reinigung, Entfettung, Phosphatierung oder Chromatierung zu gewährleisten und die Oberfläche für eine erfolgreiche Pulverbeschichtung vorzubereiten.
Temperaturkontrolle
Die Temperaturkontrolle ist ein wesentlicher Aspekt in der Vorbehandlung für die Pulverbeschichtung, da die Temperatur einen direkten Einfluss auf die Wirksamkeit der Vorbehandlungsprozesse hat. Eine präzise Kontrolle der Temperatur gewährleistet optimale Bedingungen für die Reinigung, Entfettung, Phosphatierung oder Chromatierung des zu beschichtenden Substrats.
Die Temperaturkontrolle erfolgt normalerweise durch Überwachung der Temperatur in verschiedenen Phasen der Vorbehandlung, einschließlich der Temperatur der Vorbehandlungslösungen, der Trocknungsofen und der Umgebungstemperatur. Die richtige Temperatur wird basierend auf den Anforderungen der spezifischen Vorbehandlungschemikalien und den Empfehlungen des Herstellers festgelegt.
Die Qualitätssicherung bei der Temperaturkontrolle umfasst die regelmäßige Überwachung der Temperatur während des gesamten Vorbehandlungsprozesses und die Kalibrierung der Temperaturmessgeräte, um Genauigkeit zu gewährleisten. Eine präzise Temperaturkontrolle ist entscheidend, um konsistente Ergebnisse zu erzielen und die Qualität der Vorbehandlung und der darauffolgenden Pulverbeschichtung zu maximieren.
Oberflächenreinigung
Die Oberflächenreinigung ist ein entscheidender Schritt in der Vorbehandlung für die Pulverbeschichtung und bezieht sich auf die gründliche Reinigung der Oberfläche des zu beschichtenden Substrats, um Verunreinigungen, Fette, Öle, Staub und andere Partikel zu entfernen. Eine saubere Oberfläche ist entscheidend, um eine optimale Haftung und Haltbarkeit der Beschichtung zu gewährleisten.
Die Oberflächenreinigung kann durch verschiedene Methoden erfolgen, darunter:
Chemische Reinigung: Verwendung spezieller Reinigungslösungen, die Fette, Öle und andere Verunreinigungen von der Oberfläche des Substrats lösen und entfernen.
Mechanische Reinigung: Verwendung von Bürsten, Schwämmen oder anderen mechanischen Werkzeugen, um hartnäckige Verunreinigungen zu entfernen und die Oberfläche zu reinigen.
Wasserstrahlen: Verwendung von Wasserstrahlen unter Druck, um Schmutz, Staub und andere Partikel von der Oberfläche zu spülen und zu entfernen.
Die Qualitätssicherung bei der Oberflächenreinigung umfasst die Überwachung und Kontrolle der Reinigungsmethoden und -parameter, um sicherzustellen, dass alle Verunreinigungen gründlich entfernt werden und die Oberfläche sauber und frei von jeglichen Rückständen ist. Eine effektive Oberflächenreinigung ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Vorbehandlungschemikalien
Vorbehandlungschemikalien sind eine wesentliche Komponente in der Pulverbeschichtungsvorbereitung und werden verwendet, um die Oberfläche des zu beschichtenden Substrats zu reinigen, zu entfetten, zu phosphatieren, zu chromatieren oder anderweitig vorzubereiten. Diese Chemikalien spielen eine entscheidende Rolle bei der Verbesserung der Haftung, Korrosionsbeständigkeit und Haltbarkeit der Beschichtung.
Die Auswahl der Vorbehandlungschemikalien hängt von verschiedenen Faktoren ab, darunter die Art des Substrats, die gewünschten Eigenschaften der Beschichtung und die spezifischen Anforderungen des Anwendungsprozesses. Einige gängige Vorbehandlungschemikalien umfassen:
Entfettungsmittel: Entfernen von Fett, Öl und anderen organischen Verunreinigungen von der Oberfläche des Substrats.
Phosphatierungschemikalien: Bilden einer Phosphatschicht auf der Oberfläche des Substrats, um die Haftung und Korrosionsbeständigkeit der Beschichtung zu verbessern.
Chromatierungschemikalien: Bilden einer Chromatschicht auf der Oberfläche des Substrats, um die Haftung und Korrosionsbeständigkeit der Beschichtung zu verbessern.
Reinigungslösungen: Allgemeine Reinigungsmittel, die verwendet werden, um die Oberfläche des Substrats von Schmutz, Staub und anderen Partikeln zu reinigen.
Die Qualitätssicherung bei der Verwendung von Vorbehandlungschemikalien umfasst die Überwachung und Kontrolle der Chemikalienkonzentration, der Einwirkzeit, der Temperatur und anderer Parameter, um sicherzustellen, dass die Oberfläche des Substrats ordnungsgemäß vorbereitet ist und optimale Bedingungen für die anschließende Pulverbeschichtung bietet. Eine sorgfältige Auswahl und Anwendung von Vorbehandlungschemikalien ist entscheidend für die Qualität und Haltbarkeit der Beschichtung.
Wasserqualität
Die Wasserqualität spielt eine entscheidende Rolle in der Vorbehandlung für die Pulverbeschichtung, da Wasser als Lösungsmittel für Reinigungs- und Vorbehandlungschemikalien sowie für die Spülung verwendet wird. Eine hohe Wasserqualität ist wichtig, um Verunreinigungen zu vermeiden, die die Wirksamkeit der Vorbehandlungsprozesse beeinträchtigen könnten.
Die Wasserqualität wird durch verschiedene Parameter bestimmt, darunter:
Reinheitsgrad: Die Abwesenheit von Verunreinigungen wie Schwermetallen, organischen Stoffen und gelösten Feststoffen.
pH-Wert: Der pH-Wert des Wassers beeinflusst die Reaktivität der Vorbehandlungschemikalien und kann die Wirksamkeit der Reinigung und Vorbehandlung beeinflussen.
Härte: Die Härte des Wassers wird durch den Gehalt an Mineralien wie Calcium und Magnesium bestimmt und kann die Bildung von Kalkablagerungen beeinflussen.
Chlorid- und Sulfatgehalt: Diese Ionen können die Wirksamkeit von Vorbehandlungschemikalien beeinträchtigen und zu Korrosion führen.
Die Qualitätssicherung bei der Wasserqualität umfasst die regelmäßige Überwachung und Analyse der Wasserparameter sowie die Installation von Wasserfiltersystemen oder Enthärtungsanlagen, um eine konsistente und hochwertige Wasserquelle für die Vorbehandlung zu gewährleisten. Eine hohe Wasserqualität ist entscheidend, um optimale Ergebnisse bei der Pulverbeschichtung zu erzielen und die Lebensdauer der Beschichtung zu maximieren.
Vorbehandlungslösungen
Vorbehandlungslösungen sind eine entscheidende Komponente in der Vorbehandlung für die Pulverbeschichtung und werden verwendet, um die Oberfläche des zu beschichtenden Substrats zu reinigen, zu entfetten, zu phosphatieren, zu chromatieren oder anderweitig vorzubereiten. Diese Lösungen enthalten spezielle Chemikalien, die eine Vielzahl von Aufgaben erfüllen, um eine optimale Haftung und Haltbarkeit der Beschichtung zu gewährleisten.
Die Auswahl der Vorbehandlungslösungen hängt von verschiedenen Faktoren ab, darunter die Art des Substrats, die gewünschten Eigenschaften der Beschichtung und die spezifischen Anforderungen des Anwendungsprozesses. Einige gängige Vorbehandlungslösungen umfassen:
Entfettungslösungen: Enthalten chemische Entfettungsmittel, die Fette, Öle und andere organische Verunreinigungen von der Oberfläche des Substrats entfernen.
Phosphatierungschemikalien: Enthalten Phosphate und andere Zusatzstoffe, die eine Phosphatschicht auf der Oberfläche des Substrats bilden, um die Haftung und Korrosionsbeständigkeit der Beschichtung zu verbessern.
Chromatierungschemikalien: Enthalten Chromate und andere Zusatzstoffe, die eine Chromatschicht auf der Oberfläche des Substrats bilden, um die Haftung und Korrosionsbeständigkeit der Beschichtung zu verbessern.
Reinigungslösungen: Allgemeine Reinigungsmittel, die verwendet werden, um die Oberfläche des Substrats von Schmutz, Staub und anderen Partikeln zu reinigen.
Die Qualitätssicherung bei der Verwendung von Vorbehandlungslösungen umfasst die Überwachung und Kontrolle der Lösungskonzentration, der Einwirkzeit, der Temperatur und anderer Parameter, um sicherzustellen, dass die Oberfläche des Substrats ordnungsgemäß vorbereitet ist und optimale Bedingungen für die anschließende Pulverbeschichtung bietet. Eine sorgfältige Auswahl und Anwendung von Vorbehandlungslösungen ist entscheidend für die Qualität und Haltbarkeit der Beschichtung.
Oberflächenvorbereitung
Die Oberflächenvorbereitung ist ein kritischer Schritt in der Pulverbeschichtungsvorbereitung und umfasst eine Reihe von Prozessen, um die Oberfläche des zu beschichtenden Substrats auf die Beschichtung vorzubereiten. Dieser Schritt ist entscheidend, um eine optimale Haftung und Haltbarkeit der Beschichtung zu gewährleisten.
Die Oberflächenvorbereitung kann folgende Schritte umfassen:
Reinigung: Entfernen von Schmutz, Staub, Fett, Öl und anderen Verunreinigungen von der Oberfläche des Substrats. Dies kann durch chemische Reinigungsmittel, Wasserstrahlen oder andere Reinigungsmethoden erfolgen.
Entfettung: Entfernen von Fetten, Ölen und anderen organischen Verunreinigungen von der Oberfläche des Substrats, um eine saubere und fettfreie Oberfläche zu gewährleisten. Dies kann durch Entfettungslösungen oder Dampfreinigung erfolgen.
Phosphatierung: Bilden einer Phosphatschicht auf der Oberfläche des Substrats, um die Haftung und Korrosionsbeständigkeit der Beschichtung zu verbessern. Dies wird normalerweise durch Eintauchen des Substrats in eine Phosphatierungslösung erreicht.
Chromatierung: Bilden einer Chromatschicht auf der Oberfläche des Substrats, um die Haftung und Korrosionsbeständigkeit der Beschichtung zu verbessern. Dies wird normalerweise durch Eintauchen des Substrats in eine Chromatierungslösung erreicht.
Die Qualitätssicherung bei der Oberflächenvorbereitung umfasst die Überwachung und Kontrolle jedes Schrittes des Prozesses, um sicherzustellen, dass die Oberfläche des Substrats ordnungsgemäß vorbereitet ist und optimale Bedingungen für die anschließende Pulverbeschichtung bietet. Eine sorgfältige Oberflächenvorbereitung ist entscheidend für die Qualität und Haltbarkeit der Beschichtung.
Vorbehandlungsbad
Das Vorbehandlungsbad ist ein zentraler Bestandteil des Vorbehandlungsprozesses für die Pulverbeschichtung und dient dazu, das zu beschichtende Substrat auf die Aufnahme des Beschichtungspulvers vorzubereiten. In diesem Bad werden verschiedene chemische Lösungen verwendet, um die Oberfläche des Substrats zu reinigen, zu entfetten, zu phosphatieren, zu chromatieren oder anderweitig zu behandeln.
Die Zusammensetzung des Vorbehandlungsbads hängt von den spezifischen Anforderungen der zu beschichtenden Teile und den gewünschten Eigenschaften der Beschichtung ab. Typischerweise umfasst das Vorbehandlungsbad mehrere aufeinanderfolgende Behandlungsstufen, die jeweils spezifische Vorbehandlungschemikalien enthalten.
Die Qualitätssicherung im Vorbehandlungsbad umfasst die regelmäßige Überwachung und Kontrolle der Badparameter wie Temperatur, Konzentration der Vorbehandlungschemikalien, pH-Wert und Einwirkzeit. Dies gewährleistet eine konsistente und effektive Vorbehandlung der Substratoberfläche und trägt dazu bei, die Qualität und Haltbarkeit der Pulverbeschichtung zu maximieren.
Eine ordnungsgemäße Wartung und Reinigung des Vorbehandlungsbads sowie die rechtzeitige Erneuerung der Vorbehandlungslösungen sind ebenfalls entscheidend, um die Effizienz und Wirksamkeit des Prozesses aufrechtzuerhalten.
Neutralisierung
Die Neutralisierung ist ein wichtiger Schritt in der Vorbehandlung für die Pulverbeschichtung und bezieht sich auf die Neutralisierung von säure- oder alkalibehandelten Oberflächen des zu beschichtenden Substrats. Dieser Prozess ist entscheidend, um sicherzustellen, dass die Oberfläche des Substrats nach der Vorbehandlung einen neutralen pH-Wert aufweist und frei von Rückständen von Vorbehandlungschemikalien ist.
Die Neutralisierung erfolgt normalerweise durch Spülen der behandelten Oberfläche mit Wasser oder einer speziellen Neutralisationslösung. Diese Lösung wirkt, um überschüssige Säuren oder Basen zu neutralisieren und Rückstände von Vorbehandlungschemikalien zu entfernen.
Die Qualitätssicherung bei der Neutralisierung umfasst die Überwachung und Kontrolle der Neutralisationsprozesse, um sicherzustellen, dass die Oberfläche des Substrats ordnungsgemäß neutralisiert wird und keine Rückstände von Vorbehandlungschemikalien zurückbleiben. Eine ordnungsgemäße Neutralisierung ist entscheidend, um die Haftung und Haltbarkeit der Pulverbeschichtung zu maximieren und die Bildung von Korrosion oder anderen Beschichtungsfehlern zu verhindern.
Trocknungsofen
Der Trocknungsofen ist eine wesentliche Einrichtung in der Vorbehandlung für die Pulverbeschichtung und dient dazu, die Oberfläche des zu beschichtenden Substrats nach der Reinigung und Vorbehandlung zu trocknen. Dieser Schritt ist entscheidend, um sicherzustellen, dass die Oberfläche frei von Feuchtigkeit und bereit für die Beschichtung ist.
Der Trocknungsofen arbeitet normalerweise bei erhöhten Temperaturen, um die Trocknungszeit zu verkürzen und eine schnelle Trocknung der Oberfläche zu ermöglichen. Die genauen Temperatur- und Zeitparameter variieren je nach den Anforderungen der spezifischen Vorbehandlungsprozesse und den Eigenschaften des zu beschichtenden Substrats.
Die Qualitätssicherung beim Trocknungsofen umfasst die Überwachung und Kontrolle der Trocknungsparameter, um sicherzustellen, dass die Oberfläche des Substrats ordnungsgemäß getrocknet wird und keine Feuchtigkeit zurückbleibt. Eine gründliche Trocknung ist entscheidend, um die Haftung und Haltbarkeit der Pulverbeschichtung zu maximieren und die Bildung von Beschichtungsfehlern wie Blasenbildung oder Delamination zu verhindern.
Entfettung
Die Entfettung ist ein grundlegender Schritt in der Vorbehandlung für die Pulverbeschichtung und bezieht sich auf die Entfernung von Fetten, Ölen und anderen organischen Verunreinigungen von der Oberfläche des zu beschichtenden Substrats. Eine gründliche Entfettung ist entscheidend, um eine saubere und fettfreie Oberfläche zu gewährleisten, die eine optimale Haftung der Beschichtung ermöglicht.
Entfettung kann durch verschiedene Methoden erfolgen, darunter:
Chemische Entfettung: Verwendung von Entfettungslösungen oder -bädern, die spezielle Chemikalien enthalten, um Fettablagerungen von der Oberfläche des Substrats zu lösen und zu entfernen.
Mechanische Entfettung: Verwendung von Bürsten, Schwämmen oder anderen mechanischen Werkzeugen, um Fettablagerungen von der Oberfläche des Substrats zu entfernen.
Dampfreinigung: Verwendung von Dampf unter Druck, um Fettablagerungen von der Oberfläche des Substrats zu lösen und zu entfernen.
Die Qualitätssicherung bei der Entfettung umfasst die Überwachung und Kontrolle der Entfettungsprozesse, um sicherzustellen, dass alle Fettablagerungen gründlich entfernt werden und die Oberfläche des Substrats sauber und fettfrei ist. Eine effektive Entfettung ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Spülen
Das Spülen ist ein wichtiger Schritt in der Vorbehandlung für die Pulverbeschichtung und erfolgt nach der Reinigung, Entfettung oder anderen Vorbehandlungsprozessen, um Rückstände von Reinigungs- oder Vorbehandlungschemikalien von der Oberfläche des zu beschichtenden Substrats zu entfernen. Dieser Schritt ist entscheidend, um sicherzustellen, dass die Oberfläche frei von Verunreinigungen ist und eine optimale Haftung der Beschichtung ermöglicht.
Das Spülen kann mit Wasser oder speziellen Spüllösungen erfolgen, je nach den Anforderungen der spezifischen Vorbehandlungsprozesse und den Eigenschaften des zu beschichtenden Substrats. Die Oberfläche wird gründlich gespült, um alle Rückstände von Reinigungs- oder Vorbehandlungschemikalien zu entfernen und eine saubere Oberfläche zu gewährleisten.
Die Qualitätssicherung beim Spülen umfasst die Überwachung und Kontrolle des Spülprozesses, um sicherzustellen, dass alle Rückstände von Reinigungs- oder Vorbehandlungschemikalien ordnungsgemäß entfernt werden. Eine gründliche Spülung ist entscheidend, um die Qualität und Haltbarkeit der Pulverbeschichtung zu maximieren und die Bildung von Beschichtungsfehlern zu verhindern.
Phosphatierung
Die Phosphatierung ist ein wichtiger Schritt in der Vorbehandlung für die Pulverbeschichtung und bezieht sich auf die Bildung einer Phosphatschicht auf der Oberfläche des zu beschichtenden Substrats. Diese Phosphatschicht dient dazu, die Haftung und Korrosionsbeständigkeit der anschließenden Pulverbeschichtung zu verbessern.
Die Phosphatierung erfolgt normalerweise durch Eintauchen des Substrats in eine Phosphatierungslösung, die Phosphate und andere chemische Zusätze enthält. Während des Phosphatierungsprozesses reagieren die Phosphate mit der Metalloberfläche des Substrats, um eine dünne Phosphatschicht zu bilden, die eine verbesserte Haftung der Beschichtung ermöglicht.
Die Qualitätssicherung bei der Phosphatierung umfasst die Überwachung und Kontrolle des Phosphatierungsprozesses, um sicherzustellen, dass die Phosphatschicht gleichmäßig und vollständig auf der Oberfläche des Substrats gebildet wird. Eine ordnungsgemäß durchgeführte Phosphatierung ist entscheidend für die Verbesserung der Haftung und Haltbarkeit der Pulverbeschichtung und trägt dazu bei, die Bildung von Korrosion zu verhindern.
Chromatierung
Die Chromatierung ist ein wichtiger Schritt in der Vorbehandlung für die Pulverbeschichtung und bezieht sich auf die Bildung einer Chromatschicht auf der Oberfläche des zu beschichtenden Substrats. Diese Chromatschicht dient dazu, die Haftung und Korrosionsbeständigkeit der anschließenden Pulverbeschichtung zu verbessern.
Die Chromatierung erfolgt normalerweise durch Eintauchen des Substrats in eine Chromatierungslösung, die Chromate und andere chemische Zusätze enthält. Während des Chromatierungsprozesses reagieren die Chromate mit der Metalloberfläche des Substrats, um eine dünne Chromatschicht zu bilden, die eine verbesserte Haftung der Beschichtung ermöglicht.
Die Qualitätssicherung bei der Chromatierung umfasst die Überwachung und Kontrolle des Chromatierungsprozesses, um sicherzustellen, dass die Chromatschicht gleichmäßig und vollständig auf der Oberfläche des Substrats gebildet wird. Eine ordnungsgemäß durchgeführte Chromatierung ist entscheidend für die Verbesserung der Haftung und Haltbarkeit der Pulverbeschichtung und trägt dazu bei, die Bildung von Korrosion zu verhindern.
Reinigungslösung
Reinigungslösungen sind entscheidende Bestandteile der Vorbehandlung für die Pulverbeschichtung und werden verwendet, um die Oberfläche des zu beschichtenden Substrats gründlich zu reinigen und von Schmutz, Fett, Öl und anderen Verunreinigungen zu befreien. Eine gründliche Reinigung ist wichtig, um eine optimale Haftung und Haltbarkeit der anschließenden Pulverbeschichtung sicherzustellen.
Reinigungslösungen enthalten spezielle chemische Zusätze, die darauf abzielen, verschiedene Arten von Verunreinigungen von der Oberfläche des Substrats zu lösen und zu entfernen. Diese Zusätze können entfettende, entölige, alkalische oder andere Reinigungsmittel sein, die je nach den Anforderungen des Vorbehandlungsprozesses und den Eigenschaften des zu beschichtenden Substrats ausgewählt werden.
Die Qualitätssicherung bei der Verwendung von Reinigungslösungen umfasst die Überwachung und Kontrolle der Reinigungsparameter wie Konzentration, Temperatur, Einwirkzeit und Agitation, um sicherzustellen, dass die Oberfläche des Substrats gründlich gereinigt wird. Eine ordnungsgemäß durchgeführte Reinigung ist entscheidend, um eine erfolgreiche Pulverbeschichtung zu erreichen und die Bildung von Beschichtungsfehlern zu minimieren.
Trocknungstunnel
Ein Trocknungstunnel ist eine Einrichtung, die in der Vorbehandlung für die Pulverbeschichtung verwendet wird, um die Oberfläche des zu beschichtenden Substrats nach der Reinigung und Vorbehandlung zu trocknen. Dieser Schritt ist entscheidend, um sicherzustellen, dass die Oberfläche frei von Feuchtigkeit ist und eine optimale Haftung der Beschichtung ermöglicht.
Der Trocknungstunnel arbeitet typischerweise durch das Zuführen von heißer Luft oder Infrarotstrahlung, um die Oberfläche des Substrats schnell zu trocknen. Die genauen Parameter wie Temperatur, Luftgeschwindigkeit und Trocknungszeit variieren je nach den Anforderungen der spezifischen Vorbehandlungsprozesse und den Eigenschaften des zu beschichtenden Substrats.
Die Qualitätssicherung beim Trocknungstunnel umfasst die Überwachung und Kontrolle der Trocknungsparameter, um sicherzustellen, dass die Oberfläche des Substrats ordnungsgemäß getrocknet wird. Eine gründliche Trocknung ist entscheidend, um eine erfolgreiche Pulverbeschichtung zu erreichen und die Bildung von Beschichtungsfehlern wie Blasenbildung oder Delamination zu verhindern.
Vorbehandlungschemikalien
Vorbehandlungschemikalien spielen eine wesentliche Rolle in der Vorbehandlung für die Pulverbeschichtung und werden verwendet, um die Oberfläche des zu beschichtenden Substrats auf die Aufnahme des Beschichtungspulvers vorzubereiten. Diese Chemikalien umfassen eine Vielzahl von Produkten, die für verschiedene Zwecke wie Reinigung, Entfettung, Phosphatierung, Chromatierung und Neutralisierung verwendet werden.
Die Auswahl der Vorbehandlungschemikalien hängt von den spezifischen Anforderungen der zu beschichtenden Teile, den Eigenschaften des Substrats und den gewünschten Eigenschaften der Beschichtung ab. Typische Vorbehandlungschemikalien umfassen Entfettungslösungen, Phosphatierungsbäder, Chromatierungslösungen, Neutralisationsmittel und Reinigungsmittel.
Die Qualitätssicherung bei der Verwendung von Vorbehandlungschemikalien umfasst die Überwachung und Kontrolle der Konzentration, Temperatur, Einwirkzeit und Agitation, um sicherzustellen, dass die Oberfläche des Substrats ordnungsgemäß vorbereitet wird. Eine sorgfältige Auswahl und Anwendung von Vorbehandlungschemikalien ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
Oberflächenprofilierung
Die Oberflächenprofilierung ist ein wichtiger Schritt in der Vorbehandlung für die Pulverbeschichtung und bezieht sich auf die Erzeugung eines bestimmten Oberflächenprofils auf dem zu beschichtenden Substrat. Dieses Profil kann durch verschiedene Methoden erreicht werden, wie zum Beispiel durch Sandstrahlen, Kugelstrahlen oder chemische Ätzen.
Die Oberflächenprofilierung dient dazu, die Haftung der Pulverbeschichtung zu verbessern, indem sie eine raue Oberfläche erzeugt, auf der das Beschichtungspulver besser haften kann. Darüber hinaus kann die Oberflächenprofilierung dazu beitragen, Oberflächenfehler wie Kratzer oder Unebenheiten zu entfernen und die Oberfläche für die Beschichtung vorzubereiten.
Die Qualitätssicherung bei der Oberflächenprofilierung umfasst die Überwachung und Kontrolle des Profilierungsvorgangs, um sicherzustellen, dass das gewünschte Oberflächenprofil erreicht wird und keine Beschädigungen oder Verformungen des Substrats auftreten. Eine ordnungsgemäß durchgeführte Oberflächenprofilierung ist entscheidend für eine erfolgreiche Pulverbeschichtung und ein hochwertiges Oberflächenfinish.
EMS Pulverbeschichtungsanlagen
Unsere Pulverbeschichtungsanlage wird in Übereinstimmung mit den globalen fortschrittlichen Standards hergestellt und wurden mit vollem Vertrauen sowohl auf dem heimischen als auch auf dem weltweiten Markt bevorzugt.
Unsere Kapazität ist täglich gewachsen, wobei die Kundenzufriedenheit zusammen mit unserem gemeinsamen Vertriebs- und Servicenetz an erster Stelle steht.
Unser Unternehmen ist ein führendes türkisches Unternehmen, das sich auf die Herstellung von „Elektrostatischen Pulverbeschichtungsanlagen und kompletten Lackiersystemen“ mit 20 Jahren Wissen und praktischer Erfahrung spezialisiert hat.
Alle unsere Maschinen sind CE-gekennzeichnet, garantiert und können von potenziellen Kunden persönlich besichtigt werden. Es gibt auch Bilder und Videos auf dieser Seite, die die verwendeten Maschinen zeigen.
Wir entwerfen, fertigen und montieren Pulverbeschichtungsöfen, automatische und manuelle Kabinen, automatische und manuelle Pulverbeschichtungsanlagen, Pistolen, automatische und Stangentransfer-Pulverbeschichtungslinien, Pulverbeschichtungsfilter und Ersatzteile für Pulverbeschichtungspistolen
Wir fertigen Pulverbeschichtungsanlage für Lohnarbeiten mit Umluft für unsere Kunden in Deutschland, Österreich und der Schweiz. Guter Preis und lange Lebensdauer
Eine Pulverbeschichtungsanlage für Lohnarbeiten ist eine Maschine, die verwendet wird, um Werkstücke mit Pulver zu beschichten. Sie besteht aus einer Reihe von Kammern und Prozessen, die zusammenarbeiten, um eine gleichmäßige und dauerhafte Beschichtung zu erzielen.
Die Hauptkammern einer Pulverbeschichtungsanlage für Lohnarbeiten sind die:
Vorbehandlungskammer: In dieser Kammer wird das Werkstück von Schmutz, Rost und anderen Verunreinigungen befreit. Dies ist wichtig, um eine gute Haftung des Pulvers zu gewährleisten.
Pulverauftragskammer: In dieser Kammer wird das Pulver auf das Werkstück aufgetragen. Dies geschieht durch ein elektrostatisches Verfahren, bei dem das Pulver mit einer negativen Ladung versehen wird und sich dann an das Werkstück mit einer positiven Ladung anzieht.
Trocknungskammer: In dieser Kammer wird das Pulver auf dem Werkstück gehärtet. Dies geschieht durch Hitze oder UV-Licht.
Pulverbeschichtungsanlagen für Lohnarbeiten können für eine Vielzahl von Anwendungen verwendet werden, darunter:
Metallbeschichtung: Pulverbeschichtungen sind eine beliebte Wahl für die Beschichtung von Metallen, da sie resistent gegen Korrosion und Verschleiß sind.
Kunststoffbeschichtung: Pulverbeschichtungen können auch für die Beschichtung von Kunststoffen verwendet werden. Sie bieten einen guten Schutz vor UV-Strahlung und bieten eine Vielzahl von Farboptionen.
Holzbeschichtung: Pulverbeschichtungen können auch für die Beschichtung von Holz verwendet werden. Sie bieten einen guten Schutz vor Feuchtigkeit und Abrieb.
Pulverbeschichtungsanlagen für Lohnarbeiten sind eine kostengünstige und effiziente Möglichkeit, Werkstücke zu beschichten. Sie sind auch eine umweltfreundliche Option, da sie keine Lösemittel verwenden.
Pulverbeschichtungsanlage
Eine Pulverbeschichtungsanlage ist eine Einrichtung, die für die Anwendung von Pulverbeschichtungen auf Oberflächen von Werkstücken verwendet wird. Pulverbeschichtung ist ein Verfahren, bei dem eine pulverförmige Substanz auf ein Substrat aufgetragen wird und dann durch Hitze oder UV-Licht eingebrannt wird. Hier sind einige grundlegende Komponenten und Funktionen einer typischen Pulverbeschichtungsanlage:
1. Vorbehandlungsbereich:
In diesem Bereich werden die Werkstücke gereinigt und vorbehandelt, um Fett, Öl, Rost und andere Verunreinigungen zu entfernen. Dies ist entscheidend für eine optimale Haftung der Pulverbeschichtung.
2. Applikationsbereich:
Hier erfolgt die eigentliche Anwendung des Pulvers auf die Werkstücke. Dies kann durch Sprühen, Tauchen oder elektrostatisches Auftragen erfolgen.
3. Pulverbeschichtungspistolen:
Pulverbeschichtungspistolen sind Werkzeuge, die das Pulver auf die Werkstücke sprühen. Elektrostatische Pistolen sind häufig, da sie das Pulver aufladen und eine gleichmäßige Verteilung fördern.
4. Kabine oder Spritzstand:
Eine Kabine oder ein Spritzstand ist der geschlossene Raum, in dem die Pulverbeschichtung stattfindet. Es dient dazu, das Pulver zu enthalten und eine saubere Umgebung zu gewährleisten.
5. Pulverrückgewinnungssystem:
Überschüssiges Pulver, das nicht am Werkstück haftet, wird gesammelt und kann wiederverwendet werden. Ein Pulverrückgewinnungssystem spielt dabei eine wichtige Rolle.
6. Trockenofen/Einbrennofen:
Nach dem Auftragen des Pulvers werden die Werkstücke in einen Trockenofen oder Einbrennofen geführt. Die Hitze schmilzt das Pulver und bildet eine dauerhafte Beschichtung auf dem Werkstück.
7. Förderband oder Aufhängesystem:
Ein Förderband oder Aufhängesystem transportiert die Werkstücke durch die verschiedenen Phasen der Pulverbeschichtung, vom Vorbehandlungsbereich bis zum Ofen.
8. Steuerungssystem:
Ein Steuerungssystem überwacht und regelt den gesamten Ablauf der Pulverbeschichtung. Es kann Parameter wie Temperatur, Geschwindigkeit und Pulvermengen steuern.
9. Qualitätssicherung:
Die Anlage kann über integrierte Inspektionsmechanismen oder separate Qualitätskontrollstationen verfügen, um sicherzustellen, dass die Pulverbeschichtung den gewünschten Standards entspricht.
10. Kühlzone: – Nach dem Einbrennprozess können die Werkstücke durch eine Kühlzone geführt werden, um die Aushärtung zu beschleunigen und die Handhabung zu erleichtern.
11. Umweltkontrolle: – Effiziente Abluftsysteme und Filter werden eingesetzt, um den Ausstoß von schädlichen Emissionen zu minimieren und eine umweltfreundliche Betriebsweise sicherzustellen.
12. Farbwechseloptionen: – Einige fortschrittlichere Anlagen ermöglichen einen schnellen Farbwechsel, um die Effizienz bei der Produktion verschiedener Werkstücke zu steigern.
Pulverbeschichtungsanlagen bieten viele Vorteile, darunter eine verbesserte Oberflächenqualität, hohe Haltbarkeit der Beschichtung und Umweltfreundlichkeit, da sie oft lösungsmittelfrei sind. Sie werden in verschiedenen Branchen eingesetzt, darunter die Automobilindustrie, Möbelherstellung, Metallverarbeitung und mehr.
Vorbehandlungskammer
Vorbehandlungskammer
Die Vorbehandlungskammer ist der erste Schritt in einer Pulverbeschichtungsanlage. In dieser Kammer wird das Werkstück von Schmutz, Rost und anderen Verunreinigungen befreit. Dies ist wichtig, um eine gute Haftung des Pulvers zu gewährleisten.
Es gibt verschiedene Arten von Vorbehandlungsprozessen, die in Pulverbeschichtungsanlagen verwendet werden können. Die gebräuchlichsten Verfahren sind:
Entfetten: Das Werkstück wird mit einem Entfettungsmittel behandelt, um Öl, Fett und andere Verunreinigungen zu entfernen.
Beizen: Das Werkstück wird mit einem Beizmittel behandelt, um Rost und andere Verunreinigungen zu entfernen.
Haftvermittlerauftrag: Auf das Werkstück wird ein Haftvermittler aufgetragen, um die Haftung des Pulvers zu verbessern.
Die Vorbehandlungskammer ist ein wichtiger Teil einer Pulverbeschichtungsanlage. Eine gründliche Vorbehandlung ist wichtig, um eine gleichmäßige und dauerhafte Beschichtung zu erzielen.
Pulverauftragskammer
Pulverauftragskammer
Die Pulverauftragskammer ist der zweite Schritt in einer Pulverbeschichtungsanlage. In dieser Kammer wird das Pulver auf das Werkstück aufgetragen. Dies geschieht durch ein elektrostatisches Verfahren, bei dem das Pulver mit einer negativen Ladung versehen wird und sich dann an das Werkstück mit einer positiven Ladung anzieht.
Die Pulverauftragskammer ist der zweite Schritt in einer Pulverbeschichtungsanlage. In dieser Kammer wird das Pulver auf das Werkstück aufgetragen. Dies geschieht durch ein elektrostatisches Verfahren, bei dem das Pulver mit einer negativen Ladung versehen wird und sich dann an das Werkstück mit einer positiven Ladung anzieht.
Es gibt zwei Haupttypen von Pulverauftragssystemen:
Trommelsystem: Das Werkstück wird in einer rotierenden Trommel mit Pulver besprüht.
Spritzsystem: Das Pulver wird mit Düsen auf das Werkstück gesprüht.
Das Trommelsystem ist einfacher und kostengünstiger als das Spritzsystem. Das Spritzsystem bietet jedoch eine gleichmäßigere Beschichtung und ist für komplexere Werkstücke geeignet.
Die Pulverauftragskammer ist ein wichtiger Teil einer Pulverbeschichtungsanlage. Eine gleichmäßige und gleichmäßige Pulverbeschichtung ist wichtig, um eine dauerhafte Beschichtung zu erzielen.
Hier sind einige Faktoren, die die Qualität der Pulverbeschichtung in der Pulverauftragskammer beeinflussen können:
Die Pulvermenge: Zu viel Pulver kann zu einer ungleichmäßigen Beschichtung führen, während zu wenig Pulver zu einer unzureichenden Haftung führen kann.
Die Pulververteilung: Das Pulver sollte gleichmäßig auf dem Werkstück verteilt sein, um eine gleichmäßige Beschichtung zu erzielen.
Die Pulverladung: Die Pulverladung sollte ausreichend sein, um das Pulver an das Werkstück zu binden.
Durch die Kontrolle dieser Faktoren kann eine gleichmäßige und dauerhafte Pulverbeschichtung erzielt werden.
Hier sind einige Tipps für die Verbesserung der Qualität der Pulverbeschichtung in der Pulverauftragskammer:
Verwenden Sie die richtige Menge Pulver.
Stellen Sie sicher, dass das Pulver gleichmäßig verteilt ist.
Verwenden Sie ein Pulver mit der richtigen Ladung.
Überwachen Sie die Pulverbeschichtung während des Auftragens.
Durch die Einhaltung dieser Tipps kann die Qualität der Pulverbeschichtung verbessert und Ausschuss vermieden werden.
Trocknungskammer
Trocknungskammer
Die Trocknungskammer ist der dritte und letzte Schritt in einer Pulverbeschichtungsanlage. In dieser Kammer wird das Pulver auf dem Werkstück gehärtet. Dies geschieht durch Hitze oder UV-Licht.
Es gibt zwei Haupttypen von Trocknungssystemen:
Heißlufttrocknung: Das Werkstück wird in einer heißen Kammer mit Luft getrocknet.
UV-Trocknung: Das Pulver wird mit UV-Licht gehärtet.
Die Heißlufttrocknung ist die gebräuchlichste Methode zur Trocknung von Pulverbeschichtungen. Sie ist kostengünstig und einfach zu implementieren. Die UV-Trocknung ist eine schnellere Methode, aber sie erfordert teurere Ausrüstung.
Die Trocknungskammer ist ein wichtiger Teil einer Pulverbeschichtungsanlage. Eine vollständige Trocknung des Pulvers ist wichtig, um eine dauerhafte Beschichtung zu erzielen.
Hier sind einige Faktoren, die die Qualität der Pulverbeschichtung in der Trocknungskammer beeinflussen können:
Die Trocknungstemperatur: Die Trocknungstemperatur sollte hoch genug sein, um das Pulver zu härten, ohne es zu beschädigen.
Die Trocknungszeit: Das Pulver sollte ausreichend Zeit haben, um zu trocknen, bevor es aus der Trocknungskammer entfernt wird.
Durch die Kontrolle dieser Faktoren kann eine gleichmäßige und dauerhafte Pulverbeschichtung erzielt werden.
Hier sind einige Tipps für die Verbesserung der Qualität der Pulverbeschichtung in der Trocknungskammer:
Verwenden Sie die richtige Trocknungstemperatur.
Stellen Sie sicher, dass das Pulver ausreichend Zeit zum Trocknen hat.
Überwachen Sie die Pulverbeschichtung während der Trocknung.
Durch die Einhaltung dieser Tipps kann die Qualität der Pulverbeschichtung verbessert und Ausschuss vermieden werden.
Hier sind einige weitere Informationen zur Trocknungskammer:
Die Trocknungskammer sollte sauber und frei von Verunreinigungen sein.
Die Trocknungskammer sollte gut belüftet sein, um die Bildung von Staub und Abgasen zu verhindern.
Die Trocknungskammer sollte mit einem Sicherheitssystem ausgestattet sein, um die Arbeiter vor Verletzungen zu schützen.
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sich durch seine umweltfreundlichen Eigenschaften und Langlebigkeit der Beschichtung auszeichnet. Im Gegensatz zu herkömmlichen flüssigen Beschichtungen werden bei der Pulverbeschichtung trockene Pulverpartikel elektrostatisch auf die Oberfläche eines Werkstücks aufgebracht. Anschließend wird das Pulver in einem Ofen erhitzt, wodurch es schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Vorteile der Pulverbeschichtung umfassen:
Umweltfreundlichkeit: Keine Lösungsmittel und geringere Emissionen von flüchtigen organischen Verbindungen (VOC).
Effizienz: Hohe Materialausnutzung und weniger Abfall.
Robustheit: Gute Beständigkeit gegen chemische, mechanische und Witterungseinflüsse.
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen sind zentraler Bestandteil des Pulverbeschichtungsprozesses und umfassen die komplette Infrastruktur, die zur Anwendung von Pulverbeschichtungen erforderlich ist. Diese Anlagen sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedlichen industriellen Anforderungen gerecht zu werden.
Typen von Pulverbeschichtungsanlagen:
Manuelle Pulverbeschichtungsanlagen: Ideal für kleinere Betriebe oder spezialisierte Anwendungen, bei denen Flexibilität gefordert ist. Sie bestehen aus einer Pulverkabine, einem Pulvergerät und einem Einbrennofen.
Halbautomatische Anlagen: Kombinieren manuelle und automatische Prozesse, um eine höhere Effizienz bei mittleren Produktionsvolumina zu erreichen. Diese Anlagen bieten eine gute Balance zwischen Flexibilität und Automatisierung.
Vollautomatische Pulverbeschichtungsanlagen: Entwickelt für Großserienproduktionen. Diese Anlagen sind vollständig automatisiert und beinhalten Fördersysteme, automatische Pistolen und integrierte Steuerungssysteme, um hohe Produktionsgeschwindigkeiten und gleichbleibende Qualität zu gewährleisten.
Pulverkabinen
Pulverkabinen für Hand- und Automatikbeschichtung
Pulverkabinen sind spezielle Räume oder Gehäuse, in denen der Pulverbeschichtungsprozess stattfindet. Sie spielen eine entscheidende Rolle bei der Gewährleistung einer sauberen und kontrollierten Umgebung für die Pulverbeschichtung.
Typen von Pulverkabinen:
Offene Kabinen: Diese Kabinen sind ideal für kleine bis mittlere Anwendungen. Sie bieten einen offenen Zugang für den Bediener, sind jedoch weniger effektiv bei der Kontrolle von Overspray.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und minimieren Overspray durch integrierte Luftführungssysteme. Geschlossene Kabinen sind in der Regel effizienter und sicherer.
Selbstreinigende Kabinen: Ausgestattet mit automatischen Reinigungssystemen, die den Farbwechsel und die Wartung erleichtern. Diese Kabinen sind besonders nützlich in Anwendungen mit häufigem Farbwechsel.
Sicherheits- und Umweltaspekte: Pulverkabinen sind so konzipiert, dass sie die Sicherheit der Bediener gewährleisten und die Umweltbelastung minimieren. Dazu gehören Belüftungssysteme, Filter zur Partikelabscheidung und Schutzvorrichtungen, die den Kontakt mit dem Pulver verhindern.
Einbrennöfen
Einbrennofen Elektrisch
Der Einbrennofen ist ein unverzichtbarer Bestandteil des Pulverbeschichtungsprozesses, da er die notwendigen Temperaturen bereitstellt, um das aufgetragene Pulver zu einer harten, widerstandsfähigen Oberfläche zu verschmelzen.
Typen von Einbrennöfen:
Chargenöfen: Ideal für kleinere Produktionen oder variierende Chargengrößen. Diese Öfen sind flexibel und können unterschiedliche Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien, bei denen hohe Durchsatzraten erforderlich sind. Teile werden auf einem Förderband durch den Ofen transportiert, was eine konstante Verarbeitung ermöglicht.
Energieeffizienz und Temperatursteuerung: Moderne Einbrennöfen sind energieeffizient und bieten präzise Temperaturregelung, um gleichbleibende Beschichtungsqualität zu gewährleisten. Technologien wie Wärmerückgewinnungssysteme und fortschrittliche Isolierung tragen zur Reduzierung des Energieverbrauchs bei.
Pulvergeräte
Pulverbeschichtungspistole
Pulvergeräte sind für die Anwendung der Pulverbeschichtung unerlässlich. Sie bestehen aus verschiedenen Komponenten, die zusammenarbeiten, um das Pulver gleichmäßig und effizient auf die Oberfläche des Werkstücks aufzubringen.
Arten von Pulvergeräten:
Elektrostatische Sprühpistolen: Verwenden Hochspannung, um Pulverpartikel elektrostatisch aufzuladen, was eine gleichmäßige Verteilung und Haftung auf dem Werkstück fördert.
Pulverförderer: Transportieren das Pulver vom Vorratsbehälter zur Sprühpistole. Sie sind entscheidend für die Konsistenz und Effizienz des Beschichtungsprozesses.
Elektrostatik spielt eine zentrale Rolle bei der Pulverbeschichtung, da sie die Anziehungskraft zwischen den Pulverpartikeln und der Oberfläche erhöht und so eine gleichmäßige Beschichtung ermöglicht.
Auswahlkriterien für Pulvergeräte umfassen:
Kompatibilität: Passend für die spezifischen Anforderungen der Anwendung.
Flexibilität: Anpassungsfähigkeit an unterschiedliche Werkstückgrößen und -formen.
Effizienz: Hohe Materialausnutzung und minimierter Pulververbrauch.
Automatische Pulverbeschichtungsanlagen
Automatische Pulverbeschichtungsanlagen bieten zahlreiche Vorteile, insbesondere in Bezug auf Effizienz und Konsistenz. Sie sind ideal für Großserienproduktionen und tragen zur Senkung der Betriebskosten bei.
Vorteile der Automatisierung:
Erhöhte Produktivität: Automatische Systeme können kontinuierlich arbeiten und so die Produktionskapazität erheblich steigern.
Gleichbleibende Qualität: Minimierung von Fehlern und Variabilität durch präzise Steuerung der Beschichtungsparameter.
Kostenersparnis: Reduzierung der Arbeitskosten und des Materialverbrauchs durch optimierte Prozesse.
Komponenten und Funktionsweise:
Fördersysteme: Transportieren Werkstücke automatisch durch den Beschichtungsprozess.
Automatische Sprühpistolen: Verteilen das Pulver gleichmäßig auf den Werkstücken.
Integrierte Steuerungssysteme: Überwachen und steuern alle Aspekte des Beschichtungsprozesses, einschließlich Temperatur, Sprühzeit und Pulvermenge.
Ersatzteile für Pulverbeschichtungsanlagen
Ersatzteile sind entscheidend für die Wartung und Langlebigkeit von Pulverbeschichtungsanlagen. Regelmäßige Wartung und der rechtzeitige Austausch von Verschleißteilen sind unerlässlich, um Ausfallzeiten zu minimieren und die Effizienz der Anlagen aufrechtzuerhalten.
Wichtige Ersatzteile und ihre Funktionen:
Sprühdüsen: Stellen die gleichmäßige Verteilung des Pulvers sicher.
Filter: Entfernen überschüssige Pulverpartikel aus der Kabinenluft.
Förderbänder: Transportieren die Werkstücke durch den Beschichtungsprozess.
Wartung und Instandhaltung:
Regelmäßige Inspektionen: Identifizieren potenzielle Probleme frühzeitig und ermöglichen rechtzeitige Reparaturen.
Ersatzteilmanagement: Sicherstellung der Verfügbarkeit von Ersatzteilen zur Minimierung von Ausfallzeiten.
Zukunft der Pulverbeschichtungstechnologie
Pulverfördersystem
Die Pulverbeschichtungstechnologie entwickelt sich kontinuierlich weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Zu den wichtigsten Trends und Entwicklungen gehören:
Nachhaltigkeit: Einsatz umweltfreundlicher Materialien und Verfahren zur Reduzierung des ökologischen Fußabdrucks.
Fortschrittliche Materialien: Entwicklung neuer Pulverformeln, die verbesserte Eigenschaften wie Korrosionsbeständigkeit und UV-Stabilität bieten.
Digitalisierung: Integration von IoT und datenbasierten Lösungen zur Optimierung des Beschichtungsprozesses und zur Verbesserung der Qualitätssicherung.
Fazit
Pulverbeschichtungsanlagen und ihre Komponenten sind ein wesentlicher Bestandteil moderner Produktionsprozesse. Sie bieten eine umweltfreundliche, effiziente und langlebige Lösung für die Oberflächenveredelung. Durch die ständige Weiterentwicklung der Technologie und den Einsatz von Automatisierung können Unternehmen ihre Effizienz steigern und gleichzeitig die Qualität ihrer Produkte sicherstellen.
Ich hoffe, dieser umfassende Überblick über Pulverbeschichtungsanlagen und verwandte Komponenten ist hilfreich. Wenn Sie weitere Informationen oder spezifische Details zu einem bestimmten Abschnitt wünschen, lassen Sie es mich bitte wissen!
Wie lange hält Pulverbeschichtung?
Aktuelle Entwicklungen und Innovationen
Die Haltbarkeit einer Pulverbeschichtung kann je nach Anwendung, Umgebung und Qualität der Beschichtung stark variieren. Hier sind einige Faktoren, die die Lebensdauer einer Pulverbeschichtung beeinflussen können:
Faktoren, die die Haltbarkeit beeinflussen:
Qualität des Pulvers:
Pulverformulierung: Hochwertige Pulverlacke bieten in der Regel eine längere Haltbarkeit und bessere Widerstandsfähigkeit gegen Umwelteinflüsse.
UV-Stabilität: Speziell formulierte Pulverlacke mit UV-Schutz verlängern die Lebensdauer bei Anwendungen im Freien.
Vorbereitung der Oberfläche:
Reinigung: Eine gründliche Reinigung der Oberfläche vor der Beschichtung ist entscheidend, um eine gute Haftung des Pulvers zu gewährleisten.
Vorbehandlung: Verfahren wie das Phosphatieren oder Sandstrahlen verbessern die Haftung und Korrosionsbeständigkeit.
Bedingungen der Anwendung:
Innen- vs. Außenanwendung: Pulverbeschichtungen im Innenbereich können Jahrzehnte halten, während Beschichtungen im Außenbereich stärker durch UV-Strahlung, Feuchtigkeit und Temperaturschwankungen beansprucht werden.
Mechanische Belastung: Starke mechanische Belastungen oder Abnutzung können die Lebensdauer der Beschichtung verkürzen.
Betriebsumgebung:
Korrosive Umgebungen: In Industriegebieten oder maritimen Umgebungen kann die Lebensdauer aufgrund der erhöhten Korrosionsgefahr kürzer sein.
Witterungseinflüsse: Regionen mit extremen Wetterbedingungen können die Lebensdauer der Pulverbeschichtung verkürzen.
Beschichtungsdicke:
Eine angemessene Schichtdicke ist wichtig, um eine gleichmäßige Abdeckung und ausreichenden Schutz zu gewährleisten.
Typische Lebensdauer
Innenanwendungen: Pulverbeschichtungen, die in Innenbereichen aufgebracht werden, können oft 15-20 Jahre oder länger halten, da sie weniger extremen Bedingungen ausgesetzt sind.
Außenanwendungen: Bei Außenanwendungen hängt die Lebensdauer stark von den Umweltbedingungen ab, kann jedoch typischerweise zwischen 5 und 10 Jahren liegen. Hochwertige Pulverbeschichtungen, die speziell für den Außenbereich entwickelt wurden, können bis zu 15 Jahre oder länger halten, wenn sie regelmäßig gewartet werden.
Industrieanwendungen: In industriellen Anwendungen, die häufig aggressiven Chemikalien oder starker mechanischer Beanspruchung ausgesetzt sind, kann die Lebensdauer kürzer sein und erfordert häufigere Inspektionen und Wartungen.
Verlängerung der Haltbarkeit
Um die Lebensdauer der Pulverbeschichtung zu maximieren, sind folgende Maßnahmen empfehlenswert:
Regelmäßige Inspektion und Wartung: Frühe Erkennung von Schäden und rechtzeitige Reparaturen können die Haltbarkeit erheblich verlängern.
Vermeidung von physikalischen Schäden: Sorgfältiger Umgang mit beschichteten Oberflächen reduziert das Risiko von Kratzern und Abplatzungen.
Schutz vor chemischen Einflüssen: Vermeidung von Kontakt mit aggressiven Chemikalien und Reinigungsmitteln, die die Beschichtung angreifen könnten.
Fazit
Die Pulverbeschichtung ist eine langlebige und widerstandsfähige Methode zur Oberflächenveredelung, die bei richtiger Anwendung und Wartung viele Jahre halten kann. Die tatsächliche Lebensdauer hängt jedoch von zahlreichen Faktoren ab, einschließlich der Qualität des Pulvers, der Vorbereitung der Oberfläche und den Umgebungsbedingungen, denen die beschichteten Teile ausgesetzt sind.
Wartungstipps für Anlagen
Pulverpistole
Um die Langlebigkeit und Effizienz von Pulverbeschichtungsanlagen zu gewährleisten, ist eine regelmäßige Wartung entscheidend. Hier sind einige Wartungstipps, die Ihnen helfen, die Leistung Ihrer Anlagen zu maximieren und Ausfallzeiten zu minimieren:
1. Allgemeine Inspektion
Regelmäßige Überprüfungen: Führen Sie wöchentliche oder monatliche Inspektionen der gesamten Anlage durch, um sicherzustellen, dass alle Komponenten ordnungsgemäß funktionieren.
Sichtprüfung: Überprüfen Sie auf sichtbare Abnutzung, Schäden oder lose Teile, die die Funktion beeinträchtigen könnten.
2. Pulverkabinen
Filterwartung:
Reinigung oder Austausch: Reinigen oder ersetzen Sie die Filter regelmäßig, um eine effiziente Luftführung und Partikelabscheidung zu gewährleisten.
Filtertypen beachten: Verwenden Sie immer die vom Hersteller empfohlenen Filtertypen.
Kabinenreinigung:
Regelmäßige Reinigung: Halten Sie die Kabinenwände und -böden sauber, um Ansammlungen von überschüssigem Pulver zu vermeiden.
Staubabsaugung: Stellen Sie sicher, dass die Absauganlage regelmäßig geleert und gewartet wird, um eine optimale Funktion zu gewährleisten.
3. Einbrennöfen
Temperaturüberwachung:
Regelmäßige Kalibrierung: Überprüfen Sie regelmäßig die Kalibrierung der Temperatursteuerung, um eine gleichbleibende Beschichtungsqualität sicherzustellen.
Thermoelemente prüfen: Überprüfen Sie die Thermoelemente auf Genauigkeit und Funktionstüchtigkeit.
Ofenreinigung:
Innenreinigung: Entfernen Sie regelmäßig Rückstände und Ablagerungen im Inneren des Ofens, um die Effizienz zu erhalten.
Dichtungen überprüfen: Überprüfen Sie die Dichtungen an Türen und Durchgängen auf Abnutzung und tauschen Sie sie bei Bedarf aus.
4. Pulvergeräte
Sprühpistolenwartung:
Düsenreinigung: Reinigen Sie die Düsen regelmäßig, um Verstopfungen und ungleichmäßige Sprühmuster zu vermeiden.
Ersatzteile prüfen: Halten Sie Ersatzdüsen und andere Verschleißteile bereit, um Ausfallzeiten zu minimieren.
Pulverförderer:
Reinigungsintervalle: Reinigen Sie die Pulverförderer, um Blockaden zu verhindern und eine gleichmäßige Pulverzufuhr zu gewährleisten.
Antriebssysteme warten: Überprüfen Sie regelmäßig die Antriebe und Lager auf Verschleiß und tauschen Sie sie bei Bedarf aus.
5. Fördersysteme
Kettenspannung und Schmierung:
Spannung überprüfen: Kontrollieren Sie die Spannung der Förderketten und passen Sie sie bei Bedarf an, um einen reibungslosen Betrieb zu gewährleisten.
Schmierung: Schmieren Sie alle beweglichen Teile regelmäßig, um Verschleiß zu minimieren.
Lagerwartung:
Überprüfung der Lager: Überprüfen Sie die Lager auf Abnutzung und tauschen Sie sie bei Bedarf aus.
Schmiermittel verwenden: Verwenden Sie die vom Hersteller empfohlenen Schmiermittel, um die Lebensdauer der Lager zu verlängern.
6. Automatisierte Systeme
Steuerungssysteme:
Software-Updates: Halten Sie die Software der Steuerungssysteme auf dem neuesten Stand, um Effizienz und Sicherheit zu gewährleisten.
Fehlerprotokollierung: Überwachen Sie Fehlerprotokolle, um potenzielle Probleme frühzeitig zu erkennen.
Sensoren und Aktoren:
Funktionsprüfung: Überprüfen Sie regelmäßig die Sensoren und Aktoren auf ihre Funktionsfähigkeit und ersetzen Sie defekte Teile.
Kalibrierung: Führen Sie regelmäßige Kalibrierungen durch, um die Genauigkeit der automatisierten Systeme zu gewährleisten.
7. Ersatzteile und Lagerhaltung
Ersatzteilmanagement:
Bestandskontrolle: Führen Sie eine genaue Bestandskontrolle der Ersatzteile, um Ausfallzeiten durch fehlende Teile zu vermeiden.
Qualität der Ersatzteile: Verwenden Sie stets hochwertige Originalersatzteile, um die Funktionalität der Anlagen zu gewährleisten.
8. Schulung des Personals
Regelmäßige Schulungen: Schulen Sie Ihr Personal regelmäßig in der Bedienung und Wartung der Anlagen, um Bedienfehler zu vermeiden und die Sicherheit zu erhöhen.
Notfallverfahren: Stellen Sie sicher, dass alle Mitarbeiter mit den Notfallverfahren vertraut sind, um im Falle eines Ausfalls schnell reagieren zu können.
9. Dokumentation
Wartungsprotokolle: Führen Sie detaillierte Wartungsprotokolle, um den Wartungsverlauf und alle durchgeführten Arbeiten zu dokumentieren.
Checklisten verwenden: Nutzen Sie Wartungschecklisten, um sicherzustellen, dass alle erforderlichen Maßnahmen regelmäßig durchgeführt werden.
Fazit
Durch die Einhaltung dieser Wartungstipps können Sie die Effizienz und Lebensdauer Ihrer Pulverbeschichtungsanlagen maximieren. Eine gut gewartete Anlage führt zu einer höheren Produktqualität, weniger Ausfallzeiten und einer längeren Lebensdauer der Geräte. Regelmäßige Wartung ist eine Investition, die sich durch verbesserte Leistung und geringere Betriebskosten auszahlt.
Automatisierungsoptionen
Automatische Pulverbeschichtungsanlage
Automatisierungsoptionen in der Pulverbeschichtung bieten zahlreiche Vorteile, darunter erhöhte Effizienz, gleichbleibende Qualität und reduzierte Betriebskosten. Im Folgenden werden verschiedene Automatisierungsoptionen erläutert, die in modernen Pulverbeschichtungsanlagen eingesetzt werden können:
1. Automatische Sprühsysteme
Automatische Sprühsysteme sind eine wesentliche Komponente für die Automatisierung der Pulverbeschichtung und bieten präzise und gleichmäßige Beschichtungen. Sie bestehen aus mehreren automatisierten Sprühpistolen, die auf robotergesteuerten Armen montiert sind.
Robotergestützte Sprühpistolen: Diese Pistolen sind an Roboterarmen befestigt, die programmierbar sind, um komplexe Bewegungsmuster auszuführen und die Sprühwinkel für unterschiedliche Werkstückgeometrien zu optimieren.
Pulvermengensteuerung: Automatisierte Systeme ermöglichen die genaue Steuerung der Pulvermengen, was zu einer gleichmäßigen Schichtdicke und weniger Abfall führt.
Adaptive Technologie: Moderne Systeme nutzen Sensoren, um die Werkstückgeometrie in Echtzeit zu erfassen und die Sprühmuster entsprechend anzupassen.
2. Fördersysteme
Automatisierte Fördersysteme transportieren die Werkstücke durch die verschiedenen Phasen des Beschichtungsprozesses und tragen dazu bei, den Durchsatz zu erhöhen.
Overhead-Fördersysteme: Diese Systeme transportieren die Teile über Kopf durch die Kabinen und Öfen, was den Bodenraum frei hält und die Effizienz erhöht.
Ketten- und Schienensysteme: Förderbänder und Schienensysteme bieten Flexibilität bei der Gestaltung der Produktionslinie und können an unterschiedliche Anforderungen angepasst werden.
Variable Geschwindigkeit: Einige Fördersysteme ermöglichen die Anpassung der Geschwindigkeit je nach Werkstückgröße und Prozessanforderungen.
3. Einbrennöfen mit Automatisierung
Einbrennöfen können durch Automatisierung effizienter und präziser arbeiten, was die Qualität der Beschichtung verbessert.
Automatisierte Temperaturregelung: Intelligente Steuerungssysteme passen die Ofentemperatur in Echtzeit an, um die optimale Aushärtung der Pulverbeschichtung zu gewährleisten.
Zeitschaltuhren und Sensoren: Integrierte Timer und Sensoren helfen dabei, den Aushärtungsprozess genau zu überwachen und die Energieeffizienz zu maximieren.
Automatische Türsteuerung: Automatische Türen öffnen und schließen sich synchron mit dem Ein- und Ausgang der Werkstücke, um den Wärmeverlust zu minimieren.
4. Qualitätskontrollsysteme
Automatisierte Qualitätskontrollsysteme sorgen dafür, dass die Beschichtungen den festgelegten Standards entsprechen und verringern den Bedarf an manueller Inspektion.
Visuelle Inspektionssysteme: Kameras und Bildverarbeitungstechnologien prüfen die Beschichtungsqualität und identifizieren sofort Fehler oder Unregelmäßigkeiten.
Schichtdickenmessung: Berührungslose Messsysteme können die Dicke der Pulverbeschichtung präzise messen und Daten zur weiteren Analyse bereitstellen.
Echtzeit-Datenanalyse: Datenerfassungs- und Analysesysteme ermöglichen die Überwachung des gesamten Prozesses und helfen bei der Identifizierung von Optimierungspotenzialen.
5. Software-Integration
Softwarelösungen spielen eine entscheidende Rolle bei der Automatisierung, indem sie verschiedene Systeme integrieren und den Betrieb effizienter gestalten.
Leitsysteme (SCADA): Supervisory Control and Data Acquisition (SCADA) Systeme bieten eine zentrale Steuerung und Überwachung aller Anlagenkomponenten.
IoT-Integration: Internet of Things (IoT) Technologien ermöglichen die Vernetzung der Geräte und die Fernüberwachung sowie -steuerung der Prozesse.
Produktionsmanagement-Software: Diese Softwarelösungen helfen bei der Planung und Verwaltung von Produktionsabläufen, indem sie Daten aus verschiedenen Quellen konsolidieren.
6. Automatisierte Farbwechsel
Für Betriebe, die häufige Farbwechsel durchführen müssen, bieten automatisierte Farbwechselsysteme erhebliche Vorteile.
Schneller Farbwechsel: Automatisierte Systeme reduzieren die Zeit, die für den Farbwechsel benötigt wird, was die Produktionsausfallzeiten minimiert.
Minimierung von Pulverabfall: Durch den Einsatz von selbstreinigenden Sprühpistolen und Kabinen wird der Pulververbrauch optimiert.
7. Wartungsautomatisierung
Auch die Wartung von Anlagen kann automatisiert werden, um die Betriebszeiten zu maximieren und unvorhergesehene Ausfälle zu reduzieren.
Vorausschauende Wartung: Sensoren überwachen den Zustand der Anlagenkomponenten in Echtzeit und prognostizieren Wartungsbedarf, bevor Probleme auftreten.
Automatisierte Fehlerdiagnose: Diagnose-Tools identifizieren Probleme und bieten Lösungsvorschläge, die die Wartungseffizienz erhöhen.
Vorteile der Automatisierung in der Pulverbeschichtung
Erhöhte Produktivität: Automatisierte Systeme ermöglichen eine höhere Produktionsrate bei gleichzeitig konsistenter Qualität.
Geringere Betriebskosten: Durch die Optimierung des Materialverbrauchs und die Reduzierung des Arbeitsaufwands senken Automatisierungssysteme die Betriebskosten.
Verbesserte Qualität: Gleichbleibende Beschichtungsqualität und reduzierte Fehlerraten durch präzise Steuerung und Überwachung.
Umweltfreundlichkeit: Automatisierung reduziert den Pulverabfall und verbessert die Energieeffizienz der Anlagen.
Fazit
Automatisierungsoptionen in der Pulverbeschichtung bieten eine Vielzahl von Vorteilen und sind entscheidend für die Steigerung der Effizienz und Qualität in der Produktion. Die Integration von Robotik, fortschrittlicher Software und intelligenter Steuerung ermöglicht es Unternehmen, wettbewerbsfähig zu bleiben und gleichzeitig die Umweltbelastung zu reduzieren. Die Entscheidung für die richtige Kombination von Automatisierungstechnologien hängt von den spezifischen Anforderungen und Zielen des Unternehmens ab.
Automatisierungsvorteile
Die Stahlkabine für Pulverbeschichtung
Automatisierung in der Pulverbeschichtungsindustrie bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion steigern können. Hier sind die wichtigsten Vorteile der Automatisierung erklärt:
1. Erhöhte Effizienz
Höhere Produktionsraten: Automatisierte Systeme können kontinuierlich ohne Unterbrechungen arbeiten, was zu höheren Durchsatzraten führt. Dies bedeutet, dass mehr Teile in kürzerer Zeit beschichtet werden können, was die Gesamtproduktivität steigert.
Schnellere Zykluszeiten: Automatisierung reduziert die Bearbeitungszeit pro Werkstück erheblich, da Maschinen schneller und präziser arbeiten können als Menschen.
Minimierte Stillstandszeiten: Automatisierte Wartung und vorausschauende Diagnose minimieren ungeplante Ausfallzeiten, was die Verfügbarkeit der Anlage erhöht.
2. Gleichbleibende Qualität
Präzise Beschichtungsanwendung: Automatisierte Sprühsysteme sorgen für eine gleichmäßige Schichtdicke und reduzieren menschliche Fehler, die zu Qualitätsabweichungen führen können.
Wiederholgenauigkeit: Automatisierte Systeme wiederholen dieselben Bewegungen und Prozesse mit hoher Genauigkeit, was zu konsistenter Produktqualität führt, unabhängig von der Produktionsmenge.
Echtzeit-Qualitätskontrolle: Durch den Einsatz von Sensoren und Kameras können automatisierte Systeme kontinuierlich die Qualität der Beschichtung überwachen und sofort Anpassungen vornehmen.
3. Reduzierte Betriebskosten
Materialeinsparungen: Automatisierung optimiert den Einsatz von Pulvermaterialien, wodurch Abfall reduziert und die Materialnutzung verbessert wird.
Geringere Arbeitskosten: Der Bedarf an manueller Arbeit wird verringert, was die Personalkosten senkt. Mitarbeiter können in anderen Bereichen eingesetzt werden, wo menschliches Urteilsvermögen und Kreativität erforderlich sind.
Energieeffizienz: Automatisierte Systeme sind oft energieeffizienter, da sie optimierte Prozesse und Technologien verwenden, um den Energieverbrauch zu minimieren.
4. Verbesserte Sicherheit
Reduzierte Exposition gegenüber Gefahrenstoffen: Automatisierung minimiert den direkten Kontakt der Mitarbeiter mit potenziell gefährlichen Chemikalien und Pulvern, was das Risiko von Gesundheitsproblemen reduziert.
Sicherheitsüberwachung: Automatisierte Anlagen sind häufig mit Sicherheitssensoren ausgestattet, die Unfälle verhindern und im Notfall schnelle Reaktionen ermöglichen.
Ergonomische Vorteile: Mitarbeiter müssen weniger körperlich anspruchsvolle Aufgaben erledigen, was das Risiko von arbeitsbedingten Verletzungen verringert.
5. Flexibilität und Anpassungsfähigkeit
Schnelle Anpassung an Produktänderungen: Automatisierte Systeme können schnell neu programmiert werden, um auf Änderungen im Produktdesign oder der Produktion umzustellen, was die Flexibilität erhöht.
Einfache Integration neuer Technologien: Durch modulare Designs können neue Technologien oder Prozesse problemlos in bestehende Systeme integriert werden.
Vielfältige Anwendungsmöglichkeiten: Automatisierung kann an eine Vielzahl von Werkstückgrößen, -formen und -materialien angepasst werden, was die Vielseitigkeit der Produktion erhöht.
6. Nachhaltigkeit und Umweltfreundlichkeit
Reduzierung von Abfall und Emissionen: Automatisierte Systeme optimieren den Materialverbrauch und reduzieren den Überspray, was zu weniger Abfall und geringeren Emissionen führt.
Ressourceneffizienz: Durch die optimale Nutzung von Energie und Materialien tragen automatisierte Systeme zu nachhaltigeren Produktionsprozessen bei.
Verbesserte Umweltbilanz: Unternehmen können ihre Umweltziele leichter erreichen und ihre ökologische Verantwortung wahrnehmen.
7. Daten- und Prozessoptimierung
Datengesteuerte Entscheidungsfindung: Automatisierte Systeme sammeln kontinuierlich Daten, die zur Analyse und Optimierung der Produktionsprozesse verwendet werden können.
Prozessoptimierung durch IoT: Internet of Things (IoT) Technologien ermöglichen die Echtzeitüberwachung und -steuerung von Prozessen, was die Effizienz und Transparenz erhöht.
Vorausschauende Wartung: Durch die Analyse von Maschinendaten können Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Ausfällen führen.
Fazit
Die Automatisierung in der Pulverbeschichtung bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion erheblich steigern. Durch den Einsatz modernster Technologien können Unternehmen ihre Betriebskosten senken, die Produktsicherheit erhöhen und gleichzeitig ihre Umweltbilanz verbessern. Die Investition in Automatisierungslösungen zahlt sich langfristig durch höhere Produktivität, verbesserte Qualität und größere Flexibilität aus. Unternehmen, die Automatisierungstechnologien integrieren, positionieren sich besser im Wettbewerb und sind in der Lage, schneller auf Marktveränderungen zu reagieren.
Beispiele für Automatisierung
Hubgerät für Pulverbeschichtung
Hier sind einige konkrete Beispiele für Automatisierung in der Pulverbeschichtungsindustrie, die verdeutlichen, wie moderne Technologien den Beschichtungsprozess optimieren und verbessern können:
1. Robotergesteuerte Sprühapplikationen
Automatisierte Spritzroboter: Diese Roboterarme sind mit elektrostatischen Sprühpistolen ausgestattet und können komplexe Bewegungsmuster programmieren, um Teile unterschiedlicher Formen und Größen effizient zu beschichten. Durch die Robotersteuerung wird eine gleichmäßige Schichtdicke erreicht, und es gibt weniger Overspray.Beispiel: In der Automobilindustrie werden Karosserieteile oft mit robotergestützten Sprühsystemen beschichtet, um eine gleichmäßige und hochwertige Oberfläche zu gewährleisten. Ein Unternehmen wie ABB Robotics bietet Lösungen, die auf die spezifischen Anforderungen der Automobilindustrie zugeschnitten sind.
2. Automatische Fördersysteme
Overhead-Kettenförderer: Diese Systeme transportieren die Teile durch verschiedene Prozessschritte wie Reinigung, Beschichtung und Aushärtung. Sie ermöglichen einen kontinuierlichen Produktionsfluss und minimieren manuelle Eingriffe.Beispiel: Bei der Herstellung von Metallmöbeln werden Teile oft auf Förderbändern bewegt, die sie durch alle Beschichtungsphasen führen. Unternehmen wie Nordson bieten komplexe Fördersysteme an, die an verschiedene Produktionslayouts angepasst werden können.
3. Automatisierte Farbwechselsysteme
Schnellwechselkabinen: Diese Kabinen sind darauf ausgelegt, den Farbwechselprozess zu beschleunigen. Sie verfügen über automatische Reinigungszyklen und programmierbare Steuerungen, die den Farbwechsel effizienter machen.Beispiel: In der Fahrradindustrie, wo häufig Farbvarianten angeboten werden, nutzen Hersteller automatisierte Systeme, um den Farbwechsel schnell durchzuführen, ohne die Produktion zu verlangsamen. Systeme von Gema Switzerland bieten automatische Farbwechseltechnologien, die in der Branche weit verbreitet sind.
4. Intelligente Einbrennöfen
Automatisierte Temperatur- und Zeitsteuerung: Einbrennöfen sind mit Sensoren ausgestattet, die die Temperatur und den Durchsatz in Echtzeit überwachen und anpassen, um die optimale Aushärtung der Beschichtung zu gewährleisten.Beispiel: In der Elektronikindustrie, wo präzise Temperaturkontrollen entscheidend sind, verwenden Hersteller automatisierte Öfen, um die empfindlichen Komponenten richtig zu behandeln. Unternehmen wie Despatch Industries bieten Öfen an, die auf solche spezifischen Anforderungen abgestimmt sind.
5. Echtzeit-Qualitätskontrollsysteme
Vision-Systeme für die Inspektion: Kameras und Bildverarbeitungstechnologien erfassen die Beschichtungsqualität in Echtzeit, erkennen Fehler und ermöglichen sofortige Korrekturmaßnahmen.Beispiel: In der Luftfahrtindustrie, wo höchste Qualitätsstandards gelten, werden Vision-Systeme eingesetzt, um die Beschichtungen auf Flugzeugteilen zu überprüfen. Anbieter wie Cognex bieten fortschrittliche Bildverarbeitungslösungen an, die in diesen Anwendungen genutzt werden.
6. Datenanalyse und IoT-Integration
IoT-gestützte Prozessüberwachung: Sensoren an verschiedenen Stellen der Produktionslinie sammeln Daten, die zur Optimierung des gesamten Beschichtungsprozesses genutzt werden können. IoT-Plattformen ermöglichen eine zentrale Überwachung und Anpassung der Systeme in Echtzeit.Beispiel: Ein Hersteller von landwirtschaftlichen Maschinen nutzt IoT-Daten, um die Effizienz der Pulverbeschichtungsanlage zu verbessern und Wartungszyklen zu optimieren. Unternehmen wie Siemens bieten umfassende IoT-Lösungen an, die solche Anwendungen unterstützen.
7. Vorausschauende Wartung
Condition Monitoring: Automatisierte Überwachungssysteme analysieren kontinuierlich den Zustand von Anlagenkomponenten und prognostizieren Wartungsbedarf, bevor Ausfälle auftreten.Beispiel: Ein Hersteller von Haushaltsgeräten implementiert vorausschauende Wartung, um die Lebensdauer seiner Beschichtungsanlagen zu verlängern und die Verfügbarkeit zu maximieren. Lösungen von GE Digital bieten solche Condition-Monitoring-Tools an.
8. Automatisierte Reinigungssysteme
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungszyklen, die das Entfernen von Pulverrückständen und die Vorbereitung für den nächsten Durchgang erleichtern.Beispiel: In der Herstellung von Baukomponenten, die unterschiedliche Beschichtungen erfordern, helfen selbstreinigende Systeme, die Wechselzeiten zwischen den verschiedenen Pulverlacken zu verkürzen. Systeme von Wagner bieten effiziente Reinigungsoptionen, die in solchen Anwendungen zum Einsatz kommen.
Fazit
Automatisierung in der Pulverbeschichtungsindustrie bietet vielfältige Möglichkeiten, die Produktion zu optimieren und gleichzeitig die Qualität zu steigern. Durch den Einsatz von robotergesteuerten Sprühsystemen, automatisierten Fördersystemen, intelligenten Einbrennöfen und fortschrittlichen Überwachungs- und Wartungstechnologien können Unternehmen ihre Effizienz erhöhen und ihre Wettbewerbsfähigkeit verbessern. Die Investition in Automatisierungstechnologien ermöglicht es Unternehmen, sich schnell an Marktveränderungen anzupassen und gleichzeitig ihre Produktionskosten zu senken.
Komponenten einer Komplette Pulverbeschichtungsanlage
Pulverbeschichtungsanlage mit Traversen
Eine komplette Pulverbeschichtungsanlage besteht aus mehreren wesentlichen Komponenten, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu gewährleisten. Hier sind die Hauptkomponenten einer solchen Anlage und ihre Funktionen:
1. Vorbehandlungssystem
Oberflächenvorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt, um sicherzustellen, dass die Oberfläche des Werkstücks sauber und bereit für die Beschichtung ist. Die Vorbehandlung verbessert die Haftung der Pulverbeschichtung und erhöht die Korrosionsbeständigkeit.
Reinigungsstationen: Entfernen Öl, Fett, Staub und andere Verunreinigungen von der Oberfläche des Werkstücks.
Phosphatier- oder Chromatierstationen: Bilden eine Schutzschicht, die die Haftung verbessert und die Korrosionsbeständigkeit erhöht.
Spül- und Trocknungsstationen: Stellen sicher, dass das Werkstück frei von chemischen Rückständen und trocken ist, bevor es zur Beschichtung weitergeleitet wird.
2. Pulverkabinen
Automatische Pulverbeschichtungsanlage
Die Pulverkabine ist der Bereich, in dem das Pulver elektrostatisch auf die Werkstücke aufgetragen wird. Sie ist so konzipiert, dass sie eine saubere und kontrollierte Umgebung bietet, um überschüssiges Pulver effizient zurückzugewinnen.
Offene Kabinen: Geeignet für kleinere, manuelle Anwendungen, wo der Bediener direkten Zugang benötigt.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und sind effizienter bei der Kontrolle und Rückgewinnung von Overspray.
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungssysteme, die den Farbwechsel und die Wartung erleichtern.
3. Pulverauftragsgeräte
Automatisierte Pulverbeschichtung
Diese Geräte sind für die eigentliche Anwendung des Pulvers auf die Werkstücke verantwortlich und bestehen aus verschiedenen Komponenten, die den Pulverauftrag optimieren.
Elektrostatische Sprühpistolen: Laden die Pulverpartikel elektrostatisch auf, damit sie gleichmäßig auf der Werkstückoberfläche haften.
Pulverförderer: Transportieren das Pulver von den Vorratsbehältern zur Sprühpistole und sorgen für eine gleichmäßige Pulverzufuhr.
Steuerungseinheiten: Erlauben die Anpassung der Auftragsparameter wie Spannung, Pulverfluss und Sprühzeit.
4. Fördersysteme
Fördersysteme
Fördersysteme transportieren die Werkstücke durch die verschiedenen Stationen der Beschichtungsanlage, von der Vorbehandlung bis zur Aushärtung.
Kettenförderer: Bieten kontinuierliche Bewegung und sind ideal für die Massenproduktion.
Schienen- und Rollensysteme: Ermöglichen Flexibilität bei der Anordnung der Produktionslinie.
Pufferzonen: Bereiche, in denen Werkstücke zwischengelagert werden können, um den Produktionsfluss zu optimieren.
5. Einbrennöfen
Pulverofen
Einbrennöfen sind entscheidend für die Aushärtung der Pulverbeschichtung, da sie die erforderliche Wärme bereitstellen, um das Pulver zu schmelzen und eine dauerhafte Oberfläche zu schaffen.
Chargenöfen: Ideal für kleinere Produktionen mit variablen Chargengrößen; sie bieten Flexibilität und können verschiedene Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien mit hohen Durchsatzraten. Teile werden auf einem Förderband durch den Ofen transportiert.
Konvektions- und Infrarotöfen: Verschiedene Technologien bieten spezifische Vorteile in Bezug auf Aufheizgeschwindigkeit und Energieeffizienz.
6. Rückgewinnungs- und Recycling-Systeme
Zyklonrückgewinnung
Diese Systeme sind darauf ausgelegt, überschüssiges Pulver aufzufangen und wiederzuverwenden, um Abfall zu minimieren und die Effizienz zu maximieren.
Zyklonabscheider: Trennen überschüssiges Pulver aus der Luft und führen es zurück in den Beschichtungsprozess.
Filtersysteme: Entfernen Feinstaub aus der Luft und stellen sicher, dass nur saubere Luft in die Umgebung abgegeben wird.
Siebsysteme: Stellen sicher, dass nur qualitativ hochwertiges Pulver erneut verwendet wird, indem sie Verunreinigungen entfernen.
7. Steuerungs- und Überwachungssysteme
Moderne Steuerungssysteme ermöglichen die Überwachung und Anpassung aller Aspekte des Beschichtungsprozesses in Echtzeit.
Prozessleitsysteme (PLS): Überwachen und steuern den gesamten Produktionsablauf und bieten Echtzeit-Daten zur Optimierung der Prozesse.
Benutzeroberflächen: Intuitive Bedienpanels ermöglichen eine einfache Steuerung und Anpassung der Systemeinstellungen.
Datenanalyse-Tools: Erfassen und analysieren Daten zur Prozessoptimierung und Fehlererkennung.
8. Kühlzonen
Nach dem Aushärtungsprozess müssen die Werkstücke auf Raumtemperatur abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden können.
Luftkühlungssysteme: Nutzen Luftzirkulation, um die Werkstücke effizient abzukühlen.
Wasserkühlungssysteme: In speziellen Anwendungen, wo schnelle Abkühlung erforderlich ist, können Wasserkühlungssysteme eingesetzt werden.
9. Materialhandling-Systeme
Diese Systeme unterstützen das Be- und Entladen von Werkstücken und die Bewegung innerhalb der Anlage.
Robotiksysteme: Automatisierte Roboterarme, die Werkstücke präzise positionieren und handhaben.
Hubsysteme: Unterstützen beim Transport schwerer Werkstücke innerhalb der Anlage.
10. Wartungseinrichtungen
Regelmäßige Wartung ist entscheidend, um die Effizienz und Lebensdauer der Anlage zu gewährleisten.
Integrierte Wartungstools: Sensoren und Software zur vorausschauenden Wartung, die den Zustand der Anlage überwachen und Wartungsbedarf identifizieren.
Zugängliche Wartungsbereiche: Einfache Zugänglichkeit für regelmäßige Inspektionen und Reparaturen.
Fazit
Eine komplette Pulverbeschichtungsanlage besteht aus vielen Komponenten, die zusammenarbeiten, um eine effiziente, qualitativ hochwertige und umweltfreundliche Beschichtung zu gewährleisten. Jede Komponente spielt eine entscheidende Rolle im Beschichtungsprozess, von der Vorbereitung der Werkstücke bis zur Aushärtung der Beschichtung. Die Wahl der richtigen Technologien und die Integration von Automatisierungslösungen können den Betrieb optimieren und die Produktionsziele eines Unternehmens effektiv unterstützen.
Anlagengröße
Pulverauftragskammer
Die Größe von Pulverbeschichtungsanlagen kann je nach den spezifischen Anforderungen eines Unternehmens stark variieren. Die Anlagengröße hängt von mehreren Faktoren ab, darunter die Art und Größe der zu beschichtenden Werkstücke, das Produktionsvolumen und die verfügbaren räumlichen Gegebenheiten. Hier sind einige wichtige Überlegungen und Optionen zur Variation der Anlagengröße:
Faktoren, die die Anlagengröße beeinflussen
Art der zu beschichtenden Werkstücke
Kleinere Teile: Bei der Beschichtung von kleineren Teilen, wie z. B. Elektrokomponenten oder kleinen Metallteilen, können kompaktere Anlagen eingesetzt werden.
Große Werkstücke: Für größere Teile, wie Automobilkarosserien oder große Maschinenteile, sind größere Anlagen mit geräumigen Kabinen und Öfen erforderlich.
Produktionsvolumen
Kleinserienproduktion: Unternehmen, die kleinere Produktionsvolumen handhaben, können mit einfacheren und kleineren Anlagen auskommen.
Massenproduktion: Für hohe Produktionsvolumen sind größere und komplexere Anlagen notwendig, die einen kontinuierlichen Betrieb ermöglichen.
Verfügbare Fläche
Kompakte Lösungen: In begrenzten Räumlichkeiten können platzsparende Designs und integrierte Systeme genutzt werden, um den verfügbaren Platz optimal zu nutzen.
Großflächige Anlagen: In größeren Einrichtungen kann eine weitläufige Anordnung von Vorbehandlung, Beschichtung und Aushärtung erfolgen, um einen reibungslosen Produktionsablauf zu gewährleisten.
Prozessanforderungen
Vielseitigkeit: Anlagen, die verschiedene Beschichtungsarten und Materialien verarbeiten müssen, erfordern möglicherweise eine modulare Struktur, die Anpassungen erlaubt.
Spezialanforderungen: Bestimmte Anwendungen, wie z. B. die Beschichtung von hitzeempfindlichen Materialien, erfordern spezifische Anpassungen der Anlagengröße und -konfiguration.
Optionen zur Variation der Anlagengröße
1. Modulare Anlagen
Modulare Anlagen sind flexibel und können an unterschiedliche Produktionsanforderungen angepasst werden. Sie bestehen aus separaten Modulen, die nach Bedarf hinzugefügt oder entfernt werden können.
Vorteile:
Flexibilität: Einfaches Anpassen und Erweitern der Anlage, um auf wechselnde Produktionsanforderungen zu reagieren.
Kosteneffizienz: Investitionen können nach und nach getätigt werden, indem nur die notwendigen Module erworben werden.
Einfache Wartung: Einzelne Module können leicht gewartet oder ausgetauscht werden, ohne den gesamten Betrieb zu unterbrechen.
Beispiele:
Modulare Kabinen: Erlauben die Anpassung der Kabinengröße je nach Werkstückgröße.
Erweiterbare Fördersysteme: Zusätzliche Förderstrecken können hinzugefügt werden, um den Produktionsfluss zu erweitern.
2. Kompakte Anlagen
Kompakte Anlagen sind ideal für Unternehmen mit begrenztem Platzangebot oder für kleinere Produktionsvolumen.
Vorteile:
Platzsparend: Effektive Nutzung des verfügbaren Raums.
Geringere Investitionskosten: Reduzierte Anfangsinvestitionen durch den kleineren Maßstab der Anlage.
Schnellere Installation: Einfachere und schnellere Implementierung.
Beispiele:
Mini-Kabinen: Kleinere Beschichtungskabinen für spezialisierte Anwendungen.
Integrierte Systeme: Anlagen, die Vorbehandlung, Beschichtung und Aushärtung in einem kompakten Layout vereinen.
3. Großflächige Anlagen
Für Unternehmen mit hohen Produktionsanforderungen oder großen Werkstücken sind großflächige Anlagen notwendig.
Vorteile:
Hohe Kapazität: Eignen sich für die Massenproduktion und den gleichzeitigen Betrieb mehrerer Linien.
Vielseitigkeit: Möglichkeit, mehrere Prozesse gleichzeitig durchzuführen.
Effizienz: Optimierte Produktionsabläufe durch die großzügige Gestaltung der Anlage.
Beispiele:
Mehrere Kabinen und Öfen: Separate Bereiche für unterschiedliche Farben oder Materialien.
Erweiterte Fördersysteme: Lange Förderstrecken für den Transport großer oder zahlreicher Teile.
Planungsüberlegungen bei der Anlagengrößenauswahl
Zukunftsprognosen
Marktentwicklung: Berücksichtigen Sie mögliche Expansionen oder Veränderungen in der Nachfrage.
Technologische Fortschritte: Planen Sie für zukünftige Anpassungen oder Upgrades der Anlage.
Kostenüberlegungen
Anfangsinvestition vs. Betriebskosten: Wägen Sie die Anfangsinvestitionen gegen die langfristigen Betriebskosten ab.
Finanzielle Flexibilität: Planen Sie die Finanzierung der Anlage im Einklang mit den finanziellen Möglichkeiten und Zielen des Unternehmens.
Integration und Kompatibilität
Bestehende Infrastruktur: Überprüfen Sie die Kompatibilität der neuen Anlage mit bestehenden Systemen und Einrichtungen.
Erweiterungsmöglichkeiten: Planen Sie die Integration zukünftiger Erweiterungen oder Module.
Umwelt- und Sicherheitsstandards
Regulierungen: Stellen Sie sicher, dass die Anlage alle relevanten Umwelt- und Sicherheitsstandards erfüllt.
Nachhaltigkeit: Berücksichtigen Sie umweltfreundliche Technologien und Praktiken bei der Planung und dem Betrieb der Anlage.
Fazit
Die Größe einer Pulverbeschichtungsanlage kann an die spezifischen Bedürfnisse und Anforderungen eines Unternehmens angepasst werden. Durch die Auswahl der richtigen Anlagengröße und -konfiguration können Unternehmen ihre Produktionsziele effizient erreichen, die Qualität ihrer Produkte verbessern und die Betriebskosten optimieren. Ob modular, kompakt oder großflächig, jede Anlagengröße hat ihre eigenen Vorteile und Herausforderungen, die sorgfältig abgewogen werden müssen, um die besten Ergebnisse zu erzielen.
Benötigte Mitarbeiterzahl
Beschichtungseinheit
Die Anzahl der benötigten Mitarbeiter für den Betrieb einer Pulverbeschichtungsanlage hängt von mehreren Faktoren ab, darunter die Größe und Automatisierung der Anlage, das Produktionsvolumen, die Art der zu beschichtenden Werkstücke und die spezifischen betrieblichen Anforderungen. Hier sind einige Überlegungen, um die optimale Mitarbeiterzahl für den Betrieb einer Pulverbeschichtungsanlage zu bestimmen:
1. Faktoren, die die Mitarbeiterzahl beeinflussen
a. Größe der Anlage
Kleine Anlagen:
Typischerweise weniger Mitarbeiter erforderlich.
Häufig eine Mischung aus manuellen und halbautomatisierten Prozessen.
Große Anlagen:
Mehr Mitarbeiter erforderlich, insbesondere bei einer hohen Produktionskapazität.
Automatisierte Systeme können jedoch den Bedarf an Personal verringern.
b. Automatisierungsgrad
Hochautomatisierte Anlagen:
Reduzierter Bedarf an manueller Arbeit.
Erfordern jedoch technisches Personal für die Überwachung, Wartung und Programmierung der Anlagen.
Manuelle oder halbautomatisierte Anlagen:
Höherer Personalbedarf für die Bedienung und Überwachung der Anlagen.
c. Produktionsvolumen
Niedriges Produktionsvolumen:
Geringerer Personalbedarf.
Mehr Flexibilität bei der Planung von Schichten.
Hohes Produktionsvolumen:
Mehr Mitarbeiter erforderlich, um den Produktionsfluss aufrechtzuerhalten.
Möglicherweise mehrere Schichten zur Maximierung der Betriebszeit.
d. Werkstücktypen
Komplexe oder große Werkstücke:
Erfordern möglicherweise mehr Personal für die Handhabung und Inspektion.
Spezialisierte Mitarbeiter für die Anpassung der Beschichtungsparameter.
Kleine oder standardisierte Teile:
Weniger Personal für die Handhabung erforderlich.
Prozessabläufe sind oft einfacher und standardisiert.
2. Typische Rollen in einer Pulverbeschichtungsanlage
a. Produktionsmitarbeiter
Bediener der Beschichtungsanlagen:
Verantwortlich für das Auftragen der Pulverbeschichtung.
Überwachung der Qualität und Sicherstellung der richtigen Parameter.
Vorbehandlungsmitarbeiter:
Durchführung von Reinigungs- und Vorbehandlungsprozessen.
Sicherstellung, dass die Werkstücke ordnungsgemäß vorbereitet sind.
b. Technisches Personal
Wartungstechniker:
Regelmäßige Wartung und Reparatur der Anlagen.
Überwachung der Systemleistung und Durchführung von Fehlerbehebungen.
Automatisierungs- und Steuerungstechniker:
Programmierung und Überwachung automatisierter Systeme.
Anpassung der Steuerungsparameter und Optimierung der Prozesse.
c. Qualitätssicherung
Qualitätsinspektoren:
Durchführung von Qualitätskontrollen zur Sicherstellung der Einhaltung von Standards.
Verwendung von Messgeräten zur Überprüfung der Schichtdicke und Oberflächenqualität.
Prozessoptimierer:
Analyse von Produktionsdaten zur Verbesserung der Effizienz und Qualität.
Implementierung von Verbesserungsmaßnahmen.
d. Management und Verwaltung
Produktionsleiter:
Überwachung der gesamten Produktionslinie.
Koordination der Mitarbeiter und Sicherstellung der Zielerreichung.
Logistik- und Materialplaner:
Verwaltung der Materialflüsse und Bestände.
Planung der Produktion auf Basis von Nachfrage und Kapazität.
3. Beispiel einer Mitarbeiterverteilung
Hier ist ein Beispiel für die Mitarbeiterverteilung in einer mittelgroßen, teilautomatisierten Pulverbeschichtungsanlage:
Rolle
Anzahl der Mitarbeiter
Beschreibung
Bediener der Vorbehandlung
2-3
Verantwortlich für Reinigung und Vorbereitung der Werkstücke.
Pulverbeschichtungsbediener
3-4
Durchführung des Beschichtungsprozesses.
Wartungstechniker
1-2
Wartung und Reparatur der Anlagen.
Automatisierungstechniker
1-2
Überwachung der automatisierten Systeme und Prozesssteuerung.
Qualitätsinspektoren
1-2
Überprüfung der Qualität der beschichteten Teile.
Produktionsleiter
1
Leitung der Produktion und Koordination der Schichten.
Logistik- und Materialplaner
1
Verwaltung der Materialbestände und Produktionsplanung.
4. Optimierung der Mitarbeiterzahl
Um die Mitarbeiterzahl effizient zu nutzen, können Unternehmen folgende Strategien in Betracht ziehen:
Schulung und Weiterbildung: Regelmäßige Schulungen, um die Qualifikation der Mitarbeiter zu verbessern und sie auf mehrere Aufgaben vorzubereiten.
Einsatz von Zeitarbeitern: Flexible Personalplanung durch den Einsatz von Zeitarbeitskräften, um bei Bedarf Spitzenbelastungen abzufangen.
Prozessoptimierung: Einsatz von Lean-Management-Prinzipien, um Prozesse zu optimieren und den Personalbedarf zu reduzieren.
Investition in Automatisierung: Einsatz von Automatisierungstechnologien zur Reduzierung des manuellen Arbeitsaufwands und Verbesserung der Effizienz.
Fazit
Die optimale Anzahl der Mitarbeiter in einer Pulverbeschichtungsanlage hängt von vielen Faktoren ab, darunter die Größe der Anlage, der Automatisierungsgrad und das Produktionsvolumen. Durch den Einsatz von Automatisierung, Schulung und Prozessoptimierung können Unternehmen ihre Personalkosten minimieren und gleichzeitig die Effizienz und Qualität ihrer Produktion maximieren. Eine sorgfältige Planung und Anpassung der Personalressourcen ist entscheidend, um den Erfolg der Anlage zu gewährleisten.
Wir fertigen Haftwassertrockner & Pulvereinbrennöfen mit Umluft für unsere Kunden in Deutschland, Österreich und der Schweiz. Guter Preis und lange Lebensdauer
Ein Haftwassertrockner ist ein Gerät, das zur schnellen Trocknung von aufgetragenen Beschichtungen auf Werkstücken eingesetzt wird. Das Gerät besteht aus einer Kammer, in der die beschichteten Werkstücke platziert werden und in der warme Luft durchgeblasen wird, um die Beschichtung zu trocknen. Der Name Haftwassertrockner rührt daher, dass die Kammer mit einem speziellen Wasserfilm beschichtet ist, der die Haftung der beschichteten Werkstücke auf dem Boden der Kammer erhöht.
Die Beschichtungen können entweder nass aufgetragen werden, wie bei Lacken oder Farben, oder trocken aufgetragen werden, wie bei Pulverbeschichtungen. In beiden Fällen müssen die Werkstücke nach dem Beschichtungsprozess getrocknet werden, um eine gleichmäßige Oberfläche zu gewährleisten und die Haftung der Beschichtung zu verbessern. Die Verwendung eines Haftwassertrockners kann die Trocknungszeit erheblich verkürzen und die Produktionszeiten verbessern.
Haftwassertrockner können je nach Bedarf unterschiedliche Größen haben und werden oft in industriellen Umgebungen eingesetzt. Sie sind in der Regel mit einer Heizung und einer Lüftung ausgestattet, um warme Luft in die Kammer zu bringen und die Werkstücke zu trocknen. Einige Modelle sind auch mit einer Absaugung ausgestattet, um überschüssige Feuchtigkeit aus der Kammer zu entfernen und eine gleichmäßige Trocknung der Werkstücke zu gewährleisten.
Es ist wichtig, den Haftwassertrockner richtig zu verwenden und die richtige Trocknungszeit und -temperatur einzustellen, um eine Beschädigung der Beschichtung oder der Werkstücke zu vermeiden. Es ist auch wichtig, die Kammer regelmäßig zu warten und zu reinigen, um sicherzustellen, dass sie effektiv funktioniert und die Beschichtung nicht beeinträchtigt wird.
Insgesamt ist der Haftwassertrockner ein wichtiges Werkzeug in der industriellen Beschichtung, um eine schnelle und effektive Trocknung von Werkstücken zu gewährleisten und eine hohe Qualität der Beschichtung zu erreichen.
Haftwassertrockner
Ein Haftwassertrockner ist ein Gerät, das zur Trocknung von Werkstücken nach der Oberflächenvorbehandlung verwendet wird. Er arbeitet mit heißen Luftströmen, die durch Düsen auf die Werkstücke geblasen werden. Die heiße Luft verdampft das restliche Haftwasser auf der Oberfläche der Werkstücke, so dass sie für die weitere Behandlung bereit sind.
Haftwassertrockner werden in der Regel in Pulverbeschichtungsanlagen eingesetzt. Nach der Oberflächenvorbehandlung weisen die Werkstücke noch eine Restfeuchtigkeit auf. Diese Restfeuchtigkeit kann die Haftung des Pulvers beeinträchtigen. Daher ist es wichtig, die Werkstücke vor dem Pulverauftragen vollständig zu trocknen.
Haftwassertrockner können auch für andere Anwendungen verwendet werden, z. B. für die Trocknung von Metallteilen vor dem Lackieren oder für die Trocknung von Kunststoffteilen vor dem Beschichten.
Die Vorteile des Einsatzes eines Haftwassertrockners sind:
Hohe Trocknungsleistung: Haftwassertrockner können Werkstücke schnell und effizient trocknen.
Gleichmäßige Trocknung: Die heiße Luft wird durch Düsen auf die Werkstücke geblasen, so dass eine gleichmäßige Trocknung erzielt wird.
Kein Ablösen des Haftwassers: Die Düsen des Haftwassertrockners sind so konzipiert, dass das Haftwasser nicht abgesprengt wird. Dies verhindert, dass das Pulver auf der Oberfläche der Werkstücke ungleichmäßig verteilt wird.
Haftwassertrockner sind eine wichtige Ausrüstung für Pulverbeschichtungsanlagen und andere Anwendungen, bei denen Werkstücke nach der Oberflächenvorbehandlung getrocknet werden müssen.
Hier sind einige Tipps für den Einsatz eines Haftwassertrockners:
Stellen Sie sicher, dass die Werkstücke vor dem Einfahren in den Haftwassertrockner vollständig abgekühlt sind.
Stellen Sie die Temperatur des Haftwassertrockners so ein, dass das Haftwasser schnell und vollständig verdampft.
Verwenden Sie eine ausreichende Luftmenge, um eine gleichmäßige Trocknung zu erzielen.
Überwachen Sie die Trocknung der Werkstücke sorgfältig, um sicherzustellen, dass sie vollständig trocken sind, bevor sie weiterbehandelt werden.
Durch die Einhaltung dieser Tipps kann sichergestellt werden, dass die Werkstücke optimal getrocknet werden und für die weitere Behandlung bereit sind.
Hohe Trocknungsleistung
Hohe Trocknungsleistung bedeutet, dass ein Trocknungsgerät in der Lage ist, Werkstücke oder Materialien schnell und effizient zu trocknen. Dies ist wichtig für eine Vielzahl von Anwendungen, z. B. in der Industrie, der Produktion und dem Handwerk.
Es gibt verschiedene Faktoren, die die Trocknungsleistung beeinflussen, darunter:
Die Temperatur der Trocknungsluft: Je höher die Temperatur der Trocknungsluft, desto schneller verdunstet die Feuchtigkeit.
Die Luftmenge: Je mehr Luft durch das Trocknungsgerät strömt, desto schneller wird die Feuchtigkeit abtransportiert.
Die Art des Trocknungsverfahrens: Es gibt verschiedene Trocknungsverfahren, die unterschiedliche Trocknungsleistungen erzielen.
Um eine hohe Trocknungsleistung zu erzielen, ist es wichtig, dass das Trocknungsgerät auf die jeweilige Anwendung und die zu trocknenden Materialien abgestimmt ist.
Hier sind einige Tipps zur Verbesserung der Trocknungsleistung:
Verwenden Sie eine Trocknungsluft mit hoher Temperatur.
Verwenden Sie eine Trocknungsluft mit hoher Luftmenge.
Wählen Sie ein Trocknungsverfahren, das für die jeweilige Anwendung geeignet ist.
Durch die Einhaltung dieser Tipps kann sichergestellt werden, dass die Werkstücke oder Materialien schnell und effizient getrocknet werden.
Im Folgenden sind einige Beispiele für Anwendungen, bei denen eine hohe Trocknungsleistung erforderlich ist:
In der Industrie: Trocknung von Holz, Metall, Kunststoff, Textilien und anderen Materialien.
In der Produktion: Trocknung von Lebensmitteln, Getränken, Pharmazeutika und anderen Produkten.
Im Handwerk: Trocknung von Lack, Farbe, Leim und anderen Materialien.
Eine hohe Trocknungsleistung ist wichtig, um die Qualität der Produkte und Materialien zu gewährleisten. Sie trägt auch dazu bei, die Produktivität zu erhöhen und die Kosten zu senken.
Gleichmäßige Trocknung
Gleichmäßige Trocknung bedeutet, dass ein Werkstück oder Material gleichmäßig getrocknet wird, ohne dass es zu Stellen kommt, die zu trocken oder zu feucht sind. Dies ist wichtig für eine Vielzahl von Anwendungen, z. B. in der Industrie, der Produktion und dem Handwerk.
Es gibt verschiedene Faktoren, die eine gleichmäßige Trocknung beeinflussen, darunter:
Die Temperatur der Trocknungsluft: Eine gleichmäßige Temperaturverteilung ist wichtig, um eine gleichmäßige Trocknung zu erzielen.
Die Luftmenge: Eine gleichmäßige Luftverteilung ist wichtig, um eine gleichmäßige Trocknung zu erzielen.
Die Art des Trocknungsverfahrens: Es gibt verschiedene Trocknungsverfahren, die unterschiedliche Trocknungsergebnisse erzielen.
Um eine gleichmäßige Trocknung zu erzielen, ist es wichtig, dass das Trocknungsgerät auf die jeweilige Anwendung und die zu trocknenden Materialien abgestimmt ist.
Hier sind einige Tipps zur Verbesserung der gleichmäßigen Trocknung:
Verwenden Sie eine Trocknungsluft mit gleichmäßiger Temperatur.
Verwenden Sie eine Trocknungsluft mit gleichmäßiger Luftverteilung.
Wählen Sie ein Trocknungsverfahren, das für die jeweilige Anwendung geeignet ist.
Durch die Einhaltung dieser Tipps kann sichergestellt werden, dass die Werkstücke oder Materialien gleichmäßig getrocknet werden.
Im Folgenden sind einige Beispiele für Anwendungen, bei denen eine gleichmäßige Trocknung erforderlich ist:
In der Industrie: Trocknung von Holz, Metall, Kunststoff, Textilien und anderen Materialien.
In der Produktion: Trocknung von Lebensmitteln, Getränken, Pharmazeutika und anderen Produkten.
Im Handwerk: Trocknung von Lack, Farbe, Leim und anderen Materialien.
Eine gleichmäßige Trocknung ist wichtig, um die Qualität der Produkte und Materialien zu gewährleisten. Sie trägt auch dazu bei, die Produktivität zu erhöhen und die Kosten zu senken.
Hier sind einige Beispiele für Folgen ungleichmäßiger Trocknung:
Herabgesetzte Qualität des Werkstücks oder Materials: Ungleichmäßige Trocknung kann zu Fehlern und Mängeln führen, z. B. zu Rissen, Verformungen oder Farbunterschieden.
Verkürzte Lebensdauer des Werkstücks oder Materials: Ungleichmäßige Trocknung kann die Lebensdauer des Werkstücks oder Materials verkürzen.
Erhöhte Kosten: Ungleichmäßige Trocknung kann zu höheren Kosten führen, z. B. durch Ausschuss oder Nacharbeit.
Um die Folgen ungleichmäßiger Trocknung zu vermeiden, ist es wichtig, auf eine gleichmäßige Trocknung zu achten.
Kein Ablösen des Haftwassers
Das Ablösen des Haftwassers ist ein Problem, das bei der Pulverbeschichtung auftreten kann. Haftwasser ist ein Wasser-Polymer-Gemisch, das auf die Oberfläche des Werkstücks aufgetragen wird, um die Haftung des Pulvers zu verbessern. Wenn das Haftwasser nicht vollständig getrocknet ist, kann es beim Pulverauftragen abgesprengt werden. Dies kann zu einer ungleichmäßigen Pulverbeschichtung führen, die zu Fehlern und Mängeln führen kann.
Es gibt verschiedene Faktoren, die das Ablösen des Haftwassers begünstigen können, darunter:
Die Temperatur des Haftwassers: Je wärmer das Haftwasser ist, desto schneller verdunstet es.
Die Luftmenge: Je mehr Luft durch das Haftwasser strömt, desto schneller verdunstet es.
Die Art des Haftwassers: Es gibt verschiedene Haftwasser, die unterschiedliche Trocknungseigenschaften aufweisen.
Um das Ablösen des Haftwassers zu vermeiden, ist es wichtig, dass das Haftwasser vollständig getrocknet ist, bevor das Pulver aufgetragen wird. Dies kann durch eine ausreichende Trocknungszeit und eine gleichmäßige Luftverteilung erreicht werden.
Hier sind einige Tipps zur Vermeidung des Ablösens des Haftwassers:
Verwenden Sie eine Trocknungsluft mit hoher Temperatur.
Verwenden Sie eine Trocknungsluft mit hoher Luftmenge.
Wählen Sie ein Haftwasser, das für die jeweilige Anwendung geeignet ist.
Stellen Sie sicher, dass das Haftwasser vollständig getrocknet ist, bevor Sie das Pulver auftragen.
Durch die Einhaltung dieser Tipps kann das Ablösen des Haftwassers vermieden und eine gleichmäßige Pulverbeschichtung erzielt werden.
Hier sind einige Beispiele für Folgen des Ablösens des Haftwassers:
Ungleichmäßige Pulverbeschichtung: Das Pulver wird ungleichmäßig aufgetragen, was zu Fehlern und Mängeln führen kann.
Korrosion: Das Pulver kann nicht richtig auf das Werkstück haften, wodurch es anfälliger für Korrosion wird.
Verkürzte Lebensdauer: Die Lebensdauer des Werkstücks kann verkürzt werden, da das Pulver nicht richtig haftet.
Um die Folgen des Ablösens des Haftwassers zu vermeiden, ist es wichtig, auf eine vollständige Trocknung des Haftwassers zu achten.
Einbrennofen Einzelheiten
Ein Einbrennofen ist ein spezieller Ofen, der für den Aushärteprozess von Pulverbeschichtungen verwendet wird. Dieser Prozess wird auch als Einbrennen oder Aushärten bezeichnet und ist entscheidend, um eine dauerhafte und qualitativ hochwertige Beschichtung auf Werkstücken zu gewährleisten. Hier sind einige Einzelheiten und Merkmale eines typischen Einbrennofens:
Erhitzungssystem:
Einbrennöfen verwenden leistungsstarke Heizsysteme, die oft auf elektrischer oder gasbetriebener Basis arbeiten.
Elektrische Heizelemente oder Gasbrenner erzeugen die erforderliche Wärme für das Schmelzen und Aushärten des Pulvers.
Isolierung:
Die Isolierung des Ofens ist entscheidend, um Wärmeverluste zu minimieren und eine gleichmäßige Temperaturverteilung zu gewährleisten.
Gut isolierte Öfen verbessern die Energieeffizienz und fördern eine gleichmäßige Aushärtung.
Temperatursteuerung:
Ein präzises Temperatursteuersystem regelt die Ofentemperatur während des Aushärteprozesses.
Moderne Einbrennöfen können digitale Steuerungen und Sensoren verwenden, um genaue Temperaturprofile zu gewährleisten.
Förderanlagen:
Einbrennöfen verfügen über Förderbänder oder Hängesysteme, um die beschichteten Werkstücke durch den Ofen zu befördern.
Die Geschwindigkeit der Förderanlage beeinflusst die Verweilzeit der Werkstücke im Ofen und somit den Aushärteprozess.
Kühlbereich:
Nach dem Aushärten können die Werkstücke durch einen Kühlbereich geführt werden, um auf sichere Temperaturen abzukühlen.
Dieser Bereich verbessert die Qualität der Beschichtung und stellt sicher, dass die Werkstücke sicher behandelt werden können.
Luftzirkulationssystem:
Ein effizientes Luftzirkulationssystem sorgt für eine gleichmäßige Verteilung der erwärmten Luft im Ofen.
Eine gute Luftzirkulation minimiert Hotspots und gewährleistet eine konsistente Aushärtung.
Sicherheitsvorkehrungen:
Einbrennöfen sollten mit Not-Aus-Schaltern und anderen Sicherheitsvorkehrungen ausgestattet sein, um einen sicheren Betrieb zu gewährleisten.
Die Ofenkonstruktion sollte den geltenden Sicherheitsstandards entsprechen.
Abgas- und Filteranlagen:
Einbrennöfen sollten Abgasanlagen haben, um Verbrennungsgase sicher abzuführen.
Filteranlagen können dazu beitragen, Pulverreste zu erfassen und für die Wiederverwendung zu recyceln.
Automatisierungsoptionen:
Moderne Einbrennöfen können mit automatisierten Steuerungssystemen integriert sein, die den gesamten Aushärteprozess überwachen und steuern.
Automatisierungsoptionen können auch eine Datenverarbeitung und -überwachung für Effizienz und Qualität umfassen.
Ein Einbrennofen ist ein entscheidender Bestandteil des Pulverbeschichtungsprozesses und trägt dazu bei, eine haltbare und qualitativ hochwertige Oberflächenbeschichtung auf Werkstücken zu erzielen.
Ofengröße
Ofengröße
Die Größe eines Ofens wird in der Regel durch das Volumen des Ofenraums angegeben. Das Volumen wird berechnet, indem die Länge, Breite und Höhe des Ofenraums multipliziert werden.
Die richtige Ofengröße hängt von den zu backenden Produkten ab. Kleinere Öfen sind in der Regel für kleinere Produkte geeignet, während größere Öfen für größere Produkte geeignet sind.
Faustregel für die Ofengröße
Eine Faustregel für die Ofengröße besagt, dass die Innenfläche des Ofenraums mindestens doppelt so groß sein sollte wie die Oberfläche des größten zu backenden Produkts.
Beispiel
Wenn Sie einen Kuchen mit einem Durchmesser von 20 cm backen möchten, benötigen Sie einen Ofen mit einem Innenraum von mindestens 400 cm².
Andere Faktoren, die die Ofengröße beeinflussen
Neben der Größe der zu backenden Produkte können auch andere Faktoren die Ofengröße beeinflussen, darunter:
Die Anzahl der gleichzeitig zu backenden Produkte: Wenn Sie mehrere Produkte gleichzeitig backen möchten, benötigen Sie einen größeren Ofen.
Die Art des Backens: Einige Backvorgänge erfordern einen größeren Ofen als andere.
Der Platzbedarf: Sie müssen sicherstellen, dass der Ofen in den vorgesehenen Bereich passt.
Wie man den richtigen Ofen für Ihre Bedürfnisse findet
Wenn Sie einen neuen Ofen kaufen, sollten Sie die Größe des Ofens sorgfältig berücksichtigen. Messen Sie den verfügbaren Platz und überlegen Sie, welche Produkte Sie backen möchten.
Ratschläge für die Auswahl der richtigen Ofengröße
Wenn Sie nur kleine Produkte backen möchten, benötigen Sie einen kleinen Ofen.
Wenn Sie große Produkte backen möchten, benötigen Sie einen großen Ofen.
Wenn Sie mehrere Produkte gleichzeitig backen möchten, benötigen Sie einen größeren Ofen.
Wenn Sie bestimmte Backvorgänge durchführen möchten, benötigen Sie möglicherweise einen Ofen mit einer bestimmten Größe.
Überlegen Sie, wie viel Platz Sie für den Ofen haben.
Weitere Informationen zur Ofengröße
Weitere Informationen zur Ofengröße finden Sie in den Produktbeschreibungen von Ofenherstellern. Sie können sich auch von einem Küchenplaner beraten lassen.
Temperaturbereich
Der Temperaturbereich ist der Bereich von Temperaturen, in dem ein Gerät arbeiten kann. Er wird in der Regel in Grad Celsius (°C) oder Grad Fahrenheit (°F) angegeben.
Der Temperaturbereich eines Ofens ist wichtig, da er bestimmt, welche Lebensmittel darin gebacken werden können. Ofen haben in der Regel einen Temperaturbereich von 50 °C bis 250 °C oder 122 °F bis 482 °F.
Arten von Temperaturbereichen
Es gibt zwei Hauptarten von Temperaturbereichen:
Kontinuierlicher Temperaturbereich: Ein kontinuierlicher Temperaturbereich bedeutet, dass der Ofen jede beliebige Temperatur innerhalb des Bereichs einstellen kann.
Diskreter Temperaturbereich: Ein diskreter Temperaturbereich bedeutet, dass der Ofen nur bestimmte Temperaturen innerhalb des Bereichs einstellen kann.
Temperaturbereich von Öfen
Die meisten Öfen haben einen kontinuierlichen Temperaturbereich von 50 °C bis 250 °C oder 122 °F bis 482 °F. Einige Öfen haben einen diskreten Temperaturbereich, der nur bestimmte Temperaturen innerhalb dieses Bereichs umfasst.
Temperaturbereich von anderen Geräten
Der Temperaturbereich anderer Geräte kann je nach Art des Geräts variieren. Zum Beispiel haben Kühlschränke einen Temperaturbereich von 0 °C bis 10 °C oder 32 °F bis 50 °F, während Klimaanlagen einen Temperaturbereich von 16 °C bis 32 °C oder 61 °F bis 90 °F haben.
Wie man den richtigen Temperaturbereich für ein Gerät auswählt
Wenn Sie ein neues Gerät kaufen, sollten Sie den Temperaturbereich sorgfältig berücksichtigen. Stellen Sie sicher, dass der Temperaturbereich für die Verwendung des Geräts geeignet ist.
Ratschläge für die Auswahl des richtigen Temperaturbereichs
Überlegen Sie, welche Produkte Sie mit dem Gerät verarbeiten möchten.
Lesen Sie die Produktbeschreibung des Geräts, um den Temperaturbereich zu ermitteln.
Fragen Sie einen Verkäufer oder einen Techniker nach Rat, wenn Sie sich nicht sicher sind, welcher Temperaturbereich für Sie geeignet ist.
Steuerung
Steuerung
Steuerung ist ein Prozess, bei dem eine Eingabe in eine gewünschte Ausgabe umgewandelt wird. In der Technik wird Steuerung häufig verwendet, um Maschinen oder Geräte zu steuern.
Arten von Steuerungen
Es gibt viele verschiedene Arten von Steuerungen, die für verschiedene Zwecke verwendet werden können. Einige der gebräuchlichsten Arten von Steuerungen sind:
Analoge Steuerungen: Analoge Steuerungen arbeiten mit kontinuierlichen Signalen, die eine Vielzahl von Werten annehmen können.
Digitale Steuerungen: Digitale Steuerungen arbeiten mit diskreten Signalen, die nur bestimmte Werte annehmen können.
Automatische Steuerungen: Automatische Steuerungen arbeiten ohne menschliches Eingreifen.
Eine Steuerung besteht in der Regel aus den folgenden Komponenten:
Eingabe: Die Eingabe ist die Information, die die Steuerung verarbeitet.
Verarbeitung: Die Verarbeitung ist der Prozess, bei dem die Eingabe in eine Ausgabe umgewandelt wird.
Ausgabe: Die Ausgabe ist die Information, die die Steuerung erzeugt.
Beispiele für Steuerungen
Beispiele für Steuerungen sind:
Die Steuerung eines Autos: Die Steuerung eines Autos verwendet Sensoren, um die Umgebung des Autos zu erfassen. Diese Informationen werden dann von einem Computer verarbeitet, der das Gaspedal, die Bremse und das Lenkrad steuert.
Die Steuerung eines Ofens: Die Steuerung eines Ofens verwendet einen Temperatursensor, um die Temperatur im Inneren des Ofens zu erfassen. Diese Informationen werden dann von einem Computer verarbeitet, der die Heizelemente des Ofens steuert, um die gewünschte Temperatur zu erreichen.
Die Steuerung eines Roboters: Die Steuerung eines Roboters verwendet Sensoren, um die Umgebung des Roboters zu erfassen. Diese Informationen werden dann von einem Computer verarbeitet, der die Bewegungen des Roboters steuert.
Vorteile von Steuerungen
Steuerungen bieten eine Reihe von Vorteilen, darunter:
Effizienz: Steuerungen können dazu beitragen, die Effizienz von Maschinen oder Geräten zu verbessern.
Sicherheit: Steuerungen können dazu beitragen, die Sicherheit von Maschinen oder Geräten zu verbessern.
Komfort: Steuerungen können den Komfort der Bedienung von Maschinen oder Geräten verbessern.
Nachteile von Steuerungen
Steuerungen haben auch einige Nachteile, darunter:
Kosten: Steuerungen können teuer sein.
Komplexität: Steuerungen können komplex sein.
Fehleranfälligkeit: Steuerungen können fehleranfällig sein.
Sicherheit von Steuerungen
Steuerungen müssen so sicher sein, dass sie das Risiko von Verletzungen oder Schäden minimieren. Zu den Sicherheitsmaßnahmen, die bei der Steuerung von Maschinen oder Geräten getroffen werden können, gehören:
Fehlererkennung und -korrektur: Steuerungen sollten in der Lage sein, Fehler zu erkennen und zu korrigieren, um Verletzungen oder Schäden zu verhindern.
Not-Aus-Systeme: Steuerungen sollten Not-Aus-Systeme haben, die die Maschine oder das Gerät im Notfall sofort stoppen können.
Sicherheitsvorkehrungen: Steuerungen sollten Sicherheitsvorkehrungen haben, um den Zugang zu gefährlichen Bereichen zu verhindern.
Fazit
Steuerung ist ein wichtiger Prozess, der in vielen Bereichen der Technik verwendet wird. Steuerungen können dazu beitragen, Maschinen oder Geräte effizienter, sicherer und komfortabler zu machen.
Heizelemente
Elektrische Heizelemente
Elektrische Heizelemente sind ein wichtiger Bestandteil von Pulverbeschichtungsanlagen. Sie werden verwendet, um die Pulverbeschichtung bei einer hohen Temperatur auszuhärten.
Arten von elektrischen Heizelementen in Pulveröfen:
In Pulveröfen werden in der Regel folgende Arten von elektrischen Heizelementen verwendet:
Heizpatronen: Heizpatronen sind die gebräuchlichste Art von elektrischem Heizelement in Pulveröfen. Sie bestehen aus einem spiralförmigen Draht, der in einem keramischen Rohr eingebettet ist. Heizpatronen sind in der Regel sehr effizient und können eine hohe Temperatur erzeugen.
Heizkabel: Heizkabel sind eine flexible Art von elektrischem Heizelement. Sie bestehen aus einem Draht, der mit einem Isoliermaterial umgeben ist. Heizkabel sind in der Regel kostengünstiger als Heizpatronen, aber auch weniger effizient.
Funktionsweise von elektrischen Heizelementen in Pulveröfen:
Elektrische Heizelemente in Pulveröfen werden mit Strom versorgt, wodurch sie sich erwärmen. Die Wärme wird dann an das Pulver übertragen, das dadurch aushärtet.
Sicherheit von elektrischen Heizelementen in Pulveröfen:
Elektrische Heizelemente in Pulveröfen können ein Brandrisiko darstellen, wenn sie nicht ordnungsgemäß installiert und verwendet werden. Daher ist es wichtig, die Sicherheitsvorkehrungen zu beachten, die vom Hersteller des Pulverofens angegeben werden.
Wartung von elektrischen Heizelementen in Pulveröfen:
Elektrische Heizelemente in Pulveröfen sollten regelmäßig auf Beschädigungen und Verschleiß überprüft werden. Beschädigte oder verschlissene Heizelemente sollten ersetzt werden, um die Sicherheit zu gewährleisten.
Fazit:
Elektrische Heizelemente sind ein wichtiger Bestandteil von Pulverbeschichtungsanlagen. Sie werden verwendet, um die Pulverbeschichtung bei einer hohen Temperatur auszuhärten.
Lüftungssystem
Ein Lüftungssystem ist ein System, das Luft aus einem Raum abführt und durch frische Luft ersetzt. Lüftungssysteme werden verwendet, um die Luftqualität in Innenräumen zu verbessern und die Gesundheit und das Wohlbefinden der Menschen zu schützen.
Arten von Lüftungssystemen
Es gibt viele verschiedene Arten von Lüftungssystemen, die für verschiedene Zwecke verwendet werden können. Einige der gebräuchlichsten Arten von Lüftungssystemen sind:
Natürliche Lüftung: Natürliche Lüftung erfolgt durch die Bewegung von Luft durch natürliche Kräfte wie Wind und Temperaturunterschiede.
Mechanische Lüftung: Mechanische Lüftung erfolgt durch die Verwendung von Ventilatoren oder Pumpen, um Luft zu bewegen.
Umluftbelüftung: Umluftbelüftung ist ein System, bei dem die Luft in einen Raum eingeführt und dann wieder abgesaugt wird, nachdem sie durch einen Wärmetauscher geleitet wurde, um die Wärme zurückzugewinnen.
Funktionsweise eines Lüftungssystems
Die Funktionsweise eines Lüftungssystems hängt von der Art des Systems ab. Bei natürlichen Lüftungssystemen wird die Luft durch natürliche Kräfte wie Wind und Temperaturunterschiede bewegt. Bei mechanischen Lüftungssystemen wird Luft durch Ventilatoren oder Pumpen bewegt.
Vorteile von Lüftungssystemen
Lüftungssysteme bieten eine Reihe von Vorteilen, darunter:
Verbesserung der Luftqualität: Lüftungssysteme können dazu beitragen, die Luftqualität in Innenräumen zu verbessern, indem sie verbrauchte Luft abführen und frische Luft einbringen.
Schutz der Gesundheit: Lüftungssysteme können dazu beitragen, die Gesundheit und das Wohlbefinden der Menschen zu schützen, indem sie Schadstoffe und Allergene aus der Luft entfernen.
Verbesserung des Komforts: Lüftungssysteme können dazu beitragen, den Komfort in Innenräumen zu verbessern, indem sie die Temperatur und die Luftfeuchtigkeit regulieren.
Nachteile von Lüftungssystemen
Lüftungssysteme haben auch einige Nachteile, darunter:
Kosten: Lüftungssysteme können teuer sein, sowohl in der Anschaffung als auch im Betrieb.
Energiebedarf: Lüftungssysteme können einen erheblichen Energiebedarf haben.
Wartung: Lüftungssysteme müssen regelmäßig gewartet werden, um eine ordnungsgemäße Funktion zu gewährleisten.
Sicherheit von Lüftungssystemen
Lüftungssysteme müssen so sicher sein, dass sie das Risiko von Verletzungen oder Schäden minimieren. Zu den Sicherheitsmaßnahmen, die bei der Installation und Wartung von Lüftungssystemen getroffen werden können, gehören:
Fehlererkennung und -korrektur: Lüftungssysteme sollten in der Lage sein, Fehler zu erkennen und zu korrigieren, um Verletzungen oder Schäden zu verhindern.
Not-Aus-Systeme: Lüftungssysteme sollten Not-Aus-Systeme haben, die das System im Notfall sofort stoppen können.
Sicherheitsvorkehrungen: Lüftungssysteme sollten Sicherheitsvorkehrungen haben, um den Zugang zu gefährlichen Bereichen zu verhindern.
Fazit
Lüftungssysteme sind ein wichtiger Bestandteil einer gesunden und komfortablen Innenraumluftqualität. Durch die Auswahl des richtigen Lüftungssystems für Ihre Bedürfnisse können Sie die Luftqualität in Ihrem Zuhause oder Büro verbessern und Ihre Gesundheit und Ihr Wohlbefinden schützen.
Isolierung
Isolierung
Die Isolierung eines Einbrennofens ist wichtig, um die Energiekosten zu senken und die Sicherheit zu gewährleisten. Die Isolierung verhindert, dass Wärme aus dem Ofen entweicht, wodurch der Ofen weniger Energie benötigt, um die gewünschte Temperatur zu erreichen. Außerdem kann die Isolierung dazu beitragen, dass der Ofen nicht zu heiß wird und sich dadurch keine Brandgefahr ergibt.
Arten von Isolation für Einbrennöfen
Es gibt verschiedene Arten von Isolation, die für Einbrennöfen verwendet werden können. Die gebräuchlichsten Arten sind:
Mineralwolle: Mineralwolle ist ein faseriges Material, das aus Stein, Glas oder Basalt hergestellt wird. Mineralwolle ist ein guter Wärme- und Schallisolator.
Polystyrol: Polystyrol ist ein Kunststoff, der aus kleinen, geschlossenen Zellen besteht. Polystyrol ist ein guter Wärmeisolator.
Dämmwolle: Dämmwolle ist ein faseriges Material, das aus natürlichen oder synthetischen Materialien hergestellt wird. Dämmwolle ist ein guter Wärme- und Schallisolator.
Isolierung eines Einbrennofens
Die Isolierung eines Einbrennofens sollte fachgerecht durchgeführt werden, um die gewünschten Ergebnisse zu erzielen. Die folgenden Schritte sind zu beachten:
Entfernen Sie die alte Isolierung, falls vorhanden.
Reinigen Sie die Oberfläche des Ofens gründlich.
Bringen Sie die neue Isolierung an.
Verschließen Sie alle Lücken oder Risse.
Sicherheitshinweise
Bei der Isolierung eines Einbrennofens sind folgende Sicherheitshinweise zu beachten:
Tragen Sie immer geeignete Schutzkleidung, z. B. Schutzbrille, Handschuhe und Atemschutzmaske.
Achten Sie darauf, dass der Ofen ausgeschaltet und abgekühlt ist, bevor Sie mit der Isolierung beginnen.
Verwenden Sie nur Isoliermaterial, das für den Einsatz in Einbrennöfen geeignet ist.
Fazit
Die Isolierung eines Einbrennofens ist eine wichtige Maßnahme, um die Energiekosten zu senken und die Sicherheit zu gewährleisten. Durch die fachgerechte Durchführung der Isolierung können Sie die gewünschten Ergebnisse erzielen und den Ofen über viele Jahre hinweg nutzen.
Transport
Transport
Der Transport eines Einbrennofens ist eine Aufgabe, die mit Vorsicht und Sorgfalt durchgeführt werden sollte. Der Ofen ist ein schweres und sperriges Gerät, das leicht beschädigt werden kann, wenn er nicht richtig transportiert wird.
Vorbereitung
Bevor Sie mit dem Transport des Ofens beginnen, sollten Sie folgende Vorbereitungen treffen:
Stellen Sie sicher, dass der Ofen vollständig abgekühlt ist.
Entfernen Sie alle losen Teile, wie z. B. die Türen und die Schubladen.
Sichern Sie alle beweglichen Teile, wie z. B. die Heizelemente.
Besorgen Sie sich geeignetes Transportmaterial, wie z. B. eine Palette und Spanngurte.
Transport
Der Ofen sollte auf einer stabilen Palette transportiert werden. Verwenden Sie Spanngurte, um den Ofen auf der Palette zu sichern. Achten Sie darauf, dass die Spanngurte fest genug angezogen sind, um den Ofen zu sichern, aber nicht so fest, dass sie ihn beschädigen.
Wenn der Ofen auf der Palette befestigt ist, können Sie ihn zum Transportfahrzeug fahren. Achten Sie darauf, dass der Ofen beim Transport nicht herunterfällt oder umkippt.
Lieferung
Bei der Lieferung des Ofens sollten Sie folgende Schritte beachten:
Stellen Sie sicher, dass der Lieferant den Ofen sicher anliefert.
Überprüfen Sie den Ofen nach der Lieferung auf Schäden.
Sicherheitshinweise
Beim Transport eines Einbrennofens sollten Sie folgende Sicherheitshinweise beachten:
Tragen Sie immer geeignete Schutzkleidung, wie z. B. Handschuhe und Schutzbrille.
Achten Sie darauf, dass der Ofen nicht herunterfällt oder umkippt.
Vermeiden Sie, dass der Ofen in Kontakt mit Wasser oder anderen Flüssigkeiten kommt.
Fazit
Der Transport eines Einbrennofens ist eine Aufgabe, die mit Vorsicht und Sorgfalt durchgeführt werden sollte. Durch die Einhaltung der oben genannten Schritte können Sie den Ofen sicher und unbeschädigt transportieren.
Zusätzliche Tipps
Wenn der Ofen über eine lange Strecke transportiert werden muss, sollten Sie ihn in einem geschlossenen Fahrzeug transportieren, um ihn vor Witterungseinflüssen zu schützen.
Wenn der Ofen in einem Gebäude transportiert werden muss, sollten Sie die Türen und Gänge überprüfen, um sicherzustellen, dass der Ofen durchpasst.
Wenn Sie den Ofen selbst transportieren, sollten Sie sich von einem Freund oder Verwandten helfen lassen.
Sicherheitsfunktionen
Einbrennöfen sind große und komplexe Geräte, die bei unsachgemäßer Verwendung zu Verletzungen oder Schäden führen können. Aus diesem Grund sind Einbrennöfen mit einer Reihe von Sicherheitsfunktionen ausgestattet, um die Sicherheit der Benutzer zu gewährleisten.
Die wichtigsten Sicherheitsfunktionen eines Einbrennofens sind:
Temperaturregler: Der Temperaturregler ermöglicht es dem Benutzer, die Temperatur des Ofens genau zu steuern. Dies ist wichtig, um zu verhindern, dass das Material im Ofen überhitzt und beschädigt wird.
Thermostat: Das Thermostat schaltet den Ofen automatisch ab, wenn die eingestellte Temperatur erreicht ist. Dies verhindert, dass das Material im Ofen zu lange erhitzt wird und beschädigt wird.
Überhitzungsschutz: Der Überhitzungsschutz schaltet den Ofen automatisch ab, wenn die Temperatur im Ofen zu hoch wird. Dies kann durch einen Stromausfall oder einen anderen Fehler verursacht werden.
Sicherheitsthermostat: Der Sicherheitsthermostat schaltet den Ofen automatisch ab, wenn die Temperatur im Ofen zu hoch wird. Dies kann durch einen Brand oder einen anderen Notfall verursacht werden.
Sicherheitstür: Die Sicherheitstür verhindert, dass der Benutzer den Ofen während des Betriebs öffnet. Dies ist wichtig, um Verbrennungen zu vermeiden.
Sicherheitsschalter: Der Sicherheitsschalter schaltet den Ofen automatisch ab, wenn die Tür geöffnet wird. Dies ist wichtig, um zu verhindern, dass der Ofen eingeschaltet bleibt, wenn die Tür geöffnet ist.
Zusätzliche Sicherheitsfunktionen:
Feuerlöscher: Ein Feuerlöscher sollte in der Nähe des Ofens aufbewahrt werden, um im Brandfall schnell reagieren zu können.
Not-Aus-Schalter: Der Not-Aus-Schalter schaltet den Ofen sofort ab. Er sollte in greifbarer Nähe des Ofens angebracht sein.
Warnhinweise: Der Ofen sollte mit Warnhinweisen versehen sein, die den Benutzer vor Gefahren warnen.
Sicherheitshinweise:
Lesen Sie die Bedienungsanleitung des Ofens sorgfältig durch, bevor Sie ihn verwenden.
Befolgen Sie die Sicherheitshinweise, die in der Bedienungsanleitung angegeben sind.
Lassen Sie den Ofen niemals unbeaufsichtigt.
Verwenden Sie den Ofen nur für den vorgesehenen Zweck.
Reinigen Sie den Ofen regelmäßig, um Brandgefahr zu vermeiden.
Durch die Einhaltung der oben genannten Sicherheitshinweise können Sie die Sicherheit beim Umgang mit Einbrennöfen gewährleisten.
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sich durch seine umweltfreundlichen Eigenschaften und Langlebigkeit der Beschichtung auszeichnet. Im Gegensatz zu herkömmlichen flüssigen Beschichtungen werden bei der Pulverbeschichtung trockene Pulverpartikel elektrostatisch auf die Oberfläche eines Werkstücks aufgebracht. Anschließend wird das Pulver in einem Ofen erhitzt, wodurch es schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Vorteile der Pulverbeschichtung umfassen:
Umweltfreundlichkeit: Keine Lösungsmittel und geringere Emissionen von flüchtigen organischen Verbindungen (VOC).
Effizienz: Hohe Materialausnutzung und weniger Abfall.
Robustheit: Gute Beständigkeit gegen chemische, mechanische und Witterungseinflüsse.
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen sind zentraler Bestandteil des Pulverbeschichtungsprozesses und umfassen die komplette Infrastruktur, die zur Anwendung von Pulverbeschichtungen erforderlich ist. Diese Anlagen sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedlichen industriellen Anforderungen gerecht zu werden.
Typen von Pulverbeschichtungsanlagen:
Manuelle Pulverbeschichtungsanlagen: Ideal für kleinere Betriebe oder spezialisierte Anwendungen, bei denen Flexibilität gefordert ist. Sie bestehen aus einer Pulverkabine, einem Pulvergerät und einem Einbrennofen.
Halbautomatische Anlagen: Kombinieren manuelle und automatische Prozesse, um eine höhere Effizienz bei mittleren Produktionsvolumina zu erreichen. Diese Anlagen bieten eine gute Balance zwischen Flexibilität und Automatisierung.
Vollautomatische Pulverbeschichtungsanlagen: Entwickelt für Großserienproduktionen. Diese Anlagen sind vollständig automatisiert und beinhalten Fördersysteme, automatische Pistolen und integrierte Steuerungssysteme, um hohe Produktionsgeschwindigkeiten und gleichbleibende Qualität zu gewährleisten.
Pulverkabinen
Pulverkabinen für Hand- und Automatikbeschichtung
Pulverkabinen sind spezielle Räume oder Gehäuse, in denen der Pulverbeschichtungsprozess stattfindet. Sie spielen eine entscheidende Rolle bei der Gewährleistung einer sauberen und kontrollierten Umgebung für die Pulverbeschichtung.
Typen von Pulverkabinen:
Offene Kabinen: Diese Kabinen sind ideal für kleine bis mittlere Anwendungen. Sie bieten einen offenen Zugang für den Bediener, sind jedoch weniger effektiv bei der Kontrolle von Overspray.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und minimieren Overspray durch integrierte Luftführungssysteme. Geschlossene Kabinen sind in der Regel effizienter und sicherer.
Selbstreinigende Kabinen: Ausgestattet mit automatischen Reinigungssystemen, die den Farbwechsel und die Wartung erleichtern. Diese Kabinen sind besonders nützlich in Anwendungen mit häufigem Farbwechsel.
Sicherheits- und Umweltaspekte: Pulverkabinen sind so konzipiert, dass sie die Sicherheit der Bediener gewährleisten und die Umweltbelastung minimieren. Dazu gehören Belüftungssysteme, Filter zur Partikelabscheidung und Schutzvorrichtungen, die den Kontakt mit dem Pulver verhindern.
Einbrennöfen
Einbrennofen Elektrisch
Der Einbrennofen ist ein unverzichtbarer Bestandteil des Pulverbeschichtungsprozesses, da er die notwendigen Temperaturen bereitstellt, um das aufgetragene Pulver zu einer harten, widerstandsfähigen Oberfläche zu verschmelzen.
Typen von Einbrennöfen:
Chargenöfen: Ideal für kleinere Produktionen oder variierende Chargengrößen. Diese Öfen sind flexibel und können unterschiedliche Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien, bei denen hohe Durchsatzraten erforderlich sind. Teile werden auf einem Förderband durch den Ofen transportiert, was eine konstante Verarbeitung ermöglicht.
Energieeffizienz und Temperatursteuerung: Moderne Einbrennöfen sind energieeffizient und bieten präzise Temperaturregelung, um gleichbleibende Beschichtungsqualität zu gewährleisten. Technologien wie Wärmerückgewinnungssysteme und fortschrittliche Isolierung tragen zur Reduzierung des Energieverbrauchs bei.
Pulvergeräte
Pulverbeschichtungspistole
Pulvergeräte sind für die Anwendung der Pulverbeschichtung unerlässlich. Sie bestehen aus verschiedenen Komponenten, die zusammenarbeiten, um das Pulver gleichmäßig und effizient auf die Oberfläche des Werkstücks aufzubringen.
Arten von Pulvergeräten:
Elektrostatische Sprühpistolen: Verwenden Hochspannung, um Pulverpartikel elektrostatisch aufzuladen, was eine gleichmäßige Verteilung und Haftung auf dem Werkstück fördert.
Pulverförderer: Transportieren das Pulver vom Vorratsbehälter zur Sprühpistole. Sie sind entscheidend für die Konsistenz und Effizienz des Beschichtungsprozesses.
Elektrostatik spielt eine zentrale Rolle bei der Pulverbeschichtung, da sie die Anziehungskraft zwischen den Pulverpartikeln und der Oberfläche erhöht und so eine gleichmäßige Beschichtung ermöglicht.
Auswahlkriterien für Pulvergeräte umfassen:
Kompatibilität: Passend für die spezifischen Anforderungen der Anwendung.
Flexibilität: Anpassungsfähigkeit an unterschiedliche Werkstückgrößen und -formen.
Effizienz: Hohe Materialausnutzung und minimierter Pulververbrauch.
Automatische Pulverbeschichtungsanlagen
Automatische Pulverbeschichtungsanlagen bieten zahlreiche Vorteile, insbesondere in Bezug auf Effizienz und Konsistenz. Sie sind ideal für Großserienproduktionen und tragen zur Senkung der Betriebskosten bei.
Vorteile der Automatisierung:
Erhöhte Produktivität: Automatische Systeme können kontinuierlich arbeiten und so die Produktionskapazität erheblich steigern.
Gleichbleibende Qualität: Minimierung von Fehlern und Variabilität durch präzise Steuerung der Beschichtungsparameter.
Kostenersparnis: Reduzierung der Arbeitskosten und des Materialverbrauchs durch optimierte Prozesse.
Komponenten und Funktionsweise:
Fördersysteme: Transportieren Werkstücke automatisch durch den Beschichtungsprozess.
Automatische Sprühpistolen: Verteilen das Pulver gleichmäßig auf den Werkstücken.
Integrierte Steuerungssysteme: Überwachen und steuern alle Aspekte des Beschichtungsprozesses, einschließlich Temperatur, Sprühzeit und Pulvermenge.
Ersatzteile für Pulverbeschichtungsanlagen
Ersatzteile sind entscheidend für die Wartung und Langlebigkeit von Pulverbeschichtungsanlagen. Regelmäßige Wartung und der rechtzeitige Austausch von Verschleißteilen sind unerlässlich, um Ausfallzeiten zu minimieren und die Effizienz der Anlagen aufrechtzuerhalten.
Wichtige Ersatzteile und ihre Funktionen:
Sprühdüsen: Stellen die gleichmäßige Verteilung des Pulvers sicher.
Filter: Entfernen überschüssige Pulverpartikel aus der Kabinenluft.
Förderbänder: Transportieren die Werkstücke durch den Beschichtungsprozess.
Wartung und Instandhaltung:
Regelmäßige Inspektionen: Identifizieren potenzielle Probleme frühzeitig und ermöglichen rechtzeitige Reparaturen.
Ersatzteilmanagement: Sicherstellung der Verfügbarkeit von Ersatzteilen zur Minimierung von Ausfallzeiten.
Zukunft der Pulverbeschichtungstechnologie
Pulverfördersystem
Die Pulverbeschichtungstechnologie entwickelt sich kontinuierlich weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Zu den wichtigsten Trends und Entwicklungen gehören:
Nachhaltigkeit: Einsatz umweltfreundlicher Materialien und Verfahren zur Reduzierung des ökologischen Fußabdrucks.
Fortschrittliche Materialien: Entwicklung neuer Pulverformeln, die verbesserte Eigenschaften wie Korrosionsbeständigkeit und UV-Stabilität bieten.
Digitalisierung: Integration von IoT und datenbasierten Lösungen zur Optimierung des Beschichtungsprozesses und zur Verbesserung der Qualitätssicherung.
Fazit
Pulverbeschichtungsanlagen und ihre Komponenten sind ein wesentlicher Bestandteil moderner Produktionsprozesse. Sie bieten eine umweltfreundliche, effiziente und langlebige Lösung für die Oberflächenveredelung. Durch die ständige Weiterentwicklung der Technologie und den Einsatz von Automatisierung können Unternehmen ihre Effizienz steigern und gleichzeitig die Qualität ihrer Produkte sicherstellen.
Ich hoffe, dieser umfassende Überblick über Pulverbeschichtungsanlagen und verwandte Komponenten ist hilfreich. Wenn Sie weitere Informationen oder spezifische Details zu einem bestimmten Abschnitt wünschen, lassen Sie es mich bitte wissen!
Wie lange hält Pulverbeschichtung?
Aktuelle Entwicklungen und Innovationen
Die Haltbarkeit einer Pulverbeschichtung kann je nach Anwendung, Umgebung und Qualität der Beschichtung stark variieren. Hier sind einige Faktoren, die die Lebensdauer einer Pulverbeschichtung beeinflussen können:
Faktoren, die die Haltbarkeit beeinflussen:
Qualität des Pulvers:
Pulverformulierung: Hochwertige Pulverlacke bieten in der Regel eine längere Haltbarkeit und bessere Widerstandsfähigkeit gegen Umwelteinflüsse.
UV-Stabilität: Speziell formulierte Pulverlacke mit UV-Schutz verlängern die Lebensdauer bei Anwendungen im Freien.
Vorbereitung der Oberfläche:
Reinigung: Eine gründliche Reinigung der Oberfläche vor der Beschichtung ist entscheidend, um eine gute Haftung des Pulvers zu gewährleisten.
Vorbehandlung: Verfahren wie das Phosphatieren oder Sandstrahlen verbessern die Haftung und Korrosionsbeständigkeit.
Bedingungen der Anwendung:
Innen- vs. Außenanwendung: Pulverbeschichtungen im Innenbereich können Jahrzehnte halten, während Beschichtungen im Außenbereich stärker durch UV-Strahlung, Feuchtigkeit und Temperaturschwankungen beansprucht werden.
Mechanische Belastung: Starke mechanische Belastungen oder Abnutzung können die Lebensdauer der Beschichtung verkürzen.
Betriebsumgebung:
Korrosive Umgebungen: In Industriegebieten oder maritimen Umgebungen kann die Lebensdauer aufgrund der erhöhten Korrosionsgefahr kürzer sein.
Witterungseinflüsse: Regionen mit extremen Wetterbedingungen können die Lebensdauer der Pulverbeschichtung verkürzen.
Beschichtungsdicke:
Eine angemessene Schichtdicke ist wichtig, um eine gleichmäßige Abdeckung und ausreichenden Schutz zu gewährleisten.
Typische Lebensdauer
Innenanwendungen: Pulverbeschichtungen, die in Innenbereichen aufgebracht werden, können oft 15-20 Jahre oder länger halten, da sie weniger extremen Bedingungen ausgesetzt sind.
Außenanwendungen: Bei Außenanwendungen hängt die Lebensdauer stark von den Umweltbedingungen ab, kann jedoch typischerweise zwischen 5 und 10 Jahren liegen. Hochwertige Pulverbeschichtungen, die speziell für den Außenbereich entwickelt wurden, können bis zu 15 Jahre oder länger halten, wenn sie regelmäßig gewartet werden.
Industrieanwendungen: In industriellen Anwendungen, die häufig aggressiven Chemikalien oder starker mechanischer Beanspruchung ausgesetzt sind, kann die Lebensdauer kürzer sein und erfordert häufigere Inspektionen und Wartungen.
Verlängerung der Haltbarkeit
Um die Lebensdauer der Pulverbeschichtung zu maximieren, sind folgende Maßnahmen empfehlenswert:
Regelmäßige Inspektion und Wartung: Frühe Erkennung von Schäden und rechtzeitige Reparaturen können die Haltbarkeit erheblich verlängern.
Vermeidung von physikalischen Schäden: Sorgfältiger Umgang mit beschichteten Oberflächen reduziert das Risiko von Kratzern und Abplatzungen.
Schutz vor chemischen Einflüssen: Vermeidung von Kontakt mit aggressiven Chemikalien und Reinigungsmitteln, die die Beschichtung angreifen könnten.
Fazit
Die Pulverbeschichtung ist eine langlebige und widerstandsfähige Methode zur Oberflächenveredelung, die bei richtiger Anwendung und Wartung viele Jahre halten kann. Die tatsächliche Lebensdauer hängt jedoch von zahlreichen Faktoren ab, einschließlich der Qualität des Pulvers, der Vorbereitung der Oberfläche und den Umgebungsbedingungen, denen die beschichteten Teile ausgesetzt sind.
Wartungstipps für Anlagen
Pulverpistole
Um die Langlebigkeit und Effizienz von Pulverbeschichtungsanlagen zu gewährleisten, ist eine regelmäßige Wartung entscheidend. Hier sind einige Wartungstipps, die Ihnen helfen, die Leistung Ihrer Anlagen zu maximieren und Ausfallzeiten zu minimieren:
1. Allgemeine Inspektion
Regelmäßige Überprüfungen: Führen Sie wöchentliche oder monatliche Inspektionen der gesamten Anlage durch, um sicherzustellen, dass alle Komponenten ordnungsgemäß funktionieren.
Sichtprüfung: Überprüfen Sie auf sichtbare Abnutzung, Schäden oder lose Teile, die die Funktion beeinträchtigen könnten.
2. Pulverkabinen
Filterwartung:
Reinigung oder Austausch: Reinigen oder ersetzen Sie die Filter regelmäßig, um eine effiziente Luftführung und Partikelabscheidung zu gewährleisten.
Filtertypen beachten: Verwenden Sie immer die vom Hersteller empfohlenen Filtertypen.
Kabinenreinigung:
Regelmäßige Reinigung: Halten Sie die Kabinenwände und -böden sauber, um Ansammlungen von überschüssigem Pulver zu vermeiden.
Staubabsaugung: Stellen Sie sicher, dass die Absauganlage regelmäßig geleert und gewartet wird, um eine optimale Funktion zu gewährleisten.
3. Einbrennöfen
Temperaturüberwachung:
Regelmäßige Kalibrierung: Überprüfen Sie regelmäßig die Kalibrierung der Temperatursteuerung, um eine gleichbleibende Beschichtungsqualität sicherzustellen.
Thermoelemente prüfen: Überprüfen Sie die Thermoelemente auf Genauigkeit und Funktionstüchtigkeit.
Ofenreinigung:
Innenreinigung: Entfernen Sie regelmäßig Rückstände und Ablagerungen im Inneren des Ofens, um die Effizienz zu erhalten.
Dichtungen überprüfen: Überprüfen Sie die Dichtungen an Türen und Durchgängen auf Abnutzung und tauschen Sie sie bei Bedarf aus.
4. Pulvergeräte
Sprühpistolenwartung:
Düsenreinigung: Reinigen Sie die Düsen regelmäßig, um Verstopfungen und ungleichmäßige Sprühmuster zu vermeiden.
Ersatzteile prüfen: Halten Sie Ersatzdüsen und andere Verschleißteile bereit, um Ausfallzeiten zu minimieren.
Pulverförderer:
Reinigungsintervalle: Reinigen Sie die Pulverförderer, um Blockaden zu verhindern und eine gleichmäßige Pulverzufuhr zu gewährleisten.
Antriebssysteme warten: Überprüfen Sie regelmäßig die Antriebe und Lager auf Verschleiß und tauschen Sie sie bei Bedarf aus.
5. Fördersysteme
Kettenspannung und Schmierung:
Spannung überprüfen: Kontrollieren Sie die Spannung der Förderketten und passen Sie sie bei Bedarf an, um einen reibungslosen Betrieb zu gewährleisten.
Schmierung: Schmieren Sie alle beweglichen Teile regelmäßig, um Verschleiß zu minimieren.
Lagerwartung:
Überprüfung der Lager: Überprüfen Sie die Lager auf Abnutzung und tauschen Sie sie bei Bedarf aus.
Schmiermittel verwenden: Verwenden Sie die vom Hersteller empfohlenen Schmiermittel, um die Lebensdauer der Lager zu verlängern.
6. Automatisierte Systeme
Steuerungssysteme:
Software-Updates: Halten Sie die Software der Steuerungssysteme auf dem neuesten Stand, um Effizienz und Sicherheit zu gewährleisten.
Fehlerprotokollierung: Überwachen Sie Fehlerprotokolle, um potenzielle Probleme frühzeitig zu erkennen.
Sensoren und Aktoren:
Funktionsprüfung: Überprüfen Sie regelmäßig die Sensoren und Aktoren auf ihre Funktionsfähigkeit und ersetzen Sie defekte Teile.
Kalibrierung: Führen Sie regelmäßige Kalibrierungen durch, um die Genauigkeit der automatisierten Systeme zu gewährleisten.
7. Ersatzteile und Lagerhaltung
Ersatzteilmanagement:
Bestandskontrolle: Führen Sie eine genaue Bestandskontrolle der Ersatzteile, um Ausfallzeiten durch fehlende Teile zu vermeiden.
Qualität der Ersatzteile: Verwenden Sie stets hochwertige Originalersatzteile, um die Funktionalität der Anlagen zu gewährleisten.
8. Schulung des Personals
Regelmäßige Schulungen: Schulen Sie Ihr Personal regelmäßig in der Bedienung und Wartung der Anlagen, um Bedienfehler zu vermeiden und die Sicherheit zu erhöhen.
Notfallverfahren: Stellen Sie sicher, dass alle Mitarbeiter mit den Notfallverfahren vertraut sind, um im Falle eines Ausfalls schnell reagieren zu können.
9. Dokumentation
Wartungsprotokolle: Führen Sie detaillierte Wartungsprotokolle, um den Wartungsverlauf und alle durchgeführten Arbeiten zu dokumentieren.
Checklisten verwenden: Nutzen Sie Wartungschecklisten, um sicherzustellen, dass alle erforderlichen Maßnahmen regelmäßig durchgeführt werden.
Fazit
Durch die Einhaltung dieser Wartungstipps können Sie die Effizienz und Lebensdauer Ihrer Pulverbeschichtungsanlagen maximieren. Eine gut gewartete Anlage führt zu einer höheren Produktqualität, weniger Ausfallzeiten und einer längeren Lebensdauer der Geräte. Regelmäßige Wartung ist eine Investition, die sich durch verbesserte Leistung und geringere Betriebskosten auszahlt.
Automatisierungsoptionen
Automatische Pulverbeschichtungsanlage
Automatisierungsoptionen in der Pulverbeschichtung bieten zahlreiche Vorteile, darunter erhöhte Effizienz, gleichbleibende Qualität und reduzierte Betriebskosten. Im Folgenden werden verschiedene Automatisierungsoptionen erläutert, die in modernen Pulverbeschichtungsanlagen eingesetzt werden können:
1. Automatische Sprühsysteme
Automatische Sprühsysteme sind eine wesentliche Komponente für die Automatisierung der Pulverbeschichtung und bieten präzise und gleichmäßige Beschichtungen. Sie bestehen aus mehreren automatisierten Sprühpistolen, die auf robotergesteuerten Armen montiert sind.
Robotergestützte Sprühpistolen: Diese Pistolen sind an Roboterarmen befestigt, die programmierbar sind, um komplexe Bewegungsmuster auszuführen und die Sprühwinkel für unterschiedliche Werkstückgeometrien zu optimieren.
Pulvermengensteuerung: Automatisierte Systeme ermöglichen die genaue Steuerung der Pulvermengen, was zu einer gleichmäßigen Schichtdicke und weniger Abfall führt.
Adaptive Technologie: Moderne Systeme nutzen Sensoren, um die Werkstückgeometrie in Echtzeit zu erfassen und die Sprühmuster entsprechend anzupassen.
2. Fördersysteme
Automatisierte Fördersysteme transportieren die Werkstücke durch die verschiedenen Phasen des Beschichtungsprozesses und tragen dazu bei, den Durchsatz zu erhöhen.
Overhead-Fördersysteme: Diese Systeme transportieren die Teile über Kopf durch die Kabinen und Öfen, was den Bodenraum frei hält und die Effizienz erhöht.
Ketten- und Schienensysteme: Förderbänder und Schienensysteme bieten Flexibilität bei der Gestaltung der Produktionslinie und können an unterschiedliche Anforderungen angepasst werden.
Variable Geschwindigkeit: Einige Fördersysteme ermöglichen die Anpassung der Geschwindigkeit je nach Werkstückgröße und Prozessanforderungen.
3. Einbrennöfen mit Automatisierung
Einbrennöfen können durch Automatisierung effizienter und präziser arbeiten, was die Qualität der Beschichtung verbessert.
Automatisierte Temperaturregelung: Intelligente Steuerungssysteme passen die Ofentemperatur in Echtzeit an, um die optimale Aushärtung der Pulverbeschichtung zu gewährleisten.
Zeitschaltuhren und Sensoren: Integrierte Timer und Sensoren helfen dabei, den Aushärtungsprozess genau zu überwachen und die Energieeffizienz zu maximieren.
Automatische Türsteuerung: Automatische Türen öffnen und schließen sich synchron mit dem Ein- und Ausgang der Werkstücke, um den Wärmeverlust zu minimieren.
4. Qualitätskontrollsysteme
Automatisierte Qualitätskontrollsysteme sorgen dafür, dass die Beschichtungen den festgelegten Standards entsprechen und verringern den Bedarf an manueller Inspektion.
Visuelle Inspektionssysteme: Kameras und Bildverarbeitungstechnologien prüfen die Beschichtungsqualität und identifizieren sofort Fehler oder Unregelmäßigkeiten.
Schichtdickenmessung: Berührungslose Messsysteme können die Dicke der Pulverbeschichtung präzise messen und Daten zur weiteren Analyse bereitstellen.
Echtzeit-Datenanalyse: Datenerfassungs- und Analysesysteme ermöglichen die Überwachung des gesamten Prozesses und helfen bei der Identifizierung von Optimierungspotenzialen.
5. Software-Integration
Softwarelösungen spielen eine entscheidende Rolle bei der Automatisierung, indem sie verschiedene Systeme integrieren und den Betrieb effizienter gestalten.
Leitsysteme (SCADA): Supervisory Control and Data Acquisition (SCADA) Systeme bieten eine zentrale Steuerung und Überwachung aller Anlagenkomponenten.
IoT-Integration: Internet of Things (IoT) Technologien ermöglichen die Vernetzung der Geräte und die Fernüberwachung sowie -steuerung der Prozesse.
Produktionsmanagement-Software: Diese Softwarelösungen helfen bei der Planung und Verwaltung von Produktionsabläufen, indem sie Daten aus verschiedenen Quellen konsolidieren.
6. Automatisierte Farbwechsel
Für Betriebe, die häufige Farbwechsel durchführen müssen, bieten automatisierte Farbwechselsysteme erhebliche Vorteile.
Schneller Farbwechsel: Automatisierte Systeme reduzieren die Zeit, die für den Farbwechsel benötigt wird, was die Produktionsausfallzeiten minimiert.
Minimierung von Pulverabfall: Durch den Einsatz von selbstreinigenden Sprühpistolen und Kabinen wird der Pulververbrauch optimiert.
7. Wartungsautomatisierung
Auch die Wartung von Anlagen kann automatisiert werden, um die Betriebszeiten zu maximieren und unvorhergesehene Ausfälle zu reduzieren.
Vorausschauende Wartung: Sensoren überwachen den Zustand der Anlagenkomponenten in Echtzeit und prognostizieren Wartungsbedarf, bevor Probleme auftreten.
Automatisierte Fehlerdiagnose: Diagnose-Tools identifizieren Probleme und bieten Lösungsvorschläge, die die Wartungseffizienz erhöhen.
Vorteile der Automatisierung in der Pulverbeschichtung
Erhöhte Produktivität: Automatisierte Systeme ermöglichen eine höhere Produktionsrate bei gleichzeitig konsistenter Qualität.
Geringere Betriebskosten: Durch die Optimierung des Materialverbrauchs und die Reduzierung des Arbeitsaufwands senken Automatisierungssysteme die Betriebskosten.
Verbesserte Qualität: Gleichbleibende Beschichtungsqualität und reduzierte Fehlerraten durch präzise Steuerung und Überwachung.
Umweltfreundlichkeit: Automatisierung reduziert den Pulverabfall und verbessert die Energieeffizienz der Anlagen.
Fazit
Automatisierungsoptionen in der Pulverbeschichtung bieten eine Vielzahl von Vorteilen und sind entscheidend für die Steigerung der Effizienz und Qualität in der Produktion. Die Integration von Robotik, fortschrittlicher Software und intelligenter Steuerung ermöglicht es Unternehmen, wettbewerbsfähig zu bleiben und gleichzeitig die Umweltbelastung zu reduzieren. Die Entscheidung für die richtige Kombination von Automatisierungstechnologien hängt von den spezifischen Anforderungen und Zielen des Unternehmens ab.
Automatisierungsvorteile
Die Stahlkabine für Pulverbeschichtung
Automatisierung in der Pulverbeschichtungsindustrie bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion steigern können. Hier sind die wichtigsten Vorteile der Automatisierung erklärt:
1. Erhöhte Effizienz
Höhere Produktionsraten: Automatisierte Systeme können kontinuierlich ohne Unterbrechungen arbeiten, was zu höheren Durchsatzraten führt. Dies bedeutet, dass mehr Teile in kürzerer Zeit beschichtet werden können, was die Gesamtproduktivität steigert.
Schnellere Zykluszeiten: Automatisierung reduziert die Bearbeitungszeit pro Werkstück erheblich, da Maschinen schneller und präziser arbeiten können als Menschen.
Minimierte Stillstandszeiten: Automatisierte Wartung und vorausschauende Diagnose minimieren ungeplante Ausfallzeiten, was die Verfügbarkeit der Anlage erhöht.
2. Gleichbleibende Qualität
Präzise Beschichtungsanwendung: Automatisierte Sprühsysteme sorgen für eine gleichmäßige Schichtdicke und reduzieren menschliche Fehler, die zu Qualitätsabweichungen führen können.
Wiederholgenauigkeit: Automatisierte Systeme wiederholen dieselben Bewegungen und Prozesse mit hoher Genauigkeit, was zu konsistenter Produktqualität führt, unabhängig von der Produktionsmenge.
Echtzeit-Qualitätskontrolle: Durch den Einsatz von Sensoren und Kameras können automatisierte Systeme kontinuierlich die Qualität der Beschichtung überwachen und sofort Anpassungen vornehmen.
3. Reduzierte Betriebskosten
Materialeinsparungen: Automatisierung optimiert den Einsatz von Pulvermaterialien, wodurch Abfall reduziert und die Materialnutzung verbessert wird.
Geringere Arbeitskosten: Der Bedarf an manueller Arbeit wird verringert, was die Personalkosten senkt. Mitarbeiter können in anderen Bereichen eingesetzt werden, wo menschliches Urteilsvermögen und Kreativität erforderlich sind.
Energieeffizienz: Automatisierte Systeme sind oft energieeffizienter, da sie optimierte Prozesse und Technologien verwenden, um den Energieverbrauch zu minimieren.
4. Verbesserte Sicherheit
Reduzierte Exposition gegenüber Gefahrenstoffen: Automatisierung minimiert den direkten Kontakt der Mitarbeiter mit potenziell gefährlichen Chemikalien und Pulvern, was das Risiko von Gesundheitsproblemen reduziert.
Sicherheitsüberwachung: Automatisierte Anlagen sind häufig mit Sicherheitssensoren ausgestattet, die Unfälle verhindern und im Notfall schnelle Reaktionen ermöglichen.
Ergonomische Vorteile: Mitarbeiter müssen weniger körperlich anspruchsvolle Aufgaben erledigen, was das Risiko von arbeitsbedingten Verletzungen verringert.
5. Flexibilität und Anpassungsfähigkeit
Schnelle Anpassung an Produktänderungen: Automatisierte Systeme können schnell neu programmiert werden, um auf Änderungen im Produktdesign oder der Produktion umzustellen, was die Flexibilität erhöht.
Einfache Integration neuer Technologien: Durch modulare Designs können neue Technologien oder Prozesse problemlos in bestehende Systeme integriert werden.
Vielfältige Anwendungsmöglichkeiten: Automatisierung kann an eine Vielzahl von Werkstückgrößen, -formen und -materialien angepasst werden, was die Vielseitigkeit der Produktion erhöht.
6. Nachhaltigkeit und Umweltfreundlichkeit
Reduzierung von Abfall und Emissionen: Automatisierte Systeme optimieren den Materialverbrauch und reduzieren den Überspray, was zu weniger Abfall und geringeren Emissionen führt.
Ressourceneffizienz: Durch die optimale Nutzung von Energie und Materialien tragen automatisierte Systeme zu nachhaltigeren Produktionsprozessen bei.
Verbesserte Umweltbilanz: Unternehmen können ihre Umweltziele leichter erreichen und ihre ökologische Verantwortung wahrnehmen.
7. Daten- und Prozessoptimierung
Datengesteuerte Entscheidungsfindung: Automatisierte Systeme sammeln kontinuierlich Daten, die zur Analyse und Optimierung der Produktionsprozesse verwendet werden können.
Prozessoptimierung durch IoT: Internet of Things (IoT) Technologien ermöglichen die Echtzeitüberwachung und -steuerung von Prozessen, was die Effizienz und Transparenz erhöht.
Vorausschauende Wartung: Durch die Analyse von Maschinendaten können Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Ausfällen führen.
Fazit
Die Automatisierung in der Pulverbeschichtung bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion erheblich steigern. Durch den Einsatz modernster Technologien können Unternehmen ihre Betriebskosten senken, die Produktsicherheit erhöhen und gleichzeitig ihre Umweltbilanz verbessern. Die Investition in Automatisierungslösungen zahlt sich langfristig durch höhere Produktivität, verbesserte Qualität und größere Flexibilität aus. Unternehmen, die Automatisierungstechnologien integrieren, positionieren sich besser im Wettbewerb und sind in der Lage, schneller auf Marktveränderungen zu reagieren.
Beispiele für Automatisierung
Hubgerät für Pulverbeschichtung
Hier sind einige konkrete Beispiele für Automatisierung in der Pulverbeschichtungsindustrie, die verdeutlichen, wie moderne Technologien den Beschichtungsprozess optimieren und verbessern können:
1. Robotergesteuerte Sprühapplikationen
Automatisierte Spritzroboter: Diese Roboterarme sind mit elektrostatischen Sprühpistolen ausgestattet und können komplexe Bewegungsmuster programmieren, um Teile unterschiedlicher Formen und Größen effizient zu beschichten. Durch die Robotersteuerung wird eine gleichmäßige Schichtdicke erreicht, und es gibt weniger Overspray.Beispiel: In der Automobilindustrie werden Karosserieteile oft mit robotergestützten Sprühsystemen beschichtet, um eine gleichmäßige und hochwertige Oberfläche zu gewährleisten. Ein Unternehmen wie ABB Robotics bietet Lösungen, die auf die spezifischen Anforderungen der Automobilindustrie zugeschnitten sind.
2. Automatische Fördersysteme
Overhead-Kettenförderer: Diese Systeme transportieren die Teile durch verschiedene Prozessschritte wie Reinigung, Beschichtung und Aushärtung. Sie ermöglichen einen kontinuierlichen Produktionsfluss und minimieren manuelle Eingriffe.Beispiel: Bei der Herstellung von Metallmöbeln werden Teile oft auf Förderbändern bewegt, die sie durch alle Beschichtungsphasen führen. Unternehmen wie Nordson bieten komplexe Fördersysteme an, die an verschiedene Produktionslayouts angepasst werden können.
3. Automatisierte Farbwechselsysteme
Schnellwechselkabinen: Diese Kabinen sind darauf ausgelegt, den Farbwechselprozess zu beschleunigen. Sie verfügen über automatische Reinigungszyklen und programmierbare Steuerungen, die den Farbwechsel effizienter machen.Beispiel: In der Fahrradindustrie, wo häufig Farbvarianten angeboten werden, nutzen Hersteller automatisierte Systeme, um den Farbwechsel schnell durchzuführen, ohne die Produktion zu verlangsamen. Systeme von Gema Switzerland bieten automatische Farbwechseltechnologien, die in der Branche weit verbreitet sind.
4. Intelligente Einbrennöfen
Automatisierte Temperatur- und Zeitsteuerung: Einbrennöfen sind mit Sensoren ausgestattet, die die Temperatur und den Durchsatz in Echtzeit überwachen und anpassen, um die optimale Aushärtung der Beschichtung zu gewährleisten.Beispiel: In der Elektronikindustrie, wo präzise Temperaturkontrollen entscheidend sind, verwenden Hersteller automatisierte Öfen, um die empfindlichen Komponenten richtig zu behandeln. Unternehmen wie Despatch Industries bieten Öfen an, die auf solche spezifischen Anforderungen abgestimmt sind.
5. Echtzeit-Qualitätskontrollsysteme
Vision-Systeme für die Inspektion: Kameras und Bildverarbeitungstechnologien erfassen die Beschichtungsqualität in Echtzeit, erkennen Fehler und ermöglichen sofortige Korrekturmaßnahmen.Beispiel: In der Luftfahrtindustrie, wo höchste Qualitätsstandards gelten, werden Vision-Systeme eingesetzt, um die Beschichtungen auf Flugzeugteilen zu überprüfen. Anbieter wie Cognex bieten fortschrittliche Bildverarbeitungslösungen an, die in diesen Anwendungen genutzt werden.
6. Datenanalyse und IoT-Integration
IoT-gestützte Prozessüberwachung: Sensoren an verschiedenen Stellen der Produktionslinie sammeln Daten, die zur Optimierung des gesamten Beschichtungsprozesses genutzt werden können. IoT-Plattformen ermöglichen eine zentrale Überwachung und Anpassung der Systeme in Echtzeit.Beispiel: Ein Hersteller von landwirtschaftlichen Maschinen nutzt IoT-Daten, um die Effizienz der Pulverbeschichtungsanlage zu verbessern und Wartungszyklen zu optimieren. Unternehmen wie Siemens bieten umfassende IoT-Lösungen an, die solche Anwendungen unterstützen.
7. Vorausschauende Wartung
Condition Monitoring: Automatisierte Überwachungssysteme analysieren kontinuierlich den Zustand von Anlagenkomponenten und prognostizieren Wartungsbedarf, bevor Ausfälle auftreten.Beispiel: Ein Hersteller von Haushaltsgeräten implementiert vorausschauende Wartung, um die Lebensdauer seiner Beschichtungsanlagen zu verlängern und die Verfügbarkeit zu maximieren. Lösungen von GE Digital bieten solche Condition-Monitoring-Tools an.
8. Automatisierte Reinigungssysteme
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungszyklen, die das Entfernen von Pulverrückständen und die Vorbereitung für den nächsten Durchgang erleichtern.Beispiel: In der Herstellung von Baukomponenten, die unterschiedliche Beschichtungen erfordern, helfen selbstreinigende Systeme, die Wechselzeiten zwischen den verschiedenen Pulverlacken zu verkürzen. Systeme von Wagner bieten effiziente Reinigungsoptionen, die in solchen Anwendungen zum Einsatz kommen.
Fazit
Automatisierung in der Pulverbeschichtungsindustrie bietet vielfältige Möglichkeiten, die Produktion zu optimieren und gleichzeitig die Qualität zu steigern. Durch den Einsatz von robotergesteuerten Sprühsystemen, automatisierten Fördersystemen, intelligenten Einbrennöfen und fortschrittlichen Überwachungs- und Wartungstechnologien können Unternehmen ihre Effizienz erhöhen und ihre Wettbewerbsfähigkeit verbessern. Die Investition in Automatisierungstechnologien ermöglicht es Unternehmen, sich schnell an Marktveränderungen anzupassen und gleichzeitig ihre Produktionskosten zu senken.
Komponenten einer Komplette Pulverbeschichtungsanlage
Pulverbeschichtungsanlage mit Traversen
Eine komplette Pulverbeschichtungsanlage besteht aus mehreren wesentlichen Komponenten, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu gewährleisten. Hier sind die Hauptkomponenten einer solchen Anlage und ihre Funktionen:
1. Vorbehandlungssystem
Oberflächenvorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt, um sicherzustellen, dass die Oberfläche des Werkstücks sauber und bereit für die Beschichtung ist. Die Vorbehandlung verbessert die Haftung der Pulverbeschichtung und erhöht die Korrosionsbeständigkeit.
Reinigungsstationen: Entfernen Öl, Fett, Staub und andere Verunreinigungen von der Oberfläche des Werkstücks.
Phosphatier- oder Chromatierstationen: Bilden eine Schutzschicht, die die Haftung verbessert und die Korrosionsbeständigkeit erhöht.
Spül- und Trocknungsstationen: Stellen sicher, dass das Werkstück frei von chemischen Rückständen und trocken ist, bevor es zur Beschichtung weitergeleitet wird.
2. Pulverkabinen
Automatische Pulverbeschichtungsanlage
Die Pulverkabine ist der Bereich, in dem das Pulver elektrostatisch auf die Werkstücke aufgetragen wird. Sie ist so konzipiert, dass sie eine saubere und kontrollierte Umgebung bietet, um überschüssiges Pulver effizient zurückzugewinnen.
Offene Kabinen: Geeignet für kleinere, manuelle Anwendungen, wo der Bediener direkten Zugang benötigt.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und sind effizienter bei der Kontrolle und Rückgewinnung von Overspray.
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungssysteme, die den Farbwechsel und die Wartung erleichtern.
3. Pulverauftragsgeräte
Automatisierte Pulverbeschichtung
Diese Geräte sind für die eigentliche Anwendung des Pulvers auf die Werkstücke verantwortlich und bestehen aus verschiedenen Komponenten, die den Pulverauftrag optimieren.
Elektrostatische Sprühpistolen: Laden die Pulverpartikel elektrostatisch auf, damit sie gleichmäßig auf der Werkstückoberfläche haften.
Pulverförderer: Transportieren das Pulver von den Vorratsbehältern zur Sprühpistole und sorgen für eine gleichmäßige Pulverzufuhr.
Steuerungseinheiten: Erlauben die Anpassung der Auftragsparameter wie Spannung, Pulverfluss und Sprühzeit.
4. Fördersysteme
Fördersysteme
Fördersysteme transportieren die Werkstücke durch die verschiedenen Stationen der Beschichtungsanlage, von der Vorbehandlung bis zur Aushärtung.
Kettenförderer: Bieten kontinuierliche Bewegung und sind ideal für die Massenproduktion.
Schienen- und Rollensysteme: Ermöglichen Flexibilität bei der Anordnung der Produktionslinie.
Pufferzonen: Bereiche, in denen Werkstücke zwischengelagert werden können, um den Produktionsfluss zu optimieren.
5. Einbrennöfen
Pulverofen
Einbrennöfen sind entscheidend für die Aushärtung der Pulverbeschichtung, da sie die erforderliche Wärme bereitstellen, um das Pulver zu schmelzen und eine dauerhafte Oberfläche zu schaffen.
Chargenöfen: Ideal für kleinere Produktionen mit variablen Chargengrößen; sie bieten Flexibilität und können verschiedene Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien mit hohen Durchsatzraten. Teile werden auf einem Förderband durch den Ofen transportiert.
Konvektions- und Infrarotöfen: Verschiedene Technologien bieten spezifische Vorteile in Bezug auf Aufheizgeschwindigkeit und Energieeffizienz.
6. Rückgewinnungs- und Recycling-Systeme
Zyklonrückgewinnung
Diese Systeme sind darauf ausgelegt, überschüssiges Pulver aufzufangen und wiederzuverwenden, um Abfall zu minimieren und die Effizienz zu maximieren.
Zyklonabscheider: Trennen überschüssiges Pulver aus der Luft und führen es zurück in den Beschichtungsprozess.
Filtersysteme: Entfernen Feinstaub aus der Luft und stellen sicher, dass nur saubere Luft in die Umgebung abgegeben wird.
Siebsysteme: Stellen sicher, dass nur qualitativ hochwertiges Pulver erneut verwendet wird, indem sie Verunreinigungen entfernen.
7. Steuerungs- und Überwachungssysteme
Moderne Steuerungssysteme ermöglichen die Überwachung und Anpassung aller Aspekte des Beschichtungsprozesses in Echtzeit.
Prozessleitsysteme (PLS): Überwachen und steuern den gesamten Produktionsablauf und bieten Echtzeit-Daten zur Optimierung der Prozesse.
Benutzeroberflächen: Intuitive Bedienpanels ermöglichen eine einfache Steuerung und Anpassung der Systemeinstellungen.
Datenanalyse-Tools: Erfassen und analysieren Daten zur Prozessoptimierung und Fehlererkennung.
8. Kühlzonen
Nach dem Aushärtungsprozess müssen die Werkstücke auf Raumtemperatur abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden können.
Luftkühlungssysteme: Nutzen Luftzirkulation, um die Werkstücke effizient abzukühlen.
Wasserkühlungssysteme: In speziellen Anwendungen, wo schnelle Abkühlung erforderlich ist, können Wasserkühlungssysteme eingesetzt werden.
9. Materialhandling-Systeme
Diese Systeme unterstützen das Be- und Entladen von Werkstücken und die Bewegung innerhalb der Anlage.
Robotiksysteme: Automatisierte Roboterarme, die Werkstücke präzise positionieren und handhaben.
Hubsysteme: Unterstützen beim Transport schwerer Werkstücke innerhalb der Anlage.
10. Wartungseinrichtungen
Regelmäßige Wartung ist entscheidend, um die Effizienz und Lebensdauer der Anlage zu gewährleisten.
Integrierte Wartungstools: Sensoren und Software zur vorausschauenden Wartung, die den Zustand der Anlage überwachen und Wartungsbedarf identifizieren.
Zugängliche Wartungsbereiche: Einfache Zugänglichkeit für regelmäßige Inspektionen und Reparaturen.
Fazit
Eine komplette Pulverbeschichtungsanlage besteht aus vielen Komponenten, die zusammenarbeiten, um eine effiziente, qualitativ hochwertige und umweltfreundliche Beschichtung zu gewährleisten. Jede Komponente spielt eine entscheidende Rolle im Beschichtungsprozess, von der Vorbereitung der Werkstücke bis zur Aushärtung der Beschichtung. Die Wahl der richtigen Technologien und die Integration von Automatisierungslösungen können den Betrieb optimieren und die Produktionsziele eines Unternehmens effektiv unterstützen.
Anlagengröße
Pulverauftragskammer
Die Größe von Pulverbeschichtungsanlagen kann je nach den spezifischen Anforderungen eines Unternehmens stark variieren. Die Anlagengröße hängt von mehreren Faktoren ab, darunter die Art und Größe der zu beschichtenden Werkstücke, das Produktionsvolumen und die verfügbaren räumlichen Gegebenheiten. Hier sind einige wichtige Überlegungen und Optionen zur Variation der Anlagengröße:
Faktoren, die die Anlagengröße beeinflussen
Art der zu beschichtenden Werkstücke
Kleinere Teile: Bei der Beschichtung von kleineren Teilen, wie z. B. Elektrokomponenten oder kleinen Metallteilen, können kompaktere Anlagen eingesetzt werden.
Große Werkstücke: Für größere Teile, wie Automobilkarosserien oder große Maschinenteile, sind größere Anlagen mit geräumigen Kabinen und Öfen erforderlich.
Produktionsvolumen
Kleinserienproduktion: Unternehmen, die kleinere Produktionsvolumen handhaben, können mit einfacheren und kleineren Anlagen auskommen.
Massenproduktion: Für hohe Produktionsvolumen sind größere und komplexere Anlagen notwendig, die einen kontinuierlichen Betrieb ermöglichen.
Verfügbare Fläche
Kompakte Lösungen: In begrenzten Räumlichkeiten können platzsparende Designs und integrierte Systeme genutzt werden, um den verfügbaren Platz optimal zu nutzen.
Großflächige Anlagen: In größeren Einrichtungen kann eine weitläufige Anordnung von Vorbehandlung, Beschichtung und Aushärtung erfolgen, um einen reibungslosen Produktionsablauf zu gewährleisten.
Prozessanforderungen
Vielseitigkeit: Anlagen, die verschiedene Beschichtungsarten und Materialien verarbeiten müssen, erfordern möglicherweise eine modulare Struktur, die Anpassungen erlaubt.
Spezialanforderungen: Bestimmte Anwendungen, wie z. B. die Beschichtung von hitzeempfindlichen Materialien, erfordern spezifische Anpassungen der Anlagengröße und -konfiguration.
Optionen zur Variation der Anlagengröße
1. Modulare Anlagen
Modulare Anlagen sind flexibel und können an unterschiedliche Produktionsanforderungen angepasst werden. Sie bestehen aus separaten Modulen, die nach Bedarf hinzugefügt oder entfernt werden können.
Vorteile:
Flexibilität: Einfaches Anpassen und Erweitern der Anlage, um auf wechselnde Produktionsanforderungen zu reagieren.
Kosteneffizienz: Investitionen können nach und nach getätigt werden, indem nur die notwendigen Module erworben werden.
Einfache Wartung: Einzelne Module können leicht gewartet oder ausgetauscht werden, ohne den gesamten Betrieb zu unterbrechen.
Beispiele:
Modulare Kabinen: Erlauben die Anpassung der Kabinengröße je nach Werkstückgröße.
Erweiterbare Fördersysteme: Zusätzliche Förderstrecken können hinzugefügt werden, um den Produktionsfluss zu erweitern.
2. Kompakte Anlagen
Kompakte Anlagen sind ideal für Unternehmen mit begrenztem Platzangebot oder für kleinere Produktionsvolumen.
Vorteile:
Platzsparend: Effektive Nutzung des verfügbaren Raums.
Geringere Investitionskosten: Reduzierte Anfangsinvestitionen durch den kleineren Maßstab der Anlage.
Schnellere Installation: Einfachere und schnellere Implementierung.
Beispiele:
Mini-Kabinen: Kleinere Beschichtungskabinen für spezialisierte Anwendungen.
Integrierte Systeme: Anlagen, die Vorbehandlung, Beschichtung und Aushärtung in einem kompakten Layout vereinen.
3. Großflächige Anlagen
Für Unternehmen mit hohen Produktionsanforderungen oder großen Werkstücken sind großflächige Anlagen notwendig.
Vorteile:
Hohe Kapazität: Eignen sich für die Massenproduktion und den gleichzeitigen Betrieb mehrerer Linien.
Vielseitigkeit: Möglichkeit, mehrere Prozesse gleichzeitig durchzuführen.
Effizienz: Optimierte Produktionsabläufe durch die großzügige Gestaltung der Anlage.
Beispiele:
Mehrere Kabinen und Öfen: Separate Bereiche für unterschiedliche Farben oder Materialien.
Erweiterte Fördersysteme: Lange Förderstrecken für den Transport großer oder zahlreicher Teile.
Planungsüberlegungen bei der Anlagengrößenauswahl
Zukunftsprognosen
Marktentwicklung: Berücksichtigen Sie mögliche Expansionen oder Veränderungen in der Nachfrage.
Technologische Fortschritte: Planen Sie für zukünftige Anpassungen oder Upgrades der Anlage.
Kostenüberlegungen
Anfangsinvestition vs. Betriebskosten: Wägen Sie die Anfangsinvestitionen gegen die langfristigen Betriebskosten ab.
Finanzielle Flexibilität: Planen Sie die Finanzierung der Anlage im Einklang mit den finanziellen Möglichkeiten und Zielen des Unternehmens.
Integration und Kompatibilität
Bestehende Infrastruktur: Überprüfen Sie die Kompatibilität der neuen Anlage mit bestehenden Systemen und Einrichtungen.
Erweiterungsmöglichkeiten: Planen Sie die Integration zukünftiger Erweiterungen oder Module.
Umwelt- und Sicherheitsstandards
Regulierungen: Stellen Sie sicher, dass die Anlage alle relevanten Umwelt- und Sicherheitsstandards erfüllt.
Nachhaltigkeit: Berücksichtigen Sie umweltfreundliche Technologien und Praktiken bei der Planung und dem Betrieb der Anlage.
Fazit
Die Größe einer Pulverbeschichtungsanlage kann an die spezifischen Bedürfnisse und Anforderungen eines Unternehmens angepasst werden. Durch die Auswahl der richtigen Anlagengröße und -konfiguration können Unternehmen ihre Produktionsziele effizient erreichen, die Qualität ihrer Produkte verbessern und die Betriebskosten optimieren. Ob modular, kompakt oder großflächig, jede Anlagengröße hat ihre eigenen Vorteile und Herausforderungen, die sorgfältig abgewogen werden müssen, um die besten Ergebnisse zu erzielen.
Benötigte Mitarbeiterzahl
Beschichtungseinheit
Die Anzahl der benötigten Mitarbeiter für den Betrieb einer Pulverbeschichtungsanlage hängt von mehreren Faktoren ab, darunter die Größe und Automatisierung der Anlage, das Produktionsvolumen, die Art der zu beschichtenden Werkstücke und die spezifischen betrieblichen Anforderungen. Hier sind einige Überlegungen, um die optimale Mitarbeiterzahl für den Betrieb einer Pulverbeschichtungsanlage zu bestimmen:
1. Faktoren, die die Mitarbeiterzahl beeinflussen
a. Größe der Anlage
Kleine Anlagen:
Typischerweise weniger Mitarbeiter erforderlich.
Häufig eine Mischung aus manuellen und halbautomatisierten Prozessen.
Große Anlagen:
Mehr Mitarbeiter erforderlich, insbesondere bei einer hohen Produktionskapazität.
Automatisierte Systeme können jedoch den Bedarf an Personal verringern.
b. Automatisierungsgrad
Hochautomatisierte Anlagen:
Reduzierter Bedarf an manueller Arbeit.
Erfordern jedoch technisches Personal für die Überwachung, Wartung und Programmierung der Anlagen.
Manuelle oder halbautomatisierte Anlagen:
Höherer Personalbedarf für die Bedienung und Überwachung der Anlagen.
c. Produktionsvolumen
Niedriges Produktionsvolumen:
Geringerer Personalbedarf.
Mehr Flexibilität bei der Planung von Schichten.
Hohes Produktionsvolumen:
Mehr Mitarbeiter erforderlich, um den Produktionsfluss aufrechtzuerhalten.
Möglicherweise mehrere Schichten zur Maximierung der Betriebszeit.
d. Werkstücktypen
Komplexe oder große Werkstücke:
Erfordern möglicherweise mehr Personal für die Handhabung und Inspektion.
Spezialisierte Mitarbeiter für die Anpassung der Beschichtungsparameter.
Kleine oder standardisierte Teile:
Weniger Personal für die Handhabung erforderlich.
Prozessabläufe sind oft einfacher und standardisiert.
2. Typische Rollen in einer Pulverbeschichtungsanlage
a. Produktionsmitarbeiter
Bediener der Beschichtungsanlagen:
Verantwortlich für das Auftragen der Pulverbeschichtung.
Überwachung der Qualität und Sicherstellung der richtigen Parameter.
Vorbehandlungsmitarbeiter:
Durchführung von Reinigungs- und Vorbehandlungsprozessen.
Sicherstellung, dass die Werkstücke ordnungsgemäß vorbereitet sind.
b. Technisches Personal
Wartungstechniker:
Regelmäßige Wartung und Reparatur der Anlagen.
Überwachung der Systemleistung und Durchführung von Fehlerbehebungen.
Automatisierungs- und Steuerungstechniker:
Programmierung und Überwachung automatisierter Systeme.
Anpassung der Steuerungsparameter und Optimierung der Prozesse.
c. Qualitätssicherung
Qualitätsinspektoren:
Durchführung von Qualitätskontrollen zur Sicherstellung der Einhaltung von Standards.
Verwendung von Messgeräten zur Überprüfung der Schichtdicke und Oberflächenqualität.
Prozessoptimierer:
Analyse von Produktionsdaten zur Verbesserung der Effizienz und Qualität.
Implementierung von Verbesserungsmaßnahmen.
d. Management und Verwaltung
Produktionsleiter:
Überwachung der gesamten Produktionslinie.
Koordination der Mitarbeiter und Sicherstellung der Zielerreichung.
Logistik- und Materialplaner:
Verwaltung der Materialflüsse und Bestände.
Planung der Produktion auf Basis von Nachfrage und Kapazität.
3. Beispiel einer Mitarbeiterverteilung
Hier ist ein Beispiel für die Mitarbeiterverteilung in einer mittelgroßen, teilautomatisierten Pulverbeschichtungsanlage:
Rolle
Anzahl der Mitarbeiter
Beschreibung
Bediener der Vorbehandlung
2-3
Verantwortlich für Reinigung und Vorbereitung der Werkstücke.
Pulverbeschichtungsbediener
3-4
Durchführung des Beschichtungsprozesses.
Wartungstechniker
1-2
Wartung und Reparatur der Anlagen.
Automatisierungstechniker
1-2
Überwachung der automatisierten Systeme und Prozesssteuerung.
Qualitätsinspektoren
1-2
Überprüfung der Qualität der beschichteten Teile.
Produktionsleiter
1
Leitung der Produktion und Koordination der Schichten.
Logistik- und Materialplaner
1
Verwaltung der Materialbestände und Produktionsplanung.
4. Optimierung der Mitarbeiterzahl
Um die Mitarbeiterzahl effizient zu nutzen, können Unternehmen folgende Strategien in Betracht ziehen:
Schulung und Weiterbildung: Regelmäßige Schulungen, um die Qualifikation der Mitarbeiter zu verbessern und sie auf mehrere Aufgaben vorzubereiten.
Einsatz von Zeitarbeitern: Flexible Personalplanung durch den Einsatz von Zeitarbeitskräften, um bei Bedarf Spitzenbelastungen abzufangen.
Prozessoptimierung: Einsatz von Lean-Management-Prinzipien, um Prozesse zu optimieren und den Personalbedarf zu reduzieren.
Investition in Automatisierung: Einsatz von Automatisierungstechnologien zur Reduzierung des manuellen Arbeitsaufwands und Verbesserung der Effizienz.
Fazit
Die optimale Anzahl der Mitarbeiter in einer Pulverbeschichtungsanlage hängt von vielen Faktoren ab, darunter die Größe der Anlage, der Automatisierungsgrad und das Produktionsvolumen. Durch den Einsatz von Automatisierung, Schulung und Prozessoptimierung können Unternehmen ihre Personalkosten minimieren und gleichzeitig die Effizienz und Qualität ihrer Produktion maximieren. Eine sorgfältige Planung und Anpassung der Personalressourcen ist entscheidend, um den Erfolg der Anlage zu gewährleisten.
Wir fertigen Wasseraufbereitungsanlage für unsere Kunden in Deutschland, Österreich und der Schweiz. Guter Preis und lange Lebensdauer
Eine Wasseraufbereitungsanlage ist eine Einrichtung, die zur Reinigung und Aufbereitung von Wasser verwendet wird, um es für den menschlichen Gebrauch oder für industrielle Zwecke geeignet zu machen. Die Anlage entfernt Verunreinigungen wie Bakterien, Viren, Schwermetalle, Chemikalien, organische Stoffe und andere Schadstoffe aus dem Wasser und verbessert so dessen Qualität.
Es gibt verschiedene Arten von Wasseraufbereitungsanlagen, die je nach Anwendung und Größe unterschiedlich konzipiert sind. Einige Anlagen werden zur Aufbereitung von Trinkwasser verwendet, während andere für die industrielle Produktion von Lebensmitteln, Getränken, Chemikalien und anderen Produkten eingesetzt werden.
Eine typische Wasseraufbereitungsanlage umfasst mehrere Stufen, um das Wasser gründlich zu reinigen und aufzubereiten. Zu den Stufen gehören:
Vorbehandlung: In dieser Stufe werden grobe Verunreinigungen wie Sand, Schlamm und andere Feststoffe aus dem Wasser entfernt.
Sedimentation: In diesem Schritt wird das Wasser für eine bestimmte Zeit in einem Tank belassen, damit sich schwerere Partikel und Feststoffe am Boden absetzen können.
Filtration: Das Wasser wird durch Filter geleitet, um feinere Partikel und Verunreinigungen wie Bakterien, Viren und Chemikalien zu entfernen.
Desinfektion: In dieser Stufe wird das gereinigte Wasser mit Chemikalien wie Chlor behandelt, um die verbleibenden Bakterien und Viren abzutöten.
pH-Einstellung: Der pH-Wert des Wassers wird auf einen bestimmten Bereich eingestellt, um es für den jeweiligen Anwendungszweck geeignet zu machen.
Entsalzung: Bei Bedarf wird das Wasser in dieser Stufe entsalzt, um den Salzgehalt zu reduzieren.
Eine Wasseraufbereitungsanlage kann auch zusätzliche Schritte enthalten, um spezielle Verunreinigungen zu entfernen, die für bestimmte Anwendungen von Bedeutung sind. Zum Beispiel können einige Anlagen spezielle Filter oder Behandlungen für das Entfernen von Schwermetallen oder organischen Chemikalien enthalten.
Insgesamt ist eine Wasseraufbereitungsanlage ein wichtiger Bestandteil für die Bereitstellung von sauberem und sicheren Wasser für den menschlichen Verbrauch und für industrielle Anwendungen.
Wasseraufbereitungsanlage
Wasseraufbereitungsanlage
Eine Wasseraufbereitungsanlage ist eine Anlage oder Einrichtung, die dazu dient, Wasser aus einer natürlichen Quelle, wie zum Beispiel einem Fluss, See oder Grundwasser, zu behandeln und zu reinigen, um es für den menschlichen Gebrauch oder industrielle Prozesse geeignet zu machen. Diese Anlagen spielen eine entscheidende Rolle bei der Bereitstellung von sauberem Trinkwasser und der Aufbereitung von Abwasser. Hier sind einige der Schlüsselfunktionen und Prozesse, die in Wasseraufbereitungsanlagen üblicherweise vorkommen:
Wasserentnahme: Die Anlage entnimmt Wasser aus der natürlichen Quelle, die es versorgen soll. Dies kann aus einem Fluss, See, Brunnen oder einer anderen Wasserquelle stammen.
Siebung und Absetzen: Das rohe Wasser kann Verunreinigungen wie Sand, Schlamm und große Partikel enthalten. In diesem Schritt werden Siebe und Absetzbecken verwendet, um diese Verunreinigungen zu entfernen.
Klärung: Das Wasser wird durch Klärbecken geleitet, wo feinere Partikel und Trübstoffe ausflocken und absinken. Dies verbessert die Klarheit des Wassers.
Flockung und Fällung: Chemikalien werden zugegeben, um kleinere Verunreinigungen zu entfernen, indem sie diese zu größeren Partikeln verklumpen lassen, die dann leichter aus dem Wasser entfernt werden können.
Filtration: Das Wasser wird durch verschiedene Arten von Filtern geleitet, um feinste Verunreinigungen wie Bakterien, Viren und Chemikalien zu entfernen. Dies kann Sandfilter, Aktivkohlefilter oder Membranfilter umfassen.
Desinfektion: Um eventuell verbliebene Mikroorganismen abzutöten, wird dem gereinigten Wasser oft Desinfektionsmittel wie Chlor oder Ozon zugesetzt.
Entsalzung (falls erforderlich): In Regionen mit Salzwasserquellen oder brackigem Wasser kann eine Entsalzungsanlage verwendet werden, um das Wasser auf Trinkwasserqualität zu bringen.
Speicherung: Das aufbereitete Wasser wird in Lagertanks oder -becken gesammelt, um es bei Bedarf zur Verfügung zu stellen.
Verteilung: Das gereinigte Wasser wird über ein Netzwerk von Rohren und Leitungen in Haushalte, Unternehmen und Industrieanlagen verteilt.
Rückgewinnung und Wiederverwendung (falls erforderlich): In einigen Anlagen wird das aufbereitete Abwasser erneut behandelt und für Bewässerung, Kühlung oder andere nicht-trinkwasserbezogene Zwecke wiederverwendet.
Wasseraufbereitungsanlagen sind von entscheidender Bedeutung, um sicherzustellen, dass Menschen Zugang zu sauberem und sicheren Trinkwasser haben, und sie spielen auch eine wichtige Rolle bei der Reduzierung der Umweltauswirkungen durch Abwasserentsorgung. Die spezifischen Prozesse und Technologien in einer Wasseraufbereitungsanlage können je nach den örtlichen Bedingungen, den Wasserquellen und den Qualitätsanforderungen variieren.
Arbeitsprozess der Wasseraufbereitungsanlage
Wasserentnahme:
Die Wasserentnahme erfolgt aus einer natürlichen Wasserquelle wie einem Fluss, See, Brunnen oder einer anderen Quelle.
Ein Einlaufbauwerk leitet das Rohwasser in die Anlage.
Siebung und Absetzen:
Grobe Verunreinigungen wie Blätter, Äste und großer Sand werden durch Siebe oder Rechen entfernt.
Das Wasser fließt dann in Absetzbecken, wo durch Schwerkraft Verunreinigungen wie Sand und Schlamm absinken und entfernt werden.
Klärung:
In Klärbecken wird dem Wasser ein Flockungsmittel zugesetzt, das kleinste Schwebeteilchen zu größeren Flocken zusammenfügt.
Diese Flocken setzen sich am Boden ab, wodurch das Wasser klarer wird.
Flockung und Fällung:
Flockungsmittel wie Aluminiumsulfat oder Eisensalze werden verwendet, um feinste Verunreinigungen zu entfernen, indem sie diese zu größeren Partikeln verklumpen lassen.
Ein pH-Wert-Anpassungsmittel kann verwendet werden, um den pH-Wert des Wassers zu optimieren und die Fällung zu erleichtern.
Filtration:
Das Wasser wird durch Filter geleitet, die Partikel und Trübstoffe entfernen.
Filtermedien können Sand, Kies, Aktivkohle oder Membranen sein, je nach den Anforderungen der Anlage.
Desinfektion:
Um verbliebene Mikroorganismen abzutöten, wird dem gereinigten Wasser Desinfektionsmittel wie Chlor, Ozon oder UV-Licht zugesetzt.
Die Desinfektion dient dazu, Krankheitserreger zu eliminieren und die Sicherheit des Trinkwassers zu gewährleisten.
Entsalzung (falls erforderlich):
In Regionen mit Salzwasserquellen wird eine Entsalzungsanlage verwendet, um Salz und andere Mineralien aus dem Wasser zu entfernen.
Dies ist oft in Küstenregionen oder Wüstengebieten notwendig.
Speicherung:
Das aufbereitete Wasser wird in Lagertanks oder -becken gespeichert, um eine kontinuierliche Versorgung sicherzustellen und Schwankungen in der Nachfrage auszugleichen.
Verteilung:
Das gereinigte Wasser wird über ein Netzwerk von Rohren und Leitungen in Haushalte, Unternehmen und Industrieanlagen verteilt.
Druckregulierungsanlagen sorgen für einen gleichmäßigen Wasserfluss.
Rückgewinnung und Wiederverwendung (falls erforderlich):
In einigen Anlagen wird das aufbereitete Abwasser erneut behandelt und für Zwecke wie Bewässerung, Kühlung oder industrielle Prozesse wiederverwendet.
Dies trägt zur Ressourceneffizienz und Nachhaltigkeit bei.
Überwachung und Kontrolle:
Wasseraufbereitungsanlagen sind mit Sensoren und Steuerungssystemen ausgestattet, die den Wasserfluss, die Qualität und die chemischen Parameter überwachen.
Diese Systeme ermöglichen eine schnelle Reaktion auf Abweichungen und stellen sicher, dass das aufbereitete Wasser den Qualitätsstandards entspricht.
Wartung und Instandhaltung:
Regelmäßige Wartung und Inspektionen sind entscheidend, um die ordnungsgemäße Funktion der Anlage sicherzustellen und die Lebensdauer der Ausrüstung zu verlängern.
Diese detaillierten Prozesse gewährleisten, dass das aufbereitete Wasser den erforderlichen Qualitätsstandards entspricht und sicher für den menschlichen Gebrauch oder industrielle Anwendungen verwendet werden kann. Die genaue Konfiguration und Technologie einer Wasseraufbereitungsanlage hängt von verschiedenen Faktoren wie der Qualität der Rohwasserquelle, den lokalen Umweltbedingungen und den Anforderungen der Endnutzer ab.
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sich durch seine umweltfreundlichen Eigenschaften und Langlebigkeit der Beschichtung auszeichnet. Im Gegensatz zu herkömmlichen flüssigen Beschichtungen werden bei der Pulverbeschichtung trockene Pulverpartikel elektrostatisch auf die Oberfläche eines Werkstücks aufgebracht. Anschließend wird das Pulver in einem Ofen erhitzt, wodurch es schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Vorteile der Pulverbeschichtung umfassen:
Umweltfreundlichkeit: Keine Lösungsmittel und geringere Emissionen von flüchtigen organischen Verbindungen (VOC).
Effizienz: Hohe Materialausnutzung und weniger Abfall.
Robustheit: Gute Beständigkeit gegen chemische, mechanische und Witterungseinflüsse.
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen sind zentraler Bestandteil des Pulverbeschichtungsprozesses und umfassen die komplette Infrastruktur, die zur Anwendung von Pulverbeschichtungen erforderlich ist. Diese Anlagen sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedlichen industriellen Anforderungen gerecht zu werden.
Typen von Pulverbeschichtungsanlagen:
Manuelle Pulverbeschichtungsanlagen: Ideal für kleinere Betriebe oder spezialisierte Anwendungen, bei denen Flexibilität gefordert ist. Sie bestehen aus einer Pulverkabine, einem Pulvergerät und einem Einbrennofen.
Halbautomatische Anlagen: Kombinieren manuelle und automatische Prozesse, um eine höhere Effizienz bei mittleren Produktionsvolumina zu erreichen. Diese Anlagen bieten eine gute Balance zwischen Flexibilität und Automatisierung.
Vollautomatische Pulverbeschichtungsanlagen: Entwickelt für Großserienproduktionen. Diese Anlagen sind vollständig automatisiert und beinhalten Fördersysteme, automatische Pistolen und integrierte Steuerungssysteme, um hohe Produktionsgeschwindigkeiten und gleichbleibende Qualität zu gewährleisten.
Pulverkabinen
Pulverkabinen für Hand- und Automatikbeschichtung
Pulverkabinen sind spezielle Räume oder Gehäuse, in denen der Pulverbeschichtungsprozess stattfindet. Sie spielen eine entscheidende Rolle bei der Gewährleistung einer sauberen und kontrollierten Umgebung für die Pulverbeschichtung.
Typen von Pulverkabinen:
Offene Kabinen: Diese Kabinen sind ideal für kleine bis mittlere Anwendungen. Sie bieten einen offenen Zugang für den Bediener, sind jedoch weniger effektiv bei der Kontrolle von Overspray.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und minimieren Overspray durch integrierte Luftführungssysteme. Geschlossene Kabinen sind in der Regel effizienter und sicherer.
Selbstreinigende Kabinen: Ausgestattet mit automatischen Reinigungssystemen, die den Farbwechsel und die Wartung erleichtern. Diese Kabinen sind besonders nützlich in Anwendungen mit häufigem Farbwechsel.
Sicherheits- und Umweltaspekte: Pulverkabinen sind so konzipiert, dass sie die Sicherheit der Bediener gewährleisten und die Umweltbelastung minimieren. Dazu gehören Belüftungssysteme, Filter zur Partikelabscheidung und Schutzvorrichtungen, die den Kontakt mit dem Pulver verhindern.
Einbrennöfen
Einbrennofen Elektrisch
Der Einbrennofen ist ein unverzichtbarer Bestandteil des Pulverbeschichtungsprozesses, da er die notwendigen Temperaturen bereitstellt, um das aufgetragene Pulver zu einer harten, widerstandsfähigen Oberfläche zu verschmelzen.
Typen von Einbrennöfen:
Chargenöfen: Ideal für kleinere Produktionen oder variierende Chargengrößen. Diese Öfen sind flexibel und können unterschiedliche Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien, bei denen hohe Durchsatzraten erforderlich sind. Teile werden auf einem Förderband durch den Ofen transportiert, was eine konstante Verarbeitung ermöglicht.
Energieeffizienz und Temperatursteuerung: Moderne Einbrennöfen sind energieeffizient und bieten präzise Temperaturregelung, um gleichbleibende Beschichtungsqualität zu gewährleisten. Technologien wie Wärmerückgewinnungssysteme und fortschrittliche Isolierung tragen zur Reduzierung des Energieverbrauchs bei.
Pulvergeräte
Pulverbeschichtungspistole
Pulvergeräte sind für die Anwendung der Pulverbeschichtung unerlässlich. Sie bestehen aus verschiedenen Komponenten, die zusammenarbeiten, um das Pulver gleichmäßig und effizient auf die Oberfläche des Werkstücks aufzubringen.
Arten von Pulvergeräten:
Elektrostatische Sprühpistolen: Verwenden Hochspannung, um Pulverpartikel elektrostatisch aufzuladen, was eine gleichmäßige Verteilung und Haftung auf dem Werkstück fördert.
Pulverförderer: Transportieren das Pulver vom Vorratsbehälter zur Sprühpistole. Sie sind entscheidend für die Konsistenz und Effizienz des Beschichtungsprozesses.
Elektrostatik spielt eine zentrale Rolle bei der Pulverbeschichtung, da sie die Anziehungskraft zwischen den Pulverpartikeln und der Oberfläche erhöht und so eine gleichmäßige Beschichtung ermöglicht.
Auswahlkriterien für Pulvergeräte umfassen:
Kompatibilität: Passend für die spezifischen Anforderungen der Anwendung.
Flexibilität: Anpassungsfähigkeit an unterschiedliche Werkstückgrößen und -formen.
Effizienz: Hohe Materialausnutzung und minimierter Pulververbrauch.
Automatische Pulverbeschichtungsanlagen
Automatische Pulverbeschichtungsanlagen bieten zahlreiche Vorteile, insbesondere in Bezug auf Effizienz und Konsistenz. Sie sind ideal für Großserienproduktionen und tragen zur Senkung der Betriebskosten bei.
Vorteile der Automatisierung:
Erhöhte Produktivität: Automatische Systeme können kontinuierlich arbeiten und so die Produktionskapazität erheblich steigern.
Gleichbleibende Qualität: Minimierung von Fehlern und Variabilität durch präzise Steuerung der Beschichtungsparameter.
Kostenersparnis: Reduzierung der Arbeitskosten und des Materialverbrauchs durch optimierte Prozesse.
Komponenten und Funktionsweise:
Fördersysteme: Transportieren Werkstücke automatisch durch den Beschichtungsprozess.
Automatische Sprühpistolen: Verteilen das Pulver gleichmäßig auf den Werkstücken.
Integrierte Steuerungssysteme: Überwachen und steuern alle Aspekte des Beschichtungsprozesses, einschließlich Temperatur, Sprühzeit und Pulvermenge.
Ersatzteile für Pulverbeschichtungsanlagen
Ersatzteile sind entscheidend für die Wartung und Langlebigkeit von Pulverbeschichtungsanlagen. Regelmäßige Wartung und der rechtzeitige Austausch von Verschleißteilen sind unerlässlich, um Ausfallzeiten zu minimieren und die Effizienz der Anlagen aufrechtzuerhalten.
Wichtige Ersatzteile und ihre Funktionen:
Sprühdüsen: Stellen die gleichmäßige Verteilung des Pulvers sicher.
Filter: Entfernen überschüssige Pulverpartikel aus der Kabinenluft.
Förderbänder: Transportieren die Werkstücke durch den Beschichtungsprozess.
Wartung und Instandhaltung:
Regelmäßige Inspektionen: Identifizieren potenzielle Probleme frühzeitig und ermöglichen rechtzeitige Reparaturen.
Ersatzteilmanagement: Sicherstellung der Verfügbarkeit von Ersatzteilen zur Minimierung von Ausfallzeiten.
Zukunft der Pulverbeschichtungstechnologie
Pulverfördersystem
Die Pulverbeschichtungstechnologie entwickelt sich kontinuierlich weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Zu den wichtigsten Trends und Entwicklungen gehören:
Nachhaltigkeit: Einsatz umweltfreundlicher Materialien und Verfahren zur Reduzierung des ökologischen Fußabdrucks.
Fortschrittliche Materialien: Entwicklung neuer Pulverformeln, die verbesserte Eigenschaften wie Korrosionsbeständigkeit und UV-Stabilität bieten.
Digitalisierung: Integration von IoT und datenbasierten Lösungen zur Optimierung des Beschichtungsprozesses und zur Verbesserung der Qualitätssicherung.
Fazit
Pulverbeschichtungsanlagen und ihre Komponenten sind ein wesentlicher Bestandteil moderner Produktionsprozesse. Sie bieten eine umweltfreundliche, effiziente und langlebige Lösung für die Oberflächenveredelung. Durch die ständige Weiterentwicklung der Technologie und den Einsatz von Automatisierung können Unternehmen ihre Effizienz steigern und gleichzeitig die Qualität ihrer Produkte sicherstellen.
Ich hoffe, dieser umfassende Überblick über Pulverbeschichtungsanlagen und verwandte Komponenten ist hilfreich. Wenn Sie weitere Informationen oder spezifische Details zu einem bestimmten Abschnitt wünschen, lassen Sie es mich bitte wissen!
Wie lange hält Pulverbeschichtung?
Aktuelle Entwicklungen und Innovationen
Die Haltbarkeit einer Pulverbeschichtung kann je nach Anwendung, Umgebung und Qualität der Beschichtung stark variieren. Hier sind einige Faktoren, die die Lebensdauer einer Pulverbeschichtung beeinflussen können:
Faktoren, die die Haltbarkeit beeinflussen:
Qualität des Pulvers:
Pulverformulierung: Hochwertige Pulverlacke bieten in der Regel eine längere Haltbarkeit und bessere Widerstandsfähigkeit gegen Umwelteinflüsse.
UV-Stabilität: Speziell formulierte Pulverlacke mit UV-Schutz verlängern die Lebensdauer bei Anwendungen im Freien.
Vorbereitung der Oberfläche:
Reinigung: Eine gründliche Reinigung der Oberfläche vor der Beschichtung ist entscheidend, um eine gute Haftung des Pulvers zu gewährleisten.
Vorbehandlung: Verfahren wie das Phosphatieren oder Sandstrahlen verbessern die Haftung und Korrosionsbeständigkeit.
Bedingungen der Anwendung:
Innen- vs. Außenanwendung: Pulverbeschichtungen im Innenbereich können Jahrzehnte halten, während Beschichtungen im Außenbereich stärker durch UV-Strahlung, Feuchtigkeit und Temperaturschwankungen beansprucht werden.
Mechanische Belastung: Starke mechanische Belastungen oder Abnutzung können die Lebensdauer der Beschichtung verkürzen.
Betriebsumgebung:
Korrosive Umgebungen: In Industriegebieten oder maritimen Umgebungen kann die Lebensdauer aufgrund der erhöhten Korrosionsgefahr kürzer sein.
Witterungseinflüsse: Regionen mit extremen Wetterbedingungen können die Lebensdauer der Pulverbeschichtung verkürzen.
Beschichtungsdicke:
Eine angemessene Schichtdicke ist wichtig, um eine gleichmäßige Abdeckung und ausreichenden Schutz zu gewährleisten.
Typische Lebensdauer
Innenanwendungen: Pulverbeschichtungen, die in Innenbereichen aufgebracht werden, können oft 15-20 Jahre oder länger halten, da sie weniger extremen Bedingungen ausgesetzt sind.
Außenanwendungen: Bei Außenanwendungen hängt die Lebensdauer stark von den Umweltbedingungen ab, kann jedoch typischerweise zwischen 5 und 10 Jahren liegen. Hochwertige Pulverbeschichtungen, die speziell für den Außenbereich entwickelt wurden, können bis zu 15 Jahre oder länger halten, wenn sie regelmäßig gewartet werden.
Industrieanwendungen: In industriellen Anwendungen, die häufig aggressiven Chemikalien oder starker mechanischer Beanspruchung ausgesetzt sind, kann die Lebensdauer kürzer sein und erfordert häufigere Inspektionen und Wartungen.
Verlängerung der Haltbarkeit
Um die Lebensdauer der Pulverbeschichtung zu maximieren, sind folgende Maßnahmen empfehlenswert:
Regelmäßige Inspektion und Wartung: Frühe Erkennung von Schäden und rechtzeitige Reparaturen können die Haltbarkeit erheblich verlängern.
Vermeidung von physikalischen Schäden: Sorgfältiger Umgang mit beschichteten Oberflächen reduziert das Risiko von Kratzern und Abplatzungen.
Schutz vor chemischen Einflüssen: Vermeidung von Kontakt mit aggressiven Chemikalien und Reinigungsmitteln, die die Beschichtung angreifen könnten.
Fazit
Die Pulverbeschichtung ist eine langlebige und widerstandsfähige Methode zur Oberflächenveredelung, die bei richtiger Anwendung und Wartung viele Jahre halten kann. Die tatsächliche Lebensdauer hängt jedoch von zahlreichen Faktoren ab, einschließlich der Qualität des Pulvers, der Vorbereitung der Oberfläche und den Umgebungsbedingungen, denen die beschichteten Teile ausgesetzt sind.
Wartungstipps für Anlagen
Pulverpistole
Um die Langlebigkeit und Effizienz von Pulverbeschichtungsanlagen zu gewährleisten, ist eine regelmäßige Wartung entscheidend. Hier sind einige Wartungstipps, die Ihnen helfen, die Leistung Ihrer Anlagen zu maximieren und Ausfallzeiten zu minimieren:
1. Allgemeine Inspektion
Regelmäßige Überprüfungen: Führen Sie wöchentliche oder monatliche Inspektionen der gesamten Anlage durch, um sicherzustellen, dass alle Komponenten ordnungsgemäß funktionieren.
Sichtprüfung: Überprüfen Sie auf sichtbare Abnutzung, Schäden oder lose Teile, die die Funktion beeinträchtigen könnten.
2. Pulverkabinen
Filterwartung:
Reinigung oder Austausch: Reinigen oder ersetzen Sie die Filter regelmäßig, um eine effiziente Luftführung und Partikelabscheidung zu gewährleisten.
Filtertypen beachten: Verwenden Sie immer die vom Hersteller empfohlenen Filtertypen.
Kabinenreinigung:
Regelmäßige Reinigung: Halten Sie die Kabinenwände und -böden sauber, um Ansammlungen von überschüssigem Pulver zu vermeiden.
Staubabsaugung: Stellen Sie sicher, dass die Absauganlage regelmäßig geleert und gewartet wird, um eine optimale Funktion zu gewährleisten.
3. Einbrennöfen
Temperaturüberwachung:
Regelmäßige Kalibrierung: Überprüfen Sie regelmäßig die Kalibrierung der Temperatursteuerung, um eine gleichbleibende Beschichtungsqualität sicherzustellen.
Thermoelemente prüfen: Überprüfen Sie die Thermoelemente auf Genauigkeit und Funktionstüchtigkeit.
Ofenreinigung:
Innenreinigung: Entfernen Sie regelmäßig Rückstände und Ablagerungen im Inneren des Ofens, um die Effizienz zu erhalten.
Dichtungen überprüfen: Überprüfen Sie die Dichtungen an Türen und Durchgängen auf Abnutzung und tauschen Sie sie bei Bedarf aus.
4. Pulvergeräte
Sprühpistolenwartung:
Düsenreinigung: Reinigen Sie die Düsen regelmäßig, um Verstopfungen und ungleichmäßige Sprühmuster zu vermeiden.
Ersatzteile prüfen: Halten Sie Ersatzdüsen und andere Verschleißteile bereit, um Ausfallzeiten zu minimieren.
Pulverförderer:
Reinigungsintervalle: Reinigen Sie die Pulverförderer, um Blockaden zu verhindern und eine gleichmäßige Pulverzufuhr zu gewährleisten.
Antriebssysteme warten: Überprüfen Sie regelmäßig die Antriebe und Lager auf Verschleiß und tauschen Sie sie bei Bedarf aus.
5. Fördersysteme
Kettenspannung und Schmierung:
Spannung überprüfen: Kontrollieren Sie die Spannung der Förderketten und passen Sie sie bei Bedarf an, um einen reibungslosen Betrieb zu gewährleisten.
Schmierung: Schmieren Sie alle beweglichen Teile regelmäßig, um Verschleiß zu minimieren.
Lagerwartung:
Überprüfung der Lager: Überprüfen Sie die Lager auf Abnutzung und tauschen Sie sie bei Bedarf aus.
Schmiermittel verwenden: Verwenden Sie die vom Hersteller empfohlenen Schmiermittel, um die Lebensdauer der Lager zu verlängern.
6. Automatisierte Systeme
Steuerungssysteme:
Software-Updates: Halten Sie die Software der Steuerungssysteme auf dem neuesten Stand, um Effizienz und Sicherheit zu gewährleisten.
Fehlerprotokollierung: Überwachen Sie Fehlerprotokolle, um potenzielle Probleme frühzeitig zu erkennen.
Sensoren und Aktoren:
Funktionsprüfung: Überprüfen Sie regelmäßig die Sensoren und Aktoren auf ihre Funktionsfähigkeit und ersetzen Sie defekte Teile.
Kalibrierung: Führen Sie regelmäßige Kalibrierungen durch, um die Genauigkeit der automatisierten Systeme zu gewährleisten.
7. Ersatzteile und Lagerhaltung
Ersatzteilmanagement:
Bestandskontrolle: Führen Sie eine genaue Bestandskontrolle der Ersatzteile, um Ausfallzeiten durch fehlende Teile zu vermeiden.
Qualität der Ersatzteile: Verwenden Sie stets hochwertige Originalersatzteile, um die Funktionalität der Anlagen zu gewährleisten.
8. Schulung des Personals
Regelmäßige Schulungen: Schulen Sie Ihr Personal regelmäßig in der Bedienung und Wartung der Anlagen, um Bedienfehler zu vermeiden und die Sicherheit zu erhöhen.
Notfallverfahren: Stellen Sie sicher, dass alle Mitarbeiter mit den Notfallverfahren vertraut sind, um im Falle eines Ausfalls schnell reagieren zu können.
9. Dokumentation
Wartungsprotokolle: Führen Sie detaillierte Wartungsprotokolle, um den Wartungsverlauf und alle durchgeführten Arbeiten zu dokumentieren.
Checklisten verwenden: Nutzen Sie Wartungschecklisten, um sicherzustellen, dass alle erforderlichen Maßnahmen regelmäßig durchgeführt werden.
Fazit
Durch die Einhaltung dieser Wartungstipps können Sie die Effizienz und Lebensdauer Ihrer Pulverbeschichtungsanlagen maximieren. Eine gut gewartete Anlage führt zu einer höheren Produktqualität, weniger Ausfallzeiten und einer längeren Lebensdauer der Geräte. Regelmäßige Wartung ist eine Investition, die sich durch verbesserte Leistung und geringere Betriebskosten auszahlt.
Automatisierungsoptionen
Automatische Pulverbeschichtungsanlage
Automatisierungsoptionen in der Pulverbeschichtung bieten zahlreiche Vorteile, darunter erhöhte Effizienz, gleichbleibende Qualität und reduzierte Betriebskosten. Im Folgenden werden verschiedene Automatisierungsoptionen erläutert, die in modernen Pulverbeschichtungsanlagen eingesetzt werden können:
1. Automatische Sprühsysteme
Automatische Sprühsysteme sind eine wesentliche Komponente für die Automatisierung der Pulverbeschichtung und bieten präzise und gleichmäßige Beschichtungen. Sie bestehen aus mehreren automatisierten Sprühpistolen, die auf robotergesteuerten Armen montiert sind.
Robotergestützte Sprühpistolen: Diese Pistolen sind an Roboterarmen befestigt, die programmierbar sind, um komplexe Bewegungsmuster auszuführen und die Sprühwinkel für unterschiedliche Werkstückgeometrien zu optimieren.
Pulvermengensteuerung: Automatisierte Systeme ermöglichen die genaue Steuerung der Pulvermengen, was zu einer gleichmäßigen Schichtdicke und weniger Abfall führt.
Adaptive Technologie: Moderne Systeme nutzen Sensoren, um die Werkstückgeometrie in Echtzeit zu erfassen und die Sprühmuster entsprechend anzupassen.
2. Fördersysteme
Automatisierte Fördersysteme transportieren die Werkstücke durch die verschiedenen Phasen des Beschichtungsprozesses und tragen dazu bei, den Durchsatz zu erhöhen.
Overhead-Fördersysteme: Diese Systeme transportieren die Teile über Kopf durch die Kabinen und Öfen, was den Bodenraum frei hält und die Effizienz erhöht.
Ketten- und Schienensysteme: Förderbänder und Schienensysteme bieten Flexibilität bei der Gestaltung der Produktionslinie und können an unterschiedliche Anforderungen angepasst werden.
Variable Geschwindigkeit: Einige Fördersysteme ermöglichen die Anpassung der Geschwindigkeit je nach Werkstückgröße und Prozessanforderungen.
3. Einbrennöfen mit Automatisierung
Einbrennöfen können durch Automatisierung effizienter und präziser arbeiten, was die Qualität der Beschichtung verbessert.
Automatisierte Temperaturregelung: Intelligente Steuerungssysteme passen die Ofentemperatur in Echtzeit an, um die optimale Aushärtung der Pulverbeschichtung zu gewährleisten.
Zeitschaltuhren und Sensoren: Integrierte Timer und Sensoren helfen dabei, den Aushärtungsprozess genau zu überwachen und die Energieeffizienz zu maximieren.
Automatische Türsteuerung: Automatische Türen öffnen und schließen sich synchron mit dem Ein- und Ausgang der Werkstücke, um den Wärmeverlust zu minimieren.
4. Qualitätskontrollsysteme
Automatisierte Qualitätskontrollsysteme sorgen dafür, dass die Beschichtungen den festgelegten Standards entsprechen und verringern den Bedarf an manueller Inspektion.
Visuelle Inspektionssysteme: Kameras und Bildverarbeitungstechnologien prüfen die Beschichtungsqualität und identifizieren sofort Fehler oder Unregelmäßigkeiten.
Schichtdickenmessung: Berührungslose Messsysteme können die Dicke der Pulverbeschichtung präzise messen und Daten zur weiteren Analyse bereitstellen.
Echtzeit-Datenanalyse: Datenerfassungs- und Analysesysteme ermöglichen die Überwachung des gesamten Prozesses und helfen bei der Identifizierung von Optimierungspotenzialen.
5. Software-Integration
Softwarelösungen spielen eine entscheidende Rolle bei der Automatisierung, indem sie verschiedene Systeme integrieren und den Betrieb effizienter gestalten.
Leitsysteme (SCADA): Supervisory Control and Data Acquisition (SCADA) Systeme bieten eine zentrale Steuerung und Überwachung aller Anlagenkomponenten.
IoT-Integration: Internet of Things (IoT) Technologien ermöglichen die Vernetzung der Geräte und die Fernüberwachung sowie -steuerung der Prozesse.
Produktionsmanagement-Software: Diese Softwarelösungen helfen bei der Planung und Verwaltung von Produktionsabläufen, indem sie Daten aus verschiedenen Quellen konsolidieren.
6. Automatisierte Farbwechsel
Für Betriebe, die häufige Farbwechsel durchführen müssen, bieten automatisierte Farbwechselsysteme erhebliche Vorteile.
Schneller Farbwechsel: Automatisierte Systeme reduzieren die Zeit, die für den Farbwechsel benötigt wird, was die Produktionsausfallzeiten minimiert.
Minimierung von Pulverabfall: Durch den Einsatz von selbstreinigenden Sprühpistolen und Kabinen wird der Pulververbrauch optimiert.
7. Wartungsautomatisierung
Auch die Wartung von Anlagen kann automatisiert werden, um die Betriebszeiten zu maximieren und unvorhergesehene Ausfälle zu reduzieren.
Vorausschauende Wartung: Sensoren überwachen den Zustand der Anlagenkomponenten in Echtzeit und prognostizieren Wartungsbedarf, bevor Probleme auftreten.
Automatisierte Fehlerdiagnose: Diagnose-Tools identifizieren Probleme und bieten Lösungsvorschläge, die die Wartungseffizienz erhöhen.
Vorteile der Automatisierung in der Pulverbeschichtung
Erhöhte Produktivität: Automatisierte Systeme ermöglichen eine höhere Produktionsrate bei gleichzeitig konsistenter Qualität.
Geringere Betriebskosten: Durch die Optimierung des Materialverbrauchs und die Reduzierung des Arbeitsaufwands senken Automatisierungssysteme die Betriebskosten.
Verbesserte Qualität: Gleichbleibende Beschichtungsqualität und reduzierte Fehlerraten durch präzise Steuerung und Überwachung.
Umweltfreundlichkeit: Automatisierung reduziert den Pulverabfall und verbessert die Energieeffizienz der Anlagen.
Fazit
Automatisierungsoptionen in der Pulverbeschichtung bieten eine Vielzahl von Vorteilen und sind entscheidend für die Steigerung der Effizienz und Qualität in der Produktion. Die Integration von Robotik, fortschrittlicher Software und intelligenter Steuerung ermöglicht es Unternehmen, wettbewerbsfähig zu bleiben und gleichzeitig die Umweltbelastung zu reduzieren. Die Entscheidung für die richtige Kombination von Automatisierungstechnologien hängt von den spezifischen Anforderungen und Zielen des Unternehmens ab.
Automatisierungsvorteile
Die Stahlkabine für Pulverbeschichtung
Automatisierung in der Pulverbeschichtungsindustrie bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion steigern können. Hier sind die wichtigsten Vorteile der Automatisierung erklärt:
1. Erhöhte Effizienz
Höhere Produktionsraten: Automatisierte Systeme können kontinuierlich ohne Unterbrechungen arbeiten, was zu höheren Durchsatzraten führt. Dies bedeutet, dass mehr Teile in kürzerer Zeit beschichtet werden können, was die Gesamtproduktivität steigert.
Schnellere Zykluszeiten: Automatisierung reduziert die Bearbeitungszeit pro Werkstück erheblich, da Maschinen schneller und präziser arbeiten können als Menschen.
Minimierte Stillstandszeiten: Automatisierte Wartung und vorausschauende Diagnose minimieren ungeplante Ausfallzeiten, was die Verfügbarkeit der Anlage erhöht.
2. Gleichbleibende Qualität
Präzise Beschichtungsanwendung: Automatisierte Sprühsysteme sorgen für eine gleichmäßige Schichtdicke und reduzieren menschliche Fehler, die zu Qualitätsabweichungen führen können.
Wiederholgenauigkeit: Automatisierte Systeme wiederholen dieselben Bewegungen und Prozesse mit hoher Genauigkeit, was zu konsistenter Produktqualität führt, unabhängig von der Produktionsmenge.
Echtzeit-Qualitätskontrolle: Durch den Einsatz von Sensoren und Kameras können automatisierte Systeme kontinuierlich die Qualität der Beschichtung überwachen und sofort Anpassungen vornehmen.
3. Reduzierte Betriebskosten
Materialeinsparungen: Automatisierung optimiert den Einsatz von Pulvermaterialien, wodurch Abfall reduziert und die Materialnutzung verbessert wird.
Geringere Arbeitskosten: Der Bedarf an manueller Arbeit wird verringert, was die Personalkosten senkt. Mitarbeiter können in anderen Bereichen eingesetzt werden, wo menschliches Urteilsvermögen und Kreativität erforderlich sind.
Energieeffizienz: Automatisierte Systeme sind oft energieeffizienter, da sie optimierte Prozesse und Technologien verwenden, um den Energieverbrauch zu minimieren.
4. Verbesserte Sicherheit
Reduzierte Exposition gegenüber Gefahrenstoffen: Automatisierung minimiert den direkten Kontakt der Mitarbeiter mit potenziell gefährlichen Chemikalien und Pulvern, was das Risiko von Gesundheitsproblemen reduziert.
Sicherheitsüberwachung: Automatisierte Anlagen sind häufig mit Sicherheitssensoren ausgestattet, die Unfälle verhindern und im Notfall schnelle Reaktionen ermöglichen.
Ergonomische Vorteile: Mitarbeiter müssen weniger körperlich anspruchsvolle Aufgaben erledigen, was das Risiko von arbeitsbedingten Verletzungen verringert.
5. Flexibilität und Anpassungsfähigkeit
Schnelle Anpassung an Produktänderungen: Automatisierte Systeme können schnell neu programmiert werden, um auf Änderungen im Produktdesign oder der Produktion umzustellen, was die Flexibilität erhöht.
Einfache Integration neuer Technologien: Durch modulare Designs können neue Technologien oder Prozesse problemlos in bestehende Systeme integriert werden.
Vielfältige Anwendungsmöglichkeiten: Automatisierung kann an eine Vielzahl von Werkstückgrößen, -formen und -materialien angepasst werden, was die Vielseitigkeit der Produktion erhöht.
6. Nachhaltigkeit und Umweltfreundlichkeit
Reduzierung von Abfall und Emissionen: Automatisierte Systeme optimieren den Materialverbrauch und reduzieren den Überspray, was zu weniger Abfall und geringeren Emissionen führt.
Ressourceneffizienz: Durch die optimale Nutzung von Energie und Materialien tragen automatisierte Systeme zu nachhaltigeren Produktionsprozessen bei.
Verbesserte Umweltbilanz: Unternehmen können ihre Umweltziele leichter erreichen und ihre ökologische Verantwortung wahrnehmen.
7. Daten- und Prozessoptimierung
Datengesteuerte Entscheidungsfindung: Automatisierte Systeme sammeln kontinuierlich Daten, die zur Analyse und Optimierung der Produktionsprozesse verwendet werden können.
Prozessoptimierung durch IoT: Internet of Things (IoT) Technologien ermöglichen die Echtzeitüberwachung und -steuerung von Prozessen, was die Effizienz und Transparenz erhöht.
Vorausschauende Wartung: Durch die Analyse von Maschinendaten können Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Ausfällen führen.
Fazit
Die Automatisierung in der Pulverbeschichtung bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion erheblich steigern. Durch den Einsatz modernster Technologien können Unternehmen ihre Betriebskosten senken, die Produktsicherheit erhöhen und gleichzeitig ihre Umweltbilanz verbessern. Die Investition in Automatisierungslösungen zahlt sich langfristig durch höhere Produktivität, verbesserte Qualität und größere Flexibilität aus. Unternehmen, die Automatisierungstechnologien integrieren, positionieren sich besser im Wettbewerb und sind in der Lage, schneller auf Marktveränderungen zu reagieren.
Beispiele für Automatisierung
Hubgerät für Pulverbeschichtung
Hier sind einige konkrete Beispiele für Automatisierung in der Pulverbeschichtungsindustrie, die verdeutlichen, wie moderne Technologien den Beschichtungsprozess optimieren und verbessern können:
1. Robotergesteuerte Sprühapplikationen
Automatisierte Spritzroboter: Diese Roboterarme sind mit elektrostatischen Sprühpistolen ausgestattet und können komplexe Bewegungsmuster programmieren, um Teile unterschiedlicher Formen und Größen effizient zu beschichten. Durch die Robotersteuerung wird eine gleichmäßige Schichtdicke erreicht, und es gibt weniger Overspray.Beispiel: In der Automobilindustrie werden Karosserieteile oft mit robotergestützten Sprühsystemen beschichtet, um eine gleichmäßige und hochwertige Oberfläche zu gewährleisten. Ein Unternehmen wie ABB Robotics bietet Lösungen, die auf die spezifischen Anforderungen der Automobilindustrie zugeschnitten sind.
2. Automatische Fördersysteme
Overhead-Kettenförderer: Diese Systeme transportieren die Teile durch verschiedene Prozessschritte wie Reinigung, Beschichtung und Aushärtung. Sie ermöglichen einen kontinuierlichen Produktionsfluss und minimieren manuelle Eingriffe.Beispiel: Bei der Herstellung von Metallmöbeln werden Teile oft auf Förderbändern bewegt, die sie durch alle Beschichtungsphasen führen. Unternehmen wie Nordson bieten komplexe Fördersysteme an, die an verschiedene Produktionslayouts angepasst werden können.
3. Automatisierte Farbwechselsysteme
Schnellwechselkabinen: Diese Kabinen sind darauf ausgelegt, den Farbwechselprozess zu beschleunigen. Sie verfügen über automatische Reinigungszyklen und programmierbare Steuerungen, die den Farbwechsel effizienter machen.Beispiel: In der Fahrradindustrie, wo häufig Farbvarianten angeboten werden, nutzen Hersteller automatisierte Systeme, um den Farbwechsel schnell durchzuführen, ohne die Produktion zu verlangsamen. Systeme von Gema Switzerland bieten automatische Farbwechseltechnologien, die in der Branche weit verbreitet sind.
4. Intelligente Einbrennöfen
Automatisierte Temperatur- und Zeitsteuerung: Einbrennöfen sind mit Sensoren ausgestattet, die die Temperatur und den Durchsatz in Echtzeit überwachen und anpassen, um die optimale Aushärtung der Beschichtung zu gewährleisten.Beispiel: In der Elektronikindustrie, wo präzise Temperaturkontrollen entscheidend sind, verwenden Hersteller automatisierte Öfen, um die empfindlichen Komponenten richtig zu behandeln. Unternehmen wie Despatch Industries bieten Öfen an, die auf solche spezifischen Anforderungen abgestimmt sind.
5. Echtzeit-Qualitätskontrollsysteme
Vision-Systeme für die Inspektion: Kameras und Bildverarbeitungstechnologien erfassen die Beschichtungsqualität in Echtzeit, erkennen Fehler und ermöglichen sofortige Korrekturmaßnahmen.Beispiel: In der Luftfahrtindustrie, wo höchste Qualitätsstandards gelten, werden Vision-Systeme eingesetzt, um die Beschichtungen auf Flugzeugteilen zu überprüfen. Anbieter wie Cognex bieten fortschrittliche Bildverarbeitungslösungen an, die in diesen Anwendungen genutzt werden.
6. Datenanalyse und IoT-Integration
IoT-gestützte Prozessüberwachung: Sensoren an verschiedenen Stellen der Produktionslinie sammeln Daten, die zur Optimierung des gesamten Beschichtungsprozesses genutzt werden können. IoT-Plattformen ermöglichen eine zentrale Überwachung und Anpassung der Systeme in Echtzeit.Beispiel: Ein Hersteller von landwirtschaftlichen Maschinen nutzt IoT-Daten, um die Effizienz der Pulverbeschichtungsanlage zu verbessern und Wartungszyklen zu optimieren. Unternehmen wie Siemens bieten umfassende IoT-Lösungen an, die solche Anwendungen unterstützen.
7. Vorausschauende Wartung
Condition Monitoring: Automatisierte Überwachungssysteme analysieren kontinuierlich den Zustand von Anlagenkomponenten und prognostizieren Wartungsbedarf, bevor Ausfälle auftreten.Beispiel: Ein Hersteller von Haushaltsgeräten implementiert vorausschauende Wartung, um die Lebensdauer seiner Beschichtungsanlagen zu verlängern und die Verfügbarkeit zu maximieren. Lösungen von GE Digital bieten solche Condition-Monitoring-Tools an.
8. Automatisierte Reinigungssysteme
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungszyklen, die das Entfernen von Pulverrückständen und die Vorbereitung für den nächsten Durchgang erleichtern.Beispiel: In der Herstellung von Baukomponenten, die unterschiedliche Beschichtungen erfordern, helfen selbstreinigende Systeme, die Wechselzeiten zwischen den verschiedenen Pulverlacken zu verkürzen. Systeme von Wagner bieten effiziente Reinigungsoptionen, die in solchen Anwendungen zum Einsatz kommen.
Fazit
Automatisierung in der Pulverbeschichtungsindustrie bietet vielfältige Möglichkeiten, die Produktion zu optimieren und gleichzeitig die Qualität zu steigern. Durch den Einsatz von robotergesteuerten Sprühsystemen, automatisierten Fördersystemen, intelligenten Einbrennöfen und fortschrittlichen Überwachungs- und Wartungstechnologien können Unternehmen ihre Effizienz erhöhen und ihre Wettbewerbsfähigkeit verbessern. Die Investition in Automatisierungstechnologien ermöglicht es Unternehmen, sich schnell an Marktveränderungen anzupassen und gleichzeitig ihre Produktionskosten zu senken.
Komponenten einer Komplette Pulverbeschichtungsanlage
Pulverbeschichtungsanlage mit Traversen
Eine komplette Pulverbeschichtungsanlage besteht aus mehreren wesentlichen Komponenten, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu gewährleisten. Hier sind die Hauptkomponenten einer solchen Anlage und ihre Funktionen:
1. Vorbehandlungssystem
Oberflächenvorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt, um sicherzustellen, dass die Oberfläche des Werkstücks sauber und bereit für die Beschichtung ist. Die Vorbehandlung verbessert die Haftung der Pulverbeschichtung und erhöht die Korrosionsbeständigkeit.
Reinigungsstationen: Entfernen Öl, Fett, Staub und andere Verunreinigungen von der Oberfläche des Werkstücks.
Phosphatier- oder Chromatierstationen: Bilden eine Schutzschicht, die die Haftung verbessert und die Korrosionsbeständigkeit erhöht.
Spül- und Trocknungsstationen: Stellen sicher, dass das Werkstück frei von chemischen Rückständen und trocken ist, bevor es zur Beschichtung weitergeleitet wird.
2. Pulverkabinen
Automatische Pulverbeschichtungsanlage
Die Pulverkabine ist der Bereich, in dem das Pulver elektrostatisch auf die Werkstücke aufgetragen wird. Sie ist so konzipiert, dass sie eine saubere und kontrollierte Umgebung bietet, um überschüssiges Pulver effizient zurückzugewinnen.
Offene Kabinen: Geeignet für kleinere, manuelle Anwendungen, wo der Bediener direkten Zugang benötigt.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und sind effizienter bei der Kontrolle und Rückgewinnung von Overspray.
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungssysteme, die den Farbwechsel und die Wartung erleichtern.
3. Pulverauftragsgeräte
Automatisierte Pulverbeschichtung
Diese Geräte sind für die eigentliche Anwendung des Pulvers auf die Werkstücke verantwortlich und bestehen aus verschiedenen Komponenten, die den Pulverauftrag optimieren.
Elektrostatische Sprühpistolen: Laden die Pulverpartikel elektrostatisch auf, damit sie gleichmäßig auf der Werkstückoberfläche haften.
Pulverförderer: Transportieren das Pulver von den Vorratsbehältern zur Sprühpistole und sorgen für eine gleichmäßige Pulverzufuhr.
Steuerungseinheiten: Erlauben die Anpassung der Auftragsparameter wie Spannung, Pulverfluss und Sprühzeit.
4. Fördersysteme
Fördersysteme
Fördersysteme transportieren die Werkstücke durch die verschiedenen Stationen der Beschichtungsanlage, von der Vorbehandlung bis zur Aushärtung.
Kettenförderer: Bieten kontinuierliche Bewegung und sind ideal für die Massenproduktion.
Schienen- und Rollensysteme: Ermöglichen Flexibilität bei der Anordnung der Produktionslinie.
Pufferzonen: Bereiche, in denen Werkstücke zwischengelagert werden können, um den Produktionsfluss zu optimieren.
5. Einbrennöfen
Pulverofen
Einbrennöfen sind entscheidend für die Aushärtung der Pulverbeschichtung, da sie die erforderliche Wärme bereitstellen, um das Pulver zu schmelzen und eine dauerhafte Oberfläche zu schaffen.
Chargenöfen: Ideal für kleinere Produktionen mit variablen Chargengrößen; sie bieten Flexibilität und können verschiedene Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien mit hohen Durchsatzraten. Teile werden auf einem Förderband durch den Ofen transportiert.
Konvektions- und Infrarotöfen: Verschiedene Technologien bieten spezifische Vorteile in Bezug auf Aufheizgeschwindigkeit und Energieeffizienz.
6. Rückgewinnungs- und Recycling-Systeme
Zyklonrückgewinnung
Diese Systeme sind darauf ausgelegt, überschüssiges Pulver aufzufangen und wiederzuverwenden, um Abfall zu minimieren und die Effizienz zu maximieren.
Zyklonabscheider: Trennen überschüssiges Pulver aus der Luft und führen es zurück in den Beschichtungsprozess.
Filtersysteme: Entfernen Feinstaub aus der Luft und stellen sicher, dass nur saubere Luft in die Umgebung abgegeben wird.
Siebsysteme: Stellen sicher, dass nur qualitativ hochwertiges Pulver erneut verwendet wird, indem sie Verunreinigungen entfernen.
7. Steuerungs- und Überwachungssysteme
Moderne Steuerungssysteme ermöglichen die Überwachung und Anpassung aller Aspekte des Beschichtungsprozesses in Echtzeit.
Prozessleitsysteme (PLS): Überwachen und steuern den gesamten Produktionsablauf und bieten Echtzeit-Daten zur Optimierung der Prozesse.
Benutzeroberflächen: Intuitive Bedienpanels ermöglichen eine einfache Steuerung und Anpassung der Systemeinstellungen.
Datenanalyse-Tools: Erfassen und analysieren Daten zur Prozessoptimierung und Fehlererkennung.
8. Kühlzonen
Nach dem Aushärtungsprozess müssen die Werkstücke auf Raumtemperatur abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden können.
Luftkühlungssysteme: Nutzen Luftzirkulation, um die Werkstücke effizient abzukühlen.
Wasserkühlungssysteme: In speziellen Anwendungen, wo schnelle Abkühlung erforderlich ist, können Wasserkühlungssysteme eingesetzt werden.
9. Materialhandling-Systeme
Diese Systeme unterstützen das Be- und Entladen von Werkstücken und die Bewegung innerhalb der Anlage.
Robotiksysteme: Automatisierte Roboterarme, die Werkstücke präzise positionieren und handhaben.
Hubsysteme: Unterstützen beim Transport schwerer Werkstücke innerhalb der Anlage.
10. Wartungseinrichtungen
Regelmäßige Wartung ist entscheidend, um die Effizienz und Lebensdauer der Anlage zu gewährleisten.
Integrierte Wartungstools: Sensoren und Software zur vorausschauenden Wartung, die den Zustand der Anlage überwachen und Wartungsbedarf identifizieren.
Zugängliche Wartungsbereiche: Einfache Zugänglichkeit für regelmäßige Inspektionen und Reparaturen.
Fazit
Eine komplette Pulverbeschichtungsanlage besteht aus vielen Komponenten, die zusammenarbeiten, um eine effiziente, qualitativ hochwertige und umweltfreundliche Beschichtung zu gewährleisten. Jede Komponente spielt eine entscheidende Rolle im Beschichtungsprozess, von der Vorbereitung der Werkstücke bis zur Aushärtung der Beschichtung. Die Wahl der richtigen Technologien und die Integration von Automatisierungslösungen können den Betrieb optimieren und die Produktionsziele eines Unternehmens effektiv unterstützen.
Anlagengröße
Pulverauftragskammer
Die Größe von Pulverbeschichtungsanlagen kann je nach den spezifischen Anforderungen eines Unternehmens stark variieren. Die Anlagengröße hängt von mehreren Faktoren ab, darunter die Art und Größe der zu beschichtenden Werkstücke, das Produktionsvolumen und die verfügbaren räumlichen Gegebenheiten. Hier sind einige wichtige Überlegungen und Optionen zur Variation der Anlagengröße:
Faktoren, die die Anlagengröße beeinflussen
Art der zu beschichtenden Werkstücke
Kleinere Teile: Bei der Beschichtung von kleineren Teilen, wie z. B. Elektrokomponenten oder kleinen Metallteilen, können kompaktere Anlagen eingesetzt werden.
Große Werkstücke: Für größere Teile, wie Automobilkarosserien oder große Maschinenteile, sind größere Anlagen mit geräumigen Kabinen und Öfen erforderlich.
Produktionsvolumen
Kleinserienproduktion: Unternehmen, die kleinere Produktionsvolumen handhaben, können mit einfacheren und kleineren Anlagen auskommen.
Massenproduktion: Für hohe Produktionsvolumen sind größere und komplexere Anlagen notwendig, die einen kontinuierlichen Betrieb ermöglichen.
Verfügbare Fläche
Kompakte Lösungen: In begrenzten Räumlichkeiten können platzsparende Designs und integrierte Systeme genutzt werden, um den verfügbaren Platz optimal zu nutzen.
Großflächige Anlagen: In größeren Einrichtungen kann eine weitläufige Anordnung von Vorbehandlung, Beschichtung und Aushärtung erfolgen, um einen reibungslosen Produktionsablauf zu gewährleisten.
Prozessanforderungen
Vielseitigkeit: Anlagen, die verschiedene Beschichtungsarten und Materialien verarbeiten müssen, erfordern möglicherweise eine modulare Struktur, die Anpassungen erlaubt.
Spezialanforderungen: Bestimmte Anwendungen, wie z. B. die Beschichtung von hitzeempfindlichen Materialien, erfordern spezifische Anpassungen der Anlagengröße und -konfiguration.
Optionen zur Variation der Anlagengröße
1. Modulare Anlagen
Modulare Anlagen sind flexibel und können an unterschiedliche Produktionsanforderungen angepasst werden. Sie bestehen aus separaten Modulen, die nach Bedarf hinzugefügt oder entfernt werden können.
Vorteile:
Flexibilität: Einfaches Anpassen und Erweitern der Anlage, um auf wechselnde Produktionsanforderungen zu reagieren.
Kosteneffizienz: Investitionen können nach und nach getätigt werden, indem nur die notwendigen Module erworben werden.
Einfache Wartung: Einzelne Module können leicht gewartet oder ausgetauscht werden, ohne den gesamten Betrieb zu unterbrechen.
Beispiele:
Modulare Kabinen: Erlauben die Anpassung der Kabinengröße je nach Werkstückgröße.
Erweiterbare Fördersysteme: Zusätzliche Förderstrecken können hinzugefügt werden, um den Produktionsfluss zu erweitern.
2. Kompakte Anlagen
Kompakte Anlagen sind ideal für Unternehmen mit begrenztem Platzangebot oder für kleinere Produktionsvolumen.
Vorteile:
Platzsparend: Effektive Nutzung des verfügbaren Raums.
Geringere Investitionskosten: Reduzierte Anfangsinvestitionen durch den kleineren Maßstab der Anlage.
Schnellere Installation: Einfachere und schnellere Implementierung.
Beispiele:
Mini-Kabinen: Kleinere Beschichtungskabinen für spezialisierte Anwendungen.
Integrierte Systeme: Anlagen, die Vorbehandlung, Beschichtung und Aushärtung in einem kompakten Layout vereinen.
3. Großflächige Anlagen
Für Unternehmen mit hohen Produktionsanforderungen oder großen Werkstücken sind großflächige Anlagen notwendig.
Vorteile:
Hohe Kapazität: Eignen sich für die Massenproduktion und den gleichzeitigen Betrieb mehrerer Linien.
Vielseitigkeit: Möglichkeit, mehrere Prozesse gleichzeitig durchzuführen.
Effizienz: Optimierte Produktionsabläufe durch die großzügige Gestaltung der Anlage.
Beispiele:
Mehrere Kabinen und Öfen: Separate Bereiche für unterschiedliche Farben oder Materialien.
Erweiterte Fördersysteme: Lange Förderstrecken für den Transport großer oder zahlreicher Teile.
Planungsüberlegungen bei der Anlagengrößenauswahl
Zukunftsprognosen
Marktentwicklung: Berücksichtigen Sie mögliche Expansionen oder Veränderungen in der Nachfrage.
Technologische Fortschritte: Planen Sie für zukünftige Anpassungen oder Upgrades der Anlage.
Kostenüberlegungen
Anfangsinvestition vs. Betriebskosten: Wägen Sie die Anfangsinvestitionen gegen die langfristigen Betriebskosten ab.
Finanzielle Flexibilität: Planen Sie die Finanzierung der Anlage im Einklang mit den finanziellen Möglichkeiten und Zielen des Unternehmens.
Integration und Kompatibilität
Bestehende Infrastruktur: Überprüfen Sie die Kompatibilität der neuen Anlage mit bestehenden Systemen und Einrichtungen.
Erweiterungsmöglichkeiten: Planen Sie die Integration zukünftiger Erweiterungen oder Module.
Umwelt- und Sicherheitsstandards
Regulierungen: Stellen Sie sicher, dass die Anlage alle relevanten Umwelt- und Sicherheitsstandards erfüllt.
Nachhaltigkeit: Berücksichtigen Sie umweltfreundliche Technologien und Praktiken bei der Planung und dem Betrieb der Anlage.
Fazit
Die Größe einer Pulverbeschichtungsanlage kann an die spezifischen Bedürfnisse und Anforderungen eines Unternehmens angepasst werden. Durch die Auswahl der richtigen Anlagengröße und -konfiguration können Unternehmen ihre Produktionsziele effizient erreichen, die Qualität ihrer Produkte verbessern und die Betriebskosten optimieren. Ob modular, kompakt oder großflächig, jede Anlagengröße hat ihre eigenen Vorteile und Herausforderungen, die sorgfältig abgewogen werden müssen, um die besten Ergebnisse zu erzielen.
Benötigte Mitarbeiterzahl
Beschichtungseinheit
Die Anzahl der benötigten Mitarbeiter für den Betrieb einer Pulverbeschichtungsanlage hängt von mehreren Faktoren ab, darunter die Größe und Automatisierung der Anlage, das Produktionsvolumen, die Art der zu beschichtenden Werkstücke und die spezifischen betrieblichen Anforderungen. Hier sind einige Überlegungen, um die optimale Mitarbeiterzahl für den Betrieb einer Pulverbeschichtungsanlage zu bestimmen:
1. Faktoren, die die Mitarbeiterzahl beeinflussen
a. Größe der Anlage
Kleine Anlagen:
Typischerweise weniger Mitarbeiter erforderlich.
Häufig eine Mischung aus manuellen und halbautomatisierten Prozessen.
Große Anlagen:
Mehr Mitarbeiter erforderlich, insbesondere bei einer hohen Produktionskapazität.
Automatisierte Systeme können jedoch den Bedarf an Personal verringern.
b. Automatisierungsgrad
Hochautomatisierte Anlagen:
Reduzierter Bedarf an manueller Arbeit.
Erfordern jedoch technisches Personal für die Überwachung, Wartung und Programmierung der Anlagen.
Manuelle oder halbautomatisierte Anlagen:
Höherer Personalbedarf für die Bedienung und Überwachung der Anlagen.
c. Produktionsvolumen
Niedriges Produktionsvolumen:
Geringerer Personalbedarf.
Mehr Flexibilität bei der Planung von Schichten.
Hohes Produktionsvolumen:
Mehr Mitarbeiter erforderlich, um den Produktionsfluss aufrechtzuerhalten.
Möglicherweise mehrere Schichten zur Maximierung der Betriebszeit.
d. Werkstücktypen
Komplexe oder große Werkstücke:
Erfordern möglicherweise mehr Personal für die Handhabung und Inspektion.
Spezialisierte Mitarbeiter für die Anpassung der Beschichtungsparameter.
Kleine oder standardisierte Teile:
Weniger Personal für die Handhabung erforderlich.
Prozessabläufe sind oft einfacher und standardisiert.
2. Typische Rollen in einer Pulverbeschichtungsanlage
a. Produktionsmitarbeiter
Bediener der Beschichtungsanlagen:
Verantwortlich für das Auftragen der Pulverbeschichtung.
Überwachung der Qualität und Sicherstellung der richtigen Parameter.
Vorbehandlungsmitarbeiter:
Durchführung von Reinigungs- und Vorbehandlungsprozessen.
Sicherstellung, dass die Werkstücke ordnungsgemäß vorbereitet sind.
b. Technisches Personal
Wartungstechniker:
Regelmäßige Wartung und Reparatur der Anlagen.
Überwachung der Systemleistung und Durchführung von Fehlerbehebungen.
Automatisierungs- und Steuerungstechniker:
Programmierung und Überwachung automatisierter Systeme.
Anpassung der Steuerungsparameter und Optimierung der Prozesse.
c. Qualitätssicherung
Qualitätsinspektoren:
Durchführung von Qualitätskontrollen zur Sicherstellung der Einhaltung von Standards.
Verwendung von Messgeräten zur Überprüfung der Schichtdicke und Oberflächenqualität.
Prozessoptimierer:
Analyse von Produktionsdaten zur Verbesserung der Effizienz und Qualität.
Implementierung von Verbesserungsmaßnahmen.
d. Management und Verwaltung
Produktionsleiter:
Überwachung der gesamten Produktionslinie.
Koordination der Mitarbeiter und Sicherstellung der Zielerreichung.
Logistik- und Materialplaner:
Verwaltung der Materialflüsse und Bestände.
Planung der Produktion auf Basis von Nachfrage und Kapazität.
3. Beispiel einer Mitarbeiterverteilung
Hier ist ein Beispiel für die Mitarbeiterverteilung in einer mittelgroßen, teilautomatisierten Pulverbeschichtungsanlage:
Rolle
Anzahl der Mitarbeiter
Beschreibung
Bediener der Vorbehandlung
2-3
Verantwortlich für Reinigung und Vorbereitung der Werkstücke.
Pulverbeschichtungsbediener
3-4
Durchführung des Beschichtungsprozesses.
Wartungstechniker
1-2
Wartung und Reparatur der Anlagen.
Automatisierungstechniker
1-2
Überwachung der automatisierten Systeme und Prozesssteuerung.
Qualitätsinspektoren
1-2
Überprüfung der Qualität der beschichteten Teile.
Produktionsleiter
1
Leitung der Produktion und Koordination der Schichten.
Logistik- und Materialplaner
1
Verwaltung der Materialbestände und Produktionsplanung.
4. Optimierung der Mitarbeiterzahl
Um die Mitarbeiterzahl effizient zu nutzen, können Unternehmen folgende Strategien in Betracht ziehen:
Schulung und Weiterbildung: Regelmäßige Schulungen, um die Qualifikation der Mitarbeiter zu verbessern und sie auf mehrere Aufgaben vorzubereiten.
Einsatz von Zeitarbeitern: Flexible Personalplanung durch den Einsatz von Zeitarbeitskräften, um bei Bedarf Spitzenbelastungen abzufangen.
Prozessoptimierung: Einsatz von Lean-Management-Prinzipien, um Prozesse zu optimieren und den Personalbedarf zu reduzieren.
Investition in Automatisierung: Einsatz von Automatisierungstechnologien zur Reduzierung des manuellen Arbeitsaufwands und Verbesserung der Effizienz.
Fazit
Die optimale Anzahl der Mitarbeiter in einer Pulverbeschichtungsanlage hängt von vielen Faktoren ab, darunter die Größe der Anlage, der Automatisierungsgrad und das Produktionsvolumen. Durch den Einsatz von Automatisierung, Schulung und Prozessoptimierung können Unternehmen ihre Personalkosten minimieren und gleichzeitig die Effizienz und Qualität ihrer Produktion maximieren. Eine sorgfältige Planung und Anpassung der Personalressourcen ist entscheidend, um den Erfolg der Anlage zu gewährleisten.
EMS Pulverbeschichtungsanlagen
Unsere Pulverbeschichtungsanlage wird in Übereinstimmung mit den globalen fortschrittlichen Standards hergestellt und wurden mit vollem Vertrauen sowohl auf dem heimischen als auch auf dem weltweiten Markt bevorzugt.
Unsere Kapazität ist täglich gewachsen, wobei die Kundenzufriedenheit zusammen mit unserem gemeinsamen Vertriebs- und Servicenetz an erster Stelle steht.
Unser Unternehmen ist ein führendes türkisches Unternehmen, das sich auf die Herstellung von „Elektrostatischen Pulverbeschichtungsanlagen und kompletten Lackiersystemen“ mit 20 Jahren Wissen und praktischer Erfahrung spezialisiert hat.
Alle unsere Maschinen sind CE-gekennzeichnet, garantiert und können von potenziellen Kunden persönlich besichtigt werden. Es gibt auch Bilder und Videos auf dieser Seite, die die verwendeten Maschinen zeigen.
Wir entwerfen, fertigen und montieren Pulverbeschichtungsöfen, automatische und manuelle Kabinen, automatische und manuelle Pulverbeschichtungsanlagen, Pistolen, automatische und Stangentransfer-Pulverbeschichtungslinien, Pulverbeschichtungsfilter und Ersatzteile für Pulverbeschichtungspistolen
Wir fertigen Kammerofen – Pulverofen – Einbrennofen – mit Umluft für unsere Kunden in Deutschland, Österreich und der Schweiz. Guter Preis und lange Lebensdauer
Ein Kammerofen ist ein wichtiger Bestandteil in der Pulverbeschichtungstechnologie, da er die beschichteten Werkstücke aushärtet und so die Beschichtung dauerhaft und widerstandsfähig macht. Der Kammerofen besteht aus einer isolierten Kammer, in der die beschichteten Teile bei hohen Temperaturen gehärtet werden.
Kammeröfen für Pulverbeschichtung sind in der Regel elektrisch betrieben und haben eine Heizleistung von mehreren Kilowatt. Die meisten Kammeröfen haben ein digitales Steuergerät, mit dem die Temperatur und die Dauer der Härtezeit eingestellt werden können.
Die Kammeröfen können in verschiedenen Größen und Konfigurationen gebaut werden, um den unterschiedlichen Anforderungen der verschiedenen Branchen und Anwendungen gerecht zu werden. Sie können als Einzelkammeröfen, Doppelkammeröfen oder Tunnelöfen gebaut werden, je nachdem, wie viele Teile in einem Durchlauf gehärtet werden müssen und wie viel Platz zur Verfügung steht.
Ein Kammerofen für Pulverbeschichtung kann auch mit verschiedenen Optionen ausgestattet werden, wie zum Beispiel einem Luftumwälzsystem, das eine gleichmäßige Wärmeverteilung im Ofen gewährleistet, oder einem Schnellkühlungssystem, das die Abkühlzeit verkürzt und so die Produktionszeit reduziert.
Kammeröfen für Pulverbeschichtung sind in verschiedenen Branchen weit verbreitet, einschließlich der Automobilindustrie, der Möbelherstellung, der Elektronikindustrie und der Bauindustrie. Sie sind ein wesentlicher Bestandteil des Pulverbeschichtungsprozesses und tragen dazu bei, dass die beschichteten Werkstücke langlebig, widerstandsfähig und ästhetisch ansprechend sind.
Kammerofen
Ein Kammerofen für Pulverbeschichtung ist ein Behälter, in dem Metallteile bei hohen Temperaturen erhitzt werden, um das Pulver zu schmelzen und auf die Oberfläche zu binden. Kammeröfen sind in der Regel aus Stahl oder Edelstahl gefertigt und haben eine dichte Tür, um die Wärme im Inneren zu halten.
Die Kammer des Ofens wird mit einer Heizquelle, wie z. B. einem Gasbrenner oder einem Elektroheizkörper, beheizt. Die Temperatur im Ofen wird mit einem Thermostat kontrolliert.
Die Metallteile werden in den Ofen geschoben und für die erforderliche Zeit bei der empfohlenen Temperatur erhitzt. Die genaue Temperatur und Zeit hängen von der Art des Metalls, der Dicke der Beschichtung und dem verwendeten Pulver ab.
Nach dem Erhitzen werden die Metallteile aus dem Ofen genommen und abkühlen gelassen. Die Beschichtung härtet bei Raumtemperatur aus und bildet eine schützende Schicht auf der Oberfläche des Metalls.
Kammeröfen für Pulverbeschichtung werden in einer Vielzahl von Größen und Ausführungen hergestellt. Die Wahl des richtigen Ofens hängt von der Größe der zu beschichtenden Teile und der erforderlichen Kapazität ab.
Vorteile von Kammeröfen für Pulverbeschichtung:
Gute Qualität der Beschichtung: Kammeröfen ermöglichen eine gleichmäßige Beschichtung mit einer hohen Haftfestigkeit.
Hohe Effizienz: Kammeröfen sind energieeffizient und verbrauchen weniger Energie als andere Beschichtungsverfahren.
Automatisierung: Kammeröfen können automatisiert werden, um die Effizienz zu verbessern und die Arbeitsbelastung zu reduzieren.
Nachteile von Kammeröfen für Pulverbeschichtung:
Kosten: Kammeröfen können teuer sein.
Komplexität: Kammeröfen sind komplex und erfordern eine regelmäßige Wartung.
Umweltverschmutzung: Kammeröfen können Luftverschmutzung verursachen.
Anwendungsbereiche von Kammeröfen für Pulverbeschichtung
Anwendungsbereiche von Kammeröfen für Pulverbeschichtung
Kammeröfen für Pulverbeschichtung werden in einer Vielzahl von Branchen eingesetzt, darunter:
Automobilindustrie: Pulverbeschichtete Teile werden in Autos, Lastwagen und anderen Fahrzeugen verwendet.
Bauindustrie: Pulverbeschichtete Teile werden in Gebäuden, Brücken und anderen Bauwerken verwendet.
Maschinenbau: Pulverbeschichtete Teile werden in Maschinen und Geräten verwendet.
Elektronikindustrie: Pulverbeschichtete Teile werden in elektronischen Geräten verwendet.
Kammeröfen für Pulverbeschichtung sind eine wichtige Ausrüstung für die Pulverbeschichtung von Metallteilen. Sie ermöglichen eine gleichmäßige Beschichtung mit einer hohen Haftfestigkeit und sind in einer Vielzahl von Größen und Ausführungen erhältlich.
Wie funktionert der Kammerofen?
Wie funktionert der Kammerofen?
Ein Kammerofen für Pulverbeschichtung funktioniert, indem er die Metallteile bei hohen Temperaturen erhitzt, um das Pulver zu schmelzen und auf die Oberfläche zu binden.
Die Kammer des Ofens wird mit einer Heizquelle, wie z. B. einem Gasbrenner oder einem Elektroheizkörper, beheizt. Die Temperatur im Ofen wird mit einem Thermostat kontrolliert.
Die Metallteile werden in den Ofen geschoben und für die erforderliche Zeit bei der empfohlenen Temperatur erhitzt. Die genaue Temperatur und Zeit hängen von der Art des Metalls, der Dicke der Beschichtung und dem verwendeten Pulver ab.
Nach dem Erhitzen werden die Metallteile aus dem Ofen genommen und abkühlen gelassen. Die Beschichtung härtet bei Raumtemperatur aus und bildet eine schützende Schicht auf der Oberfläche des Metalls.
Die Funktionsweise eines Kammerofens für Pulverbeschichtung kann in folgende Schritte unterteilt werden:
Vorbereitung: Die Metallteile werden gereinigt und entfettet, um eine gleichmäßige Beschichtung zu gewährleisten.
Applikation: Das Pulver wird auf die Metallteile aufgetragen, z. B. durch elektrostatisches Spritzen oder manuelles Aufbringen.
Ofeneinlass: Die Metallteile werden in den Ofen geschoben.
Heizung: Die Kammer des Ofens wird erhitzt, bis die erforderliche Temperatur erreicht ist.
Erhitzung: Die Metallteile werden für die erforderliche Zeit bei der empfohlenen Temperatur erhitzt.
Ofenauslass: Die Metallteile werden aus dem Ofen genommen.
Abkühlung: Die Metallteile werden abkühlen gelassen, damit die Beschichtung aushärten kann.
Vorteile von Kammeröfen für Pulverbeschichtung:
Gute Qualität der Beschichtung: Kammeröfen ermöglichen eine gleichmäßige Beschichtung mit einer hohen Haftfestigkeit.
Hohe Effizienz: Kammeröfen sind energieeffizient und verbrauchen weniger Energie als andere Beschichtungsverfahren.
Automatisierung: Kammeröfen können automatisiert werden, um die Effizienz zu verbessern und die Arbeitsbelastung zu reduzieren.
Nachteile von Kammeröfen für Pulverbeschichtung:
Kosten: Kammeröfen können teuer sein.
Komplexität: Kammeröfen sind komplex und erfordern eine regelmäßige Wartung.
Umweltverschmutzung: Kammeröfen können Luftverschmutzung verursachen.
Anwendungsbereiche von Kammeröfen für Pulverbeschichtung:
Kammeröfen für Pulverbeschichtung werden in einer Vielzahl von Branchen eingesetzt, darunter:
Automobilindustrie: Pulverbeschichtete Teile werden in Autos, Lastwagen und anderen Fahrzeugen verwendet.
Bauindustrie: Pulverbeschichtete Teile werden in Gebäuden, Brücken und anderen Bauwerken verwendet.
Maschinenbau: Pulverbeschichtete Teile werden in Maschinen und Geräten verwendet.
Elektronikindustrie: Pulverbeschichtete Teile werden in elektronischen Geräten verwendet.
Heizung der Kammeröfen
Heizung der Kammeröfen
Die Heizung der Kammeröfen für Pulverbeschichtung erfolgt in der Regel mit einer Heizquelle, wie z. B. einem Gasbrenner oder einem Elektroheizkörper. Die Wahl der Heizquelle hängt von den Anforderungen des jeweiligen Ofens ab.
Gasbrenner: Gasbrenner sind eine beliebte Wahl für Kammeröfen für Pulverbeschichtung. Sie sind relativ kostengünstig und können Temperaturen von bis zu 1000 °C erreichen. Gasbrenner sind jedoch auch umweltschädlich und erfordern eine regelmäßige Wartung.
Elektroheizkörper: Elektroheizkörper sind eine sauberere und effizientere Alternative zu Gasbrennern. Sie können Temperaturen von bis zu 1200 °C erreichen und erfordern keine regelmäßige Wartung. Elektroheizkörper sind jedoch auch teurer als Gasbrenner.
Andere Heizquellen: In einigen Fällen können auch andere Heizquellen, wie z. B. Infrarotstrahler oder Konvektionsheizungen, verwendet werden. Diese Heizquellen sind jedoch weniger verbreitet als Gasbrenner oder Elektroheizkörper.
Die Heizung der Kammeröfen für Pulverbeschichtung erfolgt in der Regel in zwei Stufen:
Vorheizen: Die Kammer des Ofens wird zunächst auf eine niedrigere Temperatur erhitzt, um die Luftfeuchtigkeit zu reduzieren. Dies verhindert, dass sich Kondensation auf den Metallteilen bildet, die zu Unregelmäßigkeiten in der Beschichtung führen kann.
Hauptheizphase: Die Kammer des Ofens wird dann auf die erforderliche Temperatur erhitzt. Die genaue Temperatur und Zeit hängen von der Art des Metalls, der Dicke der Beschichtung und dem verwendeten Pulver ab.
Die Temperatur in der Kammer des Ofens wird mit einem Thermostat kontrolliert. Das Thermostat schaltet die Heizquelle ein oder aus, um die Temperatur auf dem gewünschten Niveau zu halten.
Die Wahl der richtigen Heizquelle und der richtigen Heizmethode ist wichtig, um eine gleichmäßige und hochwertige Beschichtung zu gewährleisten.
Vorheizen
Das Vorheizen ist ein wichtiger Schritt im Pulverbeschichtungsprozess. Es dient dazu, die Luftfeuchtigkeit in der Kammer des Ofens zu reduzieren. Dies verhindert, dass sich Kondensation auf den Metallteilen bildet, die zu Unregelmäßigkeiten in der Beschichtung führen kann.
Das Vorheizen erfolgt in der Regel bei einer Temperatur von 50 bis 100 °C. Die genaue Temperatur hängt von der Art des Ofens ab.
Das Vorheizen kann auf zwei Arten erfolgen:
Direktes Vorheizen: Die Heizquelle wird direkt auf die Luft in der Kammer des Ofens gerichtet.
Indirektes Vorheizen: Die Heizquelle wird auf die Wände oder das Dach der Kammer des Ofens gerichtet.
Das direkte Vorheizen ist schneller als das indirekte Vorheizen, kann jedoch zu einer ungleichmäßigen Verteilung der Temperatur in der Kammer führen. Das indirekte Vorheizen ist langsamer, führt jedoch zu einer gleichmäßigeren Verteilung der Temperatur.
Die Dauer des Vorheizens hängt von der Größe der Kammer des Ofens und der Luftfeuchtigkeit in der Umgebung ab. In der Regel dauert das Vorheizen etwa 30 Minuten.
Das Vorheizen ist eine wichtige Maßnahme, um eine gleichmäßige und hochwertige Pulverbeschichtung zu gewährleisten.
Vorteile des Vorheizens:
Verhindert die Bildung von Kondensation auf den Metallteilen
Verbessert die Haftung der Beschichtung
Verringert die Wahrscheinlichkeit von Luftblasen in der Beschichtung
Nachteile des Vorheizens:
Erhöht den Energieverbrauch
Erhöht die Produktionszeit
Tipps für das Vorheizen:
Die Kammer des Ofens sollte vor dem Vorheizen trocken sein.
Die Heizquelle sollte gleichmäßig auf die gesamte Kammer des Ofens verteilt sein.
Die Dauer des Vorheizens sollte ausreichend sein, um die Luftfeuchtigkeit in der Kammer zu reduzieren.
Hauptheizphase
Die Hauptheizphase ist der wichtigste Schritt im Pulverbeschichtungsprozess. In dieser Phase wird die Kammer des Ofens auf die erforderliche Temperatur erhitzt, damit das Pulver schmelzen und auf die Oberfläche des Metalls binden kann.
Die genaue Temperatur und Zeit hängen von der Art des Metalls, der Dicke der Beschichtung und dem verwendeten Pulver ab. In der Regel beträgt die Temperatur 180 bis 250 °C und die Zeit 15 bis 30 Minuten.
Die Hauptheizphase kann auf zwei Arten erfolgen:
Konvektionsheizung: Die Luft in der Kammer des Ofens wird erhitzt und zirkuliert.
Infrarotstrahlung: Die Metallteile werden direkt mit Infrarotstrahlung erhitzt.
Die Konvektionsheizung ist die gebräuchlichste Methode für die Hauptheizphase. Sie ist relativ kostengünstig und einfach zu implementieren. Die Infrarotstrahlung ist eine schnellere Methode, kann jedoch zu einer ungleichmäßigen Verteilung der Temperatur führen.
Die Hauptheizphase ist eine wichtige Maßnahme, um eine gleichmäßige und hochwertige Pulverbeschichtung zu gewährleisten.
Vorteile der Hauptheizphase:
Schmelzt das Pulver und bindet es auf die Oberfläche des Metalls
Verbessert die Haftung der Beschichtung
Verhindert die Ablösung der Beschichtung
Nachteile der Hauptheizphase:
Erhöht den Energieverbrauch
Erhöht die Produktionszeit
Tipps für die Hauptheizphase:
Die Temperatur und Zeit sollten auf die Anforderungen des jeweiligen Werkstücks abgestimmt sein.
Die Heizquelle sollte gleichmäßig auf die gesamte Kammer des Ofens verteilt sein.
Die Metallteile sollten gleichmäßig in der Kammer des Ofens verteilt sein.
Nach der Hauptheizphase
Nach der Hauptheizphase werden die Metallteile aus dem Ofen genommen und abkühlen gelassen. Die Beschichtung härtet bei Raumtemperatur aus und bildet eine schützende Schicht auf der Oberfläche des Metalls.
Einbrennofen Einzelheiten
Ein Einbrennofen ist ein spezieller Ofen, der für den Aushärteprozess von Pulverbeschichtungen verwendet wird. Dieser Prozess wird auch als Einbrennen oder Aushärten bezeichnet und ist entscheidend, um eine dauerhafte und qualitativ hochwertige Beschichtung auf Werkstücken zu gewährleisten. Hier sind einige Einzelheiten und Merkmale eines typischen Einbrennofens:
Erhitzungssystem:
Einbrennöfen verwenden leistungsstarke Heizsysteme, die oft auf elektrischer oder gasbetriebener Basis arbeiten.
Elektrische Heizelemente oder Gasbrenner erzeugen die erforderliche Wärme für das Schmelzen und Aushärten des Pulvers.
Isolierung:
Die Isolierung des Ofens ist entscheidend, um Wärmeverluste zu minimieren und eine gleichmäßige Temperaturverteilung zu gewährleisten.
Gut isolierte Öfen verbessern die Energieeffizienz und fördern eine gleichmäßige Aushärtung.
Temperatursteuerung:
Ein präzises Temperatursteuersystem regelt die Ofentemperatur während des Aushärteprozesses.
Moderne Einbrennöfen können digitale Steuerungen und Sensoren verwenden, um genaue Temperaturprofile zu gewährleisten.
Förderanlagen:
Einbrennöfen verfügen über Förderbänder oder Hängesysteme, um die beschichteten Werkstücke durch den Ofen zu befördern.
Die Geschwindigkeit der Förderanlage beeinflusst die Verweilzeit der Werkstücke im Ofen und somit den Aushärteprozess.
Kühlbereich:
Nach dem Aushärten können die Werkstücke durch einen Kühlbereich geführt werden, um auf sichere Temperaturen abzukühlen.
Dieser Bereich verbessert die Qualität der Beschichtung und stellt sicher, dass die Werkstücke sicher behandelt werden können.
Luftzirkulationssystem:
Ein effizientes Luftzirkulationssystem sorgt für eine gleichmäßige Verteilung der erwärmten Luft im Ofen.
Eine gute Luftzirkulation minimiert Hotspots und gewährleistet eine konsistente Aushärtung.
Sicherheitsvorkehrungen:
Einbrennöfen sollten mit Not-Aus-Schaltern und anderen Sicherheitsvorkehrungen ausgestattet sein, um einen sicheren Betrieb zu gewährleisten.
Die Ofenkonstruktion sollte den geltenden Sicherheitsstandards entsprechen.
Abgas- und Filteranlagen:
Einbrennöfen sollten Abgasanlagen haben, um Verbrennungsgase sicher abzuführen.
Filteranlagen können dazu beitragen, Pulverreste zu erfassen und für die Wiederverwendung zu recyceln.
Automatisierungsoptionen:
Moderne Einbrennöfen können mit automatisierten Steuerungssystemen integriert sein, die den gesamten Aushärteprozess überwachen und steuern.
Automatisierungsoptionen können auch eine Datenverarbeitung und -überwachung für Effizienz und Qualität umfassen.
Ein Einbrennofen ist ein entscheidender Bestandteil des Pulverbeschichtungsprozesses und trägt dazu bei, eine haltbare und qualitativ hochwertige Oberflächenbeschichtung auf Werkstücken zu erzielen.
Ofengröße
Ofengröße
Die Größe eines Ofens wird in der Regel durch das Volumen des Ofenraums angegeben. Das Volumen wird berechnet, indem die Länge, Breite und Höhe des Ofenraums multipliziert werden.
Die richtige Ofengröße hängt von den zu backenden Produkten ab. Kleinere Öfen sind in der Regel für kleinere Produkte geeignet, während größere Öfen für größere Produkte geeignet sind.
Faustregel für die Ofengröße
Eine Faustregel für die Ofengröße besagt, dass die Innenfläche des Ofenraums mindestens doppelt so groß sein sollte wie die Oberfläche des größten zu backenden Produkts.
Beispiel
Wenn Sie einen Kuchen mit einem Durchmesser von 20 cm backen möchten, benötigen Sie einen Ofen mit einem Innenraum von mindestens 400 cm².
Andere Faktoren, die die Ofengröße beeinflussen
Neben der Größe der zu backenden Produkte können auch andere Faktoren die Ofengröße beeinflussen, darunter:
Die Anzahl der gleichzeitig zu backenden Produkte: Wenn Sie mehrere Produkte gleichzeitig backen möchten, benötigen Sie einen größeren Ofen.
Die Art des Backens: Einige Backvorgänge erfordern einen größeren Ofen als andere.
Der Platzbedarf: Sie müssen sicherstellen, dass der Ofen in den vorgesehenen Bereich passt.
Wie man den richtigen Ofen für Ihre Bedürfnisse findet
Wenn Sie einen neuen Ofen kaufen, sollten Sie die Größe des Ofens sorgfältig berücksichtigen. Messen Sie den verfügbaren Platz und überlegen Sie, welche Produkte Sie backen möchten.
Ratschläge für die Auswahl der richtigen Ofengröße
Wenn Sie nur kleine Produkte backen möchten, benötigen Sie einen kleinen Ofen.
Wenn Sie große Produkte backen möchten, benötigen Sie einen großen Ofen.
Wenn Sie mehrere Produkte gleichzeitig backen möchten, benötigen Sie einen größeren Ofen.
Wenn Sie bestimmte Backvorgänge durchführen möchten, benötigen Sie möglicherweise einen Ofen mit einer bestimmten Größe.
Überlegen Sie, wie viel Platz Sie für den Ofen haben.
Weitere Informationen zur Ofengröße
Weitere Informationen zur Ofengröße finden Sie in den Produktbeschreibungen von Ofenherstellern. Sie können sich auch von einem Küchenplaner beraten lassen.
Temperaturbereich
Der Temperaturbereich ist der Bereich von Temperaturen, in dem ein Gerät arbeiten kann. Er wird in der Regel in Grad Celsius (°C) oder Grad Fahrenheit (°F) angegeben.
Der Temperaturbereich eines Ofens ist wichtig, da er bestimmt, welche Lebensmittel darin gebacken werden können. Ofen haben in der Regel einen Temperaturbereich von 50 °C bis 250 °C oder 122 °F bis 482 °F.
Arten von Temperaturbereichen
Es gibt zwei Hauptarten von Temperaturbereichen:
Kontinuierlicher Temperaturbereich: Ein kontinuierlicher Temperaturbereich bedeutet, dass der Ofen jede beliebige Temperatur innerhalb des Bereichs einstellen kann.
Diskreter Temperaturbereich: Ein diskreter Temperaturbereich bedeutet, dass der Ofen nur bestimmte Temperaturen innerhalb des Bereichs einstellen kann.
Temperaturbereich von Öfen
Die meisten Öfen haben einen kontinuierlichen Temperaturbereich von 50 °C bis 250 °C oder 122 °F bis 482 °F. Einige Öfen haben einen diskreten Temperaturbereich, der nur bestimmte Temperaturen innerhalb dieses Bereichs umfasst.
Temperaturbereich von anderen Geräten
Der Temperaturbereich anderer Geräte kann je nach Art des Geräts variieren. Zum Beispiel haben Kühlschränke einen Temperaturbereich von 0 °C bis 10 °C oder 32 °F bis 50 °F, während Klimaanlagen einen Temperaturbereich von 16 °C bis 32 °C oder 61 °F bis 90 °F haben.
Wie man den richtigen Temperaturbereich für ein Gerät auswählt
Wenn Sie ein neues Gerät kaufen, sollten Sie den Temperaturbereich sorgfältig berücksichtigen. Stellen Sie sicher, dass der Temperaturbereich für die Verwendung des Geräts geeignet ist.
Ratschläge für die Auswahl des richtigen Temperaturbereichs
Überlegen Sie, welche Produkte Sie mit dem Gerät verarbeiten möchten.
Lesen Sie die Produktbeschreibung des Geräts, um den Temperaturbereich zu ermitteln.
Fragen Sie einen Verkäufer oder einen Techniker nach Rat, wenn Sie sich nicht sicher sind, welcher Temperaturbereich für Sie geeignet ist.
Steuerung
Steuerung
Steuerung ist ein Prozess, bei dem eine Eingabe in eine gewünschte Ausgabe umgewandelt wird. In der Technik wird Steuerung häufig verwendet, um Maschinen oder Geräte zu steuern.
Arten von Steuerungen
Es gibt viele verschiedene Arten von Steuerungen, die für verschiedene Zwecke verwendet werden können. Einige der gebräuchlichsten Arten von Steuerungen sind:
Analoge Steuerungen: Analoge Steuerungen arbeiten mit kontinuierlichen Signalen, die eine Vielzahl von Werten annehmen können.
Digitale Steuerungen: Digitale Steuerungen arbeiten mit diskreten Signalen, die nur bestimmte Werte annehmen können.
Automatische Steuerungen: Automatische Steuerungen arbeiten ohne menschliches Eingreifen.
Eine Steuerung besteht in der Regel aus den folgenden Komponenten:
Eingabe: Die Eingabe ist die Information, die die Steuerung verarbeitet.
Verarbeitung: Die Verarbeitung ist der Prozess, bei dem die Eingabe in eine Ausgabe umgewandelt wird.
Ausgabe: Die Ausgabe ist die Information, die die Steuerung erzeugt.
Beispiele für Steuerungen
Beispiele für Steuerungen sind:
Die Steuerung eines Autos: Die Steuerung eines Autos verwendet Sensoren, um die Umgebung des Autos zu erfassen. Diese Informationen werden dann von einem Computer verarbeitet, der das Gaspedal, die Bremse und das Lenkrad steuert.
Die Steuerung eines Ofens: Die Steuerung eines Ofens verwendet einen Temperatursensor, um die Temperatur im Inneren des Ofens zu erfassen. Diese Informationen werden dann von einem Computer verarbeitet, der die Heizelemente des Ofens steuert, um die gewünschte Temperatur zu erreichen.
Die Steuerung eines Roboters: Die Steuerung eines Roboters verwendet Sensoren, um die Umgebung des Roboters zu erfassen. Diese Informationen werden dann von einem Computer verarbeitet, der die Bewegungen des Roboters steuert.
Vorteile von Steuerungen
Steuerungen bieten eine Reihe von Vorteilen, darunter:
Effizienz: Steuerungen können dazu beitragen, die Effizienz von Maschinen oder Geräten zu verbessern.
Sicherheit: Steuerungen können dazu beitragen, die Sicherheit von Maschinen oder Geräten zu verbessern.
Komfort: Steuerungen können den Komfort der Bedienung von Maschinen oder Geräten verbessern.
Nachteile von Steuerungen
Steuerungen haben auch einige Nachteile, darunter:
Kosten: Steuerungen können teuer sein.
Komplexität: Steuerungen können komplex sein.
Fehleranfälligkeit: Steuerungen können fehleranfällig sein.
Sicherheit von Steuerungen
Steuerungen müssen so sicher sein, dass sie das Risiko von Verletzungen oder Schäden minimieren. Zu den Sicherheitsmaßnahmen, die bei der Steuerung von Maschinen oder Geräten getroffen werden können, gehören:
Fehlererkennung und -korrektur: Steuerungen sollten in der Lage sein, Fehler zu erkennen und zu korrigieren, um Verletzungen oder Schäden zu verhindern.
Not-Aus-Systeme: Steuerungen sollten Not-Aus-Systeme haben, die die Maschine oder das Gerät im Notfall sofort stoppen können.
Sicherheitsvorkehrungen: Steuerungen sollten Sicherheitsvorkehrungen haben, um den Zugang zu gefährlichen Bereichen zu verhindern.
Fazit
Steuerung ist ein wichtiger Prozess, der in vielen Bereichen der Technik verwendet wird. Steuerungen können dazu beitragen, Maschinen oder Geräte effizienter, sicherer und komfortabler zu machen.
Heizelemente
Elektrische Heizelemente
Elektrische Heizelemente sind ein wichtiger Bestandteil von Pulverbeschichtungsanlagen. Sie werden verwendet, um die Pulverbeschichtung bei einer hohen Temperatur auszuhärten.
Arten von elektrischen Heizelementen in Pulveröfen:
In Pulveröfen werden in der Regel folgende Arten von elektrischen Heizelementen verwendet:
Heizpatronen: Heizpatronen sind die gebräuchlichste Art von elektrischem Heizelement in Pulveröfen. Sie bestehen aus einem spiralförmigen Draht, der in einem keramischen Rohr eingebettet ist. Heizpatronen sind in der Regel sehr effizient und können eine hohe Temperatur erzeugen.
Heizkabel: Heizkabel sind eine flexible Art von elektrischem Heizelement. Sie bestehen aus einem Draht, der mit einem Isoliermaterial umgeben ist. Heizkabel sind in der Regel kostengünstiger als Heizpatronen, aber auch weniger effizient.
Funktionsweise von elektrischen Heizelementen in Pulveröfen:
Elektrische Heizelemente in Pulveröfen werden mit Strom versorgt, wodurch sie sich erwärmen. Die Wärme wird dann an das Pulver übertragen, das dadurch aushärtet.
Sicherheit von elektrischen Heizelementen in Pulveröfen:
Elektrische Heizelemente in Pulveröfen können ein Brandrisiko darstellen, wenn sie nicht ordnungsgemäß installiert und verwendet werden. Daher ist es wichtig, die Sicherheitsvorkehrungen zu beachten, die vom Hersteller des Pulverofens angegeben werden.
Wartung von elektrischen Heizelementen in Pulveröfen:
Elektrische Heizelemente in Pulveröfen sollten regelmäßig auf Beschädigungen und Verschleiß überprüft werden. Beschädigte oder verschlissene Heizelemente sollten ersetzt werden, um die Sicherheit zu gewährleisten.
Fazit:
Elektrische Heizelemente sind ein wichtiger Bestandteil von Pulverbeschichtungsanlagen. Sie werden verwendet, um die Pulverbeschichtung bei einer hohen Temperatur auszuhärten.
Lüftungssystem
Ein Lüftungssystem ist ein System, das Luft aus einem Raum abführt und durch frische Luft ersetzt. Lüftungssysteme werden verwendet, um die Luftqualität in Innenräumen zu verbessern und die Gesundheit und das Wohlbefinden der Menschen zu schützen.
Arten von Lüftungssystemen
Es gibt viele verschiedene Arten von Lüftungssystemen, die für verschiedene Zwecke verwendet werden können. Einige der gebräuchlichsten Arten von Lüftungssystemen sind:
Natürliche Lüftung: Natürliche Lüftung erfolgt durch die Bewegung von Luft durch natürliche Kräfte wie Wind und Temperaturunterschiede.
Mechanische Lüftung: Mechanische Lüftung erfolgt durch die Verwendung von Ventilatoren oder Pumpen, um Luft zu bewegen.
Umluftbelüftung: Umluftbelüftung ist ein System, bei dem die Luft in einen Raum eingeführt und dann wieder abgesaugt wird, nachdem sie durch einen Wärmetauscher geleitet wurde, um die Wärme zurückzugewinnen.
Funktionsweise eines Lüftungssystems
Die Funktionsweise eines Lüftungssystems hängt von der Art des Systems ab. Bei natürlichen Lüftungssystemen wird die Luft durch natürliche Kräfte wie Wind und Temperaturunterschiede bewegt. Bei mechanischen Lüftungssystemen wird Luft durch Ventilatoren oder Pumpen bewegt.
Vorteile von Lüftungssystemen
Lüftungssysteme bieten eine Reihe von Vorteilen, darunter:
Verbesserung der Luftqualität: Lüftungssysteme können dazu beitragen, die Luftqualität in Innenräumen zu verbessern, indem sie verbrauchte Luft abführen und frische Luft einbringen.
Schutz der Gesundheit: Lüftungssysteme können dazu beitragen, die Gesundheit und das Wohlbefinden der Menschen zu schützen, indem sie Schadstoffe und Allergene aus der Luft entfernen.
Verbesserung des Komforts: Lüftungssysteme können dazu beitragen, den Komfort in Innenräumen zu verbessern, indem sie die Temperatur und die Luftfeuchtigkeit regulieren.
Nachteile von Lüftungssystemen
Lüftungssysteme haben auch einige Nachteile, darunter:
Kosten: Lüftungssysteme können teuer sein, sowohl in der Anschaffung als auch im Betrieb.
Energiebedarf: Lüftungssysteme können einen erheblichen Energiebedarf haben.
Wartung: Lüftungssysteme müssen regelmäßig gewartet werden, um eine ordnungsgemäße Funktion zu gewährleisten.
Sicherheit von Lüftungssystemen
Lüftungssysteme müssen so sicher sein, dass sie das Risiko von Verletzungen oder Schäden minimieren. Zu den Sicherheitsmaßnahmen, die bei der Installation und Wartung von Lüftungssystemen getroffen werden können, gehören:
Fehlererkennung und -korrektur: Lüftungssysteme sollten in der Lage sein, Fehler zu erkennen und zu korrigieren, um Verletzungen oder Schäden zu verhindern.
Not-Aus-Systeme: Lüftungssysteme sollten Not-Aus-Systeme haben, die das System im Notfall sofort stoppen können.
Sicherheitsvorkehrungen: Lüftungssysteme sollten Sicherheitsvorkehrungen haben, um den Zugang zu gefährlichen Bereichen zu verhindern.
Fazit
Lüftungssysteme sind ein wichtiger Bestandteil einer gesunden und komfortablen Innenraumluftqualität. Durch die Auswahl des richtigen Lüftungssystems für Ihre Bedürfnisse können Sie die Luftqualität in Ihrem Zuhause oder Büro verbessern und Ihre Gesundheit und Ihr Wohlbefinden schützen.
Isolierung
Isolierung
Die Isolierung eines Einbrennofens ist wichtig, um die Energiekosten zu senken und die Sicherheit zu gewährleisten. Die Isolierung verhindert, dass Wärme aus dem Ofen entweicht, wodurch der Ofen weniger Energie benötigt, um die gewünschte Temperatur zu erreichen. Außerdem kann die Isolierung dazu beitragen, dass der Ofen nicht zu heiß wird und sich dadurch keine Brandgefahr ergibt.
Arten von Isolation für Einbrennöfen
Es gibt verschiedene Arten von Isolation, die für Einbrennöfen verwendet werden können. Die gebräuchlichsten Arten sind:
Mineralwolle: Mineralwolle ist ein faseriges Material, das aus Stein, Glas oder Basalt hergestellt wird. Mineralwolle ist ein guter Wärme- und Schallisolator.
Polystyrol: Polystyrol ist ein Kunststoff, der aus kleinen, geschlossenen Zellen besteht. Polystyrol ist ein guter Wärmeisolator.
Dämmwolle: Dämmwolle ist ein faseriges Material, das aus natürlichen oder synthetischen Materialien hergestellt wird. Dämmwolle ist ein guter Wärme- und Schallisolator.
Isolierung eines Einbrennofens
Die Isolierung eines Einbrennofens sollte fachgerecht durchgeführt werden, um die gewünschten Ergebnisse zu erzielen. Die folgenden Schritte sind zu beachten:
Entfernen Sie die alte Isolierung, falls vorhanden.
Reinigen Sie die Oberfläche des Ofens gründlich.
Bringen Sie die neue Isolierung an.
Verschließen Sie alle Lücken oder Risse.
Sicherheitshinweise
Bei der Isolierung eines Einbrennofens sind folgende Sicherheitshinweise zu beachten:
Tragen Sie immer geeignete Schutzkleidung, z. B. Schutzbrille, Handschuhe und Atemschutzmaske.
Achten Sie darauf, dass der Ofen ausgeschaltet und abgekühlt ist, bevor Sie mit der Isolierung beginnen.
Verwenden Sie nur Isoliermaterial, das für den Einsatz in Einbrennöfen geeignet ist.
Fazit
Die Isolierung eines Einbrennofens ist eine wichtige Maßnahme, um die Energiekosten zu senken und die Sicherheit zu gewährleisten. Durch die fachgerechte Durchführung der Isolierung können Sie die gewünschten Ergebnisse erzielen und den Ofen über viele Jahre hinweg nutzen.
Transport
Transport
Der Transport eines Einbrennofens ist eine Aufgabe, die mit Vorsicht und Sorgfalt durchgeführt werden sollte. Der Ofen ist ein schweres und sperriges Gerät, das leicht beschädigt werden kann, wenn er nicht richtig transportiert wird.
Vorbereitung
Bevor Sie mit dem Transport des Ofens beginnen, sollten Sie folgende Vorbereitungen treffen:
Stellen Sie sicher, dass der Ofen vollständig abgekühlt ist.
Entfernen Sie alle losen Teile, wie z. B. die Türen und die Schubladen.
Sichern Sie alle beweglichen Teile, wie z. B. die Heizelemente.
Besorgen Sie sich geeignetes Transportmaterial, wie z. B. eine Palette und Spanngurte.
Transport
Der Ofen sollte auf einer stabilen Palette transportiert werden. Verwenden Sie Spanngurte, um den Ofen auf der Palette zu sichern. Achten Sie darauf, dass die Spanngurte fest genug angezogen sind, um den Ofen zu sichern, aber nicht so fest, dass sie ihn beschädigen.
Wenn der Ofen auf der Palette befestigt ist, können Sie ihn zum Transportfahrzeug fahren. Achten Sie darauf, dass der Ofen beim Transport nicht herunterfällt oder umkippt.
Lieferung
Bei der Lieferung des Ofens sollten Sie folgende Schritte beachten:
Stellen Sie sicher, dass der Lieferant den Ofen sicher anliefert.
Überprüfen Sie den Ofen nach der Lieferung auf Schäden.
Sicherheitshinweise
Beim Transport eines Einbrennofens sollten Sie folgende Sicherheitshinweise beachten:
Tragen Sie immer geeignete Schutzkleidung, wie z. B. Handschuhe und Schutzbrille.
Achten Sie darauf, dass der Ofen nicht herunterfällt oder umkippt.
Vermeiden Sie, dass der Ofen in Kontakt mit Wasser oder anderen Flüssigkeiten kommt.
Fazit
Der Transport eines Einbrennofens ist eine Aufgabe, die mit Vorsicht und Sorgfalt durchgeführt werden sollte. Durch die Einhaltung der oben genannten Schritte können Sie den Ofen sicher und unbeschädigt transportieren.
Zusätzliche Tipps
Wenn der Ofen über eine lange Strecke transportiert werden muss, sollten Sie ihn in einem geschlossenen Fahrzeug transportieren, um ihn vor Witterungseinflüssen zu schützen.
Wenn der Ofen in einem Gebäude transportiert werden muss, sollten Sie die Türen und Gänge überprüfen, um sicherzustellen, dass der Ofen durchpasst.
Wenn Sie den Ofen selbst transportieren, sollten Sie sich von einem Freund oder Verwandten helfen lassen.
Sicherheitsfunktionen
Einbrennöfen sind große und komplexe Geräte, die bei unsachgemäßer Verwendung zu Verletzungen oder Schäden führen können. Aus diesem Grund sind Einbrennöfen mit einer Reihe von Sicherheitsfunktionen ausgestattet, um die Sicherheit der Benutzer zu gewährleisten.
Die wichtigsten Sicherheitsfunktionen eines Einbrennofens sind:
Temperaturregler: Der Temperaturregler ermöglicht es dem Benutzer, die Temperatur des Ofens genau zu steuern. Dies ist wichtig, um zu verhindern, dass das Material im Ofen überhitzt und beschädigt wird.
Thermostat: Das Thermostat schaltet den Ofen automatisch ab, wenn die eingestellte Temperatur erreicht ist. Dies verhindert, dass das Material im Ofen zu lange erhitzt wird und beschädigt wird.
Überhitzungsschutz: Der Überhitzungsschutz schaltet den Ofen automatisch ab, wenn die Temperatur im Ofen zu hoch wird. Dies kann durch einen Stromausfall oder einen anderen Fehler verursacht werden.
Sicherheitsthermostat: Der Sicherheitsthermostat schaltet den Ofen automatisch ab, wenn die Temperatur im Ofen zu hoch wird. Dies kann durch einen Brand oder einen anderen Notfall verursacht werden.
Sicherheitstür: Die Sicherheitstür verhindert, dass der Benutzer den Ofen während des Betriebs öffnet. Dies ist wichtig, um Verbrennungen zu vermeiden.
Sicherheitsschalter: Der Sicherheitsschalter schaltet den Ofen automatisch ab, wenn die Tür geöffnet wird. Dies ist wichtig, um zu verhindern, dass der Ofen eingeschaltet bleibt, wenn die Tür geöffnet ist.
Zusätzliche Sicherheitsfunktionen:
Feuerlöscher: Ein Feuerlöscher sollte in der Nähe des Ofens aufbewahrt werden, um im Brandfall schnell reagieren zu können.
Not-Aus-Schalter: Der Not-Aus-Schalter schaltet den Ofen sofort ab. Er sollte in greifbarer Nähe des Ofens angebracht sein.
Warnhinweise: Der Ofen sollte mit Warnhinweisen versehen sein, die den Benutzer vor Gefahren warnen.
Sicherheitshinweise:
Lesen Sie die Bedienungsanleitung des Ofens sorgfältig durch, bevor Sie ihn verwenden.
Befolgen Sie die Sicherheitshinweise, die in der Bedienungsanleitung angegeben sind.
Lassen Sie den Ofen niemals unbeaufsichtigt.
Verwenden Sie den Ofen nur für den vorgesehenen Zweck.
Reinigen Sie den Ofen regelmäßig, um Brandgefahr zu vermeiden.
Durch die Einhaltung der oben genannten Sicherheitshinweise können Sie die Sicherheit beim Umgang mit Einbrennöfen gewährleisten.
Wir fertigen Lackieranlage für Industrie und Lackieren mit Umluft für unsere Kunden in Deutschland, Österreich und der Schweiz. Guter Preis und lange Lebensdauer
Eine Lackieranlage ist eine Einrichtung, die zum Auftragen von Lacken auf verschiedene Materialien verwendet wird. Sie besteht aus verschiedenen Komponenten wie Sprühkabinen, Vorbehandlungsanlagen, Lacktrocknern und Filtersystemen.
Sprühkabinen sind geschlossene Räume, in denen das zu lackierende Material eingebracht wird. Sie sind so konzipiert, dass sie eine saubere und kontrollierte Umgebung für das Lackieren bereitstellen. Die Luft in der Kabine wird durch ein Filtersystem gereinigt, um sicherzustellen, dass die Farbpartikel nicht aus der Kabine entweichen und die Umweltverschmutzung minimiert wird.
Vorbehandlungsanlagen werden verwendet, um die Oberfläche des zu lackierenden Materials zu reinigen und zu entfetten, um eine gute Haftung des Lacks zu gewährleisten. Dazu werden verschiedene chemische Verfahren wie Tauchbäder oder Sprühbäder eingesetzt.
Lacktrockner dienen dazu, den Lack nach dem Auftragen zu trocknen und zu härten. Infrarotstrahler oder Konvektionsofen werden häufig zur Beschleunigung des Trocknungsprozesses eingesetzt.
Filtersysteme werden verwendet, um den Ausstoß von Partikeln und Dämpfen aus der Lackieranlage zu minimieren. Es gibt verschiedene Arten von Filtersystemen wie Trockenfilter, Nassfilter und elektrostatische Abscheider, die je nach Anforderungen eingesetzt werden.
Lackieranlagen finden in vielen Branchen Anwendung, wie z.B. der Automobilindustrie, der Möbelindustrie, der Luft- und Raumfahrtindustrie, der Medizintechnik und vielen mehr. Sie sind ein wichtiger Bestandteil der Fertigungsprozesse und tragen dazu bei, dass Produkte langlebig und ästhetisch ansprechend sind.
Um eine qualitativ hochwertige Lackierung zu erreichen, ist es wichtig, dass die Lackieranlage korrekt betrieben und gewartet wird. Regelmäßige Inspektionen und Wartungen der Anlagenkomponenten sind notwendig, um eine optimale Leistung und Effizienz der Lackieranlage zu gewährleisten.
Lackieranlage
Eine Lackieranlage ist eine Maschine oder ein System, das zum Auftragen von Lack auf ein Werkstück verwendet wird. Lackieranlagen werden in einer Vielzahl von Branchen eingesetzt, darunter die Automobilindustrie, die Bauindustrie und die Möbelindustrie.
Es gibt verschiedene Arten von Lackieranlagen, die sich in der Art des Lackierverfahrens, der Größe der Anlage und der Anzahl der Werkstücke, die gleichzeitig lackiert werden können, unterscheiden.
Arten von Lackieranlagen
Die gebräuchlichsten Arten von Lackieranlagen sind:
Spritzerkabinen: In Spritzkabinen wird Lack mit einem Spritzgerät auf das Werkstück aufgetragen. Spritzkabinen sind die am häufigsten verwendeten Lackieranlagen.
Tauchanlagen: In Tauchanlagen wird das Werkstück in einen Behälter mit Lack getaucht. Tauchanlagen sind ideal für große Werkstücke, die eine gleichmäßige Beschichtung benötigen.
Rollanlagen: In Rollanlagen wird Lack mit Walzen auf das Werkstück aufgetragen. Rollanlagen sind ideal für große Werkstücke mit einer glatten Oberfläche.
Bandanlagen: In Bandanlagen wird das Werkstück über eine Förderbandanlage geführt, während es mit Lack beschichtet wird. Bandanlagen sind ideal für die Serienproduktion von Werkstücken.
Komponenten einer Lackieranlage
Eine Lackieranlage besteht aus folgenden Komponenten:
Lackbehälter: Der Lackbehälter enthält den Lack, der auf das Werkstück aufgetragen werden soll.
Spritzgerät: Das Spritzgerät wird verwendet, um den Lack auf das Werkstück aufzutragen.
Tauchbecken: Das Tauchbecken enthält den Lack, in den das Werkstück getaucht wird.
Rollen: Die Rollen werden verwendet, um den Lack auf das Werkstück aufzutragen.
Förderbandanlage: Die Förderbandanlage führt das Werkstück durch die Lackieranlage.
Filteranlage: Die Filteranlage entfernt Staub und andere Partikel aus der Luft, die die Beschichtung beschädigen könnten.
Lackierverfahren
Die gebräuchlichsten Lackierverfahren sind:
Nasslackierverfahren: Beim Nasslackierverfahren wird der Lack auf das Werkstück aufgetragen, ohne dass er vorher getrocknet wird.
Trockenlackierverfahren: Beim Trockenlackierverfahren wird der Lack vor dem Auftragen auf das Werkstück getrocknet.
Vorteile von Lackieranlagen
Lackieranlagen bieten eine Reihe von Vorteilen, darunter:
Erhöhte Produktivität: Lackieranlagen können Werkstücke schneller und effizienter lackieren als manuelle Lackierverfahren.
Verbesserte Qualität: Lackieranlagen können eine gleichmäßigere und hochwertigere Beschichtung als manuelle Lackierverfahren erzielen.
Erhöhte Sicherheit: Lackieranlagen können die Exposition von Arbeitern gegenüber gefährlichen Chemikalien reduzieren.
Nachteile von Lackieranlagen
Lackieranlagen können auch einige Nachteile haben, darunter:
Hohe Kosten: Lackieranlagen können teuer sein, insbesondere große Anlagen für die Serienproduktion.
Komplexität: Lackieranlagen können komplex zu bedienen und zu warten sein.
Umweltverschmutzung: Lackieranlagen können Luftverschmutzung verursachen.
Fazit
Lackieranlagen sind eine wichtige Maschine oder ein System, das zum Auftragen von Lack auf ein Werkstück verwendet wird. Lackieranlagen werden in einer Vielzahl von Branchen eingesetzt und bieten eine Reihe von Vorteilen, darunter erhöhte Produktivität, verbesserte Qualität und erhöhte Sicherheit.
Spritzerkabinen
Spritzerkabinen
Spritzkabinen sind ein unverzichtbares Werkzeug für alle, die Lacke oder andere Beschichtungsstoffe auftragen. Sie helfen dabei, den Spritznebel einzufangen und zu filtern, um die Umwelt und die Gesundheit der Arbeiter zu schützen.
Funktionsweise
Eine Spritzkabine besteht aus einem geschlossenen Gehäuse mit einem Ventilator, der den Spritznebel ansaugt. Der Nebel wird dann durch einen Filter geleitet, der die Partikel auffängt. Der gereinigte Luftstrom wird dann aus der Kabine abgeführt.
Arten von Spritzkabinen
Es gibt zwei Haupttypen von Spritzkabinen: Umluft- und Wasserwäschekabinen.
Umluftkabinen sind die gebräuchlichste Art von Spritzkabine. Sie verwenden einen Ventilator, um den Spritznebel ansaugen und durch einen Filter zu leiten. Der gereinigte Luftstrom wird dann wieder in die Kabine zurückgeführt.
Wasserwäschekabinen verwenden Wasser, um den Spritznebel zu entfernen. Der Spritznebel wird durch einen Wasserstrahl gesaugt, der die Partikel ablöst und in den Abfluss leitet.
Auswahl einer Spritzkabine
Bei der Auswahl einer Spritzkabine sollten Sie die folgenden Faktoren berücksichtigen:
Größe: Die Kabine sollte groß genug sein, um das zu lackierende Objekt aufzunehmen.
Luftstrom: Der Luftstrom sollte ausreichend sein, um den Spritznebel zu entfernen.
Filter: Der Filter sollte die Partikel effektiv entfernen.
Sicherheit: Die Kabine sollte über Sicherheitsvorrichtungen verfügen, um die Arbeiter zu schützen.
Sicherheit
Spritzkabinen können gefährlich sein, wenn sie nicht ordnungsgemäß verwendet werden. Es ist wichtig, die folgenden Sicherheitsvorkehrungen zu treffen:
Tragen Sie Schutzkleidung, einschließlich einer Atemschutzmaske, einer Schutzbrille und einer Schutzkleidung.
Lassen Sie die Kabine niemals unbeaufsichtigt.
Verwenden Sie nur zugelassene Lacke und Beschichtungsstoffe.
Wartung
Spritzkabinen sollten regelmäßig gewartet werden, um ihre Leistung zu erhalten. Dazu gehört das Reinigen des Filters und die Überprüfung der Sicherheitsvorrichtungen.
Fazit
Spritzkabinen sind ein wichtiges Werkzeug für alle, die Lacke oder andere Beschichtungsstoffe auftragen. Bei der Auswahl einer Spritzkabine sollten Sie die Größe, den Luftstrom, den Filter und die Sicherheit berücksichtigen. Es ist auch wichtig, die Sicherheitsvorkehrungen bei der Verwendung einer Spritzkabine zu beachten.
Tauchanlagen
Tauchanlagen sind ein weiterer wichtiger Typ von Reinigungsanlage, der zum Entfetten, Reinigen, Konservieren oder Entlacken von Teilen verwendet wird. Die Teile werden in das Waschmedium eingetaucht, entweder in Körben oder direkt auf einer Beladeplattform.
Tauchanlagen gibt es in einer Vielzahl von Größen und Konfigurationen, die für eine Vielzahl von Anwendungen geeignet sind. Sie werden in einer Vielzahl von Branchen eingesetzt, darunter die Automobilindustrie, die Luft- und Raumfahrtindustrie und die Lebensmittelindustrie.
Tauchanlagen arbeiten nach dem Prinzip der Diffusion. Das Waschmedium, das in der Regel eine Lösung aus Wasser und einem chemischen Reiniger ist, diffundiert durch die Oberfläche der Teile und löst die Verschmutzungen auf. Die Schwerkraft hilft dabei, die Verschmutzungen aus den Teilen zu entfernen.
Tauchanlagen bieten eine Reihe von Vorteilen gegenüber anderen Reinigungsmethoden, darunter:
Effizienz: Tauchanlagen können eine große Anzahl von Teilen gleichzeitig reinigen.
Effektivität: Tauchanlagen können eine Vielzahl von Verschmutzungen entfernen, einschließlich Öl, Fett, Schmutz und Rost.
Kontinuität: Tauchanlagen können kontinuierlich betrieben werden, was zu einer höheren Produktivität führt.
Tauchanlagen sind jedoch auch mit einigen Nachteilen verbunden, darunter:
Kosten: Tauchanlagen können teuer sein.
Raum: Tauchanlagen benötigen viel Platz.
Sicherheit: Tauchanlagen können gefährlich sein, wenn sie nicht ordnungsgemäß verwendet werden.
Tauchanlagen sind ein wichtiges Werkzeug für die industrielle Reinigung. Sie bieten eine Reihe von Vorteilen gegenüber anderen Reinigungsmethoden und können in einer Vielzahl von Anwendungen eingesetzt werden
Tauchbecken
Ein Tauchbecken ist ein Behälter, der zum Eintauchen von Gegenständen in Wasser oder eine andere Flüssigkeit verwendet wird. Tauchbecken werden in einer Vielzahl von Anwendungen verwendet, darunter:
Reinigen: Tauchbecken werden zum Reinigen von Gegenständen von Schmutz, Öl und anderen Verunreinigungen verwendet.
Desinfizieren: Tauchbecken werden zum Desinfizieren von Gegenständen zur Entfernung von Bakterien und anderen Krankheitserregern verwendet.
Konservieren: Tauchbecken werden zum Konservieren von Gegenständen verwendet, um sie vor Korrosion oder anderen Schäden zu schützen.
Beizen: Tauchbecken werden zum Beizen von Gegenständen verwendet, um ihnen eine dekorative oder schützende Beschichtung zu verleihen.
Tauchbecken gibt es in einer Vielzahl von Größen und Konfigurationen. Sie können aus Metall, Kunststoff oder anderen Materialien hergestellt werden. Tauchbecken werden in der Regel mit einem Pumpensystem ausgestattet, das die Flüssigkeit in das Becken und wieder heraus befördert.
Bei der Auswahl eines Tauchbeckens sollten Sie die folgenden Faktoren berücksichtigen:
Größe: Das Tauchbecken muss groß genug sein, um die zu reinigenden oder zu behandelnden Gegenstände aufzunehmen.
Material: Das Material des Tauchbeckens muss für die zu verwendende Flüssigkeit geeignet sein.
Konstruktion: Das Tauchbecken sollte solide und langlebig sein.
Sicherheit: Das Tauchbecken sollte über Sicherheitsvorrichtungen verfügen, um die Benutzer zu schützen.
Tauchbecken sind ein nützliches Werkzeug für eine Vielzahl von Anwendungen. Sie können helfen, Gegenstände sauber, desinfiziert, konserviert oder behandelt zu halten.
Rollanlagen
Rollanlagen sind Geräte, die zum Aufrollen oder Abwickeln von Materialien wie Papier, Folie, Stoff oder Kabel verwendet werden. Sie bestehen aus einer Trommel oder Rolle, auf die das Material aufgewickelt wird, und einem Mechanismus, der das Material aufrollt oder abwickelt.
Rollanlagen gibt es in einer Vielzahl von Größen und Konfigurationen, die für eine Vielzahl von Anwendungen geeignet sind. Sie werden in einer Vielzahl von Branchen eingesetzt, darunter die Druckindustrie, die Lebensmittelindustrie und die Verpackungsindustrie.
Rollanlagen arbeiten nach dem Prinzip der Drehung. Das Material wird um die Trommel oder Rolle gewickelt, während die Trommel oder Rolle sich dreht. Der Mechanismus, der das Material aufrollt oder abwickelt, kann manuell, elektrisch oder hydraulisch betrieben werden.
Rollanlagen bieten eine Reihe von Vorteilen gegenüber anderen Methoden zum Aufrollen oder Abwickeln von Materialien, darunter:
Effizienz: Rollanlagen können Materialien schnell und einfach aufrollen oder abwickeln.
Genauigkeit: Rollanlagen können Materialien mit hoher Präzision aufrollen oder abwickeln.
Kontinuität: Rollanlagen können Materialien kontinuierlich aufrollen oder abwickeln.
Rollanlagen sind ein wichtiges Werkzeug für eine Vielzahl von Anwendungen. Sie können helfen, Materialien schnell, einfach und präzise aufzurollen oder abzuwickeln.
Arten von Rollanlagen
Es gibt zwei Haupttypen von Rollanlagen:
Manuelle Rollanlagen: Diese Anlagen werden von Hand betrieben.
Automatische Rollanlagen: Diese Anlagen werden elektrisch oder hydraulisch betrieben.
Manuelle Rollanlagen
Manuelle Rollanlagen sind die einfachste und kostengünstigste Art von Rollanlage. Sie werden häufig in kleinen Werkstätten und Unternehmen eingesetzt.
Manuelle Rollanlagen bestehen in der Regel aus einer Trommel oder Rolle, die mit einer Handkurbel oder einem Griff verbunden ist. Das Material wird um die Trommel oder Rolle gewickelt, während die Trommel oder Rolle von Hand gedreht wird.
Automatische Rollanlagen
Automatische Rollanlagen sind die effizienteste Art von Rollanlage. Sie werden häufig in großen Werkstätten und Unternehmen eingesetzt.
Automatische Rollanlagen werden in der Regel von einem Elektromotor oder einem Hydrauliksystem angetrieben. Das Material wird um die Trommel oder Rolle gewickelt, während die Trommel oder Rolle von dem Elektromotor oder dem Hydrauliksystem angetrieben wird.
Rollanlagen für spezielle Anwendungen
Es gibt auch Rollanlagen, die für spezielle Anwendungen konzipiert sind. Dazu gehören:
Rollanlagen für schwere Materialien: Diese Anlagen sind für das Aufrollen oder Abwickeln von schweren Materialien wie Metall oder Kunststoff ausgelegt.
Rollanlagen für empfindliche Materialien: Diese Anlagen sind für das Aufrollen oder Abwickeln von empfindlichen Materialien wie Papier oder Glas ausgelegt.
Rollanlagen für Lebensmittel: Diese Anlagen sind für das Aufrollen oder Abwickeln von Lebensmitteln wie Fleisch oder Käse ausgelegt.
Wartung von Rollanlagen
Rollanlagen sollten regelmäßig gewartet werden, um ihre Leistung zu erhalten. Dazu gehört das Reinigen der Trommel oder Rolle, das Schmieren der Lager und die Überprüfung der Sicherheitsvorrichtungen.
Sicherheit bei Rollanlagen
Rollanlagen können gefährlich sein, wenn sie nicht ordnungsgemäß verwendet werden. Es ist wichtig, die folgenden Sicherheitsvorkehrungen zu treffen:
Tragen Sie Schutzkleidung, einschließlich einer Schutzbrille und Handschuhen.
Lassen Sie die Anlage niemals unbeaufsichtigt.
Verwenden Sie die Anlage nur für den vorgesehenen Zweck.
Fazit
Rollanlagen sind ein wichtiges Werkzeug für eine Vielzahl von Anwendungen. Sie können helfen, Materialien schnell, einfach und präzise aufzurollen oder abzuwickeln.
Bandanlagen
Das Lackieren von Bandanlagen ist ein wichtiger Prozess, um die Anlagen vor Korrosion und anderen Schäden zu schützen. Es kann auch dazu beitragen, die Anlagen sauberer und ästhetischer zu machen.
Arten von Lacken für Bandanlagen
Es gibt eine Vielzahl von Lacken, die für Bandanlagen geeignet sind. Die Wahl des richtigen Lacks hängt von verschiedenen Faktoren ab, darunter:
Die Art des Materials, aus dem die Anlage besteht.
Die Umgebung, in der die Anlage betrieben wird.
Die gewünschten Eigenschaften des Lacks, z. B. Glanz, Haltbarkeit oder Farbton.
Beliebte Arten von Lacken für Bandanlagen sind:
Epoxidharzlacke: Epoxidharzlacke sind sehr haltbar und bieten einen guten Schutz vor Korrosion. Sie sind jedoch auch relativ teuer und schwer zu verarbeiten.
Polyurethanlacke: Polyurethanlacke sind ebenfalls sehr haltbar und bieten einen guten Schutz vor Korrosion. Sie sind jedoch auch etwas teurer als Epoxidharzlacke.
Acryllacke: Acryllacke sind relativ kostengünstig und leicht zu verarbeiten. Sie bieten jedoch keinen so guten Schutz vor Korrosion wie Epoxidharzlacke oder Polyurethanlacke.
Vorbereitung der Bandanlage
Bevor die Bandanlage lackiert werden kann, muss sie gründlich gereinigt und entfettet werden. Dies ist wichtig, um sicherzustellen, dass der Lack gut haftet.
Die Bandanlage kann mit einem Hochdruckreiniger oder einem chemischen Entfetter gereinigt werden. Anschließend sollte die Anlage mit einem Tuch oder einer Bürste abgewischt werden, um alle Rückstände zu entfernen.
Applikation des Lacks
Der Lack kann mit einem Pinsel, einer Rolle oder einem Spritzgerät aufgetragen werden. Die Wahl der Applikationsmethode hängt von der Größe der Bandanlage und der Art des Lacks ab.
Bei der Verwendung eines Pinsels oder einer Rolle ist es wichtig, gleichmäßige Schichten aufzutragen. Bei der Verwendung eines Spritzgerätes ist es wichtig, den Abstand zum Lackierobjekt einzuhalten, um eine gleichmäßige Beschichtung zu erzielen.
Trocknung des Lacks
Die Trockenzeit des Lacks hängt von der Art des Lacks und der Umgebungsbedingungen ab. In der Regel sollte der Lack mindestens 24 Stunden trocknen, bevor die Bandanlage wieder in Betrieb genommen wird.
Sicherheitsmaßnahmen
Beim Lackieren von Bandanlagen ist es wichtig, die folgenden Sicherheitsmaßnahmen zu treffen:
Tragen Sie Schutzkleidung, einschließlich einer Schutzbrille, eines Atemschutzes und Handschuhen.
Arbeiten Sie in einem gut belüfteten Bereich.
Vermeiden Sie den Kontakt des Lacks mit Haut oder Augen.
Fazit
Das Lackieren von Bandanlagen ist ein wichtiger Prozess, der die Lebensdauer und die Leistung der Anlagen verbessern kann. Durch die Einhaltung der richtigen Verfahren und Sicherheitsmaßnahmen können Sie ein qualitativ hochwertiges Lackierergebnis erzielen und sich vor Verletzungen schützen.
Zusätzliche Tipps für das Lackieren von Bandanlagen
Wenn Sie eine Bandanlage lackieren, die mit Lebensmitteln in Kontakt kommt, verwenden Sie einen Lebensmittelzulassungs-Lack.
Wenn Sie eine Bandanlage lackieren, die in einer rauen Umgebung betrieben wird, verwenden Sie einen Lack, der für diese Umgebung geeignet ist.
Wenn Sie eine Bandanlage lackieren, die in einer feuchten Umgebung betrieben wird, verwenden Sie einen Lack, der gegen Feuchtigkeit beständig ist.
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sich durch seine umweltfreundlichen Eigenschaften und Langlebigkeit der Beschichtung auszeichnet. Im Gegensatz zu herkömmlichen flüssigen Beschichtungen werden bei der Pulverbeschichtung trockene Pulverpartikel elektrostatisch auf die Oberfläche eines Werkstücks aufgebracht. Anschließend wird das Pulver in einem Ofen erhitzt, wodurch es schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Vorteile der Pulverbeschichtung umfassen:
Umweltfreundlichkeit: Keine Lösungsmittel und geringere Emissionen von flüchtigen organischen Verbindungen (VOC).
Effizienz: Hohe Materialausnutzung und weniger Abfall.
Robustheit: Gute Beständigkeit gegen chemische, mechanische und Witterungseinflüsse.
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen sind zentraler Bestandteil des Pulverbeschichtungsprozesses und umfassen die komplette Infrastruktur, die zur Anwendung von Pulverbeschichtungen erforderlich ist. Diese Anlagen sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedlichen industriellen Anforderungen gerecht zu werden.
Typen von Pulverbeschichtungsanlagen:
Manuelle Pulverbeschichtungsanlagen: Ideal für kleinere Betriebe oder spezialisierte Anwendungen, bei denen Flexibilität gefordert ist. Sie bestehen aus einer Pulverkabine, einem Pulvergerät und einem Einbrennofen.
Halbautomatische Anlagen: Kombinieren manuelle und automatische Prozesse, um eine höhere Effizienz bei mittleren Produktionsvolumina zu erreichen. Diese Anlagen bieten eine gute Balance zwischen Flexibilität und Automatisierung.
Vollautomatische Pulverbeschichtungsanlagen: Entwickelt für Großserienproduktionen. Diese Anlagen sind vollständig automatisiert und beinhalten Fördersysteme, automatische Pistolen und integrierte Steuerungssysteme, um hohe Produktionsgeschwindigkeiten und gleichbleibende Qualität zu gewährleisten.
Pulverkabinen
Pulverkabinen für Hand- und Automatikbeschichtung
Pulverkabinen sind spezielle Räume oder Gehäuse, in denen der Pulverbeschichtungsprozess stattfindet. Sie spielen eine entscheidende Rolle bei der Gewährleistung einer sauberen und kontrollierten Umgebung für die Pulverbeschichtung.
Typen von Pulverkabinen:
Offene Kabinen: Diese Kabinen sind ideal für kleine bis mittlere Anwendungen. Sie bieten einen offenen Zugang für den Bediener, sind jedoch weniger effektiv bei der Kontrolle von Overspray.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und minimieren Overspray durch integrierte Luftführungssysteme. Geschlossene Kabinen sind in der Regel effizienter und sicherer.
Selbstreinigende Kabinen: Ausgestattet mit automatischen Reinigungssystemen, die den Farbwechsel und die Wartung erleichtern. Diese Kabinen sind besonders nützlich in Anwendungen mit häufigem Farbwechsel.
Sicherheits- und Umweltaspekte: Pulverkabinen sind so konzipiert, dass sie die Sicherheit der Bediener gewährleisten und die Umweltbelastung minimieren. Dazu gehören Belüftungssysteme, Filter zur Partikelabscheidung und Schutzvorrichtungen, die den Kontakt mit dem Pulver verhindern.
Einbrennöfen
Einbrennofen Elektrisch
Der Einbrennofen ist ein unverzichtbarer Bestandteil des Pulverbeschichtungsprozesses, da er die notwendigen Temperaturen bereitstellt, um das aufgetragene Pulver zu einer harten, widerstandsfähigen Oberfläche zu verschmelzen.
Typen von Einbrennöfen:
Chargenöfen: Ideal für kleinere Produktionen oder variierende Chargengrößen. Diese Öfen sind flexibel und können unterschiedliche Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien, bei denen hohe Durchsatzraten erforderlich sind. Teile werden auf einem Förderband durch den Ofen transportiert, was eine konstante Verarbeitung ermöglicht.
Energieeffizienz und Temperatursteuerung: Moderne Einbrennöfen sind energieeffizient und bieten präzise Temperaturregelung, um gleichbleibende Beschichtungsqualität zu gewährleisten. Technologien wie Wärmerückgewinnungssysteme und fortschrittliche Isolierung tragen zur Reduzierung des Energieverbrauchs bei.
Pulvergeräte
Pulverbeschichtungspistole
Pulvergeräte sind für die Anwendung der Pulverbeschichtung unerlässlich. Sie bestehen aus verschiedenen Komponenten, die zusammenarbeiten, um das Pulver gleichmäßig und effizient auf die Oberfläche des Werkstücks aufzubringen.
Arten von Pulvergeräten:
Elektrostatische Sprühpistolen: Verwenden Hochspannung, um Pulverpartikel elektrostatisch aufzuladen, was eine gleichmäßige Verteilung und Haftung auf dem Werkstück fördert.
Pulverförderer: Transportieren das Pulver vom Vorratsbehälter zur Sprühpistole. Sie sind entscheidend für die Konsistenz und Effizienz des Beschichtungsprozesses.
Elektrostatik spielt eine zentrale Rolle bei der Pulverbeschichtung, da sie die Anziehungskraft zwischen den Pulverpartikeln und der Oberfläche erhöht und so eine gleichmäßige Beschichtung ermöglicht.
Auswahlkriterien für Pulvergeräte umfassen:
Kompatibilität: Passend für die spezifischen Anforderungen der Anwendung.
Flexibilität: Anpassungsfähigkeit an unterschiedliche Werkstückgrößen und -formen.
Effizienz: Hohe Materialausnutzung und minimierter Pulververbrauch.
Automatische Pulverbeschichtungsanlagen
Automatische Pulverbeschichtungsanlagen bieten zahlreiche Vorteile, insbesondere in Bezug auf Effizienz und Konsistenz. Sie sind ideal für Großserienproduktionen und tragen zur Senkung der Betriebskosten bei.
Vorteile der Automatisierung:
Erhöhte Produktivität: Automatische Systeme können kontinuierlich arbeiten und so die Produktionskapazität erheblich steigern.
Gleichbleibende Qualität: Minimierung von Fehlern und Variabilität durch präzise Steuerung der Beschichtungsparameter.
Kostenersparnis: Reduzierung der Arbeitskosten und des Materialverbrauchs durch optimierte Prozesse.
Komponenten und Funktionsweise:
Fördersysteme: Transportieren Werkstücke automatisch durch den Beschichtungsprozess.
Automatische Sprühpistolen: Verteilen das Pulver gleichmäßig auf den Werkstücken.
Integrierte Steuerungssysteme: Überwachen und steuern alle Aspekte des Beschichtungsprozesses, einschließlich Temperatur, Sprühzeit und Pulvermenge.
Ersatzteile für Pulverbeschichtungsanlagen
Ersatzteile sind entscheidend für die Wartung und Langlebigkeit von Pulverbeschichtungsanlagen. Regelmäßige Wartung und der rechtzeitige Austausch von Verschleißteilen sind unerlässlich, um Ausfallzeiten zu minimieren und die Effizienz der Anlagen aufrechtzuerhalten.
Wichtige Ersatzteile und ihre Funktionen:
Sprühdüsen: Stellen die gleichmäßige Verteilung des Pulvers sicher.
Filter: Entfernen überschüssige Pulverpartikel aus der Kabinenluft.
Förderbänder: Transportieren die Werkstücke durch den Beschichtungsprozess.
Wartung und Instandhaltung:
Regelmäßige Inspektionen: Identifizieren potenzielle Probleme frühzeitig und ermöglichen rechtzeitige Reparaturen.
Ersatzteilmanagement: Sicherstellung der Verfügbarkeit von Ersatzteilen zur Minimierung von Ausfallzeiten.
Zukunft der Pulverbeschichtungstechnologie
Pulverfördersystem
Die Pulverbeschichtungstechnologie entwickelt sich kontinuierlich weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Zu den wichtigsten Trends und Entwicklungen gehören:
Nachhaltigkeit: Einsatz umweltfreundlicher Materialien und Verfahren zur Reduzierung des ökologischen Fußabdrucks.
Fortschrittliche Materialien: Entwicklung neuer Pulverformeln, die verbesserte Eigenschaften wie Korrosionsbeständigkeit und UV-Stabilität bieten.
Digitalisierung: Integration von IoT und datenbasierten Lösungen zur Optimierung des Beschichtungsprozesses und zur Verbesserung der Qualitätssicherung.
Fazit
Pulverbeschichtungsanlagen und ihre Komponenten sind ein wesentlicher Bestandteil moderner Produktionsprozesse. Sie bieten eine umweltfreundliche, effiziente und langlebige Lösung für die Oberflächenveredelung. Durch die ständige Weiterentwicklung der Technologie und den Einsatz von Automatisierung können Unternehmen ihre Effizienz steigern und gleichzeitig die Qualität ihrer Produkte sicherstellen.
Ich hoffe, dieser umfassende Überblick über Pulverbeschichtungsanlagen und verwandte Komponenten ist hilfreich. Wenn Sie weitere Informationen oder spezifische Details zu einem bestimmten Abschnitt wünschen, lassen Sie es mich bitte wissen!
Wie lange hält Pulverbeschichtung?
Aktuelle Entwicklungen und Innovationen
Die Haltbarkeit einer Pulverbeschichtung kann je nach Anwendung, Umgebung und Qualität der Beschichtung stark variieren. Hier sind einige Faktoren, die die Lebensdauer einer Pulverbeschichtung beeinflussen können:
Faktoren, die die Haltbarkeit beeinflussen:
Qualität des Pulvers:
Pulverformulierung: Hochwertige Pulverlacke bieten in der Regel eine längere Haltbarkeit und bessere Widerstandsfähigkeit gegen Umwelteinflüsse.
UV-Stabilität: Speziell formulierte Pulverlacke mit UV-Schutz verlängern die Lebensdauer bei Anwendungen im Freien.
Vorbereitung der Oberfläche:
Reinigung: Eine gründliche Reinigung der Oberfläche vor der Beschichtung ist entscheidend, um eine gute Haftung des Pulvers zu gewährleisten.
Vorbehandlung: Verfahren wie das Phosphatieren oder Sandstrahlen verbessern die Haftung und Korrosionsbeständigkeit.
Bedingungen der Anwendung:
Innen- vs. Außenanwendung: Pulverbeschichtungen im Innenbereich können Jahrzehnte halten, während Beschichtungen im Außenbereich stärker durch UV-Strahlung, Feuchtigkeit und Temperaturschwankungen beansprucht werden.
Mechanische Belastung: Starke mechanische Belastungen oder Abnutzung können die Lebensdauer der Beschichtung verkürzen.
Betriebsumgebung:
Korrosive Umgebungen: In Industriegebieten oder maritimen Umgebungen kann die Lebensdauer aufgrund der erhöhten Korrosionsgefahr kürzer sein.
Witterungseinflüsse: Regionen mit extremen Wetterbedingungen können die Lebensdauer der Pulverbeschichtung verkürzen.
Beschichtungsdicke:
Eine angemessene Schichtdicke ist wichtig, um eine gleichmäßige Abdeckung und ausreichenden Schutz zu gewährleisten.
Typische Lebensdauer
Innenanwendungen: Pulverbeschichtungen, die in Innenbereichen aufgebracht werden, können oft 15-20 Jahre oder länger halten, da sie weniger extremen Bedingungen ausgesetzt sind.
Außenanwendungen: Bei Außenanwendungen hängt die Lebensdauer stark von den Umweltbedingungen ab, kann jedoch typischerweise zwischen 5 und 10 Jahren liegen. Hochwertige Pulverbeschichtungen, die speziell für den Außenbereich entwickelt wurden, können bis zu 15 Jahre oder länger halten, wenn sie regelmäßig gewartet werden.
Industrieanwendungen: In industriellen Anwendungen, die häufig aggressiven Chemikalien oder starker mechanischer Beanspruchung ausgesetzt sind, kann die Lebensdauer kürzer sein und erfordert häufigere Inspektionen und Wartungen.
Verlängerung der Haltbarkeit
Um die Lebensdauer der Pulverbeschichtung zu maximieren, sind folgende Maßnahmen empfehlenswert:
Regelmäßige Inspektion und Wartung: Frühe Erkennung von Schäden und rechtzeitige Reparaturen können die Haltbarkeit erheblich verlängern.
Vermeidung von physikalischen Schäden: Sorgfältiger Umgang mit beschichteten Oberflächen reduziert das Risiko von Kratzern und Abplatzungen.
Schutz vor chemischen Einflüssen: Vermeidung von Kontakt mit aggressiven Chemikalien und Reinigungsmitteln, die die Beschichtung angreifen könnten.
Fazit
Die Pulverbeschichtung ist eine langlebige und widerstandsfähige Methode zur Oberflächenveredelung, die bei richtiger Anwendung und Wartung viele Jahre halten kann. Die tatsächliche Lebensdauer hängt jedoch von zahlreichen Faktoren ab, einschließlich der Qualität des Pulvers, der Vorbereitung der Oberfläche und den Umgebungsbedingungen, denen die beschichteten Teile ausgesetzt sind.
Wartungstipps für Anlagen
Pulverpistole
Um die Langlebigkeit und Effizienz von Pulverbeschichtungsanlagen zu gewährleisten, ist eine regelmäßige Wartung entscheidend. Hier sind einige Wartungstipps, die Ihnen helfen, die Leistung Ihrer Anlagen zu maximieren und Ausfallzeiten zu minimieren:
1. Allgemeine Inspektion
Regelmäßige Überprüfungen: Führen Sie wöchentliche oder monatliche Inspektionen der gesamten Anlage durch, um sicherzustellen, dass alle Komponenten ordnungsgemäß funktionieren.
Sichtprüfung: Überprüfen Sie auf sichtbare Abnutzung, Schäden oder lose Teile, die die Funktion beeinträchtigen könnten.
2. Pulverkabinen
Filterwartung:
Reinigung oder Austausch: Reinigen oder ersetzen Sie die Filter regelmäßig, um eine effiziente Luftführung und Partikelabscheidung zu gewährleisten.
Filtertypen beachten: Verwenden Sie immer die vom Hersteller empfohlenen Filtertypen.
Kabinenreinigung:
Regelmäßige Reinigung: Halten Sie die Kabinenwände und -böden sauber, um Ansammlungen von überschüssigem Pulver zu vermeiden.
Staubabsaugung: Stellen Sie sicher, dass die Absauganlage regelmäßig geleert und gewartet wird, um eine optimale Funktion zu gewährleisten.
3. Einbrennöfen
Temperaturüberwachung:
Regelmäßige Kalibrierung: Überprüfen Sie regelmäßig die Kalibrierung der Temperatursteuerung, um eine gleichbleibende Beschichtungsqualität sicherzustellen.
Thermoelemente prüfen: Überprüfen Sie die Thermoelemente auf Genauigkeit und Funktionstüchtigkeit.
Ofenreinigung:
Innenreinigung: Entfernen Sie regelmäßig Rückstände und Ablagerungen im Inneren des Ofens, um die Effizienz zu erhalten.
Dichtungen überprüfen: Überprüfen Sie die Dichtungen an Türen und Durchgängen auf Abnutzung und tauschen Sie sie bei Bedarf aus.
4. Pulvergeräte
Sprühpistolenwartung:
Düsenreinigung: Reinigen Sie die Düsen regelmäßig, um Verstopfungen und ungleichmäßige Sprühmuster zu vermeiden.
Ersatzteile prüfen: Halten Sie Ersatzdüsen und andere Verschleißteile bereit, um Ausfallzeiten zu minimieren.
Pulverförderer:
Reinigungsintervalle: Reinigen Sie die Pulverförderer, um Blockaden zu verhindern und eine gleichmäßige Pulverzufuhr zu gewährleisten.
Antriebssysteme warten: Überprüfen Sie regelmäßig die Antriebe und Lager auf Verschleiß und tauschen Sie sie bei Bedarf aus.
5. Fördersysteme
Kettenspannung und Schmierung:
Spannung überprüfen: Kontrollieren Sie die Spannung der Förderketten und passen Sie sie bei Bedarf an, um einen reibungslosen Betrieb zu gewährleisten.
Schmierung: Schmieren Sie alle beweglichen Teile regelmäßig, um Verschleiß zu minimieren.
Lagerwartung:
Überprüfung der Lager: Überprüfen Sie die Lager auf Abnutzung und tauschen Sie sie bei Bedarf aus.
Schmiermittel verwenden: Verwenden Sie die vom Hersteller empfohlenen Schmiermittel, um die Lebensdauer der Lager zu verlängern.
6. Automatisierte Systeme
Steuerungssysteme:
Software-Updates: Halten Sie die Software der Steuerungssysteme auf dem neuesten Stand, um Effizienz und Sicherheit zu gewährleisten.
Fehlerprotokollierung: Überwachen Sie Fehlerprotokolle, um potenzielle Probleme frühzeitig zu erkennen.
Sensoren und Aktoren:
Funktionsprüfung: Überprüfen Sie regelmäßig die Sensoren und Aktoren auf ihre Funktionsfähigkeit und ersetzen Sie defekte Teile.
Kalibrierung: Führen Sie regelmäßige Kalibrierungen durch, um die Genauigkeit der automatisierten Systeme zu gewährleisten.
7. Ersatzteile und Lagerhaltung
Ersatzteilmanagement:
Bestandskontrolle: Führen Sie eine genaue Bestandskontrolle der Ersatzteile, um Ausfallzeiten durch fehlende Teile zu vermeiden.
Qualität der Ersatzteile: Verwenden Sie stets hochwertige Originalersatzteile, um die Funktionalität der Anlagen zu gewährleisten.
8. Schulung des Personals
Regelmäßige Schulungen: Schulen Sie Ihr Personal regelmäßig in der Bedienung und Wartung der Anlagen, um Bedienfehler zu vermeiden und die Sicherheit zu erhöhen.
Notfallverfahren: Stellen Sie sicher, dass alle Mitarbeiter mit den Notfallverfahren vertraut sind, um im Falle eines Ausfalls schnell reagieren zu können.
9. Dokumentation
Wartungsprotokolle: Führen Sie detaillierte Wartungsprotokolle, um den Wartungsverlauf und alle durchgeführten Arbeiten zu dokumentieren.
Checklisten verwenden: Nutzen Sie Wartungschecklisten, um sicherzustellen, dass alle erforderlichen Maßnahmen regelmäßig durchgeführt werden.
Fazit
Durch die Einhaltung dieser Wartungstipps können Sie die Effizienz und Lebensdauer Ihrer Pulverbeschichtungsanlagen maximieren. Eine gut gewartete Anlage führt zu einer höheren Produktqualität, weniger Ausfallzeiten und einer längeren Lebensdauer der Geräte. Regelmäßige Wartung ist eine Investition, die sich durch verbesserte Leistung und geringere Betriebskosten auszahlt.
Automatisierungsoptionen
Automatische Pulverbeschichtungsanlage
Automatisierungsoptionen in der Pulverbeschichtung bieten zahlreiche Vorteile, darunter erhöhte Effizienz, gleichbleibende Qualität und reduzierte Betriebskosten. Im Folgenden werden verschiedene Automatisierungsoptionen erläutert, die in modernen Pulverbeschichtungsanlagen eingesetzt werden können:
1. Automatische Sprühsysteme
Automatische Sprühsysteme sind eine wesentliche Komponente für die Automatisierung der Pulverbeschichtung und bieten präzise und gleichmäßige Beschichtungen. Sie bestehen aus mehreren automatisierten Sprühpistolen, die auf robotergesteuerten Armen montiert sind.
Robotergestützte Sprühpistolen: Diese Pistolen sind an Roboterarmen befestigt, die programmierbar sind, um komplexe Bewegungsmuster auszuführen und die Sprühwinkel für unterschiedliche Werkstückgeometrien zu optimieren.
Pulvermengensteuerung: Automatisierte Systeme ermöglichen die genaue Steuerung der Pulvermengen, was zu einer gleichmäßigen Schichtdicke und weniger Abfall führt.
Adaptive Technologie: Moderne Systeme nutzen Sensoren, um die Werkstückgeometrie in Echtzeit zu erfassen und die Sprühmuster entsprechend anzupassen.
2. Fördersysteme
Automatisierte Fördersysteme transportieren die Werkstücke durch die verschiedenen Phasen des Beschichtungsprozesses und tragen dazu bei, den Durchsatz zu erhöhen.
Overhead-Fördersysteme: Diese Systeme transportieren die Teile über Kopf durch die Kabinen und Öfen, was den Bodenraum frei hält und die Effizienz erhöht.
Ketten- und Schienensysteme: Förderbänder und Schienensysteme bieten Flexibilität bei der Gestaltung der Produktionslinie und können an unterschiedliche Anforderungen angepasst werden.
Variable Geschwindigkeit: Einige Fördersysteme ermöglichen die Anpassung der Geschwindigkeit je nach Werkstückgröße und Prozessanforderungen.
3. Einbrennöfen mit Automatisierung
Einbrennöfen können durch Automatisierung effizienter und präziser arbeiten, was die Qualität der Beschichtung verbessert.
Automatisierte Temperaturregelung: Intelligente Steuerungssysteme passen die Ofentemperatur in Echtzeit an, um die optimale Aushärtung der Pulverbeschichtung zu gewährleisten.
Zeitschaltuhren und Sensoren: Integrierte Timer und Sensoren helfen dabei, den Aushärtungsprozess genau zu überwachen und die Energieeffizienz zu maximieren.
Automatische Türsteuerung: Automatische Türen öffnen und schließen sich synchron mit dem Ein- und Ausgang der Werkstücke, um den Wärmeverlust zu minimieren.
4. Qualitätskontrollsysteme
Automatisierte Qualitätskontrollsysteme sorgen dafür, dass die Beschichtungen den festgelegten Standards entsprechen und verringern den Bedarf an manueller Inspektion.
Visuelle Inspektionssysteme: Kameras und Bildverarbeitungstechnologien prüfen die Beschichtungsqualität und identifizieren sofort Fehler oder Unregelmäßigkeiten.
Schichtdickenmessung: Berührungslose Messsysteme können die Dicke der Pulverbeschichtung präzise messen und Daten zur weiteren Analyse bereitstellen.
Echtzeit-Datenanalyse: Datenerfassungs- und Analysesysteme ermöglichen die Überwachung des gesamten Prozesses und helfen bei der Identifizierung von Optimierungspotenzialen.
5. Software-Integration
Softwarelösungen spielen eine entscheidende Rolle bei der Automatisierung, indem sie verschiedene Systeme integrieren und den Betrieb effizienter gestalten.
Leitsysteme (SCADA): Supervisory Control and Data Acquisition (SCADA) Systeme bieten eine zentrale Steuerung und Überwachung aller Anlagenkomponenten.
IoT-Integration: Internet of Things (IoT) Technologien ermöglichen die Vernetzung der Geräte und die Fernüberwachung sowie -steuerung der Prozesse.
Produktionsmanagement-Software: Diese Softwarelösungen helfen bei der Planung und Verwaltung von Produktionsabläufen, indem sie Daten aus verschiedenen Quellen konsolidieren.
6. Automatisierte Farbwechsel
Für Betriebe, die häufige Farbwechsel durchführen müssen, bieten automatisierte Farbwechselsysteme erhebliche Vorteile.
Schneller Farbwechsel: Automatisierte Systeme reduzieren die Zeit, die für den Farbwechsel benötigt wird, was die Produktionsausfallzeiten minimiert.
Minimierung von Pulverabfall: Durch den Einsatz von selbstreinigenden Sprühpistolen und Kabinen wird der Pulververbrauch optimiert.
7. Wartungsautomatisierung
Auch die Wartung von Anlagen kann automatisiert werden, um die Betriebszeiten zu maximieren und unvorhergesehene Ausfälle zu reduzieren.
Vorausschauende Wartung: Sensoren überwachen den Zustand der Anlagenkomponenten in Echtzeit und prognostizieren Wartungsbedarf, bevor Probleme auftreten.
Automatisierte Fehlerdiagnose: Diagnose-Tools identifizieren Probleme und bieten Lösungsvorschläge, die die Wartungseffizienz erhöhen.
Vorteile der Automatisierung in der Pulverbeschichtung
Erhöhte Produktivität: Automatisierte Systeme ermöglichen eine höhere Produktionsrate bei gleichzeitig konsistenter Qualität.
Geringere Betriebskosten: Durch die Optimierung des Materialverbrauchs und die Reduzierung des Arbeitsaufwands senken Automatisierungssysteme die Betriebskosten.
Verbesserte Qualität: Gleichbleibende Beschichtungsqualität und reduzierte Fehlerraten durch präzise Steuerung und Überwachung.
Umweltfreundlichkeit: Automatisierung reduziert den Pulverabfall und verbessert die Energieeffizienz der Anlagen.
Fazit
Automatisierungsoptionen in der Pulverbeschichtung bieten eine Vielzahl von Vorteilen und sind entscheidend für die Steigerung der Effizienz und Qualität in der Produktion. Die Integration von Robotik, fortschrittlicher Software und intelligenter Steuerung ermöglicht es Unternehmen, wettbewerbsfähig zu bleiben und gleichzeitig die Umweltbelastung zu reduzieren. Die Entscheidung für die richtige Kombination von Automatisierungstechnologien hängt von den spezifischen Anforderungen und Zielen des Unternehmens ab.
Automatisierungsvorteile
Die Stahlkabine für Pulverbeschichtung
Automatisierung in der Pulverbeschichtungsindustrie bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion steigern können. Hier sind die wichtigsten Vorteile der Automatisierung erklärt:
1. Erhöhte Effizienz
Höhere Produktionsraten: Automatisierte Systeme können kontinuierlich ohne Unterbrechungen arbeiten, was zu höheren Durchsatzraten führt. Dies bedeutet, dass mehr Teile in kürzerer Zeit beschichtet werden können, was die Gesamtproduktivität steigert.
Schnellere Zykluszeiten: Automatisierung reduziert die Bearbeitungszeit pro Werkstück erheblich, da Maschinen schneller und präziser arbeiten können als Menschen.
Minimierte Stillstandszeiten: Automatisierte Wartung und vorausschauende Diagnose minimieren ungeplante Ausfallzeiten, was die Verfügbarkeit der Anlage erhöht.
2. Gleichbleibende Qualität
Präzise Beschichtungsanwendung: Automatisierte Sprühsysteme sorgen für eine gleichmäßige Schichtdicke und reduzieren menschliche Fehler, die zu Qualitätsabweichungen führen können.
Wiederholgenauigkeit: Automatisierte Systeme wiederholen dieselben Bewegungen und Prozesse mit hoher Genauigkeit, was zu konsistenter Produktqualität führt, unabhängig von der Produktionsmenge.
Echtzeit-Qualitätskontrolle: Durch den Einsatz von Sensoren und Kameras können automatisierte Systeme kontinuierlich die Qualität der Beschichtung überwachen und sofort Anpassungen vornehmen.
3. Reduzierte Betriebskosten
Materialeinsparungen: Automatisierung optimiert den Einsatz von Pulvermaterialien, wodurch Abfall reduziert und die Materialnutzung verbessert wird.
Geringere Arbeitskosten: Der Bedarf an manueller Arbeit wird verringert, was die Personalkosten senkt. Mitarbeiter können in anderen Bereichen eingesetzt werden, wo menschliches Urteilsvermögen und Kreativität erforderlich sind.
Energieeffizienz: Automatisierte Systeme sind oft energieeffizienter, da sie optimierte Prozesse und Technologien verwenden, um den Energieverbrauch zu minimieren.
4. Verbesserte Sicherheit
Reduzierte Exposition gegenüber Gefahrenstoffen: Automatisierung minimiert den direkten Kontakt der Mitarbeiter mit potenziell gefährlichen Chemikalien und Pulvern, was das Risiko von Gesundheitsproblemen reduziert.
Sicherheitsüberwachung: Automatisierte Anlagen sind häufig mit Sicherheitssensoren ausgestattet, die Unfälle verhindern und im Notfall schnelle Reaktionen ermöglichen.
Ergonomische Vorteile: Mitarbeiter müssen weniger körperlich anspruchsvolle Aufgaben erledigen, was das Risiko von arbeitsbedingten Verletzungen verringert.
5. Flexibilität und Anpassungsfähigkeit
Schnelle Anpassung an Produktänderungen: Automatisierte Systeme können schnell neu programmiert werden, um auf Änderungen im Produktdesign oder der Produktion umzustellen, was die Flexibilität erhöht.
Einfache Integration neuer Technologien: Durch modulare Designs können neue Technologien oder Prozesse problemlos in bestehende Systeme integriert werden.
Vielfältige Anwendungsmöglichkeiten: Automatisierung kann an eine Vielzahl von Werkstückgrößen, -formen und -materialien angepasst werden, was die Vielseitigkeit der Produktion erhöht.
6. Nachhaltigkeit und Umweltfreundlichkeit
Reduzierung von Abfall und Emissionen: Automatisierte Systeme optimieren den Materialverbrauch und reduzieren den Überspray, was zu weniger Abfall und geringeren Emissionen führt.
Ressourceneffizienz: Durch die optimale Nutzung von Energie und Materialien tragen automatisierte Systeme zu nachhaltigeren Produktionsprozessen bei.
Verbesserte Umweltbilanz: Unternehmen können ihre Umweltziele leichter erreichen und ihre ökologische Verantwortung wahrnehmen.
7. Daten- und Prozessoptimierung
Datengesteuerte Entscheidungsfindung: Automatisierte Systeme sammeln kontinuierlich Daten, die zur Analyse und Optimierung der Produktionsprozesse verwendet werden können.
Prozessoptimierung durch IoT: Internet of Things (IoT) Technologien ermöglichen die Echtzeitüberwachung und -steuerung von Prozessen, was die Effizienz und Transparenz erhöht.
Vorausschauende Wartung: Durch die Analyse von Maschinendaten können Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Ausfällen führen.
Fazit
Die Automatisierung in der Pulverbeschichtung bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion erheblich steigern. Durch den Einsatz modernster Technologien können Unternehmen ihre Betriebskosten senken, die Produktsicherheit erhöhen und gleichzeitig ihre Umweltbilanz verbessern. Die Investition in Automatisierungslösungen zahlt sich langfristig durch höhere Produktivität, verbesserte Qualität und größere Flexibilität aus. Unternehmen, die Automatisierungstechnologien integrieren, positionieren sich besser im Wettbewerb und sind in der Lage, schneller auf Marktveränderungen zu reagieren.
Beispiele für Automatisierung
Hubgerät für Pulverbeschichtung
Hier sind einige konkrete Beispiele für Automatisierung in der Pulverbeschichtungsindustrie, die verdeutlichen, wie moderne Technologien den Beschichtungsprozess optimieren und verbessern können:
1. Robotergesteuerte Sprühapplikationen
Automatisierte Spritzroboter: Diese Roboterarme sind mit elektrostatischen Sprühpistolen ausgestattet und können komplexe Bewegungsmuster programmieren, um Teile unterschiedlicher Formen und Größen effizient zu beschichten. Durch die Robotersteuerung wird eine gleichmäßige Schichtdicke erreicht, und es gibt weniger Overspray.Beispiel: In der Automobilindustrie werden Karosserieteile oft mit robotergestützten Sprühsystemen beschichtet, um eine gleichmäßige und hochwertige Oberfläche zu gewährleisten. Ein Unternehmen wie ABB Robotics bietet Lösungen, die auf die spezifischen Anforderungen der Automobilindustrie zugeschnitten sind.
2. Automatische Fördersysteme
Overhead-Kettenförderer: Diese Systeme transportieren die Teile durch verschiedene Prozessschritte wie Reinigung, Beschichtung und Aushärtung. Sie ermöglichen einen kontinuierlichen Produktionsfluss und minimieren manuelle Eingriffe.Beispiel: Bei der Herstellung von Metallmöbeln werden Teile oft auf Förderbändern bewegt, die sie durch alle Beschichtungsphasen führen. Unternehmen wie Nordson bieten komplexe Fördersysteme an, die an verschiedene Produktionslayouts angepasst werden können.
3. Automatisierte Farbwechselsysteme
Schnellwechselkabinen: Diese Kabinen sind darauf ausgelegt, den Farbwechselprozess zu beschleunigen. Sie verfügen über automatische Reinigungszyklen und programmierbare Steuerungen, die den Farbwechsel effizienter machen.Beispiel: In der Fahrradindustrie, wo häufig Farbvarianten angeboten werden, nutzen Hersteller automatisierte Systeme, um den Farbwechsel schnell durchzuführen, ohne die Produktion zu verlangsamen. Systeme von Gema Switzerland bieten automatische Farbwechseltechnologien, die in der Branche weit verbreitet sind.
4. Intelligente Einbrennöfen
Automatisierte Temperatur- und Zeitsteuerung: Einbrennöfen sind mit Sensoren ausgestattet, die die Temperatur und den Durchsatz in Echtzeit überwachen und anpassen, um die optimale Aushärtung der Beschichtung zu gewährleisten.Beispiel: In der Elektronikindustrie, wo präzise Temperaturkontrollen entscheidend sind, verwenden Hersteller automatisierte Öfen, um die empfindlichen Komponenten richtig zu behandeln. Unternehmen wie Despatch Industries bieten Öfen an, die auf solche spezifischen Anforderungen abgestimmt sind.
5. Echtzeit-Qualitätskontrollsysteme
Vision-Systeme für die Inspektion: Kameras und Bildverarbeitungstechnologien erfassen die Beschichtungsqualität in Echtzeit, erkennen Fehler und ermöglichen sofortige Korrekturmaßnahmen.Beispiel: In der Luftfahrtindustrie, wo höchste Qualitätsstandards gelten, werden Vision-Systeme eingesetzt, um die Beschichtungen auf Flugzeugteilen zu überprüfen. Anbieter wie Cognex bieten fortschrittliche Bildverarbeitungslösungen an, die in diesen Anwendungen genutzt werden.
6. Datenanalyse und IoT-Integration
IoT-gestützte Prozessüberwachung: Sensoren an verschiedenen Stellen der Produktionslinie sammeln Daten, die zur Optimierung des gesamten Beschichtungsprozesses genutzt werden können. IoT-Plattformen ermöglichen eine zentrale Überwachung und Anpassung der Systeme in Echtzeit.Beispiel: Ein Hersteller von landwirtschaftlichen Maschinen nutzt IoT-Daten, um die Effizienz der Pulverbeschichtungsanlage zu verbessern und Wartungszyklen zu optimieren. Unternehmen wie Siemens bieten umfassende IoT-Lösungen an, die solche Anwendungen unterstützen.
7. Vorausschauende Wartung
Condition Monitoring: Automatisierte Überwachungssysteme analysieren kontinuierlich den Zustand von Anlagenkomponenten und prognostizieren Wartungsbedarf, bevor Ausfälle auftreten.Beispiel: Ein Hersteller von Haushaltsgeräten implementiert vorausschauende Wartung, um die Lebensdauer seiner Beschichtungsanlagen zu verlängern und die Verfügbarkeit zu maximieren. Lösungen von GE Digital bieten solche Condition-Monitoring-Tools an.
8. Automatisierte Reinigungssysteme
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungszyklen, die das Entfernen von Pulverrückständen und die Vorbereitung für den nächsten Durchgang erleichtern.Beispiel: In der Herstellung von Baukomponenten, die unterschiedliche Beschichtungen erfordern, helfen selbstreinigende Systeme, die Wechselzeiten zwischen den verschiedenen Pulverlacken zu verkürzen. Systeme von Wagner bieten effiziente Reinigungsoptionen, die in solchen Anwendungen zum Einsatz kommen.
Fazit
Automatisierung in der Pulverbeschichtungsindustrie bietet vielfältige Möglichkeiten, die Produktion zu optimieren und gleichzeitig die Qualität zu steigern. Durch den Einsatz von robotergesteuerten Sprühsystemen, automatisierten Fördersystemen, intelligenten Einbrennöfen und fortschrittlichen Überwachungs- und Wartungstechnologien können Unternehmen ihre Effizienz erhöhen und ihre Wettbewerbsfähigkeit verbessern. Die Investition in Automatisierungstechnologien ermöglicht es Unternehmen, sich schnell an Marktveränderungen anzupassen und gleichzeitig ihre Produktionskosten zu senken.
Komponenten einer Komplette Pulverbeschichtungsanlage
Pulverbeschichtungsanlage mit Traversen
Eine komplette Pulverbeschichtungsanlage besteht aus mehreren wesentlichen Komponenten, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu gewährleisten. Hier sind die Hauptkomponenten einer solchen Anlage und ihre Funktionen:
1. Vorbehandlungssystem
Oberflächenvorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt, um sicherzustellen, dass die Oberfläche des Werkstücks sauber und bereit für die Beschichtung ist. Die Vorbehandlung verbessert die Haftung der Pulverbeschichtung und erhöht die Korrosionsbeständigkeit.
Reinigungsstationen: Entfernen Öl, Fett, Staub und andere Verunreinigungen von der Oberfläche des Werkstücks.
Phosphatier- oder Chromatierstationen: Bilden eine Schutzschicht, die die Haftung verbessert und die Korrosionsbeständigkeit erhöht.
Spül- und Trocknungsstationen: Stellen sicher, dass das Werkstück frei von chemischen Rückständen und trocken ist, bevor es zur Beschichtung weitergeleitet wird.
2. Pulverkabinen
Automatische Pulverbeschichtungsanlage
Die Pulverkabine ist der Bereich, in dem das Pulver elektrostatisch auf die Werkstücke aufgetragen wird. Sie ist so konzipiert, dass sie eine saubere und kontrollierte Umgebung bietet, um überschüssiges Pulver effizient zurückzugewinnen.
Offene Kabinen: Geeignet für kleinere, manuelle Anwendungen, wo der Bediener direkten Zugang benötigt.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und sind effizienter bei der Kontrolle und Rückgewinnung von Overspray.
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungssysteme, die den Farbwechsel und die Wartung erleichtern.
3. Pulverauftragsgeräte
Automatisierte Pulverbeschichtung
Diese Geräte sind für die eigentliche Anwendung des Pulvers auf die Werkstücke verantwortlich und bestehen aus verschiedenen Komponenten, die den Pulverauftrag optimieren.
Elektrostatische Sprühpistolen: Laden die Pulverpartikel elektrostatisch auf, damit sie gleichmäßig auf der Werkstückoberfläche haften.
Pulverförderer: Transportieren das Pulver von den Vorratsbehältern zur Sprühpistole und sorgen für eine gleichmäßige Pulverzufuhr.
Steuerungseinheiten: Erlauben die Anpassung der Auftragsparameter wie Spannung, Pulverfluss und Sprühzeit.
4. Fördersysteme
Fördersysteme
Fördersysteme transportieren die Werkstücke durch die verschiedenen Stationen der Beschichtungsanlage, von der Vorbehandlung bis zur Aushärtung.
Kettenförderer: Bieten kontinuierliche Bewegung und sind ideal für die Massenproduktion.
Schienen- und Rollensysteme: Ermöglichen Flexibilität bei der Anordnung der Produktionslinie.
Pufferzonen: Bereiche, in denen Werkstücke zwischengelagert werden können, um den Produktionsfluss zu optimieren.
5. Einbrennöfen
Pulverofen
Einbrennöfen sind entscheidend für die Aushärtung der Pulverbeschichtung, da sie die erforderliche Wärme bereitstellen, um das Pulver zu schmelzen und eine dauerhafte Oberfläche zu schaffen.
Chargenöfen: Ideal für kleinere Produktionen mit variablen Chargengrößen; sie bieten Flexibilität und können verschiedene Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien mit hohen Durchsatzraten. Teile werden auf einem Förderband durch den Ofen transportiert.
Konvektions- und Infrarotöfen: Verschiedene Technologien bieten spezifische Vorteile in Bezug auf Aufheizgeschwindigkeit und Energieeffizienz.
6. Rückgewinnungs- und Recycling-Systeme
Zyklonrückgewinnung
Diese Systeme sind darauf ausgelegt, überschüssiges Pulver aufzufangen und wiederzuverwenden, um Abfall zu minimieren und die Effizienz zu maximieren.
Zyklonabscheider: Trennen überschüssiges Pulver aus der Luft und führen es zurück in den Beschichtungsprozess.
Filtersysteme: Entfernen Feinstaub aus der Luft und stellen sicher, dass nur saubere Luft in die Umgebung abgegeben wird.
Siebsysteme: Stellen sicher, dass nur qualitativ hochwertiges Pulver erneut verwendet wird, indem sie Verunreinigungen entfernen.
7. Steuerungs- und Überwachungssysteme
Moderne Steuerungssysteme ermöglichen die Überwachung und Anpassung aller Aspekte des Beschichtungsprozesses in Echtzeit.
Prozessleitsysteme (PLS): Überwachen und steuern den gesamten Produktionsablauf und bieten Echtzeit-Daten zur Optimierung der Prozesse.
Benutzeroberflächen: Intuitive Bedienpanels ermöglichen eine einfache Steuerung und Anpassung der Systemeinstellungen.
Datenanalyse-Tools: Erfassen und analysieren Daten zur Prozessoptimierung und Fehlererkennung.
8. Kühlzonen
Nach dem Aushärtungsprozess müssen die Werkstücke auf Raumtemperatur abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden können.
Luftkühlungssysteme: Nutzen Luftzirkulation, um die Werkstücke effizient abzukühlen.
Wasserkühlungssysteme: In speziellen Anwendungen, wo schnelle Abkühlung erforderlich ist, können Wasserkühlungssysteme eingesetzt werden.
9. Materialhandling-Systeme
Diese Systeme unterstützen das Be- und Entladen von Werkstücken und die Bewegung innerhalb der Anlage.
Robotiksysteme: Automatisierte Roboterarme, die Werkstücke präzise positionieren und handhaben.
Hubsysteme: Unterstützen beim Transport schwerer Werkstücke innerhalb der Anlage.
10. Wartungseinrichtungen
Regelmäßige Wartung ist entscheidend, um die Effizienz und Lebensdauer der Anlage zu gewährleisten.
Integrierte Wartungstools: Sensoren und Software zur vorausschauenden Wartung, die den Zustand der Anlage überwachen und Wartungsbedarf identifizieren.
Zugängliche Wartungsbereiche: Einfache Zugänglichkeit für regelmäßige Inspektionen und Reparaturen.
Fazit
Eine komplette Pulverbeschichtungsanlage besteht aus vielen Komponenten, die zusammenarbeiten, um eine effiziente, qualitativ hochwertige und umweltfreundliche Beschichtung zu gewährleisten. Jede Komponente spielt eine entscheidende Rolle im Beschichtungsprozess, von der Vorbereitung der Werkstücke bis zur Aushärtung der Beschichtung. Die Wahl der richtigen Technologien und die Integration von Automatisierungslösungen können den Betrieb optimieren und die Produktionsziele eines Unternehmens effektiv unterstützen.
Anlagengröße
Pulverauftragskammer
Die Größe von Pulverbeschichtungsanlagen kann je nach den spezifischen Anforderungen eines Unternehmens stark variieren. Die Anlagengröße hängt von mehreren Faktoren ab, darunter die Art und Größe der zu beschichtenden Werkstücke, das Produktionsvolumen und die verfügbaren räumlichen Gegebenheiten. Hier sind einige wichtige Überlegungen und Optionen zur Variation der Anlagengröße:
Faktoren, die die Anlagengröße beeinflussen
Art der zu beschichtenden Werkstücke
Kleinere Teile: Bei der Beschichtung von kleineren Teilen, wie z. B. Elektrokomponenten oder kleinen Metallteilen, können kompaktere Anlagen eingesetzt werden.
Große Werkstücke: Für größere Teile, wie Automobilkarosserien oder große Maschinenteile, sind größere Anlagen mit geräumigen Kabinen und Öfen erforderlich.
Produktionsvolumen
Kleinserienproduktion: Unternehmen, die kleinere Produktionsvolumen handhaben, können mit einfacheren und kleineren Anlagen auskommen.
Massenproduktion: Für hohe Produktionsvolumen sind größere und komplexere Anlagen notwendig, die einen kontinuierlichen Betrieb ermöglichen.
Verfügbare Fläche
Kompakte Lösungen: In begrenzten Räumlichkeiten können platzsparende Designs und integrierte Systeme genutzt werden, um den verfügbaren Platz optimal zu nutzen.
Großflächige Anlagen: In größeren Einrichtungen kann eine weitläufige Anordnung von Vorbehandlung, Beschichtung und Aushärtung erfolgen, um einen reibungslosen Produktionsablauf zu gewährleisten.
Prozessanforderungen
Vielseitigkeit: Anlagen, die verschiedene Beschichtungsarten und Materialien verarbeiten müssen, erfordern möglicherweise eine modulare Struktur, die Anpassungen erlaubt.
Spezialanforderungen: Bestimmte Anwendungen, wie z. B. die Beschichtung von hitzeempfindlichen Materialien, erfordern spezifische Anpassungen der Anlagengröße und -konfiguration.
Optionen zur Variation der Anlagengröße
1. Modulare Anlagen
Modulare Anlagen sind flexibel und können an unterschiedliche Produktionsanforderungen angepasst werden. Sie bestehen aus separaten Modulen, die nach Bedarf hinzugefügt oder entfernt werden können.
Vorteile:
Flexibilität: Einfaches Anpassen und Erweitern der Anlage, um auf wechselnde Produktionsanforderungen zu reagieren.
Kosteneffizienz: Investitionen können nach und nach getätigt werden, indem nur die notwendigen Module erworben werden.
Einfache Wartung: Einzelne Module können leicht gewartet oder ausgetauscht werden, ohne den gesamten Betrieb zu unterbrechen.
Beispiele:
Modulare Kabinen: Erlauben die Anpassung der Kabinengröße je nach Werkstückgröße.
Erweiterbare Fördersysteme: Zusätzliche Förderstrecken können hinzugefügt werden, um den Produktionsfluss zu erweitern.
2. Kompakte Anlagen
Kompakte Anlagen sind ideal für Unternehmen mit begrenztem Platzangebot oder für kleinere Produktionsvolumen.
Vorteile:
Platzsparend: Effektive Nutzung des verfügbaren Raums.
Geringere Investitionskosten: Reduzierte Anfangsinvestitionen durch den kleineren Maßstab der Anlage.
Schnellere Installation: Einfachere und schnellere Implementierung.
Beispiele:
Mini-Kabinen: Kleinere Beschichtungskabinen für spezialisierte Anwendungen.
Integrierte Systeme: Anlagen, die Vorbehandlung, Beschichtung und Aushärtung in einem kompakten Layout vereinen.
3. Großflächige Anlagen
Für Unternehmen mit hohen Produktionsanforderungen oder großen Werkstücken sind großflächige Anlagen notwendig.
Vorteile:
Hohe Kapazität: Eignen sich für die Massenproduktion und den gleichzeitigen Betrieb mehrerer Linien.
Vielseitigkeit: Möglichkeit, mehrere Prozesse gleichzeitig durchzuführen.
Effizienz: Optimierte Produktionsabläufe durch die großzügige Gestaltung der Anlage.
Beispiele:
Mehrere Kabinen und Öfen: Separate Bereiche für unterschiedliche Farben oder Materialien.
Erweiterte Fördersysteme: Lange Förderstrecken für den Transport großer oder zahlreicher Teile.
Planungsüberlegungen bei der Anlagengrößenauswahl
Zukunftsprognosen
Marktentwicklung: Berücksichtigen Sie mögliche Expansionen oder Veränderungen in der Nachfrage.
Technologische Fortschritte: Planen Sie für zukünftige Anpassungen oder Upgrades der Anlage.
Kostenüberlegungen
Anfangsinvestition vs. Betriebskosten: Wägen Sie die Anfangsinvestitionen gegen die langfristigen Betriebskosten ab.
Finanzielle Flexibilität: Planen Sie die Finanzierung der Anlage im Einklang mit den finanziellen Möglichkeiten und Zielen des Unternehmens.
Integration und Kompatibilität
Bestehende Infrastruktur: Überprüfen Sie die Kompatibilität der neuen Anlage mit bestehenden Systemen und Einrichtungen.
Erweiterungsmöglichkeiten: Planen Sie die Integration zukünftiger Erweiterungen oder Module.
Umwelt- und Sicherheitsstandards
Regulierungen: Stellen Sie sicher, dass die Anlage alle relevanten Umwelt- und Sicherheitsstandards erfüllt.
Nachhaltigkeit: Berücksichtigen Sie umweltfreundliche Technologien und Praktiken bei der Planung und dem Betrieb der Anlage.
Fazit
Die Größe einer Pulverbeschichtungsanlage kann an die spezifischen Bedürfnisse und Anforderungen eines Unternehmens angepasst werden. Durch die Auswahl der richtigen Anlagengröße und -konfiguration können Unternehmen ihre Produktionsziele effizient erreichen, die Qualität ihrer Produkte verbessern und die Betriebskosten optimieren. Ob modular, kompakt oder großflächig, jede Anlagengröße hat ihre eigenen Vorteile und Herausforderungen, die sorgfältig abgewogen werden müssen, um die besten Ergebnisse zu erzielen.
Benötigte Mitarbeiterzahl
Beschichtungseinheit
Die Anzahl der benötigten Mitarbeiter für den Betrieb einer Pulverbeschichtungsanlage hängt von mehreren Faktoren ab, darunter die Größe und Automatisierung der Anlage, das Produktionsvolumen, die Art der zu beschichtenden Werkstücke und die spezifischen betrieblichen Anforderungen. Hier sind einige Überlegungen, um die optimale Mitarbeiterzahl für den Betrieb einer Pulverbeschichtungsanlage zu bestimmen:
1. Faktoren, die die Mitarbeiterzahl beeinflussen
a. Größe der Anlage
Kleine Anlagen:
Typischerweise weniger Mitarbeiter erforderlich.
Häufig eine Mischung aus manuellen und halbautomatisierten Prozessen.
Große Anlagen:
Mehr Mitarbeiter erforderlich, insbesondere bei einer hohen Produktionskapazität.
Automatisierte Systeme können jedoch den Bedarf an Personal verringern.
b. Automatisierungsgrad
Hochautomatisierte Anlagen:
Reduzierter Bedarf an manueller Arbeit.
Erfordern jedoch technisches Personal für die Überwachung, Wartung und Programmierung der Anlagen.
Manuelle oder halbautomatisierte Anlagen:
Höherer Personalbedarf für die Bedienung und Überwachung der Anlagen.
c. Produktionsvolumen
Niedriges Produktionsvolumen:
Geringerer Personalbedarf.
Mehr Flexibilität bei der Planung von Schichten.
Hohes Produktionsvolumen:
Mehr Mitarbeiter erforderlich, um den Produktionsfluss aufrechtzuerhalten.
Möglicherweise mehrere Schichten zur Maximierung der Betriebszeit.
d. Werkstücktypen
Komplexe oder große Werkstücke:
Erfordern möglicherweise mehr Personal für die Handhabung und Inspektion.
Spezialisierte Mitarbeiter für die Anpassung der Beschichtungsparameter.
Kleine oder standardisierte Teile:
Weniger Personal für die Handhabung erforderlich.
Prozessabläufe sind oft einfacher und standardisiert.
2. Typische Rollen in einer Pulverbeschichtungsanlage
a. Produktionsmitarbeiter
Bediener der Beschichtungsanlagen:
Verantwortlich für das Auftragen der Pulverbeschichtung.
Überwachung der Qualität und Sicherstellung der richtigen Parameter.
Vorbehandlungsmitarbeiter:
Durchführung von Reinigungs- und Vorbehandlungsprozessen.
Sicherstellung, dass die Werkstücke ordnungsgemäß vorbereitet sind.
b. Technisches Personal
Wartungstechniker:
Regelmäßige Wartung und Reparatur der Anlagen.
Überwachung der Systemleistung und Durchführung von Fehlerbehebungen.
Automatisierungs- und Steuerungstechniker:
Programmierung und Überwachung automatisierter Systeme.
Anpassung der Steuerungsparameter und Optimierung der Prozesse.
c. Qualitätssicherung
Qualitätsinspektoren:
Durchführung von Qualitätskontrollen zur Sicherstellung der Einhaltung von Standards.
Verwendung von Messgeräten zur Überprüfung der Schichtdicke und Oberflächenqualität.
Prozessoptimierer:
Analyse von Produktionsdaten zur Verbesserung der Effizienz und Qualität.
Implementierung von Verbesserungsmaßnahmen.
d. Management und Verwaltung
Produktionsleiter:
Überwachung der gesamten Produktionslinie.
Koordination der Mitarbeiter und Sicherstellung der Zielerreichung.
Logistik- und Materialplaner:
Verwaltung der Materialflüsse und Bestände.
Planung der Produktion auf Basis von Nachfrage und Kapazität.
3. Beispiel einer Mitarbeiterverteilung
Hier ist ein Beispiel für die Mitarbeiterverteilung in einer mittelgroßen, teilautomatisierten Pulverbeschichtungsanlage:
Rolle
Anzahl der Mitarbeiter
Beschreibung
Bediener der Vorbehandlung
2-3
Verantwortlich für Reinigung und Vorbereitung der Werkstücke.
Pulverbeschichtungsbediener
3-4
Durchführung des Beschichtungsprozesses.
Wartungstechniker
1-2
Wartung und Reparatur der Anlagen.
Automatisierungstechniker
1-2
Überwachung der automatisierten Systeme und Prozesssteuerung.
Qualitätsinspektoren
1-2
Überprüfung der Qualität der beschichteten Teile.
Produktionsleiter
1
Leitung der Produktion und Koordination der Schichten.
Logistik- und Materialplaner
1
Verwaltung der Materialbestände und Produktionsplanung.
4. Optimierung der Mitarbeiterzahl
Um die Mitarbeiterzahl effizient zu nutzen, können Unternehmen folgende Strategien in Betracht ziehen:
Schulung und Weiterbildung: Regelmäßige Schulungen, um die Qualifikation der Mitarbeiter zu verbessern und sie auf mehrere Aufgaben vorzubereiten.
Einsatz von Zeitarbeitern: Flexible Personalplanung durch den Einsatz von Zeitarbeitskräften, um bei Bedarf Spitzenbelastungen abzufangen.
Prozessoptimierung: Einsatz von Lean-Management-Prinzipien, um Prozesse zu optimieren und den Personalbedarf zu reduzieren.
Investition in Automatisierung: Einsatz von Automatisierungstechnologien zur Reduzierung des manuellen Arbeitsaufwands und Verbesserung der Effizienz.
Fazit
Die optimale Anzahl der Mitarbeiter in einer Pulverbeschichtungsanlage hängt von vielen Faktoren ab, darunter die Größe der Anlage, der Automatisierungsgrad und das Produktionsvolumen. Durch den Einsatz von Automatisierung, Schulung und Prozessoptimierung können Unternehmen ihre Personalkosten minimieren und gleichzeitig die Effizienz und Qualität ihrer Produktion maximieren. Eine sorgfältige Planung und Anpassung der Personalressourcen ist entscheidend, um den Erfolg der Anlage zu gewährleisten.
Wir fertigen Trocknungsanlage mit Umluft für unsere Kunden in Deutschland, Österreich und der Schweiz. Guter Preis und lange Lebensdauer
Eine Trocknungsanlage wird oft als Teil der Vorbehandlung in der industriellen Produktion eingesetzt. Sie dient dazu, das Material nach dem Vorbehandlungsprozess zu trocknen, bevor es in den nächsten Fertigungsschritt geht. Der Zweck der Trocknungsanlage besteht darin, eine saubere und trockene Oberfläche zu schaffen, um eine optimale Haftung der anschließend aufgetragenen Beschichtung, wie Lack oder Pulver, zu gewährleisten.
Es gibt verschiedene Arten von Trocknungsanlagen, die in der industriellen Produktion eingesetzt werden. Die gängigsten sind Konvektionsofen und Infrarot-Trockner.
Konvektionsofen nutzen Wärmeenergie und Luftströme, um das Material zu trocknen. Die Luft wird durch einen Wärmetauscher erwärmt und in den Ofen geleitet. Der Luftstrom wird dann über das Material geleitet, um die Feuchtigkeit zu verdampfen. Ein Luftfiltersystem sorgt dafür, dass die Luft gereinigt wird, bevor sie aus dem Ofen entweicht.
Infrarot-Trockner verwenden elektromagnetische Strahlung, um das Material zu trocknen. Die Strahlung wird von einer Heizquelle erzeugt, die auf das Material gerichtet wird. Die Strahlung wird von der Oberfläche des Materials absorbiert und wandelt sich in Wärmeenergie um, um das Material zu trocknen.
Die Wahl der Trocknungsanlage hängt von verschiedenen Faktoren ab, wie der Art des Materials, der Größe und Form des Materials sowie der Art der Beschichtung. Es ist wichtig, die Trocknungsanlage auf die spezifischen Anforderungen der Produktion abzustimmen, um eine optimale Leistung und Effizienz zu gewährleisten.
In der Vorbehandlung von Materialien wird die Trocknungsanlage oft in Kombination mit anderen Verfahren wie Reinigung, Entfettung und Beizung eingesetzt, um eine saubere und vorbereitete Oberfläche für die Beschichtung zu schaffen. Die Verwendung einer Trocknungsanlage in der Vorbehandlung trägt dazu bei, dass die Beschichtung auf der Oberfläche des Materials gleichmäßig und langlebig ist.
Trocknungsanlage
Trocknungsanlage
Eine Trocknungsanlage ist ein Gerät, das die Feuchtigkeit aus einem Material entfernt. Trocknungsanlagen werden in einer Vielzahl von Anwendungen eingesetzt, darunter:
Industrie: Trocknungsanlagen werden in der Industrie zum Trocknen von Materialien wie Holz, Kunststoff, Textilien und Lebensmitteln verwendet.
Laboratorien: Trocknungsanlagen werden in Laboratorien zum Trocknen von Proben und zum Sterilisieren von Geräten verwendet.
Medizin: Trocknungsanlagen werden in der Medizin zum Trocknen von Medikamenten und zum Sterilisieren von medizinischen Geräten verwendet.
Es gibt verschiedene Arten von Trocknungsanlagen, darunter:
Konvektionstrockner: Konvektionstrockner verwenden heiße Luft, um Feuchtigkeit aus einem Material zu entfernen.
Kondensationtrockner: Kondensationtrockner verwenden kalte Luft, um Feuchtigkeit aus einem Material zu entfernen.
Mikrowellentrockner: Mikrowellentrockner verwenden Mikrowellenstrahlung, um Feuchtigkeit aus einem Material zu entfernen.
Infrarotsaitentrockner: Infrarottrockner verwenden Infrarotstrahlung, um Feuchtigkeit aus einem Material zu entfernen.
Eine Trocknungsanlage ist ein Gerät, das die Feuchtigkeit aus einem Material entfernt. Trocknungsanlagen werden in einer Vielzahl von Anwendungen eingesetzt, darunter:
Industrie: Trocknungsanlagen werden in der Industrie zum Trocknen von Materialien wie Holz, Kunststoff, Textilien und Lebensmitteln verwendet.
Laboratorien: Trocknungsanlagen werden in Laboratorien zum Trocknen von Proben und zum Sterilisieren von Geräten verwendet.
Medizin: Trocknungsanlagen werden in der Medizin zum Trocknen von Medikamenten und zum Sterilisieren von medizinischen Geräten verwendet.
Es gibt verschiedene Arten von Trocknungsanlagen, darunter:
Konvektionstrockner: Konvektionstrockner verwenden heiße Luft, um Feuchtigkeit aus einem Material zu entfernen.
Kondensationtrockner: Kondensationtrockner verwenden kalte Luft, um Feuchtigkeit aus einem Material zu entfernen.
Mikrowellentrockner: Mikrowellentrockner verwenden Mikrowellenstrahlung, um Feuchtigkeit aus einem Material zu entfernen.
Infrarotsaitentrockner: Infrarottrockner verwenden Infrarotstrahlung, um Feuchtigkeit aus einem Material zu entfernen.
Die Wahl der richtigen Trocknungsanlage hängt von den Anforderungen des jeweiligen Materials ab.
Trocknungsanlagen bieten eine Reihe von Vorteilen, darunter:
Verbesserung der Lagerfähigkeit: Getrocknete Materialien sind haltbarer und können länger gelagert werden.
Verbesserung der Verarbeitung: Getrocknete Materialien sind leichter zu verarbeiten.
Verbesserung der Qualität: Getrocknete Materialien sind oft von höherer Qualität als feuchte Materialien.
Trocknungsanlagen können jedoch auch einige Nachteile haben, darunter:
Energiekosten: Trocknungsanlagen können viel Energie verbrauchen.
Umweltverschmutzung: Trocknungsanlagen können Luftverschmutzung verursachen.
Konvektionstrockner
Ein Konvektionstrockner ist ein Trocknungsgerät, das heiße Luft verwendet, um Feuchtigkeit aus einem Material zu entfernen. Die heiße Luft wird durch das Material gepumpt und nimmt die Feuchtigkeit auf. Die Feuchtigkeit wird dann aus dem Trockner abgesaugt oder kondensiert.
Konvektionstrockner werden in einer Vielzahl von Anwendungen eingesetzt, darunter:
Industrie: Konvektionstrockner werden in der Industrie zum Trocknen von Materialien wie Holz, Kunststoff, Textilien und Lebensmitteln verwendet.
Laboratorien: Konvektionstrockner werden in Laboratorien zum Trocknen von Proben und zum Sterilisieren von Geräten verwendet.
Medizin: Konvektionstrockner werden in der Medizin zum Trocknen von Medikamenten und zum Sterilisieren von medizinischen Geräten verwendet.
Es gibt verschiedene Arten von Konvektionstrocknern, darunter:
Kammertrockner: Kammertrockner sind die gebräuchlichste Art von Konvektionstrocknern. Das Material wird in einer Kammer platziert und die heiße Luft wird durch die Kammer gepumpt.
Bandtrockner: Bandtrockner bestehen aus einem Band, das das Material durch den Trockner transportiert. Die heiße Luft wird über das Band geblasen.
Trommeltrockner: Trommeltrockner bestehen aus einer rotierenden Trommel, in die das Material geladen wird. Die heiße Luft wird durch die Trommel geblasen.
Durchlauftrockner: Durchlauftrockner bestehen aus einem kontinuierlichen Prozess, in dem das Material durch den Trockner transportiert wird. Die heiße Luft wird über das Material geblasen.
Die Wahl der richtigen Konvektionstrocknungsanlage hängt von den Anforderungen des jeweiligen Materials ab.
Konvektionstrockner bieten eine Reihe von Vorteilen, darunter:
Relativ einfache Konstruktion: Konvektionstrockner sind relativ einfach zu konstruieren und zu warten.
Gute Effizienz: Konvektionstrockner können eine gute Trocknungseffizienz erzielen.
Vielseitige Anwendungen: Konvektionstrockner können für eine Vielzahl von Materialien verwendet werden.
Konvektionstrockner können jedoch auch einige Nachteile haben, darunter:
Kosten: Konvektionstrockner können teuer sein.
Energiekosten: Konvektionstrockner können viel Energie verbrauchen.
Umweltverschmutzung: Konvektionstrockner können Luftverschmutzung verursachen.
Hier sind einige Beispiele für die Verwendung von Konvektionstrocknern:
Holzverarbeitung: Konvektionstrockner werden in der Holzverarbeitung verwendet, um Holz zu trocknen, bevor es weiterverarbeitet wird.
Kunststoffverarbeitung: Konvektionstrockner werden in der Kunststoffverarbeitung verwendet, um Kunststoff zu trocknen, bevor er weiterverarbeitet wird.
Textilindustrie: Konvektionstrockner werden in der Textilindustrie verwendet, um Textilien zu trocknen, bevor sie weiterverarbeitet werden.
Lebensmittelindustrie: Konvektionstrockner werden in der Lebensmittelindustrie verwendet, um Lebensmittel zu trocknen, bevor sie verpackt oder gelagert werden.
Laboratories: Konvektionstrockner werden in Laboratorien verwendet, um Proben zu trocknen und Geräte zu sterilisieren.
Medizin: Konvektionstrockner werden in der Medizin verwendet, um Medikamente zu trocknen und medizinische Geräte zu sterilisieren.
Kondensationtrockner
Ein Kondensationtrockner ist ein Trocknungsgerät, das kalte Luft verwendet, um Feuchtigkeit aus einem Material zu entfernen. Die kalte Luft wird durch das Material gepumpt und nimmt die Feuchtigkeit auf. Die Feuchtigkeit wird dann in einem Kondensator kondensiert und abgeführt.
Kondensationtrockner werden in einer Vielzahl von Anwendungen eingesetzt, darunter:
Industrie: Kondensationtrockner werden in der Industrie zum Trocknen von Materialien wie Holz, Kunststoff, Textilien und Lebensmitteln verwendet.
Laboratorien: Kondensationtrockner werden in Laboratorien zum Trocknen von Proben und zum Sterilisieren von Geräten verwendet.
Medizin: Kondensationtrockner werden in der Medizin zum Trocknen von Medikamenten und zum Sterilisieren von medizinischen Geräten verwendet.
Es gibt verschiedene Arten von Kondensationtrocknern, darunter:
Lüftungstrockner: Lüftungstrockner sind die gebräuchlichste Art von Kondensationtrocknern. Die kalte Luft wird durch einen Ventilator durch das Material gepumpt
Sprühtrockner: Sprühtrockner sprühen das Material in einen heißen Behälter, wo es verdampft und dann kondensiert.
Rührtrockner: Rührtrockner verwenden einen Rührer, um das Material zu bewegen, während es durch einen Luftstrom gepumpt wird.
Die Wahl der richtigen Kondensationtrocknungsanlage hängt von den Anforderungen des jeweiligen Materials ab.
Kondensationtrockner bieten eine Reihe von Vorteilen, darunter:
Geringere Energiekosten: Kondensationtrockner können weniger Energie verbrauchen als Konvektionstrockner.
Weniger Umweltverschmutzung: Kondensationtrockner produzieren weniger Luftverschmutzung als Konvektionstrockner.
Bessere Trocknungsqualität: Kondensationtrockner können eine bessere Trocknungsqualität erzielen als Konvektionstrockner.
Kondensationtrockner können jedoch auch einige Nachteile haben, darunter:
Höhere Kosten: Kondensationtrockner können teurer sein als Konvektionstrockner.
Komplexere Konstruktion: Kondensationtrockner sind komplexer zu konstruieren und zu warten als Konvektionstrockner.
Hier sind einige Beispiele für die Verwendung von Kondensationtrocknern:
Holzverarbeitung: Kondensationtrockner werden in der Holzverarbeitung verwendet, um Holz zu trocknen, bevor es weiterverarbeitet wird.
Kunststoffverarbeitung: Kondensationtrockner werden in der Kunststoffverarbeitung verwendet, um Kunststoff zu trocknen, bevor er weiterverarbeitet wird.
Textilindustrie: Kondensationtrockner werden in der Textilindustrie verwendet, um Textilien zu trocknen, bevor sie weiterverarbeitet werden.
Lebensmittelindustrie: Kondensationtrockner werden in der Lebensmittelindustrie verwendet, um Lebensmittel zu trocknen, bevor sie verpackt oder gelagert werden.
Laboratorien: Kondensationtrockner werden in Laboratorien verwendet, um Proben zu trocknen und Geräte zu sterilisieren.
Medizin: Kondensationtrockner werden in der Medizin verwendet, um Medikamente zu trocknen und medizinische Geräte zu sterilisieren.
Vergleich von Konvektionstrocknern und Kondensationtrocknern
Eigenschaft
Konvektionstrockner
Kondensationtrockner
Trocknungsprinzip
Heiße Luft
Kalte Luft
Energiekosten
Hoch
Niedrig
Umweltverschmutzung
Hoch
Niedrig
Trocknungsqualität
Gut
Sehr gut
Kosten
Hoch
Niedrig
Komplexität
Einfach
Komplex
Anwendungen
Vielseitig
Vielseitig
Welcher Trocknungstyp ist der richtige?
Die Wahl des richtigen Trocknungstyps hängt von den Anforderungen des jeweiligen Materials ab. Konvektionstrockner sind eine gute Wahl für Materialien, die eine schnelle Trocknung erfordern oder die nicht empfindlich auf hohe Temperaturen sind. Kondensationtrockner sind eine gute Wahl für Materialien, die eine schonende Trocknung erfordern oder die empfindlich auf hohe Temperaturen sind.
Infrarotsaitentrockner
Ein Infrarotsaitentrockner ist ein Trocknungsgerät, das Infrarotstrahlung verwendet, um Feuchtigkeit aus einem Material zu entfernen. Das Material wird durch einen Tunnel transportiert, in dem es von Infrarotsaiten bestrahlt wird. Die Infrarotstrahlung erwärmt das Material, wodurch die Feuchtigkeit verdampft.
Infrarotsaitentrockner werden in einer Vielzahl von Anwendungen eingesetzt, darunter:
Industrie: Infrarotsaitentrockner werden in der Industrie zum Trocknen von Materialien wie Holz, Kunststoff, Textilien, Farben, Lacken und Lebensmitteln verwendet.
Laboratorien: Infrarotsaitentrockner werden in Laboratorien zum Trocknen von Proben und zum Sterilisieren von Geräten verwendet.
Medizin: Infrarotsaitentrockner werden in der Medizin zum Trocknen von Medikamenten und zum Sterilisieren von medizinischen Geräten verwendet.
Infrarotsaitentrockner bieten eine Reihe von Vorteilen, darunter:
Schnelle Trocknung: Infrarotsaitentrockner können Materialien sehr schnell trocknen.
Schonende Trocknung: Infrarotsaitentrockner trocknen Materialien schonend, ohne dass sie beschädigt werden.
Energieeffizienz: Infrarotsaitentrockner sind energieeffizient und verbrauchen weniger Energie als andere Trocknungsverfahren.
Umweltfreundlichkeit: Infrarotsaitentrockner sind umweltfreundlich und produzieren keine Emissionen.
Infrarotsaitentrockner haben jedoch auch einige Nachteile, darunter:
Hohe Kosten: Infrarotsaitentrockner können teuer sein.
Komplexität: Infrarotsaitentrockner sind komplex aufgebaut und erfordern eine regelmäßige Wartung.
Hier sind einige Beispiele für die Verwendung von Infrarotsaitentrocknern:
Holzverarbeitung: Infrarotsaitentrockner werden in der Holzverarbeitung verwendet, um Holz zu trocknen, bevor es weiterverarbeitet wird.
Kunststoffverarbeitung: Infrarotsaitentrockner werden in der Kunststoffverarbeitung verwendet, um Kunststoff zu trocknen, bevor er weiterverarbeitet wird.
Textilindustrie: Infrarotsaitentrockner werden in der Textilindustrie verwendet, um Textilien zu trocknen, bevor sie weiterverarbeitet werden.
Farben- und Lackindustrie: Infrarotsaitentrockner werden in der Farben- und Lackindustrie verwendet, um Farben und Lacke zu trocknen.
Lebensmittelindustrie: Infrarotsaitentrockner werden in der Lebensmittelindustrie verwendet, um Lebensmittel zu trocknen, bevor sie verpackt oder gelagert werden.
Laboratorien: Infrarotsaitentrockner werden in Laboratorien verwendet, um Proben zu trocknen und Geräte zu sterilisieren.
Medizin: Infrarotsaitentrockner werden in der Medizin verwendet, um Medikamente zu trocknen und medizinische Geräte zu sterilisieren.
Infrarotsaitentrockner sind eine vielseitige und effiziente Trocknungsmethode für eine Vielzahl von Materialien. Sie sind jedoch auch relativ teuer und komplex, was sie für kleinere Unternehmen oder Privatpersonen möglicherweise nicht geeignet macht.
Einbrennofen Einzelheiten
Ein Einbrennofen ist ein spezieller Ofen, der für den Aushärteprozess von Pulverbeschichtungen verwendet wird. Dieser Prozess wird auch als Einbrennen oder Aushärten bezeichnet und ist entscheidend, um eine dauerhafte und qualitativ hochwertige Beschichtung auf Werkstücken zu gewährleisten. Hier sind einige Einzelheiten und Merkmale eines typischen Einbrennofens:
Erhitzungssystem:
Einbrennöfen verwenden leistungsstarke Heizsysteme, die oft auf elektrischer oder gasbetriebener Basis arbeiten.
Elektrische Heizelemente oder Gasbrenner erzeugen die erforderliche Wärme für das Schmelzen und Aushärten des Pulvers.
Isolierung:
Die Isolierung des Ofens ist entscheidend, um Wärmeverluste zu minimieren und eine gleichmäßige Temperaturverteilung zu gewährleisten.
Gut isolierte Öfen verbessern die Energieeffizienz und fördern eine gleichmäßige Aushärtung.
Temperatursteuerung:
Ein präzises Temperatursteuersystem regelt die Ofentemperatur während des Aushärteprozesses.
Moderne Einbrennöfen können digitale Steuerungen und Sensoren verwenden, um genaue Temperaturprofile zu gewährleisten.
Förderanlagen:
Einbrennöfen verfügen über Förderbänder oder Hängesysteme, um die beschichteten Werkstücke durch den Ofen zu befördern.
Die Geschwindigkeit der Förderanlage beeinflusst die Verweilzeit der Werkstücke im Ofen und somit den Aushärteprozess.
Kühlbereich:
Nach dem Aushärten können die Werkstücke durch einen Kühlbereich geführt werden, um auf sichere Temperaturen abzukühlen.
Dieser Bereich verbessert die Qualität der Beschichtung und stellt sicher, dass die Werkstücke sicher behandelt werden können.
Luftzirkulationssystem:
Ein effizientes Luftzirkulationssystem sorgt für eine gleichmäßige Verteilung der erwärmten Luft im Ofen.
Eine gute Luftzirkulation minimiert Hotspots und gewährleistet eine konsistente Aushärtung.
Sicherheitsvorkehrungen:
Einbrennöfen sollten mit Not-Aus-Schaltern und anderen Sicherheitsvorkehrungen ausgestattet sein, um einen sicheren Betrieb zu gewährleisten.
Die Ofenkonstruktion sollte den geltenden Sicherheitsstandards entsprechen.
Abgas- und Filteranlagen:
Einbrennöfen sollten Abgasanlagen haben, um Verbrennungsgase sicher abzuführen.
Filteranlagen können dazu beitragen, Pulverreste zu erfassen und für die Wiederverwendung zu recyceln.
Automatisierungsoptionen:
Moderne Einbrennöfen können mit automatisierten Steuerungssystemen integriert sein, die den gesamten Aushärteprozess überwachen und steuern.
Automatisierungsoptionen können auch eine Datenverarbeitung und -überwachung für Effizienz und Qualität umfassen.
Ein Einbrennofen ist ein entscheidender Bestandteil des Pulverbeschichtungsprozesses und trägt dazu bei, eine haltbare und qualitativ hochwertige Oberflächenbeschichtung auf Werkstücken zu erzielen.
Ofengröße
Ofengröße
Die Größe eines Ofens wird in der Regel durch das Volumen des Ofenraums angegeben. Das Volumen wird berechnet, indem die Länge, Breite und Höhe des Ofenraums multipliziert werden.
Die richtige Ofengröße hängt von den zu backenden Produkten ab. Kleinere Öfen sind in der Regel für kleinere Produkte geeignet, während größere Öfen für größere Produkte geeignet sind.
Faustregel für die Ofengröße
Eine Faustregel für die Ofengröße besagt, dass die Innenfläche des Ofenraums mindestens doppelt so groß sein sollte wie die Oberfläche des größten zu backenden Produkts.
Beispiel
Wenn Sie einen Kuchen mit einem Durchmesser von 20 cm backen möchten, benötigen Sie einen Ofen mit einem Innenraum von mindestens 400 cm².
Andere Faktoren, die die Ofengröße beeinflussen
Neben der Größe der zu backenden Produkte können auch andere Faktoren die Ofengröße beeinflussen, darunter:
Die Anzahl der gleichzeitig zu backenden Produkte: Wenn Sie mehrere Produkte gleichzeitig backen möchten, benötigen Sie einen größeren Ofen.
Die Art des Backens: Einige Backvorgänge erfordern einen größeren Ofen als andere.
Der Platzbedarf: Sie müssen sicherstellen, dass der Ofen in den vorgesehenen Bereich passt.
Wie man den richtigen Ofen für Ihre Bedürfnisse findet
Wenn Sie einen neuen Ofen kaufen, sollten Sie die Größe des Ofens sorgfältig berücksichtigen. Messen Sie den verfügbaren Platz und überlegen Sie, welche Produkte Sie backen möchten.
Ratschläge für die Auswahl der richtigen Ofengröße
Wenn Sie nur kleine Produkte backen möchten, benötigen Sie einen kleinen Ofen.
Wenn Sie große Produkte backen möchten, benötigen Sie einen großen Ofen.
Wenn Sie mehrere Produkte gleichzeitig backen möchten, benötigen Sie einen größeren Ofen.
Wenn Sie bestimmte Backvorgänge durchführen möchten, benötigen Sie möglicherweise einen Ofen mit einer bestimmten Größe.
Überlegen Sie, wie viel Platz Sie für den Ofen haben.
Weitere Informationen zur Ofengröße
Weitere Informationen zur Ofengröße finden Sie in den Produktbeschreibungen von Ofenherstellern. Sie können sich auch von einem Küchenplaner beraten lassen.
Temperaturbereich
Der Temperaturbereich ist der Bereich von Temperaturen, in dem ein Gerät arbeiten kann. Er wird in der Regel in Grad Celsius (°C) oder Grad Fahrenheit (°F) angegeben.
Der Temperaturbereich eines Ofens ist wichtig, da er bestimmt, welche Lebensmittel darin gebacken werden können. Ofen haben in der Regel einen Temperaturbereich von 50 °C bis 250 °C oder 122 °F bis 482 °F.
Arten von Temperaturbereichen
Es gibt zwei Hauptarten von Temperaturbereichen:
Kontinuierlicher Temperaturbereich: Ein kontinuierlicher Temperaturbereich bedeutet, dass der Ofen jede beliebige Temperatur innerhalb des Bereichs einstellen kann.
Diskreter Temperaturbereich: Ein diskreter Temperaturbereich bedeutet, dass der Ofen nur bestimmte Temperaturen innerhalb des Bereichs einstellen kann.
Temperaturbereich von Öfen
Die meisten Öfen haben einen kontinuierlichen Temperaturbereich von 50 °C bis 250 °C oder 122 °F bis 482 °F. Einige Öfen haben einen diskreten Temperaturbereich, der nur bestimmte Temperaturen innerhalb dieses Bereichs umfasst.
Temperaturbereich von anderen Geräten
Der Temperaturbereich anderer Geräte kann je nach Art des Geräts variieren. Zum Beispiel haben Kühlschränke einen Temperaturbereich von 0 °C bis 10 °C oder 32 °F bis 50 °F, während Klimaanlagen einen Temperaturbereich von 16 °C bis 32 °C oder 61 °F bis 90 °F haben.
Wie man den richtigen Temperaturbereich für ein Gerät auswählt
Wenn Sie ein neues Gerät kaufen, sollten Sie den Temperaturbereich sorgfältig berücksichtigen. Stellen Sie sicher, dass der Temperaturbereich für die Verwendung des Geräts geeignet ist.
Ratschläge für die Auswahl des richtigen Temperaturbereichs
Überlegen Sie, welche Produkte Sie mit dem Gerät verarbeiten möchten.
Lesen Sie die Produktbeschreibung des Geräts, um den Temperaturbereich zu ermitteln.
Fragen Sie einen Verkäufer oder einen Techniker nach Rat, wenn Sie sich nicht sicher sind, welcher Temperaturbereich für Sie geeignet ist.
Steuerung
Steuerung
Steuerung ist ein Prozess, bei dem eine Eingabe in eine gewünschte Ausgabe umgewandelt wird. In der Technik wird Steuerung häufig verwendet, um Maschinen oder Geräte zu steuern.
Arten von Steuerungen
Es gibt viele verschiedene Arten von Steuerungen, die für verschiedene Zwecke verwendet werden können. Einige der gebräuchlichsten Arten von Steuerungen sind:
Analoge Steuerungen: Analoge Steuerungen arbeiten mit kontinuierlichen Signalen, die eine Vielzahl von Werten annehmen können.
Digitale Steuerungen: Digitale Steuerungen arbeiten mit diskreten Signalen, die nur bestimmte Werte annehmen können.
Automatische Steuerungen: Automatische Steuerungen arbeiten ohne menschliches Eingreifen.
Eine Steuerung besteht in der Regel aus den folgenden Komponenten:
Eingabe: Die Eingabe ist die Information, die die Steuerung verarbeitet.
Verarbeitung: Die Verarbeitung ist der Prozess, bei dem die Eingabe in eine Ausgabe umgewandelt wird.
Ausgabe: Die Ausgabe ist die Information, die die Steuerung erzeugt.
Beispiele für Steuerungen
Beispiele für Steuerungen sind:
Die Steuerung eines Autos: Die Steuerung eines Autos verwendet Sensoren, um die Umgebung des Autos zu erfassen. Diese Informationen werden dann von einem Computer verarbeitet, der das Gaspedal, die Bremse und das Lenkrad steuert.
Die Steuerung eines Ofens: Die Steuerung eines Ofens verwendet einen Temperatursensor, um die Temperatur im Inneren des Ofens zu erfassen. Diese Informationen werden dann von einem Computer verarbeitet, der die Heizelemente des Ofens steuert, um die gewünschte Temperatur zu erreichen.
Die Steuerung eines Roboters: Die Steuerung eines Roboters verwendet Sensoren, um die Umgebung des Roboters zu erfassen. Diese Informationen werden dann von einem Computer verarbeitet, der die Bewegungen des Roboters steuert.
Vorteile von Steuerungen
Steuerungen bieten eine Reihe von Vorteilen, darunter:
Effizienz: Steuerungen können dazu beitragen, die Effizienz von Maschinen oder Geräten zu verbessern.
Sicherheit: Steuerungen können dazu beitragen, die Sicherheit von Maschinen oder Geräten zu verbessern.
Komfort: Steuerungen können den Komfort der Bedienung von Maschinen oder Geräten verbessern.
Nachteile von Steuerungen
Steuerungen haben auch einige Nachteile, darunter:
Kosten: Steuerungen können teuer sein.
Komplexität: Steuerungen können komplex sein.
Fehleranfälligkeit: Steuerungen können fehleranfällig sein.
Sicherheit von Steuerungen
Steuerungen müssen so sicher sein, dass sie das Risiko von Verletzungen oder Schäden minimieren. Zu den Sicherheitsmaßnahmen, die bei der Steuerung von Maschinen oder Geräten getroffen werden können, gehören:
Fehlererkennung und -korrektur: Steuerungen sollten in der Lage sein, Fehler zu erkennen und zu korrigieren, um Verletzungen oder Schäden zu verhindern.
Not-Aus-Systeme: Steuerungen sollten Not-Aus-Systeme haben, die die Maschine oder das Gerät im Notfall sofort stoppen können.
Sicherheitsvorkehrungen: Steuerungen sollten Sicherheitsvorkehrungen haben, um den Zugang zu gefährlichen Bereichen zu verhindern.
Fazit
Steuerung ist ein wichtiger Prozess, der in vielen Bereichen der Technik verwendet wird. Steuerungen können dazu beitragen, Maschinen oder Geräte effizienter, sicherer und komfortabler zu machen.
Heizelemente
Elektrische Heizelemente
Elektrische Heizelemente sind ein wichtiger Bestandteil von Pulverbeschichtungsanlagen. Sie werden verwendet, um die Pulverbeschichtung bei einer hohen Temperatur auszuhärten.
Arten von elektrischen Heizelementen in Pulveröfen:
In Pulveröfen werden in der Regel folgende Arten von elektrischen Heizelementen verwendet:
Heizpatronen: Heizpatronen sind die gebräuchlichste Art von elektrischem Heizelement in Pulveröfen. Sie bestehen aus einem spiralförmigen Draht, der in einem keramischen Rohr eingebettet ist. Heizpatronen sind in der Regel sehr effizient und können eine hohe Temperatur erzeugen.
Heizkabel: Heizkabel sind eine flexible Art von elektrischem Heizelement. Sie bestehen aus einem Draht, der mit einem Isoliermaterial umgeben ist. Heizkabel sind in der Regel kostengünstiger als Heizpatronen, aber auch weniger effizient.
Funktionsweise von elektrischen Heizelementen in Pulveröfen:
Elektrische Heizelemente in Pulveröfen werden mit Strom versorgt, wodurch sie sich erwärmen. Die Wärme wird dann an das Pulver übertragen, das dadurch aushärtet.
Sicherheit von elektrischen Heizelementen in Pulveröfen:
Elektrische Heizelemente in Pulveröfen können ein Brandrisiko darstellen, wenn sie nicht ordnungsgemäß installiert und verwendet werden. Daher ist es wichtig, die Sicherheitsvorkehrungen zu beachten, die vom Hersteller des Pulverofens angegeben werden.
Wartung von elektrischen Heizelementen in Pulveröfen:
Elektrische Heizelemente in Pulveröfen sollten regelmäßig auf Beschädigungen und Verschleiß überprüft werden. Beschädigte oder verschlissene Heizelemente sollten ersetzt werden, um die Sicherheit zu gewährleisten.
Fazit:
Elektrische Heizelemente sind ein wichtiger Bestandteil von Pulverbeschichtungsanlagen. Sie werden verwendet, um die Pulverbeschichtung bei einer hohen Temperatur auszuhärten.
Lüftungssystem
Ein Lüftungssystem ist ein System, das Luft aus einem Raum abführt und durch frische Luft ersetzt. Lüftungssysteme werden verwendet, um die Luftqualität in Innenräumen zu verbessern und die Gesundheit und das Wohlbefinden der Menschen zu schützen.
Arten von Lüftungssystemen
Es gibt viele verschiedene Arten von Lüftungssystemen, die für verschiedene Zwecke verwendet werden können. Einige der gebräuchlichsten Arten von Lüftungssystemen sind:
Natürliche Lüftung: Natürliche Lüftung erfolgt durch die Bewegung von Luft durch natürliche Kräfte wie Wind und Temperaturunterschiede.
Mechanische Lüftung: Mechanische Lüftung erfolgt durch die Verwendung von Ventilatoren oder Pumpen, um Luft zu bewegen.
Umluftbelüftung: Umluftbelüftung ist ein System, bei dem die Luft in einen Raum eingeführt und dann wieder abgesaugt wird, nachdem sie durch einen Wärmetauscher geleitet wurde, um die Wärme zurückzugewinnen.
Funktionsweise eines Lüftungssystems
Die Funktionsweise eines Lüftungssystems hängt von der Art des Systems ab. Bei natürlichen Lüftungssystemen wird die Luft durch natürliche Kräfte wie Wind und Temperaturunterschiede bewegt. Bei mechanischen Lüftungssystemen wird Luft durch Ventilatoren oder Pumpen bewegt.
Vorteile von Lüftungssystemen
Lüftungssysteme bieten eine Reihe von Vorteilen, darunter:
Verbesserung der Luftqualität: Lüftungssysteme können dazu beitragen, die Luftqualität in Innenräumen zu verbessern, indem sie verbrauchte Luft abführen und frische Luft einbringen.
Schutz der Gesundheit: Lüftungssysteme können dazu beitragen, die Gesundheit und das Wohlbefinden der Menschen zu schützen, indem sie Schadstoffe und Allergene aus der Luft entfernen.
Verbesserung des Komforts: Lüftungssysteme können dazu beitragen, den Komfort in Innenräumen zu verbessern, indem sie die Temperatur und die Luftfeuchtigkeit regulieren.
Nachteile von Lüftungssystemen
Lüftungssysteme haben auch einige Nachteile, darunter:
Kosten: Lüftungssysteme können teuer sein, sowohl in der Anschaffung als auch im Betrieb.
Energiebedarf: Lüftungssysteme können einen erheblichen Energiebedarf haben.
Wartung: Lüftungssysteme müssen regelmäßig gewartet werden, um eine ordnungsgemäße Funktion zu gewährleisten.
Sicherheit von Lüftungssystemen
Lüftungssysteme müssen so sicher sein, dass sie das Risiko von Verletzungen oder Schäden minimieren. Zu den Sicherheitsmaßnahmen, die bei der Installation und Wartung von Lüftungssystemen getroffen werden können, gehören:
Fehlererkennung und -korrektur: Lüftungssysteme sollten in der Lage sein, Fehler zu erkennen und zu korrigieren, um Verletzungen oder Schäden zu verhindern.
Not-Aus-Systeme: Lüftungssysteme sollten Not-Aus-Systeme haben, die das System im Notfall sofort stoppen können.
Sicherheitsvorkehrungen: Lüftungssysteme sollten Sicherheitsvorkehrungen haben, um den Zugang zu gefährlichen Bereichen zu verhindern.
Fazit
Lüftungssysteme sind ein wichtiger Bestandteil einer gesunden und komfortablen Innenraumluftqualität. Durch die Auswahl des richtigen Lüftungssystems für Ihre Bedürfnisse können Sie die Luftqualität in Ihrem Zuhause oder Büro verbessern und Ihre Gesundheit und Ihr Wohlbefinden schützen.
Isolierung
Isolierung
Die Isolierung eines Einbrennofens ist wichtig, um die Energiekosten zu senken und die Sicherheit zu gewährleisten. Die Isolierung verhindert, dass Wärme aus dem Ofen entweicht, wodurch der Ofen weniger Energie benötigt, um die gewünschte Temperatur zu erreichen. Außerdem kann die Isolierung dazu beitragen, dass der Ofen nicht zu heiß wird und sich dadurch keine Brandgefahr ergibt.
Arten von Isolation für Einbrennöfen
Es gibt verschiedene Arten von Isolation, die für Einbrennöfen verwendet werden können. Die gebräuchlichsten Arten sind:
Mineralwolle: Mineralwolle ist ein faseriges Material, das aus Stein, Glas oder Basalt hergestellt wird. Mineralwolle ist ein guter Wärme- und Schallisolator.
Polystyrol: Polystyrol ist ein Kunststoff, der aus kleinen, geschlossenen Zellen besteht. Polystyrol ist ein guter Wärmeisolator.
Dämmwolle: Dämmwolle ist ein faseriges Material, das aus natürlichen oder synthetischen Materialien hergestellt wird. Dämmwolle ist ein guter Wärme- und Schallisolator.
Isolierung eines Einbrennofens
Die Isolierung eines Einbrennofens sollte fachgerecht durchgeführt werden, um die gewünschten Ergebnisse zu erzielen. Die folgenden Schritte sind zu beachten:
Entfernen Sie die alte Isolierung, falls vorhanden.
Reinigen Sie die Oberfläche des Ofens gründlich.
Bringen Sie die neue Isolierung an.
Verschließen Sie alle Lücken oder Risse.
Sicherheitshinweise
Bei der Isolierung eines Einbrennofens sind folgende Sicherheitshinweise zu beachten:
Tragen Sie immer geeignete Schutzkleidung, z. B. Schutzbrille, Handschuhe und Atemschutzmaske.
Achten Sie darauf, dass der Ofen ausgeschaltet und abgekühlt ist, bevor Sie mit der Isolierung beginnen.
Verwenden Sie nur Isoliermaterial, das für den Einsatz in Einbrennöfen geeignet ist.
Fazit
Die Isolierung eines Einbrennofens ist eine wichtige Maßnahme, um die Energiekosten zu senken und die Sicherheit zu gewährleisten. Durch die fachgerechte Durchführung der Isolierung können Sie die gewünschten Ergebnisse erzielen und den Ofen über viele Jahre hinweg nutzen.
Transport
Transport
Der Transport eines Einbrennofens ist eine Aufgabe, die mit Vorsicht und Sorgfalt durchgeführt werden sollte. Der Ofen ist ein schweres und sperriges Gerät, das leicht beschädigt werden kann, wenn er nicht richtig transportiert wird.
Vorbereitung
Bevor Sie mit dem Transport des Ofens beginnen, sollten Sie folgende Vorbereitungen treffen:
Stellen Sie sicher, dass der Ofen vollständig abgekühlt ist.
Entfernen Sie alle losen Teile, wie z. B. die Türen und die Schubladen.
Sichern Sie alle beweglichen Teile, wie z. B. die Heizelemente.
Besorgen Sie sich geeignetes Transportmaterial, wie z. B. eine Palette und Spanngurte.
Transport
Der Ofen sollte auf einer stabilen Palette transportiert werden. Verwenden Sie Spanngurte, um den Ofen auf der Palette zu sichern. Achten Sie darauf, dass die Spanngurte fest genug angezogen sind, um den Ofen zu sichern, aber nicht so fest, dass sie ihn beschädigen.
Wenn der Ofen auf der Palette befestigt ist, können Sie ihn zum Transportfahrzeug fahren. Achten Sie darauf, dass der Ofen beim Transport nicht herunterfällt oder umkippt.
Lieferung
Bei der Lieferung des Ofens sollten Sie folgende Schritte beachten:
Stellen Sie sicher, dass der Lieferant den Ofen sicher anliefert.
Überprüfen Sie den Ofen nach der Lieferung auf Schäden.
Sicherheitshinweise
Beim Transport eines Einbrennofens sollten Sie folgende Sicherheitshinweise beachten:
Tragen Sie immer geeignete Schutzkleidung, wie z. B. Handschuhe und Schutzbrille.
Achten Sie darauf, dass der Ofen nicht herunterfällt oder umkippt.
Vermeiden Sie, dass der Ofen in Kontakt mit Wasser oder anderen Flüssigkeiten kommt.
Fazit
Der Transport eines Einbrennofens ist eine Aufgabe, die mit Vorsicht und Sorgfalt durchgeführt werden sollte. Durch die Einhaltung der oben genannten Schritte können Sie den Ofen sicher und unbeschädigt transportieren.
Zusätzliche Tipps
Wenn der Ofen über eine lange Strecke transportiert werden muss, sollten Sie ihn in einem geschlossenen Fahrzeug transportieren, um ihn vor Witterungseinflüssen zu schützen.
Wenn der Ofen in einem Gebäude transportiert werden muss, sollten Sie die Türen und Gänge überprüfen, um sicherzustellen, dass der Ofen durchpasst.
Wenn Sie den Ofen selbst transportieren, sollten Sie sich von einem Freund oder Verwandten helfen lassen.
Sicherheitsfunktionen
Einbrennöfen sind große und komplexe Geräte, die bei unsachgemäßer Verwendung zu Verletzungen oder Schäden führen können. Aus diesem Grund sind Einbrennöfen mit einer Reihe von Sicherheitsfunktionen ausgestattet, um die Sicherheit der Benutzer zu gewährleisten.
Die wichtigsten Sicherheitsfunktionen eines Einbrennofens sind:
Temperaturregler: Der Temperaturregler ermöglicht es dem Benutzer, die Temperatur des Ofens genau zu steuern. Dies ist wichtig, um zu verhindern, dass das Material im Ofen überhitzt und beschädigt wird.
Thermostat: Das Thermostat schaltet den Ofen automatisch ab, wenn die eingestellte Temperatur erreicht ist. Dies verhindert, dass das Material im Ofen zu lange erhitzt wird und beschädigt wird.
Überhitzungsschutz: Der Überhitzungsschutz schaltet den Ofen automatisch ab, wenn die Temperatur im Ofen zu hoch wird. Dies kann durch einen Stromausfall oder einen anderen Fehler verursacht werden.
Sicherheitsthermostat: Der Sicherheitsthermostat schaltet den Ofen automatisch ab, wenn die Temperatur im Ofen zu hoch wird. Dies kann durch einen Brand oder einen anderen Notfall verursacht werden.
Sicherheitstür: Die Sicherheitstür verhindert, dass der Benutzer den Ofen während des Betriebs öffnet. Dies ist wichtig, um Verbrennungen zu vermeiden.
Sicherheitsschalter: Der Sicherheitsschalter schaltet den Ofen automatisch ab, wenn die Tür geöffnet wird. Dies ist wichtig, um zu verhindern, dass der Ofen eingeschaltet bleibt, wenn die Tür geöffnet ist.
Zusätzliche Sicherheitsfunktionen:
Feuerlöscher: Ein Feuerlöscher sollte in der Nähe des Ofens aufbewahrt werden, um im Brandfall schnell reagieren zu können.
Not-Aus-Schalter: Der Not-Aus-Schalter schaltet den Ofen sofort ab. Er sollte in greifbarer Nähe des Ofens angebracht sein.
Warnhinweise: Der Ofen sollte mit Warnhinweisen versehen sein, die den Benutzer vor Gefahren warnen.
Sicherheitshinweise:
Lesen Sie die Bedienungsanleitung des Ofens sorgfältig durch, bevor Sie ihn verwenden.
Befolgen Sie die Sicherheitshinweise, die in der Bedienungsanleitung angegeben sind.
Lassen Sie den Ofen niemals unbeaufsichtigt.
Verwenden Sie den Ofen nur für den vorgesehenen Zweck.
Reinigen Sie den Ofen regelmäßig, um Brandgefahr zu vermeiden.
Durch die Einhaltung der oben genannten Sicherheitshinweise können Sie die Sicherheit beim Umgang mit Einbrennöfen gewährleisten.
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sich durch seine umweltfreundlichen Eigenschaften und Langlebigkeit der Beschichtung auszeichnet. Im Gegensatz zu herkömmlichen flüssigen Beschichtungen werden bei der Pulverbeschichtung trockene Pulverpartikel elektrostatisch auf die Oberfläche eines Werkstücks aufgebracht. Anschließend wird das Pulver in einem Ofen erhitzt, wodurch es schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Vorteile der Pulverbeschichtung umfassen:
Umweltfreundlichkeit: Keine Lösungsmittel und geringere Emissionen von flüchtigen organischen Verbindungen (VOC).
Effizienz: Hohe Materialausnutzung und weniger Abfall.
Robustheit: Gute Beständigkeit gegen chemische, mechanische und Witterungseinflüsse.
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen sind zentraler Bestandteil des Pulverbeschichtungsprozesses und umfassen die komplette Infrastruktur, die zur Anwendung von Pulverbeschichtungen erforderlich ist. Diese Anlagen sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedlichen industriellen Anforderungen gerecht zu werden.
Typen von Pulverbeschichtungsanlagen:
Manuelle Pulverbeschichtungsanlagen: Ideal für kleinere Betriebe oder spezialisierte Anwendungen, bei denen Flexibilität gefordert ist. Sie bestehen aus einer Pulverkabine, einem Pulvergerät und einem Einbrennofen.
Halbautomatische Anlagen: Kombinieren manuelle und automatische Prozesse, um eine höhere Effizienz bei mittleren Produktionsvolumina zu erreichen. Diese Anlagen bieten eine gute Balance zwischen Flexibilität und Automatisierung.
Vollautomatische Pulverbeschichtungsanlagen: Entwickelt für Großserienproduktionen. Diese Anlagen sind vollständig automatisiert und beinhalten Fördersysteme, automatische Pistolen und integrierte Steuerungssysteme, um hohe Produktionsgeschwindigkeiten und gleichbleibende Qualität zu gewährleisten.
Pulverkabinen
Pulverkabinen für Hand- und Automatikbeschichtung
Pulverkabinen sind spezielle Räume oder Gehäuse, in denen der Pulverbeschichtungsprozess stattfindet. Sie spielen eine entscheidende Rolle bei der Gewährleistung einer sauberen und kontrollierten Umgebung für die Pulverbeschichtung.
Typen von Pulverkabinen:
Offene Kabinen: Diese Kabinen sind ideal für kleine bis mittlere Anwendungen. Sie bieten einen offenen Zugang für den Bediener, sind jedoch weniger effektiv bei der Kontrolle von Overspray.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und minimieren Overspray durch integrierte Luftführungssysteme. Geschlossene Kabinen sind in der Regel effizienter und sicherer.
Selbstreinigende Kabinen: Ausgestattet mit automatischen Reinigungssystemen, die den Farbwechsel und die Wartung erleichtern. Diese Kabinen sind besonders nützlich in Anwendungen mit häufigem Farbwechsel.
Sicherheits- und Umweltaspekte: Pulverkabinen sind so konzipiert, dass sie die Sicherheit der Bediener gewährleisten und die Umweltbelastung minimieren. Dazu gehören Belüftungssysteme, Filter zur Partikelabscheidung und Schutzvorrichtungen, die den Kontakt mit dem Pulver verhindern.
Einbrennöfen
Einbrennofen Elektrisch
Der Einbrennofen ist ein unverzichtbarer Bestandteil des Pulverbeschichtungsprozesses, da er die notwendigen Temperaturen bereitstellt, um das aufgetragene Pulver zu einer harten, widerstandsfähigen Oberfläche zu verschmelzen.
Typen von Einbrennöfen:
Chargenöfen: Ideal für kleinere Produktionen oder variierende Chargengrößen. Diese Öfen sind flexibel und können unterschiedliche Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien, bei denen hohe Durchsatzraten erforderlich sind. Teile werden auf einem Förderband durch den Ofen transportiert, was eine konstante Verarbeitung ermöglicht.
Energieeffizienz und Temperatursteuerung: Moderne Einbrennöfen sind energieeffizient und bieten präzise Temperaturregelung, um gleichbleibende Beschichtungsqualität zu gewährleisten. Technologien wie Wärmerückgewinnungssysteme und fortschrittliche Isolierung tragen zur Reduzierung des Energieverbrauchs bei.
Pulvergeräte
Pulverbeschichtungspistole
Pulvergeräte sind für die Anwendung der Pulverbeschichtung unerlässlich. Sie bestehen aus verschiedenen Komponenten, die zusammenarbeiten, um das Pulver gleichmäßig und effizient auf die Oberfläche des Werkstücks aufzubringen.
Arten von Pulvergeräten:
Elektrostatische Sprühpistolen: Verwenden Hochspannung, um Pulverpartikel elektrostatisch aufzuladen, was eine gleichmäßige Verteilung und Haftung auf dem Werkstück fördert.
Pulverförderer: Transportieren das Pulver vom Vorratsbehälter zur Sprühpistole. Sie sind entscheidend für die Konsistenz und Effizienz des Beschichtungsprozesses.
Elektrostatik spielt eine zentrale Rolle bei der Pulverbeschichtung, da sie die Anziehungskraft zwischen den Pulverpartikeln und der Oberfläche erhöht und so eine gleichmäßige Beschichtung ermöglicht.
Auswahlkriterien für Pulvergeräte umfassen:
Kompatibilität: Passend für die spezifischen Anforderungen der Anwendung.
Flexibilität: Anpassungsfähigkeit an unterschiedliche Werkstückgrößen und -formen.
Effizienz: Hohe Materialausnutzung und minimierter Pulververbrauch.
Automatische Pulverbeschichtungsanlagen
Automatische Pulverbeschichtungsanlagen bieten zahlreiche Vorteile, insbesondere in Bezug auf Effizienz und Konsistenz. Sie sind ideal für Großserienproduktionen und tragen zur Senkung der Betriebskosten bei.
Vorteile der Automatisierung:
Erhöhte Produktivität: Automatische Systeme können kontinuierlich arbeiten und so die Produktionskapazität erheblich steigern.
Gleichbleibende Qualität: Minimierung von Fehlern und Variabilität durch präzise Steuerung der Beschichtungsparameter.
Kostenersparnis: Reduzierung der Arbeitskosten und des Materialverbrauchs durch optimierte Prozesse.
Komponenten und Funktionsweise:
Fördersysteme: Transportieren Werkstücke automatisch durch den Beschichtungsprozess.
Automatische Sprühpistolen: Verteilen das Pulver gleichmäßig auf den Werkstücken.
Integrierte Steuerungssysteme: Überwachen und steuern alle Aspekte des Beschichtungsprozesses, einschließlich Temperatur, Sprühzeit und Pulvermenge.
Ersatzteile für Pulverbeschichtungsanlagen
Ersatzteile sind entscheidend für die Wartung und Langlebigkeit von Pulverbeschichtungsanlagen. Regelmäßige Wartung und der rechtzeitige Austausch von Verschleißteilen sind unerlässlich, um Ausfallzeiten zu minimieren und die Effizienz der Anlagen aufrechtzuerhalten.
Wichtige Ersatzteile und ihre Funktionen:
Sprühdüsen: Stellen die gleichmäßige Verteilung des Pulvers sicher.
Filter: Entfernen überschüssige Pulverpartikel aus der Kabinenluft.
Förderbänder: Transportieren die Werkstücke durch den Beschichtungsprozess.
Wartung und Instandhaltung:
Regelmäßige Inspektionen: Identifizieren potenzielle Probleme frühzeitig und ermöglichen rechtzeitige Reparaturen.
Ersatzteilmanagement: Sicherstellung der Verfügbarkeit von Ersatzteilen zur Minimierung von Ausfallzeiten.
Zukunft der Pulverbeschichtungstechnologie
Pulverfördersystem
Die Pulverbeschichtungstechnologie entwickelt sich kontinuierlich weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Zu den wichtigsten Trends und Entwicklungen gehören:
Nachhaltigkeit: Einsatz umweltfreundlicher Materialien und Verfahren zur Reduzierung des ökologischen Fußabdrucks.
Fortschrittliche Materialien: Entwicklung neuer Pulverformeln, die verbesserte Eigenschaften wie Korrosionsbeständigkeit und UV-Stabilität bieten.
Digitalisierung: Integration von IoT und datenbasierten Lösungen zur Optimierung des Beschichtungsprozesses und zur Verbesserung der Qualitätssicherung.
Fazit
Pulverbeschichtungsanlagen und ihre Komponenten sind ein wesentlicher Bestandteil moderner Produktionsprozesse. Sie bieten eine umweltfreundliche, effiziente und langlebige Lösung für die Oberflächenveredelung. Durch die ständige Weiterentwicklung der Technologie und den Einsatz von Automatisierung können Unternehmen ihre Effizienz steigern und gleichzeitig die Qualität ihrer Produkte sicherstellen.
Ich hoffe, dieser umfassende Überblick über Pulverbeschichtungsanlagen und verwandte Komponenten ist hilfreich. Wenn Sie weitere Informationen oder spezifische Details zu einem bestimmten Abschnitt wünschen, lassen Sie es mich bitte wissen!
Wie lange hält Pulverbeschichtung?
Aktuelle Entwicklungen und Innovationen
Die Haltbarkeit einer Pulverbeschichtung kann je nach Anwendung, Umgebung und Qualität der Beschichtung stark variieren. Hier sind einige Faktoren, die die Lebensdauer einer Pulverbeschichtung beeinflussen können:
Faktoren, die die Haltbarkeit beeinflussen:
Qualität des Pulvers:
Pulverformulierung: Hochwertige Pulverlacke bieten in der Regel eine längere Haltbarkeit und bessere Widerstandsfähigkeit gegen Umwelteinflüsse.
UV-Stabilität: Speziell formulierte Pulverlacke mit UV-Schutz verlängern die Lebensdauer bei Anwendungen im Freien.
Vorbereitung der Oberfläche:
Reinigung: Eine gründliche Reinigung der Oberfläche vor der Beschichtung ist entscheidend, um eine gute Haftung des Pulvers zu gewährleisten.
Vorbehandlung: Verfahren wie das Phosphatieren oder Sandstrahlen verbessern die Haftung und Korrosionsbeständigkeit.
Bedingungen der Anwendung:
Innen- vs. Außenanwendung: Pulverbeschichtungen im Innenbereich können Jahrzehnte halten, während Beschichtungen im Außenbereich stärker durch UV-Strahlung, Feuchtigkeit und Temperaturschwankungen beansprucht werden.
Mechanische Belastung: Starke mechanische Belastungen oder Abnutzung können die Lebensdauer der Beschichtung verkürzen.
Betriebsumgebung:
Korrosive Umgebungen: In Industriegebieten oder maritimen Umgebungen kann die Lebensdauer aufgrund der erhöhten Korrosionsgefahr kürzer sein.
Witterungseinflüsse: Regionen mit extremen Wetterbedingungen können die Lebensdauer der Pulverbeschichtung verkürzen.
Beschichtungsdicke:
Eine angemessene Schichtdicke ist wichtig, um eine gleichmäßige Abdeckung und ausreichenden Schutz zu gewährleisten.
Typische Lebensdauer
Innenanwendungen: Pulverbeschichtungen, die in Innenbereichen aufgebracht werden, können oft 15-20 Jahre oder länger halten, da sie weniger extremen Bedingungen ausgesetzt sind.
Außenanwendungen: Bei Außenanwendungen hängt die Lebensdauer stark von den Umweltbedingungen ab, kann jedoch typischerweise zwischen 5 und 10 Jahren liegen. Hochwertige Pulverbeschichtungen, die speziell für den Außenbereich entwickelt wurden, können bis zu 15 Jahre oder länger halten, wenn sie regelmäßig gewartet werden.
Industrieanwendungen: In industriellen Anwendungen, die häufig aggressiven Chemikalien oder starker mechanischer Beanspruchung ausgesetzt sind, kann die Lebensdauer kürzer sein und erfordert häufigere Inspektionen und Wartungen.
Verlängerung der Haltbarkeit
Um die Lebensdauer der Pulverbeschichtung zu maximieren, sind folgende Maßnahmen empfehlenswert:
Regelmäßige Inspektion und Wartung: Frühe Erkennung von Schäden und rechtzeitige Reparaturen können die Haltbarkeit erheblich verlängern.
Vermeidung von physikalischen Schäden: Sorgfältiger Umgang mit beschichteten Oberflächen reduziert das Risiko von Kratzern und Abplatzungen.
Schutz vor chemischen Einflüssen: Vermeidung von Kontakt mit aggressiven Chemikalien und Reinigungsmitteln, die die Beschichtung angreifen könnten.
Fazit
Die Pulverbeschichtung ist eine langlebige und widerstandsfähige Methode zur Oberflächenveredelung, die bei richtiger Anwendung und Wartung viele Jahre halten kann. Die tatsächliche Lebensdauer hängt jedoch von zahlreichen Faktoren ab, einschließlich der Qualität des Pulvers, der Vorbereitung der Oberfläche und den Umgebungsbedingungen, denen die beschichteten Teile ausgesetzt sind.
Wartungstipps für Anlagen
Pulverpistole
Um die Langlebigkeit und Effizienz von Pulverbeschichtungsanlagen zu gewährleisten, ist eine regelmäßige Wartung entscheidend. Hier sind einige Wartungstipps, die Ihnen helfen, die Leistung Ihrer Anlagen zu maximieren und Ausfallzeiten zu minimieren:
1. Allgemeine Inspektion
Regelmäßige Überprüfungen: Führen Sie wöchentliche oder monatliche Inspektionen der gesamten Anlage durch, um sicherzustellen, dass alle Komponenten ordnungsgemäß funktionieren.
Sichtprüfung: Überprüfen Sie auf sichtbare Abnutzung, Schäden oder lose Teile, die die Funktion beeinträchtigen könnten.
2. Pulverkabinen
Filterwartung:
Reinigung oder Austausch: Reinigen oder ersetzen Sie die Filter regelmäßig, um eine effiziente Luftführung und Partikelabscheidung zu gewährleisten.
Filtertypen beachten: Verwenden Sie immer die vom Hersteller empfohlenen Filtertypen.
Kabinenreinigung:
Regelmäßige Reinigung: Halten Sie die Kabinenwände und -böden sauber, um Ansammlungen von überschüssigem Pulver zu vermeiden.
Staubabsaugung: Stellen Sie sicher, dass die Absauganlage regelmäßig geleert und gewartet wird, um eine optimale Funktion zu gewährleisten.
3. Einbrennöfen
Temperaturüberwachung:
Regelmäßige Kalibrierung: Überprüfen Sie regelmäßig die Kalibrierung der Temperatursteuerung, um eine gleichbleibende Beschichtungsqualität sicherzustellen.
Thermoelemente prüfen: Überprüfen Sie die Thermoelemente auf Genauigkeit und Funktionstüchtigkeit.
Ofenreinigung:
Innenreinigung: Entfernen Sie regelmäßig Rückstände und Ablagerungen im Inneren des Ofens, um die Effizienz zu erhalten.
Dichtungen überprüfen: Überprüfen Sie die Dichtungen an Türen und Durchgängen auf Abnutzung und tauschen Sie sie bei Bedarf aus.
4. Pulvergeräte
Sprühpistolenwartung:
Düsenreinigung: Reinigen Sie die Düsen regelmäßig, um Verstopfungen und ungleichmäßige Sprühmuster zu vermeiden.
Ersatzteile prüfen: Halten Sie Ersatzdüsen und andere Verschleißteile bereit, um Ausfallzeiten zu minimieren.
Pulverförderer:
Reinigungsintervalle: Reinigen Sie die Pulverförderer, um Blockaden zu verhindern und eine gleichmäßige Pulverzufuhr zu gewährleisten.
Antriebssysteme warten: Überprüfen Sie regelmäßig die Antriebe und Lager auf Verschleiß und tauschen Sie sie bei Bedarf aus.
5. Fördersysteme
Kettenspannung und Schmierung:
Spannung überprüfen: Kontrollieren Sie die Spannung der Förderketten und passen Sie sie bei Bedarf an, um einen reibungslosen Betrieb zu gewährleisten.
Schmierung: Schmieren Sie alle beweglichen Teile regelmäßig, um Verschleiß zu minimieren.
Lagerwartung:
Überprüfung der Lager: Überprüfen Sie die Lager auf Abnutzung und tauschen Sie sie bei Bedarf aus.
Schmiermittel verwenden: Verwenden Sie die vom Hersteller empfohlenen Schmiermittel, um die Lebensdauer der Lager zu verlängern.
6. Automatisierte Systeme
Steuerungssysteme:
Software-Updates: Halten Sie die Software der Steuerungssysteme auf dem neuesten Stand, um Effizienz und Sicherheit zu gewährleisten.
Fehlerprotokollierung: Überwachen Sie Fehlerprotokolle, um potenzielle Probleme frühzeitig zu erkennen.
Sensoren und Aktoren:
Funktionsprüfung: Überprüfen Sie regelmäßig die Sensoren und Aktoren auf ihre Funktionsfähigkeit und ersetzen Sie defekte Teile.
Kalibrierung: Führen Sie regelmäßige Kalibrierungen durch, um die Genauigkeit der automatisierten Systeme zu gewährleisten.
7. Ersatzteile und Lagerhaltung
Ersatzteilmanagement:
Bestandskontrolle: Führen Sie eine genaue Bestandskontrolle der Ersatzteile, um Ausfallzeiten durch fehlende Teile zu vermeiden.
Qualität der Ersatzteile: Verwenden Sie stets hochwertige Originalersatzteile, um die Funktionalität der Anlagen zu gewährleisten.
8. Schulung des Personals
Regelmäßige Schulungen: Schulen Sie Ihr Personal regelmäßig in der Bedienung und Wartung der Anlagen, um Bedienfehler zu vermeiden und die Sicherheit zu erhöhen.
Notfallverfahren: Stellen Sie sicher, dass alle Mitarbeiter mit den Notfallverfahren vertraut sind, um im Falle eines Ausfalls schnell reagieren zu können.
9. Dokumentation
Wartungsprotokolle: Führen Sie detaillierte Wartungsprotokolle, um den Wartungsverlauf und alle durchgeführten Arbeiten zu dokumentieren.
Checklisten verwenden: Nutzen Sie Wartungschecklisten, um sicherzustellen, dass alle erforderlichen Maßnahmen regelmäßig durchgeführt werden.
Fazit
Durch die Einhaltung dieser Wartungstipps können Sie die Effizienz und Lebensdauer Ihrer Pulverbeschichtungsanlagen maximieren. Eine gut gewartete Anlage führt zu einer höheren Produktqualität, weniger Ausfallzeiten und einer längeren Lebensdauer der Geräte. Regelmäßige Wartung ist eine Investition, die sich durch verbesserte Leistung und geringere Betriebskosten auszahlt.
Automatisierungsoptionen
Automatische Pulverbeschichtungsanlage
Automatisierungsoptionen in der Pulverbeschichtung bieten zahlreiche Vorteile, darunter erhöhte Effizienz, gleichbleibende Qualität und reduzierte Betriebskosten. Im Folgenden werden verschiedene Automatisierungsoptionen erläutert, die in modernen Pulverbeschichtungsanlagen eingesetzt werden können:
1. Automatische Sprühsysteme
Automatische Sprühsysteme sind eine wesentliche Komponente für die Automatisierung der Pulverbeschichtung und bieten präzise und gleichmäßige Beschichtungen. Sie bestehen aus mehreren automatisierten Sprühpistolen, die auf robotergesteuerten Armen montiert sind.
Robotergestützte Sprühpistolen: Diese Pistolen sind an Roboterarmen befestigt, die programmierbar sind, um komplexe Bewegungsmuster auszuführen und die Sprühwinkel für unterschiedliche Werkstückgeometrien zu optimieren.
Pulvermengensteuerung: Automatisierte Systeme ermöglichen die genaue Steuerung der Pulvermengen, was zu einer gleichmäßigen Schichtdicke und weniger Abfall führt.
Adaptive Technologie: Moderne Systeme nutzen Sensoren, um die Werkstückgeometrie in Echtzeit zu erfassen und die Sprühmuster entsprechend anzupassen.
2. Fördersysteme
Automatisierte Fördersysteme transportieren die Werkstücke durch die verschiedenen Phasen des Beschichtungsprozesses und tragen dazu bei, den Durchsatz zu erhöhen.
Overhead-Fördersysteme: Diese Systeme transportieren die Teile über Kopf durch die Kabinen und Öfen, was den Bodenraum frei hält und die Effizienz erhöht.
Ketten- und Schienensysteme: Förderbänder und Schienensysteme bieten Flexibilität bei der Gestaltung der Produktionslinie und können an unterschiedliche Anforderungen angepasst werden.
Variable Geschwindigkeit: Einige Fördersysteme ermöglichen die Anpassung der Geschwindigkeit je nach Werkstückgröße und Prozessanforderungen.
3. Einbrennöfen mit Automatisierung
Einbrennöfen können durch Automatisierung effizienter und präziser arbeiten, was die Qualität der Beschichtung verbessert.
Automatisierte Temperaturregelung: Intelligente Steuerungssysteme passen die Ofentemperatur in Echtzeit an, um die optimale Aushärtung der Pulverbeschichtung zu gewährleisten.
Zeitschaltuhren und Sensoren: Integrierte Timer und Sensoren helfen dabei, den Aushärtungsprozess genau zu überwachen und die Energieeffizienz zu maximieren.
Automatische Türsteuerung: Automatische Türen öffnen und schließen sich synchron mit dem Ein- und Ausgang der Werkstücke, um den Wärmeverlust zu minimieren.
4. Qualitätskontrollsysteme
Automatisierte Qualitätskontrollsysteme sorgen dafür, dass die Beschichtungen den festgelegten Standards entsprechen und verringern den Bedarf an manueller Inspektion.
Visuelle Inspektionssysteme: Kameras und Bildverarbeitungstechnologien prüfen die Beschichtungsqualität und identifizieren sofort Fehler oder Unregelmäßigkeiten.
Schichtdickenmessung: Berührungslose Messsysteme können die Dicke der Pulverbeschichtung präzise messen und Daten zur weiteren Analyse bereitstellen.
Echtzeit-Datenanalyse: Datenerfassungs- und Analysesysteme ermöglichen die Überwachung des gesamten Prozesses und helfen bei der Identifizierung von Optimierungspotenzialen.
5. Software-Integration
Softwarelösungen spielen eine entscheidende Rolle bei der Automatisierung, indem sie verschiedene Systeme integrieren und den Betrieb effizienter gestalten.
Leitsysteme (SCADA): Supervisory Control and Data Acquisition (SCADA) Systeme bieten eine zentrale Steuerung und Überwachung aller Anlagenkomponenten.
IoT-Integration: Internet of Things (IoT) Technologien ermöglichen die Vernetzung der Geräte und die Fernüberwachung sowie -steuerung der Prozesse.
Produktionsmanagement-Software: Diese Softwarelösungen helfen bei der Planung und Verwaltung von Produktionsabläufen, indem sie Daten aus verschiedenen Quellen konsolidieren.
6. Automatisierte Farbwechsel
Für Betriebe, die häufige Farbwechsel durchführen müssen, bieten automatisierte Farbwechselsysteme erhebliche Vorteile.
Schneller Farbwechsel: Automatisierte Systeme reduzieren die Zeit, die für den Farbwechsel benötigt wird, was die Produktionsausfallzeiten minimiert.
Minimierung von Pulverabfall: Durch den Einsatz von selbstreinigenden Sprühpistolen und Kabinen wird der Pulververbrauch optimiert.
7. Wartungsautomatisierung
Auch die Wartung von Anlagen kann automatisiert werden, um die Betriebszeiten zu maximieren und unvorhergesehene Ausfälle zu reduzieren.
Vorausschauende Wartung: Sensoren überwachen den Zustand der Anlagenkomponenten in Echtzeit und prognostizieren Wartungsbedarf, bevor Probleme auftreten.
Automatisierte Fehlerdiagnose: Diagnose-Tools identifizieren Probleme und bieten Lösungsvorschläge, die die Wartungseffizienz erhöhen.
Vorteile der Automatisierung in der Pulverbeschichtung
Erhöhte Produktivität: Automatisierte Systeme ermöglichen eine höhere Produktionsrate bei gleichzeitig konsistenter Qualität.
Geringere Betriebskosten: Durch die Optimierung des Materialverbrauchs und die Reduzierung des Arbeitsaufwands senken Automatisierungssysteme die Betriebskosten.
Verbesserte Qualität: Gleichbleibende Beschichtungsqualität und reduzierte Fehlerraten durch präzise Steuerung und Überwachung.
Umweltfreundlichkeit: Automatisierung reduziert den Pulverabfall und verbessert die Energieeffizienz der Anlagen.
Fazit
Automatisierungsoptionen in der Pulverbeschichtung bieten eine Vielzahl von Vorteilen und sind entscheidend für die Steigerung der Effizienz und Qualität in der Produktion. Die Integration von Robotik, fortschrittlicher Software und intelligenter Steuerung ermöglicht es Unternehmen, wettbewerbsfähig zu bleiben und gleichzeitig die Umweltbelastung zu reduzieren. Die Entscheidung für die richtige Kombination von Automatisierungstechnologien hängt von den spezifischen Anforderungen und Zielen des Unternehmens ab.
Automatisierungsvorteile
Die Stahlkabine für Pulverbeschichtung
Automatisierung in der Pulverbeschichtungsindustrie bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion steigern können. Hier sind die wichtigsten Vorteile der Automatisierung erklärt:
1. Erhöhte Effizienz
Höhere Produktionsraten: Automatisierte Systeme können kontinuierlich ohne Unterbrechungen arbeiten, was zu höheren Durchsatzraten führt. Dies bedeutet, dass mehr Teile in kürzerer Zeit beschichtet werden können, was die Gesamtproduktivität steigert.
Schnellere Zykluszeiten: Automatisierung reduziert die Bearbeitungszeit pro Werkstück erheblich, da Maschinen schneller und präziser arbeiten können als Menschen.
Minimierte Stillstandszeiten: Automatisierte Wartung und vorausschauende Diagnose minimieren ungeplante Ausfallzeiten, was die Verfügbarkeit der Anlage erhöht.
2. Gleichbleibende Qualität
Präzise Beschichtungsanwendung: Automatisierte Sprühsysteme sorgen für eine gleichmäßige Schichtdicke und reduzieren menschliche Fehler, die zu Qualitätsabweichungen führen können.
Wiederholgenauigkeit: Automatisierte Systeme wiederholen dieselben Bewegungen und Prozesse mit hoher Genauigkeit, was zu konsistenter Produktqualität führt, unabhängig von der Produktionsmenge.
Echtzeit-Qualitätskontrolle: Durch den Einsatz von Sensoren und Kameras können automatisierte Systeme kontinuierlich die Qualität der Beschichtung überwachen und sofort Anpassungen vornehmen.
3. Reduzierte Betriebskosten
Materialeinsparungen: Automatisierung optimiert den Einsatz von Pulvermaterialien, wodurch Abfall reduziert und die Materialnutzung verbessert wird.
Geringere Arbeitskosten: Der Bedarf an manueller Arbeit wird verringert, was die Personalkosten senkt. Mitarbeiter können in anderen Bereichen eingesetzt werden, wo menschliches Urteilsvermögen und Kreativität erforderlich sind.
Energieeffizienz: Automatisierte Systeme sind oft energieeffizienter, da sie optimierte Prozesse und Technologien verwenden, um den Energieverbrauch zu minimieren.
4. Verbesserte Sicherheit
Reduzierte Exposition gegenüber Gefahrenstoffen: Automatisierung minimiert den direkten Kontakt der Mitarbeiter mit potenziell gefährlichen Chemikalien und Pulvern, was das Risiko von Gesundheitsproblemen reduziert.
Sicherheitsüberwachung: Automatisierte Anlagen sind häufig mit Sicherheitssensoren ausgestattet, die Unfälle verhindern und im Notfall schnelle Reaktionen ermöglichen.
Ergonomische Vorteile: Mitarbeiter müssen weniger körperlich anspruchsvolle Aufgaben erledigen, was das Risiko von arbeitsbedingten Verletzungen verringert.
5. Flexibilität und Anpassungsfähigkeit
Schnelle Anpassung an Produktänderungen: Automatisierte Systeme können schnell neu programmiert werden, um auf Änderungen im Produktdesign oder der Produktion umzustellen, was die Flexibilität erhöht.
Einfache Integration neuer Technologien: Durch modulare Designs können neue Technologien oder Prozesse problemlos in bestehende Systeme integriert werden.
Vielfältige Anwendungsmöglichkeiten: Automatisierung kann an eine Vielzahl von Werkstückgrößen, -formen und -materialien angepasst werden, was die Vielseitigkeit der Produktion erhöht.
6. Nachhaltigkeit und Umweltfreundlichkeit
Reduzierung von Abfall und Emissionen: Automatisierte Systeme optimieren den Materialverbrauch und reduzieren den Überspray, was zu weniger Abfall und geringeren Emissionen führt.
Ressourceneffizienz: Durch die optimale Nutzung von Energie und Materialien tragen automatisierte Systeme zu nachhaltigeren Produktionsprozessen bei.
Verbesserte Umweltbilanz: Unternehmen können ihre Umweltziele leichter erreichen und ihre ökologische Verantwortung wahrnehmen.
7. Daten- und Prozessoptimierung
Datengesteuerte Entscheidungsfindung: Automatisierte Systeme sammeln kontinuierlich Daten, die zur Analyse und Optimierung der Produktionsprozesse verwendet werden können.
Prozessoptimierung durch IoT: Internet of Things (IoT) Technologien ermöglichen die Echtzeitüberwachung und -steuerung von Prozessen, was die Effizienz und Transparenz erhöht.
Vorausschauende Wartung: Durch die Analyse von Maschinendaten können Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Ausfällen führen.
Fazit
Die Automatisierung in der Pulverbeschichtung bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion erheblich steigern. Durch den Einsatz modernster Technologien können Unternehmen ihre Betriebskosten senken, die Produktsicherheit erhöhen und gleichzeitig ihre Umweltbilanz verbessern. Die Investition in Automatisierungslösungen zahlt sich langfristig durch höhere Produktivität, verbesserte Qualität und größere Flexibilität aus. Unternehmen, die Automatisierungstechnologien integrieren, positionieren sich besser im Wettbewerb und sind in der Lage, schneller auf Marktveränderungen zu reagieren.
Beispiele für Automatisierung
Hubgerät für Pulverbeschichtung
Hier sind einige konkrete Beispiele für Automatisierung in der Pulverbeschichtungsindustrie, die verdeutlichen, wie moderne Technologien den Beschichtungsprozess optimieren und verbessern können:
1. Robotergesteuerte Sprühapplikationen
Automatisierte Spritzroboter: Diese Roboterarme sind mit elektrostatischen Sprühpistolen ausgestattet und können komplexe Bewegungsmuster programmieren, um Teile unterschiedlicher Formen und Größen effizient zu beschichten. Durch die Robotersteuerung wird eine gleichmäßige Schichtdicke erreicht, und es gibt weniger Overspray.Beispiel: In der Automobilindustrie werden Karosserieteile oft mit robotergestützten Sprühsystemen beschichtet, um eine gleichmäßige und hochwertige Oberfläche zu gewährleisten. Ein Unternehmen wie ABB Robotics bietet Lösungen, die auf die spezifischen Anforderungen der Automobilindustrie zugeschnitten sind.
2. Automatische Fördersysteme
Overhead-Kettenförderer: Diese Systeme transportieren die Teile durch verschiedene Prozessschritte wie Reinigung, Beschichtung und Aushärtung. Sie ermöglichen einen kontinuierlichen Produktionsfluss und minimieren manuelle Eingriffe.Beispiel: Bei der Herstellung von Metallmöbeln werden Teile oft auf Förderbändern bewegt, die sie durch alle Beschichtungsphasen führen. Unternehmen wie Nordson bieten komplexe Fördersysteme an, die an verschiedene Produktionslayouts angepasst werden können.
3. Automatisierte Farbwechselsysteme
Schnellwechselkabinen: Diese Kabinen sind darauf ausgelegt, den Farbwechselprozess zu beschleunigen. Sie verfügen über automatische Reinigungszyklen und programmierbare Steuerungen, die den Farbwechsel effizienter machen.Beispiel: In der Fahrradindustrie, wo häufig Farbvarianten angeboten werden, nutzen Hersteller automatisierte Systeme, um den Farbwechsel schnell durchzuführen, ohne die Produktion zu verlangsamen. Systeme von Gema Switzerland bieten automatische Farbwechseltechnologien, die in der Branche weit verbreitet sind.
4. Intelligente Einbrennöfen
Automatisierte Temperatur- und Zeitsteuerung: Einbrennöfen sind mit Sensoren ausgestattet, die die Temperatur und den Durchsatz in Echtzeit überwachen und anpassen, um die optimale Aushärtung der Beschichtung zu gewährleisten.Beispiel: In der Elektronikindustrie, wo präzise Temperaturkontrollen entscheidend sind, verwenden Hersteller automatisierte Öfen, um die empfindlichen Komponenten richtig zu behandeln. Unternehmen wie Despatch Industries bieten Öfen an, die auf solche spezifischen Anforderungen abgestimmt sind.
5. Echtzeit-Qualitätskontrollsysteme
Vision-Systeme für die Inspektion: Kameras und Bildverarbeitungstechnologien erfassen die Beschichtungsqualität in Echtzeit, erkennen Fehler und ermöglichen sofortige Korrekturmaßnahmen.Beispiel: In der Luftfahrtindustrie, wo höchste Qualitätsstandards gelten, werden Vision-Systeme eingesetzt, um die Beschichtungen auf Flugzeugteilen zu überprüfen. Anbieter wie Cognex bieten fortschrittliche Bildverarbeitungslösungen an, die in diesen Anwendungen genutzt werden.
6. Datenanalyse und IoT-Integration
IoT-gestützte Prozessüberwachung: Sensoren an verschiedenen Stellen der Produktionslinie sammeln Daten, die zur Optimierung des gesamten Beschichtungsprozesses genutzt werden können. IoT-Plattformen ermöglichen eine zentrale Überwachung und Anpassung der Systeme in Echtzeit.Beispiel: Ein Hersteller von landwirtschaftlichen Maschinen nutzt IoT-Daten, um die Effizienz der Pulverbeschichtungsanlage zu verbessern und Wartungszyklen zu optimieren. Unternehmen wie Siemens bieten umfassende IoT-Lösungen an, die solche Anwendungen unterstützen.
7. Vorausschauende Wartung
Condition Monitoring: Automatisierte Überwachungssysteme analysieren kontinuierlich den Zustand von Anlagenkomponenten und prognostizieren Wartungsbedarf, bevor Ausfälle auftreten.Beispiel: Ein Hersteller von Haushaltsgeräten implementiert vorausschauende Wartung, um die Lebensdauer seiner Beschichtungsanlagen zu verlängern und die Verfügbarkeit zu maximieren. Lösungen von GE Digital bieten solche Condition-Monitoring-Tools an.
8. Automatisierte Reinigungssysteme
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungszyklen, die das Entfernen von Pulverrückständen und die Vorbereitung für den nächsten Durchgang erleichtern.Beispiel: In der Herstellung von Baukomponenten, die unterschiedliche Beschichtungen erfordern, helfen selbstreinigende Systeme, die Wechselzeiten zwischen den verschiedenen Pulverlacken zu verkürzen. Systeme von Wagner bieten effiziente Reinigungsoptionen, die in solchen Anwendungen zum Einsatz kommen.
Fazit
Automatisierung in der Pulverbeschichtungsindustrie bietet vielfältige Möglichkeiten, die Produktion zu optimieren und gleichzeitig die Qualität zu steigern. Durch den Einsatz von robotergesteuerten Sprühsystemen, automatisierten Fördersystemen, intelligenten Einbrennöfen und fortschrittlichen Überwachungs- und Wartungstechnologien können Unternehmen ihre Effizienz erhöhen und ihre Wettbewerbsfähigkeit verbessern. Die Investition in Automatisierungstechnologien ermöglicht es Unternehmen, sich schnell an Marktveränderungen anzupassen und gleichzeitig ihre Produktionskosten zu senken.
Komponenten einer Komplette Pulverbeschichtungsanlage
Pulverbeschichtungsanlage mit Traversen
Eine komplette Pulverbeschichtungsanlage besteht aus mehreren wesentlichen Komponenten, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu gewährleisten. Hier sind die Hauptkomponenten einer solchen Anlage und ihre Funktionen:
1. Vorbehandlungssystem
Oberflächenvorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt, um sicherzustellen, dass die Oberfläche des Werkstücks sauber und bereit für die Beschichtung ist. Die Vorbehandlung verbessert die Haftung der Pulverbeschichtung und erhöht die Korrosionsbeständigkeit.
Reinigungsstationen: Entfernen Öl, Fett, Staub und andere Verunreinigungen von der Oberfläche des Werkstücks.
Phosphatier- oder Chromatierstationen: Bilden eine Schutzschicht, die die Haftung verbessert und die Korrosionsbeständigkeit erhöht.
Spül- und Trocknungsstationen: Stellen sicher, dass das Werkstück frei von chemischen Rückständen und trocken ist, bevor es zur Beschichtung weitergeleitet wird.
2. Pulverkabinen
Automatische Pulverbeschichtungsanlage
Die Pulverkabine ist der Bereich, in dem das Pulver elektrostatisch auf die Werkstücke aufgetragen wird. Sie ist so konzipiert, dass sie eine saubere und kontrollierte Umgebung bietet, um überschüssiges Pulver effizient zurückzugewinnen.
Offene Kabinen: Geeignet für kleinere, manuelle Anwendungen, wo der Bediener direkten Zugang benötigt.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und sind effizienter bei der Kontrolle und Rückgewinnung von Overspray.
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungssysteme, die den Farbwechsel und die Wartung erleichtern.
3. Pulverauftragsgeräte
Automatisierte Pulverbeschichtung
Diese Geräte sind für die eigentliche Anwendung des Pulvers auf die Werkstücke verantwortlich und bestehen aus verschiedenen Komponenten, die den Pulverauftrag optimieren.
Elektrostatische Sprühpistolen: Laden die Pulverpartikel elektrostatisch auf, damit sie gleichmäßig auf der Werkstückoberfläche haften.
Pulverförderer: Transportieren das Pulver von den Vorratsbehältern zur Sprühpistole und sorgen für eine gleichmäßige Pulverzufuhr.
Steuerungseinheiten: Erlauben die Anpassung der Auftragsparameter wie Spannung, Pulverfluss und Sprühzeit.
4. Fördersysteme
Fördersysteme
Fördersysteme transportieren die Werkstücke durch die verschiedenen Stationen der Beschichtungsanlage, von der Vorbehandlung bis zur Aushärtung.
Kettenförderer: Bieten kontinuierliche Bewegung und sind ideal für die Massenproduktion.
Schienen- und Rollensysteme: Ermöglichen Flexibilität bei der Anordnung der Produktionslinie.
Pufferzonen: Bereiche, in denen Werkstücke zwischengelagert werden können, um den Produktionsfluss zu optimieren.
5. Einbrennöfen
Pulverofen
Einbrennöfen sind entscheidend für die Aushärtung der Pulverbeschichtung, da sie die erforderliche Wärme bereitstellen, um das Pulver zu schmelzen und eine dauerhafte Oberfläche zu schaffen.
Chargenöfen: Ideal für kleinere Produktionen mit variablen Chargengrößen; sie bieten Flexibilität und können verschiedene Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien mit hohen Durchsatzraten. Teile werden auf einem Förderband durch den Ofen transportiert.
Konvektions- und Infrarotöfen: Verschiedene Technologien bieten spezifische Vorteile in Bezug auf Aufheizgeschwindigkeit und Energieeffizienz.
6. Rückgewinnungs- und Recycling-Systeme
Zyklonrückgewinnung
Diese Systeme sind darauf ausgelegt, überschüssiges Pulver aufzufangen und wiederzuverwenden, um Abfall zu minimieren und die Effizienz zu maximieren.
Zyklonabscheider: Trennen überschüssiges Pulver aus der Luft und führen es zurück in den Beschichtungsprozess.
Filtersysteme: Entfernen Feinstaub aus der Luft und stellen sicher, dass nur saubere Luft in die Umgebung abgegeben wird.
Siebsysteme: Stellen sicher, dass nur qualitativ hochwertiges Pulver erneut verwendet wird, indem sie Verunreinigungen entfernen.
7. Steuerungs- und Überwachungssysteme
Moderne Steuerungssysteme ermöglichen die Überwachung und Anpassung aller Aspekte des Beschichtungsprozesses in Echtzeit.
Prozessleitsysteme (PLS): Überwachen und steuern den gesamten Produktionsablauf und bieten Echtzeit-Daten zur Optimierung der Prozesse.
Benutzeroberflächen: Intuitive Bedienpanels ermöglichen eine einfache Steuerung und Anpassung der Systemeinstellungen.
Datenanalyse-Tools: Erfassen und analysieren Daten zur Prozessoptimierung und Fehlererkennung.
8. Kühlzonen
Nach dem Aushärtungsprozess müssen die Werkstücke auf Raumtemperatur abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden können.
Luftkühlungssysteme: Nutzen Luftzirkulation, um die Werkstücke effizient abzukühlen.
Wasserkühlungssysteme: In speziellen Anwendungen, wo schnelle Abkühlung erforderlich ist, können Wasserkühlungssysteme eingesetzt werden.
9. Materialhandling-Systeme
Diese Systeme unterstützen das Be- und Entladen von Werkstücken und die Bewegung innerhalb der Anlage.
Robotiksysteme: Automatisierte Roboterarme, die Werkstücke präzise positionieren und handhaben.
Hubsysteme: Unterstützen beim Transport schwerer Werkstücke innerhalb der Anlage.
10. Wartungseinrichtungen
Regelmäßige Wartung ist entscheidend, um die Effizienz und Lebensdauer der Anlage zu gewährleisten.
Integrierte Wartungstools: Sensoren und Software zur vorausschauenden Wartung, die den Zustand der Anlage überwachen und Wartungsbedarf identifizieren.
Zugängliche Wartungsbereiche: Einfache Zugänglichkeit für regelmäßige Inspektionen und Reparaturen.
Fazit
Eine komplette Pulverbeschichtungsanlage besteht aus vielen Komponenten, die zusammenarbeiten, um eine effiziente, qualitativ hochwertige und umweltfreundliche Beschichtung zu gewährleisten. Jede Komponente spielt eine entscheidende Rolle im Beschichtungsprozess, von der Vorbereitung der Werkstücke bis zur Aushärtung der Beschichtung. Die Wahl der richtigen Technologien und die Integration von Automatisierungslösungen können den Betrieb optimieren und die Produktionsziele eines Unternehmens effektiv unterstützen.
Anlagengröße
Pulverauftragskammer
Die Größe von Pulverbeschichtungsanlagen kann je nach den spezifischen Anforderungen eines Unternehmens stark variieren. Die Anlagengröße hängt von mehreren Faktoren ab, darunter die Art und Größe der zu beschichtenden Werkstücke, das Produktionsvolumen und die verfügbaren räumlichen Gegebenheiten. Hier sind einige wichtige Überlegungen und Optionen zur Variation der Anlagengröße:
Faktoren, die die Anlagengröße beeinflussen
Art der zu beschichtenden Werkstücke
Kleinere Teile: Bei der Beschichtung von kleineren Teilen, wie z. B. Elektrokomponenten oder kleinen Metallteilen, können kompaktere Anlagen eingesetzt werden.
Große Werkstücke: Für größere Teile, wie Automobilkarosserien oder große Maschinenteile, sind größere Anlagen mit geräumigen Kabinen und Öfen erforderlich.
Produktionsvolumen
Kleinserienproduktion: Unternehmen, die kleinere Produktionsvolumen handhaben, können mit einfacheren und kleineren Anlagen auskommen.
Massenproduktion: Für hohe Produktionsvolumen sind größere und komplexere Anlagen notwendig, die einen kontinuierlichen Betrieb ermöglichen.
Verfügbare Fläche
Kompakte Lösungen: In begrenzten Räumlichkeiten können platzsparende Designs und integrierte Systeme genutzt werden, um den verfügbaren Platz optimal zu nutzen.
Großflächige Anlagen: In größeren Einrichtungen kann eine weitläufige Anordnung von Vorbehandlung, Beschichtung und Aushärtung erfolgen, um einen reibungslosen Produktionsablauf zu gewährleisten.
Prozessanforderungen
Vielseitigkeit: Anlagen, die verschiedene Beschichtungsarten und Materialien verarbeiten müssen, erfordern möglicherweise eine modulare Struktur, die Anpassungen erlaubt.
Spezialanforderungen: Bestimmte Anwendungen, wie z. B. die Beschichtung von hitzeempfindlichen Materialien, erfordern spezifische Anpassungen der Anlagengröße und -konfiguration.
Optionen zur Variation der Anlagengröße
1. Modulare Anlagen
Modulare Anlagen sind flexibel und können an unterschiedliche Produktionsanforderungen angepasst werden. Sie bestehen aus separaten Modulen, die nach Bedarf hinzugefügt oder entfernt werden können.
Vorteile:
Flexibilität: Einfaches Anpassen und Erweitern der Anlage, um auf wechselnde Produktionsanforderungen zu reagieren.
Kosteneffizienz: Investitionen können nach und nach getätigt werden, indem nur die notwendigen Module erworben werden.
Einfache Wartung: Einzelne Module können leicht gewartet oder ausgetauscht werden, ohne den gesamten Betrieb zu unterbrechen.
Beispiele:
Modulare Kabinen: Erlauben die Anpassung der Kabinengröße je nach Werkstückgröße.
Erweiterbare Fördersysteme: Zusätzliche Förderstrecken können hinzugefügt werden, um den Produktionsfluss zu erweitern.
2. Kompakte Anlagen
Kompakte Anlagen sind ideal für Unternehmen mit begrenztem Platzangebot oder für kleinere Produktionsvolumen.
Vorteile:
Platzsparend: Effektive Nutzung des verfügbaren Raums.
Geringere Investitionskosten: Reduzierte Anfangsinvestitionen durch den kleineren Maßstab der Anlage.
Schnellere Installation: Einfachere und schnellere Implementierung.
Beispiele:
Mini-Kabinen: Kleinere Beschichtungskabinen für spezialisierte Anwendungen.
Integrierte Systeme: Anlagen, die Vorbehandlung, Beschichtung und Aushärtung in einem kompakten Layout vereinen.
3. Großflächige Anlagen
Für Unternehmen mit hohen Produktionsanforderungen oder großen Werkstücken sind großflächige Anlagen notwendig.
Vorteile:
Hohe Kapazität: Eignen sich für die Massenproduktion und den gleichzeitigen Betrieb mehrerer Linien.
Vielseitigkeit: Möglichkeit, mehrere Prozesse gleichzeitig durchzuführen.
Effizienz: Optimierte Produktionsabläufe durch die großzügige Gestaltung der Anlage.
Beispiele:
Mehrere Kabinen und Öfen: Separate Bereiche für unterschiedliche Farben oder Materialien.
Erweiterte Fördersysteme: Lange Förderstrecken für den Transport großer oder zahlreicher Teile.
Planungsüberlegungen bei der Anlagengrößenauswahl
Zukunftsprognosen
Marktentwicklung: Berücksichtigen Sie mögliche Expansionen oder Veränderungen in der Nachfrage.
Technologische Fortschritte: Planen Sie für zukünftige Anpassungen oder Upgrades der Anlage.
Kostenüberlegungen
Anfangsinvestition vs. Betriebskosten: Wägen Sie die Anfangsinvestitionen gegen die langfristigen Betriebskosten ab.
Finanzielle Flexibilität: Planen Sie die Finanzierung der Anlage im Einklang mit den finanziellen Möglichkeiten und Zielen des Unternehmens.
Integration und Kompatibilität
Bestehende Infrastruktur: Überprüfen Sie die Kompatibilität der neuen Anlage mit bestehenden Systemen und Einrichtungen.
Erweiterungsmöglichkeiten: Planen Sie die Integration zukünftiger Erweiterungen oder Module.
Umwelt- und Sicherheitsstandards
Regulierungen: Stellen Sie sicher, dass die Anlage alle relevanten Umwelt- und Sicherheitsstandards erfüllt.
Nachhaltigkeit: Berücksichtigen Sie umweltfreundliche Technologien und Praktiken bei der Planung und dem Betrieb der Anlage.
Fazit
Die Größe einer Pulverbeschichtungsanlage kann an die spezifischen Bedürfnisse und Anforderungen eines Unternehmens angepasst werden. Durch die Auswahl der richtigen Anlagengröße und -konfiguration können Unternehmen ihre Produktionsziele effizient erreichen, die Qualität ihrer Produkte verbessern und die Betriebskosten optimieren. Ob modular, kompakt oder großflächig, jede Anlagengröße hat ihre eigenen Vorteile und Herausforderungen, die sorgfältig abgewogen werden müssen, um die besten Ergebnisse zu erzielen.
Benötigte Mitarbeiterzahl
Beschichtungseinheit
Die Anzahl der benötigten Mitarbeiter für den Betrieb einer Pulverbeschichtungsanlage hängt von mehreren Faktoren ab, darunter die Größe und Automatisierung der Anlage, das Produktionsvolumen, die Art der zu beschichtenden Werkstücke und die spezifischen betrieblichen Anforderungen. Hier sind einige Überlegungen, um die optimale Mitarbeiterzahl für den Betrieb einer Pulverbeschichtungsanlage zu bestimmen:
1. Faktoren, die die Mitarbeiterzahl beeinflussen
a. Größe der Anlage
Kleine Anlagen:
Typischerweise weniger Mitarbeiter erforderlich.
Häufig eine Mischung aus manuellen und halbautomatisierten Prozessen.
Große Anlagen:
Mehr Mitarbeiter erforderlich, insbesondere bei einer hohen Produktionskapazität.
Automatisierte Systeme können jedoch den Bedarf an Personal verringern.
b. Automatisierungsgrad
Hochautomatisierte Anlagen:
Reduzierter Bedarf an manueller Arbeit.
Erfordern jedoch technisches Personal für die Überwachung, Wartung und Programmierung der Anlagen.
Manuelle oder halbautomatisierte Anlagen:
Höherer Personalbedarf für die Bedienung und Überwachung der Anlagen.
c. Produktionsvolumen
Niedriges Produktionsvolumen:
Geringerer Personalbedarf.
Mehr Flexibilität bei der Planung von Schichten.
Hohes Produktionsvolumen:
Mehr Mitarbeiter erforderlich, um den Produktionsfluss aufrechtzuerhalten.
Möglicherweise mehrere Schichten zur Maximierung der Betriebszeit.
d. Werkstücktypen
Komplexe oder große Werkstücke:
Erfordern möglicherweise mehr Personal für die Handhabung und Inspektion.
Spezialisierte Mitarbeiter für die Anpassung der Beschichtungsparameter.
Kleine oder standardisierte Teile:
Weniger Personal für die Handhabung erforderlich.
Prozessabläufe sind oft einfacher und standardisiert.
2. Typische Rollen in einer Pulverbeschichtungsanlage
a. Produktionsmitarbeiter
Bediener der Beschichtungsanlagen:
Verantwortlich für das Auftragen der Pulverbeschichtung.
Überwachung der Qualität und Sicherstellung der richtigen Parameter.
Vorbehandlungsmitarbeiter:
Durchführung von Reinigungs- und Vorbehandlungsprozessen.
Sicherstellung, dass die Werkstücke ordnungsgemäß vorbereitet sind.
b. Technisches Personal
Wartungstechniker:
Regelmäßige Wartung und Reparatur der Anlagen.
Überwachung der Systemleistung und Durchführung von Fehlerbehebungen.
Automatisierungs- und Steuerungstechniker:
Programmierung und Überwachung automatisierter Systeme.
Anpassung der Steuerungsparameter und Optimierung der Prozesse.
c. Qualitätssicherung
Qualitätsinspektoren:
Durchführung von Qualitätskontrollen zur Sicherstellung der Einhaltung von Standards.
Verwendung von Messgeräten zur Überprüfung der Schichtdicke und Oberflächenqualität.
Prozessoptimierer:
Analyse von Produktionsdaten zur Verbesserung der Effizienz und Qualität.
Implementierung von Verbesserungsmaßnahmen.
d. Management und Verwaltung
Produktionsleiter:
Überwachung der gesamten Produktionslinie.
Koordination der Mitarbeiter und Sicherstellung der Zielerreichung.
Logistik- und Materialplaner:
Verwaltung der Materialflüsse und Bestände.
Planung der Produktion auf Basis von Nachfrage und Kapazität.
3. Beispiel einer Mitarbeiterverteilung
Hier ist ein Beispiel für die Mitarbeiterverteilung in einer mittelgroßen, teilautomatisierten Pulverbeschichtungsanlage:
Rolle
Anzahl der Mitarbeiter
Beschreibung
Bediener der Vorbehandlung
2-3
Verantwortlich für Reinigung und Vorbereitung der Werkstücke.
Pulverbeschichtungsbediener
3-4
Durchführung des Beschichtungsprozesses.
Wartungstechniker
1-2
Wartung und Reparatur der Anlagen.
Automatisierungstechniker
1-2
Überwachung der automatisierten Systeme und Prozesssteuerung.
Qualitätsinspektoren
1-2
Überprüfung der Qualität der beschichteten Teile.
Produktionsleiter
1
Leitung der Produktion und Koordination der Schichten.
Logistik- und Materialplaner
1
Verwaltung der Materialbestände und Produktionsplanung.
4. Optimierung der Mitarbeiterzahl
Um die Mitarbeiterzahl effizient zu nutzen, können Unternehmen folgende Strategien in Betracht ziehen:
Schulung und Weiterbildung: Regelmäßige Schulungen, um die Qualifikation der Mitarbeiter zu verbessern und sie auf mehrere Aufgaben vorzubereiten.
Einsatz von Zeitarbeitern: Flexible Personalplanung durch den Einsatz von Zeitarbeitskräften, um bei Bedarf Spitzenbelastungen abzufangen.
Prozessoptimierung: Einsatz von Lean-Management-Prinzipien, um Prozesse zu optimieren und den Personalbedarf zu reduzieren.
Investition in Automatisierung: Einsatz von Automatisierungstechnologien zur Reduzierung des manuellen Arbeitsaufwands und Verbesserung der Effizienz.
Fazit
Die optimale Anzahl der Mitarbeiter in einer Pulverbeschichtungsanlage hängt von vielen Faktoren ab, darunter die Größe der Anlage, der Automatisierungsgrad und das Produktionsvolumen. Durch den Einsatz von Automatisierung, Schulung und Prozessoptimierung können Unternehmen ihre Personalkosten minimieren und gleichzeitig die Effizienz und Qualität ihrer Produktion maximieren. Eine sorgfältige Planung und Anpassung der Personalressourcen ist entscheidend, um den Erfolg der Anlage zu gewährleisten.
Ein Pulverofen ist eine essentielle Komponente in der Pulverbeschichtung, einer modernen Technik zur Oberflächenveredelung, die in vielen Branchen von der Automobilindustrie bis zur Möbelherstellung weit verbreitet ist. Pulverbeschichtung nutzt elektrostatisch aufgeladenes Pulver, das auf ein Werkstück gesprüht und anschließend in einem Pulverofen erhitzt wird, um eine harte, widerstandsfähige und gleichmäßige Beschichtung zu erzeugen.
In diesem umfassenden Text wird auf die Funktionsweise und verschiedenen Arten von Pulveröfen eingegangen. Zu den behandelten Themen gehören die grundlegende Technologie hinter Pulveröfen, der Stromverbrauch, Kammeröfen, Pulveröfen mit Schienen, Pulveröfen mit Schienen im Boden und Pulveröfen mit Trennwänden. Jede dieser Variationen bietet unterschiedliche Vorteile und Anwendungen für bestimmte industrielle Prozesse.
Pulverofen: Grundlegendes Verständnis
Pulverbeschichten Ofen
Ein Pulverofen ist speziell dafür entwickelt, Werkstücke, die mit Pulverbeschichtungen versehen wurden, auf hohe Temperaturen zu erhitzen, um das Pulver zu schmelzen und zu einer widerstandsfähigen Beschichtung zu vernetzen. Während dieses Vorgangs wird das Pulver in eine homogene, schützende und dekorative Schicht umgewandelt, die gegen Korrosion, Kratzer und Witterungseinflüsse beständig ist.
Pulveröfen werden in zahlreichen Industrien eingesetzt, darunter:
Automobilindustrie: für Felgen, Fahrgestelle und Karosserieteile.
Möbelherstellung: für Metallmöbel, Regale und Outdoor-Möbel.
Bauindustrie: für Geländer, Fassaden, Fensterrahmen und Türen.
Die Hauptkomponenten eines Pulverofens umfassen ein Heizsystem, eine Lüftung, eine Steuerungseinheit und ein Fördersystem. Diese Öfen arbeiten in der Regel bei Temperaturen zwischen 150°C und 200°C, je nach Art des Pulvers und des zu beschichtenden Materials.
1.1. Funktionsweise eines Pulverofens
Die Funktionsweise eines Pulverofens lässt sich in mehrere Schritte unterteilen:
Beschichtung des Werkstücks: Zunächst wird das Werkstück mit einem elektrostatisch aufgeladenen Pulverlack in einer Pulverbeschichtungsanlage beschichtet.
Erhitzung im Ofen: Das beschichtete Werkstück wird dann in den Pulverofen überführt, wo es auf eine festgelegte Temperatur erhitzt wird. Bei dieser Temperatur schmilzt das Pulver und bildet eine glatte, gleichmäßige Beschichtung.
Aushärtung: Sobald das Pulver geschmolzen ist, geht es in einen Aushärtungsprozess über, bei dem chemische Bindungen entstehen, die für die Haltbarkeit und Beständigkeit der Beschichtung sorgen. Dieser Prozess dauert in der Regel 10 bis 30 Minuten.
Pulverofen Strom
Einbrennöfen
Ein entscheidender Aspekt bei der Auswahl und dem Betrieb eines Pulverofens ist der Stromverbrauch. Der Stromverbrauch eines Pulverofens kann erheblich sein, insbesondere in großen industriellen Anwendungen. Deshalb ist es wichtig, die Energieeffizienz eines Pulverofens zu optimieren, um sowohl Betriebskosten als auch Umweltbelastungen zu reduzieren.
2.1. Faktoren, die den Stromverbrauch beeinflussen
Der Stromverbrauch eines Pulverofens hängt von mehreren Faktoren ab, darunter:
Ofengröße: Größere Öfen benötigen mehr Energie, um den gesamten Innenraum gleichmäßig auf die erforderliche Temperatur zu bringen. Industrielle Anlagen mit großflächigen Werkstücken erfordern in der Regel mehr Strom als kleinere, für Einzelteile oder kleine Serien ausgelegte Öfen.
Material des Werkstücks: Dickere oder massivere Werkstücke benötigen mehr Energie, um gleichmäßig auf die richtige Temperatur erhitzt zu werden.
Isolierung des Ofens: Eine gute Isolierung reduziert den Wärmeverlust und kann den Stromverbrauch erheblich senken. Modernere Öfen verfügen oft über verbesserte Isolierungstechnologien, die Energie sparen.
Heizungstyp: Öfen können mit verschiedenen Heiztechnologien betrieben werden, darunter Elektroheizungen und Gasheizungen. Elektrische Pulveröfen sind in der Anschaffung oft günstiger, aber der Stromverbrauch kann höher sein als bei gasbetriebenen Öfen.
2.2. Tipps zur Senkung des Stromverbrauchs
Hier sind einige Möglichkeiten, um den Stromverbrauch von Pulveröfen zu senken:
Optimierung der Auslastung: Ein Ofen sollte möglichst vollständig beladen werden, um die maximale Effizienz zu erreichen. Wenn der Ofen nur teilweise beladen wird, geht viel Energie verloren.
Isolierungsverbesserungen: Investitionen in eine bessere Ofenisolierung können die Energieeffizienz deutlich steigern, da weniger Wärme verloren geht.
Regelmäßige Wartung: Eine regelmäßige Wartung stellt sicher, dass der Ofen in optimalem Zustand bleibt und nicht mehr Energie als nötig verbraucht.
Temperaturmanagement: Einige moderne Pulveröfen sind mit intelligenten Steuerungssystemen ausgestattet, die die Temperatur dynamisch anpassen und so den Stromverbrauch optimieren.
Kammerofen
Ofen zum Pulverbeschichten
Ein Kammerofen ist eine der gebräuchlichsten Arten von Pulveröfen und zeichnet sich durch seine geschlossene Bauweise aus, bei der das Werkstück in einer Kammer erhitzt wird. Kammeröfen bieten eine hervorragende Temperaturkontrolle und eignen sich ideal für den Aushärtungsprozess in der Pulverbeschichtung.
3.1. Merkmale eines Kammerofens
Kammeröfen bestehen aus einer oder mehreren Kammern, in denen die Werkstücke platziert werden, bevor sie erhitzt werden. Diese Art von Ofen bietet mehrere Vorteile:
Temperaturstabilität: Durch die geschlossene Kammer wird die Wärme gleichmäßig verteilt, was zu einer gleichmäßigen Aushärtung führt. Die Temperatur kann genau gesteuert werden, was für die Konsistenz und Qualität der Beschichtung entscheidend ist.
Vielseitigkeit: Kammeröfen sind in verschiedenen Größen erhältlich und eignen sich für eine Vielzahl von Werkstücken, von kleinen Teilen bis hin zu großen, sperrigen Objekten.
Effiziente Nutzung des Raums: Da die Werkstücke in einer Kammer platziert werden, können Kammeröfen oft effizienter arbeiten, insbesondere wenn sie voll beladen sind.
3.2. Anwendungen des Kammerofens
Kammeröfen finden in vielen Branchen Anwendung, darunter:
Automobilsektor: für die Beschichtung von Fahrzeugteilen wie Felgen, Fahrgestellen und Karosserieteilen.
Möbelindustrie: für die Beschichtung von Metallrahmen und -teilen in der Möbelherstellung.
Elektronik- und Maschinenbau: für die Beschichtung von elektrischen und mechanischen Komponenten.
3.3. Vorteile und Herausforderungen eines Kammerofens
Vorteile:
Hohe Präzision: Kammeröfen ermöglichen eine präzise Temperaturkontrolle, was für empfindliche Beschichtungen von Vorteil ist.
Flexibilität: Sie eignen sich sowohl für kleine als auch für große Werkstücke und können bei Bedarf in verschiedenen Größen und Ausführungen konfiguriert werden.
Herausforderungen:
Lade- und Entladezeiten: Da die Werkstücke manuell in die Kammer geladen und wieder entnommen werden müssen, kann es in großen Produktionslinien zu Verzögerungen kommen, wenn nicht genügend Öfen zur Verfügung stehen.
Pulverofen mit Schienen
Pulverauftragskammer
Ein Pulverofen mit Schienen bietet eine hervorragende Lösung für Produktionslinien, die eine hohe Stückzahl und schnelle Durchlaufzeiten erfordern. Diese Art von Ofen ist mit Schienen ausgestattet, die es ermöglichen, die Werkstücke automatisch in den Ofen zu befördern und nach dem Aushärten wieder herauszutransportieren.
4.1. Aufbau eines Pulverofens mit Schienen
Der Hauptunterschied zwischen einem Standard-Kammerofen und einem Pulverofen mit Schienen besteht in der Transportmethode der Werkstücke. Bei einem Pulverofen mit Schienen wird das Werkstück auf einem Schienensystem durch den Ofen befördert, was eine kontinuierliche Produktion ermöglicht.
Automatisierte Produktion: Das Schienensystem ermöglicht eine automatisierte Bewegung der Werkstücke, was die Effizienz steigert und die Notwendigkeit manueller Arbeit reduziert.
Kontinuierlicher Betrieb: Im Gegensatz zu Kammeröfen, bei denen Werkstücke einzeln beladen und entladen werden müssen, können Schienenöfen einen kontinuierlichen Fluss von Werkstücken durch den Ofen gewährleisten, was zu höheren Durchlaufgeschwindigkeiten führt.
4.2. Vorteile eines Pulverofens mit Schienen
Höhere Effizienz: Die Fähigkeit, Werkstücke automatisch und kontinuierlich durch den Ofen zu transportieren, erhöht die Produktionsgeschwindigkeit und Effizienz.
Geringere Ausfallzeiten: Da die Werkstücke ohne Unterbrechung durch den Ofen bewegt werden, gibt es weniger Ausfallzeiten zwischen den Beschichtungs- und Aushärtevorgängen.
Automatisierungspotenzial: Schienenöfen lassen sich problemlos in vollständig automatisierte Fertigungslinien integrieren, was eine Reduzierung der Arbeitskosten und eine Erhöhung der Produktion ermöglicht.
4.3. Typische Anwendungen eines Pulverofens mit Schienen
Pulveröfen mit Schienen werden häufig in der Massenproduktion eingesetzt, wo große Mengen von Werkstücken kontinuierlich beschichtet und ausgehärtet werden müssen. Typische Anwendungen sind:
Automobilproduktion: Für die Beschichtung von Karosserieteilen, Felgen und anderen Fahrzeugkomponenten.
Großserienfertigung von Haushaltsgeräten: Für die Beschichtung von Gehäusen, Komponenten und Oberflächen von Waschmaschinen, Trocknern und Kühlschränken.
Pulverofen mit Schienen im Boden
Ofen für Pulverbeschichtung
Ein Pulverofen mit Schienen im Boden ist eine spezielle Variante des Schienenofens, bei dem die Schienen in den Boden des Ofens integriert sind. Dies bietet mehrere Vorteile, insbesondere in Bezug auf die Raumnutzung und das Handling schwerer Werkstücke.
5.1. Funktionsweise eines Pulverofens mit Bodenschienen
Bei einem Pulverofen mit Schienen im Boden werden die Werkstücke auf rollenden Gestellen durch den Ofen befördert. Da sich die Schienen im Boden des Ofens befinden, wird die gesamte Ofenhöhe optimal genutzt, und es bleibt mehr Platz für die Beschichtung großer oder schwerer Objekte.
Stabiler Transport: Die Bodenschienen sorgen für einen stabilen und gleichmäßigen Transport der Werkstücke, wodurch die Gefahr von Stößen oder Beschädigungen während des Aushärtens minimiert wird.
Einfache Handhabung großer Werkstücke: Schienen im Boden ermöglichen es, schwere oder sperrige Werkstücke leicht in den Ofen zu schieben und herauszuholen, was besonders bei großen Metallteilen von Vorteil ist.
5.2. Vorteile eines Pulverofens mit Schienen im Boden
Platzersparnis: Da sich die Schienen im Boden befinden, wird der vertikale Raum des Ofens besser genutzt. Dies ist besonders in engen Produktionshallen oder bei der Handhabung sehr großer Werkstücke vorteilhaft.
Erleichterung der Handhabung schwerer Teile: Schienen im Boden sind ideal für das Handling schwerer Teile, da sie eine gleichmäßige und stabile Bewegung der Werkstücke gewährleisten.
5.3. Typische Anwendungen eines Pulverofens mit Schienen im Boden
Schwere Metallbearbeitung: Diese Öfen eignen sich ideal für Branchen, in denen sehr große oder schwere Metallteile beschichtet werden, z. B. im Maschinenbau oder in der Bauindustrie.
Automobilbau: In der Automobilindustrie werden oft große Teile wie Fahrgestelle und Karosserien beschichtet. Ein Ofen mit Schienen im Boden ermöglicht es, diese Teile effizient zu transportieren und zu verarbeiten.
Pulverofen mit Trennwand
Pulverbeschichten Ofen
Ein Pulverofen mit Trennwand ist eine spezialisierte Art von Ofen, die es ermöglicht, mehrere Werkstücke gleichzeitig bei unterschiedlichen Temperaturen zu verarbeiten. Diese Öfen sind mit einer internen Trennwand ausgestattet, die verschiedene Abschnitte des Ofens voneinander isoliert.
6.1. Aufbau eines Pulverofens mit Trennwand
Ein Pulverofen mit Trennwand besteht aus zwei oder mehr getrennten Kammern, die durch eine isolierte Wand voneinander getrennt sind. Jede Kammer kann unabhängig voneinander beheizt und gesteuert werden, was die gleichzeitige Aushärtung verschiedener Werkstücke bei unterschiedlichen Temperaturen ermöglicht.
Getrennte Temperaturzonen: Dank der Trennwand können unterschiedliche Temperaturzonen innerhalb desselben Ofens eingerichtet werden. Dies ist besonders nützlich, wenn Werkstücke aus verschiedenen Materialien oder mit unterschiedlichen Pulverbeschichtungen gleichzeitig verarbeitet werden müssen.
Flexibilität in der Produktion: Die Trennwand bietet Flexibilität, da verschiedene Werkstücke unabhängig voneinander verarbeitet werden können, ohne dass Kompromisse bei der Temperaturkontrolle eingegangen werden müssen.
6.2. Vorteile eines Pulverofens mit Trennwand
Effizienzsteigerung: Ein Pulverofen mit Trennwand ermöglicht die gleichzeitige Verarbeitung mehrerer Werkstücke, was die Effizienz und Produktivität erhöht.
Flexibilität in der Temperaturkontrolle: Unterschiedliche Temperaturanforderungen können in einem einzigen Ofen erfüllt werden, was besonders in Produktionslinien von Vorteil ist, in denen verschiedene Werkstücke gleichzeitig verarbeitet werden müssen.
6.3. Anwendungen eines Pulverofens mit Trennwand
Industrien mit vielfältigen Werkstücken: Diese Art von Ofen wird häufig in Branchen eingesetzt, in denen Werkstücke unterschiedlicher Größe und Material gleichzeitig beschichtet werden, z. B. in der Automobil- und Maschinenbauindustrie.
Spezialisierte Beschichtungsverfahren: Pulveröfen mit Trennwand eignen sich besonders für spezialisierte Beschichtungsverfahren, bei denen unterschiedliche Materialien oder Pulverlacke unterschiedliche Aushärtetemperaturen erfordern.
7. Fazit
Pulveröfen spielen eine entscheidende Rolle im Pulverbeschichtungsprozess und bieten eine Vielzahl von Optionen, die je nach den spezifischen Anforderungen der Produktion ausgewählt werden können. Ob es sich um einfache Kammeröfen, Pulveröfen mit Schienen oder spezialisierte Modelle wie Pulveröfen mit Trennwänden handelt – jede dieser Varianten bietet spezifische Vorteile, die in verschiedenen industriellen Anwendungen genutzt werden können.
Durch die Auswahl des richtigen Pulverofens können Unternehmen ihre Effizienz steigern, die Qualität ihrer Beschichtungen verbessern und gleichzeitig den Energieverbrauch und die Betriebskosten optimieren.
Pulverofen
Einbrennofen Elektrisch
Ein Pulverofen ist ein zentrales Element im Prozess der Pulverbeschichtung, einer weit verbreiteten und effektiven Methode zur Oberflächenveredelung. Pulverbeschichtungen bieten eine robuste, dauerhafte und widerstandsfähige Schicht auf Metall- und Kunststoffteilen. Die Beschichtung erfolgt in einem Pulverofen, in dem das Pulver, das elektrostatisch auf das Werkstück aufgebracht wurde, durch Hitze geschmolzen und in eine harte, widerstandsfähige Oberfläche umgewandelt wird.
In diesem ausführlichen Text werden alle Aspekte von Pulveröfen behandelt, von der Geschichte und Entwicklung über den Aufbau und die Funktionsweise bis hin zu spezifischen Arten von Pulveröfen, wie Kammeröfen, Pulveröfen mit Schienen und Pulveröfen mit Trennwänden. Darüber hinaus werden die ökologischen und wirtschaftlichen Vorteile von Pulveröfen sowie deren Einsatzmöglichkeiten in verschiedenen Industrien ausführlich beleuchtet.
Einführung in den Pulverofen
Ein Pulverofen ist ein speziell entwickelter Ofen, der in der Pulverbeschichtung verwendet wird, um das aufgetragene Pulver durch Hitze zu einer schützenden und dekorativen Schicht zu verarbeiten. Die Pulverbeschichtung wird zunehmend in der Automobil-, Bau-, Möbel- und Konsumgüterindustrie eingesetzt, da sie langlebige und umweltfreundliche Beschichtungen ermöglicht, die herkömmlichen Nasslacken überlegen sind.
1.1. Geschichte der Pulverbeschichtung
Die Pulverbeschichtung entstand in den 1950er Jahren als umweltfreundliche Alternative zu lösungsmittelbasierten Lackierungen. Die Entwicklung von Pulverlacken und der dazugehörigen Öfen wurde durch den Wunsch nach einer effizienteren und umweltfreundlicheren Methode zur Oberflächenbehandlung vorangetrieben. Seit den 1970er Jahren hat sich die Pulverbeschichtung in vielen Industrien weltweit etabliert.
Pulveröfen haben eine Schlüsselrolle in dieser Entwicklung gespielt, da sie es ermöglichen, das aufgetragene Pulver zu schmelzen und zu vernetzen, wodurch eine dauerhafte und hochwertige Oberfläche entsteht.
Aufbau und Funktionsweise eines Pulverofens
Ein Pulverofen ist speziell dafür ausgelegt, Werkstücke zu erhitzen und das aufgebrachte Pulver bei hohen Temperaturen zu schmelzen und auszuhärten. Der Aushärteprozess stellt sicher, dass das Pulver auf dem Werkstück haftet und eine dauerhafte, robuste Beschichtung bildet.
2.1. Grundlegende Komponenten eines Pulverofens
Die Hauptkomponenten eines Pulverofens umfassen:
Heizelemente: Diese können elektrisch oder gasbetrieben sein und sorgen für die notwendige Hitze, um das Pulver zu schmelzen und auszuhärten.
Luftzirkulationssystem: Ein wichtiges Merkmal eines jeden Pulverofens ist die gleichmäßige Verteilung der Hitze im Inneren des Ofens. Ein Lüftungssystem sorgt für eine konstante Luftzirkulation, damit alle Bereiche des Werkstücks gleichmäßig erhitzt werden.
Steuerungseinheit: Moderne Pulveröfen verfügen über elektronische Steuerungssysteme, die es ermöglichen, die Temperatur präzise zu regulieren und den Aushärtezyklus zu steuern.
Fördersysteme: In vielen industriellen Anwendungen wird ein automatisches Fördersystem verwendet, das die Werkstücke durch den Ofen bewegt, um eine kontinuierliche Produktion zu gewährleisten.
2.2. Funktionsweise eines Pulverofens
Die Funktionsweise eines Pulverofens lässt sich in folgende Schritte unterteilen:
Beschichtung des Werkstücks: Zuerst wird das Pulver durch elektrostatische Sprühgeräte auf das Werkstück aufgetragen.
Erhitzung im Ofen: Das beschichtete Werkstück wird in den Pulverofen befördert, wo es gleichmäßig erhitzt wird. Typische Temperaturen liegen zwischen 150°C und 220°C, je nach Art des verwendeten Pulvers.
Aushärten und Vernetzen: Während das Pulver erhitzt wird, schmilzt es und vernetzt sich chemisch, was zu einer dauerhaften, schützenden und dekorativen Beschichtung führt.
Abkühlung: Nach dem Aushärten wird das Werkstück aus dem Ofen entfernt und abgekühlt, bevor es weiterverarbeitet oder verpackt wird.
Arten von Pulveröfen
Aushärtungsofen für Pulverbeschichtung
Es gibt verschiedene Arten von Pulveröfen, die jeweils für bestimmte Anwendungen und Anforderungen entwickelt wurden. Die Wahl des richtigen Ofens hängt von der Art des zu beschichtenden Materials, der Produktionskapazität und den spezifischen Anforderungen an die Beschichtung ab.
3.1. Kammerofen
Ein Kammerofen ist eine geschlossene Einheit, die häufig für kleinere Produktionsläufe oder für größere, sperrige Werkstücke verwendet wird. Der Kammerofen bietet eine stabile Temperaturumgebung und eine gleichmäßige Wärmeverteilung, was ihn ideal für die Bearbeitung komplexer Werkstücke macht.
Vorteile eines Kammerofens:
Gleichmäßige Hitzeverteilung: Der geschlossene Raum ermöglicht eine gleichmäßige Wärmeverteilung, die zu einer homogenen Beschichtung führt.
Vielseitigkeit: Kammeröfen sind in verschiedenen Größen erhältlich und können für kleine wie auch große Werkstücke verwendet werden.
Energieeffizienz: Kammeröfen sind oft energieeffizienter, da die Wärme im geschlossenen Raum besser gespeichert wird und weniger Energie benötigt wird, um die Innentemperatur konstant zu halten.
Präzise Steuerung: Moderne Kammeröfen verfügen über fortschrittliche Steuerungssysteme, die eine genaue Regulierung der Temperatur und der Aushärtezeit ermöglichen, was besonders bei empfindlichen Materialien und komplexen Beschichtungen von Vorteil ist.
Anwendungsbereiche:
Kammeröfen finden häufig in der Automobilindustrie, der Metallverarbeitung und der Möbelherstellung Anwendung. Sie sind ideal für Anwendungen, bei denen Flexibilität und Präzision gefragt sind, wie z. B. bei der Pulverbeschichtung von Autoteilen, Möbelrahmen, Metallgeländern und Haushaltsgeräten.
Durchlaufofen
Durchlauföfen
Ein Durchlaufofen, auch als Kontinuierlicher Ofen bezeichnet, ist für Produktionslinien konzipiert, in denen eine kontinuierliche Beschichtung und Aushärtung erforderlich ist. Im Gegensatz zu Kammeröfen, bei denen die Werkstücke manuell geladen und entladen werden, bewegt ein Fördersystem die Werkstücke automatisch durch den Ofen.
Vorteile eines Durchlaufofens:
Hohe Effizienz: Da Werkstücke kontinuierlich durch den Ofen transportiert werden, ist der Durchlaufofen besonders effizient und eignet sich ideal für die Massenproduktion.
Reduzierte Ausfallzeiten: Der kontinuierliche Betrieb minimiert die Ausfallzeiten zwischen den Aushärtevorgängen, was zu einer höheren Produktionskapazität führt.
Automatisierungspotenzial: Durchlaufofen-Systeme lassen sich leicht in automatisierte Produktionslinien integrieren, wodurch der manuelle Arbeitsaufwand verringert und die Produktivität gesteigert wird.
Anwendungsbereiche:
Durchlauföfen sind besonders in der Automobilindustrie, bei der Herstellung von Haushaltsgeräten sowie in der Möbelindustrie weit verbreitet, wo große Stückzahlen beschichtet und in schneller Folge ausgehärtet werden müssen.
Pulverofen mit Schienen
Pulverauftragskammer
Ein Pulverofen mit Schienen ist ein spezialisierter Ofen, der mit einem Schienensystem ausgestattet ist, um schwere oder sperrige Werkstücke effizient zu transportieren. Diese Schienen können entweder an der Decke des Ofens oder im Boden montiert sein, was je nach Werkstück und Produktionsanforderungen variiert.
Vorteile eines Pulverofens mit Schienen:
Einfache Handhabung schwerer Werkstücke: Das Schienensystem ermöglicht den Transport großer und schwerer Werkstücke durch den Ofen, ohne dass manuelle Arbeit erforderlich ist.
Reduzierung von Beschädigungen: Da die Werkstücke auf Schienen gleichmäßig durch den Ofen bewegt werden, wird die Gefahr von Beschädigungen während des Aushärteprozesses minimiert.
Verbesserte Produktionseffizienz: Das Schienensystem sorgt für einen kontinuierlichen und reibungslosen Ablauf in der Produktion, was die Effizienz erhöht.
Anwendungsbereiche:
Pulveröfen mit Schienen werden häufig in der Schwerindustrie eingesetzt, insbesondere in Bereichen wie der Metallverarbeitung und im Maschinenbau, wo große Metallstrukturen, Rohrleitungen und schwere Maschinenteile beschichtet und ausgehärtet werden müssen.
Pulverofen mit Schienen im Boden
Einbrennöfen
Ein Pulverofen mit Schienen im Boden ist eine Variante des Pulverofens mit Schienen, bei dem die Schienen direkt im Boden des Ofens integriert sind. Dies ermöglicht eine einfachere Handhabung und erhöht die Stabilität beim Transport von großen und schweren Werkstücken durch den Ofen.
Vorteile eines Pulverofens mit Schienen im Boden:
Stabiler Transport: Die Bodenschienen sorgen für einen gleichmäßigen und stabilen Transport von Werkstücken durch den Ofen, was besonders bei großen oder unregelmäßig geformten Werkstücken vorteilhaft ist.
Platzersparnis: Da die Schienen in den Boden des Ofens integriert sind, wird der vertikale Raum des Ofens besser genutzt, was Platz spart und die Handhabung von großen Objekten erleichtert.
Anwendungsbereiche:
Pulveröfen mit Schienen im Boden eignen sich besonders für große und schwere Metallteile, wie sie in der Bauindustrie, im Maschinenbau oder in der Automobilproduktion verwendet werden. Dazu gehören Karosserien, Fahrgestelle, Stahlträger und andere sperrige Komponenten, die eine gleichmäßige Beschichtung und Aushärtung erfordern.
Pulverofen mit Trennwand
Pulverbeschichten Ofen
Ein Pulverofen mit Trennwand ist ein spezieller Ofen, der mit internen Trennwänden ausgestattet ist, um mehrere Werkstücke gleichzeitig bei unterschiedlichen Temperaturen zu verarbeiten. Diese Trennwände teilen den Ofen in separate Kammern, die unabhängig voneinander beheizt und gesteuert werden können.
Vorteile eines Pulverofens mit Trennwand:
Mehrere Temperaturzonen: Die Trennwand ermöglicht es, verschiedene Temperaturzonen im Ofen zu schaffen, sodass unterschiedliche Werkstücke gleichzeitig bei optimalen Temperaturen ausgehärtet werden können.
Flexibilität: Diese Ofenart bietet maximale Flexibilität für Produktionslinien, die Werkstücke mit unterschiedlichen Aushärteanforderungen verarbeiten müssen.
Anwendungsbereiche:
Pulveröfen mit Trennwand werden häufig in der Automobilindustrie, der Metallverarbeitung und anderen Industrien eingesetzt, in denen Werkstücke unterschiedlicher Größe und Materialien gleichzeitig beschichtet und ausgehärtet werden müssen. Sie sind besonders nützlich in Produktionslinien, die eine hohe Flexibilität erfordern.
Energieeffizienz und Stromverbrauch von Pulveröfen
Ein wesentlicher Aspekt bei der Verwendung von Pulveröfen ist der Stromverbrauch. Da Pulveröfen bei hohen Temperaturen arbeiten müssen, kann der Energieverbrauch erheblich sein, insbesondere in großen industriellen Anwendungen. Die Optimierung der Energieeffizienz ist daher entscheidend, um die Betriebskosten zu senken und die Umweltbelastung zu reduzieren.
4.1. Faktoren, die den Stromverbrauch beeinflussen
Der Stromverbrauch eines Pulverofens hängt von verschiedenen Faktoren ab, darunter:
Größe des Ofens: Je größer der Ofen, desto mehr Energie wird benötigt, um ihn auf die erforderliche Temperatur zu bringen und diese über einen längeren Zeitraum aufrechtzuerhalten.
Art des Heizsystems: Elektro- und Gasöfen haben unterschiedliche Energieanforderungen. Elektrische Öfen sind häufig teurer im Betrieb als gasbetriebene Öfen, bieten jedoch in der Regel eine genauere Temperaturkontrolle.
Isolierung: Eine gute Isolierung des Ofens verhindert den Wärmeverlust und reduziert den Energieverbrauch erheblich.
Auslastung: Ein Ofen, der nicht voll beladen ist, arbeitet ineffizient. Die optimale Auslastung des Ofens kann den Energieverbrauch reduzieren, da weniger Energie pro Werkstück benötigt wird.
4.2. Tipps zur Reduzierung des Energieverbrauchs
Optimierte Auslastung: Pulveröfen sollten so beladen werden, dass der verfügbare Platz optimal genutzt wird, um den Energieverbrauch pro Werkstück zu minimieren.
Regelmäßige Wartung: Die Wartung des Ofens, einschließlich der Reinigung und des Austauschs von Dichtungen und Isolierungen, stellt sicher, dass der Ofen effizient arbeitet.
Fortschrittliche Steuerungssysteme: Moderne Steuerungssysteme können den Energieverbrauch durch präzise Temperaturregelung und dynamische Anpassung der Aushärtezeiten optimieren.
Wärmerückgewinnung: Einige fortschrittliche Pulveröfen sind mit Wärmerückgewinnungssystemen ausgestattet, die Abwärme zurück in den Aushärteprozess einspeisen und so den Energieverbrauch reduzieren.
Umweltvorteile von Pulveröfen und Pulverbeschichtung
Neben der Effizienz und den praktischen Vorteilen von Pulveröfen bietet die Pulverbeschichtung im Vergleich zu herkömmlichen Lackierverfahren erhebliche Umweltvorteile.
5.1. Keine Lösungsmittel und flüchtigen organischen Verbindungen (VOCs)
Pulverbeschichtungen enthalten keine Lösungsmittel und setzen keine flüchtigen organischen Verbindungen (VOCs) frei, die für die Umwelt und die Gesundheit der Arbeiter schädlich sein können. Dies macht die Pulverbeschichtung zu einer umweltfreundlicheren Option im Vergleich zu lösungsmittelbasierten Beschichtungen.
5.2. Weniger Abfall
Da überschüssiges Pulver, das während des Beschichtungsprozesses nicht auf dem Werkstück haftet, aufgefangen und wiederverwendet werden kann, wird weniger Abfall erzeugt. Dies trägt zu einer effizienteren Nutzung des Materials und einer Reduzierung der Produktionsabfälle bei.
5.3. Energieeffizienz
Moderne Pulveröfen sind oft energieeffizienter als andere Trocknungs- und Aushärtesysteme. Gasbefeuerte Pulveröfen sind besonders energieeffizient und bieten im Vergleich zu elektrischen Öfen niedrigere Betriebskosten, insbesondere bei großflächigen Anwendungen.
5.4. Langlebigkeit der Beschichtung
Die Langlebigkeit von Pulverbeschichtungen trägt ebenfalls zur Umweltfreundlichkeit bei, da beschichtete Teile seltener ausgetauscht oder nachbearbeitet werden müssen. Dies führt zu weniger Abfall und einer längeren Lebensdauer der beschichteten Produkte.
Anwendungsbereiche von Pulveröfen
Anwendungen von Pulveröfen
Pulveröfen finden in vielen Industrien Anwendung, da sie eine Vielzahl von Materialien und Werkstücken effizient beschichten und aushärten können.
6.1. Automobilindustrie
In der Automobilindustrie werden Pulveröfen häufig zur Beschichtung von Fahrzeugteilen wie Felgen, Karosserieteilen, Fahrgestellen und Motorblöcken verwendet. Pulverbeschichtungen bieten nicht nur eine hervorragende Haltbarkeit und Korrosionsbeständigkeit, sondern auch ein ansprechendes Finish in einer Vielzahl von Farben und Oberflächenstrukturen.
6.2. Bauindustrie
Die Bauindustrie verwendet Pulveröfen zur Beschichtung von Stahlträgern, Geländern, Fassadenelementen und Fensterrrahmen. Die Beschichtungen bieten Schutz vor Witterungseinflüssen, Korrosion und mechanischen Schäden, was die Langlebigkeit der Baukomponenten verbessert.
6.3. Möbelherstellung
In der Möbelindustrie werden Metallrahmen, Gartenmöbel und Büroausstattungen häufig pulverbeschichtet, um eine robuste und ästhetisch ansprechende Oberfläche zu erzielen. Pulveröfen spielen hier eine zentrale Rolle bei der Aushärtung der Beschichtungen.
6.4. Elektronik- und Haushaltsgeräteindustrie
Die Elektronikindustrie nutzt Pulveröfen zur Beschichtung von Gehäusen und Komponenten, die gegen elektrische Interferenzen geschützt werden müssen. Auch in der Haushaltsgeräteindustrie werden Pulveröfen zur Beschichtung von Geräten wie Waschmaschinen, Trocknern, Kühlschränken und Öfen eingesetzt, um Kratzfestigkeit und Langlebigkeit zu gewährleisten.
Zukunft der Pulverbeschichtung und Pulveröfen
Die Pulverbeschichtungstechnologie und die dazugehörigen Öfen entwickeln sich stetig weiter, um den Anforderungen moderner Fertigungstechnologien gerecht zu werden.
7.1. Fortschritte in der Materialwissenschaft
Neue Pulvermaterialien und verbesserte Beschichtungsverfahren werden entwickelt, um noch robustere und umweltfreundlichere Beschichtungen zu erzeugen. Nanotechnologie und fortschrittliche Polymerforschung könnten in der Zukunft Beschichtungen ermöglichen, die selbstreinigend oder noch widerstandsfähiger gegen extreme Bedingungen sind.
7.2. Energieeffizienz und Nachhaltigkeit
Mit dem zunehmenden Fokus auf Nachhaltigkeit wird die Energieeffizienz von Pulveröfen weiter verbessert. Gasbefeuerte Öfen und Wärmerückgewinnungssysteme sind nur der Anfang – es wird erwartet, dass in der Zukunft noch energieeffizientere Technologien entwickelt werden, die den Energieverbrauch weiter reduzieren und die Umweltbelastung minimieren.
7.3. Digitalisierung und Automatisierung
Moderne Pulveröfen werden zunehmend mit fortschrittlichen digitalen Steuerungssystemen ausgestattet, die den Aushärteprozess überwachen und optimieren. Automatisierte Produktionslinien, die mit Pulveröfen integriert sind, bieten eine höhere Produktionsgeschwindigkeit und reduzieren den manuellen Arbeitsaufwand.
Fazit
Pulveröfen sind ein unverzichtbares Element im Pulverbeschichtungsprozess, der eine robuste, langlebige und umweltfreundliche Oberfläche auf Werkstücken erzeugt. Mit verschiedenen Ofentypen wie Kammeröfen, Durchlauföfen und Pulveröfen mit Schienensystemen können Unternehmen ihre Produktionsprozesse effizient gestalten und eine gleichbleibend hohe Qualität der Beschichtung gewährleisten. Die fortlaufenden technologischen Entwicklungen in den Bereichen Materialwissenschaft, Energieeffizienz und Automatisierung sorgen dafür, dass Pulveröfen auch in Zukunft eine zentrale Rolle in der industriellen Oberflächenbehandlung spielen werden.
Pulverofen
Brennofen Pulverbeschichtung
Ein Pulverofen ist ein wesentlicher Bestandteil des Pulverbeschichtungsprozesses, einer modernen und effizienten Methode zur Oberflächenveredelung von Metallteilen und anderen Materialien. Der Begriff „Pulverofen Strom“ bezieht sich auf den elektrischen Strom, der benötigt wird, um einen Pulverofen zu betreiben. Diese Öfen werden in der Regel elektrisch betrieben und erfordern eine konstante Energiezufuhr, um die hohen Temperaturen zu erreichen und aufrechtzuerhalten, die für das Aushärten von Pulverbeschichtungen erforderlich sind.
In diesem ausführlichen Text werde ich auf die Grundlagen der Pulverbeschichtung und die Funktionsweise von Pulveröfen eingehen. Besonderes Augenmerk wird auf den Stromverbrauch, die Energieeffizienz und die technologischen Entwicklungen gelegt, die dazu beitragen, den Stromverbrauch von Pulveröfen zu optimieren. Darüber hinaus werde ich die verschiedenen Arten von elektrischen Pulveröfen untersuchen, wie der Stromverbrauch minimiert werden kann und welche Rolle die Energieeffizienz in modernen Produktionsprozessen spielt.
Grundlagen der Pulverbeschichtung
Bevor wir uns mit den Details des Stromverbrauchs von Pulveröfen beschäftigen, ist es wichtig, den Prozess der Pulverbeschichtung und die Rolle des Pulverofens zu verstehen.
1.1. Was ist Pulverbeschichtung?
Die Pulverbeschichtung ist ein Verfahren, bei dem eine trockene Pulverbeschichtung auf eine Metalloberfläche aufgetragen und anschließend in einem Pulverofen ausgehärtet wird. Das Pulver, das in der Regel aus feinen Partikeln von Harzen, Pigmenten und Additiven besteht, wird elektrostatisch auf das Werkstück aufgebracht, das geerdet ist, um das Pulver anzuziehen. Nachdem das Pulver auf die Oberfläche aufgetragen wurde, wird das Werkstück in einem Ofen erhitzt, damit das Pulver schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Die Pulverbeschichtung bietet zahlreiche Vorteile, darunter eine hervorragende Oberflächenqualität, Beständigkeit gegen Korrosion, Kratzer und Witterungseinflüsse sowie eine hohe Umweltfreundlichkeit, da keine Lösungsmittel verwendet werden.
1.2. Rolle des Pulverofens
Ein Pulverofen ist der Schlüssel zum Aushärtungsprozess der Pulverbeschichtung. In einem Pulverofen wird das aufgetragene Pulver auf das Werkstück erhitzt, bis es schmilzt und chemisch vernetzt. Dadurch entsteht eine harte, widerstandsfähige Schicht auf der Oberfläche des Werkstücks. Pulveröfen arbeiten in der Regel bei Temperaturen zwischen 150°C und 200°C, je nach Art des Pulvers und des Materials des Werkstücks.
Der Aushärtungsprozess im Pulverofen stellt sicher, dass die Pulverbeschichtung haltbar ist und eine gleichmäßige, glatte Oberfläche aufweist. Ohne diesen Aushärtungsschritt wäre das aufgetragene Pulver instabil und würde nicht die gewünschten Schutz- und Dekorationseigenschaften bieten.
Der Stromverbrauch eines Pulverofens
Pulveröfen erfordern eine erhebliche Menge an elektrischer Energie, um die für den Aushärtungsprozess erforderlichen hohen Temperaturen zu erreichen. Der Stromverbrauch eines Pulverofens hängt von mehreren Faktoren ab, darunter die Größe des Ofens, die Betriebsdauer, die Temperatur, das verwendete Heizsystem und die Effizienz des Ofens. Der Energieverbrauch eines Pulverofens ist daher ein wichtiger Aspekt in Bezug auf die Betriebskosten und die Umweltbilanz von Pulverbeschichtungsanlagen.
2.1. Hauptfaktoren, die den Stromverbrauch beeinflussen
Der Stromverbrauch eines Pulverofens wird von verschiedenen Faktoren beeinflusst, darunter:
Ofengröße und -kapazität: Größere Öfen, die mehr Werkstücke gleichzeitig verarbeiten können, verbrauchen mehr Strom, um die gesamte Fläche auf die erforderliche Temperatur zu bringen. Kleinere Öfen haben entsprechend einen geringeren Strombedarf.
Heizsystem: Die Art des Heizsystems beeinflusst den Stromverbrauch erheblich. Pulveröfen können mit elektrischen Heizsystemen, gasbefeuerten Systemen oder Infrarotstrahlern ausgestattet sein. Elektrische Heizungen verbrauchen typischerweise mehr Strom, während gasbefeuerte Systeme oft als energieeffizienter gelten.
Isolierung des Ofens: Gut isolierte Öfen verlieren weniger Wärme, was den Energieverbrauch verringert, da der Ofen nicht ständig nachheizen muss, um die gewünschte Temperatur aufrechtzuerhalten.
Betriebsdauer: Der Stromverbrauch hängt auch davon ab, wie lange der Ofen in Betrieb ist. Produktionslinien, die rund um die Uhr arbeiten, verbrauchen natürlich mehr Energie als solche, die nur stundenweise betrieben werden.
Luftzirkulationssystem: Ein effizientes Luftzirkulationssystem sorgt dafür, dass die heiße Luft im Ofen gleichmäßig verteilt wird, was den Energieverbrauch reduziert und eine gleichmäßige Aushärtung gewährleistet.
2.2. Typischer Stromverbrauch eines Pulverofens
Der typische Stromverbrauch eines Pulverofens hängt von seiner Größe und der Produktionskapazität ab. Ein kleinerer Ofen für den Laboreinsatz oder für kleinere Werkstätten könnte einen Stromverbrauch von etwa 10-20 kWh pro Betriebsstunde haben. Größere industrielle Pulveröfen, die für Massenproduktionen ausgelegt sind, können bis zu 100 kWh oder mehr pro Stunde verbrauchen, insbesondere wenn sie kontinuierlich betrieben werden.
Ein durchschnittlicher mittelgroßer industrieller Pulverofen verbraucht zwischen 50 und 80 kWh pro Betriebsstunde. Diese Zahlen können jedoch je nach Effizienz des Ofens und der Produktionsauslastung variieren.
Arten von Pulveröfen und ihr Einfluss auf den Stromverbrauch
Es gibt verschiedene Arten von Pulveröfen, die jeweils für bestimmte Anwendungen und Produktionsvolumina ausgelegt sind. Die Art des Ofens hat einen direkten Einfluss auf den Stromverbrauch, da verschiedene Heizsysteme und Bauweisen unterschiedliche Energieanforderungen haben.
3.1. Elektro-Pulveröfen
Ein Elektro-Pulverofen wird vollständig mit elektrischem Strom betrieben und nutzt elektrische Heizspiralen oder Heizplatten, um den Innenraum des Ofens zu erwärmen. Elektroöfen sind in der Regel einfacher in der Installation und Wartung als gasbetriebene Öfen, da sie keine spezielle Gasversorgung benötigen. Sie bieten zudem eine präzisere Temperaturkontrolle, was sie für bestimmte Anwendungen attraktiv macht.
Stromverbrauch von Elektro-Pulveröfen:
Vorteile: Elektroöfen bieten eine gleichmäßige Wärmeverteilung und sind flexibel einsetzbar, da sie einfach an das Stromnetz angeschlossen werden können. Sie eignen sich besonders für kleinere Produktionen oder spezialisierte Anwendungen, bei denen eine genaue Temperaturregelung erforderlich ist.
Nachteile: Der Stromverbrauch von Elektroöfen ist oft höher als der von gasbefeuerten Öfen, was sie in großen Produktionsumgebungen teurer im Betrieb machen kann. Für den Dauerbetrieb oder für großvolumige Produktionen sind gasbetriebene Öfen in der Regel energieeffizienter.
3.2. Gasbefeuerte Pulveröfen
Gasbetriebene Pulveröfen nutzen Gas (meist Erdgas oder Propan) als Energiequelle, um die benötigte Hitze zu erzeugen. Diese Öfen sind häufig in großen industriellen Anlagen zu finden, da sie in der Regel kostengünstiger im Betrieb sind als Elektroöfen.
Stromverbrauch von gasbefeuerten Pulveröfen:
Obwohl gasbefeuerte Pulveröfen Gas als primäre Energiequelle nutzen, benötigen sie dennoch Strom für die Steuerungssysteme, die Lüftung und die Luftzirkulation. Der Stromverbrauch dieser Systeme ist im Vergleich zu rein elektrisch betriebenen Öfen deutlich geringer, was die Gesamtkosten für den Betrieb reduziert.
Vorteile: Gasbefeuerte Öfen sind oft kostengünstiger im Betrieb, insbesondere bei großen Produktionen. Sie können größere Werkstücke effizienter verarbeiten und sind in der Regel schneller beim Erreichen der erforderlichen Temperaturen.
Nachteile: Der Installationsaufwand für gasbetriebene Öfen ist höher, da eine sichere Gaszufuhr und -entlüftung erforderlich sind. Darüber hinaus sind sie in Bereichen, in denen Erdgas oder Propan nicht verfügbar ist, möglicherweise nicht praktikabel.
3.3. Infrarot-Pulveröfen
Infrarot-Pulveröfen nutzen Infrarotstrahlung, um das Pulver auf dem Werkstück direkt zu erhitzen. Anstatt die Luft im gesamten Ofen zu erhitzen, zielt die Infrarotstrahlung direkt auf das Werkstück, was eine schnelle Erwärmung ermöglicht.
Stromverbrauch von Infrarot-Pulveröfen:
Vorteile: Infrarotöfen sind sehr energieeffizient, da sie das Werkstück schneller erhitzen und so weniger Energie verbrauchen. Sie eignen sich besonders für dünnwandige Werkstücke oder für Produktionsumgebungen, in denen kurze Aushärtezeiten erforderlich sind.
Nachteile: Infrarotöfen sind in der Anschaffung oft teurer und können bei dickeren oder komplexen Werkstücken nicht so effektiv sein wie herkömmliche Konvektionsöfen. Sie erfordern außerdem eine präzise Steuerung, um sicherzustellen, dass die gesamte Oberfläche des Werkstücks gleichmäßig erhitzt wird.
3.4. Hybrid-Pulveröfen
Hybrid-Pulveröfen kombinieren verschiedene Heiztechnologien, wie z. B. Gas und Elektrizität oder Infrarot und Konvektion, um die Effizienz zu maximieren und den Stromverbrauch zu senken. Diese Öfen bieten eine größere Flexibilität in der Produktionsumgebung und sind oft auf spezielle Anforderungen zugeschnitten.
Stromverbrauch von Hybrid-Pulveröfen:
Vorteile: Hybridöfen können den Stromverbrauch optimieren, indem sie die effizienteste Heiztechnologie für verschiedene Werkstücke und Aushärteprozesse nutzen. Dies kann den Gesamtenergieverbrauch senken und gleichzeitig eine hohe Flexibilität bieten.
Nachteile: Die Komplexität und die Kosten der Anschaffung und Wartung können bei Hybridöfen höher sein als bei reinen Gas- oder Elektroöfen. Darüber hinaus erfordert der Betrieb eines Hybridofens eine präzise Steuerung, um die unterschiedlichen Heizmethoden effektiv zu nutzen.
Optimierung des Stromverbrauchs in Pulveröfen
Da der Stromverbrauch einen erheblichen Teil der Betriebskosten von Pulverbeschichtungsanlagen ausmacht, ist die Optimierung des Energieverbrauchs ein zentrales Anliegen für Unternehmen, die mit Pulveröfen arbeiten. Es gibt verschiedene Strategien, um den Stromverbrauch eines Pulverofens zu senken und die Energieeffizienz zu maximieren.
4.1. Isolierung und Wärmerückgewinnung
Eine der effektivsten Methoden, um den Stromverbrauch eines Pulverofens zu senken, ist die Verbesserung der Ofenisolierung. Eine gut isolierte Ofenwand minimiert den Wärmeverlust, sodass weniger Energie benötigt wird, um den Ofen auf der erforderlichen Temperatur zu halten.
Darüber hinaus können moderne Pulveröfen mit Wärmerückgewinnungssystemen ausgestattet werden. Diese Systeme nutzen die Abwärme, die während des Aushärtungsprozesses entsteht, und führen sie wieder in den Prozess ein, um den Energieverbrauch zu senken. Wärmerückgewinnung kann den Gesamtstromverbrauch eines Ofens um bis zu 30% reduzieren.
4.2. Energieeffiziente Heizsysteme
Die Wahl eines energieeffizienten Heizsystems ist entscheidend für die Senkung des Stromverbrauchs. Gasbefeuerte Öfen sind oft effizienter als rein elektrische Systeme, insbesondere in großflächigen Produktionsanlagen. Für bestimmte Anwendungen, bei denen schnelle Aushärtezeiten erforderlich sind, können auch Infrarot- oder Hybridöfen energieeffizienter sein.
4.3. Optimierte Auslastung des Ofens
Ein Pulverofen sollte möglichst immer voll beladen sein, um die Energieeffizienz zu maximieren. Das Heizen eines halb leeren Ofens verbraucht genauso viel Energie wie das Heizen eines voll beladenen Ofens, was zu unnötigem Energieverbrauch führt. Die Produktionsplanung sollte so gestaltet werden, dass der Ofen optimal ausgelastet ist.
4.4. Intelligente Steuerungssysteme
Moderne Pulveröfen sind oft mit intelligenten Steuerungssystemen ausgestattet, die den Energieverbrauch optimieren, indem sie den Aushärteprozess automatisch an die spezifischen Anforderungen des Werkstücks anpassen. Diese Systeme können den Energieverbrauch senken, indem sie die Temperatur dynamisch anpassen und den Ofen in Zeiten, in denen keine Werkstücke vorhanden sind, in den Standby-Modus versetzen.
Zukunftstechnologien zur Reduzierung des Stromverbrauchs von Pulveröfen
Die Zukunft der Pulverofen-Technologie wird stark von der Entwicklung neuer Technologien zur Reduzierung des Stromverbrauchs und zur Erhöhung der Energieeffizienz geprägt sein. Einige der Schlüsseltechnologien, die das Potenzial haben, den Energieverbrauch in der Pulverbeschichtung weiter zu senken, sind:
5.1. Verbessertes Ofendesign und Materialwissenschaften
Neue Materialien zur Isolierung und effizientere Ofendesigns, die eine bessere Luftzirkulation und Wärmespeicherung ermöglichen, werden den Energieverbrauch von Pulveröfen weiter senken. Leichtbauweisen und innovative Baumaterialien können die Wärmespeicherung verbessern und den Energiebedarf drastisch reduzieren.
5.2. Automatisierung und Digitalisierung
Die Einführung von Industrie 4.0-Technologien und digitalisierten Steuerungssystemen ermöglicht eine präzisere Steuerung von Pulveröfen. Durch den Einsatz von künstlicher Intelligenz (KI) und maschinellem Lernen können Öfen lernen, wie sie den Energieverbrauch optimieren können, indem sie Muster in den Produktionsprozessen erkennen und automatisch Anpassungen vornehmen.
5.3. Integration von erneuerbaren Energiequellen
Zukünftige Pulveröfen könnten verstärkt auf erneuerbare Energiequellen setzen, wie z. B. Solarenergie oder Windkraft, um den Stromverbrauch zu reduzieren. Die Integration erneuerbarer Energien in den Produktionsprozess wird sowohl die Kosten senken als auch die Umweltbelastung reduzieren.
5.4. Thermoelektrische Generatoren
Eine weitere vielversprechende Technologie zur Reduzierung des Stromverbrauchs ist die Verwendung von thermoelektrischen Generatoren. Diese Systeme nutzen die Abwärme aus dem Ofen und wandeln sie in elektrische Energie um, die wieder in den Produktionsprozess eingespeist werden kann. Dies könnte den Stromverbrauch erheblich senken und die Gesamteffizienz des Ofens steigern.
Fazit
Pulveröfen sind ein unverzichtbares Werkzeug im Pulverbeschichtungsprozess und erfordern einen beträchtlichen Stromverbrauch, um die erforderlichen Temperaturen für den Aushärtungsprozess zu erreichen und aufrechtzuerhalten. Der Stromverbrauch eines Pulverofens hängt von verschiedenen Faktoren ab, darunter die Größe des Ofens, das Heizsystem, die Isolierung und die Auslastung. Elektrische Pulveröfen, gasbetriebene Systeme und Infrarotöfen bieten jeweils unterschiedliche Vorteile in Bezug auf Energieeffizienz und Betriebskosten.
Die Optimierung des Stromverbrauchs ist entscheidend, um die Betriebskosten zu senken und die Umweltbelastung zu reduzieren. Fortschritte in der Isolierung, Wärmerückgewinnung und intelligente Steuerungssysteme tragen dazu bei, den Energieverbrauch von Pulveröfen zu senken. Zukünftige Technologien wie erneuerbare Energien und thermoelektrische Generatoren versprechen, den Stromverbrauch weiter zu reduzieren und die Effizienz von Pulveröfen zu maximieren.
Insgesamt bietet die fortschreitende Entwicklung der Pulverofen-Technologie erhebliche Vorteile für die Pulverbeschichtungsindustrie, sowohl in Bezug auf die Kosten als auch auf die Umweltfreundlichkeit.
Kammerofen
Ofen für Pulverbeschichtung
Ein Kammerofen ist ein wesentliches industrielles Werkzeug, das für eine Vielzahl von thermischen Prozessen wie das Härten, Brennen, Sintern und vor allem das Aushärten von Pulverbeschichtungen verwendet wird. In der Pulverbeschichtungsindustrie ist der Kammerofen ein integraler Bestandteil des Aushärtungsprozesses. Diese Öfen sind in der Lage, hohe Temperaturen zu erzeugen und aufrechtzuerhalten, wodurch die aufgebrachten Pulverlacke geschmolzen und vernetzt werden, um eine robuste und haltbare Oberfläche zu schaffen.
Einführung in den Kammerofen
Einbrennofen Elektrisch
Ein Kammerofen ist ein industrieller Ofen, der einen geschlossenen Raum oder eine Kammer verwendet, um Werkstücke durch hohe Temperaturen zu verarbeiten. Der Kammerofen wird in vielen thermischen Prozessen wie dem Härten von Metall, der keramischen Verarbeitung, der Glasverarbeitung und besonders in der Pulverbeschichtungsindustrie eingesetzt, wo er zur Aushärtung von Pulverlacken dient.
1.1. Geschichte der Kammeröfen
Die Entwicklung von Kammeröfen reicht viele Jahrhunderte zurück, als Menschen erstmals die Fähigkeit entdeckten, Materialien durch kontrollierte Hitze zu verändern. Während in der Antike einfache Holz- und Steinkonstruktionen zur Metallverarbeitung genutzt wurden, führte die industrielle Revolution im 19. Jahrhundert zur Erfindung moderner Kammeröfen, die auf der Nutzung fossiler Brennstoffe und später elektrischer Energie basierten.
Moderne Kammeröfen haben sich im Laufe der Zeit weiterentwickelt und nutzen heute fortschrittliche Materialien und Technologien, um Energie effizient zu nutzen und gleichzeitig präzise Temperaturkontrollen zu ermöglichen.
Funktionsweise eines Kammerofens
Ein Kammerofen arbeitet durch die kontrollierte Erzeugung und Verteilung von Wärme in einer geschlossenen Kammer. Die gleichmäßige Wärmeverteilung ist entscheidend, um sicherzustellen, dass das gesamte Werkstück auf die gewünschte Temperatur erhitzt wird, ohne dass es zu Temperaturunterschieden kommt.
2.1. Erzeugung von Wärme
Die Wärme in einem Kammerofen wird entweder durch elektrische Heizelemente, Gasbrenner oder in einigen Fällen durch alternative Energiequellen wie Infrarotstrahler erzeugt. Elektrische Heizelemente bestehen in der Regel aus widerstandsfähigen Materialien wie Nickel-Chrom-Legierungen, die elektrischen Strom in Wärme umwandeln.
Gasbefeuerte Kammeröfen nutzen Erdgas oder Propan, um durch Verbrennung Hitze zu erzeugen, die dann im Ofen verteilt wird. Diese Öfen sind besonders in großindustriellen Anwendungen verbreitet, da sie in der Regel eine höhere Energieeffizienz bei größeren Volumina bieten.
2.2. Temperatursteuerung und -verteilung
Die Steuerung der Temperatur im Kammerofen erfolgt durch Thermostate und elektronische Steuerungssysteme, die sicherstellen, dass die gewünschte Temperatur konstant gehalten wird. Diese Systeme sind mit Sensoren ausgestattet, die die Ofentemperatur überwachen und das Heizsystem anpassen, um eine stabile Temperatur zu gewährleisten.
Ein gut konstruierter Kammerofen stellt sicher, dass die Wärme im gesamten Ofenraum gleichmäßig verteilt wird. Dies wird durch Konvektion erreicht, bei der ein Luftstrom durch den Ofen zirkuliert und so eine gleichmäßige Erwärmung des Werkstücks sicherstellt.
2.3. Aushärtung von Pulverbeschichtungen
In der Pulverbeschichtungsindustrie wird der Kammerofen verwendet, um das Pulver, das auf das Werkstück aufgetragen wurde, zu schmelzen und chemisch zu vernetzen. Der Pulverlack wird in der Regel bei Temperaturen von 150 bis 200 Grad Celsius ausgehärtet. Der Kammerofen stellt sicher, dass diese Temperaturen gleichmäßig im gesamten Ofen erreicht und aufrechterhalten werden, um eine homogene und widerstandsfähige Beschichtung zu erzielen.
Aufbau und Hauptkomponenten
Der Aufbau eines Kammerofens ist darauf ausgelegt, thermische Prozesse in einer kontrollierten Umgebung zu ermöglichen. Ein Kammerofen besteht aus verschiedenen wichtigen Komponenten, die zusammenarbeiten, um eine präzise und gleichmäßige Erwärmung zu gewährleisten.
3.1. Ofengehäuse und Isolierung
Das Ofengehäuse ist der äußere Teil des Kammerofens und besteht in der Regel aus Metall, das mit hitzebeständigen Materialien verkleidet ist. Die Ofenwände und -decken sind gut isoliert, um Wärmeverluste zu minimieren und eine konstante Temperatur im Inneren des Ofens aufrechtzuerhalten. Moderne Isolierungsmaterialien wie Keramikfasern und feuerfeste Ziegel helfen dabei, die Effizienz des Ofens zu maximieren.
3.2. Heizsystem
Das Heizsystem eines Kammerofens kann entweder elektrisch oder gasbetrieben sein. Elektrische Kammeröfen verwenden Widerstandsheizelemente, die elektrischen Strom in Wärme umwandeln. Gasbetriebene Kammeröfen nutzen Brenner, die Erdgas oder Propan verbrennen, um Hitze zu erzeugen.
Die Wahl des Heizsystems hängt von der Anwendung und den Anforderungen des Prozesses ab. Während elektrische Heizungen eine präzisere Temperaturregelung ermöglichen, sind gasbefeuerte Öfen in der Regel effizienter bei großindustriellen Anwendungen, die große Volumen verarbeiten müssen.
3.3. Steuerungseinheit
Die Steuerungseinheit ist das Gehirn des Kammerofens. Sie besteht aus Temperaturregelungssystemen, Thermostaten und Sicherheitsvorrichtungen, die sicherstellen, dass der Ofen sicher und effizient arbeitet. In modernen Kammeröfen werden oft digitale Steuerungssysteme verwendet, die eine genaue Kontrolle über die Ofentemperatur und die Aushärtezeit bieten.
3.4. Belüftung und Luftzirkulation
Ein weiteres wesentliches Element des Kammerofens ist das Luftzirkulationssystem. Dieses System sorgt dafür, dass die Wärme gleichmäßig im Ofen verteilt wird. Einige Kammeröfen verfügen über Ventilatoren, die die heiße Luft durch den Ofen leiten und eine gleichmäßige Erwärmung der Werkstücke sicherstellen. Dies ist besonders wichtig, um zu verhindern, dass bestimmte Bereiche des Werkstücks überhitzen oder unterhitzen.
3.5. Förder- und Transportsysteme
In industriellen Anwendungen kann ein Kammerofen mit Fördersystemen ausgestattet sein, um Werkstücke automatisch in den Ofen hinein und wieder heraus zu transportieren. Diese Systeme erhöhen die Effizienz und ermöglichen es, den Ofen in kontinuierlichen Produktionsprozessen zu verwenden. Schienensysteme, Transportbänder oder Hubvorrichtungen können je nach Anforderung des Produktionsprozesses verwendet werden.
Thermische Prozesse im Kammerofen
Kammeröfen werden für eine Vielzahl von thermischen Prozessen in unterschiedlichen Industrien verwendet. Jeder Prozess hat spezifische Temperaturanforderungen und Zeitrahmen, die durch den Kammerofen präzise gesteuert werden können.
4.1. Aushärtung von Pulverbeschichtungen
Der wichtigste Prozess in der Pulverbeschichtungsindustrie ist das Aushärten von Pulverlacken. Nachdem das Pulver elektrostatisch auf das Werkstück aufgetragen wurde, muss es im Kammerofen auf Temperaturen zwischen 150°C und 200°C erhitzt werden, um zu schmelzen und zu vernetzen. Der Kammerofen sorgt dafür, dass das Pulver gleichmäßig aushärtet und eine glatte, dauerhafte Oberfläche entsteht.
4.2. Härten von Metallen
Das Härten von Metallen ist ein weiterer wichtiger thermischer Prozess, der in Kammeröfen durchgeführt wird. Beim Härten werden Metalle auf hohe Temperaturen erhitzt und dann schnell abgekühlt, um ihre Festigkeit und Härte zu erhöhen. Der Kammerofen spielt hier eine entscheidende Rolle, da er eine präzise Temperaturkontrolle ermöglicht und den gesamten Prozess sicher und gleichmäßig durchführt.
4.3. Sintern
Das Sintern ist ein thermischer Prozess, bei dem pulverförmige Materialien unter hoher Hitze zu einem festen Stück verdichtet werden. In der Keramik- und Metallverarbeitung wird das Sintern verwendet, um aus pulverförmigen Rohstoffen feste Formen zu erzeugen. Der Kammerofen bietet die erforderliche gleichmäßige Hitzeverteilung, um sicherzustellen, dass die Pulver gleichmäßig gesintert werden.
4.4. Glasbearbeitung
In der Glasbearbeitung wird der Kammerofen verwendet, um Glas auf Temperaturen zu erhitzen, bei denen es formbar wird. Dieser Prozess wird oft als Glasblasen bezeichnet, bei dem der Kammerofen die Hitze liefert, die erforderlich ist, um das Glas zu schmelzen und in verschiedene Formen zu bringen.
4.5. Keramikbrennen
Das Brennen von Keramik erfordert präzise Temperaturkontrollen, um sicherzustellen, dass die Tonwaren gleichmäßig erhitzt werden und die gewünschten mechanischen Eigenschaften erhalten. Kammeröfen sind in der Lage, die hohen Temperaturen zu erreichen, die zum Brennen von Keramik erforderlich sind, und sorgen für eine gleichmäßige Wärmeverteilung im gesamten Ofen.
Verschiedene Arten von Kammeröfen
Kleinteile Pulverbeschichten
Es gibt verschiedene Arten von Kammeröfen, die jeweils für spezifische Anwendungen und Industrien ausgelegt sind. Die Wahl des richtigen Kammerofens hängt von den Anforderungen des thermischen Prozesses, der Materialart und den Produktionsvolumina ab.
5.1. Elektrische Kammeröfen
Elektrische Kammeröfen nutzen Widerstandsheizelemente, um die erforderliche Hitze zu erzeugen. Sie sind besonders beliebt in Laborumgebungen und in der Kleinproduktion, da sie eine präzise Temperatursteuerung und eine saubere Energiequelle bieten. Diese Öfen sind auch in Umgebungen mit begrenztem Zugang zu Gasquellen eine gute Wahl.
5.2. Gasbetriebene Kammeröfen
Gasbetriebene Kammeröfen werden häufig in großindustriellen Anwendungen eingesetzt, da sie kostengünstiger sind, wenn es um die Verarbeitung großer Mengen von Werkstücken geht. Gasbefeuerte Öfen nutzen Erdgas oder Propan als Energiequelle und sind oft effizienter als elektrische Öfen, insbesondere in großvolumigen Produktionslinien.
5.3. Infrarot-Kammeröfen
Infrarot-Kammeröfen nutzen Infrarotstrahlung, um die Wärme direkt auf das Werkstück zu übertragen, anstatt die Luft im Ofen zu erhitzen. Diese Technologie ermöglicht eine schnelle und effiziente Erwärmung des Werkstücks und wird häufig in der Pulverbeschichtungsindustrie verwendet, wo schnelle Aushärtezeiten erforderlich sind.
5.4. Hochtemperatur-Kammeröfen
Hochtemperatur-Kammeröfen sind speziell für Prozesse ausgelegt, die Temperaturen von über 1000°C erfordern, wie das Sintern von Metallen oder das Schmelzen von Glas. Diese Öfen sind mit speziellen Isoliermaterialien und Heizelementen ausgestattet, die extremen Temperaturen standhalten können.
5.5. Vakuum-Kammeröfen
Vakuum-Kammeröfen werden in Prozessen verwendet, bei denen die Materialien unter Vakuumbedingungen erhitzt werden müssen, um Oxidation zu vermeiden. Diese Öfen finden Anwendung in der Metallverarbeitung und in der Herstellung von Hochleistungskeramiken, wo eine kontrollierte Atmosphäre entscheidend für die Qualität des Endprodukts ist.
Anwendungen in der Industrie
Anwendungen von Pulveröfen
Kammeröfen werden in vielen verschiedenen Industriezweigen eingesetzt, da sie vielseitig einsetzbar und für eine Vielzahl von thermischen Prozessen geeignet sind.
6.1. Automobilindustrie
In der Automobilindustrie werden Kammeröfen verwendet, um Metallteile zu härten, zu sintern und Pulverbeschichtungen auf Fahrzeugteilen wie Karosserien, Fahrgestellen und Felgen aufzutragen. Der Aushärteprozess stellt sicher, dass diese Teile langlebig, korrosionsbeständig und optisch ansprechend sind.
6.2. Metallverarbeitung
In der Metallverarbeitungsindustrie spielen Kammeröfen eine entscheidende Rolle beim Härten, Anlassen und Sintern von Metallen. Diese Prozesse verbessern die mechanischen Eigenschaften der Metalle, wie Festigkeit, Härte und Verschleißfestigkeit, und sind entscheidend für die Herstellung von Werkzeugen, Maschinenkomponenten und Baugeräten.
6.3. Bauindustrie
Kammeröfen werden in der Bauindustrie für die Herstellung von Keramikfliesen, Ziegeln und anderen Baumaterialien verwendet. Das Brennen dieser Materialien in Kammeröfen stellt sicher, dass sie die erforderliche Festigkeit und Witterungsbeständigkeit aufweisen.
6.4. Elektronik- und Halbleiterindustrie
In der Elektronik- und Halbleiterindustrie werden Kammeröfen verwendet, um Halbleitermaterialien zu erhitzen und spezielle thermische Behandlungen durchzuführen, die für die Herstellung von Mikroprozessoren und anderen elektronischen Komponenten erforderlich sind. Vakuum-Kammeröfen sind besonders in dieser Branche wichtig, da sie Oxidation verhindern und eine präzise Steuerung der thermischen Bedingungen ermöglichen.
6.5. Luft- und Raumfahrtindustrie
Die Luft- und Raumfahrtindustrie verwendet Kammeröfen, um Materialien wie Titan und hochfeste Legierungen zu verarbeiten, die in Flugzeug- und Raumfahrzeugen verwendet werden. Diese Materialien müssen extremen Temperaturen und Drücken standhalten, und die thermische Behandlung in Kammeröfen stellt sicher, dass sie den hohen Belastungen gerecht werden.
6.6. Möbelherstellung und Pulverbeschichtung
In der Möbelindustrie werden Kammeröfen zur Pulverbeschichtung von Metallrahmen und Möbelteilen verwendet, um sie gegen Kratzer, Korrosion und Witterungseinflüsse zu schützen. Dieser Prozess verleiht den Möbeln nicht nur eine ästhetisch ansprechende Oberfläche, sondern erhöht auch ihre Lebensdauer und Widerstandsfähigkeit.
Effizienz und Energieeinsparung
Da Kammeröfen hohe Temperaturen erzeugen und oft über lange Zeiträume betrieben werden, ist die Energieeffizienz ein entscheidender Faktor, um Betriebskosten zu senken und die Umweltbelastung zu reduzieren. Moderne Kammeröfen sind mit Technologien ausgestattet, die den Energieverbrauch optimieren.
7.1. Ofenisolierung
Eine hochwertige Isolierung ist entscheidend, um Wärmeverluste zu minimieren und den Energieverbrauch zu senken. Die Verwendung von Materialien wie Keramikfasern und feuerfesten Ziegeln sorgt dafür, dass die Wärme im Inneren des Ofens gespeichert wird, was zu einer gleichmäßigeren Erwärmung und einer geringeren Notwendigkeit für ständiges Nachheizen führt.
7.2. Wärmerückgewinnungssysteme
Wärmerückgewinnungssysteme sind eine effiziente Möglichkeit, die Abwärme des Ofens zu nutzen. Diese Systeme fangen die Abwärme auf und verwenden sie, um den Ofen zu beheizen oder andere thermische Prozesse in der Anlage zu unterstützen, wodurch der Energieverbrauch und die Betriebskosten gesenkt werden.
7.3. Intelligente Steuerungssysteme
Moderne Kammeröfen sind mit intelligenten Steuerungssystemen ausgestattet, die den Aushärteprozess überwachen und anpassen. Diese Systeme können die Ofentemperatur dynamisch regulieren, um sicherzustellen, dass der Energieverbrauch auf ein Minimum reduziert wird, ohne die Qualität des thermischen Prozesses zu beeinträchtigen.
7.4. Optimierung der Produktionsplanung
Eine effiziente Auslastung des Kammerofens ist entscheidend, um Energie zu sparen. Produktionsplanungssysteme, die den Ofen optimal beladen und ihn kontinuierlich betreiben, reduzieren den Energieverbrauch pro Werkstück. Der Betrieb des Ofens bei Teilladungen führt zu höheren Betriebskosten, da der Ofen trotzdem die volle Energie benötigt, um die erforderliche Temperatur zu halten.
Wartung und Pflege eines Kammerofens
Die regelmäßige Wartung eines Kammerofens ist entscheidend, um seine Effizienz zu erhalten und Ausfälle zu vermeiden. Eine gut gewartete Anlage sorgt nicht nur für eine längere Lebensdauer des Ofens, sondern auch für eine gleichbleibend hohe Qualität der thermischen Prozesse.
8.1. Reinigung des Ofens
Regelmäßige Reinigung der Innenwände und des Luftzirkulationssystems ist wichtig, um Ablagerungen zu vermeiden, die die Wärmeverteilung stören könnten. Dies gilt besonders in der Pulverbeschichtungsindustrie, wo überschüssiges Pulver oder Rückstände an den Ofenwänden haften können.
8.2. Überprüfung der Heizelemente
Die Heizelemente eines Kammerofens sollten regelmäßig überprüft werden, um sicherzustellen, dass sie ordnungsgemäß funktionieren und gleichmäßige Wärme erzeugen. Defekte oder abgenutzte Heizelemente können zu ungleichmäßiger Erwärmung und höheren Betriebskosten führen.
8.3. Isolierungskontrolle
Die Isolierung des Ofens sollte regelmäßig überprüft werden, um sicherzustellen, dass keine Wärme durch Risse oder beschädigte Bereiche entweicht. Eine beschädigte Isolierung erhöht den Energieverbrauch und kann die Effizienz des Ofens erheblich beeinträchtigen.
8.4. Wartung der Steuerungssysteme
Die Steuerungssysteme des Kammerofens sollten regelmäßig kalibriert werden, um sicherzustellen, dass die Temperaturregelung präzise und zuverlässig funktioniert. Auch die Sensoren und Thermostate sollten regelmäßig überprüft und gewartet werden, um eine konstante und genaue Temperaturkontrolle zu gewährleisten.
Zukunftstechnologien und Innovationen
Die Technologie der Kammeröfen entwickelt sich ständig weiter, um den Anforderungen der modernen Industrie gerecht zu werden. Neue Materialien, effizientere Heizsysteme und digitale Steuerungstechnologien haben das Potenzial, die Effizienz und Leistung von Kammeröfen weiter zu verbessern.
9.1. Einsatz von erneuerbaren Energien
Die Integration von erneuerbaren Energien wie Solar- oder Windenergie in den Betrieb von Kammeröfen könnte in Zukunft eine wichtige Rolle spielen. Diese Technologien könnten den Energieverbrauch der Öfen erheblich senken und gleichzeitig die Umweltbelastung verringern.
9.2. Fortschritte in der Materialwissenschaft
Neue Materialien für die Ofenisolierung und Heizelemente, wie Nanomaterialien oder hitzebeständige Verbundstoffe, könnten dazu beitragen, die Effizienz von Kammeröfen zu verbessern, indem sie die Wärmeverluste weiter minimieren und die Lebensdauer der Heizelemente verlängern.
9.3. Digitalisierung und Automatisierung
Die fortschreitende Digitalisierung und Automatisierung in der Industrie ermöglicht es, Kammeröfen präziser zu steuern und ihren Energieverbrauch zu optimieren. Künstliche Intelligenz (KI) und maschinelles Lernen könnten eingesetzt werden, um den Aushärteprozess zu überwachen und Anpassungen in Echtzeit vorzunehmen, um Energie zu sparen und die Produktivität zu steigern.
9.4. Entwicklung von Hybridöfen
Hybridöfen, die verschiedene Heiztechnologien wie Gas, Elektrizität und Infrarotstrahlung kombinieren, könnten die Flexibilität und Effizienz von Kammeröfen erhöhen. Diese Öfen könnten in der Lage sein, verschiedene Materialien und Prozesse zu optimieren, indem sie die jeweils effizienteste Heizmethode verwenden.
Fazit
Der Kammerofen ist ein unverzichtbares Werkzeug in der modernen Industrie, das für eine Vielzahl von thermischen Prozessen wie das Aushärten von Pulverbeschichtungen, das Härten von Metallen und das Brennen von Keramik verwendet wird. Die Fähigkeit des Kammerofens, präzise Temperaturen aufrechtzuerhalten und thermische Prozesse effizient zu steuern, macht ihn zu einem zentralen Element in der Produktion vieler Industriezweige.
Durch technologische Fortschritte wie verbesserte Isolierung, Wärmerückgewinnungssysteme und intelligente Steuerungssysteme konnte der Energieverbrauch von Kammeröfen optimiert werden, was zu niedrigeren Betriebskosten und einer höheren Produktivität geführt hat. In Zukunft könnten erneuerbare Energien, neue Materialien und die zunehmende Digitalisierung den Kammerofen noch effizienter und umweltfreundlicher machen.
Die fortschreitende Entwicklung dieser Technologie zeigt, dass der Kammerofen auch in den kommenden Jahrzehnten eine entscheidende Rolle in der Industrie spielen wird.
Pulverofen mit Schienen
Einbrennöfen
Ein Pulverofen mit Schienen ist eine spezialisierte industrielle Anlage, die in der Pulverbeschichtungsindustrie weit verbreitet ist. Diese Öfen werden verwendet, um Werkstücke, die mit Pulverlacken beschichtet wurden, durch kontrollierte Hitze auszuhärten. Die Besonderheit eines Pulverofens mit Schienen ist, dass er ein internes Schienensystem besitzt, das den Transport der Werkstücke durch den Ofen erleichtert. Dies ist besonders vorteilhaft in der Großproduktion, wo Effizienz, Konsistenz und ein reibungsloser Materialfluss entscheidend sind.
In diesem umfassenden Text werden alle Aspekte eines Pulverofens mit Schienen untersucht, darunter der Aufbau, die Funktionsweise, die verschiedenen Arten von Schienensystemen, die thermischen Prozesse im Ofen, die Effizienzsteigerung, die Wartung, Anwendungen in der Industrie sowie technologische Innovationen. Ziel ist es, ein detailliertes Verständnis dieser wichtigen Technologie zu vermitteln.
Einführung in den Pulverofen mit Schienen
Ein Pulverofen ist eine thermische Anlage, die speziell dafür konzipiert ist, Werkstücke zu erhitzen, um aufgebrachte Pulverbeschichtungen auszuhärten. In der Pulverbeschichtungsindustrie spielen diese Öfen eine zentrale Rolle, da sie es ermöglichen, die Pulverbeschichtungen zu einer dauerhaften, widerstandsfähigen und gleichmäßigen Oberfläche zu verarbeiten. Ein Pulverofen mit Schienen ist eine Variante, bei der ein internes Schienensystem verwendet wird, um den Transport von Werkstücken durch den Ofen zu erleichtern. Dies ist besonders in kontinuierlichen Produktionslinien von Vorteil, wo Werkstücke automatisch durch den Ofen geführt werden, um den Produktionsprozess zu optimieren.
1.1. Bedeutung der Pulverbeschichtung
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sowohl in der Automobil-, Bau- als auch Möbelindustrie Anwendung findet. Es handelt sich um ein umweltfreundliches Verfahren, da es keine Lösungsmittel verwendet und Abfälle minimiert, da überschüssiges Pulver zurückgewonnen und wiederverwendet werden kann. Pulverbeschichtungen bieten hervorragenden Schutz gegen Korrosion, chemische Einflüsse, Kratzer und Witterungseinflüsse und können zudem in einer Vielzahl von Farben und Texturen angewendet werden.
Der Prozess der Pulverbeschichtung ist jedoch erst nach der Aushärtung im Pulverofen abgeschlossen, da das aufgebrachte Pulver bei hohen Temperaturen schmelzen und sich chemisch vernetzen muss, um eine feste, haltbare Schicht zu bilden.
Aufbau eines Pulverofens mit Schienen
Ein Pulverofen mit Schienen ist komplex aufgebaut und besteht aus mehreren Komponenten, die zusammenarbeiten, um eine gleichmäßige Erwärmung und einen reibungslosen Transport der Werkstücke zu gewährleisten.
2.1. Grundlegende Komponenten eines Pulverofens
Ein Pulverofen besteht aus mehreren wesentlichen Komponenten, die den gesamten Aushärteprozess unterstützen:
Heizelemente: Die Heizelemente können elektrisch oder gasbefeuert sein und erzeugen die notwendige Wärme, um das Pulver auf den Werkstücken zu schmelzen und auszuhärten.
Luftzirkulationssystem: Ein gutes Luftzirkulationssystem sorgt dafür, dass die heiße Luft gleichmäßig im Ofen verteilt wird, um eine gleichmäßige Erwärmung der Werkstücke zu gewährleisten.
Isolierung: Die Wände des Ofens sind mit speziellen feuerfesten Materialien isoliert, um den Wärmeverlust zu minimieren und die Energieeffizienz zu maximieren.
Steuerungssysteme: Moderne Pulveröfen sind mit fortschrittlichen Steuerungssystemen ausgestattet, die es ermöglichen, Temperatur, Zeit und andere Parameter präzise zu regulieren. Diese Systeme überwachen kontinuierlich den Zustand des Ofens und passen die Heizleistung entsprechend an.
2.2. Schienensystem im Pulverofen
Das Schienensystem ist das zentrale Merkmal, das einen Pulverofen mit Schienen von anderen Ofentypen unterscheidet. Es besteht aus Schienen oder Gleisen, die innerhalb des Ofens installiert sind und auf denen Werkstücke entweder manuell oder automatisch durch den Ofen transportiert werden. Schienensysteme können auf verschiedene Arten ausgelegt sein, je nach Größe und Form der Werkstücke und den spezifischen Anforderungen der Produktion.
Deckenschienen: Bei dieser Variante sind die Schienen an der Decke des Ofens angebracht, und die Werkstücke hängen an Haken oder Vorrichtungen, die entlang der Schienen gleiten. Diese Konfiguration ermöglicht eine effiziente Nutzung des vertikalen Raums des Ofens.
Bodenschienen: Bodenschienen befinden sich auf dem Ofenboden, und die Werkstücke werden auf Wagen oder Plattformen platziert, die auf den Schienen durch den Ofen bewegt werden. Diese Variante ist besonders vorteilhaft für große oder schwere Werkstücke, die schwer zu handhaben sind.
Fördersysteme: Einige Schienensysteme sind mit automatischen Fördersystemen ausgestattet, die es ermöglichen, die Werkstücke kontinuierlich durch den Ofen zu transportieren, ohne dass manueller Eingriff erforderlich ist. Diese Systeme sind ideal für Produktionslinien mit hohem Durchsatz.
Funktionsweise eines Pulverofens mit Schienen
Ein Pulverofen mit Schienen arbeitet durch die kontrollierte Erzeugung und Verteilung von Wärme, um aufgebrachte Pulverbeschichtungen auszuhärten. Der Aushärteprozess ist entscheidend, um die Haltbarkeit und Widerstandsfähigkeit der Beschichtung zu gewährleisten.
3.1. Aushärteprozess
Der Aushärteprozess in einem Pulverofen mit Schienen beginnt, nachdem das Pulver auf das Werkstück aufgetragen wurde. Das Werkstück wird über das Schienensystem in den Ofen transportiert, wo es auf die notwendige Temperatur erhitzt wird. Typische Aushärtetemperaturen liegen zwischen 150°C und 220°C, abhängig von der Art des Pulvers und des Materials des Werkstücks.
Während des Aushärteprozesses schmilzt das Pulver und vernetzt sich chemisch, wodurch eine feste, gleichmäßige und glatte Beschichtung entsteht. Die Dauer des Aushärtungsprozesses hängt von der Dicke der Beschichtung und der Größe des Werkstücks ab. Kleinere Werkstücke können in wenigen Minuten ausgehärtet werden, während größere Teile eine längere Zeit im Ofen benötigen.
3.2. Temperaturkontrolle
Die Temperatur im Pulverofen wird durch fortschrittliche Steuerungssysteme überwacht und reguliert. Es ist wichtig, dass die Temperatur während des gesamten Aushärteprozesses konstant bleibt, um eine gleichmäßige Beschichtung zu gewährleisten. Schwankungen in der Temperatur können zu einer ungleichmäßigen Aushärtung führen, was die Qualität der Beschichtung beeinträchtigen kann.
3.3. Transport der Werkstücke
Das Schienensystem ermöglicht einen reibungslosen Transport der Werkstücke durch den Ofen. Bei einem kontinuierlichen Betrieb können Werkstücke nahtlos in den Ofen befördert werden, ohne dass der Aushärteprozess unterbrochen wird. Dies sorgt für eine hohe Effizienz und reduziert Ausfallzeiten in der Produktion.
Ein weiterer Vorteil des Schienensystems ist die Fähigkeit, schwere oder große Werkstücke einfach zu handhaben. Während der Ofen in Betrieb ist, können die Werkstücke auf den Schienen bewegt werden, was den manuellen Arbeitsaufwand verringert und das Risiko von Beschädigungen minimiert.
Vorteile eines Pulverofens mit Schienen
Die Verwendung eines Pulverofens mit Schienen bietet zahlreiche Vorteile gegenüber herkömmlichen Kammeröfen oder anderen Ofentypen. Diese Vorteile betreffen nicht nur die Effizienz und Flexibilität, sondern auch die Qualität der Aushärtung und die Handhabung großer und schwerer Werkstücke.
4.1. Effizienz und Zeitersparnis
Ein Pulverofen mit Schienen ermöglicht eine kontinuierliche Produktion, da die Werkstücke automatisch durch den Ofen transportiert werden. Dies spart Zeit und erhöht die Effizienz, da keine manuellen Arbeitsschritte erforderlich sind, um die Werkstücke in den Ofen zu laden oder zu entladen. Darüber hinaus kann der Aushärteprozess optimiert werden, da die Werkstücke in einer festen Reihenfolge durch den Ofen bewegt werden, was zu einer gleichmäßigeren Erwärmung und Aushärtung führt.
4.2. Verbesserte Handhabung schwerer Werkstücke
Für große und schwere Werkstücke, wie sie oft in der Bau-, Automobil- oder Maschinenbauindustrie vorkommen, bietet das Schienensystem eine einfache und sichere Handhabung. Anstatt die Werkstücke manuell in den Ofen zu transportieren, können sie auf Wagen oder Plattformen geladen werden, die auf den Schienen durch den Ofen rollen. Dies reduziert die körperliche Belastung für die Arbeiter und minimiert das Risiko von Beschädigungen an den Werkstücken während des Transports.
4.3. Flexibilität und Anpassungsfähigkeit
Ein Pulverofen mit Schienen kann flexibel an verschiedene Produktionsanforderungen angepasst werden. Das Schienensystem kann so konfiguriert werden, dass es sowohl kleine als auch große Werkstücke aufnehmen kann, und es kann leicht in bestehende Produktionslinien integriert werden. Diese Flexibilität ermöglicht es, den Ofen für eine Vielzahl von Anwendungen in verschiedenen Industrien zu nutzen.
4.4. Gleichmäßige Aushärtung
Dank der effizienten Luftzirkulation und Temperaturkontrolle im Pulverofen wird eine gleichmäßige Aushärtung der Pulverbeschichtung gewährleistet. Das Schienensystem sorgt dafür, dass die Werkstücke gleichmäßig durch den Ofen bewegt werden, wodurch die Gefahr von Überhitzung oder Unterhitzung bestimmter Bereiche des Werkstücks minimiert wird.
4.5. Reduzierung von Stillstandszeiten
In kontinuierlichen Produktionslinien, in denen der Betrieb nicht unterbrochen werden darf, hilft ein Pulverofen mit Schienen, Ausfallzeiten zu minimieren. Da Werkstücke ohne Unterbrechung durch den Ofen transportiert werden, bleibt der Produktionsprozess konstant, was die Produktivität steigert.
Arten von Schienensystemen in Pulveröfen
Es gibt verschiedene Arten von Schienensystemen, die in Pulveröfen eingesetzt werden, um den Transport der Werkstücke zu erleichtern. Die Wahl des richtigen Systems hängt von den spezifischen Anforderungen der Produktion ab, wie der Größe und Form der Werkstücke, dem Durchsatz und der Art der Beschichtungen.
5.1. Deckenschienensysteme
Ein Deckenschienensystem ist besonders vorteilhaft, wenn der vertikale Raum des Ofens optimal genutzt werden soll. Bei dieser Konfiguration sind die Schienen an der Decke des Ofens befestigt, und die Werkstücke werden an Haken aufgehängt, die entlang der Schienen gleiten. Diese Art von Schienensystem wird häufig in der Automobil- und Möbelindustrie verwendet, wo Werkstücke wie Türen, Felgen oder Metallrahmen effizient durch den Ofen transportiert werden können.
Vorteile des Deckenschienensystems:
Maximale Raumnutzung, da der vertikale Raum des Ofens genutzt wird
Geeignet für Werkstücke, die an Haken aufgehängt werden können
Ermöglicht eine gleichmäßige Aushärtung von allen Seiten des Werkstücks
5.2. Bodenschienensysteme
Bei einem Bodenschienensystem sind die Schienen auf dem Boden des Ofens installiert, und die Werkstücke werden auf Plattformen oder Wagen platziert, die auf den Schienen durch den Ofen rollen. Diese Art von Schienensystem ist besonders nützlich für große, schwere oder sperrige Werkstücke, die schwer zu handhaben sind, wie z. B. Maschinenteile, Fahrzeugkarosserien oder Baukomponenten.
Vorteile des Bodenschienensystems:
Einfacher Transport großer und schwerer Werkstücke
Stabiler Transport, der das Risiko von Beschädigungen minimiert
Ideal für sperrige Werkstücke, die nicht an Haken aufgehängt werden können
5.3. Automatisierte Fördersysteme
Automatisierte Fördersysteme sind die fortschrittlichste Art von Schienensystemen und ermöglichen einen vollständig automatisierten Betrieb des Pulverofens. Diese Systeme verwenden Motoren, Sensoren und Steuerungen, um die Werkstücke automatisch durch den Ofen zu transportieren. Der Hauptvorteil eines automatisierten Fördersystems ist die hohe Effizienz, da der Prozess ohne menschliches Eingreifen abläuft.
Vorteile automatisierter Fördersysteme:
Vollständig automatisierter Betrieb, der den manuellen Arbeitsaufwand minimiert
Erhöhte Produktionsgeschwindigkeit und Effizienz
Präzise Steuerung der Bewegung der Werkstücke durch den Ofen
Thermische Prozesse in einem Pulverofen mit Schienen
Ein Pulverofen mit Schienen führt eine Reihe von thermischen Prozessen durch, um Pulverbeschichtungen auszuhärten. Diese Prozesse müssen präzise gesteuert werden, um die gewünschte Qualität der Beschichtung zu gewährleisten.
6.1. Aushärtung von Pulverbeschichtungen
Der Hauptprozess, der in einem Pulverofen mit Schienen durchgeführt wird, ist das Aushärten von Pulverbeschichtungen. Die aufgebrachten Pulverlacke bestehen aus feinen Partikeln, die bei hohen Temperaturen schmelzen und sich chemisch zu einer festen Schicht vernetzen. Während dieses Prozesses wird das Werkstück auf die erforderliche Temperatur erhitzt, wobei die Wärme gleichmäßig über die gesamte Oberfläche verteilt wird.
6.2. Temperaturverteilung und Luftzirkulation
Die Temperaturverteilung im Ofen ist entscheidend, um eine gleichmäßige Aushärtung der Pulverbeschichtung zu gewährleisten. Ein effizientes Luftzirkulationssystem sorgt dafür, dass die heiße Luft gleichmäßig im gesamten Ofen verteilt wird. Dies minimiert das Risiko von Temperaturunterschieden im Ofen, die zu ungleichmäßigen Beschichtungen führen könnten.
6.3. Präzise Temperatursteuerung
Die Temperatur im Pulverofen wird durch fortschrittliche Steuerungssysteme überwacht und geregelt. Diese Systeme verwenden Sensoren, um die Temperatur an verschiedenen Stellen im Ofen zu messen, und passen die Heizleistung automatisch an, um sicherzustellen, dass die Temperatur konstant bleibt. Präzise Temperaturkontrollen sind entscheidend für eine gleichmäßige Aushärtung und die Vermeidung von Überhitzung oder Unterhitzung der Werkstücke.
Effizienzsteigerung und Energieeinsparung
Pulveröfen mit Schienen sind so konstruiert, dass sie den Energieverbrauch minimieren und gleichzeitig eine hohe Effizienz bieten. Es gibt mehrere Strategien und Technologien, die zur Steigerung der Effizienz und zur Reduzierung des Energieverbrauchs in Pulveröfen eingesetzt werden.
7.1. Hochwertige Isolierung
Eine hochwertige Isolierung ist entscheidend, um Wärmeverluste zu minimieren und den Energieverbrauch zu senken. Die Wände des Ofens sind mit feuerfesten Materialien isoliert, die verhindern, dass Wärme nach außen entweicht. Dies sorgt nicht nur für eine konstante Temperatur im Ofen, sondern reduziert auch die Energiemenge, die benötigt wird, um den Ofen auf die erforderliche Temperatur zu bringen und diese aufrechtzuerhalten.
7.2. Wärmerückgewinnung
Wärmerückgewinnungssysteme sind eine effektive Möglichkeit, den Energieverbrauch in einem Pulverofen zu reduzieren. Diese Systeme fangen die Abwärme des Ofens auf und nutzen sie, um andere thermische Prozesse zu unterstützen oder um den Ofen wieder zu beheizen. Durch die Wiederverwendung von Abwärme kann der Gesamtenergieverbrauch um bis zu 30% gesenkt werden.
7.3. Automatisierung und Prozessoptimierung
Automatisierte Fördersysteme und intelligente Steuerungssysteme tragen ebenfalls zur Energieeinsparung bei, indem sie den Aushärteprozess optimieren und den Ofenbetrieb dynamisch an die Produktionsanforderungen anpassen. Diese Systeme können den Energieverbrauch senken, indem sie den Ofen in den Standby-Modus versetzen, wenn keine Werkstücke vorhanden sind, und die Heizleistung anpassen, um den Betrieb effizienter zu gestalten.
Wartung und Pflege eines Pulverofens mit Schienen
Die regelmäßige Wartung eines Pulverofens mit Schienen ist entscheidend, um eine langfristige Effizienz und eine gleichbleibende Qualität der Aushärtung zu gewährleisten.
8.1. Reinigung des Schienensystems
Das Schienensystem im Ofen muss regelmäßig gereinigt werden, um sicherzustellen, dass die Werkstücke reibungslos durch den Ofen bewegt werden können. Ablagerungen von Pulver oder anderen Materialien können die Bewegung der Wagen oder Haken behindern und den Produktionsprozess stören.
8.2. Überprüfung der Heizelemente
Die Heizelemente sollten regelmäßig überprüft und gewartet werden, um sicherzustellen, dass sie ordnungsgemäß funktionieren und gleichmäßige Wärme erzeugen. Defekte Heizelemente können zu ungleichmäßigen Temperaturen und einer schlechten Aushärtung der Beschichtungen führen.
8.3. Kalibrierung der Steuerungssysteme
Die Steuerungssysteme des Ofens sollten regelmäßig kalibriert werden, um sicherzustellen, dass die Temperaturregulierung präzise funktioniert. Eine ungenaue Temperaturkontrolle kann zu Überhitzung oder Unterhitzung der Werkstücke führen, was die Qualität der Beschichtung beeinträchtigen kann.
Anwendungen eines Pulverofens mit Schienen in der Industrie
Pulveröfen mit Schienen finden in einer Vielzahl von Industrien Anwendung, da sie eine effiziente und gleichmäßige Aushärtung von Pulverbeschichtungen ermöglichen.
9.1. Automobilindustrie
In der Automobilindustrie werden Pulveröfen mit Schienen zur Aushärtung von Beschichtungen auf Fahrzeugkarosserien, Felgen, Fahrgestellen und anderen Bauteilen verwendet. Die kontinuierliche Produktion und die Fähigkeit, große Werkstücke zu handhaben, machen diese Öfen ideal für die Automobilproduktion.
9.2. Bauindustrie
In der Bauindustrie werden Pulveröfen mit Schienen zur Beschichtung von großen Metallstrukturen, Stahlträgern und Fassadenelementen verwendet. Die Fähigkeit, große und schwere Werkstücke effizient zu transportieren und auszuhärten, ist besonders vorteilhaft in dieser Branche.
9.3. Möbelherstellung
Die Möbelindustrie verwendet Pulveröfen mit Schienen, um Metallrahmen und andere Möbelteile zu beschichten. Diese Öfen bieten eine gleichmäßige Aushärtung und ermöglichen es, große Mengen an Werkstücken schnell und effizient zu verarbeiten.
Zukunftstechnologien und Innovationen
Die Technologie der Pulveröfen mit Schienen entwickelt sich ständig weiter, um den Anforderungen der modernen Industrie gerecht zu werden.
10.1. Verbesserte Schienensysteme
Die Entwicklung von leichteren und langlebigeren Schienensystemen könnte den Energieverbrauch weiter reduzieren und die Effizienz der Werkstückhandhabung verbessern.
10.2. Integration von erneuerbaren Energien
Zukünftig könnten Pulveröfen vermehrt auf erneuerbare Energien wie Solar- oder Windenergie setzen, um den Energieverbrauch zu reduzieren und die Umweltbelastung zu minimieren.
10.3. Künstliche Intelligenz und Automatisierung
Die Integration von künstlicher Intelligenz (KI) und maschinellem Lernen in die Steuerungssysteme der Öfen könnte den Aushärteprozess weiter optimieren und den Energieverbrauch weiter senken.
Fazit
Ein Pulverofen mit Schienen ist ein leistungsfähiges Werkzeug in der Pulverbeschichtungsindustrie, das Effizienz, Flexibilität und Qualität kombiniert. Die Fähigkeit, Werkstücke effizient durch den Ofen zu transportieren, verbessert die Produktivität und sorgt für eine gleichmäßige Aushärtung. Mit fortschrittlichen Schienensystemen, Automatisierungstechnologien und energieeffizienten Lösungen spielen Pulveröfen mit Schienen eine entscheidende Rolle in der modernen industriellen Fertigung. Die kontinuierliche Weiterentwicklung der Technologie verspricht, dass diese Öfen auch in Zukunft eine wichtige Rolle in vielen Produktionsprozessen spielen werden.
Pulverofen mit Schienen im Boden
Einbrennöfen
Ein Pulverofen mit Schienen im Boden ist ein fortschrittliches industrielles Gerät, das speziell für den Einsatz in der Pulverbeschichtungsindustrie entwickelt wurde. Diese Art von Ofen ist besonders für Produktionslinien geeignet, in denen große oder schwere Werkstücke kontinuierlich durch den Ofen transportiert werden müssen. Durch das Schienensystem im Boden wird der Transport von Werkstücken erleichtert und automatisiert, was zu einer höheren Effizienz und geringeren Ausfallzeiten führt.
Dieser umfassende Text wird auf die Funktionsweise, den Aufbau, die Vorteile und Anwendungen eines Pulverofens mit Schienen im Boden eingehen. Außerdem werden technologische Entwicklungen, Wartung und Pflege, Energieeffizienz sowie Innovationen in der Branche behandelt. Das Ziel ist es, ein tiefes Verständnis für die Bedeutung und Funktionsweise dieser Öfen zu vermitteln und deren Rolle in der modernen Fertigung zu beleuchten.
Einführung in den Pulverofen mit Schienen im Boden
Ein Pulverofen mit Schienen im Boden ist eine spezielle Variante des Pulverofens, die in der Pulverbeschichtungsindustrie und anderen thermischen Anwendungen weit verbreitet ist. Dieser Ofen ist so konstruiert, dass er über Schienen im Boden verfügt, auf denen Werkstücke auf Wagen oder Plattformen transportiert werden. Das Design mit Bodenschienen bietet eine Reihe von Vorteilen gegenüber herkömmlichen Ofenkonstruktionen, insbesondere in Bezug auf die Handhabung großer und schwerer Werkstücke.
1.1. Bedeutung der Pulverbeschichtung
Die Pulverbeschichtung ist eine der am häufigsten verwendeten Methoden zur Oberflächenveredelung in der modernen Industrie. Sie bietet zahlreiche Vorteile gegenüber herkömmlichen Flüssiglackierungen, darunter eine höhere Beständigkeit gegen Korrosion, Kratzer, Witterungseinflüsse und chemische Belastungen. Außerdem ist die Pulverbeschichtung umweltfreundlicher, da sie keine Lösungsmittel verwendet und weniger Abfall erzeugt.
Nach dem Auftragen des Pulverlacks muss dieser in einem Pulverofen erhitzt werden, damit das Pulver schmilzt und sich vernetzt, um eine dauerhafte, gleichmäßige Beschichtung zu bilden. Der Pulverofen spielt dabei eine zentrale Rolle, indem er die erforderliche Hitze liefert und den Aushärteprozess kontrolliert.
Aufbau eines Pulverofens mit Schienen im Boden
Ein Pulverofen mit Schienen im Boden ist eine hochspezialisierte industrielle Anlage, die mehrere wichtige Komponenten umfasst, die alle auf die Optimierung des Aushärteprozesses ausgelegt sind.
2.1. Grundlegende Struktur und Komponenten
Ein Pulverofen besteht aus mehreren wesentlichen Teilen, die zusammenarbeiten, um den Aushärteprozess zu ermöglichen. Zu den wichtigsten Komponenten gehören:
Ofengehäuse: Das Gehäuse des Ofens besteht aus robusten Materialien wie Stahl, die den hohen Temperaturen standhalten. Die Wände des Ofens sind mit Isoliermaterialien ausgekleidet, um Wärmeverluste zu minimieren und eine konstante Temperatur im Ofen zu gewährleisten.
Heizelemente: Die Wärme im Ofen wird entweder durch elektrische Heizelemente oder gasbetriebene Brenner erzeugt. Die Wahl des Heizsystems hängt von der Anwendung und den Produktionsanforderungen ab. Elektrische Heizelemente bieten eine präzise Temperaturregelung, während gasbetriebene Öfen in großindustriellen Anwendungen häufig effizienter sind.
Luftzirkulationssystem: Um eine gleichmäßige Verteilung der Hitze im gesamten Ofen zu gewährleisten, wird ein Luftzirkulationssystem verwendet. Dies sorgt dafür, dass alle Bereiche des Werkstücks gleichmäßig erhitzt werden.
Bodenschienensystem: Das Herzstück des Pulverofens mit Schienen im Boden ist das Schienensystem. Dieses System besteht aus Schienen, die in den Ofenboden integriert sind, und Plattformen oder Wagen, auf denen die Werkstücke transportiert werden. Die Schienen ermöglichen einen gleichmäßigen, stabilen Transport schwerer Werkstücke durch den Ofen.
2.2. Funktionsweise des Schienensystems im Boden
Das Schienensystem im Boden ermöglicht es, schwere oder große Werkstücke effizient durch den Ofen zu bewegen. Die Werkstücke werden auf spezielle Wagen geladen, die auf den Schienen rollen. Diese Wagen können entweder manuell oder automatisch bewegt werden, je nach Produktionsanforderungen.
Automatisierte Bewegung: In vielen industriellen Anlagen sind die Schienensysteme mit Motoren und Sensoren ausgestattet, die den Transport der Werkstücke automatisieren. Dies minimiert den manuellen Arbeitsaufwand und sorgt für eine gleichmäßige Bewegung durch den Ofen.
Stabiler Transport: Das Schienensystem im Boden bietet einen stabilen Transport der Werkstücke. Da die Wagen auf den Schienen gleiten, wird das Risiko von Stößen oder Vibrationen minimiert, was besonders bei empfindlichen oder sperrigen Werkstücken von Vorteil ist.
2.3. Steuerung und Überwachung
Moderne Pulveröfen sind mit fortschrittlichen Steuerungssystemen ausgestattet, die die Temperatur, Luftzirkulation und den Aushärteprozess präzise überwachen. Diese Steuerungen verwenden Sensoren, die die Temperatur an verschiedenen Stellen im Ofen messen und automatisch Anpassungen vornehmen, um eine gleichmäßige Erwärmung der Werkstücke sicherzustellen.
Automatische Steuerung: Viele Pulveröfen mit Schienen im Boden sind vollständig automatisiert und können in bestehende Produktionslinien integriert werden. Diese Steuerungssysteme bieten Flexibilität und ermöglichen eine dynamische Anpassung des Aushärteprozesses an die spezifischen Anforderungen der Werkstücke.
Prozessüberwachung: Die Überwachung des Aushärteprozesses ist entscheidend, um sicherzustellen, dass die Werkstücke die erforderliche Temperatur erreichen und die Beschichtung gleichmäßig aushärtet. Modernste Systeme bieten auch die Möglichkeit, den gesamten Prozess in Echtzeit zu überwachen und Daten für die Qualitätskontrolle zu sammeln.
Vorteile eines Pulverofens mit Schienen im Boden
Die Verwendung eines Pulverofens mit Schienen im Boden bietet eine Reihe von Vorteilen, insbesondere im Vergleich zu herkömmlichen Kammeröfen oder Durchlauföfen ohne Schienensystem.
3.1. Effizienzsteigerung durch automatisierten Transport
Ein Pulverofen mit Schienen im Boden ermöglicht den automatisierten Transport von Werkstücken, was die Effizienz des gesamten Aushärteprozesses erheblich steigert. Durch den automatisierten Transport werden die Werkstücke kontinuierlich durch den Ofen bewegt, was den Produktionsdurchsatz erhöht und Ausfallzeiten minimiert.
Zeitersparnis: Da der Transport automatisch erfolgt, müssen die Werkstücke nicht manuell in den Ofen geladen und wieder entladen werden. Dies spart Zeit und reduziert den Arbeitsaufwand.
Gleichmäßiger Produktionsfluss: Der kontinuierliche Transport der Werkstücke sorgt für einen gleichmäßigen Produktionsfluss, was besonders in Großproduktionen von Vorteil ist.
3.2. Handhabung schwerer und großer Werkstücke
Ein großer Vorteil des Bodenschienensystems ist die einfache Handhabung von großen oder schweren Werkstücken. Werkstücke, die aufgrund ihrer Größe oder ihres Gewichts schwer zu transportieren sind, können problemlos auf die Wagen geladen und durch den Ofen bewegt werden.
Erhöhte Sicherheit: Das Bodenschienensystem reduziert das Risiko von Beschädigungen oder Unfällen, die auftreten könnten, wenn schwere Werkstücke manuell bewegt werden müssten.
Stabilität während des Transports: Da die Werkstücke auf stabilen Plattformen oder Wagen transportiert werden, bleibt ihre Position während des Aushärteprozesses stabil, was zu einer gleichmäßigeren Aushärtung führt.
3.3. Gleichmäßige Erwärmung und Aushärtung
Dank des Bodenschienensystems und der gleichmäßigen Bewegung der Werkstücke wird eine gleichmäßige Erwärmung gewährleistet. Dies führt zu einer gleichmäßigen Aushärtung der Pulverbeschichtung, was die Qualität und Haltbarkeit der Endprodukte verbessert.
Minimierung von Über- oder Unterhitzung: Durch die gleichmäßige Verteilung der Wärme im Ofen und die kontinuierliche Bewegung der Werkstücke wird das Risiko von Über- oder Unterhitzung minimiert, was zu einer höheren Beschichtungsqualität führt.
3.4. Flexibilität und Anpassungsfähigkeit
Ein Pulverofen mit Schienen im Boden kann an verschiedene Produktionsanforderungen angepasst werden. Die Schienensysteme können so konfiguriert werden, dass sie verschiedene Arten und Größen von Werkstücken aufnehmen können, und sie können in bestehende Produktionslinien integriert werden.
Anpassung an verschiedene Werkstücke: Die Plattformen und Wagen, die auf den Schienen verwendet werden, können für verschiedene Werkstücktypen angepasst werden, was eine hohe Flexibilität ermöglicht.
Integration in bestehende Produktionslinien: Ein Pulverofen mit Schienen im Boden kann problemlos in eine kontinuierliche Produktionslinie integriert werden, was eine nahtlose Verarbeitung und Aushärtung der Werkstücke ermöglicht.
Arten von Pulveröfen mit Schienen im Boden
Es gibt verschiedene Arten von Pulveröfen mit Schienen im Boden, die je nach den spezifischen Anforderungen der Produktion und den Eigenschaften der Werkstücke ausgewählt werden können.
4.1. Gasbetriebene Pulveröfen mit Schienen im Boden
Gasbetriebene Pulveröfen nutzen Erdgas oder Propan als Energiequelle, um die erforderliche Hitze im Ofen zu erzeugen. Diese Art von Ofen ist besonders in großindustriellen Anwendungen verbreitet, da gasbetriebene Systeme oft kostengünstiger und effizienter sind, wenn große Werkstücke verarbeitet werden müssen.
Vorteile gasbetriebener Öfen:
Höhere Energieeffizienz, insbesondere bei großen Produktionsmengen
Schnellere Erwärmung im Vergleich zu elektrischen Öfen
Geringere Betriebskosten bei großflächigen Anwendungen
4.2. Elektrisch betriebene Pulveröfen mit Schienen im Boden
Elektrische Pulveröfen verwenden Widerstandsheizelemente, um die erforderliche Wärme zu erzeugen. Diese Art von Ofen bietet eine präzise Temperaturregelung und ist besonders in kleineren Produktionslinien oder für Werkstücke geeignet, die eine empfindliche Temperaturkontrolle erfordern.
Vorteile elektrischer Öfen:
Präzise Temperaturregelung, ideal für empfindliche Werkstücke
Sauberer Betrieb ohne Emissionen von Verbrennungsgasen
Weniger Installationsaufwand im Vergleich zu gasbetriebenen Systemen
4.3. Infrarot-Pulveröfen mit Schienen im Boden
Infrarot-Pulveröfen verwenden Infrarotstrahlung, um die Werkstücke direkt zu erwärmen. Diese Art von Ofen bietet eine schnelle Erwärmung und ist besonders für dünnwandige Werkstücke oder Anwendungen mit kurzen Aushärtezeiten geeignet.
Vorteile von Infrarotöfen:
Schnelle Erwärmung und kürzere Aushärtezeiten
Energieeffizienter Betrieb, da die Wärme direkt auf die Werkstücke gerichtet wird
Ideal für Anwendungen, die eine schnelle Produktion erfordern
4.4. Hybrid-Pulveröfen mit Schienen im Boden
Hybrid-Pulveröfen kombinieren verschiedene Heiztechnologien, um die Effizienz zu maximieren und den Energieverbrauch zu senken. Ein Hybridofen kann sowohl gas- als auch elektrisch betrieben werden oder Infrarotstrahler in Kombination mit herkömmlichen Heizelementen verwenden.
Vorteile von Hybridöfen:
Flexibilität bei der Auswahl der Heiztechnologie je nach Anforderung
Höhere Energieeffizienz durch Kombination verschiedener Heizmethoden
Anpassbar an unterschiedliche Produktionsbedingungen und Werkstücktypen
Thermische Prozesse in einem Pulverofen mit Schienen im Boden
Die thermischen Prozesse, die in einem Pulverofen mit Schienen im Boden durchgeführt werden, sind entscheidend für die Qualität der Pulverbeschichtung und die Haltbarkeit der Endprodukte.
5.1. Aushärtung von Pulverbeschichtungen
Der Hauptprozess, der in einem Pulverofen durchgeführt wird, ist die Aushärtung von Pulverbeschichtungen. Nachdem das Pulver elektrostatisch auf das Werkstück aufgetragen wurde, wird das Werkstück in den Ofen transportiert, wo es auf die erforderliche Temperatur erhitzt wird. Die Temperaturen liegen typischerweise zwischen 150°C und 220°C, abhängig von der Art des Pulvers.
Schmelzen und Vernetzen des Pulvers: Während der Aushärtung schmilzt das Pulver und vernetzt sich chemisch, wodurch eine feste, gleichmäßige Beschichtung auf dem Werkstück entsteht.
Gleichmäßige Temperaturverteilung: Durch das Schienensystem im Boden und die kontinuierliche Bewegung der Werkstücke wird eine gleichmäßige Erwärmung und Aushärtung gewährleistet.
5.2. Sinterprozesse
In einigen Anwendungen, insbesondere in der Metallverarbeitung, können Sinterprozesse in Pulveröfen durchgeführt werden. Beim Sintern werden pulverförmige Materialien unter hoher Hitze zu einem festen Stück verdichtet. Der Pulverofen bietet die erforderliche Hitze und gleichmäßige Wärmeverteilung, um den Sinternprozess zu unterstützen.
Effizienz und Energieeinsparung
Pulveröfen mit Schienen im Boden sind darauf ausgelegt, den Energieverbrauch zu minimieren und gleichzeitig eine hohe Effizienz im Aushärteprozess zu bieten. Es gibt mehrere Technologien und Strategien, die zur Energieeinsparung beitragen.
6.1. Optimierte Isolierung
Eine hochwertige Isolierung der Ofenwände ist entscheidend, um Wärmeverluste zu minimieren. Durch die Verwendung von fortschrittlichen Isoliermaterialien wie Keramikfasern wird sichergestellt, dass die Wärme im Inneren des Ofens bleibt, was den Energieverbrauch reduziert und die Temperatur im Ofen stabil hält.
6.2. Wärmerückgewinnungssysteme
Moderne Pulveröfen sind häufig mit Wärmerückgewinnungssystemen ausgestattet, die die Abwärme des Ofens auffangen und sie wieder in den Prozess einspeisen. Dies verringert den Gesamtenergieverbrauch des Ofens und senkt die Betriebskosten.
6.3. Automatisierung und Prozessoptimierung
Durch den Einsatz von Automatisierung und Prozessoptimierung kann der Energieverbrauch weiter gesenkt werden. Intelligente Steuerungssysteme passen den Aushärteprozess dynamisch an die spezifischen Anforderungen der Werkstücke an, was zu einer Reduzierung des Energieverbrauchs führt, ohne die Qualität der Beschichtung zu beeinträchtigen.
Wartung und Pflege eines Pulverofens mit Schienen im Boden
Eine regelmäßige Wartung und Pflege des Pulverofens mit Schienen im Boden ist entscheidend, um die langfristige Effizienz und Zuverlässigkeit des Ofens zu gewährleisten.
7.1. Reinigung des Schienensystems
Das Schienensystem muss regelmäßig gereinigt werden, um sicherzustellen, dass die Werkstücke reibungslos durch den Ofen transportiert werden können. Ablagerungen von Pulver oder anderen Materialien können die Bewegung der Wagen oder Plattformen behindern und den Produktionsprozess stören.
7.2. Überprüfung der Heizelemente
Die Heizelemente sollten regelmäßig überprüft werden, um sicherzustellen, dass sie ordnungsgemäß funktionieren und gleichmäßige Wärme erzeugen. Defekte Heizelemente können zu ungleichmäßigen Temperaturen und einer schlechten Aushärtung führen.
7.3. Kalibrierung der Steuerungssysteme
Die Steuerungssysteme des Ofens sollten regelmäßig kalibriert werden, um sicherzustellen, dass die Temperaturregelung präzise funktioniert. Eine ungenaue Temperaturkontrolle kann die Qualität der Beschichtung beeinträchtigen.
Anwendungen eines Pulverofens mit Schienen im Boden in der Industrie
Anwendungen von Pulveröfen
Pulveröfen mit Schienen im Boden werden in einer Vielzahl von Industrien eingesetzt, die von der Fähigkeit profitieren, große oder schwere Werkstücke effizient zu transportieren und gleichmäßig auszuhärten.
8.1. Automobilindustrie
In der Automobilindustrie werden Pulveröfen mit Schienen im Boden verwendet, um große Fahrzeugteile wie Karosserien, Fahrgestelle und andere Komponenten zu beschichten und auszuhärten.
8.2. Bauindustrie
In der Bauindustrie werden Pulveröfen verwendet, um große Metallteile wie Stahlträger, Fassadenelemente und andere Bauteile zu beschichten.
8.3. Maschinenbau
Der Maschinenbau nutzt Pulveröfen mit Schienen im Boden, um große Maschinenteile zu beschichten und gleichzeitig eine gleichmäßige Aushärtung der Beschichtung sicherzustellen.
Zukunftstechnologien und Innovationen
Die Technologie der Pulveröfen entwickelt sich stetig weiter, um die Effizienz und Leistung zu verbessern.
9.1. Einsatz erneuerbarer Energien
In Zukunft könnte der Einsatz von erneuerbaren Energien wie Solar- oder Windenergie die Energieeffizienz von Pulveröfen weiter verbessern.
9.2. Integration von KI und Automatisierung
Die Integration von künstlicher Intelligenz und maschinellem Lernen in die Steuerungssysteme der Öfen könnte den Aushärteprozess weiter optimieren und den Energieverbrauch weiter reduzieren.
Fazit
Ein Pulverofen mit Schienen im Boden ist ein unverzichtbares Werkzeug in der Pulverbeschichtungsindustrie und bietet zahlreiche Vorteile in Bezug auf Effizienz, Flexibilität und die Handhabung großer Werkstücke. Die Fähigkeit, Werkstücke kontinuierlich und stabil durch den Ofen zu transportieren, macht diese Öfen ideal für eine Vielzahl von Anwendungen in verschiedenen Industrien. Mit der Weiterentwicklung der Technologie und der zunehmenden Integration von Automatisierung und erneuerbaren Energien wird der Pulverofen mit Schienen im Boden auch in Zukunft eine zentrale Rolle in der industriellen Fertigung spielen.
Pulverbeschichten Ofen
Ein Pulverofen mit Trennwand ist eine spezialisierte industrielle Anlage, die in der Pulverbeschichtungsindustrie und anderen thermischen Anwendungen eine Schlüsselrolle spielt. Diese Art von Ofen zeichnet sich durch die Fähigkeit aus, mehrere Werkstücke gleichzeitig zu behandeln, während sie durch interne Trennwände in separate Zonen unterteilt werden, die verschiedene Temperaturbereiche und Prozessbedingungen ermöglichen. Pulveröfen mit Trennwänden bieten Unternehmen Flexibilität bei der gleichzeitigen Verarbeitung unterschiedlicher Werkstücke und Materialien, was die Effizienz erhöht und die Produktion optimiert.
In diesem umfassenden Text wird ein detaillierter Einblick in die Funktionsweise, den Aufbau, die Vorteile, die verschiedenen Anwendungen sowie die Energieeffizienz und Wartungsstrategien eines Pulverofens mit Trennwand gegeben. Zudem werden Innovationen und technologische Entwicklungen beleuchtet, die zur Verbesserung der Effizienz und Vielseitigkeit dieser Art von Ofen beitragen.
Einführung in den Pulverofen mit Trennwand
Ein Pulverofen mit Trennwand unterscheidet sich von herkömmlichen Pulveröfen durch die Integration einer internen Trennwand oder mehrerer Trennwände, die den Ofen in mehrere Zonen aufteilen. Diese Zonen ermöglichen es, verschiedene Teile des Ofens auf unterschiedliche Temperaturen einzustellen und Werkstücke gleichzeitig unter verschiedenen Bedingungen auszuhärten. Dies ist besonders vorteilhaft, wenn unterschiedliche Materialien oder Beschichtungen unterschiedliche Aushärteparameter erfordern.
1.1. Bedeutung der Pulverbeschichtung und der Aushärtung
Die Pulverbeschichtung ist eine Oberflächenbehandlungsmethode, die häufig in der Automobil-, Bau- und Möbelindustrie eingesetzt wird. Diese Beschichtung wird in Form von pulverförmigen Farben oder Harzen auf ein Werkstück aufgetragen und anschließend in einem Ofen erhitzt. Das Pulver schmilzt, vernetzt sich chemisch und bildet eine widerstandsfähige, schützende und dekorative Oberfläche. Ein Pulverofen ist das Herzstück dieses Prozesses, da er die für das Aushärten des Pulvers erforderliche Hitze liefert.
Ein Pulverofen mit Trennwand bietet jedoch zusätzliche Flexibilität, da er mehrere Aushärteprozesse gleichzeitig in einem Ofen durchführen kann. Unterschiedliche Werkstücke, die unterschiedliche Aushärtebedingungen benötigen, können im selben Ofen verarbeitet werden, was zu einer erheblichen Steigerung der Produktionseffizienz führt.
Aufbau eines Pulverofens mit Trennwand
Ein Pulverofen mit Trennwand ist ein komplexes technisches Gerät, das aus mehreren Komponenten besteht, die nahtlos zusammenarbeiten, um eine präzise Steuerung der Temperatur und des Aushärteprozesses zu ermöglichen.
2.1. Ofengehäuse und Isolierung
Das Gehäuse eines Pulverofens besteht typischerweise aus robusten Metallmaterialien wie Stahl, die hohen Temperaturen standhalten und gleichzeitig die strukturelle Integrität des Ofens gewährleisten. Um den Wärmeverlust zu minimieren und den Energieverbrauch zu senken, sind die Wände des Ofens mit fortschrittlichen Isoliermaterialien ausgekleidet. Diese Isolierung hilft dabei, die Wärme im Inneren des Ofens zu halten und die Oberflächentemperaturen der Außenwände zu kontrollieren, wodurch die Sicherheit des Betriebs erhöht wird.
2.2. Trennwandsystem
Das Trennwandsystem ist das wichtigste Unterscheidungsmerkmal eines Pulverofens mit Trennwand. Die Trennwände bestehen in der Regel aus feuerfesten Materialien, die den Ofen in mehrere Kammern oder Zonen unterteilen. Jede Zone kann unabhängig voneinander auf unterschiedliche Temperaturen eingestellt werden, was eine gleichzeitige Verarbeitung von Werkstücken mit unterschiedlichen Aushärteanforderungen ermöglicht.
Flexibilität durch mehrere Zonen: Diese Trennwände ermöglichen die Schaffung von zwei oder mehr Zonen mit unterschiedlichen Temperaturbereichen. Dadurch kann der Ofen effizienter arbeiten, da er mehrere Werkstücke parallel verarbeiten kann, ohne dass die Bedingungen in den einzelnen Zonen beeinträchtigt werden.
2.3. Heizelemente und Heizsystem
Die Heizelemente eines Pulverofens mit Trennwand sind für die Erzeugung der erforderlichen Wärme verantwortlich. Diese können entweder elektrisch oder gasbefeuert sein, je nach den spezifischen Anforderungen der Produktion.
Elektrische Heizelemente: Diese bieten eine präzise Temperaturregelung und eignen sich besonders für Anwendungen, bei denen eine hohe Genauigkeit erforderlich ist.
Gasbefeuerte Heizelemente: Gasbetriebene Systeme sind besonders in großindustriellen Anwendungen weit verbreitet, da sie in der Regel energieeffizienter sind, wenn große Mengen an Werkstücken verarbeitet werden müssen.
2.4. Steuerungssysteme
Ein Pulverofen mit Trennwand ist mit fortschrittlichen Steuerungssystemen ausgestattet, die es ermöglichen, jede Zone des Ofens unabhängig voneinander zu steuern. Diese Systeme überwachen die Temperatur in jeder Zone, passen die Heizleistung an und sorgen dafür, dass der Aushärteprozess gleichmäßig und präzise abläuft.
Automatische Steuerung: Moderne Steuerungssysteme ermöglichen eine vollständige Automatisierung des Aushärteprozesses. Sie regulieren die Temperatur, überwachen die Dauer des Aushärtens und passen den Prozess dynamisch an die Anforderungen der Werkstücke an.
Überwachungssysteme: Viele Pulveröfen sind mit Überwachungssystemen ausgestattet, die es dem Bediener ermöglichen, den gesamten Aushärteprozess in Echtzeit zu überwachen. Diese Systeme können auch Daten über den Prozess sammeln, die zur Qualitätskontrolle und zur Optimierung zukünftiger Produktionszyklen verwendet werden können.
2.5. Luftzirkulationssystem
Ein effizientes Luftzirkulationssystem ist entscheidend für die gleichmäßige Verteilung der Hitze innerhalb des Ofens. In einem Pulverofen mit Trennwand muss das Luftzirkulationssystem so gestaltet sein, dass es die Luft gleichmäßig durch die verschiedenen Zonen des Ofens leitet, um sicherzustellen, dass die Werkstücke gleichmäßig erhitzt werden, unabhängig von ihrer Position im Ofen.
Funktionsweise eines Pulverofens mit Trennwand
Ein Pulverofen mit Trennwand arbeitet, indem er die Werkstücke in verschiedenen Zonen des Ofens unterschiedlichen Temperaturen aussetzt. Dies ermöglicht eine effiziente Nutzung des Ofens und stellt sicher, dass verschiedene Materialien oder Werkstücke gleichzeitig verarbeitet werden können, ohne dass die Aushärtebedingungen beeinträchtigt werden.
3.1. Aushärteprozess
Der Aushärteprozess beginnt, nachdem das Pulver auf die Werkstücke aufgetragen wurde. Die Werkstücke werden in den Pulverofen gebracht, wo sie in die entsprechenden Zonen platziert werden, die auf die richtigen Temperaturen eingestellt sind. Typische Aushärteprozesse in Pulveröfen erfolgen bei Temperaturen zwischen 150°C und 200°C, abhängig von der Art des Pulvers und der Beschichtung.
Während der Aushärtung schmilzt das Pulver und vernetzt sich chemisch, wodurch eine glatte, dauerhafte Beschichtung auf der Oberfläche des Werkstücks entsteht. Der Vorteil eines Pulverofens mit Trennwand besteht darin, dass verschiedene Werkstücke in verschiedenen Zonen des Ofens unterschiedliche Temperaturen und Aushärtezeiten haben können, was eine flexible und effiziente Produktion ermöglicht.
3.2. Temperaturregelung in den Zonen
Die Trennwände im Ofen sorgen dafür, dass jede Zone des Ofens eine eigene Temperatur hat. Die Steuerungssysteme passen die Heizleistung in jeder Zone unabhängig an, um sicherzustellen, dass die gewünschte Temperatur erreicht und konstant gehalten wird.
Präzise Temperaturkontrolle: Die Fähigkeit, die Temperatur in jeder Zone individuell zu steuern, ermöglicht eine präzisere Kontrolle über den Aushärteprozess, was zu einer höheren Qualität der Pulverbeschichtung führt.
3.3. Handhabung verschiedener Materialien
Ein wesentlicher Vorteil eines Pulverofens mit Trennwand ist die Fähigkeit, unterschiedliche Materialien und Beschichtungen gleichzeitig zu verarbeiten. Da verschiedene Materialien unterschiedliche Aushärteparameter haben, ermöglicht der Ofen die gleichzeitige Verarbeitung von Werkstücken mit unterschiedlichen Anforderungen, ohne dass diese miteinander in Konflikt geraten.
Vorteile eines Pulverofens mit Trennwand
Ein Pulverofen mit Trennwand bietet zahlreiche Vorteile gegenüber herkömmlichen Pulveröfen, insbesondere in Bezug auf Flexibilität, Effizienz und die Fähigkeit, verschiedene Materialien gleichzeitig zu verarbeiten.
4.1. Höhere Flexibilität in der Produktion
Einer der größten Vorteile eines Pulverofens mit Trennwand ist die Flexibilität, die er in die Produktion einbringt. Durch die Aufteilung des Ofens in mehrere Zonen können verschiedene Werkstücke gleichzeitig verarbeitet werden, auch wenn sie unterschiedliche Aushärtebedingungen erfordern. Dies ermöglicht eine höhere Produktionskapazität und reduziert die Notwendigkeit, separate Chargen zu erstellen.
Gleichzeitige Verarbeitung unterschiedlicher Werkstücke: Der Ofen kann mehrere Werkstücke parallel verarbeiten, selbst wenn diese unterschiedliche Temperaturen oder Aushärtezeiten erfordern.
4.2. Effizienzsteigerung
Durch die Möglichkeit, mehrere Werkstücke gleichzeitig zu verarbeiten, erhöht ein Pulverofen mit Trennwand die Effizienz des Produktionsprozesses erheblich. Der Ofen kann kontinuierlich betrieben werden, und es gibt weniger Stillstandszeiten, da die Werkstücke nicht nacheinander, sondern parallel verarbeitet werden können.
Reduzierung von Ausfallzeiten: Da der Ofen kontinuierlich betrieben werden kann, werden Ausfallzeiten minimiert, was zu einer höheren Produktivität führt.
4.3. Energieeinsparung
Obwohl ein Pulverofen mit Trennwand in der Lage ist, mehrere Werkstücke parallel zu verarbeiten, kann der Energieverbrauch dennoch gesenkt werden. Die Fähigkeit, einzelne Zonen des Ofens zu kontrollieren, bedeutet, dass nicht der gesamte Ofen auf eine hohe Temperatur erhitzt werden muss, wenn nur bestimmte Zonen benötigt werden.
Gezielte Temperatursteuerung: Die Trennung des Ofens in verschiedene Zonen ermöglicht es, Energie zu sparen, da nur die Zonen beheizt werden, die tatsächlich verwendet werden.
4.4. Bessere Kontrolle über den Aushärteprozess
Die Trennung des Ofens in verschiedene Zonen bietet eine präzisere Kontrolle über den Aushärteprozess. Werkstücke, die unterschiedliche Aushärtezeiten oder Temperaturen benötigen, können in verschiedenen Zonen des Ofens untergebracht werden, was zu einer gleichmäßigeren Aushärtung und einer höheren Qualität der Beschichtung führt.
Verbesserte Produktqualität: Die Fähigkeit, den Aushärteprozess genau zu steuern, führt zu einer gleichmäßigeren Beschichtung und reduziert die Wahrscheinlichkeit von Fehlern oder Mängeln in der Endbeschichtung.
Arten von Pulveröfen mit Trennwand
Es gibt verschiedene Arten von Pulveröfen mit Trennwand, die jeweils für spezifische Produktionsanforderungen und Anwendungen ausgelegt sind. Die Wahl des richtigen Ofens hängt von den spezifischen Anforderungen der Materialien, der Produktionskapazität und der gewünschten Effizienz ab.
5.1. Gasbetriebene Pulveröfen mit Trennwand
Gasbetriebene Pulveröfen nutzen Erdgas oder Propan als Energiequelle, um die erforderliche Hitze im Ofen zu erzeugen. Diese Art von Ofen ist besonders für großindustrielle Anwendungen geeignet, in denen große Mengen von Werkstücken verarbeitet werden müssen.
Vorteile gasbetriebener Pulveröfen:
Höhere Energieeffizienz bei großflächigen Anwendungen
Schnellere Erwärmung im Vergleich zu elektrischen Öfen
Geringere Betriebskosten in großen Produktionsanlagen
5.2. Elektrisch betriebene Pulveröfen mit Trennwand
Elektrische Pulveröfen verwenden Widerstandsheizelemente, um die erforderliche Hitze zu erzeugen. Diese Art von Ofen bietet eine präzise Temperaturregelung und ist ideal für kleinere Produktionslinien oder für Anwendungen, bei denen empfindliche Materialien verarbeitet werden müssen.
Vorteile elektrischer Pulveröfen:
Präzise Temperaturregelung, ideal für empfindliche Werkstücke
Sauberer Betrieb ohne Emissionen von Verbrennungsgasen
Flexibler Einsatz in kleineren Produktionslinien
5.3. Hochtemperatur-Pulveröfen mit Trennwand
Hochtemperatur-Pulveröfen sind für Anwendungen konzipiert, die Temperaturen von über 1000°C erfordern, wie z. B. das Sintern von Metallen oder das Schmelzen von Glas. Diese Öfen sind mit speziellen Isoliermaterialien und Heizelementen ausgestattet, die extremen Temperaturen standhalten können.
Vorteile von Hochtemperatur-Pulveröfen:
Fähigkeit, extrem hohe Temperaturen zu erreichen
Geeignet für spezielle thermische Prozesse wie das Sintern und Schmelzen von Metallen und Glas
Robuste Konstruktion für den Dauerbetrieb bei hohen Temperaturen
5.4. Hybrid-Pulveröfen mit Trennwand
Hybrid-Pulveröfen kombinieren verschiedene Heiztechnologien, wie z. B. Gas und Elektrizität, um die Effizienz zu maximieren und den Energieverbrauch zu senken. Diese Öfen bieten eine größere Flexibilität und ermöglichen es, verschiedene Arten von Heizsystemen je nach den spezifischen Anforderungen der Werkstücke zu verwenden.
Vorteile von Hybrid-Pulveröfen:
Flexibilität bei der Auswahl der Heiztechnologie je nach Anforderung
Höhere Energieeffizienz durch Kombination verschiedener Heizmethoden
Anpassbar an unterschiedliche Produktionsbedingungen und Werkstücktypen
Thermische Prozesse in einem Pulverofen mit Trennwand
Ein Pulverofen mit Trennwand führt eine Reihe von thermischen Prozessen durch, die speziell auf die Aushärtung von Pulverbeschichtungen und andere Anwendungen abgestimmt sind.
6.1. Aushärtung von Pulverbeschichtungen
Der Hauptprozess in einem Pulverofen mit Trennwand ist die Aushärtung von Pulverbeschichtungen. Nach dem Auftragen des Pulvers auf das Werkstück wird es im Ofen auf die erforderliche Temperatur erhitzt, um das Pulver zu schmelzen und zu vernetzen. Die resultierende Beschichtung ist hart, gleichmäßig und widerstandsfähig gegen äußere Einflüsse.
Gleichmäßige Aushärtung: Durch die Möglichkeit, unterschiedliche Zonen im Ofen zu schaffen, kann der Aushärteprozess für verschiedene Werkstücke optimiert werden. Dies führt zu einer gleichmäßigen Aushärtung der Beschichtungen und einer höheren Qualität der Endprodukte.
6.2. Sinterprozesse
In einigen Anwendungen, insbesondere in der Metallverarbeitung, können Sinterprozesse in einem Pulverofen mit Trennwand durchgeführt werden. Beim Sintern werden pulverförmige Materialien unter hoher Hitze zu einem festen Stück verdichtet.
Effizientes Sintern durch Zonentrennung: Die Trennwände ermöglichen es, verschiedene Materialien gleichzeitig zu sintern, was den gesamten Prozess beschleunigt und die Produktivität erhöht.
Effizienz und Energieeinsparung
Pulveröfen mit Trennwand bieten erhebliche Vorteile in Bezug auf Energieeffizienz und Ressourcenschonung. Die Möglichkeit, verschiedene Zonen des Ofens zu steuern und nur die benötigten Bereiche zu beheizen, trägt erheblich zur Reduzierung des Energieverbrauchs bei.
7.1. Optimierte Ofenisolierung
Eine hochwertige Isolierung der Ofenwände ist entscheidend, um den Energieverbrauch zu senken. Durch den Einsatz von fortschrittlichen Isoliermaterialien bleibt die Hitze im Inneren des Ofens und Wärmeverluste werden minimiert.
7.2. Effiziente Temperaturregelung
Da nur bestimmte Zonen des Ofens auf hohe Temperaturen erhitzt werden müssen, wird weniger Energie verbraucht, was zu einer insgesamt höheren Energieeffizienz führt. Die Möglichkeit, die Temperaturen in den einzelnen Zonen gezielt zu steuern, ermöglicht es, die Heizkosten zu senken, ohne die Qualität des Aushärteprozesses zu beeinträchtigen.
7.3. Wärmerückgewinnungssysteme
Moderne Pulveröfen mit Trennwand sind häufig mit Wärmerückgewinnungssystemen ausgestattet, die die Abwärme des Ofens auffangen und sie für andere thermische Prozesse in der Anlage verwenden. Diese Systeme können den Energieverbrauch erheblich reduzieren und die Betriebskosten senken.
Wartung und Pflege eines Pulverofens mit Trennwand
Die regelmäßige Wartung eines Pulverofens mit Trennwand ist entscheidend, um seine langfristige Effizienz zu gewährleisten und Ausfallzeiten zu minimieren.
8.1. Reinigung des Ofens und der Trennwände
Es ist wichtig, den Ofen und die Trennwände regelmäßig zu reinigen, um Ablagerungen zu entfernen, die den Aushärteprozess beeinträchtigen könnten. Besonders bei häufigem Einsatz kann sich überschüssiges Pulver im Ofen ansammeln, was die Wärmeverteilung beeinträchtigen könnte.
8.2. Überprüfung der Heizelemente
Die Heizelemente des Ofens sollten regelmäßig überprüft werden, um sicherzustellen, dass sie ordnungsgemäß funktionieren und gleichmäßige Wärme erzeugen. Defekte Heizelemente können zu ungleichmäßigen Temperaturen führen, was die Qualität der Beschichtung beeinträchtigen könnte.
8.3. Kalibrierung der Steuerungssysteme
Die Steuerungssysteme des Ofens sollten regelmäßig kalibriert werden, um sicherzustellen, dass die Temperaturregelung präzise funktioniert. Eine ungenaue Temperaturkontrolle kann die Qualität der Aushärtung und damit die Beschichtungsqualität beeinträchtigen.
Anwendungen eines Pulverofens mit Trennwand in der Industrie
Pulveröfen mit Trennwand finden in einer Vielzahl von Industrien Anwendung, darunter die Automobil-, Bau-, Möbel- und Metallverarbeitungsindustrie.
9.1. Automobilindustrie
In der Automobilindustrie werden Pulveröfen mit Trennwand verwendet, um Fahrzeugteile wie Karosserien, Felgen und Fahrgestelle zu beschichten und auszuhärten. Diese Öfen ermöglichen es, verschiedene Teile gleichzeitig zu verarbeiten, was die Produktionskapazität erhöht und die Effizienz steigert.
9.2. Bauindustrie
In der Bauindustrie werden Pulveröfen mit Trennwand zur Beschichtung und Aushärtung von großen Metallstrukturen, Fassadenelementen und anderen Bauteilen verwendet. Die Möglichkeit, große Mengen von Werkstücken gleichzeitig zu verarbeiten, ist besonders vorteilhaft für Großprojekte.
9.3. Möbelherstellung
Die Möbelindustrie nutzt Pulveröfen mit Trennwand zur Beschichtung und Aushärtung von Metallrahmen und anderen Möbelteilen. Diese Öfen bieten eine gleichmäßige Aushärtung und ermöglichen es, verschiedene Werkstücke gleichzeitig zu verarbeiten.
Zukunftstechnologien und Innovationen
Die Technologie der Pulveröfen entwickelt sich ständig weiter, um die Effizienz und Leistung zu verbessern.
10.1. Integration von KI und Automatisierung
Die Integration von künstlicher Intelligenz (KI) und maschinellem Lernen in die Steuerungssysteme der Öfen könnte den Aushärteprozess weiter optimieren und den Energieverbrauch senken. Intelligente Steuerungssysteme könnten den Prozess überwachen und automatisch Anpassungen vornehmen, um die Effizienz zu maximieren.
10.2. Einsatz erneuerbarer Energien
In Zukunft könnte der Einsatz von erneuerbaren Energien wie Solar- oder Windenergie dazu beitragen, die Umweltbelastung zu reduzieren und die Energieeffizienz von Pulveröfen weiter zu verbessern.
Fazit
Ein Pulverofen mit Trennwand bietet eine Vielzahl von Vorteilen in der Pulverbeschichtungs- und thermischen Verarbeitungsindustrie. Die Fähigkeit, mehrere Werkstücke gleichzeitig zu verarbeiten und dabei unterschiedliche Aushärtebedingungen in verschiedenen Zonen des Ofens zu schaffen, macht diese Art von Ofen besonders effizient und flexibel. Durch die Integration fortschrittlicher Steuerungssysteme und energieeffizienter Technologien wird der Pulverofen mit Trennwand auch in Zukunft eine zentrale Rolle in vielen industriellen Prozessen spielen.
Ein Pulvereinbrennofen ist ein Ofen, der zum Aushärten von Pulverlacken verwendet wird. Pulverlacke sind trockene, feinkörnige Lacke, die auf die Werkstücke aufgesprüht werden. Im Ofen wird der Pulverlack durch Hitze aufgeschmolzen und bildet eine feste, gleichmäßige Beschichtung.
Pulveröfen bestehen aus folgenden Hauptkomponenten:
Kammer: Die Kammer ist der Innenraum des Ofens, in dem die Werkstücke beheizt werden.
Wärmequelle: Die Wärmequelle erzeugt die Hitze, die zum Aushärten des Pulverlacks erforderlich ist.
Lüftung: Die Lüftung sorgt für eine gleichmäßige Temperaturverteilung in der Kammer.
Regler: Der Regler steuert die Temperatur in der Kammer.
Kammer
Die Kammer eines Pulvereinbrennofens ist in der Regel aus einem hitzebeständigen Material wie Stahl oder Gusseisen gefertigt. Sie ist mit einem Türmechanismus ausgestattet, der es ermöglicht, die Werkstücke in die Kammer einzubringen und wieder zu entnehmen.
Wärmequelle
Die Wärmequelle eines Pulvereinbrennofens kann elektrisch oder gasbetrieben sein. Elektrische Heizelemente sind in der Regel effizienter als gasbetriebene Brenner, aber sie können auch teurer sein.
Lüftung
Lüftung sorgt für eine gleichmäßige Temperaturverteilung in der Kammer. Dies ist wichtig, um sicherzustellen, dass der Pulverlack gleichmäßig auf den Werkstücken schmilzt und eine feste, gleichmäßige Beschichtung bildet.
Regler
Der Regler eines Pulvereinbrennofens steuert die Temperatur in der Kammer. Dies ist wichtig, um sicherzustellen, dass der Pulverlack richtig aushärtet.
Pulverofen-Arten
Es gibt zwei Hauptarten von Pulvereinbrennöfen:
Umluftöfen: Umluftöfen erhitzen die Luft in der Kammer und leiten diese über die Werkstücke.
Konvektionsöfen: Konvektionsöfen erhitzen die Luft in der Kammer und leiten diese durch die Werkstücke.
Umluftöfen
Umluftöfen haben Lüfter in der Kammer, die die Luft zirkulieren lassen. Die Luft wird durch die Heizelemente erhitzt und dann über die Werkstücke geleitet. Dies stellt sicher, dass die Werkstücke gleichmäßig erwärmt werden.
Konvektionsöfen
Konvektionsöfen haben Heizelemente in der Kammer, die die Luft erwärmen. Die warme Luft steigt auf und strömt über die Werkstücke. Dies stellt sicher, dass die Werkstücke gleichmäßig erwärmt werden.
Pulverofen-Anwendungen
Pulveröfen werden in einer Vielzahl von Anwendungen verwendet, darunter:
Automobilbau: Pulverlacke werden häufig für die Lackierung von Autos, Motorrädern und anderen Fahrzeugen verwendet.
Maschinenbau: Pulverlacke werden häufig für die Lackierung von Maschinen und Geräten verwendet.
Gebäudebau: Pulverlacke werden häufig für die Lackierung von Gebäudeteilen wie Fenstern, Türen und Fassaden verwendet.
Vorteile von Pulvereinbrennöfen
Pulveröfen bieten folgende Vorteile:
Hohe Qualität: Pulverbeschichtungen sind in der Regel von sehr hoher Qualität und bieten eine gute Beständigkeit gegen Kratzer, Abrieb und Korrosion.
Lange Lebensdauer: Pulverbeschichtungen haben eine lange Lebensdauer und müssen in der Regel nicht so häufig erneuert werden wie andere Beschichtungsarten.
Umweltfreundlich: Pulverbeschichtungen sind in der Regel umweltfreundlicher als andere Beschichtungsarten, da sie keine Lösungsmittel enthalten.
Wir fertigen Pulvereinbrennofen mit Umluft für unsere Kunden in Deutschland, Österreich und der Schweiz. Guter Preis und lange Lebensdauer
Ein Pulvereinbrennofen ist ein Ofen, der zur Aushärtung von Pulverbeschichtungen eingesetzt wird. Die Pulverbeschichtung wird auf das Material aufgetragen und anschließend in den Einbrennofen gebracht, wo sie durch Erhitzen auf eine bestimmte Temperatur ausgehärtet wird.
Der Pulvereinbrennofen besteht aus einer isolierten Kammer mit Heizsystem, das eine gleichmäßige und kontrollierte Erhitzung der Beschichtung ermöglicht. Der Ofen kann entweder mit Gas oder elektrischer Energie betrieben werden, abhängig von den Anforderungen der Produktion.
Pulvereinbrennofen
Die Pulverbeschichtung im Einbrennofen durchläuft verschiedene Phasen während des Aushärtungsprozesses. Die erste Phase ist die Vorwärmphase, in der die Temperatur langsam erhöht wird, um die Feuchtigkeit aus der Beschichtung zu verdampfen und Bläschenbildung zu vermeiden. In der nächsten Phase, der Einbrennphase, wird die Beschichtung auf eine bestimmte Temperatur erhitzt, um sie auszuhärten und eine starke Haftung an der Oberfläche des Materials zu gewährleisten. Die Dauer der Einbrennphase hängt von der Art der Beschichtung, der Dicke und der Größe des Materials ab. Nach der Einbrennphase wird die Beschichtung langsam abgekühlt, um ein Ablösen oder Verziehen des Materials zu vermeiden.
Ein wichtiger Faktor bei der Verwendung eines Pulvereinbrennofens ist die genaue Kontrolle der Temperatur und Zeit während des Aushärtungsprozesses. Eine zu hohe Temperatur oder zu lange Einbrennzeit kann dazu führen, dass die Beschichtung verbrennt oder verbranntes Aussehen aufweist, während eine zu geringe Temperatur oder zu kurze Einbrennzeit zu einer unvollständigen Aushärtung und einer schwachen Haftung führen kann.
Insgesamt bietet ein Pulvereinbrennofen eine effiziente und langlebige Methode zur Aushärtung von Pulverbeschichtungen, die eine gleichmäßige und hochwertige Oberfläche für eine Vielzahl von Anwendungen bietet, wie z.B. in der Automobil-, Möbel-, Architektur- und Bauindustrie.
Umluft in dem Pulvereinbrennofen
Umluft in dem Pulvereinbrennofen
Umluft in einem Pulvereinbrennofen ist eine Art von Lüftung, die dazu dient, die Luft in der Kammer gleichmäßig zu verteilen. Dies ist wichtig, um sicherzustellen, dass der Pulverlack gleichmäßig auf den Werkstücken schmilzt und eine feste, gleichmäßige Beschichtung bildet.
In einem Umluftofen befinden sich Lüfter in der Kammer, die die Luft zirkulieren lassen. Die Luft wird durch die Heizelemente erhitzt und dann über die Werkstücke geleitet. Dies stellt sicher, dass die Werkstücke gleichmäßig erwärmt werden.
Die Umluft in einem Pulvereinbrennofen hat folgende Vorteile:
Gleichmäßige Temperaturverteilung: Umluft sorgt für eine gleichmäßige Temperaturverteilung in der Kammer. Dies ist wichtig, um sicherzustellen, dass der Pulverlack gleichmäßig auf den Werkstücken schmilzt und eine feste, gleichmäßige Beschichtung bildet.
Konstant hohe Temperatur: Umluft hilft dabei, die Temperatur in der Kammer konstant zu halten, was wichtig ist, um sicherzustellen, dass der Pulverlack richtig aushärtet.
Reduzierung von Schadstoffen: Umluft hilft dabei, Schadstoffe aus der Kammer abzuführen, was die Sicherheit des Betriebs verbessert.
Die Umluft in einem Pulvereinbrennofen hat folgende Nachteile:
Die Umluft in einem Pulvereinbrennofen ist ein wichtiger Bestandteil des Prozesses der Pulverbeschichtung. Sie trägt dazu bei, dass die Werkstücke eine gleichmäßige und hochwertige Beschichtung erhalten.
Funktionsweise
Die Umluft in einem Pulvereinbrennofen funktioniert wie folgt:
Die Heizelemente erhitzen die Luft in der Kammer.
Die Lüfter in der Kammer zirkulieren die Luft.
Die warme Luft wird über die Werkstücke geleitet.
Der Pulverlack schmilzt auf den Werkstücken und bildet eine feste, gleichmäßige Beschichtung.
Arten von Umluft
Es gibt verschiedene Arten von Umluftsystemen, die in Pulvereinbrennöfen verwendet werden können. Einige gängige Arten sind:
Natürliche Umluft: Natürliche Umluft erfolgt durch die natürliche Konvektion von Luft.
Forcierte Umluft: Forcierte Umluft erfolgt durch Lüfter.
Kombinierte Umluft: Kombinierte Umluft verwendet eine Kombination aus natürlicher und forcierter Umluft.
Die Art der Umluft, die für einen bestimmten Pulvereinbrennofen verwendet wird, hängt von den Anforderungen des Prozesses ab. In einigen Fällen ist es wichtig, eine hohe Luftgeschwindigkeit zu verwenden, um sicherzustellen, dass die Werkstücke schnell erwärmt werden. In anderen Fällen ist es wichtig, eine geringe Luftgeschwindigkeit zu verwenden, um die Werkstücke vor Beschädigung zu schützen.
Sicherheit
Umluftsysteme in Pulvereinbrennöfen verfügen in der Regel über Sicherheitsfunktionen, die dazu beitragen, die Sicherheit des Betriebs zu gewährleisten. Zu diesen Funktionen gehören:
Temperaturbegrenzung: Diese Funktion begrenzt die maximale Temperatur der Luft in der Kammer, um zu verhindern, dass die Werkstücke beschädigt werden.
Überhitzungsschutz: Diese Funktion schaltet den Ofen aus, wenn die Temperatur der Luft in der Kammer zu hoch wird.
Feuerlöschsystem: Dieses System schaltet den Ofen aus und löscht einen Brand, wenn dieser ausbricht.
Diese Sicherheitsfunktionen sind wichtig, um zu verhindern, dass Personen oder Sachwerte durch einen Pulvereinbrennofen beschädigt werden.
Gleichmäßige Temperaturverteilung
Gleichmäßige Temperaturverteilung
Eine gleichmäßige Temperaturverteilung in der Kammer eines Pulvereinbrennofens ist wichtig, um sicherzustellen, dass der Pulverlack gleichmäßig auf den Werkstücken schmilzt und eine feste, gleichmäßige Beschichtung bildet.
Wenn die Temperatur in der Kammer nicht gleichmäßig verteilt ist, kann es zu folgenden Problemen führen:
Ungleichmäßige Beschichtung: Der Pulverlack kann an einigen Stellen der Werkstücke nicht vollständig schmelzen oder aushärten. Dies führt zu einer ungleichmäßigen Beschichtung, die anfällig für Kratzer und Abrieb ist.
Beschädigung der Werkstücke: Wenn die Temperatur an einigen Stellen der Kammer zu hoch ist, können die Werkstücke beschädigt werden.
Geringere Qualität der Beschichtung: Eine ungleichmäßige Beschichtung ist in der Regel von geringerer Qualität als eine gleichmäßige Beschichtung.
Es gibt verschiedene Möglichkeiten, eine gleichmäßige Temperaturverteilung in der Kammer eines Pulvereinbrennofens zu gewährleisten. Dazu gehören:
Umluft: Umluft sorgt dafür, dass die Luft in der Kammer gleichmäßig zirkuliert. Dies hilft dabei, sicherzustellen, dass alle Werkstücke gleichmäßig erwärmt werden.
Heizelemente: Die Heizelemente sollten gleichmäßig in der Kammer verteilt sein, um sicherzustellen, dass die Temperatur in der gesamten Kammer gleichmäßig ist.
Werkstückträger: Die Werkstückträger sollten so positioniert sein, dass die Werkstücke gleichmäßig erwärmt werden.
Die Art und Weise, wie die Temperatur in der Kammer eines Pulvereinbrennofens gleichmäßig verteilt wird, hängt von den Anforderungen des Prozesses ab. In einigen Fällen ist es wichtig, eine sehr hohe Gleichmäßigkeit der Temperatur zu erreichen. In anderen Fällen ist es ausreichend, eine geringere Gleichmäßigkeit der Temperatur zu erreichen.
Sicherheit
Eine gleichmäßige Temperaturverteilung in der Kammer eines Pulvereinbrennofens ist auch aus Sicherheitsgründen wichtig. Wenn die Temperatur an einigen Stellen der Kammer zu hoch ist, kann dies zu einem Brand führen.
Es ist wichtig, dass die Temperatur in der Kammer eines Pulvereinbrennofens regelmäßig überprüft wird, um sicherzustellen, dass sie gleichmäßig verteilt ist.
Konstant hohe Temperatur
Eine konstant hohe Temperatur in der Kammer eines Pulvereinbrennofens ist wichtig, um sicherzustellen, dass der Pulverlack richtig aushärtet.
Wenn die Temperatur in der Kammer nicht konstant ist, kann es zu folgenden Problemen führen:
Unvollständige Aushärtung: Der Pulverlack kann an einigen Stellen der Werkstücke nicht vollständig aushärten. Dies führt zu einer verminderten Festigkeit und Beständigkeit der Beschichtung.
Beschädigung der Werkstücke: Wenn die Temperatur in der Kammer zu hoch ist, können die Werkstücke beschädigt werden.
Geringere Qualität der Beschichtung: Eine unvollständig ausgehärtete Beschichtung ist in der Regel von geringerer Qualität als eine vollständig ausgehärtete Beschichtung.
Es gibt verschiedene Möglichkeiten, eine konstant hohe Temperatur in der Kammer eines Pulvereinbrennofens zu gewährleisten. Dazu gehören:
Regler: Der Regler des Ofens sollte so eingestellt sein, dass die Temperatur in der Kammer konstant gehalten wird.
Heizelemente: Die Heizelemente sollten so dimensioniert sein, dass sie ausreichend Wärme erzeugen, um die gewünschte Temperatur in der Kammer aufrechtzuerhalten.
Isolierung: Die Kammer des Ofens sollte gut isoliert sein, um Wärmeverluste zu minimieren.
Die Art und Weise, wie eine konstant hohe Temperatur in der Kammer eines Pulvereinbrennofens gewährleistet wird, hängt von den Anforderungen des Prozesses ab. In einigen Fällen ist es wichtig, eine sehr genaue Temperaturregelung zu erreichen. In anderen Fällen ist es ausreichend, eine geringere Genauigkeit der Temperaturregelung zu erreichen.
Sicherheit
Eine konstant hohe Temperatur in der Kammer eines Pulvereinbrennofens ist auch aus Sicherheitsgründen wichtig. Wenn die Temperatur in der Kammer zu niedrig ist, kann der Pulverlack nicht richtig aushärten. Dies kann zu einem Brand führen.
Es ist wichtig, dass die Temperatur in der Kammer eines Pulvereinbrennofens regelmäßig überprüft wird, um sicherzustellen, dass sie konstant hoch ist.
Zusätzliche Informationen
Die optimale Temperatur für die Aushärtung von Pulverlacken hängt von verschiedenen Faktoren ab, darunter:
Art des Pulverlacks: Die Aushärtetemperatur von Pulverlacken kann je nach Art des Lacks variieren.
Dicke der Beschichtung: Eine dickere Beschichtung erfordert eine höhere Temperatur zur Aushärtung.
Werkstückmaterial: Das Werkstückmaterial kann die Aushärtetemperatur des Pulverlacks beeinflussen.
In der Regel liegt die optimale Temperatur für die Aushärtung von Pulverlacken zwischen 180 und 220 Grad Celsius
Reduzierung von Schadstoffen
Pulverlacke sind in der Regel umweltfreundlicher als andere Beschichtungsarten, da sie keine Lösungsmittel enthalten. Bei der Verarbeitung von Pulverlacken entstehen jedoch dennoch Schadstoffe, die in die Umwelt gelangen können.
Um die Emission von Schadstoffen aus Pulvereinbrennöfen zu reduzieren, gibt es verschiedene Maßnahmen, die ergriffen werden können. Dazu gehören:
Umluft: Umluft sorgt dafür, dass die Luft in der Kammer gleichmäßig zirkuliert. Dies hilft dabei, Schadstoffe aus der Kammer abzutransportieren.
Filter: Filter können verwendet werden, um Schadstoffe aus der Abluft zu entfernen.
Reduzierung der Abluftmenge: Durch die Reduzierung der Abluftmenge wird auch die Menge der emittierten Schadstoffe reduziert.
Umweltfreundlichere Pulverlacke: Es gibt Pulverlacke, die mit weniger Schadstoffen hergestellt werden.
Umluft
Umluft sorgt dafür, dass die Luft in der Kammer gleichmäßig zirkuliert. Dies hilft dabei, Schadstoffe aus der Kammer abzutransportieren.
Filter
Filter können verwendet werden, um Schadstoffe aus der Abluft zu entfernen. Es gibt verschiedene Arten von Filtern, die für die Entfernung von Schadstoffen aus Pulvereinbrennöfen geeignet sind.
Reduzierung der Abluftmenge
Durch die Reduzierung der Abluftmenge wird auch die Menge der emittierten Schadstoffe reduziert. Dies kann durch eine effizientere Nutzung des Ofens erreicht werden, indem beispielsweise die Werkstücke so positioniert werden, dass sie gleichmäßig erwärmt werden.
Umweltfreundlichere Pulverlacke
Es gibt Pulverlacke, die mit weniger Schadstoffen hergestellt werden. Diese Pulverlacke enthalten beispielsweise weniger Lösungsmittel oder andere Schadstoffe.
Die Maßnahmen zur Reduzierung von Schadstoffen aus Pulvereinbrennöfen sollten so gewählt werden, dass sie die Effizienz des Prozesses nicht beeinträchtigen.
Einbrennofen Einzelheiten
Ein Einbrennofen ist ein spezieller Ofen, der für den Aushärteprozess von Pulverbeschichtungen verwendet wird. Dieser Prozess wird auch als Einbrennen oder Aushärten bezeichnet und ist entscheidend, um eine dauerhafte und qualitativ hochwertige Beschichtung auf Werkstücken zu gewährleisten. Hier sind einige Einzelheiten und Merkmale eines typischen Einbrennofens:
Erhitzungssystem:
Einbrennöfen verwenden leistungsstarke Heizsysteme, die oft auf elektrischer oder gasbetriebener Basis arbeiten.
Elektrische Heizelemente oder Gasbrenner erzeugen die erforderliche Wärme für das Schmelzen und Aushärten des Pulvers.
Isolierung:
Die Isolierung des Ofens ist entscheidend, um Wärmeverluste zu minimieren und eine gleichmäßige Temperaturverteilung zu gewährleisten.
Gut isolierte Öfen verbessern die Energieeffizienz und fördern eine gleichmäßige Aushärtung.
Temperatursteuerung:
Ein präzises Temperatursteuersystem regelt die Ofentemperatur während des Aushärteprozesses.
Moderne Einbrennöfen können digitale Steuerungen und Sensoren verwenden, um genaue Temperaturprofile zu gewährleisten.
Förderanlagen:
Einbrennöfen verfügen über Förderbänder oder Hängesysteme, um die beschichteten Werkstücke durch den Ofen zu befördern.
Die Geschwindigkeit der Förderanlage beeinflusst die Verweilzeit der Werkstücke im Ofen und somit den Aushärteprozess.
Kühlbereich:
Nach dem Aushärten können die Werkstücke durch einen Kühlbereich geführt werden, um auf sichere Temperaturen abzukühlen.
Dieser Bereich verbessert die Qualität der Beschichtung und stellt sicher, dass die Werkstücke sicher behandelt werden können.
Luftzirkulationssystem:
Ein effizientes Luftzirkulationssystem sorgt für eine gleichmäßige Verteilung der erwärmten Luft im Ofen.
Eine gute Luftzirkulation minimiert Hotspots und gewährleistet eine konsistente Aushärtung.
Sicherheitsvorkehrungen:
Einbrennöfen sollten mit Not-Aus-Schaltern und anderen Sicherheitsvorkehrungen ausgestattet sein, um einen sicheren Betrieb zu gewährleisten.
Die Ofenkonstruktion sollte den geltenden Sicherheitsstandards entsprechen.
Abgas- und Filteranlagen:
Einbrennöfen sollten Abgasanlagen haben, um Verbrennungsgase sicher abzuführen.
Filteranlagen können dazu beitragen, Pulverreste zu erfassen und für die Wiederverwendung zu recyceln.
Automatisierungsoptionen:
Moderne Einbrennöfen können mit automatisierten Steuerungssystemen integriert sein, die den gesamten Aushärteprozess überwachen und steuern.
Automatisierungsoptionen können auch eine Datenverarbeitung und -überwachung für Effizienz und Qualität umfassen.
Ein Einbrennofen ist ein entscheidender Bestandteil des Pulverbeschichtungsprozesses und trägt dazu bei, eine haltbare und qualitativ hochwertige Oberflächenbeschichtung auf Werkstücken zu erzielen.
Ofengröße
Ofengröße
Die Größe eines Ofens wird in der Regel durch das Volumen des Ofenraums angegeben. Das Volumen wird berechnet, indem die Länge, Breite und Höhe des Ofenraums multipliziert werden.
Die richtige Ofengröße hängt von den zu backenden Produkten ab. Kleinere Öfen sind in der Regel für kleinere Produkte geeignet, während größere Öfen für größere Produkte geeignet sind.
Faustregel für die Ofengröße
Eine Faustregel für die Ofengröße besagt, dass die Innenfläche des Ofenraums mindestens doppelt so groß sein sollte wie die Oberfläche des größten zu backenden Produkts.
Beispiel
Wenn Sie einen Kuchen mit einem Durchmesser von 20 cm backen möchten, benötigen Sie einen Ofen mit einem Innenraum von mindestens 400 cm².
Andere Faktoren, die die Ofengröße beeinflussen
Neben der Größe der zu backenden Produkte können auch andere Faktoren die Ofengröße beeinflussen, darunter:
Die Anzahl der gleichzeitig zu backenden Produkte: Wenn Sie mehrere Produkte gleichzeitig backen möchten, benötigen Sie einen größeren Ofen.
Die Art des Backens: Einige Backvorgänge erfordern einen größeren Ofen als andere.
Der Platzbedarf: Sie müssen sicherstellen, dass der Ofen in den vorgesehenen Bereich passt.
Wie man den richtigen Ofen für Ihre Bedürfnisse findet
Wenn Sie einen neuen Ofen kaufen, sollten Sie die Größe des Ofens sorgfältig berücksichtigen. Messen Sie den verfügbaren Platz und überlegen Sie, welche Produkte Sie backen möchten.
Ratschläge für die Auswahl der richtigen Ofengröße
Wenn Sie nur kleine Produkte backen möchten, benötigen Sie einen kleinen Ofen.
Wenn Sie große Produkte backen möchten, benötigen Sie einen großen Ofen.
Wenn Sie mehrere Produkte gleichzeitig backen möchten, benötigen Sie einen größeren Ofen.
Wenn Sie bestimmte Backvorgänge durchführen möchten, benötigen Sie möglicherweise einen Ofen mit einer bestimmten Größe.
Überlegen Sie, wie viel Platz Sie für den Ofen haben.
Weitere Informationen zur Ofengröße
Weitere Informationen zur Ofengröße finden Sie in den Produktbeschreibungen von Ofenherstellern. Sie können sich auch von einem Küchenplaner beraten lassen.
Temperaturbereich
Der Temperaturbereich ist der Bereich von Temperaturen, in dem ein Gerät arbeiten kann. Er wird in der Regel in Grad Celsius (°C) oder Grad Fahrenheit (°F) angegeben.
Der Temperaturbereich eines Ofens ist wichtig, da er bestimmt, welche Lebensmittel darin gebacken werden können. Ofen haben in der Regel einen Temperaturbereich von 50 °C bis 250 °C oder 122 °F bis 482 °F.
Arten von Temperaturbereichen
Es gibt zwei Hauptarten von Temperaturbereichen:
Kontinuierlicher Temperaturbereich: Ein kontinuierlicher Temperaturbereich bedeutet, dass der Ofen jede beliebige Temperatur innerhalb des Bereichs einstellen kann.
Diskreter Temperaturbereich: Ein diskreter Temperaturbereich bedeutet, dass der Ofen nur bestimmte Temperaturen innerhalb des Bereichs einstellen kann.
Temperaturbereich von Öfen
Die meisten Öfen haben einen kontinuierlichen Temperaturbereich von 50 °C bis 250 °C oder 122 °F bis 482 °F. Einige Öfen haben einen diskreten Temperaturbereich, der nur bestimmte Temperaturen innerhalb dieses Bereichs umfasst.
Temperaturbereich von anderen Geräten
Der Temperaturbereich anderer Geräte kann je nach Art des Geräts variieren. Zum Beispiel haben Kühlschränke einen Temperaturbereich von 0 °C bis 10 °C oder 32 °F bis 50 °F, während Klimaanlagen einen Temperaturbereich von 16 °C bis 32 °C oder 61 °F bis 90 °F haben.
Wie man den richtigen Temperaturbereich für ein Gerät auswählt
Wenn Sie ein neues Gerät kaufen, sollten Sie den Temperaturbereich sorgfältig berücksichtigen. Stellen Sie sicher, dass der Temperaturbereich für die Verwendung des Geräts geeignet ist.
Ratschläge für die Auswahl des richtigen Temperaturbereichs
Überlegen Sie, welche Produkte Sie mit dem Gerät verarbeiten möchten.
Lesen Sie die Produktbeschreibung des Geräts, um den Temperaturbereich zu ermitteln.
Fragen Sie einen Verkäufer oder einen Techniker nach Rat, wenn Sie sich nicht sicher sind, welcher Temperaturbereich für Sie geeignet ist.
Steuerung
Steuerung
Steuerung ist ein Prozess, bei dem eine Eingabe in eine gewünschte Ausgabe umgewandelt wird. In der Technik wird Steuerung häufig verwendet, um Maschinen oder Geräte zu steuern.
Arten von Steuerungen
Es gibt viele verschiedene Arten von Steuerungen, die für verschiedene Zwecke verwendet werden können. Einige der gebräuchlichsten Arten von Steuerungen sind:
Analoge Steuerungen: Analoge Steuerungen arbeiten mit kontinuierlichen Signalen, die eine Vielzahl von Werten annehmen können.
Digitale Steuerungen: Digitale Steuerungen arbeiten mit diskreten Signalen, die nur bestimmte Werte annehmen können.
Automatische Steuerungen: Automatische Steuerungen arbeiten ohne menschliches Eingreifen.
Eine Steuerung besteht in der Regel aus den folgenden Komponenten:
Eingabe: Die Eingabe ist die Information, die die Steuerung verarbeitet.
Verarbeitung: Die Verarbeitung ist der Prozess, bei dem die Eingabe in eine Ausgabe umgewandelt wird.
Ausgabe: Die Ausgabe ist die Information, die die Steuerung erzeugt.
Beispiele für Steuerungen
Beispiele für Steuerungen sind:
Die Steuerung eines Autos: Die Steuerung eines Autos verwendet Sensoren, um die Umgebung des Autos zu erfassen. Diese Informationen werden dann von einem Computer verarbeitet, der das Gaspedal, die Bremse und das Lenkrad steuert.
Die Steuerung eines Ofens: Die Steuerung eines Ofens verwendet einen Temperatursensor, um die Temperatur im Inneren des Ofens zu erfassen. Diese Informationen werden dann von einem Computer verarbeitet, der die Heizelemente des Ofens steuert, um die gewünschte Temperatur zu erreichen.
Die Steuerung eines Roboters: Die Steuerung eines Roboters verwendet Sensoren, um die Umgebung des Roboters zu erfassen. Diese Informationen werden dann von einem Computer verarbeitet, der die Bewegungen des Roboters steuert.
Vorteile von Steuerungen
Steuerungen bieten eine Reihe von Vorteilen, darunter:
Effizienz: Steuerungen können dazu beitragen, die Effizienz von Maschinen oder Geräten zu verbessern.
Sicherheit: Steuerungen können dazu beitragen, die Sicherheit von Maschinen oder Geräten zu verbessern.
Komfort: Steuerungen können den Komfort der Bedienung von Maschinen oder Geräten verbessern.
Nachteile von Steuerungen
Steuerungen haben auch einige Nachteile, darunter:
Kosten: Steuerungen können teuer sein.
Komplexität: Steuerungen können komplex sein.
Fehleranfälligkeit: Steuerungen können fehleranfällig sein.
Sicherheit von Steuerungen
Steuerungen müssen so sicher sein, dass sie das Risiko von Verletzungen oder Schäden minimieren. Zu den Sicherheitsmaßnahmen, die bei der Steuerung von Maschinen oder Geräten getroffen werden können, gehören:
Fehlererkennung und -korrektur: Steuerungen sollten in der Lage sein, Fehler zu erkennen und zu korrigieren, um Verletzungen oder Schäden zu verhindern.
Not-Aus-Systeme: Steuerungen sollten Not-Aus-Systeme haben, die die Maschine oder das Gerät im Notfall sofort stoppen können.
Sicherheitsvorkehrungen: Steuerungen sollten Sicherheitsvorkehrungen haben, um den Zugang zu gefährlichen Bereichen zu verhindern.
Fazit
Steuerung ist ein wichtiger Prozess, der in vielen Bereichen der Technik verwendet wird. Steuerungen können dazu beitragen, Maschinen oder Geräte effizienter, sicherer und komfortabler zu machen.
Heizelemente
Elektrische Heizelemente
Elektrische Heizelemente sind ein wichtiger Bestandteil von Pulverbeschichtungsanlagen. Sie werden verwendet, um die Pulverbeschichtung bei einer hohen Temperatur auszuhärten.
Arten von elektrischen Heizelementen in Pulveröfen:
In Pulveröfen werden in der Regel folgende Arten von elektrischen Heizelementen verwendet:
Heizpatronen: Heizpatronen sind die gebräuchlichste Art von elektrischem Heizelement in Pulveröfen. Sie bestehen aus einem spiralförmigen Draht, der in einem keramischen Rohr eingebettet ist. Heizpatronen sind in der Regel sehr effizient und können eine hohe Temperatur erzeugen.
Heizkabel: Heizkabel sind eine flexible Art von elektrischem Heizelement. Sie bestehen aus einem Draht, der mit einem Isoliermaterial umgeben ist. Heizkabel sind in der Regel kostengünstiger als Heizpatronen, aber auch weniger effizient.
Funktionsweise von elektrischen Heizelementen in Pulveröfen:
Elektrische Heizelemente in Pulveröfen werden mit Strom versorgt, wodurch sie sich erwärmen. Die Wärme wird dann an das Pulver übertragen, das dadurch aushärtet.
Sicherheit von elektrischen Heizelementen in Pulveröfen:
Elektrische Heizelemente in Pulveröfen können ein Brandrisiko darstellen, wenn sie nicht ordnungsgemäß installiert und verwendet werden. Daher ist es wichtig, die Sicherheitsvorkehrungen zu beachten, die vom Hersteller des Pulverofens angegeben werden.
Wartung von elektrischen Heizelementen in Pulveröfen:
Elektrische Heizelemente in Pulveröfen sollten regelmäßig auf Beschädigungen und Verschleiß überprüft werden. Beschädigte oder verschlissene Heizelemente sollten ersetzt werden, um die Sicherheit zu gewährleisten.
Fazit:
Elektrische Heizelemente sind ein wichtiger Bestandteil von Pulverbeschichtungsanlagen. Sie werden verwendet, um die Pulverbeschichtung bei einer hohen Temperatur auszuhärten.
Lüftungssystem
Ein Lüftungssystem ist ein System, das Luft aus einem Raum abführt und durch frische Luft ersetzt. Lüftungssysteme werden verwendet, um die Luftqualität in Innenräumen zu verbessern und die Gesundheit und das Wohlbefinden der Menschen zu schützen.
Arten von Lüftungssystemen
Es gibt viele verschiedene Arten von Lüftungssystemen, die für verschiedene Zwecke verwendet werden können. Einige der gebräuchlichsten Arten von Lüftungssystemen sind:
Natürliche Lüftung: Natürliche Lüftung erfolgt durch die Bewegung von Luft durch natürliche Kräfte wie Wind und Temperaturunterschiede.
Mechanische Lüftung: Mechanische Lüftung erfolgt durch die Verwendung von Ventilatoren oder Pumpen, um Luft zu bewegen.
Umluftbelüftung: Umluftbelüftung ist ein System, bei dem die Luft in einen Raum eingeführt und dann wieder abgesaugt wird, nachdem sie durch einen Wärmetauscher geleitet wurde, um die Wärme zurückzugewinnen.
Funktionsweise eines Lüftungssystems
Die Funktionsweise eines Lüftungssystems hängt von der Art des Systems ab. Bei natürlichen Lüftungssystemen wird die Luft durch natürliche Kräfte wie Wind und Temperaturunterschiede bewegt. Bei mechanischen Lüftungssystemen wird Luft durch Ventilatoren oder Pumpen bewegt.
Vorteile von Lüftungssystemen
Lüftungssysteme bieten eine Reihe von Vorteilen, darunter:
Verbesserung der Luftqualität: Lüftungssysteme können dazu beitragen, die Luftqualität in Innenräumen zu verbessern, indem sie verbrauchte Luft abführen und frische Luft einbringen.
Schutz der Gesundheit: Lüftungssysteme können dazu beitragen, die Gesundheit und das Wohlbefinden der Menschen zu schützen, indem sie Schadstoffe und Allergene aus der Luft entfernen.
Verbesserung des Komforts: Lüftungssysteme können dazu beitragen, den Komfort in Innenräumen zu verbessern, indem sie die Temperatur und die Luftfeuchtigkeit regulieren.
Nachteile von Lüftungssystemen
Lüftungssysteme haben auch einige Nachteile, darunter:
Kosten: Lüftungssysteme können teuer sein, sowohl in der Anschaffung als auch im Betrieb.
Energiebedarf: Lüftungssysteme können einen erheblichen Energiebedarf haben.
Wartung: Lüftungssysteme müssen regelmäßig gewartet werden, um eine ordnungsgemäße Funktion zu gewährleisten.
Sicherheit von Lüftungssystemen
Lüftungssysteme müssen so sicher sein, dass sie das Risiko von Verletzungen oder Schäden minimieren. Zu den Sicherheitsmaßnahmen, die bei der Installation und Wartung von Lüftungssystemen getroffen werden können, gehören:
Fehlererkennung und -korrektur: Lüftungssysteme sollten in der Lage sein, Fehler zu erkennen und zu korrigieren, um Verletzungen oder Schäden zu verhindern.
Not-Aus-Systeme: Lüftungssysteme sollten Not-Aus-Systeme haben, die das System im Notfall sofort stoppen können.
Sicherheitsvorkehrungen: Lüftungssysteme sollten Sicherheitsvorkehrungen haben, um den Zugang zu gefährlichen Bereichen zu verhindern.
Fazit
Lüftungssysteme sind ein wichtiger Bestandteil einer gesunden und komfortablen Innenraumluftqualität. Durch die Auswahl des richtigen Lüftungssystems für Ihre Bedürfnisse können Sie die Luftqualität in Ihrem Zuhause oder Büro verbessern und Ihre Gesundheit und Ihr Wohlbefinden schützen.
Isolierung
Isolierung
Die Isolierung eines Einbrennofens ist wichtig, um die Energiekosten zu senken und die Sicherheit zu gewährleisten. Die Isolierung verhindert, dass Wärme aus dem Ofen entweicht, wodurch der Ofen weniger Energie benötigt, um die gewünschte Temperatur zu erreichen. Außerdem kann die Isolierung dazu beitragen, dass der Ofen nicht zu heiß wird und sich dadurch keine Brandgefahr ergibt.
Arten von Isolation für Einbrennöfen
Es gibt verschiedene Arten von Isolation, die für Einbrennöfen verwendet werden können. Die gebräuchlichsten Arten sind:
Mineralwolle: Mineralwolle ist ein faseriges Material, das aus Stein, Glas oder Basalt hergestellt wird. Mineralwolle ist ein guter Wärme- und Schallisolator.
Polystyrol: Polystyrol ist ein Kunststoff, der aus kleinen, geschlossenen Zellen besteht. Polystyrol ist ein guter Wärmeisolator.
Dämmwolle: Dämmwolle ist ein faseriges Material, das aus natürlichen oder synthetischen Materialien hergestellt wird. Dämmwolle ist ein guter Wärme- und Schallisolator.
Isolierung eines Einbrennofens
Die Isolierung eines Einbrennofens sollte fachgerecht durchgeführt werden, um die gewünschten Ergebnisse zu erzielen. Die folgenden Schritte sind zu beachten:
Entfernen Sie die alte Isolierung, falls vorhanden.
Reinigen Sie die Oberfläche des Ofens gründlich.
Bringen Sie die neue Isolierung an.
Verschließen Sie alle Lücken oder Risse.
Sicherheitshinweise
Bei der Isolierung eines Einbrennofens sind folgende Sicherheitshinweise zu beachten:
Tragen Sie immer geeignete Schutzkleidung, z. B. Schutzbrille, Handschuhe und Atemschutzmaske.
Achten Sie darauf, dass der Ofen ausgeschaltet und abgekühlt ist, bevor Sie mit der Isolierung beginnen.
Verwenden Sie nur Isoliermaterial, das für den Einsatz in Einbrennöfen geeignet ist.
Fazit
Die Isolierung eines Einbrennofens ist eine wichtige Maßnahme, um die Energiekosten zu senken und die Sicherheit zu gewährleisten. Durch die fachgerechte Durchführung der Isolierung können Sie die gewünschten Ergebnisse erzielen und den Ofen über viele Jahre hinweg nutzen.
Transport
Transport
Der Transport eines Einbrennofens ist eine Aufgabe, die mit Vorsicht und Sorgfalt durchgeführt werden sollte. Der Ofen ist ein schweres und sperriges Gerät, das leicht beschädigt werden kann, wenn er nicht richtig transportiert wird.
Vorbereitung
Bevor Sie mit dem Transport des Ofens beginnen, sollten Sie folgende Vorbereitungen treffen:
Stellen Sie sicher, dass der Ofen vollständig abgekühlt ist.
Entfernen Sie alle losen Teile, wie z. B. die Türen und die Schubladen.
Sichern Sie alle beweglichen Teile, wie z. B. die Heizelemente.
Besorgen Sie sich geeignetes Transportmaterial, wie z. B. eine Palette und Spanngurte.
Transport
Der Ofen sollte auf einer stabilen Palette transportiert werden. Verwenden Sie Spanngurte, um den Ofen auf der Palette zu sichern. Achten Sie darauf, dass die Spanngurte fest genug angezogen sind, um den Ofen zu sichern, aber nicht so fest, dass sie ihn beschädigen.
Wenn der Ofen auf der Palette befestigt ist, können Sie ihn zum Transportfahrzeug fahren. Achten Sie darauf, dass der Ofen beim Transport nicht herunterfällt oder umkippt.
Lieferung
Bei der Lieferung des Ofens sollten Sie folgende Schritte beachten:
Stellen Sie sicher, dass der Lieferant den Ofen sicher anliefert.
Überprüfen Sie den Ofen nach der Lieferung auf Schäden.
Sicherheitshinweise
Beim Transport eines Einbrennofens sollten Sie folgende Sicherheitshinweise beachten:
Tragen Sie immer geeignete Schutzkleidung, wie z. B. Handschuhe und Schutzbrille.
Achten Sie darauf, dass der Ofen nicht herunterfällt oder umkippt.
Vermeiden Sie, dass der Ofen in Kontakt mit Wasser oder anderen Flüssigkeiten kommt.
Fazit
Der Transport eines Einbrennofens ist eine Aufgabe, die mit Vorsicht und Sorgfalt durchgeführt werden sollte. Durch die Einhaltung der oben genannten Schritte können Sie den Ofen sicher und unbeschädigt transportieren.
Zusätzliche Tipps
Wenn der Ofen über eine lange Strecke transportiert werden muss, sollten Sie ihn in einem geschlossenen Fahrzeug transportieren, um ihn vor Witterungseinflüssen zu schützen.
Wenn der Ofen in einem Gebäude transportiert werden muss, sollten Sie die Türen und Gänge überprüfen, um sicherzustellen, dass der Ofen durchpasst.
Wenn Sie den Ofen selbst transportieren, sollten Sie sich von einem Freund oder Verwandten helfen lassen.
Sicherheitsfunktionen
Einbrennöfen sind große und komplexe Geräte, die bei unsachgemäßer Verwendung zu Verletzungen oder Schäden führen können. Aus diesem Grund sind Einbrennöfen mit einer Reihe von Sicherheitsfunktionen ausgestattet, um die Sicherheit der Benutzer zu gewährleisten.
Die wichtigsten Sicherheitsfunktionen eines Einbrennofens sind:
Temperaturregler: Der Temperaturregler ermöglicht es dem Benutzer, die Temperatur des Ofens genau zu steuern. Dies ist wichtig, um zu verhindern, dass das Material im Ofen überhitzt und beschädigt wird.
Thermostat: Das Thermostat schaltet den Ofen automatisch ab, wenn die eingestellte Temperatur erreicht ist. Dies verhindert, dass das Material im Ofen zu lange erhitzt wird und beschädigt wird.
Überhitzungsschutz: Der Überhitzungsschutz schaltet den Ofen automatisch ab, wenn die Temperatur im Ofen zu hoch wird. Dies kann durch einen Stromausfall oder einen anderen Fehler verursacht werden.
Sicherheitsthermostat: Der Sicherheitsthermostat schaltet den Ofen automatisch ab, wenn die Temperatur im Ofen zu hoch wird. Dies kann durch einen Brand oder einen anderen Notfall verursacht werden.
Sicherheitstür: Die Sicherheitstür verhindert, dass der Benutzer den Ofen während des Betriebs öffnet. Dies ist wichtig, um Verbrennungen zu vermeiden.
Sicherheitsschalter: Der Sicherheitsschalter schaltet den Ofen automatisch ab, wenn die Tür geöffnet wird. Dies ist wichtig, um zu verhindern, dass der Ofen eingeschaltet bleibt, wenn die Tür geöffnet ist.
Zusätzliche Sicherheitsfunktionen:
Feuerlöscher: Ein Feuerlöscher sollte in der Nähe des Ofens aufbewahrt werden, um im Brandfall schnell reagieren zu können.
Not-Aus-Schalter: Der Not-Aus-Schalter schaltet den Ofen sofort ab. Er sollte in greifbarer Nähe des Ofens angebracht sein.
Warnhinweise: Der Ofen sollte mit Warnhinweisen versehen sein, die den Benutzer vor Gefahren warnen.
Sicherheitshinweise:
Lesen Sie die Bedienungsanleitung des Ofens sorgfältig durch, bevor Sie ihn verwenden.
Befolgen Sie die Sicherheitshinweise, die in der Bedienungsanleitung angegeben sind.
Lassen Sie den Ofen niemals unbeaufsichtigt.
Verwenden Sie den Ofen nur für den vorgesehenen Zweck.
Reinigen Sie den Ofen regelmäßig, um Brandgefahr zu vermeiden.
Durch die Einhaltung der oben genannten Sicherheitshinweise können Sie die Sicherheit beim Umgang mit Einbrennöfen gewährleisten.
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sich durch seine umweltfreundlichen Eigenschaften und Langlebigkeit der Beschichtung auszeichnet. Im Gegensatz zu herkömmlichen flüssigen Beschichtungen werden bei der Pulverbeschichtung trockene Pulverpartikel elektrostatisch auf die Oberfläche eines Werkstücks aufgebracht. Anschließend wird das Pulver in einem Ofen erhitzt, wodurch es schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Vorteile der Pulverbeschichtung umfassen:
Umweltfreundlichkeit: Keine Lösungsmittel und geringere Emissionen von flüchtigen organischen Verbindungen (VOC).
Effizienz: Hohe Materialausnutzung und weniger Abfall.
Robustheit: Gute Beständigkeit gegen chemische, mechanische und Witterungseinflüsse.
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen
Pulverbeschichtungsanlagen sind zentraler Bestandteil des Pulverbeschichtungsprozesses und umfassen die komplette Infrastruktur, die zur Anwendung von Pulverbeschichtungen erforderlich ist. Diese Anlagen sind in verschiedenen Größen und Ausführungen erhältlich, um unterschiedlichen industriellen Anforderungen gerecht zu werden.
Typen von Pulverbeschichtungsanlagen:
Manuelle Pulverbeschichtungsanlagen: Ideal für kleinere Betriebe oder spezialisierte Anwendungen, bei denen Flexibilität gefordert ist. Sie bestehen aus einer Pulverkabine, einem Pulvergerät und einem Einbrennofen.
Halbautomatische Anlagen: Kombinieren manuelle und automatische Prozesse, um eine höhere Effizienz bei mittleren Produktionsvolumina zu erreichen. Diese Anlagen bieten eine gute Balance zwischen Flexibilität und Automatisierung.
Vollautomatische Pulverbeschichtungsanlagen: Entwickelt für Großserienproduktionen. Diese Anlagen sind vollständig automatisiert und beinhalten Fördersysteme, automatische Pistolen und integrierte Steuerungssysteme, um hohe Produktionsgeschwindigkeiten und gleichbleibende Qualität zu gewährleisten.
Pulverkabinen
Pulverkabinen für Hand- und Automatikbeschichtung
Pulverkabinen sind spezielle Räume oder Gehäuse, in denen der Pulverbeschichtungsprozess stattfindet. Sie spielen eine entscheidende Rolle bei der Gewährleistung einer sauberen und kontrollierten Umgebung für die Pulverbeschichtung.
Typen von Pulverkabinen:
Offene Kabinen: Diese Kabinen sind ideal für kleine bis mittlere Anwendungen. Sie bieten einen offenen Zugang für den Bediener, sind jedoch weniger effektiv bei der Kontrolle von Overspray.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und minimieren Overspray durch integrierte Luftführungssysteme. Geschlossene Kabinen sind in der Regel effizienter und sicherer.
Selbstreinigende Kabinen: Ausgestattet mit automatischen Reinigungssystemen, die den Farbwechsel und die Wartung erleichtern. Diese Kabinen sind besonders nützlich in Anwendungen mit häufigem Farbwechsel.
Sicherheits- und Umweltaspekte: Pulverkabinen sind so konzipiert, dass sie die Sicherheit der Bediener gewährleisten und die Umweltbelastung minimieren. Dazu gehören Belüftungssysteme, Filter zur Partikelabscheidung und Schutzvorrichtungen, die den Kontakt mit dem Pulver verhindern.
Einbrennöfen
Einbrennofen Elektrisch
Der Einbrennofen ist ein unverzichtbarer Bestandteil des Pulverbeschichtungsprozesses, da er die notwendigen Temperaturen bereitstellt, um das aufgetragene Pulver zu einer harten, widerstandsfähigen Oberfläche zu verschmelzen.
Typen von Einbrennöfen:
Chargenöfen: Ideal für kleinere Produktionen oder variierende Chargengrößen. Diese Öfen sind flexibel und können unterschiedliche Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien, bei denen hohe Durchsatzraten erforderlich sind. Teile werden auf einem Förderband durch den Ofen transportiert, was eine konstante Verarbeitung ermöglicht.
Energieeffizienz und Temperatursteuerung: Moderne Einbrennöfen sind energieeffizient und bieten präzise Temperaturregelung, um gleichbleibende Beschichtungsqualität zu gewährleisten. Technologien wie Wärmerückgewinnungssysteme und fortschrittliche Isolierung tragen zur Reduzierung des Energieverbrauchs bei.
Pulvergeräte
Pulverbeschichtungspistole
Pulvergeräte sind für die Anwendung der Pulverbeschichtung unerlässlich. Sie bestehen aus verschiedenen Komponenten, die zusammenarbeiten, um das Pulver gleichmäßig und effizient auf die Oberfläche des Werkstücks aufzubringen.
Arten von Pulvergeräten:
Elektrostatische Sprühpistolen: Verwenden Hochspannung, um Pulverpartikel elektrostatisch aufzuladen, was eine gleichmäßige Verteilung und Haftung auf dem Werkstück fördert.
Pulverförderer: Transportieren das Pulver vom Vorratsbehälter zur Sprühpistole. Sie sind entscheidend für die Konsistenz und Effizienz des Beschichtungsprozesses.
Elektrostatik spielt eine zentrale Rolle bei der Pulverbeschichtung, da sie die Anziehungskraft zwischen den Pulverpartikeln und der Oberfläche erhöht und so eine gleichmäßige Beschichtung ermöglicht.
Auswahlkriterien für Pulvergeräte umfassen:
Kompatibilität: Passend für die spezifischen Anforderungen der Anwendung.
Flexibilität: Anpassungsfähigkeit an unterschiedliche Werkstückgrößen und -formen.
Effizienz: Hohe Materialausnutzung und minimierter Pulververbrauch.
Automatische Pulverbeschichtungsanlagen
Automatische Pulverbeschichtungsanlagen bieten zahlreiche Vorteile, insbesondere in Bezug auf Effizienz und Konsistenz. Sie sind ideal für Großserienproduktionen und tragen zur Senkung der Betriebskosten bei.
Vorteile der Automatisierung:
Erhöhte Produktivität: Automatische Systeme können kontinuierlich arbeiten und so die Produktionskapazität erheblich steigern.
Gleichbleibende Qualität: Minimierung von Fehlern und Variabilität durch präzise Steuerung der Beschichtungsparameter.
Kostenersparnis: Reduzierung der Arbeitskosten und des Materialverbrauchs durch optimierte Prozesse.
Komponenten und Funktionsweise:
Fördersysteme: Transportieren Werkstücke automatisch durch den Beschichtungsprozess.
Automatische Sprühpistolen: Verteilen das Pulver gleichmäßig auf den Werkstücken.
Integrierte Steuerungssysteme: Überwachen und steuern alle Aspekte des Beschichtungsprozesses, einschließlich Temperatur, Sprühzeit und Pulvermenge.
Ersatzteile für Pulverbeschichtungsanlagen
Ersatzteile sind entscheidend für die Wartung und Langlebigkeit von Pulverbeschichtungsanlagen. Regelmäßige Wartung und der rechtzeitige Austausch von Verschleißteilen sind unerlässlich, um Ausfallzeiten zu minimieren und die Effizienz der Anlagen aufrechtzuerhalten.
Wichtige Ersatzteile und ihre Funktionen:
Sprühdüsen: Stellen die gleichmäßige Verteilung des Pulvers sicher.
Filter: Entfernen überschüssige Pulverpartikel aus der Kabinenluft.
Förderbänder: Transportieren die Werkstücke durch den Beschichtungsprozess.
Wartung und Instandhaltung:
Regelmäßige Inspektionen: Identifizieren potenzielle Probleme frühzeitig und ermöglichen rechtzeitige Reparaturen.
Ersatzteilmanagement: Sicherstellung der Verfügbarkeit von Ersatzteilen zur Minimierung von Ausfallzeiten.
Zukunft der Pulverbeschichtungstechnologie
Pulverfördersystem
Die Pulverbeschichtungstechnologie entwickelt sich kontinuierlich weiter, um den steigenden Anforderungen der Industrie gerecht zu werden. Zu den wichtigsten Trends und Entwicklungen gehören:
Nachhaltigkeit: Einsatz umweltfreundlicher Materialien und Verfahren zur Reduzierung des ökologischen Fußabdrucks.
Fortschrittliche Materialien: Entwicklung neuer Pulverformeln, die verbesserte Eigenschaften wie Korrosionsbeständigkeit und UV-Stabilität bieten.
Digitalisierung: Integration von IoT und datenbasierten Lösungen zur Optimierung des Beschichtungsprozesses und zur Verbesserung der Qualitätssicherung.
Fazit
Pulverbeschichtungsanlagen und ihre Komponenten sind ein wesentlicher Bestandteil moderner Produktionsprozesse. Sie bieten eine umweltfreundliche, effiziente und langlebige Lösung für die Oberflächenveredelung. Durch die ständige Weiterentwicklung der Technologie und den Einsatz von Automatisierung können Unternehmen ihre Effizienz steigern und gleichzeitig die Qualität ihrer Produkte sicherstellen.
Ich hoffe, dieser umfassende Überblick über Pulverbeschichtungsanlagen und verwandte Komponenten ist hilfreich. Wenn Sie weitere Informationen oder spezifische Details zu einem bestimmten Abschnitt wünschen, lassen Sie es mich bitte wissen!
Wie lange hält Pulverbeschichtung?
Aktuelle Entwicklungen und Innovationen
Die Haltbarkeit einer Pulverbeschichtung kann je nach Anwendung, Umgebung und Qualität der Beschichtung stark variieren. Hier sind einige Faktoren, die die Lebensdauer einer Pulverbeschichtung beeinflussen können:
Faktoren, die die Haltbarkeit beeinflussen:
Qualität des Pulvers:
Pulverformulierung: Hochwertige Pulverlacke bieten in der Regel eine längere Haltbarkeit und bessere Widerstandsfähigkeit gegen Umwelteinflüsse.
UV-Stabilität: Speziell formulierte Pulverlacke mit UV-Schutz verlängern die Lebensdauer bei Anwendungen im Freien.
Vorbereitung der Oberfläche:
Reinigung: Eine gründliche Reinigung der Oberfläche vor der Beschichtung ist entscheidend, um eine gute Haftung des Pulvers zu gewährleisten.
Vorbehandlung: Verfahren wie das Phosphatieren oder Sandstrahlen verbessern die Haftung und Korrosionsbeständigkeit.
Bedingungen der Anwendung:
Innen- vs. Außenanwendung: Pulverbeschichtungen im Innenbereich können Jahrzehnte halten, während Beschichtungen im Außenbereich stärker durch UV-Strahlung, Feuchtigkeit und Temperaturschwankungen beansprucht werden.
Mechanische Belastung: Starke mechanische Belastungen oder Abnutzung können die Lebensdauer der Beschichtung verkürzen.
Betriebsumgebung:
Korrosive Umgebungen: In Industriegebieten oder maritimen Umgebungen kann die Lebensdauer aufgrund der erhöhten Korrosionsgefahr kürzer sein.
Witterungseinflüsse: Regionen mit extremen Wetterbedingungen können die Lebensdauer der Pulverbeschichtung verkürzen.
Beschichtungsdicke:
Eine angemessene Schichtdicke ist wichtig, um eine gleichmäßige Abdeckung und ausreichenden Schutz zu gewährleisten.
Typische Lebensdauer
Innenanwendungen: Pulverbeschichtungen, die in Innenbereichen aufgebracht werden, können oft 15-20 Jahre oder länger halten, da sie weniger extremen Bedingungen ausgesetzt sind.
Außenanwendungen: Bei Außenanwendungen hängt die Lebensdauer stark von den Umweltbedingungen ab, kann jedoch typischerweise zwischen 5 und 10 Jahren liegen. Hochwertige Pulverbeschichtungen, die speziell für den Außenbereich entwickelt wurden, können bis zu 15 Jahre oder länger halten, wenn sie regelmäßig gewartet werden.
Industrieanwendungen: In industriellen Anwendungen, die häufig aggressiven Chemikalien oder starker mechanischer Beanspruchung ausgesetzt sind, kann die Lebensdauer kürzer sein und erfordert häufigere Inspektionen und Wartungen.
Verlängerung der Haltbarkeit
Um die Lebensdauer der Pulverbeschichtung zu maximieren, sind folgende Maßnahmen empfehlenswert:
Regelmäßige Inspektion und Wartung: Frühe Erkennung von Schäden und rechtzeitige Reparaturen können die Haltbarkeit erheblich verlängern.
Vermeidung von physikalischen Schäden: Sorgfältiger Umgang mit beschichteten Oberflächen reduziert das Risiko von Kratzern und Abplatzungen.
Schutz vor chemischen Einflüssen: Vermeidung von Kontakt mit aggressiven Chemikalien und Reinigungsmitteln, die die Beschichtung angreifen könnten.
Fazit
Die Pulverbeschichtung ist eine langlebige und widerstandsfähige Methode zur Oberflächenveredelung, die bei richtiger Anwendung und Wartung viele Jahre halten kann. Die tatsächliche Lebensdauer hängt jedoch von zahlreichen Faktoren ab, einschließlich der Qualität des Pulvers, der Vorbereitung der Oberfläche und den Umgebungsbedingungen, denen die beschichteten Teile ausgesetzt sind.
Wartungstipps für Anlagen
Pulverpistole
Um die Langlebigkeit und Effizienz von Pulverbeschichtungsanlagen zu gewährleisten, ist eine regelmäßige Wartung entscheidend. Hier sind einige Wartungstipps, die Ihnen helfen, die Leistung Ihrer Anlagen zu maximieren und Ausfallzeiten zu minimieren:
1. Allgemeine Inspektion
Regelmäßige Überprüfungen: Führen Sie wöchentliche oder monatliche Inspektionen der gesamten Anlage durch, um sicherzustellen, dass alle Komponenten ordnungsgemäß funktionieren.
Sichtprüfung: Überprüfen Sie auf sichtbare Abnutzung, Schäden oder lose Teile, die die Funktion beeinträchtigen könnten.
2. Pulverkabinen
Filterwartung:
Reinigung oder Austausch: Reinigen oder ersetzen Sie die Filter regelmäßig, um eine effiziente Luftführung und Partikelabscheidung zu gewährleisten.
Filtertypen beachten: Verwenden Sie immer die vom Hersteller empfohlenen Filtertypen.
Kabinenreinigung:
Regelmäßige Reinigung: Halten Sie die Kabinenwände und -böden sauber, um Ansammlungen von überschüssigem Pulver zu vermeiden.
Staubabsaugung: Stellen Sie sicher, dass die Absauganlage regelmäßig geleert und gewartet wird, um eine optimale Funktion zu gewährleisten.
3. Einbrennöfen
Temperaturüberwachung:
Regelmäßige Kalibrierung: Überprüfen Sie regelmäßig die Kalibrierung der Temperatursteuerung, um eine gleichbleibende Beschichtungsqualität sicherzustellen.
Thermoelemente prüfen: Überprüfen Sie die Thermoelemente auf Genauigkeit und Funktionstüchtigkeit.
Ofenreinigung:
Innenreinigung: Entfernen Sie regelmäßig Rückstände und Ablagerungen im Inneren des Ofens, um die Effizienz zu erhalten.
Dichtungen überprüfen: Überprüfen Sie die Dichtungen an Türen und Durchgängen auf Abnutzung und tauschen Sie sie bei Bedarf aus.
4. Pulvergeräte
Sprühpistolenwartung:
Düsenreinigung: Reinigen Sie die Düsen regelmäßig, um Verstopfungen und ungleichmäßige Sprühmuster zu vermeiden.
Ersatzteile prüfen: Halten Sie Ersatzdüsen und andere Verschleißteile bereit, um Ausfallzeiten zu minimieren.
Pulverförderer:
Reinigungsintervalle: Reinigen Sie die Pulverförderer, um Blockaden zu verhindern und eine gleichmäßige Pulverzufuhr zu gewährleisten.
Antriebssysteme warten: Überprüfen Sie regelmäßig die Antriebe und Lager auf Verschleiß und tauschen Sie sie bei Bedarf aus.
5. Fördersysteme
Kettenspannung und Schmierung:
Spannung überprüfen: Kontrollieren Sie die Spannung der Förderketten und passen Sie sie bei Bedarf an, um einen reibungslosen Betrieb zu gewährleisten.
Schmierung: Schmieren Sie alle beweglichen Teile regelmäßig, um Verschleiß zu minimieren.
Lagerwartung:
Überprüfung der Lager: Überprüfen Sie die Lager auf Abnutzung und tauschen Sie sie bei Bedarf aus.
Schmiermittel verwenden: Verwenden Sie die vom Hersteller empfohlenen Schmiermittel, um die Lebensdauer der Lager zu verlängern.
6. Automatisierte Systeme
Steuerungssysteme:
Software-Updates: Halten Sie die Software der Steuerungssysteme auf dem neuesten Stand, um Effizienz und Sicherheit zu gewährleisten.
Fehlerprotokollierung: Überwachen Sie Fehlerprotokolle, um potenzielle Probleme frühzeitig zu erkennen.
Sensoren und Aktoren:
Funktionsprüfung: Überprüfen Sie regelmäßig die Sensoren und Aktoren auf ihre Funktionsfähigkeit und ersetzen Sie defekte Teile.
Kalibrierung: Führen Sie regelmäßige Kalibrierungen durch, um die Genauigkeit der automatisierten Systeme zu gewährleisten.
7. Ersatzteile und Lagerhaltung
Ersatzteilmanagement:
Bestandskontrolle: Führen Sie eine genaue Bestandskontrolle der Ersatzteile, um Ausfallzeiten durch fehlende Teile zu vermeiden.
Qualität der Ersatzteile: Verwenden Sie stets hochwertige Originalersatzteile, um die Funktionalität der Anlagen zu gewährleisten.
8. Schulung des Personals
Regelmäßige Schulungen: Schulen Sie Ihr Personal regelmäßig in der Bedienung und Wartung der Anlagen, um Bedienfehler zu vermeiden und die Sicherheit zu erhöhen.
Notfallverfahren: Stellen Sie sicher, dass alle Mitarbeiter mit den Notfallverfahren vertraut sind, um im Falle eines Ausfalls schnell reagieren zu können.
9. Dokumentation
Wartungsprotokolle: Führen Sie detaillierte Wartungsprotokolle, um den Wartungsverlauf und alle durchgeführten Arbeiten zu dokumentieren.
Checklisten verwenden: Nutzen Sie Wartungschecklisten, um sicherzustellen, dass alle erforderlichen Maßnahmen regelmäßig durchgeführt werden.
Fazit
Durch die Einhaltung dieser Wartungstipps können Sie die Effizienz und Lebensdauer Ihrer Pulverbeschichtungsanlagen maximieren. Eine gut gewartete Anlage führt zu einer höheren Produktqualität, weniger Ausfallzeiten und einer längeren Lebensdauer der Geräte. Regelmäßige Wartung ist eine Investition, die sich durch verbesserte Leistung und geringere Betriebskosten auszahlt.
Automatisierungsoptionen
Automatische Pulverbeschichtungsanlage
Automatisierungsoptionen in der Pulverbeschichtung bieten zahlreiche Vorteile, darunter erhöhte Effizienz, gleichbleibende Qualität und reduzierte Betriebskosten. Im Folgenden werden verschiedene Automatisierungsoptionen erläutert, die in modernen Pulverbeschichtungsanlagen eingesetzt werden können:
1. Automatische Sprühsysteme
Automatische Sprühsysteme sind eine wesentliche Komponente für die Automatisierung der Pulverbeschichtung und bieten präzise und gleichmäßige Beschichtungen. Sie bestehen aus mehreren automatisierten Sprühpistolen, die auf robotergesteuerten Armen montiert sind.
Robotergestützte Sprühpistolen: Diese Pistolen sind an Roboterarmen befestigt, die programmierbar sind, um komplexe Bewegungsmuster auszuführen und die Sprühwinkel für unterschiedliche Werkstückgeometrien zu optimieren.
Pulvermengensteuerung: Automatisierte Systeme ermöglichen die genaue Steuerung der Pulvermengen, was zu einer gleichmäßigen Schichtdicke und weniger Abfall führt.
Adaptive Technologie: Moderne Systeme nutzen Sensoren, um die Werkstückgeometrie in Echtzeit zu erfassen und die Sprühmuster entsprechend anzupassen.
2. Fördersysteme
Automatisierte Fördersysteme transportieren die Werkstücke durch die verschiedenen Phasen des Beschichtungsprozesses und tragen dazu bei, den Durchsatz zu erhöhen.
Overhead-Fördersysteme: Diese Systeme transportieren die Teile über Kopf durch die Kabinen und Öfen, was den Bodenraum frei hält und die Effizienz erhöht.
Ketten- und Schienensysteme: Förderbänder und Schienensysteme bieten Flexibilität bei der Gestaltung der Produktionslinie und können an unterschiedliche Anforderungen angepasst werden.
Variable Geschwindigkeit: Einige Fördersysteme ermöglichen die Anpassung der Geschwindigkeit je nach Werkstückgröße und Prozessanforderungen.
3. Einbrennöfen mit Automatisierung
Einbrennöfen können durch Automatisierung effizienter und präziser arbeiten, was die Qualität der Beschichtung verbessert.
Automatisierte Temperaturregelung: Intelligente Steuerungssysteme passen die Ofentemperatur in Echtzeit an, um die optimale Aushärtung der Pulverbeschichtung zu gewährleisten.
Zeitschaltuhren und Sensoren: Integrierte Timer und Sensoren helfen dabei, den Aushärtungsprozess genau zu überwachen und die Energieeffizienz zu maximieren.
Automatische Türsteuerung: Automatische Türen öffnen und schließen sich synchron mit dem Ein- und Ausgang der Werkstücke, um den Wärmeverlust zu minimieren.
4. Qualitätskontrollsysteme
Automatisierte Qualitätskontrollsysteme sorgen dafür, dass die Beschichtungen den festgelegten Standards entsprechen und verringern den Bedarf an manueller Inspektion.
Visuelle Inspektionssysteme: Kameras und Bildverarbeitungstechnologien prüfen die Beschichtungsqualität und identifizieren sofort Fehler oder Unregelmäßigkeiten.
Schichtdickenmessung: Berührungslose Messsysteme können die Dicke der Pulverbeschichtung präzise messen und Daten zur weiteren Analyse bereitstellen.
Echtzeit-Datenanalyse: Datenerfassungs- und Analysesysteme ermöglichen die Überwachung des gesamten Prozesses und helfen bei der Identifizierung von Optimierungspotenzialen.
5. Software-Integration
Softwarelösungen spielen eine entscheidende Rolle bei der Automatisierung, indem sie verschiedene Systeme integrieren und den Betrieb effizienter gestalten.
Leitsysteme (SCADA): Supervisory Control and Data Acquisition (SCADA) Systeme bieten eine zentrale Steuerung und Überwachung aller Anlagenkomponenten.
IoT-Integration: Internet of Things (IoT) Technologien ermöglichen die Vernetzung der Geräte und die Fernüberwachung sowie -steuerung der Prozesse.
Produktionsmanagement-Software: Diese Softwarelösungen helfen bei der Planung und Verwaltung von Produktionsabläufen, indem sie Daten aus verschiedenen Quellen konsolidieren.
6. Automatisierte Farbwechsel
Für Betriebe, die häufige Farbwechsel durchführen müssen, bieten automatisierte Farbwechselsysteme erhebliche Vorteile.
Schneller Farbwechsel: Automatisierte Systeme reduzieren die Zeit, die für den Farbwechsel benötigt wird, was die Produktionsausfallzeiten minimiert.
Minimierung von Pulverabfall: Durch den Einsatz von selbstreinigenden Sprühpistolen und Kabinen wird der Pulververbrauch optimiert.
7. Wartungsautomatisierung
Auch die Wartung von Anlagen kann automatisiert werden, um die Betriebszeiten zu maximieren und unvorhergesehene Ausfälle zu reduzieren.
Vorausschauende Wartung: Sensoren überwachen den Zustand der Anlagenkomponenten in Echtzeit und prognostizieren Wartungsbedarf, bevor Probleme auftreten.
Automatisierte Fehlerdiagnose: Diagnose-Tools identifizieren Probleme und bieten Lösungsvorschläge, die die Wartungseffizienz erhöhen.
Vorteile der Automatisierung in der Pulverbeschichtung
Erhöhte Produktivität: Automatisierte Systeme ermöglichen eine höhere Produktionsrate bei gleichzeitig konsistenter Qualität.
Geringere Betriebskosten: Durch die Optimierung des Materialverbrauchs und die Reduzierung des Arbeitsaufwands senken Automatisierungssysteme die Betriebskosten.
Verbesserte Qualität: Gleichbleibende Beschichtungsqualität und reduzierte Fehlerraten durch präzise Steuerung und Überwachung.
Umweltfreundlichkeit: Automatisierung reduziert den Pulverabfall und verbessert die Energieeffizienz der Anlagen.
Fazit
Automatisierungsoptionen in der Pulverbeschichtung bieten eine Vielzahl von Vorteilen und sind entscheidend für die Steigerung der Effizienz und Qualität in der Produktion. Die Integration von Robotik, fortschrittlicher Software und intelligenter Steuerung ermöglicht es Unternehmen, wettbewerbsfähig zu bleiben und gleichzeitig die Umweltbelastung zu reduzieren. Die Entscheidung für die richtige Kombination von Automatisierungstechnologien hängt von den spezifischen Anforderungen und Zielen des Unternehmens ab.
Automatisierungsvorteile
Die Stahlkabine für Pulverbeschichtung
Automatisierung in der Pulverbeschichtungsindustrie bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion steigern können. Hier sind die wichtigsten Vorteile der Automatisierung erklärt:
1. Erhöhte Effizienz
Höhere Produktionsraten: Automatisierte Systeme können kontinuierlich ohne Unterbrechungen arbeiten, was zu höheren Durchsatzraten führt. Dies bedeutet, dass mehr Teile in kürzerer Zeit beschichtet werden können, was die Gesamtproduktivität steigert.
Schnellere Zykluszeiten: Automatisierung reduziert die Bearbeitungszeit pro Werkstück erheblich, da Maschinen schneller und präziser arbeiten können als Menschen.
Minimierte Stillstandszeiten: Automatisierte Wartung und vorausschauende Diagnose minimieren ungeplante Ausfallzeiten, was die Verfügbarkeit der Anlage erhöht.
2. Gleichbleibende Qualität
Präzise Beschichtungsanwendung: Automatisierte Sprühsysteme sorgen für eine gleichmäßige Schichtdicke und reduzieren menschliche Fehler, die zu Qualitätsabweichungen führen können.
Wiederholgenauigkeit: Automatisierte Systeme wiederholen dieselben Bewegungen und Prozesse mit hoher Genauigkeit, was zu konsistenter Produktqualität führt, unabhängig von der Produktionsmenge.
Echtzeit-Qualitätskontrolle: Durch den Einsatz von Sensoren und Kameras können automatisierte Systeme kontinuierlich die Qualität der Beschichtung überwachen und sofort Anpassungen vornehmen.
3. Reduzierte Betriebskosten
Materialeinsparungen: Automatisierung optimiert den Einsatz von Pulvermaterialien, wodurch Abfall reduziert und die Materialnutzung verbessert wird.
Geringere Arbeitskosten: Der Bedarf an manueller Arbeit wird verringert, was die Personalkosten senkt. Mitarbeiter können in anderen Bereichen eingesetzt werden, wo menschliches Urteilsvermögen und Kreativität erforderlich sind.
Energieeffizienz: Automatisierte Systeme sind oft energieeffizienter, da sie optimierte Prozesse und Technologien verwenden, um den Energieverbrauch zu minimieren.
4. Verbesserte Sicherheit
Reduzierte Exposition gegenüber Gefahrenstoffen: Automatisierung minimiert den direkten Kontakt der Mitarbeiter mit potenziell gefährlichen Chemikalien und Pulvern, was das Risiko von Gesundheitsproblemen reduziert.
Sicherheitsüberwachung: Automatisierte Anlagen sind häufig mit Sicherheitssensoren ausgestattet, die Unfälle verhindern und im Notfall schnelle Reaktionen ermöglichen.
Ergonomische Vorteile: Mitarbeiter müssen weniger körperlich anspruchsvolle Aufgaben erledigen, was das Risiko von arbeitsbedingten Verletzungen verringert.
5. Flexibilität und Anpassungsfähigkeit
Schnelle Anpassung an Produktänderungen: Automatisierte Systeme können schnell neu programmiert werden, um auf Änderungen im Produktdesign oder der Produktion umzustellen, was die Flexibilität erhöht.
Einfache Integration neuer Technologien: Durch modulare Designs können neue Technologien oder Prozesse problemlos in bestehende Systeme integriert werden.
Vielfältige Anwendungsmöglichkeiten: Automatisierung kann an eine Vielzahl von Werkstückgrößen, -formen und -materialien angepasst werden, was die Vielseitigkeit der Produktion erhöht.
6. Nachhaltigkeit und Umweltfreundlichkeit
Reduzierung von Abfall und Emissionen: Automatisierte Systeme optimieren den Materialverbrauch und reduzieren den Überspray, was zu weniger Abfall und geringeren Emissionen führt.
Ressourceneffizienz: Durch die optimale Nutzung von Energie und Materialien tragen automatisierte Systeme zu nachhaltigeren Produktionsprozessen bei.
Verbesserte Umweltbilanz: Unternehmen können ihre Umweltziele leichter erreichen und ihre ökologische Verantwortung wahrnehmen.
7. Daten- und Prozessoptimierung
Datengesteuerte Entscheidungsfindung: Automatisierte Systeme sammeln kontinuierlich Daten, die zur Analyse und Optimierung der Produktionsprozesse verwendet werden können.
Prozessoptimierung durch IoT: Internet of Things (IoT) Technologien ermöglichen die Echtzeitüberwachung und -steuerung von Prozessen, was die Effizienz und Transparenz erhöht.
Vorausschauende Wartung: Durch die Analyse von Maschinendaten können Probleme frühzeitig erkannt und behoben werden, bevor sie zu größeren Ausfällen führen.
Fazit
Die Automatisierung in der Pulverbeschichtung bietet zahlreiche Vorteile, die sowohl die Effizienz als auch die Qualität der Produktion erheblich steigern. Durch den Einsatz modernster Technologien können Unternehmen ihre Betriebskosten senken, die Produktsicherheit erhöhen und gleichzeitig ihre Umweltbilanz verbessern. Die Investition in Automatisierungslösungen zahlt sich langfristig durch höhere Produktivität, verbesserte Qualität und größere Flexibilität aus. Unternehmen, die Automatisierungstechnologien integrieren, positionieren sich besser im Wettbewerb und sind in der Lage, schneller auf Marktveränderungen zu reagieren.
Beispiele für Automatisierung
Hubgerät für Pulverbeschichtung
Hier sind einige konkrete Beispiele für Automatisierung in der Pulverbeschichtungsindustrie, die verdeutlichen, wie moderne Technologien den Beschichtungsprozess optimieren und verbessern können:
1. Robotergesteuerte Sprühapplikationen
Automatisierte Spritzroboter: Diese Roboterarme sind mit elektrostatischen Sprühpistolen ausgestattet und können komplexe Bewegungsmuster programmieren, um Teile unterschiedlicher Formen und Größen effizient zu beschichten. Durch die Robotersteuerung wird eine gleichmäßige Schichtdicke erreicht, und es gibt weniger Overspray.Beispiel: In der Automobilindustrie werden Karosserieteile oft mit robotergestützten Sprühsystemen beschichtet, um eine gleichmäßige und hochwertige Oberfläche zu gewährleisten. Ein Unternehmen wie ABB Robotics bietet Lösungen, die auf die spezifischen Anforderungen der Automobilindustrie zugeschnitten sind.
2. Automatische Fördersysteme
Overhead-Kettenförderer: Diese Systeme transportieren die Teile durch verschiedene Prozessschritte wie Reinigung, Beschichtung und Aushärtung. Sie ermöglichen einen kontinuierlichen Produktionsfluss und minimieren manuelle Eingriffe.Beispiel: Bei der Herstellung von Metallmöbeln werden Teile oft auf Förderbändern bewegt, die sie durch alle Beschichtungsphasen führen. Unternehmen wie Nordson bieten komplexe Fördersysteme an, die an verschiedene Produktionslayouts angepasst werden können.
3. Automatisierte Farbwechselsysteme
Schnellwechselkabinen: Diese Kabinen sind darauf ausgelegt, den Farbwechselprozess zu beschleunigen. Sie verfügen über automatische Reinigungszyklen und programmierbare Steuerungen, die den Farbwechsel effizienter machen.Beispiel: In der Fahrradindustrie, wo häufig Farbvarianten angeboten werden, nutzen Hersteller automatisierte Systeme, um den Farbwechsel schnell durchzuführen, ohne die Produktion zu verlangsamen. Systeme von Gema Switzerland bieten automatische Farbwechseltechnologien, die in der Branche weit verbreitet sind.
4. Intelligente Einbrennöfen
Automatisierte Temperatur- und Zeitsteuerung: Einbrennöfen sind mit Sensoren ausgestattet, die die Temperatur und den Durchsatz in Echtzeit überwachen und anpassen, um die optimale Aushärtung der Beschichtung zu gewährleisten.Beispiel: In der Elektronikindustrie, wo präzise Temperaturkontrollen entscheidend sind, verwenden Hersteller automatisierte Öfen, um die empfindlichen Komponenten richtig zu behandeln. Unternehmen wie Despatch Industries bieten Öfen an, die auf solche spezifischen Anforderungen abgestimmt sind.
5. Echtzeit-Qualitätskontrollsysteme
Vision-Systeme für die Inspektion: Kameras und Bildverarbeitungstechnologien erfassen die Beschichtungsqualität in Echtzeit, erkennen Fehler und ermöglichen sofortige Korrekturmaßnahmen.Beispiel: In der Luftfahrtindustrie, wo höchste Qualitätsstandards gelten, werden Vision-Systeme eingesetzt, um die Beschichtungen auf Flugzeugteilen zu überprüfen. Anbieter wie Cognex bieten fortschrittliche Bildverarbeitungslösungen an, die in diesen Anwendungen genutzt werden.
6. Datenanalyse und IoT-Integration
IoT-gestützte Prozessüberwachung: Sensoren an verschiedenen Stellen der Produktionslinie sammeln Daten, die zur Optimierung des gesamten Beschichtungsprozesses genutzt werden können. IoT-Plattformen ermöglichen eine zentrale Überwachung und Anpassung der Systeme in Echtzeit.Beispiel: Ein Hersteller von landwirtschaftlichen Maschinen nutzt IoT-Daten, um die Effizienz der Pulverbeschichtungsanlage zu verbessern und Wartungszyklen zu optimieren. Unternehmen wie Siemens bieten umfassende IoT-Lösungen an, die solche Anwendungen unterstützen.
7. Vorausschauende Wartung
Condition Monitoring: Automatisierte Überwachungssysteme analysieren kontinuierlich den Zustand von Anlagenkomponenten und prognostizieren Wartungsbedarf, bevor Ausfälle auftreten.Beispiel: Ein Hersteller von Haushaltsgeräten implementiert vorausschauende Wartung, um die Lebensdauer seiner Beschichtungsanlagen zu verlängern und die Verfügbarkeit zu maximieren. Lösungen von GE Digital bieten solche Condition-Monitoring-Tools an.
8. Automatisierte Reinigungssysteme
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungszyklen, die das Entfernen von Pulverrückständen und die Vorbereitung für den nächsten Durchgang erleichtern.Beispiel: In der Herstellung von Baukomponenten, die unterschiedliche Beschichtungen erfordern, helfen selbstreinigende Systeme, die Wechselzeiten zwischen den verschiedenen Pulverlacken zu verkürzen. Systeme von Wagner bieten effiziente Reinigungsoptionen, die in solchen Anwendungen zum Einsatz kommen.
Fazit
Automatisierung in der Pulverbeschichtungsindustrie bietet vielfältige Möglichkeiten, die Produktion zu optimieren und gleichzeitig die Qualität zu steigern. Durch den Einsatz von robotergesteuerten Sprühsystemen, automatisierten Fördersystemen, intelligenten Einbrennöfen und fortschrittlichen Überwachungs- und Wartungstechnologien können Unternehmen ihre Effizienz erhöhen und ihre Wettbewerbsfähigkeit verbessern. Die Investition in Automatisierungstechnologien ermöglicht es Unternehmen, sich schnell an Marktveränderungen anzupassen und gleichzeitig ihre Produktionskosten zu senken.
Komponenten einer Komplette Pulverbeschichtungsanlage
Pulverbeschichtungsanlage mit Traversen
Eine komplette Pulverbeschichtungsanlage besteht aus mehreren wesentlichen Komponenten, die zusammenarbeiten, um eine effiziente und qualitativ hochwertige Beschichtung von Werkstücken zu gewährleisten. Hier sind die Hauptkomponenten einer solchen Anlage und ihre Funktionen:
1. Vorbehandlungssystem
Oberflächenvorbehandlung
Die Vorbehandlung ist ein entscheidender Schritt, um sicherzustellen, dass die Oberfläche des Werkstücks sauber und bereit für die Beschichtung ist. Die Vorbehandlung verbessert die Haftung der Pulverbeschichtung und erhöht die Korrosionsbeständigkeit.
Reinigungsstationen: Entfernen Öl, Fett, Staub und andere Verunreinigungen von der Oberfläche des Werkstücks.
Phosphatier- oder Chromatierstationen: Bilden eine Schutzschicht, die die Haftung verbessert und die Korrosionsbeständigkeit erhöht.
Spül- und Trocknungsstationen: Stellen sicher, dass das Werkstück frei von chemischen Rückständen und trocken ist, bevor es zur Beschichtung weitergeleitet wird.
2. Pulverkabinen
Automatische Pulverbeschichtungsanlage
Die Pulverkabine ist der Bereich, in dem das Pulver elektrostatisch auf die Werkstücke aufgetragen wird. Sie ist so konzipiert, dass sie eine saubere und kontrollierte Umgebung bietet, um überschüssiges Pulver effizient zurückzugewinnen.
Offene Kabinen: Geeignet für kleinere, manuelle Anwendungen, wo der Bediener direkten Zugang benötigt.
Geschlossene Kabinen: Bieten eine kontrollierte Umgebung und sind effizienter bei der Kontrolle und Rückgewinnung von Overspray.
Selbstreinigende Kabinen: Diese Kabinen verfügen über automatische Reinigungssysteme, die den Farbwechsel und die Wartung erleichtern.
3. Pulverauftragsgeräte
Automatisierte Pulverbeschichtung
Diese Geräte sind für die eigentliche Anwendung des Pulvers auf die Werkstücke verantwortlich und bestehen aus verschiedenen Komponenten, die den Pulverauftrag optimieren.
Elektrostatische Sprühpistolen: Laden die Pulverpartikel elektrostatisch auf, damit sie gleichmäßig auf der Werkstückoberfläche haften.
Pulverförderer: Transportieren das Pulver von den Vorratsbehältern zur Sprühpistole und sorgen für eine gleichmäßige Pulverzufuhr.
Steuerungseinheiten: Erlauben die Anpassung der Auftragsparameter wie Spannung, Pulverfluss und Sprühzeit.
4. Fördersysteme
Fördersysteme
Fördersysteme transportieren die Werkstücke durch die verschiedenen Stationen der Beschichtungsanlage, von der Vorbehandlung bis zur Aushärtung.
Kettenförderer: Bieten kontinuierliche Bewegung und sind ideal für die Massenproduktion.
Schienen- und Rollensysteme: Ermöglichen Flexibilität bei der Anordnung der Produktionslinie.
Pufferzonen: Bereiche, in denen Werkstücke zwischengelagert werden können, um den Produktionsfluss zu optimieren.
5. Einbrennöfen
Pulverofen
Einbrennöfen sind entscheidend für die Aushärtung der Pulverbeschichtung, da sie die erforderliche Wärme bereitstellen, um das Pulver zu schmelzen und eine dauerhafte Oberfläche zu schaffen.
Chargenöfen: Ideal für kleinere Produktionen mit variablen Chargengrößen; sie bieten Flexibilität und können verschiedene Teile gleichzeitig verarbeiten.
Durchlauföfen: Entwickelt für kontinuierliche Produktionslinien mit hohen Durchsatzraten. Teile werden auf einem Förderband durch den Ofen transportiert.
Konvektions- und Infrarotöfen: Verschiedene Technologien bieten spezifische Vorteile in Bezug auf Aufheizgeschwindigkeit und Energieeffizienz.
6. Rückgewinnungs- und Recycling-Systeme
Zyklonrückgewinnung
Diese Systeme sind darauf ausgelegt, überschüssiges Pulver aufzufangen und wiederzuverwenden, um Abfall zu minimieren und die Effizienz zu maximieren.
Zyklonabscheider: Trennen überschüssiges Pulver aus der Luft und führen es zurück in den Beschichtungsprozess.
Filtersysteme: Entfernen Feinstaub aus der Luft und stellen sicher, dass nur saubere Luft in die Umgebung abgegeben wird.
Siebsysteme: Stellen sicher, dass nur qualitativ hochwertiges Pulver erneut verwendet wird, indem sie Verunreinigungen entfernen.
7. Steuerungs- und Überwachungssysteme
Moderne Steuerungssysteme ermöglichen die Überwachung und Anpassung aller Aspekte des Beschichtungsprozesses in Echtzeit.
Prozessleitsysteme (PLS): Überwachen und steuern den gesamten Produktionsablauf und bieten Echtzeit-Daten zur Optimierung der Prozesse.
Benutzeroberflächen: Intuitive Bedienpanels ermöglichen eine einfache Steuerung und Anpassung der Systemeinstellungen.
Datenanalyse-Tools: Erfassen und analysieren Daten zur Prozessoptimierung und Fehlererkennung.
8. Kühlzonen
Nach dem Aushärtungsprozess müssen die Werkstücke auf Raumtemperatur abgekühlt werden, bevor sie weiterverarbeitet oder verpackt werden können.
Luftkühlungssysteme: Nutzen Luftzirkulation, um die Werkstücke effizient abzukühlen.
Wasserkühlungssysteme: In speziellen Anwendungen, wo schnelle Abkühlung erforderlich ist, können Wasserkühlungssysteme eingesetzt werden.
9. Materialhandling-Systeme
Diese Systeme unterstützen das Be- und Entladen von Werkstücken und die Bewegung innerhalb der Anlage.
Robotiksysteme: Automatisierte Roboterarme, die Werkstücke präzise positionieren und handhaben.
Hubsysteme: Unterstützen beim Transport schwerer Werkstücke innerhalb der Anlage.
10. Wartungseinrichtungen
Regelmäßige Wartung ist entscheidend, um die Effizienz und Lebensdauer der Anlage zu gewährleisten.
Integrierte Wartungstools: Sensoren und Software zur vorausschauenden Wartung, die den Zustand der Anlage überwachen und Wartungsbedarf identifizieren.
Zugängliche Wartungsbereiche: Einfache Zugänglichkeit für regelmäßige Inspektionen und Reparaturen.
Fazit
Eine komplette Pulverbeschichtungsanlage besteht aus vielen Komponenten, die zusammenarbeiten, um eine effiziente, qualitativ hochwertige und umweltfreundliche Beschichtung zu gewährleisten. Jede Komponente spielt eine entscheidende Rolle im Beschichtungsprozess, von der Vorbereitung der Werkstücke bis zur Aushärtung der Beschichtung. Die Wahl der richtigen Technologien und die Integration von Automatisierungslösungen können den Betrieb optimieren und die Produktionsziele eines Unternehmens effektiv unterstützen.
Anlagengröße
Pulverauftragskammer
Die Größe von Pulverbeschichtungsanlagen kann je nach den spezifischen Anforderungen eines Unternehmens stark variieren. Die Anlagengröße hängt von mehreren Faktoren ab, darunter die Art und Größe der zu beschichtenden Werkstücke, das Produktionsvolumen und die verfügbaren räumlichen Gegebenheiten. Hier sind einige wichtige Überlegungen und Optionen zur Variation der Anlagengröße:
Faktoren, die die Anlagengröße beeinflussen
Art der zu beschichtenden Werkstücke
Kleinere Teile: Bei der Beschichtung von kleineren Teilen, wie z. B. Elektrokomponenten oder kleinen Metallteilen, können kompaktere Anlagen eingesetzt werden.
Große Werkstücke: Für größere Teile, wie Automobilkarosserien oder große Maschinenteile, sind größere Anlagen mit geräumigen Kabinen und Öfen erforderlich.
Produktionsvolumen
Kleinserienproduktion: Unternehmen, die kleinere Produktionsvolumen handhaben, können mit einfacheren und kleineren Anlagen auskommen.
Massenproduktion: Für hohe Produktionsvolumen sind größere und komplexere Anlagen notwendig, die einen kontinuierlichen Betrieb ermöglichen.
Verfügbare Fläche
Kompakte Lösungen: In begrenzten Räumlichkeiten können platzsparende Designs und integrierte Systeme genutzt werden, um den verfügbaren Platz optimal zu nutzen.
Großflächige Anlagen: In größeren Einrichtungen kann eine weitläufige Anordnung von Vorbehandlung, Beschichtung und Aushärtung erfolgen, um einen reibungslosen Produktionsablauf zu gewährleisten.
Prozessanforderungen
Vielseitigkeit: Anlagen, die verschiedene Beschichtungsarten und Materialien verarbeiten müssen, erfordern möglicherweise eine modulare Struktur, die Anpassungen erlaubt.
Spezialanforderungen: Bestimmte Anwendungen, wie z. B. die Beschichtung von hitzeempfindlichen Materialien, erfordern spezifische Anpassungen der Anlagengröße und -konfiguration.
Optionen zur Variation der Anlagengröße
1. Modulare Anlagen
Modulare Anlagen sind flexibel und können an unterschiedliche Produktionsanforderungen angepasst werden. Sie bestehen aus separaten Modulen, die nach Bedarf hinzugefügt oder entfernt werden können.
Vorteile:
Flexibilität: Einfaches Anpassen und Erweitern der Anlage, um auf wechselnde Produktionsanforderungen zu reagieren.
Kosteneffizienz: Investitionen können nach und nach getätigt werden, indem nur die notwendigen Module erworben werden.
Einfache Wartung: Einzelne Module können leicht gewartet oder ausgetauscht werden, ohne den gesamten Betrieb zu unterbrechen.
Beispiele:
Modulare Kabinen: Erlauben die Anpassung der Kabinengröße je nach Werkstückgröße.
Erweiterbare Fördersysteme: Zusätzliche Förderstrecken können hinzugefügt werden, um den Produktionsfluss zu erweitern.
2. Kompakte Anlagen
Kompakte Anlagen sind ideal für Unternehmen mit begrenztem Platzangebot oder für kleinere Produktionsvolumen.
Vorteile:
Platzsparend: Effektive Nutzung des verfügbaren Raums.
Geringere Investitionskosten: Reduzierte Anfangsinvestitionen durch den kleineren Maßstab der Anlage.
Schnellere Installation: Einfachere und schnellere Implementierung.
Beispiele:
Mini-Kabinen: Kleinere Beschichtungskabinen für spezialisierte Anwendungen.
Integrierte Systeme: Anlagen, die Vorbehandlung, Beschichtung und Aushärtung in einem kompakten Layout vereinen.
3. Großflächige Anlagen
Für Unternehmen mit hohen Produktionsanforderungen oder großen Werkstücken sind großflächige Anlagen notwendig.
Vorteile:
Hohe Kapazität: Eignen sich für die Massenproduktion und den gleichzeitigen Betrieb mehrerer Linien.
Vielseitigkeit: Möglichkeit, mehrere Prozesse gleichzeitig durchzuführen.
Effizienz: Optimierte Produktionsabläufe durch die großzügige Gestaltung der Anlage.
Beispiele:
Mehrere Kabinen und Öfen: Separate Bereiche für unterschiedliche Farben oder Materialien.
Erweiterte Fördersysteme: Lange Förderstrecken für den Transport großer oder zahlreicher Teile.
Planungsüberlegungen bei der Anlagengrößenauswahl
Zukunftsprognosen
Marktentwicklung: Berücksichtigen Sie mögliche Expansionen oder Veränderungen in der Nachfrage.
Technologische Fortschritte: Planen Sie für zukünftige Anpassungen oder Upgrades der Anlage.
Kostenüberlegungen
Anfangsinvestition vs. Betriebskosten: Wägen Sie die Anfangsinvestitionen gegen die langfristigen Betriebskosten ab.
Finanzielle Flexibilität: Planen Sie die Finanzierung der Anlage im Einklang mit den finanziellen Möglichkeiten und Zielen des Unternehmens.
Integration und Kompatibilität
Bestehende Infrastruktur: Überprüfen Sie die Kompatibilität der neuen Anlage mit bestehenden Systemen und Einrichtungen.
Erweiterungsmöglichkeiten: Planen Sie die Integration zukünftiger Erweiterungen oder Module.
Umwelt- und Sicherheitsstandards
Regulierungen: Stellen Sie sicher, dass die Anlage alle relevanten Umwelt- und Sicherheitsstandards erfüllt.
Nachhaltigkeit: Berücksichtigen Sie umweltfreundliche Technologien und Praktiken bei der Planung und dem Betrieb der Anlage.
Fazit
Die Größe einer Pulverbeschichtungsanlage kann an die spezifischen Bedürfnisse und Anforderungen eines Unternehmens angepasst werden. Durch die Auswahl der richtigen Anlagengröße und -konfiguration können Unternehmen ihre Produktionsziele effizient erreichen, die Qualität ihrer Produkte verbessern und die Betriebskosten optimieren. Ob modular, kompakt oder großflächig, jede Anlagengröße hat ihre eigenen Vorteile und Herausforderungen, die sorgfältig abgewogen werden müssen, um die besten Ergebnisse zu erzielen.
Benötigte Mitarbeiterzahl
Beschichtungseinheit
Die Anzahl der benötigten Mitarbeiter für den Betrieb einer Pulverbeschichtungsanlage hängt von mehreren Faktoren ab, darunter die Größe und Automatisierung der Anlage, das Produktionsvolumen, die Art der zu beschichtenden Werkstücke und die spezifischen betrieblichen Anforderungen. Hier sind einige Überlegungen, um die optimale Mitarbeiterzahl für den Betrieb einer Pulverbeschichtungsanlage zu bestimmen:
1. Faktoren, die die Mitarbeiterzahl beeinflussen
a. Größe der Anlage
Kleine Anlagen:
Typischerweise weniger Mitarbeiter erforderlich.
Häufig eine Mischung aus manuellen und halbautomatisierten Prozessen.
Große Anlagen:
Mehr Mitarbeiter erforderlich, insbesondere bei einer hohen Produktionskapazität.
Automatisierte Systeme können jedoch den Bedarf an Personal verringern.
b. Automatisierungsgrad
Hochautomatisierte Anlagen:
Reduzierter Bedarf an manueller Arbeit.
Erfordern jedoch technisches Personal für die Überwachung, Wartung und Programmierung der Anlagen.
Manuelle oder halbautomatisierte Anlagen:
Höherer Personalbedarf für die Bedienung und Überwachung der Anlagen.
c. Produktionsvolumen
Niedriges Produktionsvolumen:
Geringerer Personalbedarf.
Mehr Flexibilität bei der Planung von Schichten.
Hohes Produktionsvolumen:
Mehr Mitarbeiter erforderlich, um den Produktionsfluss aufrechtzuerhalten.
Möglicherweise mehrere Schichten zur Maximierung der Betriebszeit.
d. Werkstücktypen
Komplexe oder große Werkstücke:
Erfordern möglicherweise mehr Personal für die Handhabung und Inspektion.
Spezialisierte Mitarbeiter für die Anpassung der Beschichtungsparameter.
Kleine oder standardisierte Teile:
Weniger Personal für die Handhabung erforderlich.
Prozessabläufe sind oft einfacher und standardisiert.
2. Typische Rollen in einer Pulverbeschichtungsanlage
a. Produktionsmitarbeiter
Bediener der Beschichtungsanlagen:
Verantwortlich für das Auftragen der Pulverbeschichtung.
Überwachung der Qualität und Sicherstellung der richtigen Parameter.
Vorbehandlungsmitarbeiter:
Durchführung von Reinigungs- und Vorbehandlungsprozessen.
Sicherstellung, dass die Werkstücke ordnungsgemäß vorbereitet sind.
b. Technisches Personal
Wartungstechniker:
Regelmäßige Wartung und Reparatur der Anlagen.
Überwachung der Systemleistung und Durchführung von Fehlerbehebungen.
Automatisierungs- und Steuerungstechniker:
Programmierung und Überwachung automatisierter Systeme.
Anpassung der Steuerungsparameter und Optimierung der Prozesse.
c. Qualitätssicherung
Qualitätsinspektoren:
Durchführung von Qualitätskontrollen zur Sicherstellung der Einhaltung von Standards.
Verwendung von Messgeräten zur Überprüfung der Schichtdicke und Oberflächenqualität.
Prozessoptimierer:
Analyse von Produktionsdaten zur Verbesserung der Effizienz und Qualität.
Implementierung von Verbesserungsmaßnahmen.
d. Management und Verwaltung
Produktionsleiter:
Überwachung der gesamten Produktionslinie.
Koordination der Mitarbeiter und Sicherstellung der Zielerreichung.
Logistik- und Materialplaner:
Verwaltung der Materialflüsse und Bestände.
Planung der Produktion auf Basis von Nachfrage und Kapazität.
3. Beispiel einer Mitarbeiterverteilung
Hier ist ein Beispiel für die Mitarbeiterverteilung in einer mittelgroßen, teilautomatisierten Pulverbeschichtungsanlage:
Rolle
Anzahl der Mitarbeiter
Beschreibung
Bediener der Vorbehandlung
2-3
Verantwortlich für Reinigung und Vorbereitung der Werkstücke.
Pulverbeschichtungsbediener
3-4
Durchführung des Beschichtungsprozesses.
Wartungstechniker
1-2
Wartung und Reparatur der Anlagen.
Automatisierungstechniker
1-2
Überwachung der automatisierten Systeme und Prozesssteuerung.
Qualitätsinspektoren
1-2
Überprüfung der Qualität der beschichteten Teile.
Produktionsleiter
1
Leitung der Produktion und Koordination der Schichten.
Logistik- und Materialplaner
1
Verwaltung der Materialbestände und Produktionsplanung.
4. Optimierung der Mitarbeiterzahl
Um die Mitarbeiterzahl effizient zu nutzen, können Unternehmen folgende Strategien in Betracht ziehen:
Schulung und Weiterbildung: Regelmäßige Schulungen, um die Qualifikation der Mitarbeiter zu verbessern und sie auf mehrere Aufgaben vorzubereiten.
Einsatz von Zeitarbeitern: Flexible Personalplanung durch den Einsatz von Zeitarbeitskräften, um bei Bedarf Spitzenbelastungen abzufangen.
Prozessoptimierung: Einsatz von Lean-Management-Prinzipien, um Prozesse zu optimieren und den Personalbedarf zu reduzieren.
Investition in Automatisierung: Einsatz von Automatisierungstechnologien zur Reduzierung des manuellen Arbeitsaufwands und Verbesserung der Effizienz.
Fazit
Die optimale Anzahl der Mitarbeiter in einer Pulverbeschichtungsanlage hängt von vielen Faktoren ab, darunter die Größe der Anlage, der Automatisierungsgrad und das Produktionsvolumen. Durch den Einsatz von Automatisierung, Schulung und Prozessoptimierung können Unternehmen ihre Personalkosten minimieren und gleichzeitig die Effizienz und Qualität ihrer Produktion maximieren. Eine sorgfältige Planung und Anpassung der Personalressourcen ist entscheidend, um den Erfolg der Anlage zu gewährleisten.
Ein Pulverofen ist eine essentielle Komponente in der Pulverbeschichtung, einer modernen Technik zur Oberflächenveredelung, die in vielen Branchen von der Automobilindustrie bis zur Möbelherstellung weit verbreitet ist. Pulverbeschichtung nutzt elektrostatisch aufgeladenes Pulver, das auf ein Werkstück gesprüht und anschließend in einem Pulverofen erhitzt wird, um eine harte, widerstandsfähige und gleichmäßige Beschichtung zu erzeugen.
In diesem umfassenden Text wird auf die Funktionsweise und verschiedenen Arten von Pulveröfen eingegangen. Zu den behandelten Themen gehören die grundlegende Technologie hinter Pulveröfen, der Stromverbrauch, Kammeröfen, Pulveröfen mit Schienen, Pulveröfen mit Schienen im Boden und Pulveröfen mit Trennwänden. Jede dieser Variationen bietet unterschiedliche Vorteile und Anwendungen für bestimmte industrielle Prozesse.
Pulverofen: Grundlegendes Verständnis
Pulverbeschichten Ofen
Ein Pulverofen ist speziell dafür entwickelt, Werkstücke, die mit Pulverbeschichtungen versehen wurden, auf hohe Temperaturen zu erhitzen, um das Pulver zu schmelzen und zu einer widerstandsfähigen Beschichtung zu vernetzen. Während dieses Vorgangs wird das Pulver in eine homogene, schützende und dekorative Schicht umgewandelt, die gegen Korrosion, Kratzer und Witterungseinflüsse beständig ist.
Pulveröfen werden in zahlreichen Industrien eingesetzt, darunter:
Automobilindustrie: für Felgen, Fahrgestelle und Karosserieteile.
Möbelherstellung: für Metallmöbel, Regale und Outdoor-Möbel.
Bauindustrie: für Geländer, Fassaden, Fensterrahmen und Türen.
Die Hauptkomponenten eines Pulverofens umfassen ein Heizsystem, eine Lüftung, eine Steuerungseinheit und ein Fördersystem. Diese Öfen arbeiten in der Regel bei Temperaturen zwischen 150°C und 200°C, je nach Art des Pulvers und des zu beschichtenden Materials.
1.1. Funktionsweise eines Pulverofens
Die Funktionsweise eines Pulverofens lässt sich in mehrere Schritte unterteilen:
Beschichtung des Werkstücks: Zunächst wird das Werkstück mit einem elektrostatisch aufgeladenen Pulverlack in einer Pulverbeschichtungsanlage beschichtet.
Erhitzung im Ofen: Das beschichtete Werkstück wird dann in den Pulverofen überführt, wo es auf eine festgelegte Temperatur erhitzt wird. Bei dieser Temperatur schmilzt das Pulver und bildet eine glatte, gleichmäßige Beschichtung.
Aushärtung: Sobald das Pulver geschmolzen ist, geht es in einen Aushärtungsprozess über, bei dem chemische Bindungen entstehen, die für die Haltbarkeit und Beständigkeit der Beschichtung sorgen. Dieser Prozess dauert in der Regel 10 bis 30 Minuten.
Pulverofen Strom
Einbrennöfen
Ein entscheidender Aspekt bei der Auswahl und dem Betrieb eines Pulverofens ist der Stromverbrauch. Der Stromverbrauch eines Pulverofens kann erheblich sein, insbesondere in großen industriellen Anwendungen. Deshalb ist es wichtig, die Energieeffizienz eines Pulverofens zu optimieren, um sowohl Betriebskosten als auch Umweltbelastungen zu reduzieren.
2.1. Faktoren, die den Stromverbrauch beeinflussen
Der Stromverbrauch eines Pulverofens hängt von mehreren Faktoren ab, darunter:
Ofengröße: Größere Öfen benötigen mehr Energie, um den gesamten Innenraum gleichmäßig auf die erforderliche Temperatur zu bringen. Industrielle Anlagen mit großflächigen Werkstücken erfordern in der Regel mehr Strom als kleinere, für Einzelteile oder kleine Serien ausgelegte Öfen.
Material des Werkstücks: Dickere oder massivere Werkstücke benötigen mehr Energie, um gleichmäßig auf die richtige Temperatur erhitzt zu werden.
Isolierung des Ofens: Eine gute Isolierung reduziert den Wärmeverlust und kann den Stromverbrauch erheblich senken. Modernere Öfen verfügen oft über verbesserte Isolierungstechnologien, die Energie sparen.
Heizungstyp: Öfen können mit verschiedenen Heiztechnologien betrieben werden, darunter Elektroheizungen und Gasheizungen. Elektrische Pulveröfen sind in der Anschaffung oft günstiger, aber der Stromverbrauch kann höher sein als bei gasbetriebenen Öfen.
2.2. Tipps zur Senkung des Stromverbrauchs
Hier sind einige Möglichkeiten, um den Stromverbrauch von Pulveröfen zu senken:
Optimierung der Auslastung: Ein Ofen sollte möglichst vollständig beladen werden, um die maximale Effizienz zu erreichen. Wenn der Ofen nur teilweise beladen wird, geht viel Energie verloren.
Isolierungsverbesserungen: Investitionen in eine bessere Ofenisolierung können die Energieeffizienz deutlich steigern, da weniger Wärme verloren geht.
Regelmäßige Wartung: Eine regelmäßige Wartung stellt sicher, dass der Ofen in optimalem Zustand bleibt und nicht mehr Energie als nötig verbraucht.
Temperaturmanagement: Einige moderne Pulveröfen sind mit intelligenten Steuerungssystemen ausgestattet, die die Temperatur dynamisch anpassen und so den Stromverbrauch optimieren.
Kammerofen
Ofen zum Pulverbeschichten
Ein Kammerofen ist eine der gebräuchlichsten Arten von Pulveröfen und zeichnet sich durch seine geschlossene Bauweise aus, bei der das Werkstück in einer Kammer erhitzt wird. Kammeröfen bieten eine hervorragende Temperaturkontrolle und eignen sich ideal für den Aushärtungsprozess in der Pulverbeschichtung.
3.1. Merkmale eines Kammerofens
Kammeröfen bestehen aus einer oder mehreren Kammern, in denen die Werkstücke platziert werden, bevor sie erhitzt werden. Diese Art von Ofen bietet mehrere Vorteile:
Temperaturstabilität: Durch die geschlossene Kammer wird die Wärme gleichmäßig verteilt, was zu einer gleichmäßigen Aushärtung führt. Die Temperatur kann genau gesteuert werden, was für die Konsistenz und Qualität der Beschichtung entscheidend ist.
Vielseitigkeit: Kammeröfen sind in verschiedenen Größen erhältlich und eignen sich für eine Vielzahl von Werkstücken, von kleinen Teilen bis hin zu großen, sperrigen Objekten.
Effiziente Nutzung des Raums: Da die Werkstücke in einer Kammer platziert werden, können Kammeröfen oft effizienter arbeiten, insbesondere wenn sie voll beladen sind.
3.2. Anwendungen des Kammerofens
Kammeröfen finden in vielen Branchen Anwendung, darunter:
Automobilsektor: für die Beschichtung von Fahrzeugteilen wie Felgen, Fahrgestellen und Karosserieteilen.
Möbelindustrie: für die Beschichtung von Metallrahmen und -teilen in der Möbelherstellung.
Elektronik- und Maschinenbau: für die Beschichtung von elektrischen und mechanischen Komponenten.
3.3. Vorteile und Herausforderungen eines Kammerofens
Vorteile:
Hohe Präzision: Kammeröfen ermöglichen eine präzise Temperaturkontrolle, was für empfindliche Beschichtungen von Vorteil ist.
Flexibilität: Sie eignen sich sowohl für kleine als auch für große Werkstücke und können bei Bedarf in verschiedenen Größen und Ausführungen konfiguriert werden.
Herausforderungen:
Lade- und Entladezeiten: Da die Werkstücke manuell in die Kammer geladen und wieder entnommen werden müssen, kann es in großen Produktionslinien zu Verzögerungen kommen, wenn nicht genügend Öfen zur Verfügung stehen.
Pulverofen mit Schienen
Pulverauftragskammer
Ein Pulverofen mit Schienen bietet eine hervorragende Lösung für Produktionslinien, die eine hohe Stückzahl und schnelle Durchlaufzeiten erfordern. Diese Art von Ofen ist mit Schienen ausgestattet, die es ermöglichen, die Werkstücke automatisch in den Ofen zu befördern und nach dem Aushärten wieder herauszutransportieren.
4.1. Aufbau eines Pulverofens mit Schienen
Der Hauptunterschied zwischen einem Standard-Kammerofen und einem Pulverofen mit Schienen besteht in der Transportmethode der Werkstücke. Bei einem Pulverofen mit Schienen wird das Werkstück auf einem Schienensystem durch den Ofen befördert, was eine kontinuierliche Produktion ermöglicht.
Automatisierte Produktion: Das Schienensystem ermöglicht eine automatisierte Bewegung der Werkstücke, was die Effizienz steigert und die Notwendigkeit manueller Arbeit reduziert.
Kontinuierlicher Betrieb: Im Gegensatz zu Kammeröfen, bei denen Werkstücke einzeln beladen und entladen werden müssen, können Schienenöfen einen kontinuierlichen Fluss von Werkstücken durch den Ofen gewährleisten, was zu höheren Durchlaufgeschwindigkeiten führt.
4.2. Vorteile eines Pulverofens mit Schienen
Höhere Effizienz: Die Fähigkeit, Werkstücke automatisch und kontinuierlich durch den Ofen zu transportieren, erhöht die Produktionsgeschwindigkeit und Effizienz.
Geringere Ausfallzeiten: Da die Werkstücke ohne Unterbrechung durch den Ofen bewegt werden, gibt es weniger Ausfallzeiten zwischen den Beschichtungs- und Aushärtevorgängen.
Automatisierungspotenzial: Schienenöfen lassen sich problemlos in vollständig automatisierte Fertigungslinien integrieren, was eine Reduzierung der Arbeitskosten und eine Erhöhung der Produktion ermöglicht.
4.3. Typische Anwendungen eines Pulverofens mit Schienen
Pulveröfen mit Schienen werden häufig in der Massenproduktion eingesetzt, wo große Mengen von Werkstücken kontinuierlich beschichtet und ausgehärtet werden müssen. Typische Anwendungen sind:
Automobilproduktion: Für die Beschichtung von Karosserieteilen, Felgen und anderen Fahrzeugkomponenten.
Großserienfertigung von Haushaltsgeräten: Für die Beschichtung von Gehäusen, Komponenten und Oberflächen von Waschmaschinen, Trocknern und Kühlschränken.
Pulverofen mit Schienen im Boden
Ofen für Pulverbeschichtung
Ein Pulverofen mit Schienen im Boden ist eine spezielle Variante des Schienenofens, bei dem die Schienen in den Boden des Ofens integriert sind. Dies bietet mehrere Vorteile, insbesondere in Bezug auf die Raumnutzung und das Handling schwerer Werkstücke.
5.1. Funktionsweise eines Pulverofens mit Bodenschienen
Bei einem Pulverofen mit Schienen im Boden werden die Werkstücke auf rollenden Gestellen durch den Ofen befördert. Da sich die Schienen im Boden des Ofens befinden, wird die gesamte Ofenhöhe optimal genutzt, und es bleibt mehr Platz für die Beschichtung großer oder schwerer Objekte.
Stabiler Transport: Die Bodenschienen sorgen für einen stabilen und gleichmäßigen Transport der Werkstücke, wodurch die Gefahr von Stößen oder Beschädigungen während des Aushärtens minimiert wird.
Einfache Handhabung großer Werkstücke: Schienen im Boden ermöglichen es, schwere oder sperrige Werkstücke leicht in den Ofen zu schieben und herauszuholen, was besonders bei großen Metallteilen von Vorteil ist.
5.2. Vorteile eines Pulverofens mit Schienen im Boden
Platzersparnis: Da sich die Schienen im Boden befinden, wird der vertikale Raum des Ofens besser genutzt. Dies ist besonders in engen Produktionshallen oder bei der Handhabung sehr großer Werkstücke vorteilhaft.
Erleichterung der Handhabung schwerer Teile: Schienen im Boden sind ideal für das Handling schwerer Teile, da sie eine gleichmäßige und stabile Bewegung der Werkstücke gewährleisten.
5.3. Typische Anwendungen eines Pulverofens mit Schienen im Boden
Schwere Metallbearbeitung: Diese Öfen eignen sich ideal für Branchen, in denen sehr große oder schwere Metallteile beschichtet werden, z. B. im Maschinenbau oder in der Bauindustrie.
Automobilbau: In der Automobilindustrie werden oft große Teile wie Fahrgestelle und Karosserien beschichtet. Ein Ofen mit Schienen im Boden ermöglicht es, diese Teile effizient zu transportieren und zu verarbeiten.
Pulverofen mit Trennwand
Pulverbeschichten Ofen
Ein Pulverofen mit Trennwand ist eine spezialisierte Art von Ofen, die es ermöglicht, mehrere Werkstücke gleichzeitig bei unterschiedlichen Temperaturen zu verarbeiten. Diese Öfen sind mit einer internen Trennwand ausgestattet, die verschiedene Abschnitte des Ofens voneinander isoliert.
6.1. Aufbau eines Pulverofens mit Trennwand
Ein Pulverofen mit Trennwand besteht aus zwei oder mehr getrennten Kammern, die durch eine isolierte Wand voneinander getrennt sind. Jede Kammer kann unabhängig voneinander beheizt und gesteuert werden, was die gleichzeitige Aushärtung verschiedener Werkstücke bei unterschiedlichen Temperaturen ermöglicht.
Getrennte Temperaturzonen: Dank der Trennwand können unterschiedliche Temperaturzonen innerhalb desselben Ofens eingerichtet werden. Dies ist besonders nützlich, wenn Werkstücke aus verschiedenen Materialien oder mit unterschiedlichen Pulverbeschichtungen gleichzeitig verarbeitet werden müssen.
Flexibilität in der Produktion: Die Trennwand bietet Flexibilität, da verschiedene Werkstücke unabhängig voneinander verarbeitet werden können, ohne dass Kompromisse bei der Temperaturkontrolle eingegangen werden müssen.
6.2. Vorteile eines Pulverofens mit Trennwand
Effizienzsteigerung: Ein Pulverofen mit Trennwand ermöglicht die gleichzeitige Verarbeitung mehrerer Werkstücke, was die Effizienz und Produktivität erhöht.
Flexibilität in der Temperaturkontrolle: Unterschiedliche Temperaturanforderungen können in einem einzigen Ofen erfüllt werden, was besonders in Produktionslinien von Vorteil ist, in denen verschiedene Werkstücke gleichzeitig verarbeitet werden müssen.
6.3. Anwendungen eines Pulverofens mit Trennwand
Industrien mit vielfältigen Werkstücken: Diese Art von Ofen wird häufig in Branchen eingesetzt, in denen Werkstücke unterschiedlicher Größe und Material gleichzeitig beschichtet werden, z. B. in der Automobil- und Maschinenbauindustrie.
Spezialisierte Beschichtungsverfahren: Pulveröfen mit Trennwand eignen sich besonders für spezialisierte Beschichtungsverfahren, bei denen unterschiedliche Materialien oder Pulverlacke unterschiedliche Aushärtetemperaturen erfordern.
7. Fazit
Pulveröfen spielen eine entscheidende Rolle im Pulverbeschichtungsprozess und bieten eine Vielzahl von Optionen, die je nach den spezifischen Anforderungen der Produktion ausgewählt werden können. Ob es sich um einfache Kammeröfen, Pulveröfen mit Schienen oder spezialisierte Modelle wie Pulveröfen mit Trennwänden handelt – jede dieser Varianten bietet spezifische Vorteile, die in verschiedenen industriellen Anwendungen genutzt werden können.
Durch die Auswahl des richtigen Pulverofens können Unternehmen ihre Effizienz steigern, die Qualität ihrer Beschichtungen verbessern und gleichzeitig den Energieverbrauch und die Betriebskosten optimieren.
Pulverofen
Einbrennofen Elektrisch
Ein Pulverofen ist ein zentrales Element im Prozess der Pulverbeschichtung, einer weit verbreiteten und effektiven Methode zur Oberflächenveredelung. Pulverbeschichtungen bieten eine robuste, dauerhafte und widerstandsfähige Schicht auf Metall- und Kunststoffteilen. Die Beschichtung erfolgt in einem Pulverofen, in dem das Pulver, das elektrostatisch auf das Werkstück aufgebracht wurde, durch Hitze geschmolzen und in eine harte, widerstandsfähige Oberfläche umgewandelt wird.
In diesem ausführlichen Text werden alle Aspekte von Pulveröfen behandelt, von der Geschichte und Entwicklung über den Aufbau und die Funktionsweise bis hin zu spezifischen Arten von Pulveröfen, wie Kammeröfen, Pulveröfen mit Schienen und Pulveröfen mit Trennwänden. Darüber hinaus werden die ökologischen und wirtschaftlichen Vorteile von Pulveröfen sowie deren Einsatzmöglichkeiten in verschiedenen Industrien ausführlich beleuchtet.
Einführung in den Pulverofen
Ein Pulverofen ist ein speziell entwickelter Ofen, der in der Pulverbeschichtung verwendet wird, um das aufgetragene Pulver durch Hitze zu einer schützenden und dekorativen Schicht zu verarbeiten. Die Pulverbeschichtung wird zunehmend in der Automobil-, Bau-, Möbel- und Konsumgüterindustrie eingesetzt, da sie langlebige und umweltfreundliche Beschichtungen ermöglicht, die herkömmlichen Nasslacken überlegen sind.
1.1. Geschichte der Pulverbeschichtung
Die Pulverbeschichtung entstand in den 1950er Jahren als umweltfreundliche Alternative zu lösungsmittelbasierten Lackierungen. Die Entwicklung von Pulverlacken und der dazugehörigen Öfen wurde durch den Wunsch nach einer effizienteren und umweltfreundlicheren Methode zur Oberflächenbehandlung vorangetrieben. Seit den 1970er Jahren hat sich die Pulverbeschichtung in vielen Industrien weltweit etabliert.
Pulveröfen haben eine Schlüsselrolle in dieser Entwicklung gespielt, da sie es ermöglichen, das aufgetragene Pulver zu schmelzen und zu vernetzen, wodurch eine dauerhafte und hochwertige Oberfläche entsteht.
Aufbau und Funktionsweise eines Pulverofens
Ein Pulverofen ist speziell dafür ausgelegt, Werkstücke zu erhitzen und das aufgebrachte Pulver bei hohen Temperaturen zu schmelzen und auszuhärten. Der Aushärteprozess stellt sicher, dass das Pulver auf dem Werkstück haftet und eine dauerhafte, robuste Beschichtung bildet.
2.1. Grundlegende Komponenten eines Pulverofens
Die Hauptkomponenten eines Pulverofens umfassen:
Heizelemente: Diese können elektrisch oder gasbetrieben sein und sorgen für die notwendige Hitze, um das Pulver zu schmelzen und auszuhärten.
Luftzirkulationssystem: Ein wichtiges Merkmal eines jeden Pulverofens ist die gleichmäßige Verteilung der Hitze im Inneren des Ofens. Ein Lüftungssystem sorgt für eine konstante Luftzirkulation, damit alle Bereiche des Werkstücks gleichmäßig erhitzt werden.
Steuerungseinheit: Moderne Pulveröfen verfügen über elektronische Steuerungssysteme, die es ermöglichen, die Temperatur präzise zu regulieren und den Aushärtezyklus zu steuern.
Fördersysteme: In vielen industriellen Anwendungen wird ein automatisches Fördersystem verwendet, das die Werkstücke durch den Ofen bewegt, um eine kontinuierliche Produktion zu gewährleisten.
2.2. Funktionsweise eines Pulverofens
Die Funktionsweise eines Pulverofens lässt sich in folgende Schritte unterteilen:
Beschichtung des Werkstücks: Zuerst wird das Pulver durch elektrostatische Sprühgeräte auf das Werkstück aufgetragen.
Erhitzung im Ofen: Das beschichtete Werkstück wird in den Pulverofen befördert, wo es gleichmäßig erhitzt wird. Typische Temperaturen liegen zwischen 150°C und 220°C, je nach Art des verwendeten Pulvers.
Aushärten und Vernetzen: Während das Pulver erhitzt wird, schmilzt es und vernetzt sich chemisch, was zu einer dauerhaften, schützenden und dekorativen Beschichtung führt.
Abkühlung: Nach dem Aushärten wird das Werkstück aus dem Ofen entfernt und abgekühlt, bevor es weiterverarbeitet oder verpackt wird.
Arten von Pulveröfen
Aushärtungsofen für Pulverbeschichtung
Es gibt verschiedene Arten von Pulveröfen, die jeweils für bestimmte Anwendungen und Anforderungen entwickelt wurden. Die Wahl des richtigen Ofens hängt von der Art des zu beschichtenden Materials, der Produktionskapazität und den spezifischen Anforderungen an die Beschichtung ab.
3.1. Kammerofen
Ein Kammerofen ist eine geschlossene Einheit, die häufig für kleinere Produktionsläufe oder für größere, sperrige Werkstücke verwendet wird. Der Kammerofen bietet eine stabile Temperaturumgebung und eine gleichmäßige Wärmeverteilung, was ihn ideal für die Bearbeitung komplexer Werkstücke macht.
Vorteile eines Kammerofens:
Gleichmäßige Hitzeverteilung: Der geschlossene Raum ermöglicht eine gleichmäßige Wärmeverteilung, die zu einer homogenen Beschichtung führt.
Vielseitigkeit: Kammeröfen sind in verschiedenen Größen erhältlich und können für kleine wie auch große Werkstücke verwendet werden.
Energieeffizienz: Kammeröfen sind oft energieeffizienter, da die Wärme im geschlossenen Raum besser gespeichert wird und weniger Energie benötigt wird, um die Innentemperatur konstant zu halten.
Präzise Steuerung: Moderne Kammeröfen verfügen über fortschrittliche Steuerungssysteme, die eine genaue Regulierung der Temperatur und der Aushärtezeit ermöglichen, was besonders bei empfindlichen Materialien und komplexen Beschichtungen von Vorteil ist.
Anwendungsbereiche:
Kammeröfen finden häufig in der Automobilindustrie, der Metallverarbeitung und der Möbelherstellung Anwendung. Sie sind ideal für Anwendungen, bei denen Flexibilität und Präzision gefragt sind, wie z. B. bei der Pulverbeschichtung von Autoteilen, Möbelrahmen, Metallgeländern und Haushaltsgeräten.
Durchlaufofen
Durchlauföfen
Ein Durchlaufofen, auch als Kontinuierlicher Ofen bezeichnet, ist für Produktionslinien konzipiert, in denen eine kontinuierliche Beschichtung und Aushärtung erforderlich ist. Im Gegensatz zu Kammeröfen, bei denen die Werkstücke manuell geladen und entladen werden, bewegt ein Fördersystem die Werkstücke automatisch durch den Ofen.
Vorteile eines Durchlaufofens:
Hohe Effizienz: Da Werkstücke kontinuierlich durch den Ofen transportiert werden, ist der Durchlaufofen besonders effizient und eignet sich ideal für die Massenproduktion.
Reduzierte Ausfallzeiten: Der kontinuierliche Betrieb minimiert die Ausfallzeiten zwischen den Aushärtevorgängen, was zu einer höheren Produktionskapazität führt.
Automatisierungspotenzial: Durchlaufofen-Systeme lassen sich leicht in automatisierte Produktionslinien integrieren, wodurch der manuelle Arbeitsaufwand verringert und die Produktivität gesteigert wird.
Anwendungsbereiche:
Durchlauföfen sind besonders in der Automobilindustrie, bei der Herstellung von Haushaltsgeräten sowie in der Möbelindustrie weit verbreitet, wo große Stückzahlen beschichtet und in schneller Folge ausgehärtet werden müssen.
Pulverofen mit Schienen
Pulverauftragskammer
Ein Pulverofen mit Schienen ist ein spezialisierter Ofen, der mit einem Schienensystem ausgestattet ist, um schwere oder sperrige Werkstücke effizient zu transportieren. Diese Schienen können entweder an der Decke des Ofens oder im Boden montiert sein, was je nach Werkstück und Produktionsanforderungen variiert.
Vorteile eines Pulverofens mit Schienen:
Einfache Handhabung schwerer Werkstücke: Das Schienensystem ermöglicht den Transport großer und schwerer Werkstücke durch den Ofen, ohne dass manuelle Arbeit erforderlich ist.
Reduzierung von Beschädigungen: Da die Werkstücke auf Schienen gleichmäßig durch den Ofen bewegt werden, wird die Gefahr von Beschädigungen während des Aushärteprozesses minimiert.
Verbesserte Produktionseffizienz: Das Schienensystem sorgt für einen kontinuierlichen und reibungslosen Ablauf in der Produktion, was die Effizienz erhöht.
Anwendungsbereiche:
Pulveröfen mit Schienen werden häufig in der Schwerindustrie eingesetzt, insbesondere in Bereichen wie der Metallverarbeitung und im Maschinenbau, wo große Metallstrukturen, Rohrleitungen und schwere Maschinenteile beschichtet und ausgehärtet werden müssen.
Pulverofen mit Schienen im Boden
Einbrennöfen
Ein Pulverofen mit Schienen im Boden ist eine Variante des Pulverofens mit Schienen, bei dem die Schienen direkt im Boden des Ofens integriert sind. Dies ermöglicht eine einfachere Handhabung und erhöht die Stabilität beim Transport von großen und schweren Werkstücken durch den Ofen.
Vorteile eines Pulverofens mit Schienen im Boden:
Stabiler Transport: Die Bodenschienen sorgen für einen gleichmäßigen und stabilen Transport von Werkstücken durch den Ofen, was besonders bei großen oder unregelmäßig geformten Werkstücken vorteilhaft ist.
Platzersparnis: Da die Schienen in den Boden des Ofens integriert sind, wird der vertikale Raum des Ofens besser genutzt, was Platz spart und die Handhabung von großen Objekten erleichtert.
Anwendungsbereiche:
Pulveröfen mit Schienen im Boden eignen sich besonders für große und schwere Metallteile, wie sie in der Bauindustrie, im Maschinenbau oder in der Automobilproduktion verwendet werden. Dazu gehören Karosserien, Fahrgestelle, Stahlträger und andere sperrige Komponenten, die eine gleichmäßige Beschichtung und Aushärtung erfordern.
Pulverofen mit Trennwand
Pulverbeschichten Ofen
Ein Pulverofen mit Trennwand ist ein spezieller Ofen, der mit internen Trennwänden ausgestattet ist, um mehrere Werkstücke gleichzeitig bei unterschiedlichen Temperaturen zu verarbeiten. Diese Trennwände teilen den Ofen in separate Kammern, die unabhängig voneinander beheizt und gesteuert werden können.
Vorteile eines Pulverofens mit Trennwand:
Mehrere Temperaturzonen: Die Trennwand ermöglicht es, verschiedene Temperaturzonen im Ofen zu schaffen, sodass unterschiedliche Werkstücke gleichzeitig bei optimalen Temperaturen ausgehärtet werden können.
Flexibilität: Diese Ofenart bietet maximale Flexibilität für Produktionslinien, die Werkstücke mit unterschiedlichen Aushärteanforderungen verarbeiten müssen.
Anwendungsbereiche:
Pulveröfen mit Trennwand werden häufig in der Automobilindustrie, der Metallverarbeitung und anderen Industrien eingesetzt, in denen Werkstücke unterschiedlicher Größe und Materialien gleichzeitig beschichtet und ausgehärtet werden müssen. Sie sind besonders nützlich in Produktionslinien, die eine hohe Flexibilität erfordern.
Energieeffizienz und Stromverbrauch von Pulveröfen
Ein wesentlicher Aspekt bei der Verwendung von Pulveröfen ist der Stromverbrauch. Da Pulveröfen bei hohen Temperaturen arbeiten müssen, kann der Energieverbrauch erheblich sein, insbesondere in großen industriellen Anwendungen. Die Optimierung der Energieeffizienz ist daher entscheidend, um die Betriebskosten zu senken und die Umweltbelastung zu reduzieren.
4.1. Faktoren, die den Stromverbrauch beeinflussen
Der Stromverbrauch eines Pulverofens hängt von verschiedenen Faktoren ab, darunter:
Größe des Ofens: Je größer der Ofen, desto mehr Energie wird benötigt, um ihn auf die erforderliche Temperatur zu bringen und diese über einen längeren Zeitraum aufrechtzuerhalten.
Art des Heizsystems: Elektro- und Gasöfen haben unterschiedliche Energieanforderungen. Elektrische Öfen sind häufig teurer im Betrieb als gasbetriebene Öfen, bieten jedoch in der Regel eine genauere Temperaturkontrolle.
Isolierung: Eine gute Isolierung des Ofens verhindert den Wärmeverlust und reduziert den Energieverbrauch erheblich.
Auslastung: Ein Ofen, der nicht voll beladen ist, arbeitet ineffizient. Die optimale Auslastung des Ofens kann den Energieverbrauch reduzieren, da weniger Energie pro Werkstück benötigt wird.
4.2. Tipps zur Reduzierung des Energieverbrauchs
Optimierte Auslastung: Pulveröfen sollten so beladen werden, dass der verfügbare Platz optimal genutzt wird, um den Energieverbrauch pro Werkstück zu minimieren.
Regelmäßige Wartung: Die Wartung des Ofens, einschließlich der Reinigung und des Austauschs von Dichtungen und Isolierungen, stellt sicher, dass der Ofen effizient arbeitet.
Fortschrittliche Steuerungssysteme: Moderne Steuerungssysteme können den Energieverbrauch durch präzise Temperaturregelung und dynamische Anpassung der Aushärtezeiten optimieren.
Wärmerückgewinnung: Einige fortschrittliche Pulveröfen sind mit Wärmerückgewinnungssystemen ausgestattet, die Abwärme zurück in den Aushärteprozess einspeisen und so den Energieverbrauch reduzieren.
Umweltvorteile von Pulveröfen und Pulverbeschichtung
Neben der Effizienz und den praktischen Vorteilen von Pulveröfen bietet die Pulverbeschichtung im Vergleich zu herkömmlichen Lackierverfahren erhebliche Umweltvorteile.
5.1. Keine Lösungsmittel und flüchtigen organischen Verbindungen (VOCs)
Pulverbeschichtungen enthalten keine Lösungsmittel und setzen keine flüchtigen organischen Verbindungen (VOCs) frei, die für die Umwelt und die Gesundheit der Arbeiter schädlich sein können. Dies macht die Pulverbeschichtung zu einer umweltfreundlicheren Option im Vergleich zu lösungsmittelbasierten Beschichtungen.
5.2. Weniger Abfall
Da überschüssiges Pulver, das während des Beschichtungsprozesses nicht auf dem Werkstück haftet, aufgefangen und wiederverwendet werden kann, wird weniger Abfall erzeugt. Dies trägt zu einer effizienteren Nutzung des Materials und einer Reduzierung der Produktionsabfälle bei.
5.3. Energieeffizienz
Moderne Pulveröfen sind oft energieeffizienter als andere Trocknungs- und Aushärtesysteme. Gasbefeuerte Pulveröfen sind besonders energieeffizient und bieten im Vergleich zu elektrischen Öfen niedrigere Betriebskosten, insbesondere bei großflächigen Anwendungen.
5.4. Langlebigkeit der Beschichtung
Die Langlebigkeit von Pulverbeschichtungen trägt ebenfalls zur Umweltfreundlichkeit bei, da beschichtete Teile seltener ausgetauscht oder nachbearbeitet werden müssen. Dies führt zu weniger Abfall und einer längeren Lebensdauer der beschichteten Produkte.
Anwendungsbereiche von Pulveröfen
Anwendungen von Pulveröfen
Pulveröfen finden in vielen Industrien Anwendung, da sie eine Vielzahl von Materialien und Werkstücken effizient beschichten und aushärten können.
6.1. Automobilindustrie
In der Automobilindustrie werden Pulveröfen häufig zur Beschichtung von Fahrzeugteilen wie Felgen, Karosserieteilen, Fahrgestellen und Motorblöcken verwendet. Pulverbeschichtungen bieten nicht nur eine hervorragende Haltbarkeit und Korrosionsbeständigkeit, sondern auch ein ansprechendes Finish in einer Vielzahl von Farben und Oberflächenstrukturen.
6.2. Bauindustrie
Die Bauindustrie verwendet Pulveröfen zur Beschichtung von Stahlträgern, Geländern, Fassadenelementen und Fensterrrahmen. Die Beschichtungen bieten Schutz vor Witterungseinflüssen, Korrosion und mechanischen Schäden, was die Langlebigkeit der Baukomponenten verbessert.
6.3. Möbelherstellung
In der Möbelindustrie werden Metallrahmen, Gartenmöbel und Büroausstattungen häufig pulverbeschichtet, um eine robuste und ästhetisch ansprechende Oberfläche zu erzielen. Pulveröfen spielen hier eine zentrale Rolle bei der Aushärtung der Beschichtungen.
6.4. Elektronik- und Haushaltsgeräteindustrie
Die Elektronikindustrie nutzt Pulveröfen zur Beschichtung von Gehäusen und Komponenten, die gegen elektrische Interferenzen geschützt werden müssen. Auch in der Haushaltsgeräteindustrie werden Pulveröfen zur Beschichtung von Geräten wie Waschmaschinen, Trocknern, Kühlschränken und Öfen eingesetzt, um Kratzfestigkeit und Langlebigkeit zu gewährleisten.
Zukunft der Pulverbeschichtung und Pulveröfen
Die Pulverbeschichtungstechnologie und die dazugehörigen Öfen entwickeln sich stetig weiter, um den Anforderungen moderner Fertigungstechnologien gerecht zu werden.
7.1. Fortschritte in der Materialwissenschaft
Neue Pulvermaterialien und verbesserte Beschichtungsverfahren werden entwickelt, um noch robustere und umweltfreundlichere Beschichtungen zu erzeugen. Nanotechnologie und fortschrittliche Polymerforschung könnten in der Zukunft Beschichtungen ermöglichen, die selbstreinigend oder noch widerstandsfähiger gegen extreme Bedingungen sind.
7.2. Energieeffizienz und Nachhaltigkeit
Mit dem zunehmenden Fokus auf Nachhaltigkeit wird die Energieeffizienz von Pulveröfen weiter verbessert. Gasbefeuerte Öfen und Wärmerückgewinnungssysteme sind nur der Anfang – es wird erwartet, dass in der Zukunft noch energieeffizientere Technologien entwickelt werden, die den Energieverbrauch weiter reduzieren und die Umweltbelastung minimieren.
7.3. Digitalisierung und Automatisierung
Moderne Pulveröfen werden zunehmend mit fortschrittlichen digitalen Steuerungssystemen ausgestattet, die den Aushärteprozess überwachen und optimieren. Automatisierte Produktionslinien, die mit Pulveröfen integriert sind, bieten eine höhere Produktionsgeschwindigkeit und reduzieren den manuellen Arbeitsaufwand.
Fazit
Pulveröfen sind ein unverzichtbares Element im Pulverbeschichtungsprozess, der eine robuste, langlebige und umweltfreundliche Oberfläche auf Werkstücken erzeugt. Mit verschiedenen Ofentypen wie Kammeröfen, Durchlauföfen und Pulveröfen mit Schienensystemen können Unternehmen ihre Produktionsprozesse effizient gestalten und eine gleichbleibend hohe Qualität der Beschichtung gewährleisten. Die fortlaufenden technologischen Entwicklungen in den Bereichen Materialwissenschaft, Energieeffizienz und Automatisierung sorgen dafür, dass Pulveröfen auch in Zukunft eine zentrale Rolle in der industriellen Oberflächenbehandlung spielen werden.
Pulverofen
Brennofen Pulverbeschichtung
Ein Pulverofen ist ein wesentlicher Bestandteil des Pulverbeschichtungsprozesses, einer modernen und effizienten Methode zur Oberflächenveredelung von Metallteilen und anderen Materialien. Der Begriff „Pulverofen Strom“ bezieht sich auf den elektrischen Strom, der benötigt wird, um einen Pulverofen zu betreiben. Diese Öfen werden in der Regel elektrisch betrieben und erfordern eine konstante Energiezufuhr, um die hohen Temperaturen zu erreichen und aufrechtzuerhalten, die für das Aushärten von Pulverbeschichtungen erforderlich sind.
In diesem ausführlichen Text werde ich auf die Grundlagen der Pulverbeschichtung und die Funktionsweise von Pulveröfen eingehen. Besonderes Augenmerk wird auf den Stromverbrauch, die Energieeffizienz und die technologischen Entwicklungen gelegt, die dazu beitragen, den Stromverbrauch von Pulveröfen zu optimieren. Darüber hinaus werde ich die verschiedenen Arten von elektrischen Pulveröfen untersuchen, wie der Stromverbrauch minimiert werden kann und welche Rolle die Energieeffizienz in modernen Produktionsprozessen spielt.
Grundlagen der Pulverbeschichtung
Bevor wir uns mit den Details des Stromverbrauchs von Pulveröfen beschäftigen, ist es wichtig, den Prozess der Pulverbeschichtung und die Rolle des Pulverofens zu verstehen.
1.1. Was ist Pulverbeschichtung?
Die Pulverbeschichtung ist ein Verfahren, bei dem eine trockene Pulverbeschichtung auf eine Metalloberfläche aufgetragen und anschließend in einem Pulverofen ausgehärtet wird. Das Pulver, das in der Regel aus feinen Partikeln von Harzen, Pigmenten und Additiven besteht, wird elektrostatisch auf das Werkstück aufgebracht, das geerdet ist, um das Pulver anzuziehen. Nachdem das Pulver auf die Oberfläche aufgetragen wurde, wird das Werkstück in einem Ofen erhitzt, damit das Pulver schmilzt und eine gleichmäßige, dauerhafte Beschichtung bildet.
Die Pulverbeschichtung bietet zahlreiche Vorteile, darunter eine hervorragende Oberflächenqualität, Beständigkeit gegen Korrosion, Kratzer und Witterungseinflüsse sowie eine hohe Umweltfreundlichkeit, da keine Lösungsmittel verwendet werden.
1.2. Rolle des Pulverofens
Ein Pulverofen ist der Schlüssel zum Aushärtungsprozess der Pulverbeschichtung. In einem Pulverofen wird das aufgetragene Pulver auf das Werkstück erhitzt, bis es schmilzt und chemisch vernetzt. Dadurch entsteht eine harte, widerstandsfähige Schicht auf der Oberfläche des Werkstücks. Pulveröfen arbeiten in der Regel bei Temperaturen zwischen 150°C und 200°C, je nach Art des Pulvers und des Materials des Werkstücks.
Der Aushärtungsprozess im Pulverofen stellt sicher, dass die Pulverbeschichtung haltbar ist und eine gleichmäßige, glatte Oberfläche aufweist. Ohne diesen Aushärtungsschritt wäre das aufgetragene Pulver instabil und würde nicht die gewünschten Schutz- und Dekorationseigenschaften bieten.
Der Stromverbrauch eines Pulverofens
Pulveröfen erfordern eine erhebliche Menge an elektrischer Energie, um die für den Aushärtungsprozess erforderlichen hohen Temperaturen zu erreichen. Der Stromverbrauch eines Pulverofens hängt von mehreren Faktoren ab, darunter die Größe des Ofens, die Betriebsdauer, die Temperatur, das verwendete Heizsystem und die Effizienz des Ofens. Der Energieverbrauch eines Pulverofens ist daher ein wichtiger Aspekt in Bezug auf die Betriebskosten und die Umweltbilanz von Pulverbeschichtungsanlagen.
2.1. Hauptfaktoren, die den Stromverbrauch beeinflussen
Der Stromverbrauch eines Pulverofens wird von verschiedenen Faktoren beeinflusst, darunter:
Ofengröße und -kapazität: Größere Öfen, die mehr Werkstücke gleichzeitig verarbeiten können, verbrauchen mehr Strom, um die gesamte Fläche auf die erforderliche Temperatur zu bringen. Kleinere Öfen haben entsprechend einen geringeren Strombedarf.
Heizsystem: Die Art des Heizsystems beeinflusst den Stromverbrauch erheblich. Pulveröfen können mit elektrischen Heizsystemen, gasbefeuerten Systemen oder Infrarotstrahlern ausgestattet sein. Elektrische Heizungen verbrauchen typischerweise mehr Strom, während gasbefeuerte Systeme oft als energieeffizienter gelten.
Isolierung des Ofens: Gut isolierte Öfen verlieren weniger Wärme, was den Energieverbrauch verringert, da der Ofen nicht ständig nachheizen muss, um die gewünschte Temperatur aufrechtzuerhalten.
Betriebsdauer: Der Stromverbrauch hängt auch davon ab, wie lange der Ofen in Betrieb ist. Produktionslinien, die rund um die Uhr arbeiten, verbrauchen natürlich mehr Energie als solche, die nur stundenweise betrieben werden.
Luftzirkulationssystem: Ein effizientes Luftzirkulationssystem sorgt dafür, dass die heiße Luft im Ofen gleichmäßig verteilt wird, was den Energieverbrauch reduziert und eine gleichmäßige Aushärtung gewährleistet.
2.2. Typischer Stromverbrauch eines Pulverofens
Der typische Stromverbrauch eines Pulverofens hängt von seiner Größe und der Produktionskapazität ab. Ein kleinerer Ofen für den Laboreinsatz oder für kleinere Werkstätten könnte einen Stromverbrauch von etwa 10-20 kWh pro Betriebsstunde haben. Größere industrielle Pulveröfen, die für Massenproduktionen ausgelegt sind, können bis zu 100 kWh oder mehr pro Stunde verbrauchen, insbesondere wenn sie kontinuierlich betrieben werden.
Ein durchschnittlicher mittelgroßer industrieller Pulverofen verbraucht zwischen 50 und 80 kWh pro Betriebsstunde. Diese Zahlen können jedoch je nach Effizienz des Ofens und der Produktionsauslastung variieren.
Arten von Pulveröfen und ihr Einfluss auf den Stromverbrauch
Es gibt verschiedene Arten von Pulveröfen, die jeweils für bestimmte Anwendungen und Produktionsvolumina ausgelegt sind. Die Art des Ofens hat einen direkten Einfluss auf den Stromverbrauch, da verschiedene Heizsysteme und Bauweisen unterschiedliche Energieanforderungen haben.
3.1. Elektro-Pulveröfen
Ein Elektro-Pulverofen wird vollständig mit elektrischem Strom betrieben und nutzt elektrische Heizspiralen oder Heizplatten, um den Innenraum des Ofens zu erwärmen. Elektroöfen sind in der Regel einfacher in der Installation und Wartung als gasbetriebene Öfen, da sie keine spezielle Gasversorgung benötigen. Sie bieten zudem eine präzisere Temperaturkontrolle, was sie für bestimmte Anwendungen attraktiv macht.
Stromverbrauch von Elektro-Pulveröfen:
Vorteile: Elektroöfen bieten eine gleichmäßige Wärmeverteilung und sind flexibel einsetzbar, da sie einfach an das Stromnetz angeschlossen werden können. Sie eignen sich besonders für kleinere Produktionen oder spezialisierte Anwendungen, bei denen eine genaue Temperaturregelung erforderlich ist.
Nachteile: Der Stromverbrauch von Elektroöfen ist oft höher als der von gasbefeuerten Öfen, was sie in großen Produktionsumgebungen teurer im Betrieb machen kann. Für den Dauerbetrieb oder für großvolumige Produktionen sind gasbetriebene Öfen in der Regel energieeffizienter.
3.2. Gasbefeuerte Pulveröfen
Gasbetriebene Pulveröfen nutzen Gas (meist Erdgas oder Propan) als Energiequelle, um die benötigte Hitze zu erzeugen. Diese Öfen sind häufig in großen industriellen Anlagen zu finden, da sie in der Regel kostengünstiger im Betrieb sind als Elektroöfen.
Stromverbrauch von gasbefeuerten Pulveröfen:
Obwohl gasbefeuerte Pulveröfen Gas als primäre Energiequelle nutzen, benötigen sie dennoch Strom für die Steuerungssysteme, die Lüftung und die Luftzirkulation. Der Stromverbrauch dieser Systeme ist im Vergleich zu rein elektrisch betriebenen Öfen deutlich geringer, was die Gesamtkosten für den Betrieb reduziert.
Vorteile: Gasbefeuerte Öfen sind oft kostengünstiger im Betrieb, insbesondere bei großen Produktionen. Sie können größere Werkstücke effizienter verarbeiten und sind in der Regel schneller beim Erreichen der erforderlichen Temperaturen.
Nachteile: Der Installationsaufwand für gasbetriebene Öfen ist höher, da eine sichere Gaszufuhr und -entlüftung erforderlich sind. Darüber hinaus sind sie in Bereichen, in denen Erdgas oder Propan nicht verfügbar ist, möglicherweise nicht praktikabel.
3.3. Infrarot-Pulveröfen
Infrarot-Pulveröfen nutzen Infrarotstrahlung, um das Pulver auf dem Werkstück direkt zu erhitzen. Anstatt die Luft im gesamten Ofen zu erhitzen, zielt die Infrarotstrahlung direkt auf das Werkstück, was eine schnelle Erwärmung ermöglicht.
Stromverbrauch von Infrarot-Pulveröfen:
Vorteile: Infrarotöfen sind sehr energieeffizient, da sie das Werkstück schneller erhitzen und so weniger Energie verbrauchen. Sie eignen sich besonders für dünnwandige Werkstücke oder für Produktionsumgebungen, in denen kurze Aushärtezeiten erforderlich sind.
Nachteile: Infrarotöfen sind in der Anschaffung oft teurer und können bei dickeren oder komplexen Werkstücken nicht so effektiv sein wie herkömmliche Konvektionsöfen. Sie erfordern außerdem eine präzise Steuerung, um sicherzustellen, dass die gesamte Oberfläche des Werkstücks gleichmäßig erhitzt wird.
3.4. Hybrid-Pulveröfen
Hybrid-Pulveröfen kombinieren verschiedene Heiztechnologien, wie z. B. Gas und Elektrizität oder Infrarot und Konvektion, um die Effizienz zu maximieren und den Stromverbrauch zu senken. Diese Öfen bieten eine größere Flexibilität in der Produktionsumgebung und sind oft auf spezielle Anforderungen zugeschnitten.
Stromverbrauch von Hybrid-Pulveröfen:
Vorteile: Hybridöfen können den Stromverbrauch optimieren, indem sie die effizienteste Heiztechnologie für verschiedene Werkstücke und Aushärteprozesse nutzen. Dies kann den Gesamtenergieverbrauch senken und gleichzeitig eine hohe Flexibilität bieten.
Nachteile: Die Komplexität und die Kosten der Anschaffung und Wartung können bei Hybridöfen höher sein als bei reinen Gas- oder Elektroöfen. Darüber hinaus erfordert der Betrieb eines Hybridofens eine präzise Steuerung, um die unterschiedlichen Heizmethoden effektiv zu nutzen.
Optimierung des Stromverbrauchs in Pulveröfen
Da der Stromverbrauch einen erheblichen Teil der Betriebskosten von Pulverbeschichtungsanlagen ausmacht, ist die Optimierung des Energieverbrauchs ein zentrales Anliegen für Unternehmen, die mit Pulveröfen arbeiten. Es gibt verschiedene Strategien, um den Stromverbrauch eines Pulverofens zu senken und die Energieeffizienz zu maximieren.
4.1. Isolierung und Wärmerückgewinnung
Eine der effektivsten Methoden, um den Stromverbrauch eines Pulverofens zu senken, ist die Verbesserung der Ofenisolierung. Eine gut isolierte Ofenwand minimiert den Wärmeverlust, sodass weniger Energie benötigt wird, um den Ofen auf der erforderlichen Temperatur zu halten.
Darüber hinaus können moderne Pulveröfen mit Wärmerückgewinnungssystemen ausgestattet werden. Diese Systeme nutzen die Abwärme, die während des Aushärtungsprozesses entsteht, und führen sie wieder in den Prozess ein, um den Energieverbrauch zu senken. Wärmerückgewinnung kann den Gesamtstromverbrauch eines Ofens um bis zu 30% reduzieren.
4.2. Energieeffiziente Heizsysteme
Die Wahl eines energieeffizienten Heizsystems ist entscheidend für die Senkung des Stromverbrauchs. Gasbefeuerte Öfen sind oft effizienter als rein elektrische Systeme, insbesondere in großflächigen Produktionsanlagen. Für bestimmte Anwendungen, bei denen schnelle Aushärtezeiten erforderlich sind, können auch Infrarot- oder Hybridöfen energieeffizienter sein.
4.3. Optimierte Auslastung des Ofens
Ein Pulverofen sollte möglichst immer voll beladen sein, um die Energieeffizienz zu maximieren. Das Heizen eines halb leeren Ofens verbraucht genauso viel Energie wie das Heizen eines voll beladenen Ofens, was zu unnötigem Energieverbrauch führt. Die Produktionsplanung sollte so gestaltet werden, dass der Ofen optimal ausgelastet ist.
4.4. Intelligente Steuerungssysteme
Moderne Pulveröfen sind oft mit intelligenten Steuerungssystemen ausgestattet, die den Energieverbrauch optimieren, indem sie den Aushärteprozess automatisch an die spezifischen Anforderungen des Werkstücks anpassen. Diese Systeme können den Energieverbrauch senken, indem sie die Temperatur dynamisch anpassen und den Ofen in Zeiten, in denen keine Werkstücke vorhanden sind, in den Standby-Modus versetzen.
Zukunftstechnologien zur Reduzierung des Stromverbrauchs von Pulveröfen
Die Zukunft der Pulverofen-Technologie wird stark von der Entwicklung neuer Technologien zur Reduzierung des Stromverbrauchs und zur Erhöhung der Energieeffizienz geprägt sein. Einige der Schlüsseltechnologien, die das Potenzial haben, den Energieverbrauch in der Pulverbeschichtung weiter zu senken, sind:
5.1. Verbessertes Ofendesign und Materialwissenschaften
Neue Materialien zur Isolierung und effizientere Ofendesigns, die eine bessere Luftzirkulation und Wärmespeicherung ermöglichen, werden den Energieverbrauch von Pulveröfen weiter senken. Leichtbauweisen und innovative Baumaterialien können die Wärmespeicherung verbessern und den Energiebedarf drastisch reduzieren.
5.2. Automatisierung und Digitalisierung
Die Einführung von Industrie 4.0-Technologien und digitalisierten Steuerungssystemen ermöglicht eine präzisere Steuerung von Pulveröfen. Durch den Einsatz von künstlicher Intelligenz (KI) und maschinellem Lernen können Öfen lernen, wie sie den Energieverbrauch optimieren können, indem sie Muster in den Produktionsprozessen erkennen und automatisch Anpassungen vornehmen.
5.3. Integration von erneuerbaren Energiequellen
Zukünftige Pulveröfen könnten verstärkt auf erneuerbare Energiequellen setzen, wie z. B. Solarenergie oder Windkraft, um den Stromverbrauch zu reduzieren. Die Integration erneuerbarer Energien in den Produktionsprozess wird sowohl die Kosten senken als auch die Umweltbelastung reduzieren.
5.4. Thermoelektrische Generatoren
Eine weitere vielversprechende Technologie zur Reduzierung des Stromverbrauchs ist die Verwendung von thermoelektrischen Generatoren. Diese Systeme nutzen die Abwärme aus dem Ofen und wandeln sie in elektrische Energie um, die wieder in den Produktionsprozess eingespeist werden kann. Dies könnte den Stromverbrauch erheblich senken und die Gesamteffizienz des Ofens steigern.
Fazit
Pulveröfen sind ein unverzichtbares Werkzeug im Pulverbeschichtungsprozess und erfordern einen beträchtlichen Stromverbrauch, um die erforderlichen Temperaturen für den Aushärtungsprozess zu erreichen und aufrechtzuerhalten. Der Stromverbrauch eines Pulverofens hängt von verschiedenen Faktoren ab, darunter die Größe des Ofens, das Heizsystem, die Isolierung und die Auslastung. Elektrische Pulveröfen, gasbetriebene Systeme und Infrarotöfen bieten jeweils unterschiedliche Vorteile in Bezug auf Energieeffizienz und Betriebskosten.
Die Optimierung des Stromverbrauchs ist entscheidend, um die Betriebskosten zu senken und die Umweltbelastung zu reduzieren. Fortschritte in der Isolierung, Wärmerückgewinnung und intelligente Steuerungssysteme tragen dazu bei, den Energieverbrauch von Pulveröfen zu senken. Zukünftige Technologien wie erneuerbare Energien und thermoelektrische Generatoren versprechen, den Stromverbrauch weiter zu reduzieren und die Effizienz von Pulveröfen zu maximieren.
Insgesamt bietet die fortschreitende Entwicklung der Pulverofen-Technologie erhebliche Vorteile für die Pulverbeschichtungsindustrie, sowohl in Bezug auf die Kosten als auch auf die Umweltfreundlichkeit.
Kammerofen
Ofen für Pulverbeschichtung
Ein Kammerofen ist ein wesentliches industrielles Werkzeug, das für eine Vielzahl von thermischen Prozessen wie das Härten, Brennen, Sintern und vor allem das Aushärten von Pulverbeschichtungen verwendet wird. In der Pulverbeschichtungsindustrie ist der Kammerofen ein integraler Bestandteil des Aushärtungsprozesses. Diese Öfen sind in der Lage, hohe Temperaturen zu erzeugen und aufrechtzuerhalten, wodurch die aufgebrachten Pulverlacke geschmolzen und vernetzt werden, um eine robuste und haltbare Oberfläche zu schaffen.
Einführung in den Kammerofen
Einbrennofen Elektrisch
Ein Kammerofen ist ein industrieller Ofen, der einen geschlossenen Raum oder eine Kammer verwendet, um Werkstücke durch hohe Temperaturen zu verarbeiten. Der Kammerofen wird in vielen thermischen Prozessen wie dem Härten von Metall, der keramischen Verarbeitung, der Glasverarbeitung und besonders in der Pulverbeschichtungsindustrie eingesetzt, wo er zur Aushärtung von Pulverlacken dient.
1.1. Geschichte der Kammeröfen
Die Entwicklung von Kammeröfen reicht viele Jahrhunderte zurück, als Menschen erstmals die Fähigkeit entdeckten, Materialien durch kontrollierte Hitze zu verändern. Während in der Antike einfache Holz- und Steinkonstruktionen zur Metallverarbeitung genutzt wurden, führte die industrielle Revolution im 19. Jahrhundert zur Erfindung moderner Kammeröfen, die auf der Nutzung fossiler Brennstoffe und später elektrischer Energie basierten.
Moderne Kammeröfen haben sich im Laufe der Zeit weiterentwickelt und nutzen heute fortschrittliche Materialien und Technologien, um Energie effizient zu nutzen und gleichzeitig präzise Temperaturkontrollen zu ermöglichen.
Funktionsweise eines Kammerofens
Ein Kammerofen arbeitet durch die kontrollierte Erzeugung und Verteilung von Wärme in einer geschlossenen Kammer. Die gleichmäßige Wärmeverteilung ist entscheidend, um sicherzustellen, dass das gesamte Werkstück auf die gewünschte Temperatur erhitzt wird, ohne dass es zu Temperaturunterschieden kommt.
2.1. Erzeugung von Wärme
Die Wärme in einem Kammerofen wird entweder durch elektrische Heizelemente, Gasbrenner oder in einigen Fällen durch alternative Energiequellen wie Infrarotstrahler erzeugt. Elektrische Heizelemente bestehen in der Regel aus widerstandsfähigen Materialien wie Nickel-Chrom-Legierungen, die elektrischen Strom in Wärme umwandeln.
Gasbefeuerte Kammeröfen nutzen Erdgas oder Propan, um durch Verbrennung Hitze zu erzeugen, die dann im Ofen verteilt wird. Diese Öfen sind besonders in großindustriellen Anwendungen verbreitet, da sie in der Regel eine höhere Energieeffizienz bei größeren Volumina bieten.
2.2. Temperatursteuerung und -verteilung
Die Steuerung der Temperatur im Kammerofen erfolgt durch Thermostate und elektronische Steuerungssysteme, die sicherstellen, dass die gewünschte Temperatur konstant gehalten wird. Diese Systeme sind mit Sensoren ausgestattet, die die Ofentemperatur überwachen und das Heizsystem anpassen, um eine stabile Temperatur zu gewährleisten.
Ein gut konstruierter Kammerofen stellt sicher, dass die Wärme im gesamten Ofenraum gleichmäßig verteilt wird. Dies wird durch Konvektion erreicht, bei der ein Luftstrom durch den Ofen zirkuliert und so eine gleichmäßige Erwärmung des Werkstücks sicherstellt.
2.3. Aushärtung von Pulverbeschichtungen
In der Pulverbeschichtungsindustrie wird der Kammerofen verwendet, um das Pulver, das auf das Werkstück aufgetragen wurde, zu schmelzen und chemisch zu vernetzen. Der Pulverlack wird in der Regel bei Temperaturen von 150 bis 200 Grad Celsius ausgehärtet. Der Kammerofen stellt sicher, dass diese Temperaturen gleichmäßig im gesamten Ofen erreicht und aufrechterhalten werden, um eine homogene und widerstandsfähige Beschichtung zu erzielen.
Aufbau und Hauptkomponenten
Der Aufbau eines Kammerofens ist darauf ausgelegt, thermische Prozesse in einer kontrollierten Umgebung zu ermöglichen. Ein Kammerofen besteht aus verschiedenen wichtigen Komponenten, die zusammenarbeiten, um eine präzise und gleichmäßige Erwärmung zu gewährleisten.
3.1. Ofengehäuse und Isolierung
Das Ofengehäuse ist der äußere Teil des Kammerofens und besteht in der Regel aus Metall, das mit hitzebeständigen Materialien verkleidet ist. Die Ofenwände und -decken sind gut isoliert, um Wärmeverluste zu minimieren und eine konstante Temperatur im Inneren des Ofens aufrechtzuerhalten. Moderne Isolierungsmaterialien wie Keramikfasern und feuerfeste Ziegel helfen dabei, die Effizienz des Ofens zu maximieren.
3.2. Heizsystem
Das Heizsystem eines Kammerofens kann entweder elektrisch oder gasbetrieben sein. Elektrische Kammeröfen verwenden Widerstandsheizelemente, die elektrischen Strom in Wärme umwandeln. Gasbetriebene Kammeröfen nutzen Brenner, die Erdgas oder Propan verbrennen, um Hitze zu erzeugen.
Die Wahl des Heizsystems hängt von der Anwendung und den Anforderungen des Prozesses ab. Während elektrische Heizungen eine präzisere Temperaturregelung ermöglichen, sind gasbefeuerte Öfen in der Regel effizienter bei großindustriellen Anwendungen, die große Volumen verarbeiten müssen.
3.3. Steuerungseinheit
Die Steuerungseinheit ist das Gehirn des Kammerofens. Sie besteht aus Temperaturregelungssystemen, Thermostaten und Sicherheitsvorrichtungen, die sicherstellen, dass der Ofen sicher und effizient arbeitet. In modernen Kammeröfen werden oft digitale Steuerungssysteme verwendet, die eine genaue Kontrolle über die Ofentemperatur und die Aushärtezeit bieten.
3.4. Belüftung und Luftzirkulation
Ein weiteres wesentliches Element des Kammerofens ist das Luftzirkulationssystem. Dieses System sorgt dafür, dass die Wärme gleichmäßig im Ofen verteilt wird. Einige Kammeröfen verfügen über Ventilatoren, die die heiße Luft durch den Ofen leiten und eine gleichmäßige Erwärmung der Werkstücke sicherstellen. Dies ist besonders wichtig, um zu verhindern, dass bestimmte Bereiche des Werkstücks überhitzen oder unterhitzen.
3.5. Förder- und Transportsysteme
In industriellen Anwendungen kann ein Kammerofen mit Fördersystemen ausgestattet sein, um Werkstücke automatisch in den Ofen hinein und wieder heraus zu transportieren. Diese Systeme erhöhen die Effizienz und ermöglichen es, den Ofen in kontinuierlichen Produktionsprozessen zu verwenden. Schienensysteme, Transportbänder oder Hubvorrichtungen können je nach Anforderung des Produktionsprozesses verwendet werden.
Thermische Prozesse im Kammerofen
Kammeröfen werden für eine Vielzahl von thermischen Prozessen in unterschiedlichen Industrien verwendet. Jeder Prozess hat spezifische Temperaturanforderungen und Zeitrahmen, die durch den Kammerofen präzise gesteuert werden können.
4.1. Aushärtung von Pulverbeschichtungen
Der wichtigste Prozess in der Pulverbeschichtungsindustrie ist das Aushärten von Pulverlacken. Nachdem das Pulver elektrostatisch auf das Werkstück aufgetragen wurde, muss es im Kammerofen auf Temperaturen zwischen 150°C und 200°C erhitzt werden, um zu schmelzen und zu vernetzen. Der Kammerofen sorgt dafür, dass das Pulver gleichmäßig aushärtet und eine glatte, dauerhafte Oberfläche entsteht.
4.2. Härten von Metallen
Das Härten von Metallen ist ein weiterer wichtiger thermischer Prozess, der in Kammeröfen durchgeführt wird. Beim Härten werden Metalle auf hohe Temperaturen erhitzt und dann schnell abgekühlt, um ihre Festigkeit und Härte zu erhöhen. Der Kammerofen spielt hier eine entscheidende Rolle, da er eine präzise Temperaturkontrolle ermöglicht und den gesamten Prozess sicher und gleichmäßig durchführt.
4.3. Sintern
Das Sintern ist ein thermischer Prozess, bei dem pulverförmige Materialien unter hoher Hitze zu einem festen Stück verdichtet werden. In der Keramik- und Metallverarbeitung wird das Sintern verwendet, um aus pulverförmigen Rohstoffen feste Formen zu erzeugen. Der Kammerofen bietet die erforderliche gleichmäßige Hitzeverteilung, um sicherzustellen, dass die Pulver gleichmäßig gesintert werden.
4.4. Glasbearbeitung
In der Glasbearbeitung wird der Kammerofen verwendet, um Glas auf Temperaturen zu erhitzen, bei denen es formbar wird. Dieser Prozess wird oft als Glasblasen bezeichnet, bei dem der Kammerofen die Hitze liefert, die erforderlich ist, um das Glas zu schmelzen und in verschiedene Formen zu bringen.
4.5. Keramikbrennen
Das Brennen von Keramik erfordert präzise Temperaturkontrollen, um sicherzustellen, dass die Tonwaren gleichmäßig erhitzt werden und die gewünschten mechanischen Eigenschaften erhalten. Kammeröfen sind in der Lage, die hohen Temperaturen zu erreichen, die zum Brennen von Keramik erforderlich sind, und sorgen für eine gleichmäßige Wärmeverteilung im gesamten Ofen.
Verschiedene Arten von Kammeröfen
Kleinteile Pulverbeschichten
Es gibt verschiedene Arten von Kammeröfen, die jeweils für spezifische Anwendungen und Industrien ausgelegt sind. Die Wahl des richtigen Kammerofens hängt von den Anforderungen des thermischen Prozesses, der Materialart und den Produktionsvolumina ab.
5.1. Elektrische Kammeröfen
Elektrische Kammeröfen nutzen Widerstandsheizelemente, um die erforderliche Hitze zu erzeugen. Sie sind besonders beliebt in Laborumgebungen und in der Kleinproduktion, da sie eine präzise Temperatursteuerung und eine saubere Energiequelle bieten. Diese Öfen sind auch in Umgebungen mit begrenztem Zugang zu Gasquellen eine gute Wahl.
5.2. Gasbetriebene Kammeröfen
Gasbetriebene Kammeröfen werden häufig in großindustriellen Anwendungen eingesetzt, da sie kostengünstiger sind, wenn es um die Verarbeitung großer Mengen von Werkstücken geht. Gasbefeuerte Öfen nutzen Erdgas oder Propan als Energiequelle und sind oft effizienter als elektrische Öfen, insbesondere in großvolumigen Produktionslinien.
5.3. Infrarot-Kammeröfen
Infrarot-Kammeröfen nutzen Infrarotstrahlung, um die Wärme direkt auf das Werkstück zu übertragen, anstatt die Luft im Ofen zu erhitzen. Diese Technologie ermöglicht eine schnelle und effiziente Erwärmung des Werkstücks und wird häufig in der Pulverbeschichtungsindustrie verwendet, wo schnelle Aushärtezeiten erforderlich sind.
5.4. Hochtemperatur-Kammeröfen
Hochtemperatur-Kammeröfen sind speziell für Prozesse ausgelegt, die Temperaturen von über 1000°C erfordern, wie das Sintern von Metallen oder das Schmelzen von Glas. Diese Öfen sind mit speziellen Isoliermaterialien und Heizelementen ausgestattet, die extremen Temperaturen standhalten können.
5.5. Vakuum-Kammeröfen
Vakuum-Kammeröfen werden in Prozessen verwendet, bei denen die Materialien unter Vakuumbedingungen erhitzt werden müssen, um Oxidation zu vermeiden. Diese Öfen finden Anwendung in der Metallverarbeitung und in der Herstellung von Hochleistungskeramiken, wo eine kontrollierte Atmosphäre entscheidend für die Qualität des Endprodukts ist.
Anwendungen in der Industrie
Anwendungen von Pulveröfen
Kammeröfen werden in vielen verschiedenen Industriezweigen eingesetzt, da sie vielseitig einsetzbar und für eine Vielzahl von thermischen Prozessen geeignet sind.
6.1. Automobilindustrie
In der Automobilindustrie werden Kammeröfen verwendet, um Metallteile zu härten, zu sintern und Pulverbeschichtungen auf Fahrzeugteilen wie Karosserien, Fahrgestellen und Felgen aufzutragen. Der Aushärteprozess stellt sicher, dass diese Teile langlebig, korrosionsbeständig und optisch ansprechend sind.
6.2. Metallverarbeitung
In der Metallverarbeitungsindustrie spielen Kammeröfen eine entscheidende Rolle beim Härten, Anlassen und Sintern von Metallen. Diese Prozesse verbessern die mechanischen Eigenschaften der Metalle, wie Festigkeit, Härte und Verschleißfestigkeit, und sind entscheidend für die Herstellung von Werkzeugen, Maschinenkomponenten und Baugeräten.
6.3. Bauindustrie
Kammeröfen werden in der Bauindustrie für die Herstellung von Keramikfliesen, Ziegeln und anderen Baumaterialien verwendet. Das Brennen dieser Materialien in Kammeröfen stellt sicher, dass sie die erforderliche Festigkeit und Witterungsbeständigkeit aufweisen.
6.4. Elektronik- und Halbleiterindustrie
In der Elektronik- und Halbleiterindustrie werden Kammeröfen verwendet, um Halbleitermaterialien zu erhitzen und spezielle thermische Behandlungen durchzuführen, die für die Herstellung von Mikroprozessoren und anderen elektronischen Komponenten erforderlich sind. Vakuum-Kammeröfen sind besonders in dieser Branche wichtig, da sie Oxidation verhindern und eine präzise Steuerung der thermischen Bedingungen ermöglichen.
6.5. Luft- und Raumfahrtindustrie
Die Luft- und Raumfahrtindustrie verwendet Kammeröfen, um Materialien wie Titan und hochfeste Legierungen zu verarbeiten, die in Flugzeug- und Raumfahrzeugen verwendet werden. Diese Materialien müssen extremen Temperaturen und Drücken standhalten, und die thermische Behandlung in Kammeröfen stellt sicher, dass sie den hohen Belastungen gerecht werden.
6.6. Möbelherstellung und Pulverbeschichtung
In der Möbelindustrie werden Kammeröfen zur Pulverbeschichtung von Metallrahmen und Möbelteilen verwendet, um sie gegen Kratzer, Korrosion und Witterungseinflüsse zu schützen. Dieser Prozess verleiht den Möbeln nicht nur eine ästhetisch ansprechende Oberfläche, sondern erhöht auch ihre Lebensdauer und Widerstandsfähigkeit.
Effizienz und Energieeinsparung
Da Kammeröfen hohe Temperaturen erzeugen und oft über lange Zeiträume betrieben werden, ist die Energieeffizienz ein entscheidender Faktor, um Betriebskosten zu senken und die Umweltbelastung zu reduzieren. Moderne Kammeröfen sind mit Technologien ausgestattet, die den Energieverbrauch optimieren.
7.1. Ofenisolierung
Eine hochwertige Isolierung ist entscheidend, um Wärmeverluste zu minimieren und den Energieverbrauch zu senken. Die Verwendung von Materialien wie Keramikfasern und feuerfesten Ziegeln sorgt dafür, dass die Wärme im Inneren des Ofens gespeichert wird, was zu einer gleichmäßigeren Erwärmung und einer geringeren Notwendigkeit für ständiges Nachheizen führt.
7.2. Wärmerückgewinnungssysteme
Wärmerückgewinnungssysteme sind eine effiziente Möglichkeit, die Abwärme des Ofens zu nutzen. Diese Systeme fangen die Abwärme auf und verwenden sie, um den Ofen zu beheizen oder andere thermische Prozesse in der Anlage zu unterstützen, wodurch der Energieverbrauch und die Betriebskosten gesenkt werden.
7.3. Intelligente Steuerungssysteme
Moderne Kammeröfen sind mit intelligenten Steuerungssystemen ausgestattet, die den Aushärteprozess überwachen und anpassen. Diese Systeme können die Ofentemperatur dynamisch regulieren, um sicherzustellen, dass der Energieverbrauch auf ein Minimum reduziert wird, ohne die Qualität des thermischen Prozesses zu beeinträchtigen.
7.4. Optimierung der Produktionsplanung
Eine effiziente Auslastung des Kammerofens ist entscheidend, um Energie zu sparen. Produktionsplanungssysteme, die den Ofen optimal beladen und ihn kontinuierlich betreiben, reduzieren den Energieverbrauch pro Werkstück. Der Betrieb des Ofens bei Teilladungen führt zu höheren Betriebskosten, da der Ofen trotzdem die volle Energie benötigt, um die erforderliche Temperatur zu halten.
Wartung und Pflege eines Kammerofens
Die regelmäßige Wartung eines Kammerofens ist entscheidend, um seine Effizienz zu erhalten und Ausfälle zu vermeiden. Eine gut gewartete Anlage sorgt nicht nur für eine längere Lebensdauer des Ofens, sondern auch für eine gleichbleibend hohe Qualität der thermischen Prozesse.
8.1. Reinigung des Ofens
Regelmäßige Reinigung der Innenwände und des Luftzirkulationssystems ist wichtig, um Ablagerungen zu vermeiden, die die Wärmeverteilung stören könnten. Dies gilt besonders in der Pulverbeschichtungsindustrie, wo überschüssiges Pulver oder Rückstände an den Ofenwänden haften können.
8.2. Überprüfung der Heizelemente
Die Heizelemente eines Kammerofens sollten regelmäßig überprüft werden, um sicherzustellen, dass sie ordnungsgemäß funktionieren und gleichmäßige Wärme erzeugen. Defekte oder abgenutzte Heizelemente können zu ungleichmäßiger Erwärmung und höheren Betriebskosten führen.
8.3. Isolierungskontrolle
Die Isolierung des Ofens sollte regelmäßig überprüft werden, um sicherzustellen, dass keine Wärme durch Risse oder beschädigte Bereiche entweicht. Eine beschädigte Isolierung erhöht den Energieverbrauch und kann die Effizienz des Ofens erheblich beeinträchtigen.
8.4. Wartung der Steuerungssysteme
Die Steuerungssysteme des Kammerofens sollten regelmäßig kalibriert werden, um sicherzustellen, dass die Temperaturregelung präzise und zuverlässig funktioniert. Auch die Sensoren und Thermostate sollten regelmäßig überprüft und gewartet werden, um eine konstante und genaue Temperaturkontrolle zu gewährleisten.
Zukunftstechnologien und Innovationen
Die Technologie der Kammeröfen entwickelt sich ständig weiter, um den Anforderungen der modernen Industrie gerecht zu werden. Neue Materialien, effizientere Heizsysteme und digitale Steuerungstechnologien haben das Potenzial, die Effizienz und Leistung von Kammeröfen weiter zu verbessern.
9.1. Einsatz von erneuerbaren Energien
Die Integration von erneuerbaren Energien wie Solar- oder Windenergie in den Betrieb von Kammeröfen könnte in Zukunft eine wichtige Rolle spielen. Diese Technologien könnten den Energieverbrauch der Öfen erheblich senken und gleichzeitig die Umweltbelastung verringern.
9.2. Fortschritte in der Materialwissenschaft
Neue Materialien für die Ofenisolierung und Heizelemente, wie Nanomaterialien oder hitzebeständige Verbundstoffe, könnten dazu beitragen, die Effizienz von Kammeröfen zu verbessern, indem sie die Wärmeverluste weiter minimieren und die Lebensdauer der Heizelemente verlängern.
9.3. Digitalisierung und Automatisierung
Die fortschreitende Digitalisierung und Automatisierung in der Industrie ermöglicht es, Kammeröfen präziser zu steuern und ihren Energieverbrauch zu optimieren. Künstliche Intelligenz (KI) und maschinelles Lernen könnten eingesetzt werden, um den Aushärteprozess zu überwachen und Anpassungen in Echtzeit vorzunehmen, um Energie zu sparen und die Produktivität zu steigern.
9.4. Entwicklung von Hybridöfen
Hybridöfen, die verschiedene Heiztechnologien wie Gas, Elektrizität und Infrarotstrahlung kombinieren, könnten die Flexibilität und Effizienz von Kammeröfen erhöhen. Diese Öfen könnten in der Lage sein, verschiedene Materialien und Prozesse zu optimieren, indem sie die jeweils effizienteste Heizmethode verwenden.
Fazit
Der Kammerofen ist ein unverzichtbares Werkzeug in der modernen Industrie, das für eine Vielzahl von thermischen Prozessen wie das Aushärten von Pulverbeschichtungen, das Härten von Metallen und das Brennen von Keramik verwendet wird. Die Fähigkeit des Kammerofens, präzise Temperaturen aufrechtzuerhalten und thermische Prozesse effizient zu steuern, macht ihn zu einem zentralen Element in der Produktion vieler Industriezweige.
Durch technologische Fortschritte wie verbesserte Isolierung, Wärmerückgewinnungssysteme und intelligente Steuerungssysteme konnte der Energieverbrauch von Kammeröfen optimiert werden, was zu niedrigeren Betriebskosten und einer höheren Produktivität geführt hat. In Zukunft könnten erneuerbare Energien, neue Materialien und die zunehmende Digitalisierung den Kammerofen noch effizienter und umweltfreundlicher machen.
Die fortschreitende Entwicklung dieser Technologie zeigt, dass der Kammerofen auch in den kommenden Jahrzehnten eine entscheidende Rolle in der Industrie spielen wird.
Pulverofen mit Schienen
Einbrennöfen
Ein Pulverofen mit Schienen ist eine spezialisierte industrielle Anlage, die in der Pulverbeschichtungsindustrie weit verbreitet ist. Diese Öfen werden verwendet, um Werkstücke, die mit Pulverlacken beschichtet wurden, durch kontrollierte Hitze auszuhärten. Die Besonderheit eines Pulverofens mit Schienen ist, dass er ein internes Schienensystem besitzt, das den Transport der Werkstücke durch den Ofen erleichtert. Dies ist besonders vorteilhaft in der Großproduktion, wo Effizienz, Konsistenz und ein reibungsloser Materialfluss entscheidend sind.
In diesem umfassenden Text werden alle Aspekte eines Pulverofens mit Schienen untersucht, darunter der Aufbau, die Funktionsweise, die verschiedenen Arten von Schienensystemen, die thermischen Prozesse im Ofen, die Effizienzsteigerung, die Wartung, Anwendungen in der Industrie sowie technologische Innovationen. Ziel ist es, ein detailliertes Verständnis dieser wichtigen Technologie zu vermitteln.
Einführung in den Pulverofen mit Schienen
Ein Pulverofen ist eine thermische Anlage, die speziell dafür konzipiert ist, Werkstücke zu erhitzen, um aufgebrachte Pulverbeschichtungen auszuhärten. In der Pulverbeschichtungsindustrie spielen diese Öfen eine zentrale Rolle, da sie es ermöglichen, die Pulverbeschichtungen zu einer dauerhaften, widerstandsfähigen und gleichmäßigen Oberfläche zu verarbeiten. Ein Pulverofen mit Schienen ist eine Variante, bei der ein internes Schienensystem verwendet wird, um den Transport von Werkstücken durch den Ofen zu erleichtern. Dies ist besonders in kontinuierlichen Produktionslinien von Vorteil, wo Werkstücke automatisch durch den Ofen geführt werden, um den Produktionsprozess zu optimieren.
1.1. Bedeutung der Pulverbeschichtung
Die Pulverbeschichtung ist ein weit verbreitetes Verfahren zur Oberflächenveredelung, das sowohl in der Automobil-, Bau- als auch Möbelindustrie Anwendung findet. Es handelt sich um ein umweltfreundliches Verfahren, da es keine Lösungsmittel verwendet und Abfälle minimiert, da überschüssiges Pulver zurückgewonnen und wiederverwendet werden kann. Pulverbeschichtungen bieten hervorragenden Schutz gegen Korrosion, chemische Einflüsse, Kratzer und Witterungseinflüsse und können zudem in einer Vielzahl von Farben und Texturen angewendet werden.
Der Prozess der Pulverbeschichtung ist jedoch erst nach der Aushärtung im Pulverofen abgeschlossen, da das aufgebrachte Pulver bei hohen Temperaturen schmelzen und sich chemisch vernetzen muss, um eine feste, haltbare Schicht zu bilden.
Aufbau eines Pulverofens mit Schienen
Ein Pulverofen mit Schienen ist komplex aufgebaut und besteht aus mehreren Komponenten, die zusammenarbeiten, um eine gleichmäßige Erwärmung und einen reibungslosen Transport der Werkstücke zu gewährleisten.
2.1. Grundlegende Komponenten eines Pulverofens
Ein Pulverofen besteht aus mehreren wesentlichen Komponenten, die den gesamten Aushärteprozess unterstützen:
Heizelemente: Die Heizelemente können elektrisch oder gasbefeuert sein und erzeugen die notwendige Wärme, um das Pulver auf den Werkstücken zu schmelzen und auszuhärten.
Luftzirkulationssystem: Ein gutes Luftzirkulationssystem sorgt dafür, dass die heiße Luft gleichmäßig im Ofen verteilt wird, um eine gleichmäßige Erwärmung der Werkstücke zu gewährleisten.
Isolierung: Die Wände des Ofens sind mit speziellen feuerfesten Materialien isoliert, um den Wärmeverlust zu minimieren und die Energieeffizienz zu maximieren.
Steuerungssysteme: Moderne Pulveröfen sind mit fortschrittlichen Steuerungssystemen ausgestattet, die es ermöglichen, Temperatur, Zeit und andere Parameter präzise zu regulieren. Diese Systeme überwachen kontinuierlich den Zustand des Ofens und passen die Heizleistung entsprechend an.
2.2. Schienensystem im Pulverofen
Das Schienensystem ist das zentrale Merkmal, das einen Pulverofen mit Schienen von anderen Ofentypen unterscheidet. Es besteht aus Schienen oder Gleisen, die innerhalb des Ofens installiert sind und auf denen Werkstücke entweder manuell oder automatisch durch den Ofen transportiert werden. Schienensysteme können auf verschiedene Arten ausgelegt sein, je nach Größe und Form der Werkstücke und den spezifischen Anforderungen der Produktion.
Deckenschienen: Bei dieser Variante sind die Schienen an der Decke des Ofens angebracht, und die Werkstücke hängen an Haken oder Vorrichtungen, die entlang der Schienen gleiten. Diese Konfiguration ermöglicht eine effiziente Nutzung des vertikalen Raums des Ofens.
Bodenschienen: Bodenschienen befinden sich auf dem Ofenboden, und die Werkstücke werden auf Wagen oder Plattformen platziert, die auf den Schienen durch den Ofen bewegt werden. Diese Variante ist besonders vorteilhaft für große oder schwere Werkstücke, die schwer zu handhaben sind.
Fördersysteme: Einige Schienensysteme sind mit automatischen Fördersystemen ausgestattet, die es ermöglichen, die Werkstücke kontinuierlich durch den Ofen zu transportieren, ohne dass manueller Eingriff erforderlich ist. Diese Systeme sind ideal für Produktionslinien mit hohem Durchsatz.
Funktionsweise eines Pulverofens mit Schienen
Ein Pulverofen mit Schienen arbeitet durch die kontrollierte Erzeugung und Verteilung von Wärme, um aufgebrachte Pulverbeschichtungen auszuhärten. Der Aushärteprozess ist entscheidend, um die Haltbarkeit und Widerstandsfähigkeit der Beschichtung zu gewährleisten.
3.1. Aushärteprozess
Der Aushärteprozess in einem Pulverofen mit Schienen beginnt, nachdem das Pulver auf das Werkstück aufgetragen wurde. Das Werkstück wird über das Schienensystem in den Ofen transportiert, wo es auf die notwendige Temperatur erhitzt wird. Typische Aushärtetemperaturen liegen zwischen 150°C und 220°C, abhängig von der Art des Pulvers und des Materials des Werkstücks.
Während des Aushärteprozesses schmilzt das Pulver und vernetzt sich chemisch, wodurch eine feste, gleichmäßige und glatte Beschichtung entsteht. Die Dauer des Aushärtungsprozesses hängt von der Dicke der Beschichtung und der Größe des Werkstücks ab. Kleinere Werkstücke können in wenigen Minuten ausgehärtet werden, während größere Teile eine längere Zeit im Ofen benötigen.
3.2. Temperaturkontrolle
Die Temperatur im Pulverofen wird durch fortschrittliche Steuerungssysteme überwacht und reguliert. Es ist wichtig, dass die Temperatur während des gesamten Aushärteprozesses konstant bleibt, um eine gleichmäßige Beschichtung zu gewährleisten. Schwankungen in der Temperatur können zu einer ungleichmäßigen Aushärtung führen, was die Qualität der Beschichtung beeinträchtigen kann.
3.3. Transport der Werkstücke
Das Schienensystem ermöglicht einen reibungslosen Transport der Werkstücke durch den Ofen. Bei einem kontinuierlichen Betrieb können Werkstücke nahtlos in den Ofen befördert werden, ohne dass der Aushärteprozess unterbrochen wird. Dies sorgt für eine hohe Effizienz und reduziert Ausfallzeiten in der Produktion.
Ein weiterer Vorteil des Schienensystems ist die Fähigkeit, schwere oder große Werkstücke einfach zu handhaben. Während der Ofen in Betrieb ist, können die Werkstücke auf den Schienen bewegt werden, was den manuellen Arbeitsaufwand verringert und das Risiko von Beschädigungen minimiert.
Vorteile eines Pulverofens mit Schienen
Die Verwendung eines Pulverofens mit Schienen bietet zahlreiche Vorteile gegenüber herkömmlichen Kammeröfen oder anderen Ofentypen. Diese Vorteile betreffen nicht nur die Effizienz und Flexibilität, sondern auch die Qualität der Aushärtung und die Handhabung großer und schwerer Werkstücke.
4.1. Effizienz und Zeitersparnis
Ein Pulverofen mit Schienen ermöglicht eine kontinuierliche Produktion, da die Werkstücke automatisch durch den Ofen transportiert werden. Dies spart Zeit und erhöht die Effizienz, da keine manuellen Arbeitsschritte erforderlich sind, um die Werkstücke in den Ofen zu laden oder zu entladen. Darüber hinaus kann der Aushärteprozess optimiert werden, da die Werkstücke in einer festen Reihenfolge durch den Ofen bewegt werden, was zu einer gleichmäßigeren Erwärmung und Aushärtung führt.
4.2. Verbesserte Handhabung schwerer Werkstücke
Für große und schwere Werkstücke, wie sie oft in der Bau-, Automobil- oder Maschinenbauindustrie vorkommen, bietet das Schienensystem eine einfache und sichere Handhabung. Anstatt die Werkstücke manuell in den Ofen zu transportieren, können sie auf Wagen oder Plattformen geladen werden, die auf den Schienen durch den Ofen rollen. Dies reduziert die körperliche Belastung für die Arbeiter und minimiert das Risiko von Beschädigungen an den Werkstücken während des Transports.
4.3. Flexibilität und Anpassungsfähigkeit
Ein Pulverofen mit Schienen kann flexibel an verschiedene Produktionsanforderungen angepasst werden. Das Schienensystem kann so konfiguriert werden, dass es sowohl kleine als auch große Werkstücke aufnehmen kann, und es kann leicht in bestehende Produktionslinien integriert werden. Diese Flexibilität ermöglicht es, den Ofen für eine Vielzahl von Anwendungen in verschiedenen Industrien zu nutzen.
4.4. Gleichmäßige Aushärtung
Dank der effizienten Luftzirkulation und Temperaturkontrolle im Pulverofen wird eine gleichmäßige Aushärtung der Pulverbeschichtung gewährleistet. Das Schienensystem sorgt dafür, dass die Werkstücke gleichmäßig durch den Ofen bewegt werden, wodurch die Gefahr von Überhitzung oder Unterhitzung bestimmter Bereiche des Werkstücks minimiert wird.
4.5. Reduzierung von Stillstandszeiten
In kontinuierlichen Produktionslinien, in denen der Betrieb nicht unterbrochen werden darf, hilft ein Pulverofen mit Schienen, Ausfallzeiten zu minimieren. Da Werkstücke ohne Unterbrechung durch den Ofen transportiert werden, bleibt der Produktionsprozess konstant, was die Produktivität steigert.
Arten von Schienensystemen in Pulveröfen
Es gibt verschiedene Arten von Schienensystemen, die in Pulveröfen eingesetzt werden, um den Transport der Werkstücke zu erleichtern. Die Wahl des richtigen Systems hängt von den spezifischen Anforderungen der Produktion ab, wie der Größe und Form der Werkstücke, dem Durchsatz und der Art der Beschichtungen.
5.1. Deckenschienensysteme
Ein Deckenschienensystem ist besonders vorteilhaft, wenn der vertikale Raum des Ofens optimal genutzt werden soll. Bei dieser Konfiguration sind die Schienen an der Decke des Ofens befestigt, und die Werkstücke werden an Haken aufgehängt, die entlang der Schienen gleiten. Diese Art von Schienensystem wird häufig in der Automobil- und Möbelindustrie verwendet, wo Werkstücke wie Türen, Felgen oder Metallrahmen effizient durch den Ofen transportiert werden können.
Vorteile des Deckenschienensystems:
Maximale Raumnutzung, da der vertikale Raum des Ofens genutzt wird
Geeignet für Werkstücke, die an Haken aufgehängt werden können
Ermöglicht eine gleichmäßige Aushärtung von allen Seiten des Werkstücks
5.2. Bodenschienensysteme
Bei einem Bodenschienensystem sind die Schienen auf dem Boden des Ofens installiert, und die Werkstücke werden auf Plattformen oder Wagen platziert, die auf den Schienen durch den Ofen rollen. Diese Art von Schienensystem ist besonders nützlich für große, schwere oder sperrige Werkstücke, die schwer zu handhaben sind, wie z. B. Maschinenteile, Fahrzeugkarosserien oder Baukomponenten.
Vorteile des Bodenschienensystems:
Einfacher Transport großer und schwerer Werkstücke
Stabiler Transport, der das Risiko von Beschädigungen minimiert
Ideal für sperrige Werkstücke, die nicht an Haken aufgehängt werden können
5.3. Automatisierte Fördersysteme
Automatisierte Fördersysteme sind die fortschrittlichste Art von Schienensystemen und ermöglichen einen vollständig automatisierten Betrieb des Pulverofens. Diese Systeme verwenden Motoren, Sensoren und Steuerungen, um die Werkstücke automatisch durch den Ofen zu transportieren. Der Hauptvorteil eines automatisierten Fördersystems ist die hohe Effizienz, da der Prozess ohne menschliches Eingreifen abläuft.
Vorteile automatisierter Fördersysteme:
Vollständig automatisierter Betrieb, der den manuellen Arbeitsaufwand minimiert
Erhöhte Produktionsgeschwindigkeit und Effizienz
Präzise Steuerung der Bewegung der Werkstücke durch den Ofen
Thermische Prozesse in einem Pulverofen mit Schienen
Ein Pulverofen mit Schienen führt eine Reihe von thermischen Prozessen durch, um Pulverbeschichtungen auszuhärten. Diese Prozesse müssen präzise gesteuert werden, um die gewünschte Qualität der Beschichtung zu gewährleisten.
6.1. Aushärtung von Pulverbeschichtungen
Der Hauptprozess, der in einem Pulverofen mit Schienen durchgeführt wird, ist das Aushärten von Pulverbeschichtungen. Die aufgebrachten Pulverlacke bestehen aus feinen Partikeln, die bei hohen Temperaturen schmelzen und sich chemisch zu einer festen Schicht vernetzen. Während dieses Prozesses wird das Werkstück auf die erforderliche Temperatur erhitzt, wobei die Wärme gleichmäßig über die gesamte Oberfläche verteilt wird.
6.2. Temperaturverteilung und Luftzirkulation
Die Temperaturverteilung im Ofen ist entscheidend, um eine gleichmäßige Aushärtung der Pulverbeschichtung zu gewährleisten. Ein effizientes Luftzirkulationssystem sorgt dafür, dass die heiße Luft gleichmäßig im gesamten Ofen verteilt wird. Dies minimiert das Risiko von Temperaturunterschieden im Ofen, die zu ungleichmäßigen Beschichtungen führen könnten.
6.3. Präzise Temperatursteuerung
Die Temperatur im Pulverofen wird durch fortschrittliche Steuerungssysteme überwacht und geregelt. Diese Systeme verwenden Sensoren, um die Temperatur an verschiedenen Stellen im Ofen zu messen, und passen die Heizleistung automatisch an, um sicherzustellen, dass die Temperatur konstant bleibt. Präzise Temperaturkontrollen sind entscheidend für eine gleichmäßige Aushärtung und die Vermeidung von Überhitzung oder Unterhitzung der Werkstücke.
Effizienzsteigerung und Energieeinsparung
Pulveröfen mit Schienen sind so konstruiert, dass sie den Energieverbrauch minimieren und gleichzeitig eine hohe Effizienz bieten. Es gibt mehrere Strategien und Technologien, die zur Steigerung der Effizienz und zur Reduzierung des Energieverbrauchs in Pulveröfen eingesetzt werden.
7.1. Hochwertige Isolierung
Eine hochwertige Isolierung ist entscheidend, um Wärmeverluste zu minimieren und den Energieverbrauch zu senken. Die Wände des Ofens sind mit feuerfesten Materialien isoliert, die verhindern, dass Wärme nach außen entweicht. Dies sorgt nicht nur für eine konstante Temperatur im Ofen, sondern reduziert auch die Energiemenge, die benötigt wird, um den Ofen auf die erforderliche Temperatur zu bringen und diese aufrechtzuerhalten.
7.2. Wärmerückgewinnung
Wärmerückgewinnungssysteme sind eine effektive Möglichkeit, den Energieverbrauch in einem Pulverofen zu reduzieren. Diese Systeme fangen die Abwärme des Ofens auf und nutzen sie, um andere thermische Prozesse zu unterstützen oder um den Ofen wieder zu beheizen. Durch die Wiederverwendung von Abwärme kann der Gesamtenergieverbrauch um bis zu 30% gesenkt werden.
7.3. Automatisierung und Prozessoptimierung
Automatisierte Fördersysteme und intelligente Steuerungssysteme tragen ebenfalls zur Energieeinsparung bei, indem sie den Aushärteprozess optimieren und den Ofenbetrieb dynamisch an die Produktionsanforderungen anpassen. Diese Systeme können den Energieverbrauch senken, indem sie den Ofen in den Standby-Modus versetzen, wenn keine Werkstücke vorhanden sind, und die Heizleistung anpassen, um den Betrieb effizienter zu gestalten.
Wartung und Pflege eines Pulverofens mit Schienen
Die regelmäßige Wartung eines Pulverofens mit Schienen ist entscheidend, um eine langfristige Effizienz und eine gleichbleibende Qualität der Aushärtung zu gewährleisten.
8.1. Reinigung des Schienensystems
Das Schienensystem im Ofen muss regelmäßig gereinigt werden, um sicherzustellen, dass die Werkstücke reibungslos durch den Ofen bewegt werden können. Ablagerungen von Pulver oder anderen Materialien können die Bewegung der Wagen oder Haken behindern und den Produktionsprozess stören.
8.2. Überprüfung der Heizelemente
Die Heizelemente sollten regelmäßig überprüft und gewartet werden, um sicherzustellen, dass sie ordnungsgemäß funktionieren und gleichmäßige Wärme erzeugen. Defekte Heizelemente können zu ungleichmäßigen Temperaturen und einer schlechten Aushärtung der Beschichtungen führen.
8.3. Kalibrierung der Steuerungssysteme
Die Steuerungssysteme des Ofens sollten regelmäßig kalibriert werden, um sicherzustellen, dass die Temperaturregulierung präzise funktioniert. Eine ungenaue Temperaturkontrolle kann zu Überhitzung oder Unterhitzung der Werkstücke führen, was die Qualität der Beschichtung beeinträchtigen kann.
Anwendungen eines Pulverofens mit Schienen in der Industrie
Pulveröfen mit Schienen finden in einer Vielzahl von Industrien Anwendung, da sie eine effiziente und gleichmäßige Aushärtung von Pulverbeschichtungen ermöglichen.
9.1. Automobilindustrie
In der Automobilindustrie werden Pulveröfen mit Schienen zur Aushärtung von Beschichtungen auf Fahrzeugkarosserien, Felgen, Fahrgestellen und anderen Bauteilen verwendet. Die kontinuierliche Produktion und die Fähigkeit, große Werkstücke zu handhaben, machen diese Öfen ideal für die Automobilproduktion.
9.2. Bauindustrie
In der Bauindustrie werden Pulveröfen mit Schienen zur Beschichtung von großen Metallstrukturen, Stahlträgern und Fassadenelementen verwendet. Die Fähigkeit, große und schwere Werkstücke effizient zu transportieren und auszuhärten, ist besonders vorteilhaft in dieser Branche.
9.3. Möbelherstellung
Die Möbelindustrie verwendet Pulveröfen mit Schienen, um Metallrahmen und andere Möbelteile zu beschichten. Diese Öfen bieten eine gleichmäßige Aushärtung und ermöglichen es, große Mengen an Werkstücken schnell und effizient zu verarbeiten.
Zukunftstechnologien und Innovationen
Die Technologie der Pulveröfen mit Schienen entwickelt sich ständig weiter, um den Anforderungen der modernen Industrie gerecht zu werden.
10.1. Verbesserte Schienensysteme
Die Entwicklung von leichteren und langlebigeren Schienensystemen könnte den Energieverbrauch weiter reduzieren und die Effizienz der Werkstückhandhabung verbessern.
10.2. Integration von erneuerbaren Energien
Zukünftig könnten Pulveröfen vermehrt auf erneuerbare Energien wie Solar- oder Windenergie setzen, um den Energieverbrauch zu reduzieren und die Umweltbelastung zu minimieren.
10.3. Künstliche Intelligenz und Automatisierung
Die Integration von künstlicher Intelligenz (KI) und maschinellem Lernen in die Steuerungssysteme der Öfen könnte den Aushärteprozess weiter optimieren und den Energieverbrauch weiter senken.
Fazit
Ein Pulverofen mit Schienen ist ein leistungsfähiges Werkzeug in der Pulverbeschichtungsindustrie, das Effizienz, Flexibilität und Qualität kombiniert. Die Fähigkeit, Werkstücke effizient durch den Ofen zu transportieren, verbessert die Produktivität und sorgt für eine gleichmäßige Aushärtung. Mit fortschrittlichen Schienensystemen, Automatisierungstechnologien und energieeffizienten Lösungen spielen Pulveröfen mit Schienen eine entscheidende Rolle in der modernen industriellen Fertigung. Die kontinuierliche Weiterentwicklung der Technologie verspricht, dass diese Öfen auch in Zukunft eine wichtige Rolle in vielen Produktionsprozessen spielen werden.
Pulverofen mit Schienen im Boden
Einbrennöfen
Ein Pulverofen mit Schienen im Boden ist ein fortschrittliches industrielles Gerät, das speziell für den Einsatz in der Pulverbeschichtungsindustrie entwickelt wurde. Diese Art von Ofen ist besonders für Produktionslinien geeignet, in denen große oder schwere Werkstücke kontinuierlich durch den Ofen transportiert werden müssen. Durch das Schienensystem im Boden wird der Transport von Werkstücken erleichtert und automatisiert, was zu einer höheren Effizienz und geringeren Ausfallzeiten führt.
Dieser umfassende Text wird auf die Funktionsweise, den Aufbau, die Vorteile und Anwendungen eines Pulverofens mit Schienen im Boden eingehen. Außerdem werden technologische Entwicklungen, Wartung und Pflege, Energieeffizienz sowie Innovationen in der Branche behandelt. Das Ziel ist es, ein tiefes Verständnis für die Bedeutung und Funktionsweise dieser Öfen zu vermitteln und deren Rolle in der modernen Fertigung zu beleuchten.
Einführung in den Pulverofen mit Schienen im Boden
Ein Pulverofen mit Schienen im Boden ist eine spezielle Variante des Pulverofens, die in der Pulverbeschichtungsindustrie und anderen thermischen Anwendungen weit verbreitet ist. Dieser Ofen ist so konstruiert, dass er über Schienen im Boden verfügt, auf denen Werkstücke auf Wagen oder Plattformen transportiert werden. Das Design mit Bodenschienen bietet eine Reihe von Vorteilen gegenüber herkömmlichen Ofenkonstruktionen, insbesondere in Bezug auf die Handhabung großer und schwerer Werkstücke.
1.1. Bedeutung der Pulverbeschichtung
Die Pulverbeschichtung ist eine der am häufigsten verwendeten Methoden zur Oberflächenveredelung in der modernen Industrie. Sie bietet zahlreiche Vorteile gegenüber herkömmlichen Flüssiglackierungen, darunter eine höhere Beständigkeit gegen Korrosion, Kratzer, Witterungseinflüsse und chemische Belastungen. Außerdem ist die Pulverbeschichtung umweltfreundlicher, da sie keine Lösungsmittel verwendet und weniger Abfall erzeugt.
Nach dem Auftragen des Pulverlacks muss dieser in einem Pulverofen erhitzt werden, damit das Pulver schmilzt und sich vernetzt, um eine dauerhafte, gleichmäßige Beschichtung zu bilden. Der Pulverofen spielt dabei eine zentrale Rolle, indem er die erforderliche Hitze liefert und den Aushärteprozess kontrolliert.
Aufbau eines Pulverofens mit Schienen im Boden
Ein Pulverofen mit Schienen im Boden ist eine hochspezialisierte industrielle Anlage, die mehrere wichtige Komponenten umfasst, die alle auf die Optimierung des Aushärteprozesses ausgelegt sind.
2.1. Grundlegende Struktur und Komponenten
Ein Pulverofen besteht aus mehreren wesentlichen Teilen, die zusammenarbeiten, um den Aushärteprozess zu ermöglichen. Zu den wichtigsten Komponenten gehören:
Ofengehäuse: Das Gehäuse des Ofens besteht aus robusten Materialien wie Stahl, die den hohen Temperaturen standhalten. Die Wände des Ofens sind mit Isoliermaterialien ausgekleidet, um Wärmeverluste zu minimieren und eine konstante Temperatur im Ofen zu gewährleisten.
Heizelemente: Die Wärme im Ofen wird entweder durch elektrische Heizelemente oder gasbetriebene Brenner erzeugt. Die Wahl des Heizsystems hängt von der Anwendung und den Produktionsanforderungen ab. Elektrische Heizelemente bieten eine präzise Temperaturregelung, während gasbetriebene Öfen in großindustriellen Anwendungen häufig effizienter sind.
Luftzirkulationssystem: Um eine gleichmäßige Verteilung der Hitze im gesamten Ofen zu gewährleisten, wird ein Luftzirkulationssystem verwendet. Dies sorgt dafür, dass alle Bereiche des Werkstücks gleichmäßig erhitzt werden.
Bodenschienensystem: Das Herzstück des Pulverofens mit Schienen im Boden ist das Schienensystem. Dieses System besteht aus Schienen, die in den Ofenboden integriert sind, und Plattformen oder Wagen, auf denen die Werkstücke transportiert werden. Die Schienen ermöglichen einen gleichmäßigen, stabilen Transport schwerer Werkstücke durch den Ofen.
2.2. Funktionsweise des Schienensystems im Boden
Das Schienensystem im Boden ermöglicht es, schwere oder große Werkstücke effizient durch den Ofen zu bewegen. Die Werkstücke werden auf spezielle Wagen geladen, die auf den Schienen rollen. Diese Wagen können entweder manuell oder automatisch bewegt werden, je nach Produktionsanforderungen.
Automatisierte Bewegung: In vielen industriellen Anlagen sind die Schienensysteme mit Motoren und Sensoren ausgestattet, die den Transport der Werkstücke automatisieren. Dies minimiert den manuellen Arbeitsaufwand und sorgt für eine gleichmäßige Bewegung durch den Ofen.
Stabiler Transport: Das Schienensystem im Boden bietet einen stabilen Transport der Werkstücke. Da die Wagen auf den Schienen gleiten, wird das Risiko von Stößen oder Vibrationen minimiert, was besonders bei empfindlichen oder sperrigen Werkstücken von Vorteil ist.
2.3. Steuerung und Überwachung
Moderne Pulveröfen sind mit fortschrittlichen Steuerungssystemen ausgestattet, die die Temperatur, Luftzirkulation und den Aushärteprozess präzise überwachen. Diese Steuerungen verwenden Sensoren, die die Temperatur an verschiedenen Stellen im Ofen messen und automatisch Anpassungen vornehmen, um eine gleichmäßige Erwärmung der Werkstücke sicherzustellen.
Automatische Steuerung: Viele Pulveröfen mit Schienen im Boden sind vollständig automatisiert und können in bestehende Produktionslinien integriert werden. Diese Steuerungssysteme bieten Flexibilität und ermöglichen eine dynamische Anpassung des Aushärteprozesses an die spezifischen Anforderungen der Werkstücke.
Prozessüberwachung: Die Überwachung des Aushärteprozesses ist entscheidend, um sicherzustellen, dass die Werkstücke die erforderliche Temperatur erreichen und die Beschichtung gleichmäßig aushärtet. Modernste Systeme bieten auch die Möglichkeit, den gesamten Prozess in Echtzeit zu überwachen und Daten für die Qualitätskontrolle zu sammeln.
Vorteile eines Pulverofens mit Schienen im Boden
Die Verwendung eines Pulverofens mit Schienen im Boden bietet eine Reihe von Vorteilen, insbesondere im Vergleich zu herkömmlichen Kammeröfen oder Durchlauföfen ohne Schienensystem.
3.1. Effizienzsteigerung durch automatisierten Transport
Ein Pulverofen mit Schienen im Boden ermöglicht den automatisierten Transport von Werkstücken, was die Effizienz des gesamten Aushärteprozesses erheblich steigert. Durch den automatisierten Transport werden die Werkstücke kontinuierlich durch den Ofen bewegt, was den Produktionsdurchsatz erhöht und Ausfallzeiten minimiert.
Zeitersparnis: Da der Transport automatisch erfolgt, müssen die Werkstücke nicht manuell in den Ofen geladen und wieder entladen werden. Dies spart Zeit und reduziert den Arbeitsaufwand.
Gleichmäßiger Produktionsfluss: Der kontinuierliche Transport der Werkstücke sorgt für einen gleichmäßigen Produktionsfluss, was besonders in Großproduktionen von Vorteil ist.
3.2. Handhabung schwerer und großer Werkstücke
Ein großer Vorteil des Bodenschienensystems ist die einfache Handhabung von großen oder schweren Werkstücken. Werkstücke, die aufgrund ihrer Größe oder ihres Gewichts schwer zu transportieren sind, können problemlos auf die Wagen geladen und durch den Ofen bewegt werden.
Erhöhte Sicherheit: Das Bodenschienensystem reduziert das Risiko von Beschädigungen oder Unfällen, die auftreten könnten, wenn schwere Werkstücke manuell bewegt werden müssten.
Stabilität während des Transports: Da die Werkstücke auf stabilen Plattformen oder Wagen transportiert werden, bleibt ihre Position während des Aushärteprozesses stabil, was zu einer gleichmäßigeren Aushärtung führt.
3.3. Gleichmäßige Erwärmung und Aushärtung
Dank des Bodenschienensystems und der gleichmäßigen Bewegung der Werkstücke wird eine gleichmäßige Erwärmung gewährleistet. Dies führt zu einer gleichmäßigen Aushärtung der Pulverbeschichtung, was die Qualität und Haltbarkeit der Endprodukte verbessert.
Minimierung von Über- oder Unterhitzung: Durch die gleichmäßige Verteilung der Wärme im Ofen und die kontinuierliche Bewegung der Werkstücke wird das Risiko von Über- oder Unterhitzung minimiert, was zu einer höheren Beschichtungsqualität führt.
3.4. Flexibilität und Anpassungsfähigkeit
Ein Pulverofen mit Schienen im Boden kann an verschiedene Produktionsanforderungen angepasst werden. Die Schienensysteme können so konfiguriert werden, dass sie verschiedene Arten und Größen von Werkstücken aufnehmen können, und sie können in bestehende Produktionslinien integriert werden.
Anpassung an verschiedene Werkstücke: Die Plattformen und Wagen, die auf den Schienen verwendet werden, können für verschiedene Werkstücktypen angepasst werden, was eine hohe Flexibilität ermöglicht.
Integration in bestehende Produktionslinien: Ein Pulverofen mit Schienen im Boden kann problemlos in eine kontinuierliche Produktionslinie integriert werden, was eine nahtlose Verarbeitung und Aushärtung der Werkstücke ermöglicht.
Arten von Pulveröfen mit Schienen im Boden
Es gibt verschiedene Arten von Pulveröfen mit Schienen im Boden, die je nach den spezifischen Anforderungen der Produktion und den Eigenschaften der Werkstücke ausgewählt werden können.
4.1. Gasbetriebene Pulveröfen mit Schienen im Boden
Gasbetriebene Pulveröfen nutzen Erdgas oder Propan als Energiequelle, um die erforderliche Hitze im Ofen zu erzeugen. Diese Art von Ofen ist besonders in großindustriellen Anwendungen verbreitet, da gasbetriebene Systeme oft kostengünstiger und effizienter sind, wenn große Werkstücke verarbeitet werden müssen.
Vorteile gasbetriebener Öfen:
Höhere Energieeffizienz, insbesondere bei großen Produktionsmengen
Schnellere Erwärmung im Vergleich zu elektrischen Öfen
Geringere Betriebskosten bei großflächigen Anwendungen
4.2. Elektrisch betriebene Pulveröfen mit Schienen im Boden
Elektrische Pulveröfen verwenden Widerstandsheizelemente, um die erforderliche Wärme zu erzeugen. Diese Art von Ofen bietet eine präzise Temperaturregelung und ist besonders in kleineren Produktionslinien oder für Werkstücke geeignet, die eine empfindliche Temperaturkontrolle erfordern.
Vorteile elektrischer Öfen:
Präzise Temperaturregelung, ideal für empfindliche Werkstücke
Sauberer Betrieb ohne Emissionen von Verbrennungsgasen
Weniger Installationsaufwand im Vergleich zu gasbetriebenen Systemen
4.3. Infrarot-Pulveröfen mit Schienen im Boden
Infrarot-Pulveröfen verwenden Infrarotstrahlung, um die Werkstücke direkt zu erwärmen. Diese Art von Ofen bietet eine schnelle Erwärmung und ist besonders für dünnwandige Werkstücke oder Anwendungen mit kurzen Aushärtezeiten geeignet.
Vorteile von Infrarotöfen:
Schnelle Erwärmung und kürzere Aushärtezeiten
Energieeffizienter Betrieb, da die Wärme direkt auf die Werkstücke gerichtet wird
Ideal für Anwendungen, die eine schnelle Produktion erfordern
4.4. Hybrid-Pulveröfen mit Schienen im Boden
Hybrid-Pulveröfen kombinieren verschiedene Heiztechnologien, um die Effizienz zu maximieren und den Energieverbrauch zu senken. Ein Hybridofen kann sowohl gas- als auch elektrisch betrieben werden oder Infrarotstrahler in Kombination mit herkömmlichen Heizelementen verwenden.
Vorteile von Hybridöfen:
Flexibilität bei der Auswahl der Heiztechnologie je nach Anforderung
Höhere Energieeffizienz durch Kombination verschiedener Heizmethoden
Anpassbar an unterschiedliche Produktionsbedingungen und Werkstücktypen
Thermische Prozesse in einem Pulverofen mit Schienen im Boden
Die thermischen Prozesse, die in einem Pulverofen mit Schienen im Boden durchgeführt werden, sind entscheidend für die Qualität der Pulverbeschichtung und die Haltbarkeit der Endprodukte.
5.1. Aushärtung von Pulverbeschichtungen
Der Hauptprozess, der in einem Pulverofen durchgeführt wird, ist die Aushärtung von Pulverbeschichtungen. Nachdem das Pulver elektrostatisch auf das Werkstück aufgetragen wurde, wird das Werkstück in den Ofen transportiert, wo es auf die erforderliche Temperatur erhitzt wird. Die Temperaturen liegen typischerweise zwischen 150°C und 220°C, abhängig von der Art des Pulvers.
Schmelzen und Vernetzen des Pulvers: Während der Aushärtung schmilzt das Pulver und vernetzt sich chemisch, wodurch eine feste, gleichmäßige Beschichtung auf dem Werkstück entsteht.
Gleichmäßige Temperaturverteilung: Durch das Schienensystem im Boden und die kontinuierliche Bewegung der Werkstücke wird eine gleichmäßige Erwärmung und Aushärtung gewährleistet.
5.2. Sinterprozesse
In einigen Anwendungen, insbesondere in der Metallverarbeitung, können Sinterprozesse in Pulveröfen durchgeführt werden. Beim Sintern werden pulverförmige Materialien unter hoher Hitze zu einem festen Stück verdichtet. Der Pulverofen bietet die erforderliche Hitze und gleichmäßige Wärmeverteilung, um den Sinternprozess zu unterstützen.
Effizienz und Energieeinsparung
Pulveröfen mit Schienen im Boden sind darauf ausgelegt, den Energieverbrauch zu minimieren und gleichzeitig eine hohe Effizienz im Aushärteprozess zu bieten. Es gibt mehrere Technologien und Strategien, die zur Energieeinsparung beitragen.
6.1. Optimierte Isolierung
Eine hochwertige Isolierung der Ofenwände ist entscheidend, um Wärmeverluste zu minimieren. Durch die Verwendung von fortschrittlichen Isoliermaterialien wie Keramikfasern wird sichergestellt, dass die Wärme im Inneren des Ofens bleibt, was den Energieverbrauch reduziert und die Temperatur im Ofen stabil hält.
6.2. Wärmerückgewinnungssysteme
Moderne Pulveröfen sind häufig mit Wärmerückgewinnungssystemen ausgestattet, die die Abwärme des Ofens auffangen und sie wieder in den Prozess einspeisen. Dies verringert den Gesamtenergieverbrauch des Ofens und senkt die Betriebskosten.
6.3. Automatisierung und Prozessoptimierung
Durch den Einsatz von Automatisierung und Prozessoptimierung kann der Energieverbrauch weiter gesenkt werden. Intelligente Steuerungssysteme passen den Aushärteprozess dynamisch an die spezifischen Anforderungen der Werkstücke an, was zu einer Reduzierung des Energieverbrauchs führt, ohne die Qualität der Beschichtung zu beeinträchtigen.
Wartung und Pflege eines Pulverofens mit Schienen im Boden
Eine regelmäßige Wartung und Pflege des Pulverofens mit Schienen im Boden ist entscheidend, um die langfristige Effizienz und Zuverlässigkeit des Ofens zu gewährleisten.
7.1. Reinigung des Schienensystems
Das Schienensystem muss regelmäßig gereinigt werden, um sicherzustellen, dass die Werkstücke reibungslos durch den Ofen transportiert werden können. Ablagerungen von Pulver oder anderen Materialien können die Bewegung der Wagen oder Plattformen behindern und den Produktionsprozess stören.
7.2. Überprüfung der Heizelemente
Die Heizelemente sollten regelmäßig überprüft werden, um sicherzustellen, dass sie ordnungsgemäß funktionieren und gleichmäßige Wärme erzeugen. Defekte Heizelemente können zu ungleichmäßigen Temperaturen und einer schlechten Aushärtung führen.
7.3. Kalibrierung der Steuerungssysteme
Die Steuerungssysteme des Ofens sollten regelmäßig kalibriert werden, um sicherzustellen, dass die Temperaturregelung präzise funktioniert. Eine ungenaue Temperaturkontrolle kann die Qualität der Beschichtung beeinträchtigen.
Anwendungen eines Pulverofens mit Schienen im Boden in der Industrie
Anwendungen von Pulveröfen
Pulveröfen mit Schienen im Boden werden in einer Vielzahl von Industrien eingesetzt, die von der Fähigkeit profitieren, große oder schwere Werkstücke effizient zu transportieren und gleichmäßig auszuhärten.
8.1. Automobilindustrie
In der Automobilindustrie werden Pulveröfen mit Schienen im Boden verwendet, um große Fahrzeugteile wie Karosserien, Fahrgestelle und andere Komponenten zu beschichten und auszuhärten.
8.2. Bauindustrie
In der Bauindustrie werden Pulveröfen verwendet, um große Metallteile wie Stahlträger, Fassadenelemente und andere Bauteile zu beschichten.
8.3. Maschinenbau
Der Maschinenbau nutzt Pulveröfen mit Schienen im Boden, um große Maschinenteile zu beschichten und gleichzeitig eine gleichmäßige Aushärtung der Beschichtung sicherzustellen.
Zukunftstechnologien und Innovationen
Die Technologie der Pulveröfen entwickelt sich stetig weiter, um die Effizienz und Leistung zu verbessern.
9.1. Einsatz erneuerbarer Energien
In Zukunft könnte der Einsatz von erneuerbaren Energien wie Solar- oder Windenergie die Energieeffizienz von Pulveröfen weiter verbessern.
9.2. Integration von KI und Automatisierung
Die Integration von künstlicher Intelligenz und maschinellem Lernen in die Steuerungssysteme der Öfen könnte den Aushärteprozess weiter optimieren und den Energieverbrauch weiter reduzieren.
Fazit
Ein Pulverofen mit Schienen im Boden ist ein unverzichtbares Werkzeug in der Pulverbeschichtungsindustrie und bietet zahlreiche Vorteile in Bezug auf Effizienz, Flexibilität und die Handhabung großer Werkstücke. Die Fähigkeit, Werkstücke kontinuierlich und stabil durch den Ofen zu transportieren, macht diese Öfen ideal für eine Vielzahl von Anwendungen in verschiedenen Industrien. Mit der Weiterentwicklung der Technologie und der zunehmenden Integration von Automatisierung und erneuerbaren Energien wird der Pulverofen mit Schienen im Boden auch in Zukunft eine zentrale Rolle in der industriellen Fertigung spielen.
Pulverbeschichten Ofen
Ein Pulverofen mit Trennwand ist eine spezialisierte industrielle Anlage, die in der Pulverbeschichtungsindustrie und anderen thermischen Anwendungen eine Schlüsselrolle spielt. Diese Art von Ofen zeichnet sich durch die Fähigkeit aus, mehrere Werkstücke gleichzeitig zu behandeln, während sie durch interne Trennwände in separate Zonen unterteilt werden, die verschiedene Temperaturbereiche und Prozessbedingungen ermöglichen. Pulveröfen mit Trennwänden bieten Unternehmen Flexibilität bei der gleichzeitigen Verarbeitung unterschiedlicher Werkstücke und Materialien, was die Effizienz erhöht und die Produktion optimiert.
In diesem umfassenden Text wird ein detaillierter Einblick in die Funktionsweise, den Aufbau, die Vorteile, die verschiedenen Anwendungen sowie die Energieeffizienz und Wartungsstrategien eines Pulverofens mit Trennwand gegeben. Zudem werden Innovationen und technologische Entwicklungen beleuchtet, die zur Verbesserung der Effizienz und Vielseitigkeit dieser Art von Ofen beitragen.
Einführung in den Pulverofen mit Trennwand
Ein Pulverofen mit Trennwand unterscheidet sich von herkömmlichen Pulveröfen durch die Integration einer internen Trennwand oder mehrerer Trennwände, die den Ofen in mehrere Zonen aufteilen. Diese Zonen ermöglichen es, verschiedene Teile des Ofens auf unterschiedliche Temperaturen einzustellen und Werkstücke gleichzeitig unter verschiedenen Bedingungen auszuhärten. Dies ist besonders vorteilhaft, wenn unterschiedliche Materialien oder Beschichtungen unterschiedliche Aushärteparameter erfordern.
1.1. Bedeutung der Pulverbeschichtung und der Aushärtung
Die Pulverbeschichtung ist eine Oberflächenbehandlungsmethode, die häufig in der Automobil-, Bau- und Möbelindustrie eingesetzt wird. Diese Beschichtung wird in Form von pulverförmigen Farben oder Harzen auf ein Werkstück aufgetragen und anschließend in einem Ofen erhitzt. Das Pulver schmilzt, vernetzt sich chemisch und bildet eine widerstandsfähige, schützende und dekorative Oberfläche. Ein Pulverofen ist das Herzstück dieses Prozesses, da er die für das Aushärten des Pulvers erforderliche Hitze liefert.
Ein Pulverofen mit Trennwand bietet jedoch zusätzliche Flexibilität, da er mehrere Aushärteprozesse gleichzeitig in einem Ofen durchführen kann. Unterschiedliche Werkstücke, die unterschiedliche Aushärtebedingungen benötigen, können im selben Ofen verarbeitet werden, was zu einer erheblichen Steigerung der Produktionseffizienz führt.
Aufbau eines Pulverofens mit Trennwand
Ein Pulverofen mit Trennwand ist ein komplexes technisches Gerät, das aus mehreren Komponenten besteht, die nahtlos zusammenarbeiten, um eine präzise Steuerung der Temperatur und des Aushärteprozesses zu ermöglichen.
2.1. Ofengehäuse und Isolierung
Das Gehäuse eines Pulverofens besteht typischerweise aus robusten Metallmaterialien wie Stahl, die hohen Temperaturen standhalten und gleichzeitig die strukturelle Integrität des Ofens gewährleisten. Um den Wärmeverlust zu minimieren und den Energieverbrauch zu senken, sind die Wände des Ofens mit fortschrittlichen Isoliermaterialien ausgekleidet. Diese Isolierung hilft dabei, die Wärme im Inneren des Ofens zu halten und die Oberflächentemperaturen der Außenwände zu kontrollieren, wodurch die Sicherheit des Betriebs erhöht wird.
2.2. Trennwandsystem
Das Trennwandsystem ist das wichtigste Unterscheidungsmerkmal eines Pulverofens mit Trennwand. Die Trennwände bestehen in der Regel aus feuerfesten Materialien, die den Ofen in mehrere Kammern oder Zonen unterteilen. Jede Zone kann unabhängig voneinander auf unterschiedliche Temperaturen eingestellt werden, was eine gleichzeitige Verarbeitung von Werkstücken mit unterschiedlichen Aushärteanforderungen ermöglicht.
Flexibilität durch mehrere Zonen: Diese Trennwände ermöglichen die Schaffung von zwei oder mehr Zonen mit unterschiedlichen Temperaturbereichen. Dadurch kann der Ofen effizienter arbeiten, da er mehrere Werkstücke parallel verarbeiten kann, ohne dass die Bedingungen in den einzelnen Zonen beeinträchtigt werden.
2.3. Heizelemente und Heizsystem
Die Heizelemente eines Pulverofens mit Trennwand sind für die Erzeugung der erforderlichen Wärme verantwortlich. Diese können entweder elektrisch oder gasbefeuert sein, je nach den spezifischen Anforderungen der Produktion.
Elektrische Heizelemente: Diese bieten eine präzise Temperaturregelung und eignen sich besonders für Anwendungen, bei denen eine hohe Genauigkeit erforderlich ist.
Gasbefeuerte Heizelemente: Gasbetriebene Systeme sind besonders in großindustriellen Anwendungen weit verbreitet, da sie in der Regel energieeffizienter sind, wenn große Mengen an Werkstücken verarbeitet werden müssen.
2.4. Steuerungssysteme
Ein Pulverofen mit Trennwand ist mit fortschrittlichen Steuerungssystemen ausgestattet, die es ermöglichen, jede Zone des Ofens unabhängig voneinander zu steuern. Diese Systeme überwachen die Temperatur in jeder Zone, passen die Heizleistung an und sorgen dafür, dass der Aushärteprozess gleichmäßig und präzise abläuft.
Automatische Steuerung: Moderne Steuerungssysteme ermöglichen eine vollständige Automatisierung des Aushärteprozesses. Sie regulieren die Temperatur, überwachen die Dauer des Aushärtens und passen den Prozess dynamisch an die Anforderungen der Werkstücke an.
Überwachungssysteme: Viele Pulveröfen sind mit Überwachungssystemen ausgestattet, die es dem Bediener ermöglichen, den gesamten Aushärteprozess in Echtzeit zu überwachen. Diese Systeme können auch Daten über den Prozess sammeln, die zur Qualitätskontrolle und zur Optimierung zukünftiger Produktionszyklen verwendet werden können.
2.5. Luftzirkulationssystem
Ein effizientes Luftzirkulationssystem ist entscheidend für die gleichmäßige Verteilung der Hitze innerhalb des Ofens. In einem Pulverofen mit Trennwand muss das Luftzirkulationssystem so gestaltet sein, dass es die Luft gleichmäßig durch die verschiedenen Zonen des Ofens leitet, um sicherzustellen, dass die Werkstücke gleichmäßig erhitzt werden, unabhängig von ihrer Position im Ofen.
Funktionsweise eines Pulverofens mit Trennwand
Ein Pulverofen mit Trennwand arbeitet, indem er die Werkstücke in verschiedenen Zonen des Ofens unterschiedlichen Temperaturen aussetzt. Dies ermöglicht eine effiziente Nutzung des Ofens und stellt sicher, dass verschiedene Materialien oder Werkstücke gleichzeitig verarbeitet werden können, ohne dass die Aushärtebedingungen beeinträchtigt werden.
3.1. Aushärteprozess
Der Aushärteprozess beginnt, nachdem das Pulver auf die Werkstücke aufgetragen wurde. Die Werkstücke werden in den Pulverofen gebracht, wo sie in die entsprechenden Zonen platziert werden, die auf die richtigen Temperaturen eingestellt sind. Typische Aushärteprozesse in Pulveröfen erfolgen bei Temperaturen zwischen 150°C und 200°C, abhängig von der Art des Pulvers und der Beschichtung.
Während der Aushärtung schmilzt das Pulver und vernetzt sich chemisch, wodurch eine glatte, dauerhafte Beschichtung auf der Oberfläche des Werkstücks entsteht. Der Vorteil eines Pulverofens mit Trennwand besteht darin, dass verschiedene Werkstücke in verschiedenen Zonen des Ofens unterschiedliche Temperaturen und Aushärtezeiten haben können, was eine flexible und effiziente Produktion ermöglicht.
3.2. Temperaturregelung in den Zonen
Die Trennwände im Ofen sorgen dafür, dass jede Zone des Ofens eine eigene Temperatur hat. Die Steuerungssysteme passen die Heizleistung in jeder Zone unabhängig an, um sicherzustellen, dass die gewünschte Temperatur erreicht und konstant gehalten wird.
Präzise Temperaturkontrolle: Die Fähigkeit, die Temperatur in jeder Zone individuell zu steuern, ermöglicht eine präzisere Kontrolle über den Aushärteprozess, was zu einer höheren Qualität der Pulverbeschichtung führt.
3.3. Handhabung verschiedener Materialien
Ein wesentlicher Vorteil eines Pulverofens mit Trennwand ist die Fähigkeit, unterschiedliche Materialien und Beschichtungen gleichzeitig zu verarbeiten. Da verschiedene Materialien unterschiedliche Aushärteparameter haben, ermöglicht der Ofen die gleichzeitige Verarbeitung von Werkstücken mit unterschiedlichen Anforderungen, ohne dass diese miteinander in Konflikt geraten.
Vorteile eines Pulverofens mit Trennwand
Ein Pulverofen mit Trennwand bietet zahlreiche Vorteile gegenüber herkömmlichen Pulveröfen, insbesondere in Bezug auf Flexibilität, Effizienz und die Fähigkeit, verschiedene Materialien gleichzeitig zu verarbeiten.
4.1. Höhere Flexibilität in der Produktion
Einer der größten Vorteile eines Pulverofens mit Trennwand ist die Flexibilität, die er in die Produktion einbringt. Durch die Aufteilung des Ofens in mehrere Zonen können verschiedene Werkstücke gleichzeitig verarbeitet werden, auch wenn sie unterschiedliche Aushärtebedingungen erfordern. Dies ermöglicht eine höhere Produktionskapazität und reduziert die Notwendigkeit, separate Chargen zu erstellen.
Gleichzeitige Verarbeitung unterschiedlicher Werkstücke: Der Ofen kann mehrere Werkstücke parallel verarbeiten, selbst wenn diese unterschiedliche Temperaturen oder Aushärtezeiten erfordern.
4.2. Effizienzsteigerung
Durch die Möglichkeit, mehrere Werkstücke gleichzeitig zu verarbeiten, erhöht ein Pulverofen mit Trennwand die Effizienz des Produktionsprozesses erheblich. Der Ofen kann kontinuierlich betrieben werden, und es gibt weniger Stillstandszeiten, da die Werkstücke nicht nacheinander, sondern parallel verarbeitet werden können.
Reduzierung von Ausfallzeiten: Da der Ofen kontinuierlich betrieben werden kann, werden Ausfallzeiten minimiert, was zu einer höheren Produktivität führt.
4.3. Energieeinsparung
Obwohl ein Pulverofen mit Trennwand in der Lage ist, mehrere Werkstücke parallel zu verarbeiten, kann der Energieverbrauch dennoch gesenkt werden. Die Fähigkeit, einzelne Zonen des Ofens zu kontrollieren, bedeutet, dass nicht der gesamte Ofen auf eine hohe Temperatur erhitzt werden muss, wenn nur bestimmte Zonen benötigt werden.
Gezielte Temperatursteuerung: Die Trennung des Ofens in verschiedene Zonen ermöglicht es, Energie zu sparen, da nur die Zonen beheizt werden, die tatsächlich verwendet werden.
4.4. Bessere Kontrolle über den Aushärteprozess
Die Trennung des Ofens in verschiedene Zonen bietet eine präzisere Kontrolle über den Aushärteprozess. Werkstücke, die unterschiedliche Aushärtezeiten oder Temperaturen benötigen, können in verschiedenen Zonen des Ofens untergebracht werden, was zu einer gleichmäßigeren Aushärtung und einer höheren Qualität der Beschichtung führt.
Verbesserte Produktqualität: Die Fähigkeit, den Aushärteprozess genau zu steuern, führt zu einer gleichmäßigeren Beschichtung und reduziert die Wahrscheinlichkeit von Fehlern oder Mängeln in der Endbeschichtung.
Arten von Pulveröfen mit Trennwand
Es gibt verschiedene Arten von Pulveröfen mit Trennwand, die jeweils für spezifische Produktionsanforderungen und Anwendungen ausgelegt sind. Die Wahl des richtigen Ofens hängt von den spezifischen Anforderungen der Materialien, der Produktionskapazität und der gewünschten Effizienz ab.
5.1. Gasbetriebene Pulveröfen mit Trennwand
Gasbetriebene Pulveröfen nutzen Erdgas oder Propan als Energiequelle, um die erforderliche Hitze im Ofen zu erzeugen. Diese Art von Ofen ist besonders für großindustrielle Anwendungen geeignet, in denen große Mengen von Werkstücken verarbeitet werden müssen.
Vorteile gasbetriebener Pulveröfen:
Höhere Energieeffizienz bei großflächigen Anwendungen
Schnellere Erwärmung im Vergleich zu elektrischen Öfen
Geringere Betriebskosten in großen Produktionsanlagen
5.2. Elektrisch betriebene Pulveröfen mit Trennwand
Elektrische Pulveröfen verwenden Widerstandsheizelemente, um die erforderliche Hitze zu erzeugen. Diese Art von Ofen bietet eine präzise Temperaturregelung und ist ideal für kleinere Produktionslinien oder für Anwendungen, bei denen empfindliche Materialien verarbeitet werden müssen.
Vorteile elektrischer Pulveröfen:
Präzise Temperaturregelung, ideal für empfindliche Werkstücke
Sauberer Betrieb ohne Emissionen von Verbrennungsgasen
Flexibler Einsatz in kleineren Produktionslinien
5.3. Hochtemperatur-Pulveröfen mit Trennwand
Hochtemperatur-Pulveröfen sind für Anwendungen konzipiert, die Temperaturen von über 1000°C erfordern, wie z. B. das Sintern von Metallen oder das Schmelzen von Glas. Diese Öfen sind mit speziellen Isoliermaterialien und Heizelementen ausgestattet, die extremen Temperaturen standhalten können.
Vorteile von Hochtemperatur-Pulveröfen:
Fähigkeit, extrem hohe Temperaturen zu erreichen
Geeignet für spezielle thermische Prozesse wie das Sintern und Schmelzen von Metallen und Glas
Robuste Konstruktion für den Dauerbetrieb bei hohen Temperaturen
5.4. Hybrid-Pulveröfen mit Trennwand
Hybrid-Pulveröfen kombinieren verschiedene Heiztechnologien, wie z. B. Gas und Elektrizität, um die Effizienz zu maximieren und den Energieverbrauch zu senken. Diese Öfen bieten eine größere Flexibilität und ermöglichen es, verschiedene Arten von Heizsystemen je nach den spezifischen Anforderungen der Werkstücke zu verwenden.
Vorteile von Hybrid-Pulveröfen:
Flexibilität bei der Auswahl der Heiztechnologie je nach Anforderung
Höhere Energieeffizienz durch Kombination verschiedener Heizmethoden
Anpassbar an unterschiedliche Produktionsbedingungen und Werkstücktypen
Thermische Prozesse in einem Pulverofen mit Trennwand
Ein Pulverofen mit Trennwand führt eine Reihe von thermischen Prozessen durch, die speziell auf die Aushärtung von Pulverbeschichtungen und andere Anwendungen abgestimmt sind.
6.1. Aushärtung von Pulverbeschichtungen
Der Hauptprozess in einem Pulverofen mit Trennwand ist die Aushärtung von Pulverbeschichtungen. Nach dem Auftragen des Pulvers auf das Werkstück wird es im Ofen auf die erforderliche Temperatur erhitzt, um das Pulver zu schmelzen und zu vernetzen. Die resultierende Beschichtung ist hart, gleichmäßig und widerstandsfähig gegen äußere Einflüsse.
Gleichmäßige Aushärtung: Durch die Möglichkeit, unterschiedliche Zonen im Ofen zu schaffen, kann der Aushärteprozess für verschiedene Werkstücke optimiert werden. Dies führt zu einer gleichmäßigen Aushärtung der Beschichtungen und einer höheren Qualität der Endprodukte.
6.2. Sinterprozesse
In einigen Anwendungen, insbesondere in der Metallverarbeitung, können Sinterprozesse in einem Pulverofen mit Trennwand durchgeführt werden. Beim Sintern werden pulverförmige Materialien unter hoher Hitze zu einem festen Stück verdichtet.
Effizientes Sintern durch Zonentrennung: Die Trennwände ermöglichen es, verschiedene Materialien gleichzeitig zu sintern, was den gesamten Prozess beschleunigt und die Produktivität erhöht.
Effizienz und Energieeinsparung
Pulveröfen mit Trennwand bieten erhebliche Vorteile in Bezug auf Energieeffizienz und Ressourcenschonung. Die Möglichkeit, verschiedene Zonen des Ofens zu steuern und nur die benötigten Bereiche zu beheizen, trägt erheblich zur Reduzierung des Energieverbrauchs bei.
7.1. Optimierte Ofenisolierung
Eine hochwertige Isolierung der Ofenwände ist entscheidend, um den Energieverbrauch zu senken. Durch den Einsatz von fortschrittlichen Isoliermaterialien bleibt die Hitze im Inneren des Ofens und Wärmeverluste werden minimiert.
7.2. Effiziente Temperaturregelung
Da nur bestimmte Zonen des Ofens auf hohe Temperaturen erhitzt werden müssen, wird weniger Energie verbraucht, was zu einer insgesamt höheren Energieeffizienz führt. Die Möglichkeit, die Temperaturen in den einzelnen Zonen gezielt zu steuern, ermöglicht es, die Heizkosten zu senken, ohne die Qualität des Aushärteprozesses zu beeinträchtigen.
7.3. Wärmerückgewinnungssysteme
Moderne Pulveröfen mit Trennwand sind häufig mit Wärmerückgewinnungssystemen ausgestattet, die die Abwärme des Ofens auffangen und sie für andere thermische Prozesse in der Anlage verwenden. Diese Systeme können den Energieverbrauch erheblich reduzieren und die Betriebskosten senken.
Wartung und Pflege eines Pulverofens mit Trennwand
Die regelmäßige Wartung eines Pulverofens mit Trennwand ist entscheidend, um seine langfristige Effizienz zu gewährleisten und Ausfallzeiten zu minimieren.
8.1. Reinigung des Ofens und der Trennwände
Es ist wichtig, den Ofen und die Trennwände regelmäßig zu reinigen, um Ablagerungen zu entfernen, die den Aushärteprozess beeinträchtigen könnten. Besonders bei häufigem Einsatz kann sich überschüssiges Pulver im Ofen ansammeln, was die Wärmeverteilung beeinträchtigen könnte.
8.2. Überprüfung der Heizelemente
Die Heizelemente des Ofens sollten regelmäßig überprüft werden, um sicherzustellen, dass sie ordnungsgemäß funktionieren und gleichmäßige Wärme erzeugen. Defekte Heizelemente können zu ungleichmäßigen Temperaturen führen, was die Qualität der Beschichtung beeinträchtigen könnte.
8.3. Kalibrierung der Steuerungssysteme
Die Steuerungssysteme des Ofens sollten regelmäßig kalibriert werden, um sicherzustellen, dass die Temperaturregelung präzise funktioniert. Eine ungenaue Temperaturkontrolle kann die Qualität der Aushärtung und damit die Beschichtungsqualität beeinträchtigen.
Anwendungen eines Pulverofens mit Trennwand in der Industrie
Pulveröfen mit Trennwand finden in einer Vielzahl von Industrien Anwendung, darunter die Automobil-, Bau-, Möbel- und Metallverarbeitungsindustrie.
9.1. Automobilindustrie
In der Automobilindustrie werden Pulveröfen mit Trennwand verwendet, um Fahrzeugteile wie Karosserien, Felgen und Fahrgestelle zu beschichten und auszuhärten. Diese Öfen ermöglichen es, verschiedene Teile gleichzeitig zu verarbeiten, was die Produktionskapazität erhöht und die Effizienz steigert.
9.2. Bauindustrie
In der Bauindustrie werden Pulveröfen mit Trennwand zur Beschichtung und Aushärtung von großen Metallstrukturen, Fassadenelementen und anderen Bauteilen verwendet. Die Möglichkeit, große Mengen von Werkstücken gleichzeitig zu verarbeiten, ist besonders vorteilhaft für Großprojekte.
9.3. Möbelherstellung
Die Möbelindustrie nutzt Pulveröfen mit Trennwand zur Beschichtung und Aushärtung von Metallrahmen und anderen Möbelteilen. Diese Öfen bieten eine gleichmäßige Aushärtung und ermöglichen es, verschiedene Werkstücke gleichzeitig zu verarbeiten.
Zukunftstechnologien und Innovationen
Die Technologie der Pulveröfen entwickelt sich ständig weiter, um die Effizienz und Leistung zu verbessern.
10.1. Integration von KI und Automatisierung
Die Integration von künstlicher Intelligenz (KI) und maschinellem Lernen in die Steuerungssysteme der Öfen könnte den Aushärteprozess weiter optimieren und den Energieverbrauch senken. Intelligente Steuerungssysteme könnten den Prozess überwachen und automatisch Anpassungen vornehmen, um die Effizienz zu maximieren.
10.2. Einsatz erneuerbarer Energien
In Zukunft könnte der Einsatz von erneuerbaren Energien wie Solar- oder Windenergie dazu beitragen, die Umweltbelastung zu reduzieren und die Energieeffizienz von Pulveröfen weiter zu verbessern.
Fazit
Ein Pulverofen mit Trennwand bietet eine Vielzahl von Vorteilen in der Pulverbeschichtungs- und thermischen Verarbeitungsindustrie. Die Fähigkeit, mehrere Werkstücke gleichzeitig zu verarbeiten und dabei unterschiedliche Aushärtebedingungen in verschiedenen Zonen des Ofens zu schaffen, macht diese Art von Ofen besonders effizient und flexibel. Durch die Integration fortschrittlicher Steuerungssysteme und energieeffizienter Technologien wird der Pulverofen mit Trennwand auch in Zukunft eine zentrale Rolle in vielen industriellen Prozessen spielen.
Wir versenden nach Deutschland, Österreich und in die Schweiz
Wir sind nicht nur die Hersteller Ihrer Pulverbeschichtungsanlagen, sondern auch Ihr weltweiter Lieferpartner.
Bei EMS verstehen wir, dass es genauso wichtig ist, Ihre Pulverbeschichtungsanlagen schnell und sicher zu Ihnen zu bringen, wie sie nach höchsten Standards herzustellen. Deshalb bieten wir all unseren Kunden weltweit Lieferdienste an.
Wir arbeiten mit einem Netzwerk erfahrener und zuverlässiger Versandpartner zusammen, um sicherzustellen, dass Ihre Ausrüstung pünktlich und in einwandfreiem Zustand ankommt. Wir bieten auch eine Vielzahl von Versandoptionen an, um Ihrem Budget und Ihren Bedürfnissen gerecht zu werden.
Egal, ob Sie Ihre Ausrüstung an eine lokale Adresse oder an einen internationalen Bestimmungsort versenden müssen, wir können Ihnen helfen. Wir arbeiten mit Ihnen zusammen, um die beste Versandoption für Ihre Bedürfnisse auszuwählen und Sie während des gesamten Versandprozesses über den Status Ihrer Sendung zu informieren.
Wenn Sie sich also für EMS für Ihre Pulverbeschichtungsanlagen entscheiden, erhalten Sie nicht nur die besten Produkte auf dem Markt, sondern auch das bestmögliche Liefererlebnis.
Kontaktieren Sie uns noch heute, um mehr über unsere weltweiten Lieferdienste zu erfahren.
Auch beim Versand, setzen wir auf bewährte Partner. Und auf Nachhaltigkeit. Nicht nur in Deutschland und Österreich sondern in der ganzen EU und der Schweiz wird ihre Pulverbeschichtungsanlage mit unseren Transtportfirmen zu ihnen gebracht.
Die Lieferung ihrer Ware erfolgt innerhalb Deutschlands, Österreichs und der Schweiz spätestens innerhalb von 7-8 Werktagen. Die Lieferung in weitere Länder der EU erfolgt spätestens innerhalb von 10 Werktagen.
Lieferung der PulverbeschichtugsanlageLieferung der PulverbeschichtugsanlageLieferung der PulverbeschichtugsanlageLieferung der PulverbeschichtugsanlageLieferung der PulverbeschichtugsanlageLieferung der PulverbeschichtugsanlageLieferung der PulverbeschichtugsanlageLieferung der PulverbeschichtugsanlageLieferung der Pulverbeschichtugsanlage